Электрическая схема токарного станка: Ремонт, устройство и схема токарного станка – СамЭлектрик.ру
Содержание
Паспорт, Характеристики, Схема, Руководство, Чертежи
Для обеспечения высокой надежности в работе и обслуживания электрооборудования токарного станка 16К20 специалистами средней квалификации вся релейно — контакторная аппаратура и другие электроаппараты имеют простую конструкцию и испытаны многолетней эксплуатацией в различных условиях. Электроаппаратура (за исключением нескольких аппаратов) смонтирована в шкафу управления, расположенном с задней стороны станка. Электрооборудование станка предназначено для подключения к трехфазной сети переменного тока с глухо заземленным или изолированным нейтральным проводом.
Основные параметры электрооборудования
Потребляемая мощность, кВт — 11
Напряжение сети, В — 380
Напряжение в цепи управления, В — 110
Напряжение в цепи местного освещения, В — 24
Частота, герц — 50
Токарно-винторезный станок 16К20
Токарно-винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т. п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
п. Отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм. Однако бывают станки 16К20 без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57.
Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр D обрабатываемой заготовки (детали) или высота Центров над станиной (равная 0,5 D), наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Ряд наибольших диаметров обработки для токарно-винторезных станков имеет вид: D = 100, 125, 160, 200, 250, 320, 400, 500, 630, 800, 1000, 1250, 1600, 2000 и далее до 4000 мм. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Выпускаемые станки при одном и том же значении D могут иметь различные значения L. По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
По массе токарные станки делятся на легкие — до 500 кг (D = 100 — 200 мм), средние — до 4 т (D = 250 — 500 мм), крупные — до 15 т (D = 630 — 1250 мм) и тяжелые — до 400 т (D = 1600 — 4000 мм). Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
Расположение органов управления токарным станком 16К20Т1. Пульт управления
Пульт управления токарным станком 16К20Т1
Перечень органов управления токарным станком 16К20Т1. Пульт управления
- Кнопка «Смазка направляющих станины»
- Кнопка «Толчок шпинделя»
- Лампа «Наличие напряжения»
- Выключатель минимального расцепителя вводного автомата
- Механическая блокировка выключателя минимального расцепителя вводного автомата
- Рукоятка вводного автомата
- Сигнальная лампа контроля смазки АКС
Технические характеристики станка 16К20
Технические характеристики станка 16К20 это основной показатель пригодности станка к выполнению определенных работ. Для токарно-винторезных станков основными характеристиками является:
Для токарно-винторезных станков основными характеристиками является:
- наибольший диаметр D обрабатываемой заготовки (детали)
- наибольшая растояние между центрами РМЦ
- наибольшая длинна обрабатываемой детали
- число оборотов шпинделя в минуту
Ниже приводится таблица с техническими характеристиками токарно-винторезного станка 16К20. Более подробно технические характеристики токарно-винторезного станка можно посмотреть в паспорте станка 16К20
| Величины | ||
| Класс точности | Н | |
| Наибольший диаметр обрабатываемой заготовки над станиной | мм | 400 |
| Наибольший диаметр точения над поперечным суппортом | мм | 220 |
| Наибольший диаметр обрабатываемого прутка | мм | 50 |
| Наибольшая длинна обрабатываемого изделия | мм | 710, 1000, 1400, 2000 |
| Предел числа оборотов шпинделя | об/мин | 12,5-1600 |
| Пределы подач | ||
| — продольных | мм/об | 0,05-2,8 |
| — поперечных | мм/об | 0,025-1,4 |
| Наибольшее усилие допускаемое механизмом подач на упоре | ||
| — продольное | кгс | 800 |
| — поперечное | кгс | 460 |
| Наибольшее усилие допускаемое механизмом подач на резце | ||
| — продольное | кгс | 600 |
| — поперечное | кгс | 360 |
| Мощность электродвигателя главного движения | кВт | 11 |
| Габариты станка (Длинна) | ||
| — длинна | мм | 2505, 2795, 3195, 3795 |
| — ширина | мм | 1190 |
| — высота | мм | 1500 |
| Масса станка | кг | 2835, 3005, 3225, 3685 |
Спецификация электрооборудования
- Р – Указатель нагрузки Э38022 на номинальный ток 20 А
- F1 – Выключатель автоматический АЕ-2043-12, 1PОO, расцепитель 32 А, с катушкой независимого расцепителя 110 В, 50 Гц, отсечка 12 (Ag—9,489 г)
- F2 – Автомат АЕ-20-33-10
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель
- F5 – ТРН-40 – реле тепловое
- F6, F7 – ТРН-10 – реле тепловое
- Н1 – устройство предохранительное светосигнальное УПС-3
- Н2 – НКСО1Х100/П00-09 – лампа накаливания С24-25.

- Н3 – КМ24-90 – коммутаторная лампа накаливания
- К1 – ПАЕ-312 – магнитный пускатель
- К2 – ПМЕ-012 – магнитный пускатель
- КЗ – РВП72-3121-00У4 – реле времени пневматическое (Лимит работы электромотора главного движения без нагрузки)
- К4 – РПК-1—111 – пускатель двигателя
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта)
- М3 – электронасос типа ПА-22 (подача эмульсии)
- М4 – 4А80А4УЗ – асинхронный электродвигатель
- S1 – ВПК-4240 – выключатель путевой (Дверца распределительного устройства)
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1)
- S3 и S4 – ПКЕ-622-2 – пост управления кнопочный
- S5 – МП-1203 – микровыключатель
- S6 – ВПК-2111 – концевой выключатель нажимной
- S7 – ПЕ-011 – поворотный переключатель управления
- S8 – ВПК-2010 выключатель путевой нажимной
- Т – ТБСЗ-0,16 – трансформатор однофазный понижающий
Паспорт токарно-винторезного станка 16К20
Данное руководство по эксплуатации «Паспорт токарно-винторезного станка 16К20» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20.
Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16К20.
Содержание
- Введение
- Расспаковка и транспортирование станка
- Снятие антикоррозионых покрытий
- Установка станка
- Подготовка станка к пуску
- Смазка станка
- Электрооборудование станка
- Пневмооборудование станка
- Органы управления
- Пуск станка и некоторые условия эксплуатации
- Указание по использованию и установке патронов и люнетов
- Механика станка
- Краткое описание основных узлов и их регулирование
- Кинематическая схема станка
- Схема расположения подшибников
- Характерные возможные неисправности.
- Ремонт.
- Указания о проведении контроля точности
- Паспорт станка
- Приложения
Скачать паспорт токарно-винторезного станка 16К20 в хорошем качестве можно по ссылкам расположенным ниже:
Устройство токарного станка
Классический токарный станок производства СССР состоит из частей, показанных на чертеже:
Устройство токарного станка – вид спереди
На этом рисунке видно далеко не всё, только некоторые части, но этого достаточно для первичного понимания. Части, которые имеют отношение к электрике, выделены.
Части, которые имеют отношение к электрике, выделены.
- 8 – ручка муфты и переключения направления вращения шпинделя. Важно то, что эта ручка воздействует на концевой выключатель нулевого хода – пока он нажат, станок не включится.
- 12 – кнопки Пуск и Стоп для управления главным двигателем.
- 21 – кнопка без фиксации для включения двигателя быстрого хода (ускоренного перемещения каретки).
- 24 – лампа освещения.
- 27 – амперметр прямого включения, для контроля тока главного двигателя.
- 28 – тумблер включения двигателя насоса охлаждающей жидкости (СОЖ).
- 29 – индикатор включения питания.
- 30 – рукоятка включения питания.
Схема токарно-винторезного станка 16К20 электрическая принципиальная
Схема электрическая принципиальная токарно-винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Другой вариант схемы электрической принципиальной токарно винторезного станка 16К20 приведена на следующем рисунке:
Скачать бесплатно этот вариант схемы электрической принципиальной токарно-винторезного станка 16K20 со спецификацией и в отличном качестве можно по ссылке расположенной ниже:
Описание основных узлов токарного станка с ОСУ 16К20Т1
Шпиндельная бабка
Конструкция шпиндельного узла (рис.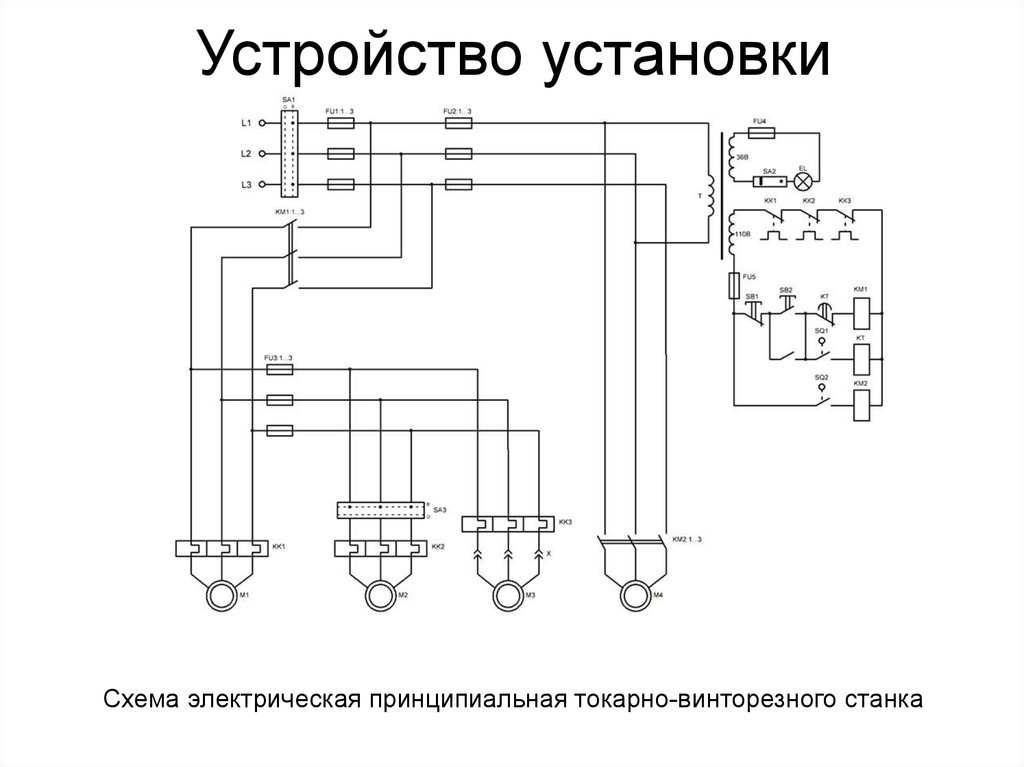 2.6) в значительной мере определяет эксплуатационные показатели станка, т. е. применяемые режимы резания и достигаемые точность и производительность обработки. Поэтому корпус 1 бабки выполнен в виде жесткой чугунной отливки и надежно закреплен на станине. Зубчатые колеса закалены и прошлифованы по профилю зубьев. Наиболее важной деталью шпиндельной бабки является шпиндель 5, непосредственно воспринимающий усилия резания. Передний конец шпинделя имеет фланец, к которому крепится кулачковый патрон. Передней опорой служит двухрядный конический роликовый подшипник 4, а задней — однорядный конический роликовый подшипник 3. Применение в опорах пружин 2, предназначенных для постоянной выборки зазоров в подшипниках, способствует повышению точности и жесткости шпиндельного узла. Подшипники отрегулированы заводом-изготовителем станка, что обеспечивает их эксплуатацию без вмешательства наладчика (кроме случаев ремонта).
2.6) в значительной мере определяет эксплуатационные показатели станка, т. е. применяемые режимы резания и достигаемые точность и производительность обработки. Поэтому корпус 1 бабки выполнен в виде жесткой чугунной отливки и надежно закреплен на станине. Зубчатые колеса закалены и прошлифованы по профилю зубьев. Наиболее важной деталью шпиндельной бабки является шпиндель 5, непосредственно воспринимающий усилия резания. Передний конец шпинделя имеет фланец, к которому крепится кулачковый патрон. Передней опорой служит двухрядный конический роликовый подшипник 4, а задней — однорядный конический роликовый подшипник 3. Применение в опорах пружин 2, предназначенных для постоянной выборки зазоров в подшипниках, способствует повышению точности и жесткости шпиндельного узла. Подшипники отрегулированы заводом-изготовителем станка, что обеспечивает их эксплуатацию без вмешательства наладчика (кроме случаев ремонта).
В шпиндельной бабке предусмотрено переключение вручную трех диапазонов скоростей с соотношением: 1,17:1; 1:2; 1:8, что вместе с 9-ти скоростной коробкой скоростей обеспечивает получение 22-х скоростей шпинделя в диапазонах: 12,5. .200; 50-800; 125-2000 об/мин (по 9 скоростей в каждом диапазоне) при основном исполнении станка с электродвигателем 1460 об/мин).
.200; 50-800; 125-2000 об/мин (по 9 скоростей в каждом диапазоне) при основном исполнении станка с электродвигателем 1460 об/мин).
Шпиндель смонтирован в подшипниках конических двухрядном и однорядном. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации. Установка шпиндельной бабки осью шпинделя по расчетной линии центров станка на станине производится двумя винтами (см. рис.5).
На станке 16К20Т1 без АКС установлена шпиндельная бабка с двумя электромагнитными муфтами, обеспечивающими переключение скоростей с соотношением 1:2 при ручной установке скорости двумя рукоятками, которые перемещают подвижные блоки шестерен. Скорости шпинделя при различном положении рукояток или муфт по функциям М38, М39 см. таблицу.
Привод продольного перемещения суппорта
Привод продольного перемещения суппорта (рис. 2.7) включает в себя шариковую винтовую передачу (диаметр 63 мм, шаг 10 мм), опоры 2 винта, редуктор 1 (передаточное отношение 1:1), электродвигатель 6 постоянного тока и датчик 3 обратной связи, связанный с винтом посредством муфты 4.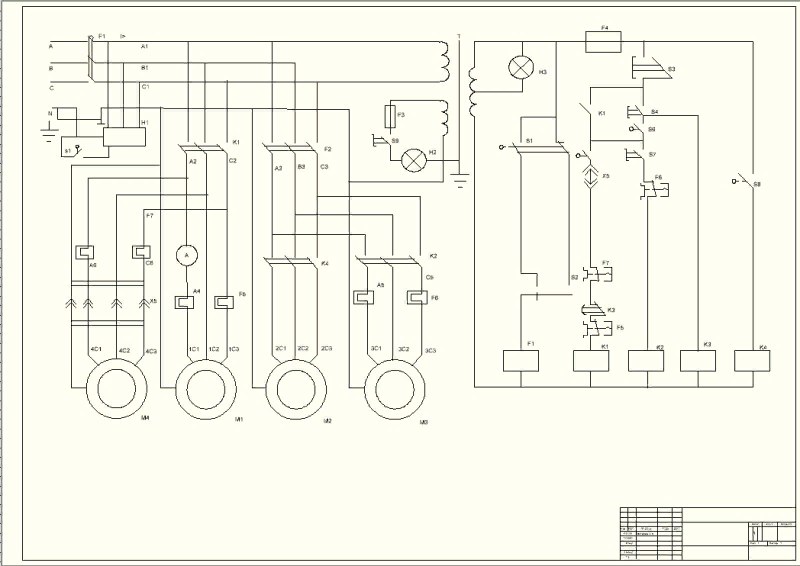
Если станок оснащен частотно-регулируемым асинхронным двигателем, то устанавливают редуктор с передаточным отношением 1:2, а датчик обратной связи встраивают в электродвигатель. Зазор в зубчатом зацеплении редуктора выбирают перемещением переходной плиты 5 (с установленным на ней электродвигателем) относительно корпуса редуктора.
Привод поперечного перемещения суппорта
Привод поперечного перемещения суппорта (рис. 2.8) включает в себя шариковую винтовую передачу (диаметр 40 мм, шаг 5 мм), опоры 1 винта, редуктор 2 (передаточное отношение 1:1), электродвигатель 5 постоянного тока и датчик 4 обратной связи, соединенный с винтом посредством упругой муфты 3. Если станок оснащен частотно-регулируемым асинхронным двигателем, то датчик обратной связи встраивают в электродвигатель. Зазор в зубчатом зацеплении выбирают вертикальным смещением плиты 6 (с установленным на ней электродвигателем).
Шестипозиционная револьверная головка
Шестипозиционную револьверную головку (рис. 2.9) с горизонтальной осью вращения устанавливают на поперечной ползушке. В инструментальной головке крепят шесть резцов-вставок или три инструментальных блока.
2.9) с горизонтальной осью вращения устанавливают на поперечной ползушке. В инструментальной головке крепят шесть резцов-вставок или три инструментальных блока.
Инструментальную съемную головку монтируют на выходном валу 5 и жестко связывают с подвижным элементом 6 плоскозубчатой муфты. Поворот револьверной головки производят следующим образом: от электродвигателя 2 (через червячную передачу) вращение передается на вал 7 кулачковой полумуфты 8, которая жестко связана с валом 5. В начальный момент вращения элементы 3 и 6 плоскозубчатой муфты расцепляются и происходит поворот головки в нужную позицию, что контролируется электрическим датчиком 10. Затем осуществляется реверс электродвигателя, вал 7 кулачковой муфты вращается в противоположную сторону, а подвижный элемент 6 плоскозубчатой муфты (с инструментальной головкой) удерживается от поворота фиксатором, в результате чего элемент 6 фиксируется на зубьях неподвижного элемента 3 плоскозубчатой муфты. Сигнал зажима от конечного выключателя 9 подается на пульт управления, при этом электродвигатель поворота отключается и начинается рабочий цикл обработки. Для ручного поворота и зажима револьверной головки (при наладке станка) на валу 1 предусмотрена шестигранная головка под ключ. Режущий инструмент следует располагать на инструментальной головке по возможности равномерно, чтобы избежать дисбаланса при вращении головки.
Для ручного поворота и зажима револьверной головки (при наладке станка) на валу 1 предусмотрена шестигранная головка под ключ. Режущий инструмент следует располагать на инструментальной головке по возможности равномерно, чтобы избежать дисбаланса при вращении головки.
Задняя бабка
Заднюю бабку (рис. 2.10) крепят на станине с помощью рукоятки 3, эксцентрикового вала 5, планки 8 и системы рычагов. Силу прижима задней бабки к станине регулируют винтами 7 и 2 (при отпущенных контргайках 6 и 1), изменяя положение прижимной планки 8. Пиноль перемещают вручную (с помощью маховика) или используя электромеханический привод 4.
Патрон
Станок оснащен трехкулачковым патроном (рис. 2.11) с электромеханическим приводом зажима обрабатываемой детали.
Кулачки 3 патрона перемещаются в радиальном направлении в результате поступательного движения клина 4, связанного с тягой 5, которая через пакет тарельчатых пружин 6 связана с тягой 7. Последняя соединена винтом-штоком 8 с электромеханической головкой 1, представляющей собой специальный асинхронный электродвигатель, в якорь которого встроена гайка. При вращении якоря винт-шток 8 перемещается в продольном направлении, приводя в движение тягу 7. Чем больше величина перемещения этой тяги, тем больше сила сжатия пакета пружин и, следовательно, усилие зажима патрона. Это усилие можно отрегулировать перемещением бесконтактных путевых переключателей 2.
При вращении якоря винт-шток 8 перемещается в продольном направлении, приводя в движение тягу 7. Чем больше величина перемещения этой тяги, тем больше сила сжатия пакета пружин и, следовательно, усилие зажима патрона. Это усилие можно отрегулировать перемещением бесконтактных путевых переключателей 2.
Смазка станка 16к20т1
В станке применена автоматическая система смазывания шпиндельной бабки. Шестеренный насос всасывает масло из резервуара и подает его через сетчатый фильтр к подшипникам шпинделя и зубчатым колесам. Примерно через минуту после включения главного электродвигателя начинает вращаться диск маслоуказателя. Его постоянное вращение свидетельствует о нормальной работе системы смазывания. Из шпиндельной бабки масло через сетчатый фильтр и магнитный патрон сливается в резервуар. В процессе работы необходимо следить за вращением диска маслоуказателя; при его остановке необходимо отключить станок и очистить фильтр, промыв его элементы в керосине. Фильтр очищают по мере его засорения, но не реже 1 раза в месяц.
Ежедневно перед началом работы проверяют уровень масла по риске маслоуказателя и при необходимости доливают масло.
Смазывание направляющих каретки и станины также осуществляется автоматически от станции С48-12, установленной на основании станка. При включении насоса масло под давлением подается (с помощью шланга) к разветвительной коробке на каретке. Насос включается одновременно с включением станка, а в дальнейшем по команде от реле времени (с интервалом 10..240 мин). При работе насоса зажигается сигнальная лампочка. При необходимости можно дополнительно подать масло нажатием кнопки «Толчок смазки».
Опоры винтовых пар подачи суппорта и шариковую гайку смазывают вручную (через масленку) пластическим смазочным материалом.
Правильное и регулярное смазывание станка имеет важное значение для его нормальной эксплуатации.
Порядок работы станка
Перед началом работы включают станок и проверяют положение и надежность крепления кулачков аварийного ограничения хода на продольной и поперечной линейках, а также положение и надежность крепления задней бабки на станине (в случае ее применения). При обработке в патроне заднюю бабку отводят в крайнее правое положение. С помощью специальных рукояток проверяют легкость перемещения суппорта в продольном и поперечном направлениях. В режиме «Ручное управление» проверяют работу механизмов станка: переключение диапазонов частоты вращения; перемещение суппорта в продоль¬ном и поперечном направлениях на быстром ходу и рабочих по¬дачах; работу аварийных и блокировочных электропереключате¬лей; подачу смазочного материала; вращение шпинделя и др.
При обработке в патроне заднюю бабку отводят в крайнее правое положение. С помощью специальных рукояток проверяют легкость перемещения суппорта в продольном и поперечном направлениях. В режиме «Ручное управление» проверяют работу механизмов станка: переключение диапазонов частоты вращения; перемещение суппорта в продоль¬ном и поперечном направлениях на быстром ходу и рабочих по¬дачах; работу аварийных и блокировочных электропереключате¬лей; подачу смазочного материала; вращение шпинделя и др.
Проверив работу станка в ручном режиме и убедившись в ее правильности, включают автоматический цикл — обход контура на холостом ходу (без установки заготовки).
При нормальной работе станка обрабатывают по УП первую деталь, замеряют ее, с помощью УЧПУ корректируют УП.
Ремонт токарно-винторезного станка 16К20
Ниже приведены ссылки на три альбома посвященные ремонту токарно-винторезного станка 16К20. Эта документация была разработана «Государственным Проектно-Конструкторским и Технологическим Институтом по Модернизации и Автоматизации, Ремонту Металлорежущих Станков и Техническому Обслуживанию Металлообрабатывающего Оборудования с Програмным Управлением» — «ГПКТИ СТАНКОСЕРВИС».
Содержание
- Общее описание станка
- Назначение и краткая техническая характеристика
- Органы управления
- Спецификация основных узлов
- Основные параметры зубчатых колес, червяков, винтов, гаек, реек
- Кинематическая схема
- Спецификация подшипников качения
- Смазка станка
- Карта смазки
- Описание электросхемы
- Схема электрическая принципиальная
- Спецификация электрооборудования станка
- Чертежи узлов станка
- Станина 16К20.010.001; 16К20.011.001; 16К20.012.001; 16К20.016.001
- Бабка шпиндельная 16К20.020.001
- Задняя бабка 16Б20.030.001; 16Б20П.030.001
- Резцедержатель четырехпозиционный 16К20.041.001
- Каретка и суппорт 16К20.040.001 и 16К20.050.001
- Фартук 16Б20П.061.000
- Каробка подач 16Б20П.070.000
- Каробка передач 16К20.080.001
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Альбом 1. Общее описание» в нормальном качестве (70 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 2. Технологическмй процесс капитального ремонта»
- Маршрут прохождения токарно-винторезного станка 16К20 при капитальном ремонте
- Перечень оснастки, применяемой при капитальном ремонте станка
- Маршрутный технологический процесс разборки станка на узлы
- Рекомендации по дефектации и восстановлению деталей
- Марщрутные технологические процессы ремонта деталей
- Требования предъявляемые к качеству сборки станка
- Маршрутный технологический процесс сборки узлов станка
- Маршрутный технологический процесс сборки и отладки станка
- Испытание станка после капитального ремонта
- Протокол проверки станка на жесткость и точность по ГОСТ 18097-72
- Нормы уровня шума и методы испытаний
- Приложения
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Альбом 2.Технологический процесс капитального ремонта» в хорошем качестве (100 страниц) можно по ссылке расположенной ниже:
Содержание «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали»
- Временные нормы расхода сменяемых деталей при ремонте станка 16К20
- Рабочие чертежи сменяемых деталей
Скачать бесплатно «Ремонт токарно-винторезного станка 16К20. Альбом 3. Сменяемые детали» в хорошем качестве (196 страниц) можно по ссылке расположенной ниже:
Описание электрической схемы
Пуск электродвигателя главного привода M1 и гидростанции М4 осуществляется нажатием кнопки S4 (рис. 1), которая замыкает день катушки контактора К1, переводя его на самопитание. Останов электродвигателя главного привода Ml осуществляется нажатием кнопки S3. Управление электродвигателем быстрого перемещения каретки и суппорта М2 осуществляется нажатием толчковой кнопки, встроенной в рукоятку фартука и воздействующей на конечный выключатель S8. Пуск и останов электронасоса охлаждения М3 производятся переключателем S7. Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Пуск и останов электронасоса охлаждения М3 производятся переключателем S7. Работа электронасоса сблокирована с электродвигателем главного привода M1, и включение его возможно только после замыкания контактов пускателя К1.
Для ограничения холостого хода электродвигателя главного привода в схеме имеется реле времени КЗ. В средних (нейтральных) положениях рукояток включения фрикционной муфты главного привода замыкается нормально закрытый контакт конечного выключателя S6 и включается реле времени К3, которое через установленную выдержку времени отключит своим контактом электродвигатель главного привода. Производить перестройку выдержки времени в рабочем состоянии реле категорически запрещается.
Защита электродвигателей главного привода, привода быстрого перемещения каретки и суппорта, электронасоса охлаждения и трансформатора от токов коротких замыканий производится автоматическими выключателями и плавкими предохранителями.
Защита электродвигателей (кроме электродвигателя М2) от длительных перегрузок осуществляется тепловыми реле.
Нулевая защита электросхемы станка, предохраняющая от самопроизвольного включения электропривода при восстановлении подачи электроэнергии после внезапного ее отключения, осуществляется катушками магнитных пускателей.
Схема, паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, руководство по эксплуатации
В этом разделе вы можете скачать руководство по эксплуатации — Паспорт токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ, 16К20 в электронном виде.
В руководсве по эксплуатации токарного станка 1К62Д, 1К62ДГ, 1К625Д, 1К625ДГ отражены:
- Устройство станка 1К62
- Характеристики станка
- Основные узлы
- Кинематическая схема
- Электрическая схема
- Сведения по техническому обслуживанию.
- Фундамент станка.
Размер файла 1,92 мб.
Формат файла djvu.
Кол-во страниц 62.
Характеристики станка 1К62 ->>
.
Аналог токарно-винторезного станка 1К62 ->>
СХЕМА, ПАСПОРТ ТОКАРНОГО СТАНКА 16К20, 16К20П, 16К20Г, 16К25 ПАСПОРТ, РУКОВОДСТВО ПО ЭКСПЛУАТАЦИ (ЗАВОД КРАСНЫЙ ПРОЛЕТАРИЙ)
В этом разделе вы можете скачать руководство по эксплуатации — Паспорт токарного станка 16К20, 16К20П, 16К20Г, 16К25 в электронном виде.
В руководсве по эксплуатации токарного станка 16К20, 16К20П, 16К20Г, 16К25 освещаются вопросы по установке, пуску, использованию, уходу и обслуживанию токарно-винторезных станков моделей 16К20, 16К20П, 16К20Г, 16К25; содержатся сведения о их конструкции, способствующие рациональной работе. Последние три модели выполнены на базе основной модели 16К20 с максимальной унификацией, имеют одинаковые кинематические схемы и унифицированную конструкцию.
16К20 — базовый станок нормальной точности;
16К20П — станок повышенной точности; 16К20Г — станок нормальной точности с выемкой в станине;
16К25 — облегченный станок нормальной точности с увеличенным диаметром обработки.
Различия в технических характеристиках станут ясны из приведенной в руководстве таблицы основных данных станков.
Размер файла 1,8 мб.
Формат файла RAR/djvu.
Для просмотра файла необходима программа DjVu Viewer.
Кол-во страниц 69.
Характеристики станка 16К20 завода «Красный пролетарий» ->>
.
Аналог токарно-винторезного станка 16К20 ->>
Другие статьи по теме:
Устройство токарного станка 16К20
Устройство токарно-винторезного станка модели 1К62
Устройство основных узлов токарно-винторезного станка.
 Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
Фрикционная муфта. Суппорт. Резцедержатель. Задняя бабка.
…
смотреть
все ->
токарный станок%20машина%20электрический%20схема и примечания по применению
| Каталог Технический паспорт | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
центральный токарный станок Реферат: fanuc 31i FANUC fanuc 18i fanuc 0i fanuc manual guide 0i Fanuc cnc fanuc модель fanuc 16i ОБЫЧНЫЙ ФРЕЗЕРНЫЙ СТАНОК | Оригинал | ||
вентилятор 31i Реферат: fanuc 16i fanuc 18i fanuc 0i ОБЫЧНЫЙ ФРЕЗЕРНЫЙ СТАНОК простое сверление с ЧПУ fanuc серии 31i-модель a Fanuc cnc fanuc серии 31i-модель T101 | Оригинал | 16i/18i/21i-МОДЕЛЬ 30i/31i/32i-МОДЕЛЬ LCD15 wi84-5555 МГи-04, фанук 31i фанук 16i фанук 18i фанук 0i ОБЫЧНЫЙ ФРЕЗЕРНЫЙ СТАНОК простое сверление с чпу fanuc серии 31i-модель а ЧПУ Фанук Fanuc серии 31i-модель Т101 | |
1999 — качество Аннотация: токарные станки ТИ-30Х | Оригинал | ТИ-30Х качество токарные станки ТИ-30Х | |
Схема ЧПУ Fanuc Резюме: FANUC PARAMETER C Language Executor СХЕМА ЦЕПЕЙ ЧПУ Лестничная схема серводвигателя переменного тока Fanuc ЧПУ Лестничная схема серводвигателя простая схема лестничного двигателя кабель fanuc FANUC TURN MATE | Оригинал | ||
Кабельный соединитель MIL-STD-1553 Реферат: Разъем MIL-STD-1553 SOURIAU 8972 sn 2509 k Спецификация шпинделя токарного станка SN855 2297K 1458 SN2428 SOURIAU | Оригинал | ДЖВ/ХТН-SN1339 МИЛ-СТД-1553/1760 Кабельный разъем MIL-STD-1553 Разъем MIL-STD-1553 СУРИО 8972 сн 2509 к Спецификация шпинделя токарного станка SN855 2297К 1458 SN2428 СУРИО | |
вентилятор 31i Реферат: ПАРАМЕТРЫ FANUC панель fanuc i СХЕМА ЧПУ fanuc ИМПУЛЬСНЫЙ КОДЕР FANUC Принципиальная схема ЧПУ Fanuc ЧПУ Fanuc серводвигатель с ЧПУ Серводвигатель Fanuc | Оригинал | 31i-повесить 30и-Б 31и-Б5 F30i-B фанук 31i ПАРАМЕТР ФАНУК фанук панель я СХЕМА ЧПУ ИМПУЛЬСНЫЙ КОДЕР fanuc ФАНУК Принципиальная схема ЧПУ Fanuc ЧПУ Фанук серводвигатель с чпу Серводвигатель Fanuc | |
1997 — Недоступно Резюме: нет абстрактного текста | Оригинал | ||
Недоступно Резюме: нет абстрактного текста | OCR-сканирование | ||
2008 — митутойо Аннотация: корпорация sodick NISSEI | Оригинал | 18т125т) 20т120т) 18т100т) 30т50т) 30т100т) Митутойо содик Корпорация НИССЕЙ | |
митутойо Резюме: нет абстрактного текста | OCR-сканирование | ||
зуммер cmb звезда Реферат: зуммер RMB Star зуммер cmb 12 Star зуммер cmb Star micronics Star mmb 01 зуммер cmb TMB-05 зуммер tmb TMB-05 зуммер зуммер RMB | Оригинал | ТМБ-05 МБ-РПД-C12-23) ТМБ-12 МАКС50 jp/eng/products/transduc/tr06 зуммер cmb звезда зуммер юаней звезда зуммер cmb 12 звезд зуммер cmb Star micronics Звезда ммб 01 зуммер ТМБ-05 зуммер тмб Зуммер ТМБ-05 зуммер юаней | |
2008 — электронный балласт для ультрафиолетовой лампы Реферат: на 350х сверлильном станке Х313 | Оригинал | ||
Недоступно Резюме: нет абстрактного текста | OCR-сканирование | ЭЛ2020Д 100 футов, 400 футов | |
КФ0604Д Реферат: KR2025AX KR2040AX KG1025D KB20C02A KC2040AX KT20C08A KC2025AX KT20R16A KB20C06A | OCR-сканирование | KD40C10AX KD40C15AX КД40К25АКС KB20C02A KB40C02A KB20C03A KB40C03A KB20C04A KB40C04A KB20C05A KF0604D КР2025AX КР2040АХ КГ1025Д KC2040AX КТ20С08А KC2025AX КТ20Р16А KB20C06A | |
С3311 Аннотация: C3312 | OCR-сканирование | C3311 C3312 ECS-C3310 0000 МГц — 36 0000 МГц I25TC C3311 C3312 | |
топкон Аннотация: Митутойо Сеймицу Содик Никон | Оригинал | ||
Двигатель шпинделя Fanuc Резюме: кабель fanuc fanuc 31i FANUC Fanuc двигатель fanuc шпиндель fanuc ibz Fanuc двигатель biI fanuc power Серводвигатель Fanuc | Оригинал | Би-01, Шпиндельный двигатель Фанук кабель фанук фанук 31i ФАНУК Мотор Фанук шпиндель фанук фанук ибз Fanuc Motor biI сила фанука Серводвигатель Fanuc | |
2000 — Аллен Брэдли 8601 Реферат: g80 n60 контактор allen bradley c60 RS-274-D Отчет о шпинделе токарного станка по проекту системы парковки с использованием PLC allen bradley 5572 принтер epson m150 SHAFT ENCODER ch 8501 ЗАМЕНА ТРАНЗИСТОРА | Оригинал | UM511A— Аллен Брэдли 8601 г80 н60 контактор allen bradley c60 РС-274-Д Токарный шпиндель отчет о проекте системы парковки с использованием ПЛК Аллен Брэдли 5572 принтер эпсон м150 ВАЛ КОДЕР ch 8501 ЗАМЕНА ТРАНЗИСТОРА | |
1994 — арбитражная схема 8051 Резюме: HC11 8051 pic COP8 EEPROM программа National Semiconductor COP8 замечание по применению | Оригинал | 15-битный RS232 арбитражная схема 8051 HC11 8051 фото Программа COP8 EEPROM национальная полупроводниковая записка по применению COP8 | |
МЭК 60384-14 250 В переменного тока Аннотация: LM3661TL-1. | Оригинал | TMCF28 250 В переменного тока 400 В постоянного тока 500 В постоянного тока МЭК 60384-14 250 В переменного тока ЛМ3661ТЛ-1,25 | |
Д2889 Реферат: THCT2000 da 1191 Преобразователи THCT2000M для автомобилей THCT2000E II11J СЧЕТЧИК THCT2000 | OCR-сканирование | ТХСТ2000М, THCT2000E Д2889. 16-битный THCT2000 Д2889 1191 г. THCT2000M преобразователи для автомобилей THCT2000E II11J СЧЕТЧИК THCT2000 | |
2002 — Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2011 — Максвелл Резюме: даташит BMOD0094 Maxwell PROCESS boostcap | Оригинал | BMOD0094 СН-1728 D-82205 Максвелл даташит ПРОЦЕСС Максвелла бусткап | |
СЧЕТЧИК THCT2000 Реферат: THCT2000 THCT2000E THCT2000M D539THCT200 | OCR-сканирование | ТХСТ2Д00М, THCT2000E 16-битный THCT2000 СЧЕТЧИК THCT2000 THCT2000E THCT2000M Д539 THCT200 | |
Недоступно Резюме: нет абстрактного текста | Оригинал | BMOD0094 СН-1728 D-82205 | |
 25
25 Предыдущий
1
2
3
4
5
6
Следующие
Токарно-револьверный станок 1х418 — Схема электрическая принципиальная | Скачать чертежи, чертежи, блоки Autocad, 3D модели
украинец
Компас
Электрический
904:30
Образовательный
Узнайте, как скачать этот материал
Telegram бот для поиска материалов
Покупка чертежей
Подпишитесь на получение информации о новых материалах:
t. me/alldrawings
vk.com/alldrawings
2 Описание Токарно-револьверный станок 1х418 — электрическая принципиальная схема
Содержание проекта
Чертеж Олега.cdw [ 105 КБ ] |
Дополнительная информация
Чертежи
Чертеж Олега.
