Электрическая схема станка фрезерного: Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Содержание
Электросхемы фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Сведения о производителе консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6P13
Производитель универсальных фрезерных станков — Горьковский завод фрезерных станков, основанный в 1931 году.
Производство фрезерных станков на Горьковском станкостроительном заводе началось в 1932 году.
Серия 6Р Горьковского завода фрезерных станков ГЗФС
- 6Р12, 6Р12Б станок консольно-фрезерный вертикальный, 320 х 1250
- 6Р13, 6Р13Б станок консольно-фрезерный вертикальный, 400 х 1600
- 6Р82 станок консольно-фрезерный горизонтальный универсальный, 320 х 1250
- 6Р82Г станок консольно-фрезерный горизонтальный, 320 х 1250
- 6Р82Ш станок консольно-фрезерный широкоуниверсальный, 320 х 1250
- 6Р83 станок консольно-фрезерный горизонтальный универсальный, 400 х 1600
- 6Р83Г станок консольно-фрезерный горизонтальный, 400 х 1600
- 6Р83Ш станок широкоуниверсальный консольно-фрезерный, 400 х 1600
- 6Р13Ф3 станок консольно-фрезерный вертикальный с ЧПУ, 400 х 1600
Электросхемы консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Общие сведения
В настоящем руководстве приведены сведения по эксплуатация электрооборудования станков моделей 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б.
На каждом из указанных станков могут применяться следующие величины напряжений переменного тока:
- силовая цепь 3х50 Гц, 60 Гц — 220, 380, 400, 415, 440 В;
- цепь управления 50 Гц, 60 Гц — 110 или 220 В;
- цепь местного освещения 50 Гц, 60 Гц — 36, 24 или 110 В;
- цепь электродинамического торможения -56-60 В (для сети 380-440 В) и 36 В (для сети 220 В).
Конкретно для каждого станка питающее напряжение указывается в свидетельстве о приемке (см. руководство к станкам, ч. III).
Освещение рабочего места производится светильником местного освещения, смонтированным слева на станине станка.
В консоли рассоложен электромагнит Y1 для быстрых перемещений.
Кнопки управления смонтированы на пультах — на консоли и левой стороне станины.
Все аппараты управления размещены на четырех панелях, встроенных в нишах с дверками, на лицевую сторону которых выведены рукоятки следующих органов управления:
- F1 — вводный выключатель;
- S2 (S4) — реверсивный переключатель шпинделя;
- S6 — переключатель режимов;
- S3 — выключатель охлаждения.

Станки 6Р82Ш и 6Р83Ш в отличие от других станков имеют два электродвигателя для привода горизонтального и поворотного шпинделей.
Завод-изготовитель оставляет за собой право вносить в электрооборудование станков дальнейшие изменения и усовершенствования.
При уходе за электрооборудованием необходимо периодически проверять состояние пусковой и релейной аппаратуры.
При осмотрах релейной аппаратуры особое внимание следует обращать на надежное замыкание и размыкание контактных мостиков.
Во время эксплуатация электродвигателей следует систематически производить их технические осмотры в профилактические ремонты. Периодичность технически осмотров устанавливается в зависимости от производственных условий, но не реже одного реза в два месяца. При профилактических ремонтах должна производиться разборка электродвигателя, внутренняя в наружная чистка, замена смазки подшипников. Смену смазки подлинников при нормальных условиях работы следует производить через 4000 часов работы, но при работе электродвигателя в пыльной в влажной среде ее следует производить чаще -по мере необходимости.
Перед набивкой свежей смазкой подшипники должны быть тщательно промыты бензином. Камеру заполняют смазкой на 2/3 ее объема.
Первоначальный пуск станка
При первоначальном пуске станка необходимо прежде всего проверить внешним осмотром надежность заземления и состояние монтажа электрооборудования. При помощи вводного выключателя F1 станок подключить к цеховой сети.
Проверять четкость срабатывания магнитных пускателей в реле при помощи кнопок в переключателей станка, ограничение движений в наладочном режиме, при управлении станком от рукояток в автоматическом цикле в при работе с круглым столом.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков:
6Н12,
6Н13П,
6Н82,
6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков:
6М12П,
6М13П,
6М82,
6М82Г,
6М83,
6М83Г,
6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков:
6Р12,
6Р12Б,
6Р13,
6Р13Б,
6Р13Ф3,
6Р82,
6Р82Г,
6Р82Ш,
6Р83,
6Р83Г,
6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков:
6Т12-1,
6Т13-1,
6Т82-1,
6Т83-1 и
ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков:
6Т12,
6Т12Ф20,
6Т13,
6Т13Ф20,
6Т13Ф3,
6Т82,
6Т82Г,
6Т82ш,
6Т83,
6Т83Г,
6Т83Ш.
Читайте также: Сравнительные характеристики консольно-фрезерных станков серий 6М, 6Р, 6Т
Описание работы электросхемы консольно-фрезерных станков
Электросхема (рис. 1, 2) позволяет производить работу на станке в следующих режимах:
- управление от рукояток и кнопок управления
- автоматическое управление продольными перемещениями стола
- режим — круглый стол
Выбор режима работы производится переключателем S6.
При работе станка от рукояток и невращающемся шпинделе необходимо переключатель S2 (S4) установить в нулевое положение.
ВНИМАНИЕ! ПРЕЖДЕ ЧЕМ ОТКЛЮЧИТЬ СТАНОК ОТ СЕТИ ИЛИ ПРОИЗВЕСТИ РЕВЕРС ПРИ РАБОТАЩЕМ ЭЛЕКТРОДВИГАТЕЛЕ ШПИНДЕЛЯ НЕОБХОДИМО КНОПКОЙ «СТОП» ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ
Для облегчения переключения скоростей шпинделя я подачи в станке предусмотрено импульсное включение электродвигателя шпинделя — кнопкой S9, а электродвигателя подачи — конечным выключателем S14. При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При нажатии на кнопку S9 включается контактор шпинделя К4 в реле напряжения К1, н.о. контакты которого включают реле КЗ, последний через свой н.о. контакт становится на самопитание, а н.з. контакт разрывает цепь питания контактора К4.
При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение в отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи (S17, S19), вертикальной в поперечной подач (S16, S15).
Включение и отключение шпинделя производится соответственно кнопками «Пуск» — S10, S11; «Стоп» — S7, S8. При нажатии на кнопку «Стоп» одновременно с отключением электродвигателя шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки S12 (S13) «Быстро», включающей контактором К3 электромагнит быстрого хода Y1.
Торможение электродвигателя шпинделя — электродинамическое. При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При нажатии кнопок S7 или S8 включается контактор К2, который подключает обмотку электродвигателя к источнику постоянного тока, выполненному на выпрямителях Y1. Реле К1 служит для защиты селеновых выпрямителей от пробоя повышенным напряжением в момент отключения электродвигателя.
При работе на одной из подач исключается возможность случайного включения другой подачи: блокировка осуществляется конечными выключателями S15- S19. При автоматическом управлении переключатель S6 должен быть установлен в положение «Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, в положение «Автоматический цикл». При последнем положения валика кулачковая муфта продольного хода заперта в конечный выключатель S20 нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движения стола кулачки, воздействуя на рукоятку включения продольной подачи в верхнюю звездочку (рис. 3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
3), производят необходимые переключения в электросхеме конечными выключателями S17, S19, S18. Конечный выключатель S20 исключает возможность включения поперечных и вертикальных подач в этом режиме работы.
Описание работы рукояток и звездочек, воздействующих на конечные выключателя, а также настройки кулачков см. в руководстве по эксплуатации, часть I.
Работа электросхемы в автоматическом цикле — быстрый подвод — рабочая подача — быстрый отвод — происходит следующим образом: при отключенной рукоятке продольной подачи шток, воздействующий на конечный выключатель S18, должен находиться в глубокой впадине нижней звездочки. Контакты 41-17 конечного выключателя S18 должны быть замкнуты. С включением рукоятки продольного хода вправо происходит быстрое движение стола вправо. Отключение быстрого хода в нужной точке производится при воздействия кулачка на верхнюю звездочку, при повороте которой оба контакта конечного выключателя S18 размыкаются. Стол продолжает движение на рабочей подаче. При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
При воздействии кулачков на рукоятку в звездочку происходят реверс подачи и включение быстрого хода влево. При переходе рукоятки через нейтральное положение питание контактора К5 осуществляется через контакты 35-43 конечного выключателя S18. Шток, воздействующий на конечный выключатель, в этот момент должен находиться на участке постоянной кривизны нижней звездочки.
Отключение быстрого хода влево в конец цикла осуществляются при переводе рукоятки кулачком в нейтральное положение. Работа станка на других циклах производится путем настройки соответствующих кулачков. Работа электросхемы в этом случае аналогична.
При работе с круглым столом переключатель S6 устанавливается в положение «Круглый стол». При этом включение продольных, поперечных и вертикальных подач исключается. Блокировка осуществляется конечными выключателями S14- S20.
Вращение круглого стола осуществляется от электродвигателя подач, пуск которого производится контактором К6 одновременно с электродвигателем шпинделя.
Быстрый ход круглого стола происходит при нажатии кнопки «Быстро», включающей контактор К3 электромагнита быстрого хода.
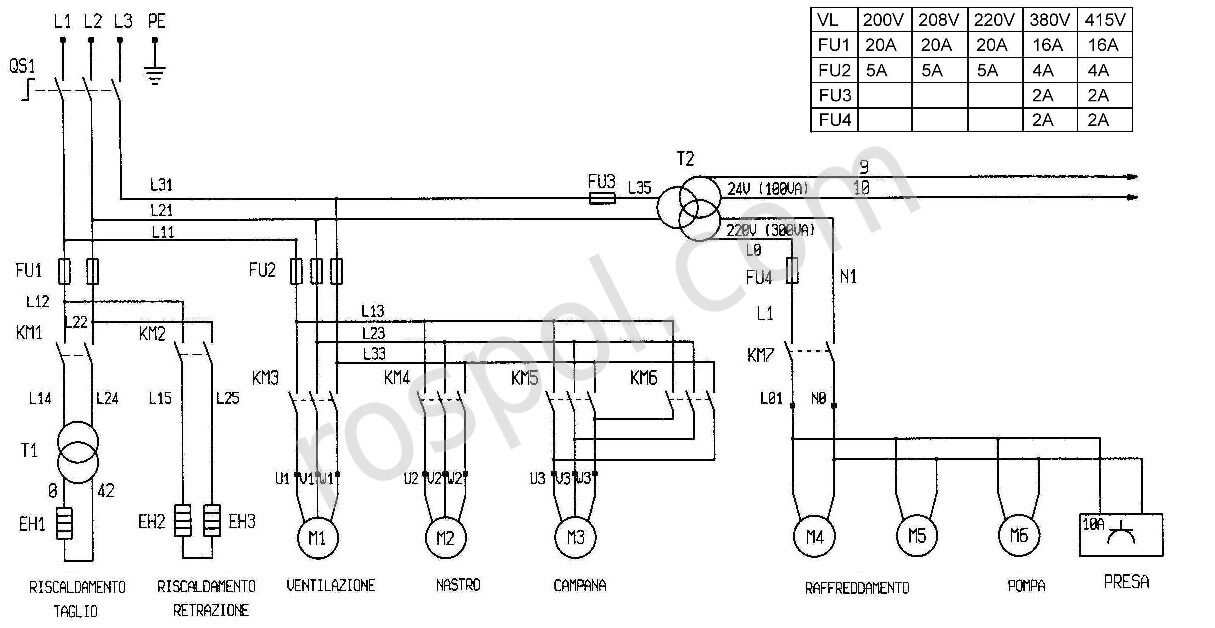
Cхема электрическая консольно-фрезерных станков 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш, 6P12, 6Р12Б, 6P13, 6Р13Б
Электрическая схема консольно-фрезерных станков серии 6Р
1. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
2. Схема электрическая принципиальная фрезерных станков 6Р. Скачать в увеличенном масштабе
2. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
3. Электрическая схема консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
4. Cхема электрических соединений консольно-фрезерных станков серии 6Р. Скачать в увеличенном масштабе
Диаграммы переключателей. Назначение путевых выключателей
Диаграммы переключателей. Назначение путевых выключателей
Циклограмма работы станка. Диаграммы переключателей. Назначение путевых выключателей. Скачать в увеличенном масштабе
Назначение путевых выключателей. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерных станков
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка
Перечень элементов схемы электрической принципиальной консольно-фрезерного станка. Скачать в увеличенном масштабе
Характеристики электродвигателей и нагревательных элементов консольно-фрезерных станков
Характеристики электродвигателей и нагревательных элементов фрезерных станков
Характеристики электродвигателей и нагревательных элементов станков. Скачать в увеличенном масштабе
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков
Перечень элементов электрооборудования консольно-фрезерных станков. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г
Cхема расположения электрооборудования на фрезерных станках 6Р82, 6Р82Г, 6Р83, 6Р83Г. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б
Cхема расположения электрооборудования на фрезерных станках 6Р12, 6Р12Б, 6Р13, 6Р13Б. Скачать в увеличенном масштабе
Cхема расположения электрооборудования на консольно-фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш
Cхема расположения электрооборудования на фрезерных станках 6Р82Ш, 6Р83Ш. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Перечень графических символов на консольно-фрезерном станке
Перечень графических символов на консольно-фрезерном станке. Скачать в увеличенном масштабе
Читайте также: Технология ремонта фрезерных станков
Описание электрооборудования фрезерных станков. Видеоролик.
- Консольно-фрезерные станки 6Р82, 6Р83, 6Р82Г, 6Р83Г, 6Р82Ш, 6Р83Ш, 6Р12, 6Р13, 6Р12Б, 6Р13Б. Руководство по эксплуатации электрооборудования 6Р82.ЭО.000 РЭ1,
- Игнатов В.А. Электрооборудование современных металлорежущих станков и обрабатывающих комплексов, 1991
- Комаров А.Ф. Наладка и эксплуатация электрооборудования металлорежущих станков, 1975
- Розман Устройство, наладка и эксплуатация электроприводов металлорежущих станков, 1985
- Чернов Е.А. Комплектные электроприводы станков с ЧПУ, 1989
- Харизоменов И.В. Электрическое оборудование металлорежущих станков, 1958
Список литературы:
Связанные ссылки. Дополнительная информация
Схема электрическая принципиальная фрезерного станка 6Р13 / Фрезерные станки / Stanok-online.
 ru
ru
Рубрикатор
Разделы документации
Фрезерные станки
Схема электрическая принципиальная фрезерного станка модели 6Р13 позволяет производить работу на станке в следующих режимах:
— Управление от рукояток и кнопок управления;
— Автоматическое управление продольными перемещениями стола;
— Круглый стол;
Выбор режима работы производится переключателем S6. При работе станка от рукояток и не вращающемся шпинделе необходимо переключатель S2 установить в нулевое положение. При управлении от рукояток работа электросхемы обеспечивается замыканием контактов соответствующих конечных выключателей и кнопок.
Включение и отключение электродвигателя подачи осуществляется от рукояток, воздействующих на конечные выключатели продольной подачи. Торможение электродвигателя шпинделя – электродинамическое. Автоматическое управление осуществляется при помощи кулачков устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звёздочку, производят необходимые переключения в электросхеме конечными выключателями.
При движении стола кулачки, воздействуя на рукоятку включения продольной подачи и верхнюю звёздочку, производят необходимые переключения в электросхеме конечными выключателями.
Скачать бесплатно схему электрическую принципиальную фрезерного станка 6Р13
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Основы фрезерных станков для печатных плат
Специализированные станки, предназначенные для прототипирования печатных плат, могут значительно ускорить разработку.
Леланд Тешлер • Ответственный редактор
Изучите онлайн-колонки с советами для инженеров, и вы часто увидите сообщения, призывающие к инвестициям в фрезерный станок, специально предназначенный для производства прототипов печатных плат. Инженеры, использующие эти машины, указывают на их преимущества, в том числе на резкое ускорение их способности повторять проекты печатных плат. Обычный подход заключается в том, чтобы заказать бесплатные образцы подложек у поставщиков печатных плат, а затем изготовить грубый прототип печатной платы, который затем заполняется и тестируется. Часто наличие завода по производству печатных плат позволяет инженерам изготавливать и тестировать несколько конструкций в течение дня.
Основная функция фрезерных станков для печатных плат заключается в выборочном фрезеровании медного слоя на подложке печатной платы для формирования дорожек и других проводящих участков на поверхности платы. Некоторые из этих специализированных машин также могут формировать переходные отверстия.
Конечно, существуют ограничения на то, что можно сделать с печатной платой, изготовленной на фрезерном станке. Основное ограничение заключается в том, что на простых станках возможны только двухслойные платы. Создание паяльной маски также проблематично.
Кроме того, фрезерные станки, достаточно хорошие для производства печатных плат, могут быть дорогими. Нижний предел ценового диапазона для этих машин составляет около 4000 долларов, но более сложное оборудование, способное делать переходные отверстия, может стоить в диапазоне 25000 долларов. Даже более сложные лазерные машины достигают шестизначной суммы. Эти устройства используют лазеры для удаления материала и, таким образом, имеют некоторые преимущества по сравнению с механическим фрезерованием, которые включают более высокую точность и отсутствие износа сверл.
Кроме того, аддитивные подходы к ПХБ становятся все более практичными. Эти машины для быстрого прототипирования могут стать недорогой альтернативой печатным станкам для плат, состоящих всего из нескольких слоев. Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
Но есть также несколько высокопроизводительных аддитивных машин, которые, как говорят, обрабатывают сложные схемы с большим количеством слоев, а также электромеханические детали.
Основные фрезы
Фрезерный станок Prometheus от Zippy Robotics.
Одним из станков по производству печатных плат в бюджетной категории является Prometheus от Zippy Robotics Inc. в Нортпорте, штат Нью-Йорк. Станок стоимостью 3000 долларов имеет шпиндель, который работает со скоростью 50 000 об/мин и имеет биение менее 2,5 микрон. В нем указана точность 0,15625 мил (4 микрона) по осям X и Y и всего 1,25 микрона по оси Z. Его максимальная скорость подачи составляет 3800 мм/мин, а станок включает отслеживание поверхности, что, как утверждается, обеспечивает стабильные результаты по глубине резания.
Завод поставляется с программным обеспечением управления под названием ProCAM, которое берет стандартные файлы чертежей Gerber и использует их для построения чертежей размером до 6×4 дюймов. особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с множеством корпусов микросхем для поверхностного монтажа и делать двухстороннюю плату с просверленными отверстиями примерно за час.
особенности платы. Зиппи говорит, что машина может создавать дорожки размером 4 мил/5 мл с множеством корпусов микросхем для поверхностного монтажа и делать двухстороннюю плату с просверленными отверстиями примерно за час.
Следует отметить, что в 30-фунтовом Prometheus используются специальные биты, доступные только у Zippy. Компания заявляет, что типичные серийные биты будут немного больше максимально допустимого диаметра хвостовика и не будут входить в шпиндель. Также следует отметить отсутствие механизма автоматической смены инструмента.
Компания Bantam Tools в Пикскилле, штат Нью-Йорк, когда-то производила настольный фрезерный станок
Фрезерный станок с ЧПУ Bantam. Предыдущая версия обрабатывала исключительно работу с печатными платами. Он также может фрезеровать пластик, алюминий и подобные мягкие металлы.
станок, оптимизированный для использования с печатными платами. Это устройство было заменено более универсальным инструментом, называемым настольным фрезерным станком с ЧПУ, который также может обрабатывать алюминиевые и пластиковые детали. Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
Вся машина весит 70 фунтов. Она имеет рабочую зону 7 x 9 x 3,5 дюйма и выполняет разрезы с повторяемостью ±1 мил. Двигатель шпинделя представляет собой агрегат мощностью 0,25 л.с., который вращается до 25 000 об/мин. Эта машина явно предназначена для создания прототипов, поскольку процесс смены инструмента строго ручной.
Станок с ЧПУ Bantam стоит около 4000 долларов. Bantam производит пакет программного обеспечения для фрезерных станков, годовая подписка на который стоит 200 долларов. Bantam также предоставляет ряд специализированных режущих инструментов для станка, в том числе инструмент для гравировки печатных плат.
Станки с ЧПУ, подобные станкам Bantam, обладают универсальными возможностями, которые позволяют им создавать печатные платы, а также, возможно, корпуса, в которых будет размещаться печатная плата. Но станки компании LPKF Laser & Electronics N.A. в Туалатине, штат Орегон, оптимизированы для изготовления печатных плат. Компания, пожалуй, наиболее известна своими машинами серии ProtoMat. В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
В линейке ProtoMat есть три модели, стоимость которых начинается от 9 долларов.800 и подняться примерно до 27 800 долларов.
Top, машина LPKF ProtoMat. внизу машина LPKF ProtoLaser.
Скорость двигателя шпинделя в этом диапазоне от 40 000 до 100 000 об/мин, а на двух станках используется автоматическая смена инструмента. Двигатели шпинделя с более высокой скоростью вращения обеспечивают более чистое качество фрезерной кромки с меньшим количеством заусенцев. Качество кромки особенно заметно при использовании концевых фрез меньшего размера и при фрезеровании более мягких подложек RF. Шпиндель ProtoMat E44 со скоростью вращения 40 000 об/мин обеспечивает минимальный размер дорожки размером 4 мил с интервалом 8 мил. Шпиндели со скоростью вращения 60 000 и 100 000 об/мин в системах ProtoMat S64 и S104 позволяют использовать дорожки толщиной 4 мила с интервалом 4 мила. .
На двух машинах также доступны камеры реперного выравнивания. Они вступают в игру при изготовлении двусторонних печатных плат, отмечая положение реперных меток на плате, чтобы структуры на обеих сторонах платы совпадали. Более дорогие модели также оснащены датчиком и программным обеспечением обратной связи по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
Более дорогие модели также оснащены датчиком и программным обеспечением обратной связи по толщине меди для более точного контроля глубины реза, что очень удобно для приложений RF/MW.
Следует также отметить, что некоторые машины LPKF могут создавать многослойные печатные платы в сочетании с прессом для ламинирования и комплектом для нанесения покрытия через отверстия. Есть два уровня сложности комплектов для сквозных отверстий. В самом дешевом из них используется проводящий полимер, который вручную наносится на отверстия, просверленные в плате. Существует также специальная машина LPKF, которая применяет гальванические и химические процессы к отверстиям пластины в закрытой камере.
Станки линейки LPKF ProtoLaser явно предназначены для выполнения гораздо более сложных задач, чем грубое прототипирование. В них используются лазеры для операций резки и формовки, а их цена варьируется от 91 000 до 373 000 долларов. Лазерный луч удаляет медь рядом с будущими дорожками, не оставляя следов. Полученная структура имеет резко обрезанные края. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
Полученная структура имеет резко обрезанные края. Типичными областями применения являются точные, крутые боковые стенки или сверхбыстрая лазерная гравировка, резка и сверление.
Существует четыре модели протолазеров. Среди их особенностей — лазерные лучи с малым размером пятна, что позволяет вырезать каналы шириной до 15 мкм. Говорят, что такие прецизионные размеры особенно полезны для радиочастотных приложений, где часто используются полосковые линии.
Там, где менее дорогие машины могут работать достаточно хорошо для подложек печатных плат садового типа, лазерные машины могут работать с ламинированными подложками и керамикой на основе оксида алюминия, что позволяет изготавливать платы с мелким шагом. Модели ProtoLaser ST, S4, U4 или ProtoLaser R4 часто используются для обработки керамики, небольших следов и сверхбыстрого удаления металла, а также для лазерного травления некоторых гибких материалов (U4 и R4). Эти машины также позиционируются как обеспечивающие самые передовые возможности трассировки/пространства с нетронутой четкостью краев, доступной без использования химического травления.
Высококачественные лазерные станки LPKF включают запатентованный процесс удаления штриховки и расслоения на больших участках истирания меди. Лазер разрезает область на тонкие полоски и отделяет полоски от органической подложки путем нагревания. Говорят, что этот метод значительно сокращает время обработки. для чувствительных подложек, создания следов шириной менее 1 мила (25 мкм), карманной гравировки и для работы с такими материалами, как стекло и тефлон, или тонкими гибкими подложками.
Другие особенности лазерных установок LPKF включают использование длины волны лазера, которая практически не затрагивает подложки, но при этом позволяет надежно обрабатывать медные поверхности с неоднородностями толщиной до 6 мкм. Эти машины также могут создавать микропереходы и отверстия в масках для пайки, резать и структурировать LTCC, обожженную керамику, подложки ITO/TCO и тонкие препреги.
Аддитивные машины
Аддитивные 3D-принтеры, которые могут работать с печатными платами, уже давно доступны. Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Среди главных преимуществ этого подхода — низкая стоимость 3D-принтера. Более того, 3D-принтеры потенциально могут изготавливать целые многослойные печатные платы с паяльными масками и изоляционными слоями. Некоторые принтеры также могут использоваться в качестве машин для установки компонентов на плату.
Одним из основных недостатков печатных плат, напечатанных на 3D-принтере, является то, что проводники состоят из проводящих чернил, а не из меди. Полученные дорожки и контактные площадки не обладают такой проводимостью, как обычная плата с медным покрытием — проводящие частицы составляют лишь около 10-20% (по весу) состава проводящих чернил для струйных принтеров. Более низкая проводимость может сделать нецелесообразным изготовление таких же узких дорожек, доступных на мельнице для печатных плат. Следы, нанесенные проводящими чернилами, также могут иметь небольшие отклонения по высоте, что может вызвать проблемы с импедансом в некоторых высокочастотных цепях.
The BotFactory SV2.
Кроме того, процесс производства печатных плат на 3D-принтерах может потребовать значительного вмешательства человека-оператора. Рассмотрим BotFactory SV2, стоимость которого начинается примерно с 7500 долларов. Каждый раз, когда принтер завершает нанесение слоя, оператор-человек должен заменить печатающую головку для следующего слоя, например, при переходе от печати проводников к печати слоя изоляции. Перед хранением только что снятой печатающей головки оператор должен вытереть все остатки с сопел. При необходимости оператор также должен заполнить станцию очистки изопропиловым спиртом. А изоляционные слои вручную протираются изопропиловым спиртом перед нанесением следующего слоя.
Некоторые 3D-принтеры не могут сами создавать токопроводящие сквозные отверстия. Обычная практика изготовления сквозных отверстий в этих случаях заключается в том, чтобы положить готовую доску на сверлильный станок и вручную просверлить отверстие, а затем добавить заклепку, которая вставляется на место с помощью заклепочного пресса.
Voltera V-One.
3D-принтеры все чаще включают в себя возможности захвата и размещения. SV2, например, также имеет головку захвата. Еще один 3D-принтер с возможностью самовывоза — это V-One от Voltera в Онтарио, Канада. Модель V-One за 4200 долларов также оснащена дрелью, которая не только
Машина Стрекоза от NanoDimension.
сверлит отверстия, но может выполнять фрезерование. Скорость вращения шпинделя 13 000 об/мин, биение 0,076 мм. Как и в принтерах BotFactory, проводящие сквозные отверстия обрабатываются заклепками.
Наконец, стоит отметить, что процесс 3D-печати печатных плат может быть быстрее, если принтер может одновременно использовать две печатающие головки, одну для проводников, а другую для диэлектрика. Именно такой подход используется в машинах высокого класса, таких как линейка Dragonfly от NanoDimension в Израиле. Они варьируются в цене от 50 000 долларов до шестизначной суммы. Помимо создания обычных элементов печатной платы, машины Dragonfly могут печатать компоненты, встроенные в плату. Встроенные возможности включают печатные конденсаторы, катушки, коаксиальные кабели и датчики, определяющие крутящий момент, прикосновение и напряжение. ДВ
Помимо создания обычных элементов печатной платы, машины Dragonfly могут печатать компоненты, встроенные в плату. Встроенные возможности включают печатные конденсаторы, катушки, коаксиальные кабели и датчики, определяющие крутящий момент, прикосновение и напряжение. ДВ
Рубрики: Дизайн и разработка продуктов, 3D-печать • аддитивное производство • стереолитография, ТЕХНОЛОГИИ + ПРОДУКТЫ, Дизайн продукта, Быстрое прототипирование
С тегами: nanodimensiontechnologies, LPKF, voltera, bantam, zippyrobotics
» Дом
» Справочник по электропроводке
» Электропроводка и ремонт
» Жилая электропроводка: руководство по домашней электропроводке
» Нужна помощь с электрикой? Получите быстрый ответ! Спросите электрика
| Дэйв Ронджи Сводка: |

Узнайте, чем делятся другие, на Спросите электрика:
Похоже, вы проделали большую работу, и приятно найти кого-то, кто может ответить на вопросы об электрике. У меня есть военный опыт, и я подключил 3 собственных дома. Спасибо за помощь. Джозеф из Мыльного озера, Вашингтон
Преобразователь мощности для фрезерного станка
Видео по электромонтажу
Подключение розетки GFCI без заземляющего провода
ПРИМЕЧАНИЕ. Список всех моих полезных видео
Будет отображаться в конце этого видео
Так что продолжайте смотреть, а я помогу вам подключить правильно!
Загляните на мой канал на YouTube и подпишитесь!
Электроэнергия Вопрос:
У меня есть фрезерный станок на 575 вольт, и я хочу переоборудовать его на 220 вольт, какие у меня есть варианты и какой из них лучше?
Спасибо- Билл.Привет, Билл! Отличный вопрос по ремонту электрооборудования!
Я бы начал с того, что связался с производителем, который знает машину лучше, чем кто-либо, и попросил бы у него совета.Исходя из моего опыта, вы можете использовать трансформатор для правильного преобразования напряжения, и производитель может знать надежный источник для такого трансформатора
Необходимо принимать во внимание точные характеристики типа потребности в электроэнергии мельницы и точную мощность, которая у вас есть, наряду с нагрузками пускового тока и т. д.
стиль=»очистить: слева»>
Будьте осторожны и будьте в безопасности — никогда не работайте с цепями под напряжением!
стиль=»очистить: слева»>

|
| ||||||||
 Выключатели освещения
Выключатели освещения
|
|
 Просто вставьте конец тестера в розетку, патрон лампы или приложите конец тестера к проводу, который вы хотите проверить. Очень удобный и простой в использовании.
Просто вставьте конец тестера в розетку, патрон лампы или приложите конец тестера к проводу, который вы хотите проверить. Очень удобный и простой в использовании.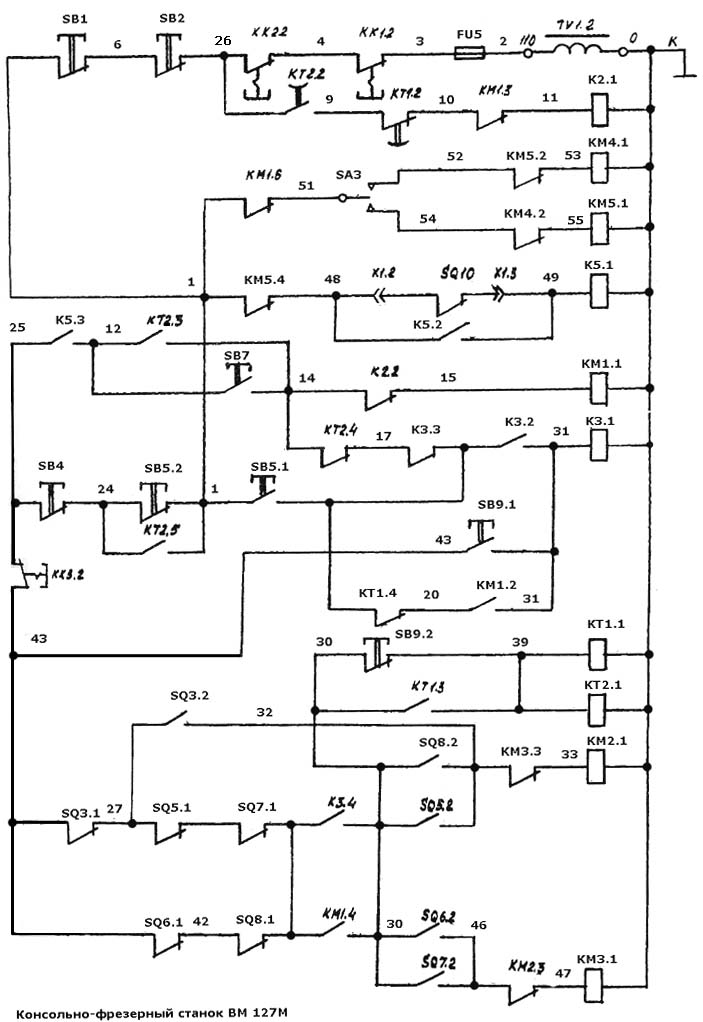
| Изучение электропроводки Обучающие видеоролики по электромонтажу |
| » Как ПРАВИЛЬНО подключить!« Проводите уверенно! Полностью иллюстрированный Мгновенная загрузка Теперь вы можете |
Последние отзывы Я думаю, что ваш сайт предлагает самую четкую и лучшую информацию по электротехнике для домовладельцев, которую я когда-либо видел в сети.  |
