Электрическая схема сварочный аппарат: Схема простого сварочного инвертора — электросхема инверторного сварочного аппарата
Содержание
Схема сварочного инвертора. План сварочного инвертора. Появление сварочных инверторов. Принципиальная и электрическая схемы, принципы их работы.
ИИСТ (инверторные источники сварочного тока) в наше время практически целиком вытеснили своих предшественников — трансформаторные источники, принцип работы которых базируется на понижающем трансформаторе. Подобные трансформаторы работали на частоте электросети — 50-65 Гц и были довольно громоздкими устройствами. Схема сварочного инвертора отличается от трансформаторного и далее мы поясним, чем именно.
Содержание
- Появление сварочных инверторов
- Принципиальные и электрические схемы
- Виды сварочных инверторов и их схемы
Появление сварочных инверторов
Шествие ИИСТ по планете началось в 90-х годах двадцатого века и сейчас можно с уверенностью заявить, что на рынке сварочных агрегатов как промышленного, так и домашнего назначения лидером являются именно инверторные сварочные установки. Сейчас они повсеместно используются:
Сейчас они повсеместно используются:
- в дуговой сварке неплавящимися и штучными электродами;
- в сварке автоматической и полуавтоматической;
- в сварке алюминиевых деталей, плазменной резке и в иных видах электросварки.
Что такое ИИСТ и чем он отличается от классических, трансформаторных источников сварочного тока? Это аппарат для сварки, работающий по принципу компьютерного блока питания, то есть, как импульсный БП. От трансформаторных агрегатов сварочный инвертор отличается гораздо меньшими размерами и, наоборот, значительно превосходящими частотами. То есть, если трансформаторные аппараты работают на частоте 50 Гц (частота тока в сети в РФ и других странах), то сварочные инверторы имеют частоту 55-75 кГц.
Такой подход позволяет серьёзно уменьшить размеры аппарата, а также снизить издержки на его производство — катушка в инверторном источнике тока меньше трансформаторной в разы, соответственно, меньше требуется дорогостоящей меди.
Принципиальные и электрические схемы
Принципиальная схема сварочного инвертора основывается на блоке высокочастотных транзисторов, работающих на частоте 55-75 кГц. Чтобы эти ключевые элементы работали, нужно скоммутировать на них входной ток, а он поступает с диодного моста высокой мощности. Входное напряжение выпрямляется им, а также выравнивается фильтрующими конденсаторами таким образом, что на выходе первого этапа мы получаем мощный постоянный ток напряжением свыше 220В.
Чтобы эти ключевые элементы работали, нужно скоммутировать на них входной ток, а он поступает с диодного моста высокой мощности. Входное напряжение выпрямляется им, а также выравнивается фильтрующими конденсаторами таким образом, что на выходе первого этапа мы получаем мощный постоянный ток напряжением свыше 220В.
Эта электрическая схема сварочного инвертора работает как источник питания для транзисторного блока ИИСТ. Транзисторы работают на повышенной частоте в 60-80кГц, соответственно, понижающий трансформатор тоже будет работать на этой частоте. Соответственно, данный факт позволяет серьёзно уменьшить размеры трансформатора и всего сварочного инвертора. Как результат — сварочный аппарат становится намного меньше его классического собрата, но при этом сохраняет такую же мощность.
Итак, если рассмотреть принцип работы сварочного аппарата инверторного типа, то порядок действий, выполняемых устройством, будет следующий:
- Переменный ток 220В, получаемый из электросети выпрямляется диодным мостом.
 В качестве предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом устанавливается помеховый фильтр, препятствующий этому.
В качестве предосторожности, чтобы помехи от работы высокочастотных конденсаторов не попадали в сеть, перед мостом устанавливается помеховый фильтр, препятствующий этому. - После этого ток выравнивается конденсаторами и поступает на транзисторный блок. Надо отметить, что на конденсаторах напряжение тока будет примерно в 1,5 раза выше, чем на выходе диодного моста.
- Постоянный ток направляется транзисторами через первичную обмотку понижающего трансформатора с частотой, кратно превышающей исходную. По факту, мы получаем высокочастотный переменный ток.
- Далее этот ток поступает в понижающий высокочастотный трансформатор, отличающийся большим сечением вторичной обмотки или же использованием других типов обмоточного материала.
- Трансформатор понижает ток до напряжения 50-70В. В это же время сила тока кратно вырастает и может превысить 130А. В кустарных сборках могут использоваться трансформаторы со вторичной обмоткой из медной жести толщиной 0.3 и шириной 40 мм.
 Такой подход обусловлен тем, что высокочастотные токи вытесняются на поверхность проводника и сердцевину толстого проводника не задействуют, что вызывает нагрев проводника.
Такой подход обусловлен тем, что высокочастотные токи вытесняются на поверхность проводника и сердцевину толстого проводника не задействуют, что вызывает нагрев проводника.
После этого выпрямление полученного тока выходными диодами. Нюанс работы выходного диода в том, что ему приходится работать с высокочастотным током, а с этим справится не каждый диод. В данной ситуации необходимо использовать быстродействующие диоды со временем восстановления менее 50 наносекунд, поскольку обычные диоды просто не будут успевать срабатывать, учитывая частоту поступающего тока.
В итоге на выходе мы получаем необходимый для сварки постоянный ток низкого напряжения, но крайне высокой силы тока.
Такова принципиальная схема работы источника инверторного сварочного тока. В каждой конкретной модели присутствуют различия, заложенные производителем, дополнительные схемы, увеличивающие надёжность и безопасность устройства, например, блок термоконтроля, который защищает основные элементы агрегата от перегрева, а также управляет системой охлаждения. Но, несмотря на различия в деталях, все инверторные сварочные аппараты работают по приведённому выше принципу.
Но, несмотря на различия в деталях, все инверторные сварочные аппараты работают по приведённому выше принципу.
Виды сварочных инверторов и их схемы
В качестве примера можно посмотреть на отечественные сварочные инверторы Ресанта. Компания поставляет как стандартную линейку инверторов различной мощности, так и компактные версии инверторов, некоторые из которых могут поместиться в небольшой кейс. На этом же принципе работают плазменные резаки и аргонодуговые сварочные аппараты Ресанта.
Также на рынке есть и зарубежные производители, к примеру, немецкая компания FUBAG. Немцы предлагают крайне надёжные агрегаты, как многофункциональные, так и узкоспециализированные. Плюс немецкие аппараты могут похвастаться большим количеством дополнительных функций. Это принудительное охлаждение, работа на пониженных мощностях, дополнительная подстраховка сварщика, микропроцессорное управление и многое другое.
Кроме того, при желании, можно собрать сварочный инвертор своими руками. Процесс сборки не займёт много времени, достаточно обладать начальными познаниями в электротехнике. Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
Процесс сборки не займёт много времени, достаточно обладать начальными познаниями в электротехнике. Принципиальные схемы инверторов есть в открытом доступе, изготовление печатной платы непосредственно самого силового блока не составит большого труда. Доступность элементной базы для изготовления инвертора очень высока, однако понижающий трансформатор лучше всего будет сделать самостоятельно, чтобы избавиться от проблемы высокого нагрева трансформатора. Главное — не забывать про помеховый фильтр для защиты собственной электросети.
Радиосхемы. — Схемы сварочных инверторов
Реклама на сайте
В этом разделе нашего сайта мы публикуем схемы сварочных инверторов промышленного производства.
Кроме этого Вы сможете здесь узнать и их характеристики.
Любую их схем Вы можете скачать. У нас на сайте все в открытом доступе и поэтому для того чтобы скачать любую их схем Вам не потребуется регистрация, не нужно будет отправлять никаких сообщений или указывать свой е-мэйл, и вас не перенаправят на удаленный файловый сервер со скрытыми платежами и вирусами.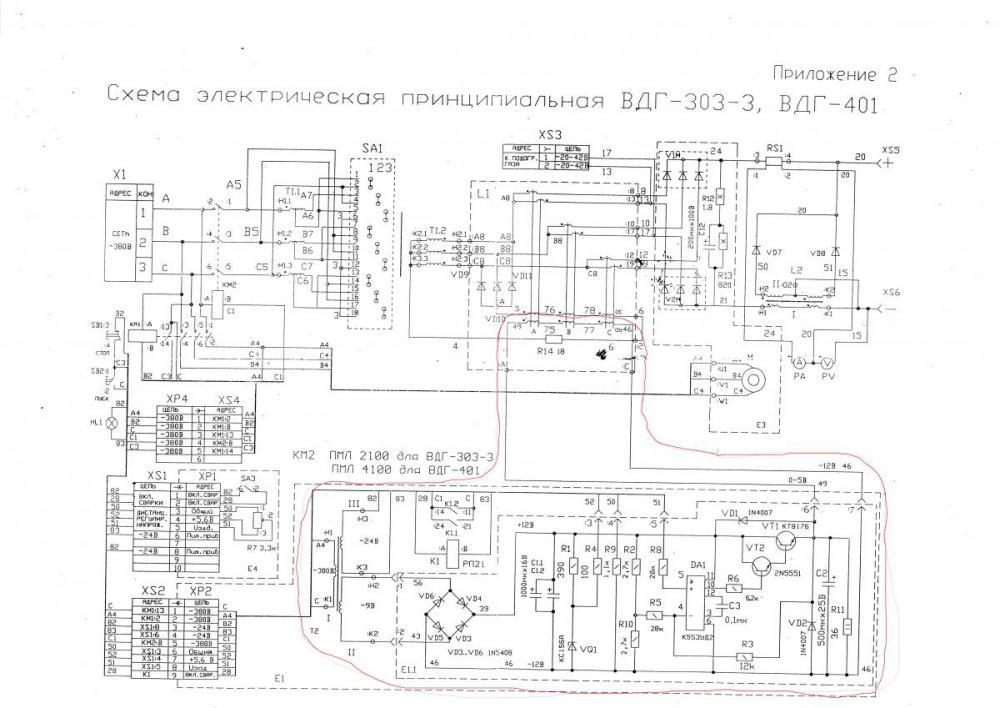
Ну а если вдруг возникли вопросы по ремонту сварочных инверторов- заходите к нам на форум!
Материалы данного раздела:
Ресанта САИ-140
Ресанта САИ-150АД
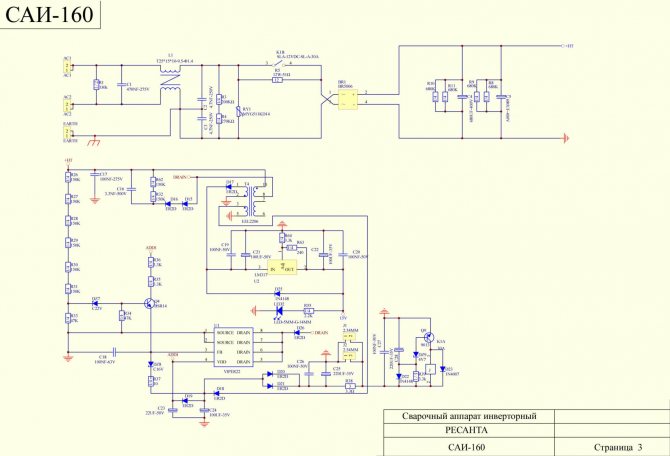
Ресанта САИ-160К
Ресанта САИ-180АД
Ресанта САИ-190К
Ресанта САИ- 220
Ресанта САИ- 230
Ресанта САИ-250
Ресанта САИ-315
Ресанта САИПА-135
Ресанта САИПА-165
Ресанта САИПА-190МФ
Ресанта САИПА-200
Источник плазменной резки ИПР-25 производства Ресанта
Источник плазменной резки ИПР-40 производства Ресанта
Источник плазменной резки ИПР-40К производства Ресанта
Сварочный инвертор Eurolux IWM-160 производства Ресанта
Сварочный инвертор Eurolux IWM-190 производства Ресанта
Сварочный инвертор Eurolux IWM-220 производства Ресанта
Сварочный инвертор Eurolux IWM-250 производства Ресанта
ИИСТ-140
ИИСТ-160
Инвертор сварочный GYSMI-131
СВАРОЧНЫЙ ИНВЕРТОР GYSMI 160P
Сварочный инвертор Gysmi 161
Сварочный инвертор Gysmi 165
Сварочный инвертор Gysmi 183
Сварочный инвертор Gysmi 190
INVERTER 3200 TOP
PULS mini ММА 250
Сварочный аппарат FORWARD 200 IGBT
Полуавтомат сварочный Пульсар
Сварочный источник BLUEWELD Prestige 144
Prestige-164/ Technika- 164 инструкция по ремонту
TELWIN-140 сварочный инвертор
TELWIN TECNICA 141-161
Telwin TECNICA 144-164
TELWIN TECNICA 150, 152, 168, 170
Telwin Technology 175, 210, 188CE/GE
Сварочные источники COLT 1300, COLT и PUMA 150
Red Welder i2100
Инверторы сварочные ASEA-160 и ASEA-250
Инвертор сварочный ARC-200
Инвертор сварочный САИ-200
Сварочный инвертор ZX7- 200
Сварочный источник Kende ZX7-160
Инвертор сварочный ММА-160
Сварочный выпрямитель ВДУ-504
Сварочный выпрямитель ВДУ-506, ВДУ-506С
Сварочный источник ВД-200
Инвертор сварочный DECA MOS-168
Инвертор сварочный Калибр СВИ-160АП
Инвертор сварочный Калибр MINI СВИ-225 (225)
Инвертор сварочный Монолит ММА 161
Инвертор-плазморез Telwin TECNICA PLASMA 34
Источник сварочный ФЭБ Альфа 161
Инвертор сварочный Tecnoweld Monster 170
Схема сварочного полуавтомата ПДГ100-УХЛ4
Сварочный источник МАГМА‐З15
Сварочный полуавтомат Edon MIG-308
Аппарат точечной сварки Aurora PRO SHOOT M10
Сварочный полуавтомат Норма- 200МП
Славтех 185\ 200\ 205
Инверторный сварочный полуавтомат Энергомаш СА-97ПА17(ПА20)
Сварочный источник Энергомаш СА-97И14Н
Сварочный источник Приоритет САУ-150 схема
Сварочные инверторы Страт-160\ 160\ 160КС\ 200КС\ 200У схемы
Схема основной платы Awelco 5679 сварочного источника Awelco
Принципиальная электрическая схема основной платы PIASTRA BASE 5680 сварочных источников подобных Awelco
Схема сварочного полуавтомата ПДГ-151
Инверторный сварочный источник MIG 160 IGBT схема
Схемы на инверторные источники TIG160. …TIG400
…TIG400
Blueweld Combi 4.165 сварочный полуавтомат
Инверторные сварочные источники Minarc-150
Сварочный полуавтомат MIG200
Сварочный полуавтомат ПДГ-201
EWM PICO 162 схема и инструкция
Инверторы сварочные ВДУЧ-315 (315М)
Сварочные полуавтоматы ESAB LAX 320, LAX 380 схемы
Сварочный полуавтомат ПДГ-102 УЗ СВАП-02
Сварочный аппарат LHF 250 (400, 630, 800 )
Сварочный аппарат LHF 405 (615) Pipeweld
Сварочные инверторы LHQ150\ LTV150\ Caddy 150\ Caddytig 150
Сварочный полуавтомат ESAB LKA150
Сварочный полуавтомат ESAB LKA 180\ LKA 140
Сварочный аппарат ESAB LTH 161\ Tigma 161
Сварочный аппарат ESAB LKB 400W мануал
Устройство протяжки сварочной проволоки ESAB MED 44 Aristo
Сварочный аппарат ВДУЧ-350МАГ схема
Сварочный источник ТИР-630 инструкция и схема
Комплект электродуговой металлизации КДМ-2 схема
Инвертор сварочный ДОН-150
Выпрямитель сварочный ВДУ-506М
Сварочный источник FUBAG IR160\ IR180\ IR200
Генератор сварочный ГД-4002 У2
Источник плазменной резки КАРАТ-100М схема
Сварочный источник Kemppi PS5000 схема
Сварочные полуавтоматы ESAB Mig C141/C151
Сварочный источник универсальный ESAB DTA400ACDC
Сварочные полуавтоматы MIG Autoplus-120\ 130
Сварочный аппарат TIG схема
Сварочный источник TRIODIN TIG-20
Генератор для импульсной сварки Triodyn DP20
Сварочный регулируемый выпрямитель WTU-200
Инверторный сварочный источник АСПТ-60 схема
Инверторный сварочный источник АСПТ-90 схема
Инверторный сварочный источник Фора-60 схема
Источник плазменной резки LGK8-40 производства Китай
Источник плазменной резки SUPERIOR PLASMA 90 HF
Источник сварочный BestWeld BEST 210
Автомобильная сварочная приставка АСП1
Источник сварочный STURM AW97I20
Сварочный инвертор КРАТОН WT-130S
Сварочный аппарат Дуга-Профессионал схема
Сварочный полуавтомат ПСТ-161
Сварочный источник ВД-306Д схема
Сварочный инвертор Форсаж 160\ 250
Сварочный полуавтомат MIGATRONIC AUTOMIG
Установка плазменной резки MEGATRONIC PI 400 PLASMA
Сварочный аппарат GYSPOT мануал
Сварочные инвертор Idealarc DC400
Сварочный инвертор МК-300А схема
Инверторный сварочный источник IDEALARC DC-400 инструкция по тех. обслуживанию
обслуживанию
Сварочный инвертор ASEA-160 схема
Сварочный инвертор INVERTEC STT схема
Сварочный инвертор INVERTEC V205-T схема
Сварочный инвертор INVERTEC V250-S схема
Сварочный инвертор INVERTEC V300-I схема
Сварочные аппараты PHOENIX 301\ 351\ 401\ 421\ 521
Сварочный аппарат Murex Transtig AC/DC 200 схема
Регулятор контактной сварки РКС-601 УХЛ4 схема и описание
Регулятор контактной сварки РКС-502 УХЛ4 схема
Установка для аргонно-дуговой сварки УДГУ-2510
Аппарат сварочный Akai TE-7514AAAC
Сварочный выпрямитель универсальный ВСВУ-400 схема
Регулятор контактной сварки РКС-801 УХЛ4 схема
Сварочные полуавтоматы ПДГ-250-3 «Есаул», ПДГ-270-3, ПДГ-350-3 и ПДГ-350 схемы
Схема сварочного инвертора. Принципиальная электрическая схема сварочного инвертора
В статье будет рассмотрена классическая схема сварочного инвертора. На сегодняшний день они очень популярны, цена их достаточно доступна. У них очень много положительных качеств, в частности, простота работы и малый вес.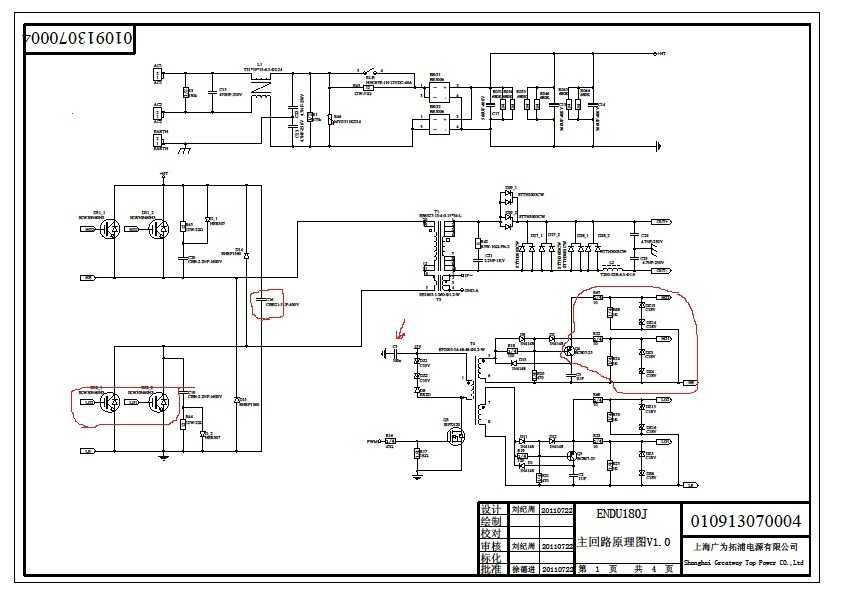 Но, как и остальные электронные устройства, сварочный аппарат может выйти из строя. И чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого вы не сможете отремонтировать сварочники, в схеме которых используются инверторные преобразователи. Поэтому необходимо очень много теории узнать об этом устройстве.
Но, как и остальные электронные устройства, сварочный аппарат может выйти из строя. И чтобы провести качественный ремонт, необходимо хотя бы в общих чертах иметь представление о его устройстве, из каких элементов состоит схема инвертора. Без этого вы не сможете отремонтировать сварочники, в схеме которых используются инверторные преобразователи. Поэтому необходимо очень много теории узнать об этом устройстве.
Основные сведения про инверторные аппараты
По сути, это блок питания, принцип его действия похож на тот, который используется в персональных компьютерах. Преобразование электрической энергии происходит по одинаковым принципам, несмотря на то, что размеры и функции этих устройств различные. Можно выделить несколько этапов, которые протекают в сварочном инверторе. Первым делом происходит преобразование переменного напряжения, которое поступает от сети 220 В, в постоянное. О том, как это происходит, будет рассказано немного ниже, равно как и приведена электрическая схема сварочного инвертора.
Затем происходит преобразование этого напряжения в переменное, но с более высокой частотой. Вы знаете, что в электрической сети частота тока 50 Гц. В инверторных сварочных аппаратах происходит повышение вплоть до 80 тысяч Гц. Затем необходимо снизить значение напряжения с высокой частотой. На последнем этапе происходит преобразование этого низкого напряжения с частотой порядка 80 тысяч Гц. Это краткое описание, на самом деле все этапы можно разбить на более мелкие составляющие. Но для понимания принципа функционирования этого достаточно.
За счет чего уменьшается вес сварочного аппарата
А теперь о том, почему были выбраны схемы именно инверторного типа. Посмотрите на сварочные аппараты, которые использовались ранее, в том числе и самодельные. Их основное предназначение – снижение переменного напряжения, которое поступает от бытовой электросети до безопасного значения, но с большим вторичным током. По этой причине первичная обмотка мотается более тонким проводом, нежели вторичная. От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами.
От толщины провода зависит то, какой ток вы получаете в обмотке. Ниже приведена принципиальная схема сварочного инвертора в статье. Внимательно ее изучите, чтобы иметь представление о том, какие элементы входят в нее. Для сварки порой обходимо несколько сотен ампер. Из-за того, что мощность таких трансформаторов очень высокая, а работают они только при частоте тока 50 Гц, кроме того, у них очень большие габариты. Как вы понимаете, частота входящего и выходящего тока одинакова. Другими словами, если подали на первичную обмотку 50 Гц, со вторичной снимите электрический ток с такими же параметрами.
Рабочая частота инвертора
Но вот благодаря инверторным сварочным аппаратам, в которых увеличивается рабочая частота на значение порядка восьмидесяти тысяч герц, а в некоторых аппаратах и больше, можно во много раз уменьшить размеры трансформаторов, которые применяются при преобразовании электрического тока. Если увеличить рабочую частоту, то можно уменьшить трансформатор как минимум в четыре раза. Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом схожа с той, которая используется в других аппаратах.
Следовательно, суммарный вес всего сварочника будет очень маленьким. Себестоимость этого аппарата также уменьшается, так как происходит экономия меди и стали, которые используются при изготовлении трансформаторов. Но чтобы получить такое значение частоты, необходимо применять инверторные схемы. Они состоят из мощных полевых транзисторов, которые работают в режиме ключа. С их помощью происходит переключение тока с необходимой для работы частотой. Обратите внимание на то, что работать полевой транзистор может лишь при постоянном напряжении. Стоит отметить, что схема сварочного инвертора «Ресанта» во многом схожа с той, которая используется в других аппаратах.
Принцип работы выпрямителя
Поэтому прежде чем подать на них питание, необходимо выпрямить поступающий ток. Для этого используется выпрямитель, в котором находятся мощные диоды. Они соединены по мостовой схеме. После этого происходит отсечка переменной составляющей при помощи электролитических конденсаторов. Это происходит на первой ступени преобразования. Полевые транзисторы подключаются к трансформатору. С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части – силовая и схема управления.
Полевые транзисторы подключаются к трансформатору. С его помощью получается понизить напряжение. Как упоминалось выше, эти транзисторы производят переключение тока с частотой иногда даже более 80 тысяч Гц. Понятное дело, что трансформатор тоже должен быть рассчитан на работу при таких параметрах. Габариты этого устройства очень маленькие, не сравниться ему с теми, которые применяются в обычных трансформаторных сварочных аппаратах. А вот мощность у него такая же. Понятное дело, что появляется еще множество различных элементов, которые необходимы для стабильной работы сварочного аппарата. А теперь более подробно о том, как работает каждый блок обычного сварочного инвертора. В нем имеется две основных части – силовая и схема управления.
Выпрямительный каскад
В этом блоке происходит преобразование переменного тока, который поступает от сети 220 Вольт. В нём имеется несколько полупроводниковых диодов с большой мощностью, а также электролитические конденсаторы и дроссель. Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.
Это вкупе дает то, что переменный ток с рабочей частотой 50 Гц становится постоянным. Конденсаторы необходимы для того чтобы отсечь переменную составляющую, которая все равно остается в выпрямленном напряжении. Обратите внимание, что существует несколько вариантов схем для выпрямления напряжения. Если подключение необходимо производить к трехфазной сети, то схема соединений полупроводниковых диодов будет несколько иной. Поэтому нужно определиться с тем, какая вам необходима схема сварочного инвертора. Своими руками такое устройство можно собрать достаточно просто.
Фильтры
Обратите внимание также, что практически в полтора раза увеличивается напряжение после того как оно поступит на фильтр, собранный на электролитических конденсаторах. Другими словами, если происходит питание от сети 220 Вольт, то на выводах конденсаторов, если произвести замер, будет 310 В. Для сглаживания пульсаций тока, чтобы не возникало высокочастотных помех, а также для избегания попадания их в электрическую сеть, необходимо установить специальный фильтр. Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов.
Обычно он собирается на дросселе, который намотан на кольцевом сердечнике, а также в схему включены несколько конденсаторов.
Инверторный каскад
Обычно для реализации инвертора используют два мощных транзистора, которые работают в режиме ключа. Стоит отметить, что они обязательно монтируются на алюминиевом радиаторе. Также имеется дополнительное принудительное охлаждение при помощи вентилятора. Благодаря этим транзисторам происходит коммутация постоянного напряжения, которое впоследствии поступает на импульсный трансформатор. Причем переключение происходит с частотой около 80 кГц. Но имеется отличие от переменного тока, который протекает в бытовой электросети. Во-первых, само значение частоты во много раз превосходит его. Во-вторых, форма импульса этого переменного напряжения, которое вырабатывается полевыми транзисторами, прямоугольная, а не синусоида. Чтобы обезопасить транзисторы от чрезмерного превышения напряжения, необходимо использовать цепи, состоящей из сопротивлений и конденсаторов. Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов.
Стоит отметить, что принципиальная электрическая схема сварочного инвертора не обходится без этих элементов.
ВЧ-трансформатор
Высокочастотный трансформатор, на который подается напряжение от транзисторов, работающих в ключевом режиме, позволяет снизить его значение до 65 вольт в среднем. Но при этом ток может составлять порядка 130 А. Можно даже провести аналогию с катушкой зажигания, которая используется в автомобилях. В сварочных инверторах на первичную обмотку подается высокое напряжение, но ток у него очень маленький. Снимается с вторичной обмотки напряжение с меньшим значением, но ток при этом увеличивается. Обратите внимание на то, что автомобильная катушка зажигания работает по обратному принципу. То есть низкое напряжение с большим током подается на первичную обмотку. А с вторичной снимается высокое напряжение, но с меньшим значением тока.
Выходной выпрямитель
Но стоит взглянуть на то, из каких компонентов состоит еще эл. схема сварочного инвертора. На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы. Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения.
На выходе также установлен выпрямитель, который собирается из полупроводниковых диодов большой мощности. У них очень высокое быстродействие, они открываются и закрываются за время, которое намного меньше, чем 50 наносекунд. Обратите внимание при проектировании сварочных инверторов на то, что нужно подбирать эти полупроводниковые элементы с таким расчетом, чтобы их параметры удовлетворяли режиму работы. Простые диоды не справятся с поставленной задачей, так как они не смогут своевременно открыться и закрыться. Сразу же начнется чрезмерный нагрев и, как следствие, выход из строя. По этой причине необходимо при проектировании или же при ремонте производить установку диодов, которые имеют очень малое время переключения.
Схема сварочного инвертора, описание работы на примере сварочного аппарата РЕСАНТА САИ 140
СХЕМА СВАРОЧНОГО ИНВЕРТОРА И ОПИСАНИЕ ПРИНЦИПА РАБОТЫ
НА ПРИМЕРЕ СВАРОЧНОГО АППАРАТА РЕСАНТА САИ 140
Основных схем сварочного инвертора Ресанта САИ 140 удалось найти две. Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
Управление у них очень похоже, а вот технологически они отличаются довольно сильно.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Первый вариант принципиальной схемы сварочного инвертора Ресанта 140 выполнен с использованием управляющего трансформатора, а второй — с использованием оптодрайверов для силовых транзисторов. Есть отличия и в питании управления. Первый с самозапитом, а второй использует отдельный источник питания. Поскольку первый похож на то, что есть у меня, т.е. используется управляющий трансформатор, то с него и начнем.
ДВА ВАРИАНТА ПРИНЦИПИАЛЬНОЙ СХЕМЫ СВАРОЧНОГО ИНВЕРТОРА РЕСАНТА САИ 140 | |
НАЖМИТЕ НА РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Итак, подаем питание и смотрим что будет происходить.
Напряжение 220 вольт проходит фильтр на С3 и L… Пардон, на схеме почему то ЭТО обозначено трансформатором Т1 и доходит конденсаторов С1 и С2. Емкость этих конденсаторов для частоты 50 Гц слишком мала, но вот статику они на корпус спускают отлично и именно по этой причине крайне желательно для трансформатора использовать с заземление, только с реальным, а не иметь розетку в которой есть ни куда не подключенная клемма заземления.
Вверху есть точка №1, как раз на левом выводе термистора РТС, а на правом выводе резистора R2 есть точка №2. Эти нумерные точки идут на контакты реле RL1, которое сейчас не включено – мы только что подали напряжение питания и пока что заряжаются конденсаторы С4 и С5 через термистор и R2, разумеется пройдя диодный мост.
По мере зарядки конденсаторов напряжение +300VDC начинает увеличиваться и начинает протекать ток через резистор R21 заряжая С18 и С19.
Тут следует обратить внимание на используемый операционный усилитель LM324 который уже начинает работать при напряжении питания +3 вольта, т.е. при достижении напряжения на верхнем выводе С19 трех вольт операционный усилитель уже начинает выполнять свои функции.
Теперь смотрим очень внимательно не забыв перевести мозг в состояние ВКЛ.
Сопротивление R21 меньше суммы сопротивлений R22 и R23 в 20 раз, а емкость С19 больше емкости С20 в 4700 раз, следовательно напряжение на верхнем выводе С20 будет больше напряжения на верхнем выводе на 0,6 вольта – напряжение падения на диоде D24. Это в свою очередь однозначно переведет компаратор на U2A в состояние, когда на его выходе будет напряжение близкое к напряжению питания, следовательно LED2 будет светится, а транзистор Q8 будет открыт и пока он открыт на выходе U2D будет напряжение близкое к нулю. Это в свою очередь имитирует превышение порога срабатывания компаратора контроллера U1A и если бы он работал, то на выходе у него был бы ноль. Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Но он не работает, поскольку подающий на него питание транзистор Q7 еще закрыт.
Тем временем конденсатор С19 продолжает заряжаться и напряжение на нем увеличивается. Как только оно превысит 5 вольт в дело вступает формирователь опорного напряжения на D25 – он не дает напряжению на выводе 2 U2A и выводе 5 U2B стать выше 4,7 вольта.
На выводе 3 U2A напряжение по прежнему больше, чем на выводе 2 и напряжение на выходе компаратора продолжает удерживаться близким к напряжению питания.
Напряжение на выводе 6 продолжает увеличиваться, поскольку этот вывод подключен к делителю напряжения на резисторах R49 и R50. И пока напряжение на 6-м выводе меньше опорного 4,7 вольта компаратор U2B держит на своем выходе напряжение близкое к напряжению питания, а это удерживает транзистор Q7 в закрытом состоянии.
Как только напряжение на верхнем выводе С19 станет равным 12 вольтам на делителе сформируется напряжение равное 4,9 вольта, а это больше опорного напряжения 4,7 вольта и компаратор U2B сформирует на своем выходе напряжение близкое к нулю, транзистор Q7 открывается и подает питание на контроллер UC3845.
Контроллер начинает выдавать управляющие импульсы и силовые транзисторы начинают открываться. Но делают они это на очень короткий промежуток времени, поскольку на контроллере формируется имитация превышения выходного тока все еще открытым транзистором Q8.
На обмотке питания управления появляется напряжение и теперь все управление может потреблять гораздо больший ток. Это напряжение стабилизируется импульсным стабилизатором U1 и тут становится наглядной одна проблема – если первоначально напряжение с левого вывода R21 будет идти сразу на всю схему, то запуска у нас не произойдет никогда – вентилятор потребляет слишком много и напряжение не будет увеличиваться на верхнем выводе С19. Автор схемы учел этот момент и сделал на схеме поправку – только после начала работы стабилизатора напряжения для управления питание подается и на вентилятор и на реле софтстарта и на верхний вывод трансформатора управления. Что до отметки на подсветку LED1, то это исключено – напряжение там не появится пока не запуститься UC3845, а он не запустится, поскольку не будет на него питания.
Тем временем конденсатор С13 заряжается до напряжения, превышающее 5 вольт и стабилитрон D19 пропускает ток на базу Q6, тот открывается и включает реле RL1, которое своими контактами шунтирует токоограничивающий термистор и резистор R2.
Тем временем на выходе инвертора появляется напряжение и оно пройдя ограничитель тока засвечивает светодиод ISO1. Транзистор оптрона открывается и резко уменьшает напряжение на выводе 3 компаратора U2A. Поскольку напряжение на инвертирующем входе теперь больше, чем на не инвертирующем компаратор перекидывается в состояние когда на выходе у него ноль. Светодиод LED2 гаснет, а транзистор Q8 закрывается разблокируя усилитель регулирующего напряжения для контроллера UC3845 и контроллер уже формирует импульсы максимальной длительности, поскольку нагрузки еще нет и ток ограничивать не нужно.
При работе, т.е. при сварке регулировка тока производится путем сравнения напряжения с трансформатора тока с напряжением управления, которое формируется усилителем U2D. Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
Подробно о принципе работы UC3845 есть отдельное видео и статья, ссылки в описании.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
Поэтому рассмотрим лишь оставшиеся узлы.
Управление силовыми транзисторами происходит с помощью управляющего трансформатора, вторичные обмотки которого через диоды Шотки идут на затворы силовых транзисторов при наличии управляющего импульса. Как только импульс управления прекращается остаточная магнитная энергия сбрасывается D15…D17, а силовые транзисторы закрываются с помощью транзисторов Q3 и Q5, причем происходит это через конденсаторы С 9 и С 10. Эти конденсаторы позволяют получить больше энергии для закрытия транзисторов и это происходит именно в момент окончания управляющего импульса.
При наличии управляющего импульса оба транзистора сварочного инвертора открываются и через первичную обмотку протекает ток, который создает магнитное поле наводящее напряжение на вторичной обмотке. При исчезновении управляющего импульса транзисторы закрываются, а не израсходованная магнитная энергия сбрасывается на шины первичного питания через диоды D2 и D3, тем самым полностью размагничивая магнитопровод трансформатора и подготавливая его с следующему циклу передачи энергии во вторичную обмотку.
| |
НАЖМИТЕ РИСУНОК ДЛЯ ПРОСМОТРА В ПОЛНОМ РАЗМЕРЕ | |
К сервису данного сварочного инвертора можно отнести защиту от перегрева и залипания электрода, выполненных на одном управляющем элементе – оптроне ISO1.
Пока светодиод данного оптрона светится открытый транзистор оптрона формирует почти ноль на выводе 3 U2A. Как только электрод касается свариваемой заготовки напряжение на светодиод еще какое то время поступает за счет накопленной в конденсаторе С34 энергии. Это время и есть время поджига дуги и если дуга не загорелась, т.е. электрод залип, то светодиод оптрона тухнет, тем самым закрывая транзистор оптрона. На выводе 3 компаратора U2A появляется практически напряжение питания и компаратор зажигает LED2 и открывает транзистор Q3, который душит на землю управляющее напряжение и контроллер выдает только очень короткие импульсы управления, которые не позволяют перегрузить силовой каскад – работа то идет практически на короткое замыкание и единственным сопротивление вторичного напряжения является реактивное сопротивление L1 индуктивность которого и выбрана таким образом, чтобы она оказывала влияние только на самые короткие импульсы.
Как только электрод отодрали от заготовки напряжение на выходе инвертора снова появляется и снова загорается светодиод оптрона. Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Компаратор U2A гасит светодиод LED2 и закрывает транзистор Q8, тем самым переводя контроллер UC3845 в штатный режим работы.
Если же происходит перегрев, то срабатывает самовосстанавливающийся термопредохранитель КТ, который разрывает цепь питания оптрона и светодиод гаснет и процессы повторяются – горит светодиод LED2, а на выходе сварочного инвертора очень короткие импульсы, не позволяющие производить сварочные работы и это состояние удерживается пока радиатор не остынет и термопредохранитель не включится.
Второй вариант принципиальной схемы все того же инвертора Ресанта 140 отличается не большими изменениями в самом управляющем блоке, ну например транзистор подающий питание на UC3845 открывается через стабилитрон. Питание управление организовано от отдельно блока питания, который выдает 4 напряжения:
15 вольт для питания управления, которые стабилизируются дополнительной КРЕНкой, вольт 12 для вентилятора и два напряжения для оптодрайверов силовых транзисторов. Величина должна быть порядка 25 вольт.
Величина должна быть порядка 25 вольт.
Оптодрайверы управляют силовыми транзисторами через дополнительный формирователь отрицательного напряжения, выполненный на R6-D5 и R9-D6. Подача отрицательного напряжения на затворы силовых транзисторов значительно уменьшает время их закрытия, следовательно уменьшается нагрев транзисторов.
Софтстарт второго варианта сварочного инвертора тоже организован несколько иначе – пока горит светодиод оптрона транзистор Q3 будет закрыт, но нагреваясь термистор RV2, имеющий отрицательную зависимость сопротивления от температуру увеличивает свое сопротивление и светодиод тухнет, тем самым разблокируя базу Q3 и реле софтстарта включается.
Откровенно говоря и в первом варианте схемы инвертора и во втором включение реле происходит довольно медленно и не зависит от состояния схемы управления, что может приводить к подгоранию контактов реле.
На последок остается добавить, что я собираю информацию по используемым в сварочных инверторах компонентам и результаты поисков свожу в таблицу с краткими характеристиками. ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
ПОСМОТРЕТЬ МОЖНО ЗДЕСЬ.
Осциллограмма выходного напряжения без нагрузки.
Осциллограмма выходного напряжения инвертора при нагрузке 60 А.
Осциллограмма выходного напряжения инвертора Ресанта при сработанной защите.
Небольшая подборка принципиальных схем сварочных инверторов РЕСАНТА сложены в АРХИВ. Кроме принципиальных схем сварочных аппаратов приведены несколько пособий по ремонту, несколько фотографий внутренностей инверторов, несколько паспортов.
Адрес администрации сайта: [email protected]
Схема сварочного инвертора: принципиальная электрическая схема аппарата
Схема и схема значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Содержание
- Классификация инверторов
- Схема инвертора для сварки
- Принцип работы схемы аппарата для сварки
- Достоинства и недостатки сварочных аппаратов инверторного типа
- Итог
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
У каждой модели есть схема с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Несмотря на индивидуальные особенности каждой модели и каждой электросхемы, в результате инвертор для сваривания делает шов качественным, надежным и аккуратным, вне зависимости от использованного вида технологий.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Схема инвертора для сварки
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.
Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями. - Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.

Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. - Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной должна быть краткая характеристика всех составляющих элементов.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.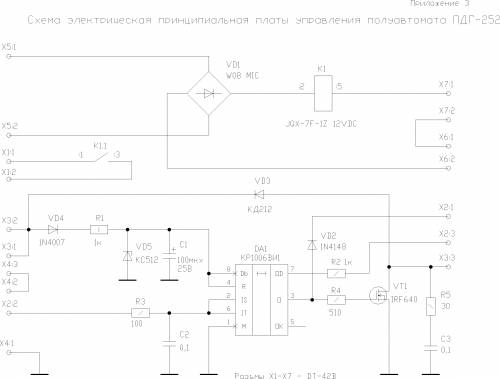
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.

- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. - Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Схема сварочного инвертора – принципиальная схема инверторной сварки
Чтобы обеспечить горение сварочной дуги, используются инверторы. У данных устройств есть определенные преимущества, недостатки, отличительные особенности. Схема сварочного инвертора включает в себя конструкционные элементы, каждый узел выполняет свою операцию.
Принцип работы
Если разобрать сварочный инвертор, можно поближе рассмотреть силовой трансформатор. Он является основным узлом конструкции и отвечает за уровень напряжения. Ток, исходящий от источника, должен быть понижен.
Схема сварочного инвертора
Важно! На плате управления используются конденсаторы, резисторы, отвечающие за проводимость электрического потока.
Чтобы частота находилась на уровне 50 герц, используется стабилизатор. К дополнительным элементам относится выпрямитель тока (отвечает за пульсацию) и дроссель, стабилизирующий выходное напряжение. Устройство работает в цепи постоянного, переменного тока. Когда напряжение выпрямляется, оно подается на дугу и разрешается заниматься сварочными работами.
Сварочные работы
Технические характеристики
При рассмотрении инверторов рекомендуется сосредоточиться на таких характеристиках:
- напряжение от сети,
- допустимый размер электрода,
- напряжение без нагрузки,
- рабочий цикл,
- класс защиты,
- показатель нагревостойкости,
- температура эксплуатации.
Сварочные инверторы
Конструкция инверторного сварочного аппарата
Внутри сварочного инвертора имеется множество элементов, которые взаимодействуют между собой. К основным модулям силового блока приписывают следующее:
- выпрямитель напряжения,
- помеховый фильтр,
- преобразователь (он же инвертор),
- высокочастотный выпрямитель на выходе.
Рассматривая плату управления, на ней используются системы для охлаждения транзисторов, фильтров. У современных инверторов установлен радиатор, выпрямитель и преобразователь. Есть кулер, нацеленный на понижающий трансформатор.
Понижающий трансформатор
Важно! На плате управления может быть один или несколько помеховых фильтров и конденсаторов под них.
Рядом с понижающим трансформатором необходим датчик тока, интегральный стабилизатор. Продвинутые инверторы высокого уровня поставляются с реле мягкого пуска.
Достоинства и недостатки
К сильным сторонам оборудования важно приписать следующее:
- высокая эффективность,
- значительная удельная мощность,
- ассортимент в наличии,
- сфера применения.
Недостатки также всем знакомы, речь идёт о высокой стоимости продукции. Агрегаты не отличаются долгим сроком эксплуатации. Когда электронная плата перегорает, сделать что-либо нереально.
Электронная плата
Проблема кроется в незащищенности корпуса. На рабочем месте, как правило, большое количество пыли и грязи. Всё это оседает на внутренних элементах конструкции и происходит сбой.
На рабочем месте, как правило, большое количество пыли и грязи. Всё это оседает на внутренних элементах конструкции и происходит сбой.
Правильное назначение
Сварочные аппараты подходят для продуктивной работы в домашних условиях, а также в мастерских. Разнообразие функций в устройствах делает их разносторонними. Стандартные сварочные инверторы обеспечивают постоянный ток сварки, поэтому считаются универсальными агрегатами. Они подходят для сварки и резки чёрных, цветных металлов.
Полуавтоматика отличается тонким и ровным швом, практически не оставляет после себя следов. Плазморез востребован в промышленной сфере, годится для профессиональных работ. Резка металла происходит на высокой скорости. Допускаются различные типы заготовок.
Плазморезы
Интересно! Плазморезы годятся для длинных разрезов, к примеру, бронзы либо алюминия.
Аппараты аргонно-дуговой сварки считаются более подходящими для цветных металлов. Обеспечивается значительная глубина проварки и практически нет ограничений. Модели точечной сварки также могут называться споттерами, применимы на металлообрабатывающих предприятиях. Точечные аппараты подходят для резки крупных изделий.
Модели точечной сварки также могут называться споттерами, применимы на металлообрабатывающих предприятиях. Точечные аппараты подходят для резки крупных изделий.
Аппараты аргонно-дуговой сварки
Как правильно использовать
Чтобы приступить к сварочным работам, необходимо подготовить установку.
Основные этапы:
- размещение инвертора,
- проверка заземления,
- уборка лишних предметов,
- подключение к электросети,
- подсоединение удлинителя,
- использование генераторов,
- установка сварочных кабелей,
- настройка.
Чтобы агрегат работал должным образом, с учётом выбранного металла, производится регулировка частоты напряжения. Важно подобрать соответствующий электрод (минимальный диаметр 3 мм). Когда с подготовкой покончено, осуществляется розжиг дуги. Необходимо несколько раз стукнуть по металлу, важно контролировать положение электрода.
Положение электрода
Совет! Во время сварки электрод передвигается вдоль линии разреза.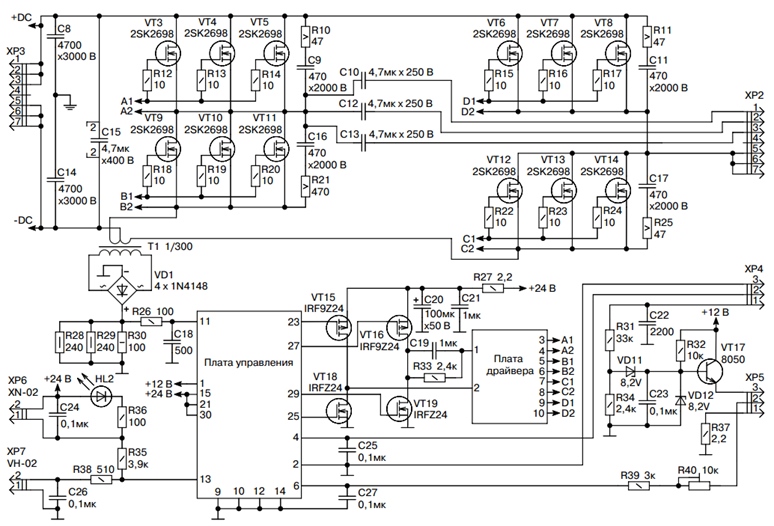
Действовать разрешается под прямым или небольшим углом (не более 60 градусов). В труднодоступных местах работают другие правила. Электродом разрешается сваривать углом вперёд либо назад. Надо контролировать уровень прогрева металла.
Схемы сварочного аппарата
При рассмотрении сварочного оборудования изучается электрическая и принципиальная схема. Если обратиться к понятиям, заметно, что они несут разные посылы. Учитывается информативность и модель построения. Электросхема представляет собой документ, который сообщает о важных частях оборудования. Основная задача — показать путь прохождения электрической энергии по оборудованию.
Электросхема
Компоненты взаимодействуют между собой и на схеме можно это проследить. Используются специальные обозначения для каждого отдельного компонента. При составлении электрических схем учитывается структура, а также функциональность.
Важно! Все стандарты прописаны в ГОСТе 2.702-75.
Принципиальная схема также относится к электрическому типу, однако имеет другие задачи. Документ представляет собой чертеж, на котором также отображены компоненты агрегата.
Документ представляет собой чертеж, на котором также отображены компоненты агрегата.
Разница заключается в том, что в принципиальной электрической схеме отображаются электромагнитные связи. По факту, они выглядят не такими детальными, как функциональные электрические схемы.
Если посмотреть на чертеж, отображаются лишь основные узлы.
Принципиальная схема
Электрическая
Стандартная электрическая схема инверторного сварочного аппарата включает в себя мощные транзисторы с частотой 50 Герц. Они действуют в цепи постоянного тока. Подача энергии происходит на выпрямитель для обеспечения стабильного выходного напряжения.
Выпрямитель на схеме
Важная информация! Чтобы частота не прыгала, используется диодный мост. Элемент работает на пару с фильтрующим конденсатором.
Мосты отличаются по мощности и вырабатывают высокую температуру. С целью их охлаждения применяются вентиляторы, радиаторы. Для фильтрующих конденсаторов необходим предохранитель, который убережет компонент в случае замыкания цепи.
Замыкания цепи
Также на схеме обозначен электромагнитный фильтр, который отвечает за совместимость тока. Напряжение подаётся от выпрямителя, представленный блок отвечает за высокочастотные помехи. В случае с трансформаторами проблема является актуальной. Есть схемы аппарата, включающие два мощных транзистора, которые применяются с отдельными радиаторами.
Трансформатор установлен высокой частоты, он обеспечивает быстрое преобразование напряжения. Его коммутация происходит на обмотке, поэтому максимальное напряжение в устройствах подобного плана доходит до 340 вольт. Чтобы при большом напряжении создать низкий уровень тока, необходима первичная обмотка. У инверторов параметр составляет 120 ампер.
Коммутация на обмотке
Интересно! Быстродействующие диоды, которые установлены с катодом, можно только предполагать о связи с выпрямителями.
По конструкции элементы просты, способны включаться по команде. Они отвечают за открытие и закрытие моста. Основная функция опять же связана с защитой агрегата. Сразу после подключения цепи к источнику питания по схеме задействуются конденсаторы. Они начинают заряжаться, уровень тока возрастает до максимума. Основная нагрузка подаётся на мосты, поэтому уровень заряда ограничивается.
Основная функция опять же связана с защитой агрегата. Сразу после подключения цепи к источнику питания по схеме задействуются конденсаторы. Они начинают заряжаться, уровень тока возрастает до максимума. Основная нагрузка подаётся на мосты, поэтому уровень заряда ограничивается.
Конденсаторы на схеме
Принципиальная
Принципиальная схема выстроена таким образом, что напряжение идёт от выпрямителя к инвертору и подается на трансформатор. Далее ток проходит через вторичный выпрямитель, выходит через дроссель непосредственно к электроду.
Вторичный выпрямитель
Плюс ко всему, от вторичного выпрямителя ток поступает по принципиальной схеме на блок обратной связи. Он взаимосвязан с блоком управления. От блока обратной связи сигнал может поступить непосредственно на инвертор.
Выше рассмотрена электрическая, принципиальная схема сварочного инвертора. Изучен принцип работы, особенности моделей. При оценке агрегатов учитываются технические характеристики, достоинства, недостатки, назначение и сфера использования.
Источник: https://rusenergetics.ru/instrumenty/skhema-svarochnogo-invertora
Схема сварочного инвертора: принципиальная электрическая схема аппарата
Схема сварочного трансформатора и схема сварочного инвертора значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема сварочного инвертора с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
- Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
- Изготовители регулярно изменяют принципиальные электрические схемы сварочных инверторов для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
- Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Схема инвертора для сварки
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором.
Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями. - Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание.
Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь. - Силовая часть с однотактным конвертором.
В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной схемы сварочного инвертора должна быть краткая характеристика всех составляющих элементов.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.

- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.
- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор.
Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие. - Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу. Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Источник: https://tutsvarka.ru/oborudovanie/shema-svarochnogo-invertora
Схема инверторного сварочного аппарата
Современные схемотехнические решения и элементная полупроводниковая база позволили уйти от устаревших и тяжёлых трансформаторных выпрямителей.
В наши дни используется преобразование сетевого напряжения по несколько иному принципу.
Образцом такого решения служат схемы сварочных инверторов, преимуществами которых являются как небольшой вес, так и отсутствие нагрузок на электрические сети общего пользования.
Электрические схемы, основанные на использовании современной полупроводниковой электроники, открыли широкие возможности для совмещения инновационных принципов с высокими потребительскими качествами.
Виды сварочных аппаратов
Технологические возможности нашего века характерны использованием новых решений не только в военно-космической сфере, но и в бытовом применении инженерных, прогрессивных принципов.
Этот процесс находит отражение и в технологии производства оборудования для сварочных работ. Стали возможными операции по соединению сплавов металлов и разнородных составов в единое целое.
Для этого предназначены различные схемы сварочных инверторов, которые необходимы для выполнения определённых функций, а именно:
- для электродуговой сварки покрытыми электродами необходимы инверторы ММА, которые обеспечивают высокий КПД, при малом потреблении и невысоком весе оборудования;
- аппараты ММА+TIG, которые обеспечивают отличные показатели работы тугоплавкими электродами в среде инертных газов;
- агрегаты с полуавтоматической подачей сварочной проволоки (MMA+MIG) в среду защитных или активных газов в сварочной ванночке;
- оборудование для импульсной, точечной сварки для осуществления кузовного и прочего ремонта.
- сварочные преобразователи для резки металлов различного принципа действия.
Учитывая возможности этого спектра устройств, можно вести работы в среде разных газов и сваривать разнообразные металлы и сплавы с высоким качеством конечного изделия. При этом питающее напряжение может быть от 160 до270 В, а сварочный ток достигает значений 250 А, что не исключает применения электродов до 5 мм в диаметре.
С использованием электросхем инверторного типа становится достижимым сочетание небольшого веса и мощного импульсного сварочного тока.
Эти параметры позволяют соединять тонкостенные листы, разнородные сплавы, оцинкованную и нержавеющую сталь в среде инертных газов, а также использовать точечную сварку для кузовного ремонта. Оборудование типа TIG и MAG/MIG нужно дополнить еврорукавами для подачи газа и сварочной проволоки, и приобрести баллоны с газом и редукторы для регулировки давления. Такое оборудование открывает широкие возможности по сварке разнообразных металлов.
Важно подбирать оборудование в соответствии с вашими потребностями, чтобы не переплачивать за аппаратуру, которая в дальнейшем может не понадобиться, и убедиться в наличии центров гарантийного ремонта сварочных инверторов и обслуживания.
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В.
Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки.
Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов.
Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Отличия схемотехнических решений разных видов инверторов
Инверторные аппараты кроме принципиальной электрической схемы обладают рядом преимуществ в конструктивной реализации, которые позволяют использовать функции форсированного розжига дуги.
Также существуют схемы антизалипания электродов, осцилляторы, которые обеспечивают устойчивое горение дуги в среде защитных газов. Есть и схемы задержки подачи защитного газа и тока сварки, именно они и дают возможность осуществлять работу в среде инертного облака, препятствующего окислению заготовок.
Подача сварочной проволоки имеет свои особенности, где регулирование скорости и задержка движения определяется схемотехническими решениями.
Отличие от стандартных решений ММА заключается, в первую очередь, наличием системы подведения инертных газов в зону сварочного шва. Это касается системы сварки методами TIG и MIG/MAG, которые обеспечивают подачу защитного или активного газа в зону плавления металлов. Здесь выходные импульсные напряжения при крутопадающей частотной характеристике имеют свои особенности, связанные с наличием газовой среды с защитными физическими свойствами.
Поэтому сварка в таких условиях имеет свои отличия от стандартной схемы, а именно:
- в аппаратуре TIG и MIG/MAG присутствует схема задержки сварочного тока относительно подачи защитного газа;
- для обеспечения работы аргонодугового метода (TIG) аппаратура снабжается специальными разъёмами для подачи газа, а горелка имеет устройство крепления для вольфрамового электрода;
- в полуавтоматических инверторах присутствует устройство протяжки сварочной проволоки с регулируемой скоростью, для этой цели используют еврорукав, через который подаётся газ и проволока в зону сварочного шва.
Широкие возможности аппаратурной регулировки параметров импульсного напряжения, позволяют сваривать сплавы титана и алюминия, тонкостенную легированную и нержавеющую сталь. Прочность соединения различных материалов обеспечивается правильным подбором параметров тока и состава сварочной проволоки, а также грамотным выбором состава газовой смеси.
Возможные неисправности и способы их устранения
Даже надёжные электронные компоненты могут иногда выходить из строя, поломки случаются при неправильной эксплуатации сварочных инверторов.
Эти ситуации могут происходить по причине недостаточного охлаждения силовых элементов при высокой температуре окружающего воздуха, а также при работе в условиях запылённой или слишком влажной атмосферы.
Пыль, осаждаясь на радиаторах, препятствует эффективному отводу тепла, поэтому одним из требований производителя, является периодическая очистка аппарата. В условиях повышенной влажности могут возникать утечки, которые также могут привести к неисправности.
Начинать поиск неисправности следует с простейших причин, поскольку в схемах современных сварочных инверторов присутствует многоуровневая защита от перегрева и короткого замыкания. Необходимо ознакомиться с инструкцией по эксплуатации прибора, где чётко указаны пределы внешнего питающего напряжения и длительность работы при максимальном значении сварочного тока. Также указывается диаметр электрода, и даются советы по использованию газовых смесей в определённых пропорциях.
Основными причинами плохой или неустойчивой работы схемы инвертора могут быть следующие причины:
- слишком низкое или высокое напряжение в электрической сети, обычно инвертор работоспособен от 170 до 250 В;
- малое сечение или большая длина сетевого провода, жилы должны быть сечением не менее 2,5 мм2, а длина не превышать 30 метров;
- штатный сварочный кабель не должен быть длиннее 3 м, а сечение от 35 до 50 мм2;
- необходимо убедиться в бесперебойной работе вентилятора, иначе может произойти выход из строя силовых полупроводниковых элементов схемы инвертора;
- плохой контакт одного или обоих кабелей.
Если причина неработоспособности инверторного аппарата заключается в подгорании контактов или транзисторов схемы, то лучше не предпринимать самостоятельных действий. Дело в том, что видимая неисправность, может повести за собой выход из строя других элементов схемы аппарата, которые можно обнаружить только с помощью соответствующего оборудования.
Важно проводить сложный ремонт в гарантийных и специализированных мастерских, чтобы избежать последствий и затрат, связанных с неквалифицированным вмешательством.
Итог
Мы рассмотрели принципиальную схему сварочного инвертора, знание которой убережёт вас от основных ошибок при эксплуатации сложной аппаратуры.
Современные схемные решения сделали возможным создание лёгких и мощных сварочных аппаратов с широкими возможностями и высоким классом защиты.
Но не следует забывать о правилах техники безопасности при выполнении сварочных работ, а также использовать спецодежду.
Источник: https://electrod.biz/apparat/shema-invertornogo-svarochnogo-apparata.html
Элементы электрической схемы сварочных инверторов
Аналогичную аппаратуру все чаще покупают домашние мастера для выполнения специфических работ в гараже или на даче. Схема инверторного сварочного аппарата без баллонов сложнее, но сам он намного компактнее устаревшего трансформатора, а о весе и говорить не приходится — некоторые модели удобно располагаются на плече и не мешают проведению работ.
Современная аппаратура инверторного типа — это изделия, отличающиеся широким набором функциональных возможностей, потому что при их производстве использовались передовые технологии. Начинающие сварщики быстро становятся асами в проведении подобных работ на даче или в частном доме, потому что инвертор довольно прост в эксплуатации.
Виды источников тока
Импульсный преобразователь считается основным элементом электросхемы сварочных инверторов, потому что способен активно вырабатывать высокочастотные токи. Такое преимущество во время эксплуатации аппаратуры позволяет сварщику легко возбуждать дугу и поддерживать ее устойчивое горение.
Все источники сварочного тока имеют идентичную конструкцию и схема сварки у них одинаковая, разница только в каких вольт-амперных характеристиках переключает режимы аппарат. Производители аналогичных изделий выпускают универсальные модели, пригодные к разным видам сварочных работ:
Достоинства полуавтоматических аппаратов
- Малый вес — для любителей всего 5—6 кг.
- Дополнительные функции.
- Плавная регулировка напряжения.
- Хорошая внутренняя вентиляция, благодаря интегрирующему устройству.
- Точное настраивание тока, зависящее от материала соединяемых конструкций.
Инверторы имеют высокий КПД независимо от производителя.
Схемы сварочных аппаратов для полуавтоматической сварки интересны только специалистам, так как изобилуют техническими обозначениями понятными узкому контингенту.
Инверторы для плазменно-дуговой резки
Такие устройства отличаются небольшими размерами и потребляют немного электрической энергии, с их помощью производится соединение или резка черных, а также цветных металлов. Плазменный инвертор обладает большой многофункциональностью, поэтому используется на разных производствах:
- термическая обработка любых металлов;
- пайка, сварка или резка черных и цветных металлов;
- промышленное воронение стали;
- для разрезания керамической плитки, стеклянных заготовок, бетона и т. п.
К недостаткам можно отнести только высокую стоимость аналогичного оборудования.
Электрическая схема и ее нюансы
Важной деталью схемы инвертора для сварки является диодный мост, который преобразовывает поступающий переменный ток в его постоянный аналог, при этом происходит сильный нагрев, поэтому в схеме установлен предохранитель, отключающий подачу тока при нагреве выше 900C.
Для сглаживания возникших импульсов стоит фильтр-выпрямитель, в котором присутствуют электролитические конденсаторы.
Для предотвращения перегрева диодов в цепи устанавливаются радиаторы охлаждения. Помехи высокой частоты могут проникнуть в общую электросеть, для исключения этого перед выпрямителем стоит фильтр, в конструкции которого используются дроссель и конденсаторы.
В результате нескольких преобразований и благодаря понижающему трансформатору на выход подается постоянный ток, имеющий силу, достаточную для выполнения намеченных сварочных работы.
Принцип работы, краткое описание
Схема сварочного инвертора разных моделей имеет чисто индивидуальные особенности, но принципиальная основа работы — неизменная. Ток, подающийся вовнутрь изделия, подвергается нескольким изменениям:
- Выпрямление.
- Сглаживание амплитуды возникающих импульсов.
- Преобразование после прохождения выпрямителя.
- Понижается напряжения и увеличение сила тока до 250 А.
- Вторичное изменение на постоянный ток, подающийся на выход изделия.
Электронные составляющие инвертора выдают не только улучшенные характеристики, но и оригинальные функции, помогающие новичкам быстрее освоить премудрости сварки.
К дополнительным функциям относятся:
- Hotstart — сила тока многократно повышается при образовании дуги.
- Антизалипание — сведено к минимуму прилипание электрода к свариваемой конструкции.
- Arcforce — чтобы исключить затухание дуги, подается добавочная сила тока.
Конструкция
Примерная базовая схема:
- Выпрямитель низкой частоты.
- Инвертор.
- Трансформатор.
- Выпрямитель тока высокочастотный.
- Ответвление цепи с пониженным сопротивлением (шунт).
- Блок электронного управления.
Аналогичные изделия отличаются конструкцией, но в основе заложено применение высокочастотных импульсных преобразователей.
Диод на выходе и характеристика его работы
При самостоятельной сборке пользователи устанавливают трансформаторы, у которых вторичная обмотка с такими параметрами: сечение медной проволоки 0,3 мм, а ширина конструкции до 40 мм, поэтому диоды на выходе обеспечивают его выпрямление. Рабочий цикл устройства осуществляется при токах высокой частоты, но с такими нагрузками справляются только быстродействующие диоды, так как восстановление происходит за 50 наносекунд.
Универсальность
Каждый производитель моделей сварочных инверторов заботится об увеличении надежности во время длительной эксплуатации, при условии соблюдения мер безопасности при работе с оригинальными изделиями. Обязательно в конструкции присутствует блок контроля повышения температуры, который защищает инвертор от перегревания и регулирует функционирование системы охлаждения.
В электросхеме изделия встроен трансформатор, имеющий биметаллические термодатчики с заданной температурой срабатывания не выше 75 градусов. Радиатор охлаждения имеет собственный интегральный датчик, который следит за повышением температуры и отключат подачу тока при ее недопустимом повышении.
Как сделать инвертор?
Для сборки аналогичного изделия надо знать, что схемы инверторов сварки рассчитаны на потребление напряжения 220 V с силой тока 32 А. После проведения преобразований внутри инвертора, на выходе получается около 250 ампер, что достаточно для создания прочного сварного шва.
Чтобы собрать конструкцию, нужны такие составляющие:
- Трансформатор с ферритовым сердечником.
- Первичная и три варианта вторичной обмотки.
Надо приобрести и такие компоненты:
- провода с медными жилами;
- стеклоткань, чтобы обеспечить надежную изоляцию обмоток;
- небольшой лист текстолита с печатными платами;
- сталь для электротехнических работ;
- хлопчатобумажную ткань.
После закупки всего необходимого смело приступайте к сборке изделия по схеме, которую легко найти в интернете.
Защитные элементы
В общую электрическую цепь специально встроены элементы, которые исключают возникновение негативных факторов нормальной работы сложного электронного устройства.
От воздействия высоких температур транзисторы защищают демпфирующие цепи с обозначением латинскими литерами RC.
Ко всем элементам, функционирующим при больших нагрузках, подключены термодатчики, отключающие ток во время повышения температуры до критического значения.
Для управления всеми элементами электрической цепи установлен широтно-импульсный модулятор, получающий сигналы от системы электронного управления изделием. Далее, сигналы от него поступают на:
- полевой транзистор;
- трансформатор с двумя обмотками на выходе;
- силовые диоды;
- транзисторы, расположенные в инверторном блоке.
Вырабатывает аналогичные сигналы операционный усилитель, потому что на вход подается сформированный в изделии постоянный ток с высокими показателями силы. Кроме этого, устройство принимает сигналы от контуров защиты, установленных в цепи. Такие предосторожности необходимы, чтобы быстро отключить подачу электрического питания во время критической ситуации.
Выводы
Инвертор — сложное электронное устройство, но простое в использовании, его подключают к электрической цепи с напряжением 220 V и без опасения проводить сварочные работы. Такие изделия пользуются повышенным спросом у домашних мастеров, потому что для надежного соединения металлических конструкций не требуется специальных навыков сварщика, а нужны только осторожность и аккуратность.
Источник: https://svarka.guru/oborudovanie/vidy-apparatov/skhema-invertora.html
Принципиальные электрические схемы сварочных инверторов
Инвертор Интерскол ISA 209 9.4
Инвертор EUROLUX IWM 190
Инвертор BestWeld Globus 210
Инвертора SD-MASTER Technic 200 WELD
Инвертор Радуга 180
Инвертор Дніпро-М САБ-250
Инвертор REDVERG RDMMA 220 K
Инвертор ETALON WMM 250
Инвертора DEFORT DWI-200N
Инвертор BRIMA ARC-200
Инвертор KEDR MMA 200
Инвертор FOXWELD MASTER 202
Инвертор PATRIOT MAXWELDER DC 180C
Инвертор FORSAZH 200
Инвертор Ресанта САИ 140
Инвертор PROFHELPER PRESTIGE 210A
Инвертор ELITECH IS 200 M
Инвертор BESTWELD TIGER 210
Инвертор KEDR MMA 220 F
Инвертор PROTON 180
Источник: https://trigenn. ru/skachat-sxemy-invertorov/
мма%20сварка%20машина%20контур%20схема техпаспорт и примечания по применению
Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
D-32758
шаг 81 мм
2012 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 — LM3661TL-1.25
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
94/9/ЕС
КЕМА97ATEX2521U
КЕМА97ATEX2521U
КЕМА97
ЛМ3661ТЛ-1,25
2011 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2011 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
81/3/180F
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
81/6/180F
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
81/4/180F
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
08/2F
2011 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2011 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2011 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
81/8/180F
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
81/12/180F
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
81/16/180F
2008 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
19.08П
2011 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2013 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2013 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
5-РЗ/12В
2011 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2013 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
2013 – Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
5-РЗ/14В
2010 — Недоступно
Резюме: нет абстрактного текста
Текст: Нет доступного текста файла
Оригинал
Предыдущий
1
2
3
…
23
24
25
Next
КОНСТРУКЦИЯ И КОНСТРУКЦИЯ АППАРАТА ДЛЯ ОДНОФАЗНОЙ ДУГОВОЙ СВАРКИ ТИПА 3 КВА, 50 ГЦ
КОНСТРУКЦИЯ АППАРАТА ДЛЯ ОДНОФАЗНОЙ ДУГОВОЙ СВАРКИ ТИПА ИНВЕРТОРА 3 КВА, 50 ГЦ
International Journal of Scientific & Engineering Research, Volume 6, выпуск 5, май 2015 г. 931
ISSN 2229-5518
Конструкция инвертора Тип
3 кВА, 50 Гц, однофазная дуговая сварка
Станок
Инж. Овбиагеле У; инж. Obaitan B
Abstract: Сварка служит множеству целей в разных областях.
Изготовление машин и оборудования, сварка трубопроводов и коллекторов, сварка конструкций, морская сварка и декоративная сварка являются примерами сварки, которые имеют место в бизнесе и промышленности. Сварочное оборудование стало одним из наиболее важных инструментов, которым может владеть производитель, поэтому необходимо спроектировать и построить машину для дуговой сварки. В этой статье авторы спроектировали и сконструировали аппарат для однофазной дуговой сварки мощностью 3 кВА, 50 Гц с использованием местных материалов. Для решения проблемы веса и габаритов обычного аппарата для дуговой сварки также была разработана инверторная схема. Инвертор обеспечивает гораздо более высокую частоту, чем 50 Гц или 60 Гц для трансформатора, используемого при сварке. Аппарат электродуговой сварки местного производства, способный выдерживать 150 А, при испытании на изоляцию, коротком замыкании и обрыве цепи для определения рабочих характеристик был очень удовлетворительным.
Ключевые слова: дуговая сварка, изготовление оборудования, инвертор, трансформатор.
—————————— ——————————
Сварка — это метод соединения металлов, при котором тепло и/или давление воздействуют на область контакта между двумя компонентами ; присадочный металл может быть добавлен в соединение в зависимости от процесса сварки [1].
Существует множество видов сварки, включая дуговую сварку, контактную сварку, газовую сварку и другие. Особое внимание будет уделено дуговой сварке, поскольку это наиболее распространенный вид сварки, а также основная цель этой конструкции. При дуговой сварке электрическая дуга возникает между основным металлом и электродом. Тепло дуги расплавляет основной металл и сварочный материал с получением металла шва для соединения элементов конструкции [2].
Оборудование, которое выполняет сварочные операции под наблюдением и контролем оператора сварки, называется сварочным аппаратом. Чтобы решить проблему веса и габаритов обычного аппарата для дуговой сварки, необходимо разработать инвертор. Инвертор обеспечивает гораздо более высокую частоту, чем питание 50 Гц или 60 Гц для трансформатора, используемого при сварке. Таким образом, трансформатор гораздо меньшей массы используется для обеспечения гораздо большей выходной мощности. Выбор рабочей частоты выше человеческого слуха снижает шум сварки, производимый обычным аппаратом для дуговой сварки [1]. Выбор частоты 20 кГц для дуговой сварочной машины инверторного типа был определен, чтобы удовлетворить вышеуказанные ожидания. Управление питанием трансформатора на высокой частоте регулирует выходной сварочный ток. Преобразователь частоты обеспечивает это питание. Переключатель мощности IGBT (биполярный транзистор с изолированным затвором) или MOSFET используется в конструкции инвертора из-за его высокого переключения.
Цепь управления, используемая для управления выходным сварочным током, предназначена для управления выключателем питания на высокой частоте. Силовой ключ на биполярном транзисторе с изолированным затвором более эффективен и менее подвержен отказам, чем силовой ключ на МОП-транзисторах.
Вес и размер трансформатора обычного аппарата для дуговой сварки так же велики, как и шум при сварке.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 932
ISSN 2229-5518
Целью и задачей данной работы является разработка и изготовление аппарата дуговой сварки, работающего от
48В постоянного тока с переменной частотой. Это снижает вес, размер и уровень шума трансформатора, используемого для сварки.
Иметь более эффективный аппарат для дуговой сварки, обеспечивающий аккуратную сварку.
Важность этого проекта заключается в том, что он направлен на создание экономичного, прочного, портативного и мобильного аппарата для дуговой сварки.
Сварочный источник питания трансформаторного типа преобразует электроэнергию высокого напряжения и слабого тока из электросети в сильноточный и низковольтный (обычно от 17 до 45 вольт и от 55 до 590 ампер). Выпрямитель используется для преобразования переменного тока в постоянный для получения на выходе постоянного тока. Перемещение магнитного шунта в сердечник трансформатора и из него помогает изменять выходной ток. Последовательный реактор на вторичной обмотке управляет выходным напряжением от набора отводов на вторичной обмотке трансформатора. Этот тип источника питания является наименее дорогим, но громоздким. Именно низкочастотные трансформаторы должны иметь максимально высокую намагничивающую проводимость, чтобы избежать расточительных шунтирующих токов. Трансформатор также может иметь значительную проводимость утечки для защиты от короткого замыкания в случае прилипания сварочного стержня к рабочей силе. Индуктивность рассеяния может изменяться, поэтому оператор может установить выходной ток [3].
С появлением мощных полупроводников, таких как полевой транзистор с изолированным затвором (IGFET), также известный как MOSFET (полевой транзистор на основе оксида металла и полупроводника), стало возможным создание импульсного источника питания, способного выдерживает высокие нагрузки дуговой сварки. Эти конструкции известны как инверторные сварочные аппараты. Сеть переменного тока сначала выпрямляется до постоянного тока; затем переключатель мощности постоянного тока (инвертировать) в понижающий трансформатор на высокой частоте для получения желаемого сварочного напряжения или тока. Частота переключения обычно составляет от 20 кГц до 100 кГц. Высокая частота переключения значительно уменьшает объем понижающего трансформатора. Масса магнитных компонентов (трансформатора и проводников) быстро уменьшается по мере увеличения рабочей (переключаемой) частоты. Циркуляционный преобразователь также может обеспечивать такие функции, как регулирование мощности и защита от перегрузок. Этот тип сварочных аппаратов (на основе инвертора) более эффективен и обеспечивает лучший контроль переменных функциональных параметров, чем обычные сварочные аппараты. Микроконтроллер управляет IGBT или IGFT в машине на основе инвертора, поэтому электрические характеристики мощности сварки можно изменять с помощью программного обеспечения [4].
Наш подход к этому проекту реализуется посредством проектирования и строительства входной подсистемы, блока управления и выходной подсистемы. Сварка металла происходит при соединении блока управления и выходной подсистемы через свариваемый токопроводящий объектив. Сварка – это процесс соединения двух или более одинаковых или разнородных материалов с применением или без применения тепла и/или давления с использованием или без использования присадочного материала.
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 933
ISSN 2229-5518
При проектировании мы начали с общей системы и приступили к разделению ее на системы. Удобным инструментом, используемым на этом этапе, является блок-схема, показанная на рис. 1. Блок-схема изображает иерархию того, как подсхемы инвертора
будут взаимодействовать и взаимодействовать друг с другом. Аппаратный прототип был реализован или реализован на экспериментальной макетной плате. Это было достигнуто за счет реализации инверторного входа
в подсистему вывода. Они были тщательно выполнены в соответствии с блок-схемой проекта и окончательной принципиальной схемой.
Системная блок-схема проекта инверторного аппарата для дуговой сварки показана на рис. 1.
Буфер генератора
Усилитель мощности
Трансформатор
O/P
Источник питания
Обратная связь
Система представляет собой гибкий источник питания, выполненный в виде источника тока, соответствующий блок-схеме, показанной на рис.1, который состоит из следующих этапов.
для переключения источника постоянного тока. Выходной сигнал каскада генератора усиливается с помощью транзистора (9013). Этот усиленный сигнал запускает оксид металла. полевой транзистор с Vгс большим пороговым напряжением. Частота, на которой работает схема, определяется каскадом генератора.
Сварочные трансформаторы рассчитаны на характер сварочных работ. Для сварочного аппарата инверторного типа трансформатор имеет небольшие размеры и меньший вес по сравнению с обычным сварочным аппаратом. В аппарате дуговой сварки для сварки используется электрический разряд. Этот разряд известен как дуга.
Напряжение, необходимое для поддержания дуги, определяется формулой
В = C + DL [5]. ……………………………. …………………………………………. …………………………………………. … (1) Где; C = от 15 до 20 вольт
D = от 2 до 3 вольт
L = длина дуги в мм и ее значение составляет от 2 до 4 мм Дуга поддерживается при напряжении примерно от 24 до 30 вольт. Спецификация конструкции
Выходное напряжение = 25 В переменного тока
Выходной ток = 80 А Входное напряжение = 48 В постоянного тока
Номинальная мощность трансформатора = 3 кВА K = 0,45
F = 50 Гц
BM = 1,2 Тл 106 А/м2
Коэффициент площади Kw = 0,3
Вольт на виток
Vt = K кВА [6] ……………………… …………………………………………. ………….. (2)
Для прямоугольной волны,
Расчет площади сердечника, Ai
Vt = 0,45 3 = 0,78
Vt = 4,44fBm Ai [6] ………………….. …………………………………………. ……………………… …………………. …….. (3)
A1 =
0,78
4,44 x 50 x 1,2
= 0,0029,28 м2 или 29,28 см2
IJSER © 2015 http://www.ijser.org
International Journal научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 935
ISSN 2229-5518
Общая площадь железа Ag =
Ai
0,9
3 ……………………….. …………………………………………. ……………………………….. (4)
29,28 = 32,53 см2
0,9
0,9 в качестве коэффициента суммирования.
Ширина центрального плеча = 2 x ширина бокового плеча
= 2 x a…………………………… …………………………………………. …………………………………………. …………….. (5) Глубина ядра, b = 2,5 х ширина центрального отростка = 2,5 х 2а = 5а
Ag = b х 2а = 5а х 2а = 10а2………………………………… ……………………………………….. .. …………………….. (6)
Следовательно, 10 a2 = 32,53
Так как a = 1,80
a = 32,53 = 1,80 см
10
b = 5 x 1,80 = 9 см
Глубина сердцевины, b = высота ярма для типа оболочки, Hy
Глубина ярма Dy = ширина бокового плеча = 1,80 см
Aw =
кВА
2,22 x f x В х А х К х j х 10−3
[7] ……………………………………………… ………………………………………. (7)
Aw =
3
2,22 x 50 x 1,2 x 2,928 x 10-3 x 0,3 x 3,2 x 106 x 10-3
Aw = 8,01 x 10-3 м2 или 80,1 см2
Aw = высота окна (Hw) x ширина окна (Ww )
HW = 3
WW
HW = 3 Ww
Aw =
3Ww
= w 2
[6] …………………….. …………………………………………. …………………………………………. ( 8)
IJSER © 2015 http://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г.
3
Отсюда Hw = 3 x 5,2 = 15,6 см
Общая высота H = Hw + 2 ………………………….. …………………………………………. ……………………………….. (9)
= 15,6 + (2 x 1,80) = 19,2 см
Общая ширина W = (2 x Ww ) + (4 x a) …………………. …………………………………………. …………………….. (10)
= (2 x 5,2) + (4 x 1,80) = 17,6 см
Обмотка
V1
Витки первичной обмотки Т1 =
Вт
……………………………………… …………………………………………. ……………. (11)
48 = 62
0,78
Общее количество витков на первичной обмотке 124 (с центральным отводом)
Ток первичной обмотки
I1 =
Мощность ………………………………………… …………………………………………. …… (12)
V1
= 3000
48
= 62,5 A
Принимая ток 3,2 A/мм2 для первичной обмотки, площадь проводника
a1 =
62,5
3,2
= 29,0434 мм вычислить диаметр проводника,
a1 =πr =
πd2
4
. ………………………….. …………………………………………. …………………………………………. (13)
Где a1 = площадь первичного проводника, d = проводник
d = (4 x 40)
3,142
=4,996 мм
Витки вторичной обмотки T2 =
В2 …………… …………………………………………. ……………………………….. (14)
Вт
IJSER © 2015 http ://www.ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 937
ISSN 2229-5518
T2 =
25
0,78
= 32
При расчете числа витков вторичной обмотки выбирается допуск 5%, чтобы компенсировать падение напряжения в обмотке.
Поэтому
T = 32 + 5
+ 32 = 34
2 100
Ток вторичной обмотки
I2 =
…………. Мощность …………………………………………. ……. ………………….. (15)
V2
= 3000
25
= 120 А
Принимая ток 3,2 А/мм2 для вторичной обмотки, площадь проводника
а = 120
= 40 мм2
2 3,2
Диаметр проводника 9 а 2 =πr =
πd2
4
………………………………… ………………………… (16)
Где a2 = площадь вторичного провода, d = проводник
d = (4 x 120)
3,142
= 12,4 мм
RT (R8 + R9) и C1, подключенные к контактам 6 и 7 микросхемы SG3524 соответственно, определяют частоту колебаний. Используя приведенное ниже уравнение, мы определяем значение неизвестного параметра.
f = 1,18
C1CT
[8] ………………………………… …………………………………………. ………………………………………. (17)
Предположим, что C1 = 0,1 x 10-6 Ф и требуемая частота f = 50 Гц
Следовательно,
f = 1,18
0,1 x 10-6 x 50
= 236 кОм
IC SG3524 используется в секции колебаний этого инвертора. Эта микросхема используется для генерации частоты 50 Гц, необходимой для подачи переменного тока инвертором. Чтобы запустить этот процесс, питание от батареи подается на вывод 15 SG3524 через NPN-транзистор (TIP41). D3 у основания Q3, как показано на рис.2. Используется для регулирования напряжения питания микросхемы SG3524. Вывод 8 соединен с минусовой клеммой аккумулятора. Выводы 6 и 7 микросхемы являются выводами секции колебаний. Частота, создаваемая микросхемой, зависит от емкости конденсатора и резистора, подключенных к этим контактам. Конденсатор (0,1 мкФ) подключен к выводу 7. Этот конденсатор определяет выходную частоту 50 Гц микросхемы. Контакт 6 — это штифт временного сопротивления. Сопротивление на этом выводе составляет
IJSER © 2015 http://www.ijser.org
International Journal of Scientific & Engineering Research, Volume 6, Issue 5, May-2015 938
ISSN 2229-5518
постоянная частоты генератора. Предустановленный переменный резистор (20К) подключается к земле с вывода 6 микросхемы. Эта предустановка используется для того, чтобы значение выходной частоты можно было отрегулировать до постоянных 50 Гц. Фиксированная
сопротивление 220К включено последовательно с переменным резистором, как показано на рис.3. по соотношению:
F = 1,30
C1CT
[9]. …………………………………………. …………………………………………. …………………………… (18)
Где F – частота в кГц, RT – полное сопротивление на выводе 6, а CT — общая емкость на выводе 7. Следовательно, для получения частоты 50 Гц
Учитывая CT = 0,1 мкФ
F = 1,30·
50 x (0,1 X 10−6 )
= 260 кОм
Следовательно, RT необходимо варьировать на 100K, чтобы получить частоту 50 Гц. В нашей конструкции мы использовали постоянный резистор на 200К и переменный резистор на 100К.
Сигналы, генерируемые в секции генератора ИС, поступают на секцию триггера ИС. Эта секция преобразует входящие сигналы в сигналы с изменяющейся полярностью. В этом сигнале изменение полярности означает, что когда первый сигнал положительный, второй будет равен нулю, а когда первый сигнал станет равным нулю, второй будет положительным. Следовательно, для достижения частоты 50 Гц этот процесс чаще всего повторяется каждые 50 раз в секунду, т. е. внутри триггерной секции микросхемы генерируется пульсирующий сигнал с частотой 50 Гц.
Этот переменный сигнал частотой 50 Гц имеет выход на контактах 11 и 14 микросхемы.
Этот пульсирующий сигнал может также называться управляющим сигналом MOS. Этот управляющий сигнал MOS на контактах 11 и
14 составляет от 4,6 до 5,4 В.
Напряжение на этих контактах должно быть одинаковым, поскольку любое изменение напряжения на этих контактах может повредить полевой МОП-транзистор
на выходе.
Поскольку опорное напряжение для усилителя ошибки (вывод 2) установлено равным 2,5 В с помощью делителя напряжения. Следовательно, напряжение, подаваемое на контакт 1, составляет 2,5 В.
Использование делителя напряжения:
Предположим, что R4 = 4700,
Vpin 1 = Vref x
R 4
R 4 + R 3
. ……………….. …………………………………………. …………………………………………. ..(19)
Vpin 1 = 2,5 v
2,5 = 5 x
4700
4700 + R 3
R3 = 4700 или 4,7 K
IJSER International © 2015 http://www.ijser.org
4 Научные и инженерные исследования, том 6, выпуск 5, май 2015 г. 939
ISSN 2229-5518
Vpin 2 = Vout x
R s
R s + R 5
…………………….. …………………………………………. ………………………………………. (20)
RS = R6 + R7, обратите внимание, что Vout — положительное значение, которое в нашем проекте равно 14,5 В. Требуемое напряжение на контакте 2 равно 2,5 В
Предположим, что R5 = 100 K;
Rs =
Vpin2 x Rs
………………………………… …………………………………………. ………………………………………(21)
Vout
+ VPIN2
R S =
2,5 x 100 000
14,5 — 2,5
= 20,833Kω
Принимая пресетовую r6, а затем R7 = 0,83 K 9047 VPIN 15 = VBIN 3 — V -IN3 — VBIN 3 — V -IN3 = VBIN. 13 – 0,7 = 12,3 В
После проектирования и изготовления были проведены испытания на обрыв и короткое замыкание. Также была проведена физическая обработка машины.
Щипцы электрододержателя плотно захватывают электрод в различных рабочих положениях; следовательно, на ключе не было замечено эффекта дуги. Производство дуги с электродом разного калибра было очень удовлетворительным для металлургических заводов.
Он обладает хорошими характеристиками и высокой эксплуатационной эффективностью, и испытания показали, что конструкция отвечает ожидаемым требованиям по сравнению с обычным аппаратом для дуговой сварки.
В данной работе успешно представлены конструкция и конструкция инверторного типа 3кВА, 50 Гц, однофазной дуговой сварочной машины.
Успешное завершение этой работы предоставит возможности трудоустройства и повысит уровень жизни большинства людей в странах третьего мира, таких как Нигерия. Это также уменьшит зависимость стран третьего мира от импортных товаров.
V1 = первичное напряжение V2 = вторичное напряжение Vt = число оборотов на вольт
ISSN 2229-5518
I1 = первичный ток
I2 = вторичный ток
F = частота (Гц)
U1
D4 D6
+ 48V
D7 D5
PC 123
4.7 KΩ R1
U2 D3
13V
TIP41
Q3
100 KΩ
R6
20 KΩ
1KΩ
R5
4.7 KΩ
R7
R3
4.7 KΩ
1
2
3 R4 4
5
16
15
14
13 R2
12
330Ω
10 KΩ
D1
R10
T1
9012
Q2
6
R9100K 200 KΩ
R8 7
C1 8
0.1µF
11
10 10 KΩ
9 R14
10 KΩ
R11
D2
9012
Q2
T2
0.1µF
C2 R13
R12
47 KΩ
C3
10 кОм
1 мкФ, 50 В
IJSER © 2015 http://www. ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 941
ISSN 2229-5518
R17
Q4 1KΩ
T2 T1
R24
1KΩ
Q11
Q5
Q6
Q7
Q8
Q9
Q10
R18
1KΩ
R19
1KΩ
R20
1KΩ
R21
1 кОм
R22 48 В
1 кОм
R23
R25
1 кОм
R26
1 кОм
R27
1 кОм
R109
R109
R18
1KΩ
R29
1KΩ
R30
Q12
Q13
Q14
Q15
Q16
Q17
1KΩ D8
D9 1KΩ
a
N1
A2 A1
Primary
Electrode/Holde
N2
U2 U1
Среднее
Работа
IJSER © 2015 http://www. ijser.org
Международный журнал научных и инженерных исследований, том 6, выпуск 5, май 2015 г. 942
ISSN 2229-5518
[1] А. Александр, Р. Бонарт и Э. Виткрафт, Р., Основы сварки, резки, пайки, пайки и наплавки металлов , Лондон: John Deere Publishing, стр. 234-256, 2000.
[2] A. Althouse, K. Bowditch, & Turnquist, Modern Welding . Лондон: Goodheart-Wilcox Company, Inc., стр. 456-461, 2004 г.
[3] М.Г. Скажем, Производительность и конструкция машины переменного тока , Лондон: Pitman, стр. 176-19.8,
1978
[4] Б. А. Эзекойе, «Характеристика и производительность твердотельного инвертора и его применение в фотогальванике
», Тихоокеанский журнал науки и техники, том 8, нет. 1, стр. 68-72, май 2007 г.
[5] Э. Линколин, Справочник по процедурам дуговой сварки, (14-е издание), Нью-Джерси: Prentice Hall Inc., стр.
1-6, 1994 г.
[6] К. М. Мурти Вишну, Компьютерное проектирование электрических машин , Султан Базар: принтеры Adithya Art, стр. 95-134, 2008.
[7] Б.Л. Терая и А.К. Theraja, Electrical Technology (24-е издание), New Delhi: S.Chand and Company
Ltd, стр. 1122-1146, 2005.
[8] R..L. Бойлестад и Л. Нашельский, Устройства силовой электроники и теория цепей, (6-е издание), New
Delhi: Prentice Hall, pp.415-468.1996.
[9] М. Рашид, Силовая электроника, схемы, устройства и приложения (4-е издание), Нью-Дели: Prentice
Hall, стр. 378-388, 2013 г.
Авторы: инж. Овбиагеле У, инж. Obaitan B Департамент электротехники/электроники Политехнический институт Auchi, Auchi
Эл. сварочный аппарат mma-200 Производитель и поставщик Цена на условиях FOB составляет 35,0-62,0 долларов США за комплект
электронный сварочный аппарат topwell, инверторный дуговой сварочный аппарат 200A, портативный
Почему стоит выбрать sonscn?
Product Description
1.Picture
2. Detail picture
3.Product specification
1 . Инверторная технология IGBT: Внедрение передовой инверторной технологии, которая характеризуется сверхмощным сварочным аппаратом с меньшими размерами и меньшим весом (4,5 кг), но также гарантирует его высокую Коэффициент использования мощности.
2. Легкий и удобный: дизайн с учетом портативности и использования на открытом воздухе, ручка (или плечевой ремень) сверху позволяет носить устройство повсюду. Это идеальные машины, подходящие для небольших строительных работ, обивки. промышленность, большая высота, работа в полевых условиях, ремонт и домашний мастер.
3. Горячий старт: Обеспечивает легкое и идеальное зажигание дуги.
4. Охлаждение вентилятором: двойной вентилятор минимизирует всасывание частиц, улучшает рабочий цикл
, производительность сварки и продлевает срок службы.
5. Защита от перегрузки: идеальная функция самозащиты в случаях перенапряжения,
низкого напряжения, перегрузки по току, перегрева; безопасно и надежно.
6. Подходит для всех видов основных сварочных электродов, включая кислотность, щелочность и целлюлозу
электрод с покрытием.
7. Suit for carbon steel,stainless,alloy steels and other require
4. Technical parameter
| Parameters | ARC200 | Output Ток | 30-200 А |
| Входное напряжение | 220 В (1 фаза), 50/60 Гц | Duty cycle | 60% |
| Input current | 30A | Welding rod | 1.5-4mm |
| No-load voltage | 80V | Подходящая плата | 1,5-11 мм |
| EIFFCITICE | 85%.81 Protection class | IP21 | |
| Input power | 5kw | Weight | 4kg |
| Output voltage | 27V | Dimensions( см) | 31x13x20 |
Упаковка и доставка
984 90
1. Картонная/цветная коробка Упаковка | 2. Plastic tool box packing | ||||||||||||||||||||||||||||||||||||||
Box size | 36. | Tool box size | 43x15x37cm | ||||||||||||||||||||||||||||||||||||
Размер коробки | 38x33x31 см |
Стандартные принадлежности: 1. Разъем 2. Держатель электрода с кабелем. 3. Зажим заземления с кабелем.
Дополнительные аксессуары: 1. 2. Сварочная маска 3. Пластиковый ящик для инструментов Информация о компании 7. Рабочий магазин Существует 5 мастерских. При изготовлении машины , t компоненты вставляются в доски машиной, все доски производственного цеха сварщиков, сборочного цеха, цеха покраски и испытательного цеха. Каждая машина проходит 5 этапов проверки перед поставкой.
8.Exhibition Every year we attend twice Canton Fair , You can see all of наша машина на ярмарке и проверьте качество продукции. Мы очень рады, что вы посетили наш завод после ярмарки. Давайте поговорим с глазу на глаз. . A: Город Юнкан, Чжэцзян, Китай.
В: Какой у вас сертификат?
В: Сколько времени займет запрос образцов? В: Каково ваше время выполнения заказа для массовых продуктов, таких как 5000 единиц на единицу? В: Каковы ваши условия оплаты?
A: Наши рынки по всему миру в каждом уголке, у нас есть 8 лет опыта во внешней торговле. Q: Какова ваша основная линейка продуктов? A: В основном мы производим инверторные дуговые сварщики, сварочные аппараты TIG, сварочные аппараты MIG Стартер перемычек и ИБП. и т. д.
В: Как мы сохраняем наши цены конкурентоспособными? Q: Вы фабрика или торговая компания?
В: Какова ваша гарантия? Дизайн интерьера. Машины и оборудование — Элементы дизайна | Электрические символы, электрические схемы | Символы механического чертежаНачертить собственные схемы заводов для хранения, производства, распределения, отгрузки, транспортировки и получения произведенной продукции всегда проще с помощью специального программного обеспечения, которое может сделать ваши схемы очень сложными и профессиональными, даже если у вас нет большого опыта в создании таких блок-схем. С помощью библиотеки машин и оборудования, доступной для вашего использования прямо сейчас, вы можете сделать невероятно выглядящую умную и структурированную диаграмму, используя элементы дизайна. Как создать электрическую схему? Это очень легко! Все, что вам нужно, это мощное программное обеспечение. Решение для машиностроения — доступны 8 библиотек с 602 часто используемыми символами для чертежей в машиностроении, включая библиотеки под названием «Подшипники» с 59 элементами роликовых и шарикоподшипников, валов, шестерен, крюков, пружин, шпинделей и шпонок; Определение размеров и допусков с 45 элементами; Гидроэнергетическое оборудование, содержащее 113 элементов двигателей, насосов, воздушных компрессоров, счетчиков, цилиндров, приводов и датчиков; Гидравлические силовые клапаны, содержащие 93 элемента пневматических и гидравлических клапанов (распределители, клапаны управления потоком, клапаны регулирования давления) и клапаны электрогидравлические и электропневматические; а также многие другие сложные символы и шаблоны для вашего использования. Это решение расширяет программное обеспечение для черчения ConceptDraw DIAGRAM.9 (или более позднюю версию) образцами символов для механических чертежей, шаблонами и библиотеками элементов дизайна для помощи при составлении чертежей машиностроения или деталей, сборки, пневматики, Уточняющий символ — это графика или текст, добавляемые к основному контуру логического символа устройства для описания физических или логических характеристик устройства. 26 библиотек электротехнического решения ConceptDraw DIAGRAM делают ваши электрические схемы простыми, эффективными и действенными. Вы можете просто и быстро перетаскивать готовые к использованию объекты из библиотек в свой документ для создания электрической схемы. Изобретенные в 1904 году Джоном Амброузом Флемингом электронные лампы были основным компонентом электроники на протяжении всей первой половины двадцатого века, когда распространились радио, телевидение, радары, звукоусиление, звукозапись и воспроизведение, большие телефонные сети, аналоговые и цифровые компьютеры и управление промышленными процессами. Электростанция – промышленный объект для выработки электроэнергии. Большинство электростанций содержат один или несколько генераторов, вращающихся машин, преобразующих механическую энергию в электрическую. Относительное движение между магнитным полем и проводником создает электрический ток. 26 библиотек решения по электротехнике ConceptDraw DIAGRAM делают ваши электрические схемы простыми, эффективными и действенными. Вы можете просто и быстро перетаскивать готовые к использованию объекты из библиотек в свой документ для создания электрической схемы. Термопара представляет собой электрическое устройство, состоящее из двух разных проводников, образующих электрические соединения при разных температурах. Термопара создает зависящее от температуры напряжение в результате термоэлектрического эффекта, и это напряжение можно интерпретировать как измерение температуры. 26 библиотек решения по электротехнике ConceptDraw DIAGRAM делают ваши электрические схемы простыми, эффективными и действенными. Вы можете просто и быстро перетаскивать готовые к использованию объекты из библиотек в свой документ для создания электрической схемы. ConceptDraw DIAGRAM — лучшее программное обеспечение для построения диаграмм и векторной графики. Теперь, дополненный решением для машиностроения из инженерной области ConceptDraw Solution Park, он стал идеальным для создания: технических механических чертежей, машиностроительных схем, пневматических схем, гидравлических схем и т. д. «Гидравлический контур — это система, состоящая из взаимосвязанного набора дискретных компонентов, которые транспортируют жидкость. Схема гидравлической цепи Используемые решения Инжиниринг Машиностроение Найдите наши более 100 примеров и 25 шаблонов для разработки диаграмм, а также 1493 векторных трафарета из 49библиотеки, чтобы начать использовать программное обеспечение для проектирования строительных чертежей. Вы также можете использовать символы из библиотеки Plumbing, создавая планы сантехники с помощью всего 21 объекта, необходимого для такого рода схем, и вы обнаружите, что ConceptDraw DIAGRAM — единственное достаточно хорошее программное обеспечение для вашего бизнеса. Инструмент для рисования инфографики в стиле Metro Map. Образец карты лондонского метро. Этот пример инженерного чертежа, показывающий использование гидрораспределителя с плавающим двигателем и насосом с компенсацией давления, переработан с использованием программного обеспечения для построения диаграмм и векторного рисования ConceptDraw PRO из файла Wikimedia Commons: DCV 17.jpg. Схема гидравлического оборудования Используемые решения Инжиниринг Машиностроение Дизайн интерьера описывает группу различных, но связанных между собой проектов, которые включают превращение внутреннего пространства в «эффективную среду для целого ряда человеческих действий», которые должны там происходить. План этажа показывает вид сверху на отношения между комнатами, помещениями и другими физическими элементами на одном уровне строения. На нем удобно демонстрировать идеи дизайна интерьера. Работая дизайнером интерьеров, подразумевающим, что акцент делается на функциональном дизайне, эффективном использовании пространства и планировании, выполнении проектов, включающих такие процессы, как организация базовой планировки помещений в каком-либо здании, вы можете найти программа для рисования дизайна интерьера ConceptDraw DIAGRAM. «Распределители направления являются одной из основных частей гидравлического и пневматического оборудования. Они позволяют жидкости течь по разным путям из одного или нескольких источников. Обычно они состоят из золотника внутри цилиндра, который управляется механически или электрически. … Движение золотника ограничивает или разрешает поток, таким образом, он контролирует поток жидкости». [Распределитель направления. Википедия] Схема гидравлического оборудования Используемые решения Инжиниринг Машиностроение Библиотека векторных трафаретов «Сантехника» содержит 31 условный знак элементов сантехники и сантехники. Используйте его для создания планов сантехники и трубопроводов, схематических диаграмм, чертежей систем удаления сточных вод, систем горячего и холодного водоснабжения в программном обеспечении для построения диаграмм и векторного рисования ConceptDraw PRO, расширенном с помощью решения Plumbing and Piping Plans из области Building Plans решения ConceptDraw. Парк. котел, плоские кончики котел, изогнутые концы котел, угловые концы Нагрев/охлаждающая катушка Насос Насос Радитор (Plan 4 Radiator PLAN 4 FANTAR , SEPECTER . Излучающая панель (план), двойная Нагреватель/охладитель, горизонтальный Нагреватель/охладитель, вниз Излучающая панель (лицевая сторона) Бак, открытый Бак, закрытый Поверхность воды Pipe coils Pipe coils, fins Pipe coils, break Pipe coils, break, fins Sink unit Basin Toilet Bath Basin (side) Toilet (side) Ванна (сбоку) Вид с торца Стиральная машина Насадка для душа Вешалка для полотенец Используемые решения Строительные планы Plumbing and Piping Plans Решение Plumbing and Piping Plans расширяет программное обеспечение ConceptDraw DIAGRAM. Библиотека векторных трафаретов «Беспроводные сети» содержит 82 пиктограммы для рисования схем беспроводных компьютерных сетей и планов размещения оборудования. Здание 1 Здание 4 Покрытие (синий) Беспроводное соединение Сетевое облако WI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI-FI- Компьютер Ноутбук Сервер Беспроводное сетевое хранилище Маршрутизатор Беспроводной маршрутизатор Коммутатор Беспроводная точка доступа Концентратор 1U 2U Hub Switch 1U Server 2U Server 3U Server 4U Server Точка доступа на открытом воздухе Доступ к внутренним доступу Outdoor Wi-Fi-точка доступа Доступ к внутреннему доступу Outdoor Wi-Fi Point Доступ к внутренним доступу Outdoor Wi-Fi Point Access Point Outdoor Wi-Fi Point Access Point Outdoor Wi-Fi Point 2222. Наружный узел доступа Наружный узел доступа Базовая станция Сотовый телефон Наружный узел Mesh Сервер Active Directory Smart WLAN Controller Smart WLAN Controller Smart Wi-Fi Point Внутренний Wi-Fi Point Брандмауэр Странное покрытие (желтый) Странное покрытие 222222. Node (O-Shaped) 2222224 . Используемые решения Компьютер и сети Беспроводные сети Библиотека векторных трафаретов «Выключатели и реле» содержит 58 условных обозначений электрических контактов, выключателей, реле, автоматических выключателей, селекторов, разъемов, разъединителей, коммутационных цепей, регуляторов тока и термостатов для электрических устройств. Символы переключателей и реле Используемые решения Инжиниринг Электротехника Библиотека векторных трафаретов Сигнализация и контроль доступа содержит 80 символов цифрового бесконтактного оборудования, замочной аппаратуры и оборудования контроля доступа. Символы сигнализации и контроля доступа Используемые решения Строительные планы Планы безопасности и доступа принципиальная схема инверторного сварочного аппарата, принципиальная схема инверторного сварочного аппарата Производители в LuLuSoSo.
О 20 результаты для схема инверторный сварочный аппарат Главная Вы ищетеСхема инверторного сварочного аппарата
принципиальная схема инверторного сварочного аппаратаПохожие запросы » Copyright © 2011-2013 LuLuSoSo.com Inc. Все права защищены. Карта сайта Thermadyne D.C Inverter 160 принципиальная схема или любая другая информация
| |||||||||||||||||||||||||||||||||||||
