Эл схема токарный станок дип 300: ДИП-300 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Содержание
1Д63А Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Производитель отделочно-расточного станка 2А78Н Майкопский станкостроительный завод им. Фрунзе.
Майкопский станкостроительный завод им. Фрунзе — один из крупнейших производителей металлорежущих станков на Юге России. Создано на базе основанного в 1892 году чугунно-литейного завода Гурского.
Завод специализируется на выпуске отделочно-расточных, хонинговальных станков с широким диапазоном возможностей для ремонта и сервисного обслуживания двигателей внутреннего сгорания (автомобильных, тракторных, судовых), ленточнопильных, доводочных станков высокой точности и других.
Станки выпускаемые Майкопским станкостроительным заводом им. Фрунзе
- 2А78
— станок отделочно-расточной вертикальный 500 х 1000 - 2А78Н
— станок отделочно-расточной вертикальный 500 х 1250 - 2Е78П, 2Е78ПН
— станок отделочно-расточной 500 х 1000 - 3Г833
— станок хонинговальный вертикальный полуатомат - 3К833
— станок хонинговальный вертикальный полуатомат - 8А531
— станок ленточнопильный вертикальный для резки металла
Отделочно-расточные (алмазно-расточные) станки.
 Общие сведения.
Общие сведения.
Синонимы: отделочно-расточный вертикальный станок, fine borer, fine boring machine, finish boring machine, precision boring machine
В качестве инструмента на этих станках применяются алмазные и твердосплавные резцы. Режим тонкого растачивания: скорость резания до 1000 м/мин, подача 0,01 — 0,1 мм/об и глубина резания 0,05 — 0,55 мм. Высокая точность обработки отверстий, отклонение по диаметру 0,003 — 0,005 мм и шероховатость поверхности 8—9-го класса на алмазно-расточных станках обеспечиваются благодаря применению малых подач и высоких скоростей резания. На алмазно-расточных станках, кроме чистовой обработки отверстий, выполняется наружное обтачивание, растачивание и обтачивание конусов, подрезание торцов и растачивание канавок. Основными потребителями алмазно-расточных станков являются заводы крупносерийного и массового производства автомобильной, тракторной и авиационной промышленности.
К числу деталей, для обработки которых применяются алмазно-расточные станки, относятся шатуны, втулки, вкладыши, гильзы, головки блока и блоки цилиндров.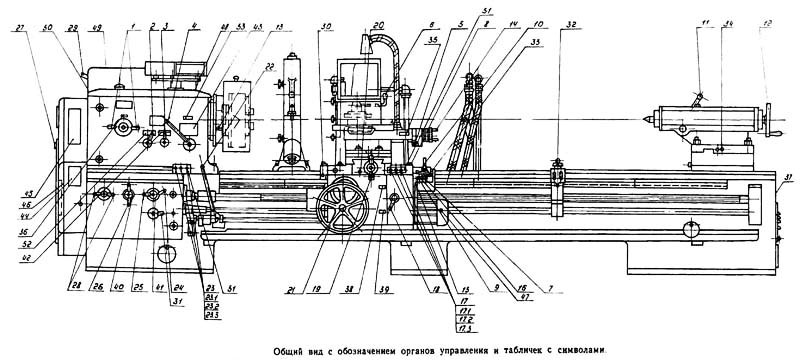
В отделочно-расточных станках шпиндель располагается вертикально. Движения, необходимые для выполнения технологического цикла, сообщаются различным узлам станка. Главным движением станка является вращательно-поступательное движение шпинделя относительно его оси.
Движение подачи сообщается либо инструменту, закрепленному в шпинделе, либо заготовке, установленной на столе или приспособлении, которое установлено на столе и. т.п.
Вспомогательными движениями в этих станках являются: установочные перемещения шпиндельной бабки в вертикальном направлении, установочные перемещения стола по двум координатам, установочное движение в горизонтальной плоскости оператора, переключение скоростей и подач и т. д.
Сведения о производителе токарно-винторезного станка 1Д63А
Производителем универсального токарно-винторезного станка 1Д63А является Тбилисский станкостроительный завод им. Кирова
Станки, выпускаемые Тбилисским станкостроительным заводом им.
 Кирова
Кирова
- 1Д63А
— станок токарно-винторезный универсальный Ø 615 - 1М63Д
— станок токарно-винторезный универсальный Ø 630 - 1М63М
станок токарно-винторезный универсальный Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 9М14
— станок трубонарезной Ø 630
1Д63А Станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок 1Д63А — один из первых станков серии ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок 1Д63А разработан Московским станкостроительным заводом Красный Пролетарий в 1950 году. Конструкторская документация на станок впоследствии была передана на Рязанский станкостроительный завод РСЗ, кде началось производство станков 163 серии и на Тбилисский станкостроительный завод им. Кирова, где с 1968 года стали производиться более совершенные станки 1М63
Кирова, где с 1968 года стали производиться более совершенные станки 1М63
.
Станок 1Д63А способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Принцип работы и особенности конструкции станка
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка 1Д63А установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач типа Нортон даёт возможность нарезать (без звена увеличения шага) с помощью ходового винта 1/2″:
- метрические резьбы с шагом от 1 до 14 мм
- дюймовые резьбы от 2 до 28 ниток на один дюйм
- модульные резьбы с модулями от 0,25 до 3,5
без смены шестерён на гитаре.
Коробка подач получает движение от коробки скоростей через гитару — сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,15 до 2,65 мм и поперечные от 0,05 до 0,90 мм за один оборот шпинделя.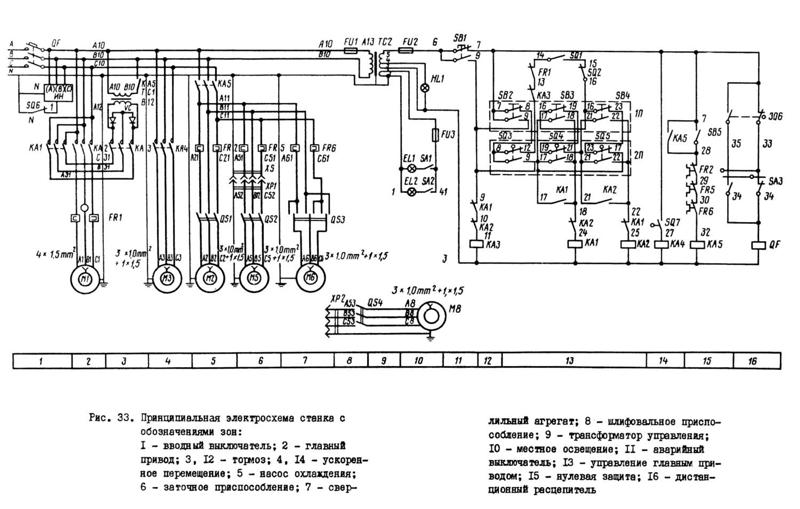
Фартук суппорта токарного станка 1Д63А снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
Станок 2733П — где купить, оплата, доставка, гарантия
Цена на вертикальный отделочно-расточной станок 2733П указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок 2733П несложно — достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа алмазно-расточного полуавтомата повышенной точности модели 2733П производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия.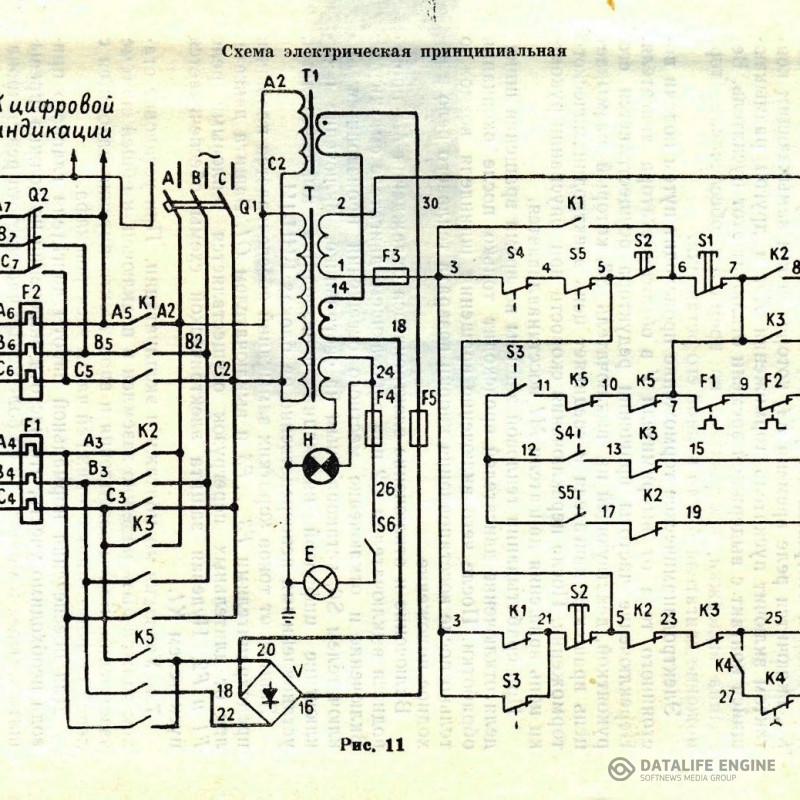 Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый вертикальный отделочно-расточный станок 2733П — 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый вертикальный отделочно-расточный станок 2733П — 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Читать также: Строп цепной с захватом листового металла
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у менеджеров по продаже станков!
Если Вам необходимо купить Вертикальный отделочно-расточной станок 2733П звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Вертикальный отделочно-расточной станок 2733П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Общий вид токарно-винторезного станка 1Д63А
Фото токарно-винторезного станка 1Д63А
Фото передней бабки токарно-винторезного станка 1Д63А
Фото передней бабки токарно-винторезного станка 1Д63А
Фото передней бабки токарно-винторезного станка 1Д63А
Маркировка моделей
Маркируется модель по буквам и цифрам, каждая из которых имеет особое обозначение.
- цифра 1 показывает, что станок относится к токарным изделиям;
- «М» говорит о том, какого поколения станок;
- 6 показывает, что станок — металлорежущий;
- 3 обозначает правильный радиус обрабатывания болванки.

Вот таким образом, маркируется токарный станок 1М63.
Расположение органов управления токарно-винторезным станком 1Д63А
Расположение органов управления токарно-винторезным станком 1Д63А
Спецификация органов управления токарно-винторезным станком 1Д63А
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
Растачивание тонкого типа
Это последний этап шлифования отверстий, которое делается очень прочными инструментами – алмазными или из твердосплавных материалов. Алмазно-расточной станок предназначается для расточки текстолитовых заготовок, цветных металлов, каучуковых, эбонитовых и других синтоматериалов. К числу подобных деталей принадлежат гильзы, шатуны, втулки, вкладыши, проем для пальца в поршнях, головки блока, и многое аналогичное. Такое растачивание выполняется при маленьких впадинах, скоростным процессом резания, что обеспечивает самую маленькую шероховатость отполированных деталей.
Алмазно-расточной станок предназначается для расточки текстолитовых заготовок, цветных металлов, каучуковых, эбонитовых и других синтоматериалов. К числу подобных деталей принадлежат гильзы, шатуны, втулки, вкладыши, проем для пальца в поршнях, головки блока, и многое аналогичное. Такое растачивание выполняется при маленьких впадинах, скоростным процессом резания, что обеспечивает самую маленькую шероховатость отполированных деталей.
Алмазный вид растачивания обеспечивает отсутствие эффекта шаржирования (т.е. абразивные частицы выполняют мягкую обработку слоя поверхности заготовок). Данный эффект рождается в процессе хонингования, шлифовке и доводке будущей запчасти. Он понижает устойчивость к изнашиванию запасных частей.
Схема электрическая принципиальная токарно-винторезного станка 1Д63А
Электрическая схема токарно-винторезного станка 1Д63А
На станке установлены 2-а электродвигателя:
- Электродвигатель главного привода 1М, трехфазный асинхронный, с короткозамкнутым ротором мощность 10 кВт, 1450 об/мин, тип А61-4
- Электродвигатель насоса охлаждения 2М, мощность 0,125 кВт, 2800 об/мин, насос П-22
Модификационные модели
Со временем один станок заменяет другой. 1М63 в свое время послужил заменой стандартной модели 163.
1М63 в свое время послужил заменой стандартной модели 163.
1М63 отличается от предыдущих версий своей безопасностью, повышенной скоростью обработки резьбы, повышенной мощность привода. В модификационных моделях используются свои обозначения. Вот некоторые из них:
- Б показывает быстроту станка.
- К означает, что на приборе есть копировальная оснастка.
- П говорит о точности установки.
1М63БГ, 1М63М, 1М63Н — некоторые из основных модифицированных моделей станка, который рассматривается в данной статье.
Технические характеристики токарно-винторезных станков 1Д63А
| Наименование параметра | 1Д63А |
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | Н |
| Наибольший диаметр заготовки над станиной, мм | 615 |
| Наибольший диаметр заготовки над суппортом, мм | 345 |
| Высота центров, мм | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 1500, 3000 |
| Наибольшая длина обточки, мм | 1310, 2810 |
| Наибольшие размеры резца, мм | 30 х 30 |
| Высота от опорной поверхности резца до линии центров, мм | 32,5 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 325 |
| Шпидель | |
| Диаметр сквозного отверстия в шпинделе, мм | 70 |
| Наибольший диаметр прутка, мм | 68 |
| Число ступеней частот прямого вращения шпинделя | 18 |
| Частота прямого вращения шпинделя, об/мин | 14. .750 .750 |
| Число ступеней частот обратного вращения шпинделя | 18 |
| Частота обратного вращения шпинделя, об/мин | 22..945 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 |
| Конец шпинделя | М120 х 6 |
| Торможение шпинделя | есть |
| Подачи | |
| Наибольшая длина хода каретки от руки, мм | 1510, 3010 |
| Наибольшая длина хода каретки по валику, мм | 1310, 2810 |
| Наибольшая длина хода каретки по винту, мм | 1310, 2810 |
| Число ступеней продольных подач | 26 |
| Пределы рабочих подач продольных, мм/об | 0,15..2,65 |
| Число ступеней поперечных подач | 26 |
| Пределы рабочих подач поперечных, мм/об | 0,05..0,9 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Количество нарезаемых резьб метрических | |
| Пределы шагов нарезаемых резьб метрических, мм | 1. .224 .224 |
| Количество нарезаемых резьб дюймовых | |
| Пределы шагов нарезаемых резьб дюймовых | 2..28 |
| Количество нарезаемых резьб модульных | |
| Пределы шагов нарезаемых резьб модульных | 0,25п.. 56п |
| Количество нарезаемых резьб питчевых | нет |
| Пределы шагов нарезаемых резьб питчевых | нет |
| Задняя бабка | |
| Конус | Морзе 5 |
| Наиболшее перемещение пиноли, мм | 205 |
| Поперечное смещение, мм | ±15 |
| Электрооборудование | |
| Количество электродвигателей на станке | 2 |
| Мощность электродвигателя главного привода, кВт | 10 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 |
| Насос охлаждения (помпа) | ПА-22 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 3610 х 1690 х 1275 5110 х 1690 х 1275 |
| Масса станка, кг | 3920 |
Полуавтомат отделочно-расточной 2705
Алмазно-расточной станок 2705 у которых есть функция автопрограммирования цикла, предназначенного для шлифовок цилиндрических, точных конусообразных или фигурных поверхностей, чтобы вырезать канавки, подрезания внутренних или наружных торцов. Возможности данной машины помогают обрабатывать сразу пару маленьких отверстий в мелкокалиберных элементах только лишь за несколько подходов.
Возможности данной машины помогают обрабатывать сразу пару маленьких отверстий в мелкокалиберных элементах только лишь за несколько подходов.
Алмазно-расточной станок 2705
Устройство станка позволяет фиксировать детали специализированным устройством на поверхности для работы, который создает рабочую передачу с быстрой конвенцией и бесступенчатым контролем скорости. Механизм 2705 разрешается применять на предприятиях и фабриках, осуществляющих масштабное и массовое производство железных составляющих.
Характеристики алмазно-расточного станка 2705:
- калибр отверстия в виду расточки – 8-200 мм;
- размеры плоскости стола – 320хпятьсот ммиллиметров;
- напряжение составляет 220/380 В;
- кол-во головок шпинделя, закреплённых на мостике – 3221.
Более детальный обзор станка показывает вес и остальные характеристики изделия. Также вы можете увидеть фото алмазно-расточного станка.
Токарный станок 1М63: технические характеристики, описание
Сведения о производителе токарно-винторезного станка 1Д63А
Производителем универсального токарно-винторезного станка 1Д63А является Тбилисский станкостроительный завод им. Кирова
Кирова
Станки, выпускаемые Тбилисским станкостроительным заводом им. Кирова
- 1Д63А
— станок токарно-винторезный универсальный Ø 615 - 1М63Д
— станок токарно-винторезный универсальный Ø 630 - 1М63М
станок токарно-винторезный универсальный Ø 630 - 1М63МФ101
станок токарно-винторезный с УЦИ Ø 630 - 9М14
— станок трубонарезной Ø 630
1Д63А Станок токарно-винторезный универсальный. Назначение и область применения
Универсальный токарно-винторезный станок 1Д63А — один из первых станков серии ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок 1Д63А разработан Московским станкостроительным заводом Красный Пролетарий в 1950 году. Конструкторская документация на станок впоследствии была передана на Рязанский станкостроительный завод РСЗ, кде началось производство станков 163 серии и на Тбилисский станкостроительный завод им. Кирова, где с 1968 года стали производиться более совершенные станки 1М63
Кирова, где с 1968 года стали производиться более совершенные станки 1М63
.
Станок 1Д63А способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Принцип работы и особенности конструкции станка
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
Шпиндель станка 1Д63А установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Коробка подач типа Нортон даёт возможность нарезать (без звена увеличения шага) с помощью ходового винта 1/2″:
- метрические резьбы с шагом от 1 до 14 мм
- дюймовые резьбы от 2 до 28 ниток на один дюйм
- модульные резьбы с модулями от 0,25 до 3,5
без смены шестерён на гитаре.
Коробка подач получает движение от коробки скоростей через гитару — сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,15 до 2,65 мм и поперечные от 0,05 до 0,90 мм за один оборот шпинделя.
Фартук суппорта токарного станка 1Д63А снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
Виды станков
Все модели алмазно-расточных станков предоставлены четырьмя видами: вертикально и в горизонтальном положении направлены, а по количеству шпинделей – много- и одношпиндельные. Вертикальные одношпиндельные ставки снабжены раздельным приводом с основным движением, а конкретно движение по кругу шпинделя выполняется благодаря, ременой передаче. Горизонтальные виды предназначены для проведения работ самой высокой точности, по этому у них мотор размещается за границами станка, не предусматривается коробка передач, а вращение шпинделям придается на основе тех же ременных передач. Чтобы настроить интенсивность вращения применяются сменяемые и ступенчатые шкивы.
Лучшие зеркальные фотоаппараты для начинающих рейтинг 2018
Весь вид алмазно-расточного станка
Вертикальные модели с одним шпинделем передают движение подачи по специализированному шпинделю, а вот в горизонтальных 2-ух или односторонних станках по специализированной поверхности с помощью устройства, какое будет надежно прикреплять грядущее готовое изделие. Стол выполняет целый комплекс из заумных рабочих перенесений, путем подач детали разным головкам шпинделя, которые фиксируют на специализированных мостиках. Специальный алмазно-расточной станок работает несколько иначе принципу: перемещение происходит за счет шпиндельным головкам, а сама заготовка крепится в недвижимом положении.
Общий вид токарно-винторезного станка 1Д63А
Фото токарно-винторезного станка 1Д63А
Фото передней бабки токарно-винторезного станка 1Д63А
Фото передней бабки токарно-винторезного станка 1Д63А
Фото передней бабки токарно-винторезного станка 1Д63А
Расположение органов управления токарно-винторезным станком 1Д63А
Расположение органов управления токарно-винторезным станком 1Д63А
Спецификация органов управления токарно-винторезным станком 1Д63А
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для реверсирования хода суппорта
- Рукоятка для увеличения шага резьбы
- Рукоятка для установки числа оборотов шпинделя
- Рукоятка для установки резьб Витворта и метрических
- Рукоятка для установки шага резьбы
- Рукоятка переключения подач (конуса Нортона)
- Рукоятка для установки резьб метрических и модульных
- Рукоятка для включения ходового винта или валика
- Рукоятка для включения и реверсирования станка
- Рукоятка для реверсирования хода суппорта при обточке
- Маховик для ручного продольного перемещения суппорта
- Рукоятка для выключения подачи и включения после автоматической установки
- Рукоятка для переключения продольной и поперечной подачи и блокировки маточной гайки ходового винта
- Рукоятка для включения маточной гайки ходового винта
- Рукоятка для включения и реверсирования станка
- Рукоятка для поперечной подачи суппорта вручную
- Рукоятка для закрепления резцовой головки
- Рукоятка для подачи резцовых салазок
- Рукоятка для закрепления пиноли задней бабки
- Кнопочная станция
Схема электрическая принципиальная токарно-винторезного станка 1Д63А
Электрическая схема токарно-винторезного станка 1Д63А
На станке установлены 2-а электродвигателя:
- Электродвигатель главного привода 1М, трехфазный асинхронный, с короткозамкнутым ротором мощность 10 кВт, 1450 об/мин, тип А61-4
- Электродвигатель насоса охлаждения 2М, мощность 0,125 кВт, 2800 об/мин, насос П-22
Станок 2733П — где купить, оплата, доставка, гарантия
Цена на вертикальный отделочно-расточной станок 2733П указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить станок 2733П несложно — достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа алмазно-расточного полуавтомата повышенной точности модели 2733П производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый вертикальный отделочно-расточный станок 2733П — 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Читать также: Как сварить коптилку для горячего копчения
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у менеджеров по продаже станков!
Если Вам необходимо купить Вертикальный отделочно-расточной станок 2733П звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Вертикальный отделочно-расточной станок 2733П звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Технические характеристики токарно-винторезных станков 1Д63А
| Наименование параметра | 1Д63А |
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | Н |
| Наибольший диаметр заготовки над станиной, мм | 615 |
| Наибольший диаметр заготовки над суппортом, мм | 345 |
| Высота центров, мм | 300 |
| Наибольшая длина заготовки (РМЦ), мм | 1500, 3000 |
| Наибольшая длина обточки, мм | 1310, 2810 |
| Наибольшие размеры резца, мм | 30 х 30 |
| Высота от опорной поверхности резца до линии центров, мм | 32,5 |
| Наибольшее расстояние от линии центров до кромки резцедержателя, мм | 325 |
| Шпидель | |
| Диаметр сквозного отверстия в шпинделе, мм | 70 |
| Наибольший диаметр прутка, мм | 68 |
| Число ступеней частот прямого вращения шпинделя | 18 |
| Частота прямого вращения шпинделя, об/мин | 14. .750 .750 |
| Число ступеней частот обратного вращения шпинделя | 18 |
| Частота обратного вращения шпинделя, об/мин | 22..945 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 |
| Конец шпинделя | М120 х 6 |
| Торможение шпинделя | есть |
| Подачи | |
| Наибольшая длина хода каретки от руки, мм | 1510, 3010 |
| Наибольшая длина хода каретки по валику, мм | 1310, 2810 |
| Наибольшая длина хода каретки по винту, мм | 1310, 2810 |
| Число ступеней продольных подач | 26 |
| Пределы рабочих подач продольных, мм/об | 0,15..2,65 |
| Число ступеней поперечных подач | 26 |
| Пределы рабочих подач поперечных, мм/об | 0,05..0,9 |
| Поперечное перемещение на одно деление лимба, мм | 0,05 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Количество нарезаемых резьб метрических | |
| Пределы шагов нарезаемых резьб метрических, мм | 1. .224 .224 |
| Количество нарезаемых резьб дюймовых | |
| Пределы шагов нарезаемых резьб дюймовых | 2..28 |
| Количество нарезаемых резьб модульных | |
| Пределы шагов нарезаемых резьб модульных | 0,25п.. 56п |
| Количество нарезаемых резьб питчевых | нет |
| Пределы шагов нарезаемых резьб питчевых | нет |
| Задняя бабка | |
| Конус | Морзе 5 |
| Наиболшее перемещение пиноли, мм | 205 |
| Поперечное смещение, мм | ±15 |
| Электрооборудование | |
| Количество электродвигателей на станке | 2 |
| Мощность электродвигателя главного привода, кВт | 10 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,12 |
| Насос охлаждения (помпа) | ПА-22 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 3610 х 1690 х 1275 5110 х 1690 х 1275 |
| Масса станка, кг | 3920 |
Односторонний алмазно-расточной станок 2706
Алмазно-расточной станок 2706 сделан для растачивания цилиндрических отверстий. Он состоит из станины, сверху которой установлены два специальных мостика, и между них на направляющих станины двигается стол. Инструкция по эксплуатированию станка 2706 говорит про то, что станок работает на основе электрического двигателя, который поставлен в станине и закрыт специальным кожухом от попадания стружки.
Он состоит из станины, сверху которой установлены два специальных мостика, и между них на направляющих станины двигается стол. Инструкция по эксплуатированию станка 2706 говорит про то, что станок работает на основе электрического двигателя, который поставлен в станине и закрыт специальным кожухом от попадания стружки.
ТОП 6 герметиков для радиатора автомобиля какой лучше, рейтинг, отзывы
Алмазно-расточной станок 2706
Для того, чтобы рассмотреть то, как он функционирует, вам потребовалосьстарушка старуха. На станине также есть гидростанция, которая выполняет подачу масла в цилиндры, движущие механизмы станка. Рабочая схема показывает, что она управляется с помощью пульта и гидропанели. Если проанализировать паспорт изделия и его характеристики, то можно заметь, что все электрическое оборудование находится в специализированном шкафу.
При подборе алмазно-расточного станка, в первую очередь просматривайте схему работы и паспорт устройства, поскольку не все изделия работают по одинаковой схеме. Отдельные из них учтены для того, чтобы намного лучше обрабатывать детали самых разных двигателей. Более того любая модель алмазно-расточного станка которая рассчитана на создание конкретных запасных частей и устройств и другие детали невозможно будет обработать.
Отдельные из них учтены для того, чтобы намного лучше обрабатывать детали самых разных двигателей. Более того любая модель алмазно-расточного станка которая рассчитана на создание конкретных запасных частей и устройств и другие детали невозможно будет обработать.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Pro-Cut на токарных станках для автомобильных тормозов
ПОДДЕРЖКА ПРОДАЖ
Логотип Pro-Cut
Платформа бренда (все файлы)
Руководство по использованию логотипа Pro-Cut в формате PDF
Логотип Pro-Cut / JPG с высоким разрешением (300 DPI)
Логотип Pro-Cut / JPG с низким разрешением (72 DPI)
Логотип Pro-Cut / Черный фон (AI, EPS, PDF)
Логотип Pro-Cut / Белый фон (AI, EPS, PDF)
Логотип Pro-Cut / Оттенки серого (AI, EPS, PDF)
Логотип Pro-Cut / черно-белый (AI, EPS, PDF)
Логотипы Pro-Cut Lathe
92 Логотип DRO
Логотип X9
Логотип X9D
Логотип Warthog
Логотип B17
Другие логотипы Pro-Cut
Логотип Brakesaver
Логотип Brakesaver Nation
Логотип Greenrotor
Логотип Pro-Cut Icon
Логотип Smoothride
Логотип SuperTech
Логотип TrainSMART
Pro-Cut Media / High Resolution
Х9Изображение D (300 точек на дюйм)
Изображение PFM X9 (300 точек на дюйм)
A10 Warthog (300 точек на дюйм)
PFM 9. 2 DRO (300 точек на дюйм)
2 DRO (300 точек на дюйм)
B17 (300 точек на дюйм)
BrakeSaver Rotor Matching Service видео: скачать mp4 (1080p) | Ссылка на Youtube
Pro-Cut Media / Низкое разрешение
PFM X9 Image (72 DPI)
A10 Warthog (72 DPI)
PFM 9.2 DRO (72 DPI)
B17 (72 DPI)
BrakeSaver Rotor Matching Service видео: скачать mp4 (480p) | Ссылка на ютуб
Продажа листов/руководств
A10 Warthog Спецификация
A10 Warthog Спецификация
9.2 Спецификация
9.2 Спецификация
X9 Спецификация
X9 Спецификация
X9D Спецификация
B17 Спецификация
B17 Спецификация — Испанский
B17 Принадлежности для токарного станка
Принадлежности
Соглашение о настройке/обучении токарного станка — заполняемое
Опрос критического оборудования — заполняемое
Табель успеваемости DRO
Экспортная брошюра — испанский язык
PRO-CUT APPS
Приложение SuperTech: iOS · Android · Web
Приложение SmoothRide: iOS
ТЕХНИЧЕСКАЯ ПОДДЕРЖКА · Руководства / схемы деталей
B17
Техническое руководство
Краткий технический лист
Руководство по безопасности
B17 Аксессуары
A10 Warthog
Техническое руководство
Техническое руководство (на французском языке)
Схемы токарного станка
Масштаб Изображение вида сверху A10 Warthog (щелкните правой кнопкой мыши и выберите «Сохранить цель как»)
X9
Техническое руководство
Диаграммы токарного станка
X9D
Техническое руководство
PFM 9.
 2
2
PFM 9.2 DRO Техническое руководство
PFM 9.2 Toper Decial (French)
Lathe Diagrams
. Колесная тележка (щелкните правой кнопкой мыши и выберите «Сохранить цель как»)
PFM 9.1
Техническое руководство
PFM 9.0
Техническое руководство
Техническое руководство (на французском языке)
Техническое руководство (немецкий)
Диаграммы токарного станка
Gyr
Gyr Quick Start Guide
VBG640
Техническое руководство
. Схема деталей
50-2092 Схема деталей в разобранном виде
50-2093 Схема деталей в разобранном виде
50-360 Тележка Low-Boy (2007 г. и позже)
50-340 стандартная тележка схемы (2005-2007 гг.)
50-380 стандартная тележка с диском тормозные схемы (2007-2008)
50-390 регулируемая тележка с дисковыми тормозами (2007-2008)
Инструкции по сборке тележки 50-380 и 50-390
Инструкции по сборке тележки 50-2192, 50-2193, 50-2195
ТЕХНИЧЕСКАЯ ПОДДЕРЖКА · Устранение неполадок
3
Руководство по устранению проблем с компенсациями
Обеспечение гладкой поверхности
Табель успеваемости УЦИ
Руководство по обучению Pro-Cut PFM
Сертификационный экзамен Pro-Cut PFM
Принадлежности для автомобильных токарных станков Pro-Cut
Защита шпинделя токарного станка в соответствии с правилами CSST (только для Квебека)
ТЕХНИЧЕСКАЯ ПОДДЕРЖКА · Сервисные бюллетени
SB132 50 139 Модифицированная коробка передач
SB124 50 TRK955 комплект грузовиков
SB123 50-773 Slencer
SB116 Plus Plus Обновление вставки
SB103 50-777 Производительность плюс разреза SB76 50-1299 Сборка и регулировка r3
SB70 50-1267 Винт подачи
SB69 50-1280 Сборка и регулировка
SB55 50-1250 Регулировка режущей головки
SB54 50-TRANSIT Комплект переходников Ford Transit
SB47 50-174 Гайка скорости и комплект кобуры
SB45 50-1011 Комплект стойки Dodge ProMaster
SB43 НОВЫЙ ПРОДУКТ: 50-492GT
SB42 НОВЫЙ ПРОДУКТ: 50-999KIT
Адаптер SB41 50-999 для грузовиков средней и большой грузоподъемности
SB40 50-017 Регулировочная гайка из бронзы
SB39 Обработка роторов на Dodge Darts и Fiat-500
SB38 50-1200 регулировочный винт
SB37 Предупреждение: используйте только насадки Pro-Cut!
Выпуск нового продукта SB36: адаптеры Honda
SB35 Новые продукты Ручки блокировки
SB34 Новый продукт 50-744 Сверхтолстый глушитель
SB33 Обновление продукта 50-1403 Поверхность фланца
SB32 Новый продукт 50-1492 комплекта
SB31 Новый продукт 50-946 Cadillac & Sprinter Адаптер
SB30 50-944-A10 / 50-944-92 Адаптер и защита для грузовиков средней грузоподъемности с 8 и 10 выступами
SB29 50-935R9 Инструкция по эксплуатации
Роторы машины SB28 Match на Ford F650 и F750 с разболтовкой 10 на 11,25 дюйма.
Роторы машины SB27 Match на Ford F650 Pro-Loader с разболтовкой 8 на 275 мм
Дома на колесах и коммерческие автомобили на шасси SB26 Workhorse с разболтовкой 8 на 275 мм
SB25 50-683 Адаптер для грузовых автомобилей SRW 3/4 и 1 тонна
СБ24 50-694 Адаптер для легких грузовиков и внедорожников
SB23 50-360 Низкая тележка для мальчика
Процедура выравнивания катушки соленоида SB22 50-100
SB21 50-100 Ремкомплект соленоида и процедура
Стандартная тележка с дисковым замком SB20
Сборка ящика для инструментов SB19
Руководство по подключению переключателя SB18 для PFM900
Бюллетень регулируемой тележки SB17 с дисковым замком
SB16 50-140, 50-142 Коробка передач в сборе
SB15 50-497 Удлинительная пластина
Процедура регулировки стрелы SB14
SB13 Модернизированный PFM 9.2 КРЫШКА РЕМНЯ
SB12 Проводка для переключателя ETA для двигателя .75 Brook Crompton
SB11 Проводка для переключателя ETA для двигателя . 95 Brook Crompton
95 Brook Crompton
Проводка SB10 для переключателя ETA для двигателя 1.0 Leeson
SB9 Резка роторов с отверстиями и прорезями
SB8 Сервисное обновление для грузовиков GM с 1500 по 3500
Обслуживание соленоида SB7
SB6 Сервисное обновление задних роторов Dodge Caravan 2004 + года
SB5 Сервисное обновление для F150 2004 года
SB4 50-008 Ford E&F-450, 500 Инструкции по установке комплекта удлинителя рычага (Деталь, снятая с производства)
SB3 Рекомендуемые детали для обслуживания фланцев Pro-Cut
SB2 Список рекомендуемых инструментов для обслуживания Pro-Cut
SB1 2002 Dodge 1/2-Ton Truck Обновление
Cue Builders — Google Suce
AlleshoppingBildernewsmapsvideosbücher
Sucoptionen
Cue Builders Cinematic Rhythm и мировая перкуссия под вашу музыку. Более 400 глубоких перкуссионных фраз/лупов, в каждом из которых можно смешивать до 6 стемов . ..
..
WALK-THRU для «Cue Builders Cinematic Rhythms» — YouTube
www.youtube.com › смотреть
24.09.2019 · Официальное видео-прохождение «Cue Builders Cinematic Rhythms». Доступно сейчас на https …
Dauer: 9:59
Прислан: 24.09.2019
Первый взгляд: Cue Builders Cinematic Rhythms by Red … — YouTube
www.youtube.com › смотреть
01.10. 2019 · Получите «Cue Builders Cinematic Rhythms» за 39 долларов США (рег. 99,00 долларов США) здесь: http://bit.ly/PluginDealsNeed …
Dauer: 24:34
Прислан: 01.10.2019
Знакомство с Red Room Audio’s Cue Builders – Cinematic Rhythms предложение действительно до 28 сентября …
Добавлено: 11:59
Прислано: 25.09.2020
Cue Builder – Matt Kizer: Scenic & Light Design
sceneandlighting.com · Эта световая лаборатория имитирует опыт создания сигналов на световой консоли. Она сочетает в себе практические уроки другого света …
Cue Builder — Matt Kizer: Scenic & Light Design
sceneandlighting. com › Cue-Builder
com › Cue-Builder
17.05.2020 · Эта световая лаборатория имитирует процесс создания реплик на световой консоли. Он сочетает в себе практические уроки других лабораторий освещения по …
Cue Builder — Parris Cue
www.parriscues.com › cue-builder
Размеры наконечников варьируются от 7 мм до 11 мм, с стержнями в ясень или клен. Американские кии для пула имеют кленовый стержень, соединены по центру из 2 частей и имеют белую …
Первый взгляд: Cue Builders Cinematic … — Обзор библиотеки образцов
www.samplelibraryreview.com › the-reviews › first-… Фирменные пресеты Kontakt для перкуссионных инструментов World и Epic. …
СКИДКА 50%: Cue Builders Cinematic Rhythms от Red Room Audio
audioplugin.deals › 50-off-cue-builders-cinematic-r…
Cue Builders Cinematic Rhythms поставляется с более чем 400 глубокие перкуссионные фразы/лупы, в каждом из которых может быть до 6 смешиваемых стеблей, упорядоченных по тональному цвету.
