Дуговая наплавка: Дуговая наплавка металлов | Строительный справочник | материалы — конструкции
Содержание
Дуговая наплавка стали | Сварка металлов и материалов
Наплавка металла
Для электродуговой наплавки специальными электродами используют большое количество марок покрытых электродов различного назначения. ГОСТ 10051-75* предусматривает 44 типа таких электродов. Основными характеристиками электрода каждого типа, согласно ГОСТ, являются химический состав наплавленного металла и твердость в рабочем состоянии. Кроме того, электроды разделяются по их назначению, например наплавку изношенных деталей машин (осей и валов), работающих на смятие и интенсивные ударные нагрузки, производят электродами Э15Г5 марки ОЗН-400У.
Наплавленный металл, как видно из наименования типа электрода, обеспечивает содержание в среднем 0,15% (0,12-0,18) углерода, 5% (4,1-5,2) марганца и твердость по Роквеллу (HRC) 40-44 Подвергаемые износу, смятию и интенсивным ударным нагрузкам, концы рельсов, оси, автотранспортные и другие детали наплавляют электродами Э11ГЗ марки ОЗН-300У с содержанием 0,11 % (0,08- 0,13) углерода, 3 % (2,8-4) марганца и твердость по Роквеллу 28-35. Для наплавки металлорежущего инструмента применяют электроды марок ОЗИ-4, ОЗИ-5, ЦИ-1М и ЦИ-2У. Используется большое количество других марок электродов для наплавки изношенных штампов и рабочих поверхностей штампов холодной, горячей штамповки, горячей и холодной обрезки, кузнечно-прессового и режущего инструмента, ножей дорожных машин и т.д. Ручная дуговая наплавка покрытыми электродами на поверхности деталей широко распространена, так как ее можно применять при различных конфигурациях деталей и типовом сварочном оборудовании — нужны только наплавочные электроды и навыки сварщика.
Для наплавки металлорежущего инструмента применяют электроды марок ОЗИ-4, ОЗИ-5, ЦИ-1М и ЦИ-2У. Используется большое количество других марок электродов для наплавки изношенных штампов и рабочих поверхностей штампов холодной, горячей штамповки, горячей и холодной обрезки, кузнечно-прессового и режущего инструмента, ножей дорожных машин и т.д. Ручная дуговая наплавка покрытыми электродами на поверхности деталей широко распространена, так как ее можно применять при различных конфигурациях деталей и типовом сварочном оборудовании — нужны только наплавочные электроды и навыки сварщика.
Наплавочный электрод
Для наплавочных электродов используют специальную электродную проволоку, изготовляемую в соответствии с ГОСТ 10543-82. Из различных марок этой проволоки изготовляют стержни и наносят на них специально подобранное покрытие. Отдельные марки электродной проволоки используют при аргонодуговой наплавке вольфрамовым электродом. Для наплавки применяют литые стержни, так называемые стеллиты марок В2К, В3К и их заменители стеллитоподобиые сплавы -1 и сормайт-2. Стеллиты получают в индукционных печах сплавлением кобальта, вольфрама, хрома и других элементов, а сормайты плавят без вольфрама и кобальта. На полученные литые стержни наносят покрытие и используют для ручной электродуговой наплавки. Электроды марки ЦН-2 со стержнем марки ВЗК употребляют для наплавки уплотнительных и трущихся частей арматуры, работающей при температуре до 600 °С в агрессивных средах. Электроды марки ГН-1 со стержнем из сплава сормайт-1 используют для ремонта и изготовления быстроизнашивающихся деталей засыпных аппаратов доменных печей, а марки ЦС-1 с таким же стержнем — для ремонта и изготовления зубьев и ковшей экскаваторов, ножей автогрейдеров и др. Литые стержни, кроме того, используются для аргонодуговой наплавки вольфрамовым электродом.
Стеллиты получают в индукционных печах сплавлением кобальта, вольфрама, хрома и других элементов, а сормайты плавят без вольфрама и кобальта. На полученные литые стержни наносят покрытие и используют для ручной электродуговой наплавки. Электроды марки ЦН-2 со стержнем марки ВЗК употребляют для наплавки уплотнительных и трущихся частей арматуры, работающей при температуре до 600 °С в агрессивных средах. Электроды марки ГН-1 со стержнем из сплава сормайт-1 используют для ремонта и изготовления быстроизнашивающихся деталей засыпных аппаратов доменных печей, а марки ЦС-1 с таким же стержнем — для ремонта и изготовления зубьев и ковшей экскаваторов, ножей автогрейдеров и др. Литые стержни, кроме того, используются для аргонодуговой наплавки вольфрамовым электродом.
Технологические режимы
Для уменьшения доли основного металла в наплавке применяют пониженный сварочный ток, обеспечивающий устойчивое горение дуги. При однослойной наплавке использование таких режимов уменьшает долю основного металла до 0,3-0,45. При поперечном колебании электрода эта доля может быть уменьшена до 0,25. Для дальнейшего уменьшения присутствия основного металла в наплавке ее следует вести в 2-3 слоя. В случаях, когда металл наплавки и зоны склонны к закалке и образованию трещин, необходимо применять предварительный и сопутствующий подогрев — при наплавке
При поперечном колебании электрода эта доля может быть уменьшена до 0,25. Для дальнейшего уменьшения присутствия основного металла в наплавке ее следует вести в 2-3 слоя. В случаях, когда металл наплавки и зоны склонны к закалке и образованию трещин, необходимо применять предварительный и сопутствующий подогрев — при наплавке
Рис. 21.1. Наплавка порошкообразной смеси угольным электродом
до температуры 300-600 °С в зависимости от состава металла. Необходимо отметить, что электродуговая ручная наплавка покрытыми электродами — трудоемкий и низкопроизводительный процесс в связи с пониженными режимами и работой вручную. Производительность такой наплавки 0,8-3 кг/ч, а при автоматической наплавке под флюсом 2-15 кг/ч и электрошлаковой — до 150 кг/ч. Однако ручную наплавку продолжают широко применять благодаря простоте и доступности процесса.
Наплавка твердых сплавов
Для наплавки применяют порошкообразные зернистые материалы, например сталинит, который приготовляют перемешиванием порошков ферромарганца, углеродистого феррохрома, чугунной стружки и нефтяного кокса. Этот материал используют для наплавки ножей бульдозеров, деталей ковшей экскаваторов и т.д. Твердость наплавки по Роквеллу HRC 52. Для наплавки бурильного инструмента применяют смесь вольфрама и углерода — Вокар. В промышленности применяют и другие смеси.
Этот материал используют для наплавки ножей бульдозеров, деталей ковшей экскаваторов и т.д. Твердость наплавки по Роквеллу HRC 52. Для наплавки бурильного инструмента применяют смесь вольфрама и углерода — Вокар. В промышленности применяют и другие смеси.
Наплавка порошкообразных смесей
Для наплавки порошкообразной смеси подготавливают плоскость наплавляемой детали, очищая ее от ржавчины, масла и грязи. Затем на подготовленную поверхность насыпают тонкий слой (0,2-0,3 мм) прокаленной буры (флюса) и на него слой порошкообразной смеси высотой 2-7 мм, который разравнивают и уплотняют . Наплавку производят угольной или графитизированной дугой прямой полярности либо переменным током с осциллятором, совершая
плавные движения электрода поперек полосы на 40- 50 мм с постепенным продвижением вдоль нее (рис.21.1). После расплавления порошка высота его уменьшается в 2-4 раза. Возможна многослойная наплавка, но общая толщина наплавленного слоя для разных смесей ограничена: например для сталинита — 5-6 мм, вокара — 3-4 мм. Рекомендуются предварительный подогрев до 500 °С и медленное охлаждение в горячем песке, закрытом асбестом.
Рекомендуются предварительный подогрев до 500 °С и медленное охлаждение в горячем песке, закрытом асбестом.
Некоторое применение нашла аргонодуговая наплавка неплавяшимся (вольфрамовым) электродом высоколегированных сталей и сплавов. Для наплавки используют высоколегированную наплавочную проволоку и литые стержни.
Похожие материалы
Исследование поверхности наплавленного металла | Статья в журнале «Молодой ученый»
Автор:
Краюшкина Валерия Александровна
Рубрика: Технические науки
Опубликовано
в
Молодой учёный
№4 (294) январь 2020 г.
Дата публикации: 26. 01.2020
01.2020
2020-01-26
Статья просмотрена:
121 раз
Скачать электронную версию
Скачать Часть 1 (pdf)
Библиографическое описание:
Краюшкина, В. А. Исследование поверхности наплавленного металла / В. А. Краюшкина. — Текст : непосредственный // Молодой ученый. — 2020. — № 4 (294). — С. 51-53. — URL: https://moluch.ru/archive/294/66715/ (дата обращения: 17.12.2022).
В работе были освещены основные виды наплавки и предъявляемые к ним требования. Провели макро и микроструктурный анализ поверхности наплавленного металла.
Ключевые слова: сталь, наплавка, микроструктура, твердость, поверхность.
Одной из важных отраслей современной сварочной техники является наплавка — нанесение расплавленного металла на поверхность изделия, нагретую до оплавления или до температуры надежного смачивания жидким наплавленным металлом [1].
Известны два вида наплавки:
– изготовительная. При этом виде наплавки химический состав основного металла и наплавленного рабочего слоя различен; слой наплавленного металла придает особые заданные свойства;
– восстановительная наплавка применяется для получения первоначальных размеров изношенных деталей. В этом случае наплавленный металл должен быть идентичен по составу и механическим свойствам основному металлу [2].
К наплавке предъявляются следующие требования:
- Минимальное проплавление основного металла;
- Минимальное значение остаточных напряжений и деформаций металла в зоне наплавки.
Объектом исследования выступил образец, внешний вид которого приведен на рис. 1. Для наплавки может применяться любой металл. При проведении макроструктурного анализа были обнаружены следы наплавки и зоны термического влияния.
Рис. 1. Макроструктура образца
Затем проводили микроструктурный анализ. Для выявления микроструктуры образец травили 5 % спиртовым раствором азотной кислоты и рассматривали микроструктуру образца с помощью микроскопа ЭПИКВАНТ. Полученные структуры представлены на рис. 2, 3
Для выявления микроструктуры образец травили 5 % спиртовым раствором азотной кислоты и рассматривали микроструктуру образца с помощью микроскопа ЭПИКВАНТ. Полученные структуры представлены на рис. 2, 3
Рис. 2. Микроструктура поверхности образца основного металла, х200
Рис. 3. Микроструктура поверхности образца в зоне наплавки, х200
Микроструктурный анализ позволил установить, что структура в зоне основного металла идентична структуре в зоне наплавки. Это говорит о том, что проводилась восстановительная наплавка, в ходе которой была восстановлена первоначальная структура. Структура наплавленного слоя и основного металла представляет собой мартенсит игольчатый и аустенит остаточный [3].
По литературным данным твердость наплавленного слоя может быть повышена за счет закалки с последующим отпуском. В лабораторных условиях определили твердость, и она составила 60 HRC.
По изученной микроструктуре можем предположить, что после наплавки была проведена закалка и с последующим отпуском, вследствие которой мы можем наблюдать соответствующую структуру.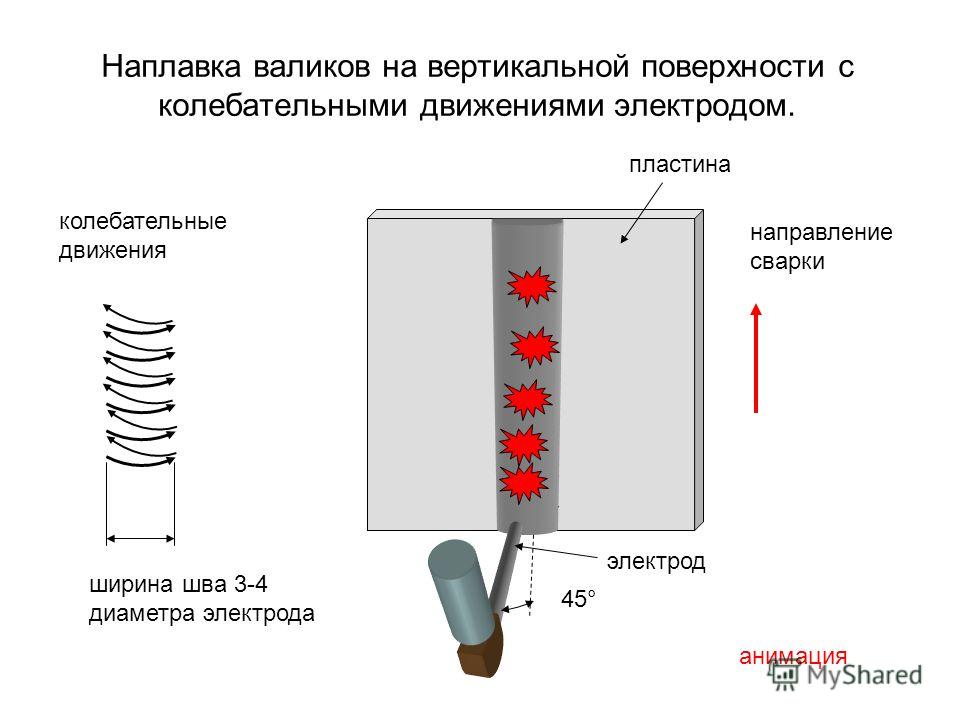 Наплавка проводилась предположительно дуговая. Ввиду того, что любая наплавка сопровождается образованием зоны термического влияния, которая на нашем образце составила 6 мм. По литературным данным выяснено, что проведение дуговой наплавки зона термического влияния достигает 3–6 мм, это позволяет нам предположить о проведении дуговой наплавки.
Наплавка проводилась предположительно дуговая. Ввиду того, что любая наплавка сопровождается образованием зоны термического влияния, которая на нашем образце составила 6 мм. По литературным данным выяснено, что проведение дуговой наплавки зона термического влияния достигает 3–6 мм, это позволяет нам предположить о проведении дуговой наплавки.
Литература:
- Хасуи А., Моригаки О. Наплавка и напыление / Пер.с яп.В. Н. Попова. Под ред.В. С. Степина, Н. Г. Шестернева. М.: Машиностроение, 1985. – 240с.
- Грохольский, Н. Ф. Восстановление деталей машин и механизмов сваркой и наплавкой.- М.: Машиностроение. – 1966. – 275с.
- Сварочные работы: учебное пособие для начального профессионального образования / В. И. Маслов. — 6-е изд., стер. — М.: Издательский центр «Академия», 2007. — 240 с.
Основные термины (генерируются автоматически): основной металл, зона наплавки, наплавленный металл, термическое влияние, HRC, вид наплавки, восстановительная наплавка, дуговая наплавка, микроструктурный анализ, последующий отпуск.
Ключевые слова
поверхность,
твердость,
микроструктура,
наплавка,
сталь
сталь, наплавка, микроструктура, твердость, поверхность
Похожие статьи
Восстановление бронзовых деталей методом лазерной…
Лазерная порошковая наплавка является перспективным методом для обработки различных деталей, выполненных из разнообразных металлов и сплавов. Сущность метода заключается в образовании ванны расплава на поверхности обрабатываемого материала при воздействии.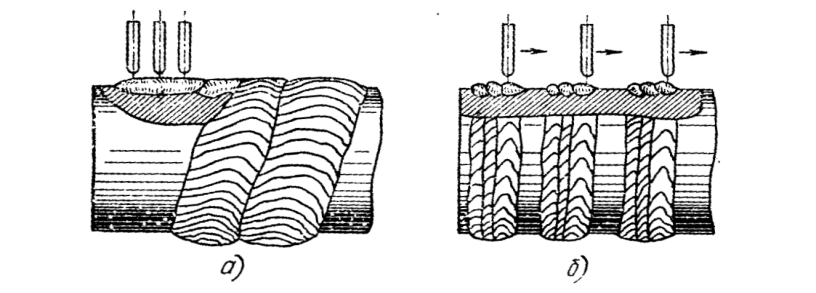 ..
..
Разработка технологии
наплавки направляющих роликов…
Невозможно назвать отрасль, которая не использует металл и прокат, изготовленный из него, для производства которого активно используется прокатный стан. Сегодня металлургические компании предъявляют очень высокие требования к оборудованию.
Анализ способов восстановления подбоек ВПРМ
Плазменное напыление и индукционная наплавка, несмотря на достижение однородности металла обрабатываемой поверхности и наплавленной поверхности, не дают ожидаемых результатов, т. к. оптимальная толщина наплавляемого металла находится в пределах…
Эффективный метод
восстановления изношенных поверхностей…
Режимы наплавки восстанавливаемых деталей устанавливается в зависимости от размеров.
При фрезеровании со скоростью 200…2500 м/мин металла в процессе его наплавки и накате ее роликом усилием 8…10 кН поверхностная твердость детали находится в пределах HRC 52…56.
Плазменная
наплавка, упрочнение и выбор способа…
В данной статье приведены материалы по плазменной наплавке, упрочнению и выбору эффективного способа восстановления деталей
Библиографическое описание: Бафаев Д. Х. Плазменная наплавка, упрочнение и выбор способа восстановления деталей машин [Текст]…
Использование в технологическом процессе эффективности метод…
Сущность способа заключается в электродуговой наплавке деталей под флюсом, легированным графитом и феррохромом с одновременным фрезерованием и поверхностным пластическим деформированием накатным роликом горячего металла в процессе его наплавки.
Математические модели процесса взаимодействия контактного…
В целом, при нанесении наплавки твердыми сплавами, нельзя утверждать о снижении
С учетом того, что с увеличением наработки внесенная на деталь наплавка в виде валика и других форм
Постепенный износ наплавки за время работы , как было отмечено выше, приводит к…
Повышение долговечности узлов трения пожарных машин
Результаты экспериментов по наплавке и расчетные данные о термодинамически равновесном распределении марганца между шлаком и металлом свидетельствует о том, что при плазменной наплавки стали 110Г13Л с использованием флюса, не содержащего добавок оксида марганца…
Газопламенное напыление в технологии ремонта машин
Плазменная наплавка, упрочнение и выбор способа восстановления деталей машин.
Лазерная порошковая наплавка является перспективным методом для обработки…
Анализ основных дефектов и способов восстановления деталей… К деталям типа «вал» относят…
Похожие статьи
Восстановление бронзовых деталей методом лазерной…
Лазерная порошковая наплавка является перспективным методом для обработки различных деталей, выполненных из разнообразных металлов и сплавов. Сущность метода заключается в образовании ванны расплава на поверхности обрабатываемого материала при воздействии…
Разработка технологии
наплавки направляющих роликов…
Невозможно назвать отрасль, которая не использует металл и прокат, изготовленный из него, для производства которого активно используется прокатный стан. Сегодня металлургические компании предъявляют очень высокие требования к оборудованию.
Сегодня металлургические компании предъявляют очень высокие требования к оборудованию.
Анализ способов восстановления подбоек ВПРМ
Плазменное напыление и индукционная наплавка, несмотря на достижение однородности металла обрабатываемой поверхности и наплавленной поверхности, не дают ожидаемых результатов, т. к. оптимальная толщина наплавляемого металла находится в пределах…
Эффективный метод
восстановления изношенных поверхностей…
Режимы наплавки восстанавливаемых деталей устанавливается в зависимости от размеров.
При фрезеровании со скоростью 200…2500 м/мин металла в процессе его наплавки и накате ее роликом усилием 8…10 кН поверхностная твердость детали находится в пределах HRC 52…56.
Плазменная
наплавка, упрочнение и выбор способа…
В данной статье приведены материалы по плазменной наплавке, упрочнению и выбору эффективного способа восстановления деталей
Библиографическое описание: Бафаев Д. Х. Плазменная наплавка, упрочнение и выбор способа восстановления деталей машин [Текст]…
Использование в технологическом процессе эффективности метод…
Сущность способа заключается в электродуговой наплавке деталей под флюсом, легированным графитом и феррохромом с одновременным фрезерованием и поверхностным пластическим деформированием накатным роликом горячего металла в процессе его наплавки.
Математические модели процесса взаимодействия контактного…
В целом, при нанесении наплавки твердыми сплавами, нельзя утверждать о снижении
С учетом того, что с увеличением наработки внесенная на деталь наплавка в виде валика и других форм
Постепенный износ наплавки за время работы , как было отмечено выше, приводит к. ..
..
Повышение долговечности узлов трения пожарных машин
Результаты экспериментов по наплавке и расчетные данные о термодинамически равновесном распределении марганца между шлаком и металлом свидетельствует о том, что при плазменной наплавки стали 110Г13Л с использованием флюса, не содержащего добавок оксида марганца…
Газопламенное напыление в технологии ремонта машин
Плазменная наплавка, упрочнение и выбор способа восстановления деталей машин.
Лазерная порошковая наплавка является перспективным методом для обработки…
Анализ основных дефектов и способов восстановления деталей… К деталям типа «вал» относят…
Объяснение дуговой сварки
: что это такое и как это работает?
Немногие осознают множество существующих процессов дуговой сварки, и еще меньше понимают лежащий в их основе принцип дуговой сварки.
Однако дуговая сварка является базовой концепцией, которую должен знать и понимать каждый сварщик, и знание всех форм дуговой сварки является обязательным.
В этой статье дается определение дуговой сварки, что она включает в себя, основные концепции и механизмы ее работы, плюсы и минусы.
Что такое дуговая сварка?
Дуговая сварка представляет собой процесс соединения металлических деталей с помощью высокой температуры дуги, которая генерируется и поддерживается электрическим током. Источником питания может быть переменный ток («AC») или постоянный ток («DC»).
Довольно широко. Поэтому неудивительно, что дуговая сварка включает в себя такие популярные процессы сварки, как электродуговая сварка, сварка MIG, TIG и сварка с флюсовой проволокой. Все используют электрическую дугу для сварки.
Обратите внимание, это больше, чем просто сварка. Некоторые используют дуговую сварку как сленг для обозначения сварки стержнем. Хотя это форма дуговой сварки, она не единственная.
Как работает дуговая сварка?
На самом базовом уровне все аппараты для дуговой сварки состоят из пяти компонентов:
- Электрод и электродный кабель
- A Кабель заземления и зажим (иногда называемый рабочим кабелем)
- Источник питания
- Металлические заготовки
- Дуга
Базовая схема дуговой сварки. Это процесс дуговой сварки TIG. Примечание: не все дуговые сварщики являются электродуговыми сварщиками. Подробнее о различных типах читайте ниже.
Источник питания обеспечивает переменный или постоянный ток для создания и поддержания дуги, а электрод механически или вручную перемещается вдоль стыка для создания сварного шва.
Итак, насколько горяча сварочная дуга, которая плавит и сплавляет металл? Около 6500°F. Это делает работу по плавлению и сплавлению металлических частей, но также создает другую проблему.
При таких высоких температурах расплавленный металл может реагировать с газами в воздухе.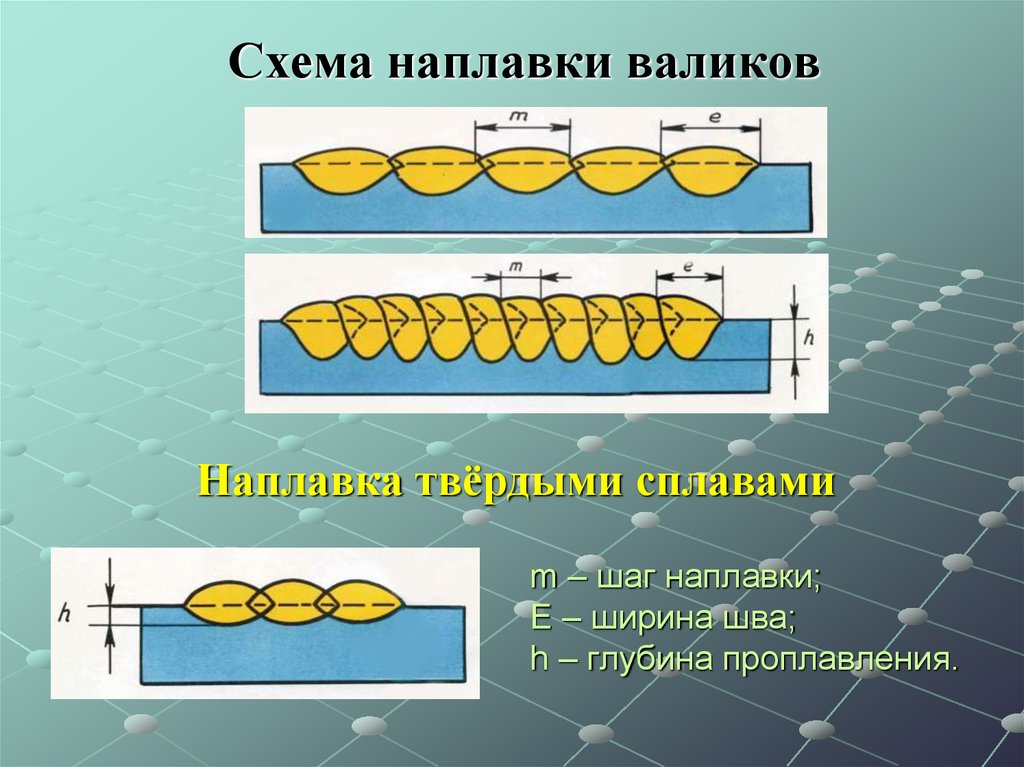 Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Это вызывает такие проблемы, как пористые и слабые сварные швы, чрезмерное разбрызгивание и снижение производительности.
Чтобы устранить эти дефекты сварки, при дуговой сварке обычно в ванне с расплавом предусмотрена какая-либо защита. Обычно это происходит в двух формах.
Одним из вариантов является подача специального защитного газа на горячий сварной шов. Тип газа и скорость потока должны соответствовать защитному газу, чтобы атмосферный воздух не попадал на расплавленный металл.
Вторым выбором является флюс, который создает свой собственный защитный газ и шлак при воздействии высокой температуры дуговой сварки. Инертный газ и шлак флюса «запечатывают» сварной шов и удерживают газы в воздухе.
Переменный ток и постоянный ток
Постоянный ток обеспечивает ток, который течет в одном направлении, а переменный ток меняет направление тока несколько раз в секунду. Например, источник переменного тока с частотой 60 Гц будет менять направление потока 120 раз в секунду.
Текущие различия важны. Например, при постоянном токе могут образовываться магнитные поля, индуцируемые постоянным протеканием электрического тока в одном направлении.
Магнитные поля могут перемещать дугу так, что она не проходит кратчайший зазор между электродом и металлом. Это может привести к разбрызгиванию, пористости и неполному сплавлению и часто происходит на внутренних углах или в конце сварных швов. Это называется дуговым разрядом.
Итак, проблема с DC. Но переменный ток колеблется в токе, а магнитные поля постоянно нарушаются и никогда не организуются достаточно, чтобы дуговой разряд стал проблемой.
Кроме того, сварочные аппараты постоянного тока стоят немного дороже. Таким образом, разряд дуги и первоначальные затраты являются двумя основными недостатками постоянного тока. Вы можете даже сказать, что просто используйте дуговые сварщики переменного тока. Но для некоторых процессов, таких как сварка MIG, преимущества постоянного тока намного перевешивают эти недостатки.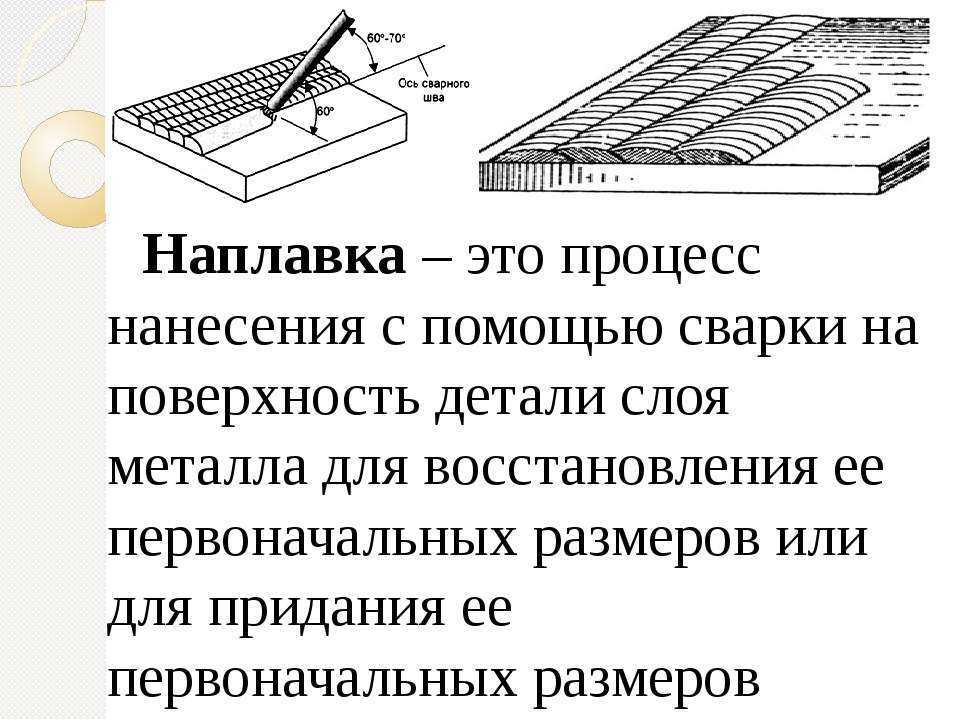
Аппараты для дуговой сварки постоянным током обеспечивают плавную дугу, которую легко контролировать, и они лучше работают с тонкими материалами. Вы также получаете меньше брызг, и в целом шарики DC «красивее». По этим причинам вы видите, что постоянный ток часто используется в дуговых сварочных аппаратах, и многие пользователи предпочитают его переменному току.
Дуговые сварочные аппараты переменного тока часто недороги и не позволяют создавать магнитные поля. Таким образом, его можно использовать в ситуациях, предрасположенных к дуговому разряду. Сварочные аппараты на переменном токе также хорошо проникают и используются в таких местах, как верфи, которые регулярно имеют дело с толстыми деталями.
Еще одно преимущество переменного тока заключается в том, что он работает с металлами с проблемными оксидными слоями на поверхности, такими как алюминий. Когда ток колеблется, он эффективно удаляет оксидный слой, который может мешать и препятствовать сплавлению металлических частей.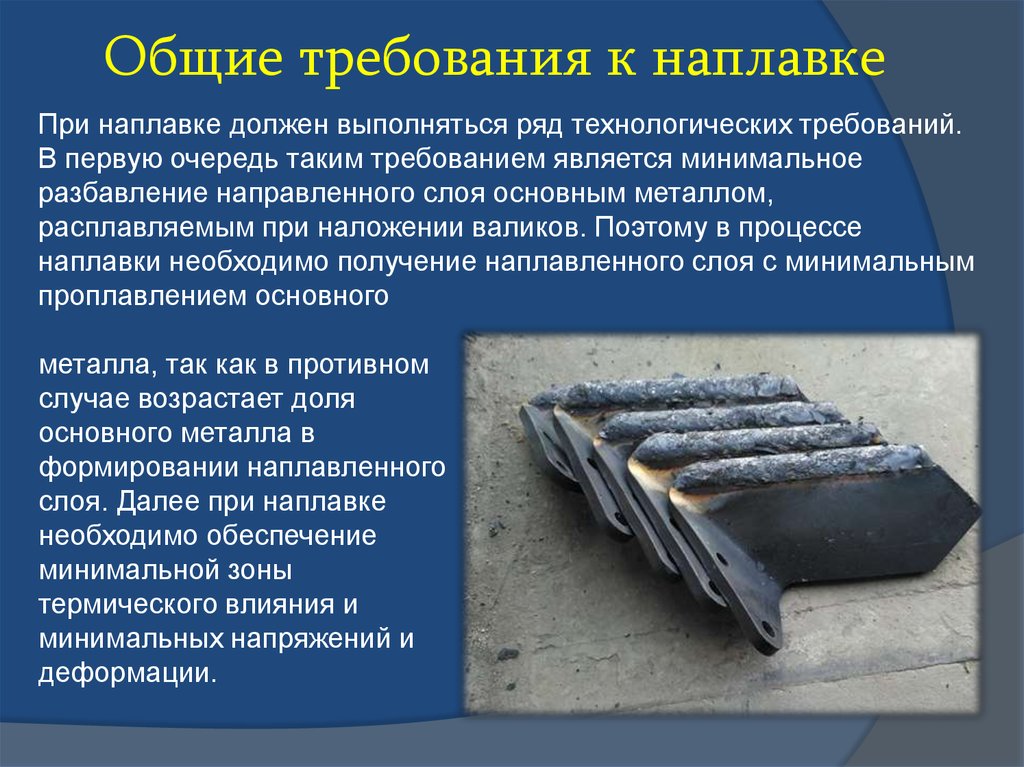
Узнайте больше о различиях между сваркой на переменном и постоянном токе здесь.
Для чего используется дуговая сварка?
Процесс с сердечником из флюса используется за пределами
Наиболее распространенной и простой формой сварки является дуговая сварка. Таким образом, он используется во всех отраслях промышленности, таких как автомобильная, аэрокосмическая, нефтегазовая, обрабатывающая, энергетическая, строительная и многие другие.
Применения включают сосуды, сосуды под давлением, трубы, резервуары, корабли, мосты, железные дороги, автомобили, сельскохозяйственное оборудование, скульптуры из металла, трейлеры и т. д.
Короче говоря, благодаря быстрому и экономичному характеру соединения металлов дуговая сварка используется практически в любое время, когда необходимо соединить два куска металла. Но сильное выделение тепла может быть проблемой для некоторых работ. Таким образом, дуговая сварка подходит не для каждого проекта.
Преимущества и недостатки дуговой сварки
Как и все в жизни, дуговая сварка имеет свои сильные стороны и недостатки.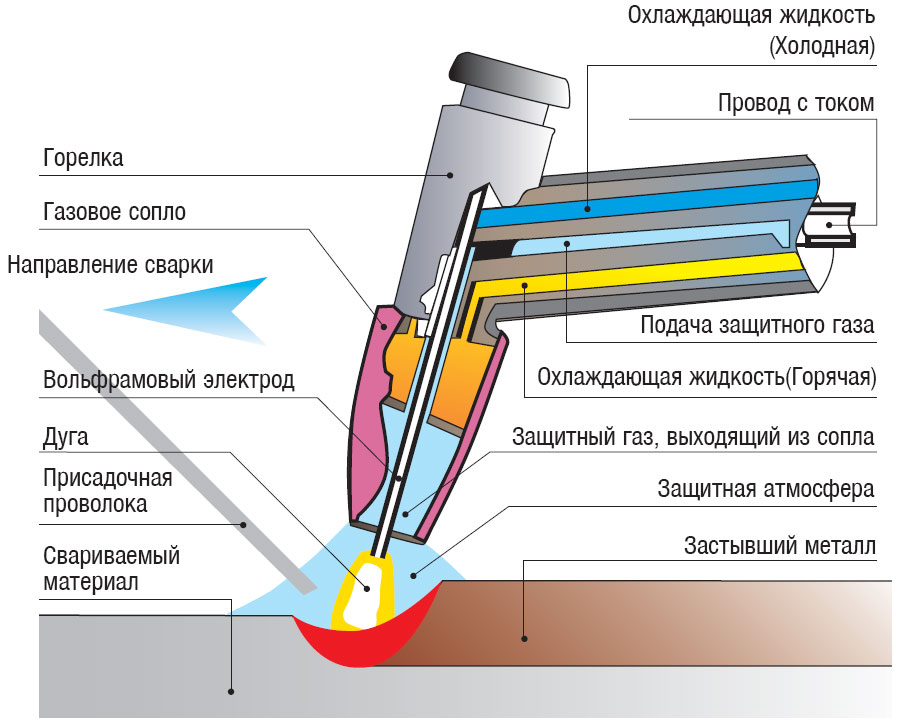 Они приведены ниже:
Они приведены ниже:
Плюсы
- Хорошая ударопрочность
- Высокая производительность (снижает стоимость единицы сварного шва)
- Прочные бесшовные швы без воздушных зазоров
- Простота в освоении и использовании
- Портативное оборудование, удобное для хранения
- Универсальный, работает со многими типами металла
- Доступный
- Высококачественные прочные сварные швы
- Доступно (лицензия или специальное обучение не требуются)
Минусы
- Токсичные пары требуют вентиляции или респираторов
- Больше отходов, чем при других процессах
- Требуется практика для достижения высокого уровня мастерства
- Прожог тонких материалов
Типы дуговой сварки
Электрод представляет собой проводник сварщика, по которому ток течет к металлической заготовке или от нее через дугу. Также электроды можно разделить на плавящиеся и неплавящиеся.
Хотя дуговая сварка включает множество процессов, электроды, используемые для поддержки дуги, сильно различаются.
Типы плавящихся электродов
Плавящиеся электроды плавятся и становятся частью сварного шва. Их также можно назвать сварочной проволокой в зависимости от используемого процесса.
Дуговая сварка защищенным металлом («SMAW»)
Сварка стержнем, или SMAW, также называется дуговой сваркой. Хотя верно то, что все сварщики дуговой сварки являются дуговыми сварщиками, не все сварщики электродуговой сварки являются сварщиками электродуговой сварки (что подтверждается этим списком, который вы читаете прямо сейчас!).
Это очень простой процесс, в котором используются стержневые электроды, покрытые снаружи флюсом. Флюс вступает в реакцию с высокой температурой сварки и защищает расплавленную ванну.
Подобно электродам MIG или электродам с флюсовым сердечником, стержень расходуется в процессе и выступает в качестве наполнителя.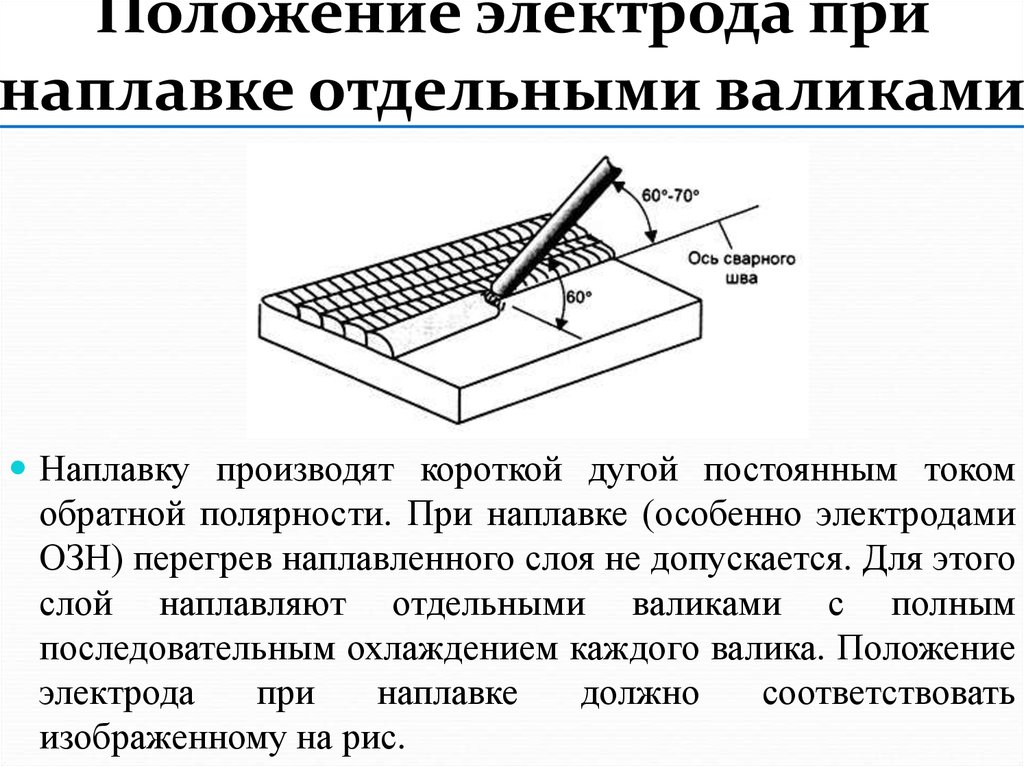 Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Но в отличие от GMAW или FCAW здесь нет автоматической подачи электродов. Таким образом, стержневые электроды должны быть заменены вручную, когда они израсходованы.
Сварка металлов в среде инертного газа («MIG»)
Сварка MIG также называется дуговой сваркой металлическим газом («GMAW»). Он использует моток проволоки, который подается к сварочному пистолету, выступающему в качестве его электрода.
Эта проволока расходуется в процессе сварки, что позволяет ей также выступать в качестве присадочного материала для сварного шва. Так, сплав проволоки обычно подбирается под свариваемый металл.
При сварке MIG также используется защитный газ, подаваемый в сварочную горелку. Это означает, что у вас также должен быть баллон с газом, а также сварочный аппарат, чтобы использовать процесс GMAW.
Связанный : Дуговая сварка и сварка МИГ – объяснение различий
Дуговая сварка порошковой проволокой («FCAW»)
Дуговая сварка порошковой проволокой очень похожа на сварку МИГ. В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
В качестве электрода выступает проволока, которая непрерывно подается к пистолету машиной. Проволока расходуется во время сварки, но это также позволяет ей служить присадочным материалом.
Однако, в отличие от сплошной проволоки MIG, сердечник этого электрода полый и заполнен флюсом и другими добавками. Это позволяет флюсу при нагревании образовывать защитный газ и шлак, которые защищают сварной шов. Это избавляет от необходимости использовать газ в баллонах, как при сварке MIG.
Дуговая сварка под флюсом («SAW»)
Подобно GMAW и FCAW, при дуговой сварке под флюсом используется проволочный электрод с непрерывной подачей, который расходуется при сварке. Но сварочная ванна погружена в слой порошкообразного флюса.
Этот слой плавкого флюса становится проводящим в расплавленном состоянии, обеспечивая надежное электрическое соединение между металлом и электродом. Флюс также предотвращает брызги и искры. Кроме того, слой порошкообразного флюса подавляет испарения и ультрафиолетовое излучение.
Дуговая сварка шпилек («SW»)
Этот специальный процесс предназначен для приварки крепежных деталей («шпилек») на месте. Он использует специально разработанную застежку, которая также действует как электрод.
Шпилька помещается в специальный пистолет, который создает дугу у основания крепежа, а затем вдавливает шпильку в расплавленную ванну. В результате крепёж прочно приваривается к металлическому основанию.
Для применения может потребоваться защитный газ, а может и не потребоваться. Вокруг сварного шва размещается специальный наконечник для концентрации тепла и удерживания расплавленного металла. После того, как сварка завершена, феррула снимается и выбрасывается.
Электрошлаковая сварка («ЭШС»)
ЭШС используется только в вертикальных соединениях для сварки двух деталей толщиной не менее 1 дюйма. Зазор в деталях заполняется флюсом, а автоматически подаваемый проволочный электрод заливается флюсом внутри зазора.
Затем проходит ток и возникает дуга. Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Но как только флюс расплавится, электрическое сопротивление расплавляющего флюса выделяет тепло сварного шва, около 3500°F.
Требование сначала заполнить шов флюсом и удерживать расплавленный флюс во время сварки является причиной того, что это приложение предназначено только для вертикального шва. Вам также необходимо установить опору или стартовую пластину в нижней части соединения, чтобы удерживать флюс на месте до зажигания дуги.
Типы неплавящихся электродов
Неплавящиеся электроды сохраняют свою структуру и используются в сочетании с присадочным металлом или используют основной металл для сплавления соединения.
Сварка вольфрамовым электродом в среде инертного газа («TIG»)
Сварку TIG иногда называют дуговой сваркой вольфрамовым электродом («GTAW»). Используемый вольфрамовый электрод не расходуется при сварке. Таким образом, отдельная присадочная проволока должна подаваться второй рукой, что делает сварку TIG двуручным процессом.
Химический состав вольфрамового электрода или сплава зависит от того, что вы свариваете. Кроме того, этому процессу не так легко научиться, как некоторым другим формам сварки, и для его освоения требуется некоторая практика.
Плазменная дуговая сварка (PAW)
Внутри плазменной сварочной горелки электрод расположен внутри медного сопла с точечным отверстием на конце. Между неплавящимся вольфрамовым электродом и медным наконечником зажигается дежурная дуга. Это нагревает защитный газ до очень высоких температур, что создает плазму.
При сварке плазма выбрасывается через точечное отверстие и «выстреливает» в сварной шов. Плазма является электропроводной, и тогда между вольфрамовым электродом и металлической заготовкой образуется дуга.
Пропуская плазму через суженное отверстие, горелка обеспечивает высокую концентрацию тепла на небольшой площади. Благодаря высокопроизводительному сварочному оборудованию плазменный процесс обеспечивает исключительные сварные швы.
Поскольку электрод не расходуется, для достижения желаемых результатов может понадобиться дополнительный присадочный стержень.
Подведение итогов
Надеемся, что эта статья дала вам некоторое представление о том, что такое дуговая сварка, как она работает, а также о плюсах и минусах.
Для возбуждения дуги при дуговой сварке можно использовать переменный или постоянный ток. Каждый ток имеет свои преимущества, и пользователи должны знать, когда использовать каждый из них.
И последнее, но не менее важное: мы рассмотрели различные формы дуговой сварки и различия между этими процессами. В каждой форме дуговой сварки используются разные электроды, и выбор правильного электрода имеет важное значение для получения хороших результатов.
5 процессов, которые вам нужно знать
– ДаСварщик
перейти к содержанию
Дуговая сварка — это процесс сплавления двух металлов. Он использует электричество для создания сильного тепла, которое плавит два металла вместе в расплавленной ванне, фактически превращая их в один материал. Это называется сваркой плавлением и является причиной того, что сварные конструкции такие прочные.
Это называется сваркой плавлением и является причиной того, что сварные конструкции такие прочные.
Дуговая сварка использует электричество для создания цепи между двумя металлами: основным металлом и электродом, прикрепленным к сварочному пистолету. Когда цепь размыкается путем удаления электрода из основного металла, создается чрезвычайно горячая электрическая дуга — температура может достигать 11 000 градусов по Фаренгейту!
Этот расплавленный металл создает сварной шов, но на него могут воздействовать газы и другие загрязняющие вещества в воздухе. Сварочный щит из инертного газа используется для защиты сварного шва во время его выполнения. В зависимости от типа процесса дуговой сварки, который вы используете, этот газ будет подаваться либо извне (через сварочный аппарат), либо через электрод (через флюсовое покрытие).
Существует несколько способов дуговой сварки, и наиболее распространенными способами являются:
- Сварка металлов в среде инертного газа (MIG)
- Сварка вольфрамовым электродом в среде инертного газа (TIG)
- Дуговая сварка флюсовой проволокой (FCAW)
- Дуговая сварка металлическим электродом с защитным экраном (SMAW)
- Плазменно-дуговая сварка
Основы дуговой сварки
В дуговой сварке есть несколько вещей, которые не меняются, независимо от используемого процесса:
- Свариваемые материалы должны иметь одинаковую температуру плавления, иначе плавятся раньше других, что приводит к неудачному сварному шву.

- Питание обычно может подаваться переменным (AC) или постоянным (DC) током. Тип источника питания может повлиять на параметры сварки, поэтому всегда проверяйте их перед началом.
- Чем больше мощность, тем выше температура дуги. Производители обычно предоставляют стандартные настройки для оборудования, но напряжения должны быть изменены в соответствии с выполняемой работой.
- Выбор электрода может существенно повлиять на результат сварки.
- Всегда очищайте основной металл металлической щеткой или шлифовальной машиной перед началом сварки, даже если вы используете процесс сварки, совместимый с загрязненными основными металлами.
- Безопасность важна! Вы имеете дело с очень мощным электричеством и чрезвычайно высокими температурами. Защити себя. Наденьте защитное снаряжение и держите поблизости подходящий огнетушитель.
Ниже представлена основная схема работы дуговой сварки.
Изображение предоставлено: https://www. cromweld.com/welding-guide
cromweld.com/welding-guide
Терминология дуговой сварки
Если вы новичок в сварке, вам необходимо знать несколько технических терминов.
Электрод — материал, передающий дугу на основной металл и контролирующий сварной шов
Дуга — электрическая дуга между основным металлом и электродом, создающая тепло, необходимое для сварки
Газовый щит — экран из инертного газа, окружающего сварной шов, обычно двуокиси углерода, аргона, гелия или их комбинации
Сварочная ванна — ванна расплавленного металла, образованная из основного металла и электрода, и присадочного материала, если он используется
Основной металл — обрабатываемый металл
Сварка MIG
- Высокая универсальность
- Легко учиться
- Полуавтоматический процесс
- Не подходит для использования вне помещений
- Может использоваться на металлах различной толщины
Сварка МИГ, пожалуй, самый распространенный вид сварки и самый простой для изучения. MIG означает металлический инертный газ, хотя его иногда называют дуговой сваркой металлическим газом (GMAW). Сварка MIG — это полуавтоматический процесс, который лучше всего подходит для внутренних работ, защищенных от ветра.
MIG означает металлический инертный газ, хотя его иногда называют дуговой сваркой металлическим газом (GMAW). Сварка MIG — это полуавтоматический процесс, который лучше всего подходит для внутренних работ, защищенных от ветра.
Процесс сварки MIG
Сварочная горелка MIG использует сплошной проволочный электрод с непрерывной подачей для создания электрической дуги для сплавления двух металлов вместе. Электрический ток подается на электрод, который при сварке MIG также действует как присадочный материал для улучшения сварного шва. Электрод управляет дугой, которая производит тепло для расплавления электрода, наполнителя и основного металла. Защитный газ подается извне через сварочный аппарат для защиты процесса.
Сварка MIG подходит для ряда металлов различной толщины, включая сталь, алюминий, никель и различные сплавы. Защитный газ также может быть изменен в зависимости от используемых металлов. Как правило, защитный газ MIG представляет собой смесь CO2, кислорода и углерода. Напряжение также может быть задано с помощью сварочного аппарата MIG в соответствии с применением.
Напряжение также может быть задано с помощью сварочного аппарата MIG в соответствии с применением.
Для чего используется сварка MIG?
Сварка MIG — это очень универсальный процесс, который можно использовать для различных применений. Это наиболее часто используемые проекты, такие как ремонт автомобилей, стальные конструкции и производство различных предметов, таких как мебель, компьютерные компоненты и машины для сельского хозяйства или горнодобывающей промышленности.
Сварка ВИГ
- Для точности используется остроконечный электрод
- Обеспечивает высококачественные привлекательные сварные швы
- Медленный процесс
- Требуется минимальная очистка
- Наполнитель опционально
- Лучше всего работает в помещении
- Сложнее учиться
- Подходит для сварки круглых предметов
Сварка ВИГ, также известная как дуговая сварка вольфрамовым электродом (GTAW). В нем используется нерасходуемый заостренный вольфрамовый электрод, обеспечивающий превосходную точность. При правильном выполнении сварка TIG дает высококачественные сварные швы, но овладеть этим навыком довольно сложно. Сварке TIG не так просто научиться, но результаты того стоят!
При правильном выполнении сварка TIG дает высококачественные сварные швы, но овладеть этим навыком довольно сложно. Сварке TIG не так просто научиться, но результаты того стоят!
Процесс сварки TIG
Сварочная горелка TIG оснащена заостренным вольфрамовым электродом, разъемом и защитным газом. Дуга создается, когда электрод прикладывается к основному металлу, а затем удаляется. Это небольшая интенсивная дуга, что делает ее идеальной для высококачественной и точной сварки.
Сварка ВИГ — один из немногих процессов, для которого не требуется присадочный металл, но при необходимости его можно использовать. Отсутствие наполнителя делает сварку TIG чистой, практически не требуя очистки после завершения сварки. Если вы используете наполнитель, вам придется кормить его вручную вручную.
Доступны различные вольфрамовые электроды для различных типов сварных швов. Электроды из чистого вольфрама являются наиболее распространенными и применимы для таких металлов, как алюминий. Защитный газ также следует менять в зависимости от используемых металлов — наиболее распространенным является аргон. Как и при сварке MIG, внешняя подача газа при сварке TIG означает, что ее лучше всего проводить в помещении, защищенном от ветра и сквозняков.
Защитный газ также следует менять в зависимости от используемых металлов — наиболее распространенным является аргон. Как и при сварке MIG, внешняя подача газа при сварке TIG означает, что ее лучше всего проводить в помещении, защищенном от ветра и сквозняков.
Где применяется сварка ВИГ?
Благодаря высокой точности и минимальному количеству беспорядка сварка TIG идеально подходит для тонколистового металла и проектов, которые будут представлены на выставке. Он обычно используется в скульптурах из металла.
Ручная сварка
- Электрод фиксированной длины
- Может использоваться на грязных, окрашенных и ржавых поверхностях
- Трудно освоить
- Требуется некоторая очистка
Сварка электродом является наиболее широко используемой формой дуговой сварки. Он также известен как дуговая сварка защитным металлом (SMAW) и подходит как для внутренних, так и для наружных условий. Сварку электродом можно использовать для большинства распространенных металлов и сплавов, включая сталь, алюминий и железо. Его также можно использовать на грязных и ржавых поверхностях, что делает его невероятно популярным в сфере ремонта и технического обслуживания.
Его также можно использовать на грязных и ржавых поверхностях, что делает его невероятно популярным в сфере ремонта и технического обслуживания.
Однако научиться сварке стержнем нелегко. Это высококвалифицированный процесс — умение зажечь дугу может быть трудным, а процесс обучения, как правило, долгим, но оно того стоит!
Процесс сварки стержнем
Сварка стержнем представляет собой электрод фиксированной длины, который покрыт флюсом из порошкообразных металлов. При электрическом нагреве флюс создает защитный газ, а плавящийся электрод производит присадочный материал для создания сварного шва с основным металлом. Таким образом, нет необходимости во внешнем источнике газа, поэтому электродуговая сварка обычно является предпочтительным процессом для удаленных и сложных условий.
Сварка стержнем может быть немного грязной и производить брызги, поэтому обычно после этого требуется некоторая уборка. Конечный результат зависит от навыков сварщика, но следует сказать, что сварка электродами обычно не дает наиболее привлекательных сварных швов.
Характеристики сварного шва можно изменить, выбрав другое покрытие флюса и изменив угол сварки.
Где применяется сварка электродами?
Сварочное оборудование легко транспортируется, поэтому его можно использовать практически в любом месте. Поскольку нет необходимости во внешнем подводе газа, электродуговая сварка идеально подходит для использования вне помещений и в труднодоступных местах. Сварить можно даже на ветру и в дождь.
Дуговая сварка порошковой проволокой (FCAW)
- Высокая производительность
- Внешний источник газа не требуется
- Легко транспортируется
- Не рекомендуется для тонких металлов
- Может использоваться на грязных недрагоценных металлах
- Требуется некоторая очистка
Процесс сварки порошковой проволокой похож на комбинацию MIG и сварки электродом. Это быстро, как MIG, и не требует защитного газа, как сварка электродом.
Процесс дуговой сварки порошковой проволокой
Как следует из названия, электрод FCAW имеет флюсовую сердцевину, состоящую из различных соединений и металлических порошков. Электричество передается через электрод на основной металл, образуя дугу. При нагреве дугой флюс создает газовую защиту вокруг расплавленного электрода, присадочного металла и основного металла в сварочной ванне. Сварной шов будет покрыт остаточным шлаком, который также обеспечивает защиту, и его можно будет легко удалить при необходимости.
Электричество передается через электрод на основной металл, образуя дугу. При нагреве дугой флюс создает газовую защиту вокруг расплавленного электрода, присадочного металла и основного металла в сварочной ванне. Сварной шов будет покрыт остаточным шлаком, который также обеспечивает защиту, и его можно будет легко удалить при необходимости.
Сварка порошковой проволокой обычно выполняется методом протаскивания, когда сварочная горелка направлена назад в сварочную ванну и отрывается от завершенного сварного шва.
Где используется сварка порошковой проволокой?
Дуговая сварка с флюсовой сердцевиной обычно используется в тяжелых промышленных условиях и в производственных процессах. Как правило, это не рекомендуется для начинающих и тех, у кого мало опыта, так как техника может быть трудной для освоения.
Поскольку нет необходимости в защитном газе, дуговую сварку с флюсовой проволокой можно использовать на открытом воздухе.
Плазменно-дуговая сварка
- Может использоваться для невероятно тонких и толстых основных металлов
- Использует нерасходуемый заостренный вольфрамовый электрод
- Высокая производительность
- Точный и точный
- Обеспечивает высококачественные привлекательные сварные швы
- Трудно освоить
Плазменно-дуговая сварка (PAW) аналогична сварке TIG тем, что в ней используется заостренный вольфрамовый электрод и не требуется присадочный материал.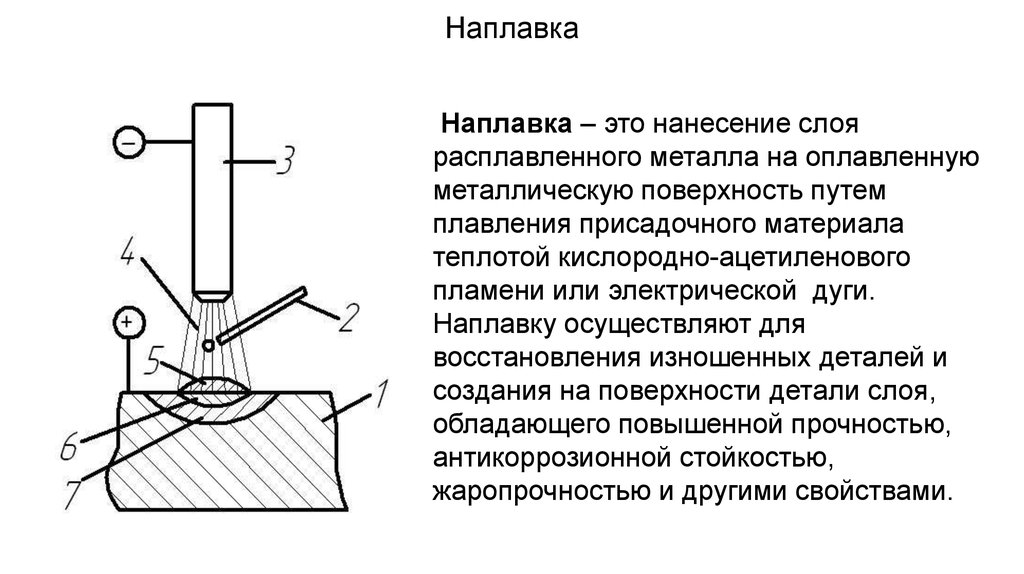 В отличие от сварки TIG электрод располагается внутри горелки. Это позволяет отделить плазму от защитного газа, окружающего дугу и сварной шов.
В отличие от сварки TIG электрод располагается внутри горелки. Это позволяет отделить плазму от защитного газа, окружающего дугу и сварной шов.
Плазменная дуга невероятно мощная, она вырывается из электрода почти со скоростью звука! Плазменная сварочная дуга может достигать температуры более 55 000 градусов по Фаренгейту, что более чем в 5 раз превышает температуру обычной сварочной дуги!
Сварочная горелка PAW использует сжатый газ для создания плазмы, которая создает невероятно точные и прочные сварные швы, которые также великолепно выглядят. Плазменная дуговая сварка также обеспечивает высокую производительность.
Процесс плазменной дуговой сварки
Внутри сопла PAW газ сжимается для создания плазмы. Затем эта плазма ионизируется, поэтому она может проводить электричество, которое создает дугу от нерасходуемого вольфрамового электрода, предназначенного для повышения точности. Производимая дуга маленькая и невероятно мощная. Мощность дуги можно регулировать, изменяя напряжение на аппарате.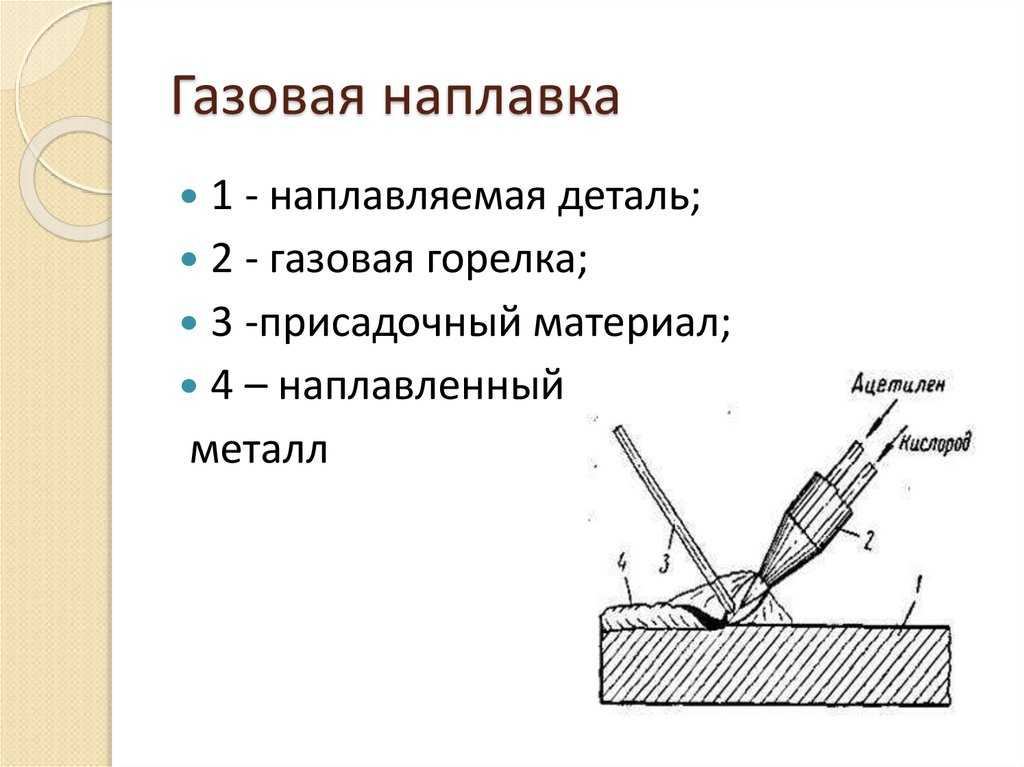 Защитный газ — обычно аргон или водород — окружает сварной шов.
Защитный газ — обычно аргон или водород — окружает сварной шов.
Где используется дуговая плазменная сварка?
Плазменно-дуговая сварка может использоваться в различных областях, хотя чаще всего она используется для электронных устройств. Аэрокосмическая, морская и медицинская отрасли также используют PAW из-за его высокой точности.
Приступаем к сварке
Только начинаете заниматься сваркой? YesWelder поможет вам. Ознакомьтесь с нашим руководством по началу работы со сваркой, в котором более подробно рассматривается процесс сварки и оборудование, необходимое для успешной и безопасной сварки. Вы также можете узнать больше о карьерных возможностях, которые предлагает сварщик — вы можете работать где угодно, от морских глубин до Международной космической станции.
Если вам нужно оборудование, мы предлагаем фантастический выбор сварочных аппаратов по самым низким ценам, так что если вы хотите попробовать свои силы в сварке, это не будет стоить вам целое состояние. Вы также можете запастись сварочным оборудованием, таким как пистолеты, горелки, каски и аксессуары.
Вы также можете запастись сварочным оборудованием, таким как пистолеты, горелки, каски и аксессуары.
В YesWelder мы создаем наше оборудование на основе отзывов наших клиентов. А если вы хотите выделиться, ознакомьтесь с нашим потрясающим ассортиментом привлекательных сварочных масок.
2 комментария
Назад к YesWelder
Как склеивать металлы разной толщины
Как сварить нержавеющую сталь MIG, как профессионал
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
{{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
