Дюбели с калиброванной головкой гост: ГОСТ 28456 — 90. Дюбели распорные для крепления конструкций и оборудования Можно скачать в PDF
Новости
Новости рынка Новости компании Цены
Прайс-лист Спец-предложения Справочные материалы
Перечень (Госты, ТУ) Наши партнеры
Наши партнеры Контакты
Контакты Обратная связь Каталог продукции
Металлопрокат Метизная продукция Каталог ресурсов | Продукция
|
Новости
Реклама на сайте | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 Магнитогорск, пр. Ленина, 130, офис 23
Магнитогорск, пр. Ленина, 130, офис 23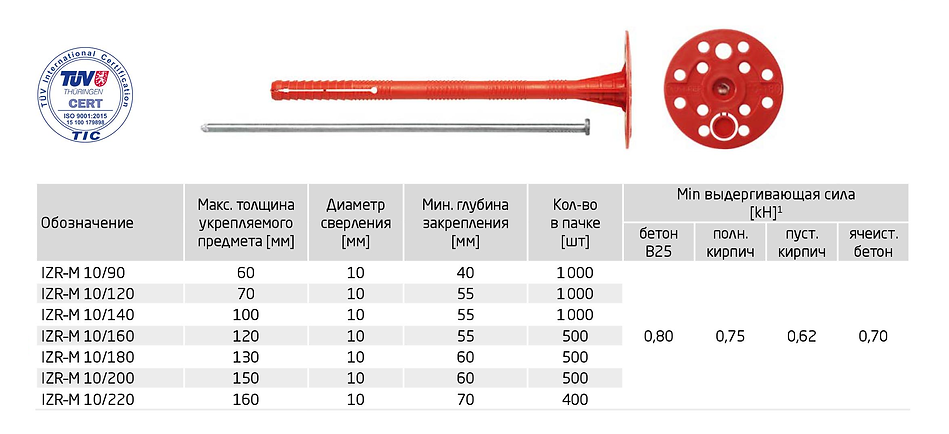 диам. проволоки и
диам. проволоки и  0
0Гвозди с калиброванной головкой склеенные в обоймы (ТУ 14-4-1308-2000) — Гвозди — Метизная продукция — Продукция — Магнитогорская Металлургическая Компания
Главная | Продукция | Метизная продукция | Гвозди | Гвозди с калиброванной головкой склеенные в обоймы (ТУ 14-4-1308-2000)
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 п.
п. угла
углаWeeke Machining Center Calibration (MCC)
Поделиться этой статьей
Предварительное условие : перед выполнением этой процедуры настоятельно рекомендуется, чтобы преподаватель Stiles Education или представитель Stiles Field Service (FSR) продемонстрировали шаги.
ВНИМАНИЕ: Перед выполнением любой из следующих процедур убедитесь, что персонал прочитал и соблюдает все рекомендации по технике безопасности и другие процедуры, содержащиеся в руководстве по эксплуатации машины Homag.
Настоятельно рекомендуется создать текущий набор компакт-дисков Ghost из дисков C и D, прежде чем вносить какие-либо изменения в программное обеспечение!
Абсолютные энкодеры — нет эталонной программы
Необходимые процедуры
Шаг 1: Проверьте горизонтальность машины.
С помощью уровня механика поместите его над выравнивающими подушками на направляющие THK. Сделайте это по осям X и Y. При необходимости откорректируйте уровень машины. Убедитесь, что анкерные болты затянуты на закрепленных машинах.
Шаг 2. Проверьте выравнивание штифтов задней направляющей с помощью циферблатного индикатора.
Отрегулируйте штифты так, чтобы они образовывали прямую линию со штифтом в нулевом углу станка.
Штифты заднего ограждения можно немного отрегулировать, ослабив 4 болта, крепящих узел штифта к станине машины, а затем ослабив или затянув регулировочные болты спереди и сзади узла. Затяните 4 монтажных болта и снова проверьте выравнивание штифтов.
Примечание: это всего лишь один пример конструкции штифта забора. Сделайте это для каждого узла штифтов задней направляющей вдоль оси X машины.
Шаг 3. Запустите программу калибровки в поле 1 с помощью основного маршрутизатора.
Убедитесь, что в базе данных инструментов имеются точные значения длины и радиуса для нужного калибровочного инструмента.
Убедитесь, что толщина панели в WoodWOP максимально близка к фактической толщине панели, ближайшей к нулевой точке поля 1.
Запрограммируйте расстояние паза в направлениях X, Y и Z размера фрезерного инструмента.
Генерация ЧПУ создает эту программу для поля 1, и станок обрабатывает программу, создавая желаемый контур фрезера. Измерьте расстояние от нуля X и нуля Y, запишите эти значения и рассчитайте ошибку из геометрии программы.
Измерьте расстояние от нуля X и нуля Y, запишите эти значения и рассчитайте ошибку из геометрии программы.
Если запрограммированное значение X равно 50 мм, а фактический контур находится на расстоянии 51 мм, фрезерный станок переместился на 1 мм дальше от поля 1. Измените опорное значение оси X на +1 мм, чтобы исправить эту ошибку. Сделайте то же самое для значений осей Y и Z, затем повторите проверку.
Продолжайте тестировать и вносить изменения до тех пор, пока координаты X, Y и Z не будут обрабатываться с требуемой точностью, обычно погрешность <0,1 мм.
Шаг 4. Исправьте контрольные значения X, Y и Z. На рабочем столе откройте Weeke BHC, откройте программу DriveTop.
Шаг 5. После сканирования дисков Indramat выберите нужную ось.
Шаг 6: Выберите возврат в исходное положение/установите абсолютное измерение, а затем энкодер двигателя.
Шаг 7. Эталонные значения для выбранной оси будут отображаться здесь:
Ошибка. Пример: Тестовый рез фрезера имеет погрешность +,2 миллиметра, вычтите это значение из Ref. Расстояние.
Пример: Тестовый рез фрезера имеет погрешность +,2 миллиметра, вычтите это значение из Ref. Расстояние.
ПРИМЕЧАНИЕ : При внесении изменений в это поле данных для значений калибровки введите число, обеспечивающее использование0005 запятая при вводе нового значения. После сохранения данных запятая изменится на десятичную точку.
Шаг 8. Внесите необходимые изменения для каждой оси, используя те же рекомендации, а затем выйдите из этого экрана.
Данные будут автоматически сохранены в параметрах привода. Запустите тестовую программу еще раз и убедитесь, что главный маршрутизатор находится в правильном месте.
Шаг 9. На этом этапе снова выполните проверку маршрутизатора, чтобы убедиться, что местоположение маршрутизатора откалибровано правильно.
Вносите необходимые изменения до тех пор, пока фрезер не будет резать в пределах 0,1 мм от проектной геометрии.
Шаг 10. Настройте каждую функцию инструмента (вертикальные сверла, пилу и т. д.), используя значения осей X, Y и Z, содержащиеся на каждой странице данных инструмента.
Настройте каждую функцию инструмента (вертикальные сверла, пилу и т. д.), используя значения осей X, Y и Z, содержащиеся на каждой странице данных инструмента.
Выберите View в главном меню и откройте вкладку Unit. При необходимости измените значения смещений по осям X, Y и Z. Сохранить с помощью флажка F7.
Шаг 11: Выполните тестовую операцию для каждой функции обработки, доступной на вашем станке: вертикальное растачивание, все направления горизонтально-расточных агрегатов и канавочная пила.
Страница данных горизонтального растачивания Страница данных канавочной пилы
Шаг 12: После того, как все функции инструмента были откалиброваны в нулевом углу станка, просверлите тестовое отверстие в панели в других областях вашего станка.
Шаг 13. Отрегулируйте расположение полей по осям X и Y, используя функцию отображения PZV.
Измените значения и сохраните. Проверьте результаты для каждого поля
. Шаг 12. В настоящее время вы должны быть удовлетворены машинной обработкой во всех применимых полях машины и калибровкой каждой функции инструмента.
Шаг 12. В настоящее время вы должны быть удовлетворены машинной обработкой во всех применимых полях машины и калибровкой каждой функции инструмента.
Шаг 13: Создайте новый набор дисков Ghost ( только диски C и D ) и храните компакт-диски в безопасном месте.
При просмотре следуйте следующему простому порядку:
- Следуйте правилам безопасности и соответствующим рекомендациям, изложенным в руководстве по эксплуатации машины.
- Создайте текущий набор компакт-дисков Ghost (только для дисков C и D).
- Выровняйте машину, если машина имеет анкерные болты, проверьте затяжку болтов и еще раз проверьте уровень.
- Выровняйте штифты заднего упора. Если на вашей машине установлены штифты передней ограждения, их также необходимо проверить.
- Исправьте главный фрезер, используя (DriveTop) значения энкодера двигателя X, Y и Z.
- Сохраните данные и проверьте правильность положения главного маршрутизатора, при необходимости повторите.

- Откалибруйте все остальные инструменты. MCC/WZ_DBE/View/Unit i. После внесения изменений в поля данных Unit не забудьте щелкнуть значок F7.
- Калибровка всех остальных полей. Вариант программы ПЗВ. я. После внесения изменений в поля PZV не забудьте нажать «Сохранить». 9. Создайте новый набор компакт-дисков Ghost (только для дисков C и D).
Следующий шаг
Stiles Education предоставляет более подробную информацию и рекомендации по калибровке в нашем еженедельном курсе обслуживания и устранения неполадок MC502.
Для получения информации о курсах Stiles Education или для регистрации на занятия звоните по телефону 616.698.7500, доб. 1237
Источник: Филипп Рэйси, специалист по ЧПУ Stiles Education Weeke | Ноябрь 2007 г.
HOMAG и Heesemann объявляют о новом стратегическом партнерстве
Stiles Machinery рада объявить о новом стратегическом партнерстве между HOMAG и Heesemann в области производства и дистрибуции шлифовальных машин.
Прочитать статью полностью
Представляем Майка Доземана, национального менеджера по работе с ключевыми клиентами по шкафам
Мы с гордостью представляем Майка Доузмана в качестве нашего нового национального менеджера по работе с ключевыми клиентами по шкафам.
Читать статью полностью
Рост с помощью Tapio и Digital Factory
Преднамеренный дизайн с использованием простого и понятного цифрового процесса
Читать статью полностью
Узкоспециализированные дюбели и штифты
Дюбели и штифты
Дюбель соединяет два куска материала вместе. Машины, электроника и мебель – все зависит от них при сборке. Они имеют цилиндрическую форму, похожую на колышек, и изготавливаются из различных материалов и стилей. Штифт создает петлю, скрепляя две или более деталей для сборки.
Деревянные штифты для штифтов имеют скошенную головку для облегчения вставки и могут иметь канавки или канавки для улучшения вставки и клеевого соединения. Трение удерживает штифт внутри отверстия и может быть герметичным, если корпус штифта гладкий. Штифт увеличивает прочность на сдвиг и прочность на растяжение в соединении, образуя прочную связь. Деревянные штифты имеют множество преимуществ перед другими крепежными элементами для сборки и могут быть достаточно прочными для тяжелых условий эксплуатации, таких как строительство и судостроение.
Трение удерживает штифт внутри отверстия и может быть герметичным, если корпус штифта гладкий. Штифт увеличивает прочность на сдвиг и прочность на растяжение в соединении, образуя прочную связь. Деревянные штифты имеют множество преимуществ перед другими крепежными элементами для сборки и могут быть достаточно прочными для тяжелых условий эксплуатации, таких как строительство и судостроение.
E.W. Hannas: Ваш производитель дюбелей на заказ
Мы специализируемся на производстве дюбелей по самым высоким мировым стандартам.
Наши формовщики работают полный рабочий день, чтобы предложить широкий диапазон диаметров, любой длины и с любым наконечником или дополнительной операцией для вашей работы.
Наша стабильность и цена делают нас лидером в производстве этого вида древесины. Доступны тарифы на контейнеры и поддоны — мы также распространяем на основе общих заказов.
Запросите предложение у одного из наших знающих продавцов сегодня.
- Дюбели с цветовой маркировкой
- Остроконечные дюбели
- Шпонки с прорезями
- Окрашенные и обработанные дюбели
- Шипованные дюбели
- Дюбели с торцевым отверстием
- Штифты с гравировкой или штампом
- Ступени лестницы
- Колья — Дерновые колья, Колья для растений
- Косметика и здоровье – ватный аппликатор, палочки для кутикулы, палочки для макияжа
- Дюбели для рукоделия
- Шампуры
- Яблочные палочки
- Поляки
- Ручки для швабры
- Зефирные палочки
- Палочки для вымпелов
Наши штифты с рифлеными или спиральными канавками могут поставляться навалом в мешках из мешковины, коробках или в полиэтиленовых пакетах с карточками заголовка и штрих-кодами. Мы можем обеспечить высочайшее качество и минимальные допуски, необходимые производителям высококачественной мебели или автоматизированному оборудованию.
У нас одни из самых высоких в мире объемов производства дюбелей с огромным спектром применения, что позволяет нам снизить затраты. Мы используем каждую часть бревна в сотнях отраслей, что помогает нам передавать ценность с нашими различными предложениями дюбелей.
Наши формовщики работают как рабочие лошадки, но вторичная операция по наложению наконечника выполняется с использованием многих других имеющихся машин. Мы применяем второй уровень контроля качества к этому процессу, так как часто применяется оборудование или продукты питания. Советы, которые мы применяем, могут соответствовать вашему оборудованию.
Мы обрабатываем под давлением более прочные твердые породы дерева, такие как тауари или ясень, чтобы обеспечить прочность на открытом воздухе, необходимую для качелей.
Наши гигантские тумблеры позволяют эффективно предварительно приклеить дюбели, готовые к сборке мебели. Мы предоставляем паспорта безопасности и работаем с сертифицированными материалами в упаковке по вашему выбору.
Строительные магазины по всей стране постоянно используют наши дюбеля с цветовой маркировкой в качестве основного товара. Мы используем собственный код цвета одобренными красками, которые всегда правильно подобраны. Корпус дисплея также доступен.
Преимущества деревянных штифтов
Нажмите, чтобы развернуть
Основным преимуществом штифтов для соединения деталей или деталей является повышение прочности на сдвиг и растяжение. Крайне важно обеспечить защиту от сдвигающих и растягивающих усилий при сборке деталей. Силы сдвига растягивают шарнир за пределы его края. Шарнир соскользнул бы со своего места без штифта. Растягивающие силы раздвигают две детали, отделяя шарнир. В то время как штифт обычно остается невидимым после сборки, его соединение остается надежным.
В то время как сталь и алюминий также являются распространенными материалами для штифтов, деревянные штифты обладают замечательными преимуществами, такими как:
- Дерево является естественным изолятором, поэтому оно не проводит электричество так легко, как металлы.

- Древесина выдерживает повышение температуры, не теряя прочности и не расширяясь, как металл.
- В отличие от металла, дерево эффективно выдерживает свой вес, придавая ему повышенную прочность на растяжение. Металлическим штифтам может потребоваться дополнительная поддержка, чтобы учесть их вес.
- Современные методы обработки древесины улучшают естественные свойства древесины для производства прочных и долговечных деревянных изделий.
- Звукопоглощающие свойства и естественная эстетическая ценность делают его предпочтительным материалом для дома и офиса
Древесина также более устойчива и безвредна для окружающей среды, чем практически все другие материалы, сохраняя около 50% своего веса в виде углерода на протяжении всего срока службы. Он имеет меньший углеродный след, чем другие твердые материалы, поскольку использует на тысячи килограммов меньше углекислого газа для производства сопоставимого количества материала. Будучи возобновляемым ресурсом, древесина выделяет меньше летучих органических соединений (ЛОС), чем металлы и пластмассы. Деревянные штифты в основном используются в деревообработке, но также присутствуют в различных приложениях.
Будучи возобновляемым ресурсом, древесина выделяет меньше летучих органических соединений (ЛОС), чем металлы и пластмассы. Деревянные штифты в основном используются в деревообработке, но также присутствуют в различных приложениях.
Идеальное применение для деревянных штифтов
Многие отрасли промышленности отдают предпочтение деревянным штифтам, при этом основное внимание уделяется деревообработке. Столяр с помощью дюбеля проведет точные измерения, чтобы выровнять отверстия с обеих сторон и обеспечить целостность соединения. Они просверливают несколько одинаковых отверстий с помощью кондуктора, чтобы выровнять края стыка краев. Столяры выбирают правильный дюбель и могут выбрать рифление или канавку, чтобы повысить эффективность клея. Наконец, дюбели вставляются и сжимаются по мере высыхания клея. 9№ 0007
Деревянные штифты для дюбелей обеспечивают идеальную опору для различных товаров, от мебели и полок до многоярусных свадебных тортов. Они использовались для изготовления простых игровых колышков и колесных осей в деревянных игрушках, а также для подвешивания одежды, инструментов и брелоков. В фиксаторах гимнастического хвата также используются деревянные дюбеля.
В фиксаторах гимнастического хвата также используются деревянные дюбеля.
Компания E.W. Hannas производит широкий ассортимент деревянных дюбелей для любого применения.
У нас есть широкий ассортимент продукции для ваших нужд
E.W. Hannas предлагает следующие высококачественные деревянные дюбели по доступным ценам:
- Дюбели с цветовой маркировкой
- Остроконечные дюбели
- Дюбели с прорезями
- Окрашенные и обработанные дюбели
- Дюбели с шипами
- Дюбели с торцевыми отверстиями
- Штифты с гравировкой или тиснением
- Ступени лестницы
- Колья (дерн, растения)
- Косметика и уход за здоровьем (ватные аппликаторы, палочки для кутикулы, палочки для макияжа и т. д.)
- Шканты для рукоделия
- Шампуры
- Яблочные палочки
- Поляки
- Ручки для швабры
- Зефирные палочки
- Палочки для вымпелов
Деревообрабатывающие дюбели и печенье
В деревообработке широко используются как печенье, так и деревянные дюбеля.
