Электрод по алюминию: Сварочные электроды для алюминия – купить по выгодной цене в магазинах «Всё для сварки»
Содержание
какие бывают, их характеристики, особенности выбора и применения
Время на чтение: 2 мин
561
Сварочные электроды по алюминию представляют собой металлические пруты с покрытием. Оно позволяет получить хороший шов и предотвратить коррозию металла.
В тяжёлой промышленности такие стержни встречаются редко потому что они не эффективны при больших масштабах сварки. Однако им быстро нашли применение умелые хозяева.
Угольный электрод – наиболее распространён у сварщиков. Здесь вы узнаете всю необходимую информацию о сварочных расходниках и о том, как изготовить стержни в домашних условиях.
Содержание статьиПоказать
Что вы должны знать о домашней сварке алюминия?
Многие знают, что сварка данного металла-проблематичное занятие. Всему виной-плёнка из оксида алюминия, которая появляется на поверхности металла из-за контакта с кислородом.
Всему виной-плёнка из оксида алюминия, которая появляется на поверхности металла из-за контакта с кислородом.
Она существенно усложняет работу сварщику. Именно для решения этой задачи и существуют электроды по алюминию.
Перед сваркой обязательно очистите материал от грязи и подготовьте его к сварке. Очистка сделает результат вашего труда более качественным, долговечным.
Ещё вам понадобится сварочный аппарат обратной полярности, выдающий постоянный ток. При дуговой сварке алюминия проследите за тем, чтобы сила тока была минимальной.
Мы дадим вам несколько советов для качественной сварки:
- Когда вы варите алюминий с большой толщиной, то перед началом прогрейте место для шва обычной газовой горелкой.
- Удалите со шва весь шлак и полейте его кипящей водой.
- После остывания шва проделайте повторную очистку. Это убережет материал от коррозии в будущем.
Распространённые виды электродов
Кроме угольного стержня есть также не мало других столь же популярных видов электродов. Так что же всё-таки следует применять в домашней сварке алюминия?
Так что же всё-таки следует применять в домашней сварке алюминия?
- Электроды марки ОК. Такие стержни производит компания ESAB. Это видно по фирменной маркировке ОК. Лучше всех себя проявили модели 96.10, 96.20, а также 96.50. Этот сварочный материал хорош не во всём, но с техническим алюминием и его сплавами на основе марганца, справляется отлично. Такие стержни действительно стоящие, хоть и требую особых условий хранения и внимания к срокам годности.
- Электроды марки ОЗА. Из-за того, что в основе таких стержней обычная проволока из можно сделать и дома. Они идеальны при роботе с чистым алюминием или кремниевыми сплавами.
- Электроды марки УАНА. Применение их не слишком широко. Чаще всего такие электроды можно встретить при сварке литейных алюминиевых сплавов. И хоть в домашних условиях ими практически не работают, не упомянуть о них было бы ошибкой.
- Электроды марки ЭВЧ. Данный вид стержней представляет собой вольфрамовые электроды для аргонной сварки.
 Дома сделать такие стержни трудно, но если вам удастся их купить, то обязательно попробуйте их в деле. Сложность работы с ними заключается в том, что зажечь дугу очень сложно, поэтому профессионалы их не любят. Однако если вы овладеете таким мастерством, то и трудности с любыми другими марками вам буду не по чём.
Дома сделать такие стержни трудно, но если вам удастся их купить, то обязательно попробуйте их в деле. Сложность работы с ними заключается в том, что зажечь дугу очень сложно, поэтому профессионалы их не любят. Однако если вы овладеете таким мастерством, то и трудности с любыми другими марками вам буду не по чём.
Пособие по производству
Любой из перечисленных видов стержней — дорогое удовольствие. Можно не тратится и сделать расходный материал самому. Интернет полон видеороликами, в которых демонстрируется процесс изготовления электродов.
Нам тоже хочется поведать вам тайну производства электродов в домашних условиях. Следуйте инструкции:
- Нарежьте из алюминиевой проволоки заготовки. Их диаметр должен быть не больше 4 мм, а длинна примерно 20-25 см. Таких прутиков вполне хватит, вы можете изменить их.
Для верхнего слоя смешиваем измельчённый белый мел с силикатным клеем, он же- «жидкое стекло», до однородной массы. Окунаем в неё прутики. - Важно, чтобы верхний шар был не больше 2 мм.
 Оставляем всё застывать. После высыхания покрытия всё готово к использованию.
Оставляем всё застывать. После высыхания покрытия всё готово к использованию. - Шов с их помощью будет, конечно, далёк от идеала, но вполне подойдёт для какой-нибудь не хитрой работы. Вы можете с недоверием отнестись к этому способу домашнего изготовления стержней, но они правда могут пригодиться в хозяйстве и сберегут ваш бюджет.
Помните, что это не фабричный продукт так что для качественного шва, чтобы сделать хорошую работу, лучше проверьте электрод на ненужном куске металла.
Завершение
Мы посвятили вас во все тонкости ручной сварки и технологию производства самодельных электродов по алюминию.
Попробуйте сделать такие стержни дома и расскажите в комментариях, что у вас получилось, это поможет и другим энтузиастам.
Расскажите о нас друзьям. Удачи!
Автор:
Professional
Профессиональный сварщик 6-го разряда с 15+ летним практическим опытом работы (не считая обучения)
Регулярно проверяю опубликованные статьи и отвечаю на ваши вопросы! Спрашивайте, не стесняйтесь! =)
Электроды по алюминию
Алюминий относится к числу сложных материалов в плане выполнения сварочных работ. Тем более, когда речь идет о ручной дуговой сварке. Чтобы обеспечить качественный результат, необходимо уделить максимум внимания выбору электродов.
СОДЕРЖАНИЕ
- Электроды для сварки алюминия – технические особенности
- Электроды для дуговой сварки алюминия
- Обмазка электродов для работы с алюминием
- Электроды для инверторной сварки
- Электроды для дюралюминия
- Популярные марки электродов по алюминию
- Электроды ОК
- ОК 96.10
- ОК AlMn1 (96.20)
- ОК AlSi12 (96.
 50)
50)
- Электроды прочих марок
- ЛЭ3
- FOXWELD
- Монолит
- УАНА 6
- UTP 48 (UTP 480)
- ОЗА-1
- Электроды ОК
- Выбор электрода для сваривания алюминия
Сваривание алюминиевых сплавов посредством ручной дуговой сварки на практике применяется не часто. Но данный метод заслуживает внимания из-за своей простоты, практичности и сравнительно невысокой стоимости. Соединение алюминия покрытыми электродами подходит для использования в небольших мастерских или в «полевых» условиях.
Электроды, предназначенные для работы с алюминиевыми сплавами, имеют специальное покрытие, состоящее из фторидов, хлоридов, щелочноземельных и щелочных металлов. Температура электрической дуги плавит покрытие электрода. Расплав реагирует с оксидом алюминия, в результате чего образуется шлак и летучие соединения. Благодаря покрытию электрода при необходимости можно металл сварочного соединения легировать. Но чаще всего такая операция выполняется путем подбора оптимального по своему составу сердечника электрода.
Но чаще всего такая операция выполняется путем подбора оптимального по своему составу сердечника электрода.
Соединение алюминия аппаратами ручной дуговой сварки с использованием покрытых электродов используется в производстве конструкций из технического алюминия, а также сплавов марок АМц и АМг, которые содержат около 5 процентов магния или алюминиево-кремнистых сплавов.
Толщина заготовок ограничивается диаметром электродов, которая в большинстве своем составляет 4-5 мм. Сваривание деталей электродами меньшего диаметра сопряжена с трудностями, поскольку такие расходные материалы очень быстро плавятся. По сравнению со стальными сердечниками они плавятся в 2-3 раза быстрее. Поэтому толщина стенок не должна быть меньше 4 мм. Длина электродов для сваривания алюминия толщиной 4-5 мм составляет 35-45 сантиметров, а расходников диаметром 3 мм – 22-30 сантиметров.
Электроды для сварки алюминия – технические особенности
Алюминий относится к числу материалов, за соединение которых берутся далеко не все сварщики. Это сложная работа, а сплавы из алюминия относятся к числу металлов, которые сварить труднее всего. Этот легкий металл наделен свойствами, которые препятствуют процессу сварки. По этой причине на производстве ручная электродуговая сварка не используется. Ее заменила специальная высокотехнологическая техника.
Это сложная работа, а сплавы из алюминия относятся к числу металлов, которые сварить труднее всего. Этот легкий металл наделен свойствами, которые препятствуют процессу сварки. По этой причине на производстве ручная электродуговая сварка не используется. Ее заменила специальная высокотехнологическая техника.
Но в «гаражных условиях» – в квартире, на даче, приусадебном участке или в полевых условиях применение оборудования такого уровня невозможно, невыгодно или нецелесообразно. Поэтому в таких случаях единственным приемлемым вариантом остается переносной сварочный аппарат. Подробнее о свойствах алюминия, которые усложняют выполнение сварочных работ:
- образование оксидной пленки. Алюминий в чистом виде – явление достаточно редкое. Активный металл быстро вступает в реакцию со свободными химическими элементами. На потребительском рынке в подавляющем большинстве представлены изделия из сплавов алюминия. При нагревании он реагирует с атмосферным кислородом и образует оксид, который плавится при температуре не ниже 2000 градусов Цельсия.
 Для сравнения: температура плавления чистого алюминия составляет 600 градусов;
Для сравнения: температура плавления чистого алюминия составляет 600 градусов; - сложности формирования цельного шва. Окисление металла при водит к образованию тугоплавкой пленки. Чтобы препятствовать химической реакции окисления в окружающей среде следует свести к минимуму наличие свободного кислорода. Сделать вручную это очень сложно. Требуется использование специальных средств или оборудования;
- низкая температура плавления металла. В силу этого он растекается. Требуется бороться и с таким явлением. Для снижения температуры применяются теплоотводящие прокладки;
- кристаллизационные трещины. При сваривании алюминия их образование не редкость. В большинстве сплавов алюминия присутствует кремний, что с большой долей вероятности приводит к образованию расколов;
- большой коэффициент линейного расширения. Из-за сильного нагрева зона сварного шва после охлаждения может деформироваться.
Помимо всех перечисленных выше трудностей при сваривании алюминия требуется использовать ток силой в полтора раза больше, чем во время сваривания черных металлов.
Электроды для дуговой сварки алюминия
Ручная дуговая сварка является наиболее распространенной при сваривании разного рода металлов. Это утверждения актуально и для работы с алюминием. В работе используются покрытые электроды, главной особенностью которых является высокая скорость плавления. В силу того, что плавления заготовок из алюминия и расходных материалов происходит быстрее в 2-3 раза по сравнению со сталью, то и сварочные работы протекают с такой же быстротой.
В случае остановки в процессе формирования сварочного шва или обрыве дуги по каким-либо причинам на поверхности соединения образуется слой шлака. Поэтому разжечь электрическую дугу повторно бывает очень сложно. Опытные сварщики советуют по возможности выполнить работы за «один присест». На длинных швах рекомендуется сжигать электрод полностью, тем самым сводя к минимуму количество остановок.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Обмазка электродов для работы с алюминием
Электроды, предназначенные для сваривания заготовок из алюминия, имеют специальное покрытие, изготовленное из фторидов и хлоридов щелочноземельных и щелочных металлов. Такое покрытие вступает в реакцию с оксидом алюминия, который образуется на поверхности заготовок. Тем самым облегчается процесс соединения деталей будущей конструкции. В результате взаимодействия покрытия стержня и оксида алюминия образуется шлак.
На рынке представлены расходные материалы с разными вариантами покрытий, которые выбираются для решения определенных задач. Покрытие некоторых видов электродов в своем составе содержат элементы, позволяющие выполнять легирование металла сварного соединения. Хотя нужно подчеркнуть, что для таких целей обмазка выбирается не так уж и часто. Специалисты предпочитают выбирать сердечник, включающий элементы для легирования стыка.
Электроды для инверторной сварки
Нередко любители поднимают вопрос о том, можно ли применять инвертор для сваривания алюминия. второй не менее волнующий многих начинающих специалистов аспект: какие лучше всего применять расходные материалы. Ответ на первый вопрос однозначен. Если нет специально предназначенного для сваривания алюминия оборудования, а выполнять работы планируется с использованием электродов, то следует выбирать инвертор. То есть, не только можно, а нужно отдать ему предпочтение перед другими вариантами аппаратов.
второй не менее волнующий многих начинающих специалистов аспект: какие лучше всего применять расходные материалы. Ответ на первый вопрос однозначен. Если нет специально предназначенного для сваривания алюминия оборудования, а выполнять работы планируется с использованием электродов, то следует выбирать инвертор. То есть, не только можно, а нужно отдать ему предпочтение перед другими вариантами аппаратов.
Поскольку алюминий относится к категории трудно соединяемых металлов, инвертор позволит сформировать качественный и ровный шов. Его основные достоинства:
- потребляет немного электричества. Его КПД при этом является очень высоким;
- защищает от скачков электросети. Оборудование поддерживает стабильное напряжение все время при выполнении сварочных работ;
- компактность. Небольшие размеры обуславливают высокую мобильность установки;
- инвертор обладает хорошими техническими характеристиками, позволяющими работать с трудносовместимыми сплавами металлов;
- можно пользоваться электродом любого типа.
 Все расходные материалы, которые предназначены для сваривания алюминия, могут применяться при работе с инвертором.
Все расходные материалы, которые предназначены для сваривания алюминия, могут применяться при работе с инвертором.
Для соединения алюминиевых сплавов следует выбирать постоянный ток с обратной полярностью. При таких параметрах во время работы генерируется катодное распыление, разрушающее оксидную пленку на поверхности металла. И наоборот, при прямой полярности оксидная пленка не разрушается, а, следовательно, качественное сваривание невозможно.
В случае подключения кабелей с обратной полярностью важно чтобы ток был стабильным и сильным. Снижение показателей силы тока неизбежно приводит к ухудшению качества сварного шва. Поэтому следует выбирать инвертор: он дает на выходе стабильный и сильный ток.
Электроды для дюралюминия
Почти все расходные материалы, которые предназначены для сваривания деталей из алюминия, подходят для работы со сплавами этого металла. Не является исключением и дюралюминий. Однако существуют марки электродов, который подходят исключительно для работы с алюминием. Например, продукция известного шведского бренда ESAB ОК96.10. Ниже будут детально рассмотрены наиболее распространенные марки электродов и область их применения.
Например, продукция известного шведского бренда ESAB ОК96.10. Ниже будут детально рассмотрены наиболее распространенные марки электродов и область их применения.
Популярные марки электродов по алюминию
Пришло время уделить внимание наиболее распространенным маркам расходных материалов, их возможностям и особенностям. Странами СНГ выпускаются продукты для соединения алюминия и сплавов из него серий ОЗА, ОЗАНА И УАНА. Электроды двух первых серий обладают покрытием с высокой гигроскопичностью и небольшой прочностью. Оно состоит из фтористых и хлористых солей лития и калия. Данные химические соединения активны и быстро реагируют с оксидами алюминия. после прохождения химической реакции образуется шлак.
Электроды марки ОЗА-1 делаются из алюминиевой проволоки СвА1. Они предназначены для соединения заготовок из чистого алюминия. Другой подвид серии ОЗА-2 производится из проволок марки СВАК – 3, 5 или 10. Они предназначены для соединения элементов, выполненных из алюминиево-кремниевого сплава.
Расходные материалы ОЗАНА-1 производятся из алюминия марок АД1 или АВ2Т. Они рассчитаны для работы с чистым алюминием. В отличие от них электроды ОЗАНА-2 изготавливаются из проволок СВАК-3 или СВАК-5 и подходят для сваривания сплавов алюминия с кремнием.
Электроды УАНА предназначены для соединения заготовок из алюминиевых сплавов. Они отлично сваривают деформируемые и литейные детали, а также хорошо справляются с задачами наплавки.
Электроды ОК
Продукция шведской компании выпускается в том числе и на заводах, расположенных на территории России. Среди большого ассортимента расходных материалов представлены и щелочно-солевые электроды для сваривания алюминия. часть из них получила признание большого количества специалистов и довольно часто применяется при сварочных работах.
ОК 96.10
Марка характеризуется особым составом обмазки, выполненной из смеси солей хлора и фтора. По существу, покрытие представляет собой композитный материал. Расходники обладают весомыми достоинствами:
- обеспечивают стабильность горения сварочной дуги;
- в процессе работы образуется минимальное количество брызг;
- убрать шлак, который остается на поверхности, очень легко;
- сварочный шов ложится ровно, аккуратно и получается однородным.

Электроды предназначены для сваривания деталей из чистого алюминия.
ОК AlMn1 (96.20)
Покрытие электродов – солевое. Применяются при работе в любом пространственном положении. Рекомендованы в случаях, если готовая конструкция будет подвергаться значительным механическим нагрузкам. Хорошо соединяет металлы, в которых содержание магния и марганца не превышает 3%.
ОК AlSi12 (96.50)
Под данной маркой производятся щелочно-солевые расходники. Сердечник выполнен из сплава алюминия с марганцем. Предназначены для сваривания исключительно сплавов из алюминия, в том числе:
- меди, включая и дюраль;
- марганцевых;
- магниевых.
Электроды прочих марок
ЛЭ3
Достаточно известный и популярный в нашей стране производитель расходных материалов для сварок разного типа. К сожалению, в ассортименте данного бренда нет электродов для сваривания алюминия или его сплавов.
FOXWELD
Под этим брендом на отечественном рынке реализуются вольфрамовые электроды. Они применяются в аргонодуговой сварке алюминия. имеют высокую температуру плавления, поэтому относятся к числу неплавящихся расходных материалов. их можно принимать в расчет только в случае, если есть возможность задействования установки для непрерывной подачи инертного газа.
Они применяются в аргонодуговой сварке алюминия. имеют высокую температуру плавления, поэтому относятся к числу неплавящихся расходных материалов. их можно принимать в расчет только в случае, если есть возможность задействования установки для непрерывной подачи инертного газа.
Монолит
Известный и популярный на отечественном рынке бренд. Электроды для сваривания алюминия под данной торговой маркой не производятся.
УАНА 6
Электроды подходят для сваривания заготовок из алюминия, а также его сплавов с магнием.
UTP 48 (UTP 480)
Электроды наделены улучшенным покрытием, в составе которого содержится 12 кремния. Они отлично зарекомендовали себя при сварке алюминия, силумина и дюралюминия. Применяются в ручной дуговой сварке. Среди основных достоинств:
- ровный аккуратный сварной шов;
- равномерное и стабильное горение электрической дуги;
- легко удаляется шлак.
ОЗА-1
Плавящиеся электроды имеют солевое покрытие, которое подходит для работы с алюминием. Высокотехнологичный продукт, позволяющий не только сваривать заготовки, но и наплавлять слой на изделиях из алюминия либо его сплавов. При помощи данных электродов получаются высококачественные швы, хорошо противостоящие коррозии.
Высокотехнологичный продукт, позволяющий не только сваривать заготовки, но и наплавлять слой на изделиях из алюминия либо его сплавов. При помощи данных электродов получаются высококачественные швы, хорошо противостоящие коррозии.
Выбор электрода для сваривания алюминия
Как уже говорилось ранее, алюминий является сложным материалом для сварочных работ. В связи с этим непросто выбрать оптимальный расходный материал. Особенно сложной задача является для начинающих сварщиков. Есть определенные правила, которые позволяют упростить выбор электродов для работы с алюминиевыми сплавами.
- При выборе состава электрода нужно отталкиваться от состава заготовок, с которыми предстоит работать. Желательно, чтобы расходные материалы и металл бы ли идентичны по своему составу. Информация о том, из каких материалов выполнен электрод, как правило, указывается производителем на упаковке продукции.
- Следует уделить максимум внимания выбору толщины расходника. Она не должна быть больше чем на 1 мм от толщины стенок заготовок.
 Если при работе с тонкими заготовками применить толстые электроды, то существует почти 100-ая вероятность того, что стенки заготовок прогорят.
Если при работе с тонкими заготовками применить толстые электроды, то существует почти 100-ая вероятность того, что стенки заготовок прогорят. - Перед началом работы желательно сделать прокалку электродов. Но с этим делом важно не перебарщивать, поскольку такой процедуре расходные материалы можно подвергать только один раз. Если электроды сушились дважды, то они становятся малоэффективными из-за снижения качества обмазки.
- Перед сваркой рабочая поверхность подготавливается в обязательном порядке. Изначально она чистится металлической щеткой. После этого поверхность нужно обезжирить растворителем. Благодаря таким несложным манипуляциям убирается оксидная пленка и металл легче варить.
- Сваривание толстых деталей лучше выполнять по методу локального нагрева. Он заключается в том, что рабочая зона делится на несколько участков. Сначала сваривается первый отрезок. После удаляется шлак, чистится и промывается шов. Только после этого можно продвигаться дальше.

- Эффективность сварочных работ и качество шва повышаются путем предварительного нагрева рабочего участка. Перед свариванием достаточно нагреть заготовки до температуры в пределах 150-200 градусов Цельсия.
- Следует обратить внимание и на величину силы тока. Конечно же она зависит от толщины стенок свариваемых элементов. Можно использовать специальные справочные таблицы. Однако на практике нередко прибегают к более простому варианту расчета. Так, на каждый миллиметр толщины изделия следует обеспечить ток силой в 25 Ампер.
Алюминиевый электрод, 125 мм x 25 мм
Алюминиевый электрод, 125 мм x 25 мм — Arbor Scientific
перейти к содержанию
Быстрый заказ
Перейти к информации о продукте
1
/
из
2
- Другие опции
- Дополнительные сведения
- Аксессуары и запасные части
Другие опции
| Заказ Кол-во | Цена | Кол-во для Скидка | Скидка Цена | Итого Экономия | ||||
|---|---|---|---|---|---|---|---|---|
Электрод, медь | Заказ Кол-во | Цена 2,50 доллара США | Кол-во для скидки50 |  0″> Цена со скидкой$2,30 0″> Цена со скидкой$2,30 | ||||
Электрод, железо | Заказ Кол-во | Цена 1,30 доллара США | Кол-во для скидки50 | Цена со скидкой$1,20 | ||||
Электрод, цинк | Заказ Кол-во | Цена $1,99 | Кол-во для скидки50 |  0″> Цена со скидкой$1,80 0″> Цена со скидкой$1,80 | ||||
 д.
д.Дополнительная информация
Алюминиевые электроды можно использовать для гальванических элементов, экспериментов по электролизу, фруктовых батарей и т. д. Каждый из них имеет размеры 125 мм x 25 мм и имеет штамп с символом элемента.
д. Каждый из них имеет размеры 125 мм x 25 мм и имеет штамп с символом элемента.
Продаваемые товары не являются игрушками. Они предназначены только для использования в образовательных/лабораторных целях. Они не предназначены для использования детьми до 12 лет.
Аксессуары
| Заказ Кол-во | Цена | Кол-во для скидки | Цена со скидкой | Общая экономия | ||||
|---|---|---|---|---|---|---|---|---|
Держатель электрода | Заказ Кол-во | Цена 6,95 $ | Кол-во для скидки6 |  0″> Цена со скидкой6,40 $ 0″> Цена со скидкой6,40 $ | ||||
Детали обратного заказа
Товары можно заказать сейчас, и мы доставим их, когда они будут доступны.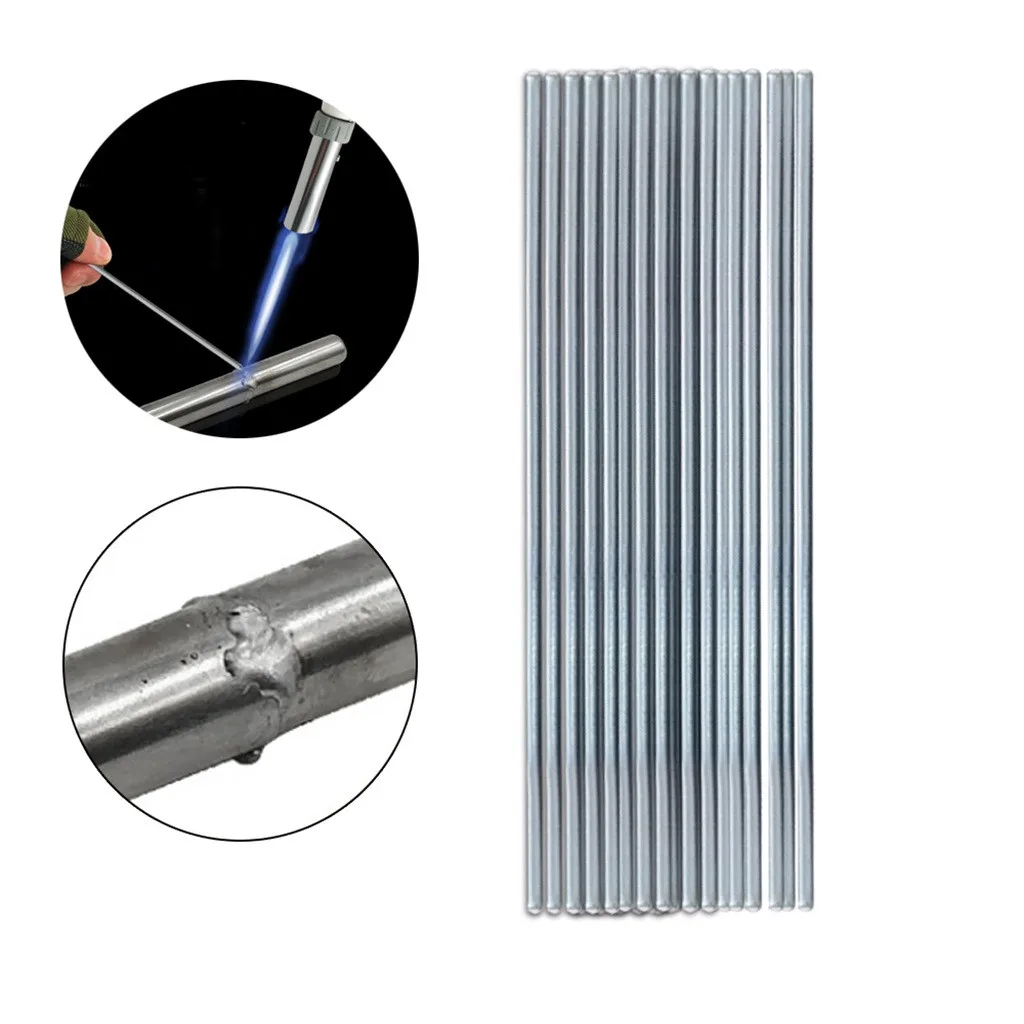
Закрыть
Создание коммерческого предложения
Мы упростили создание коммерческого предложения для утверждения бюджета или облегчения заявки на покупку!
- Просто нажмите кнопку «Создать предложение», и вы перейдете к процессу.
- Указав платежную информацию и информацию о доставке, а также выбрав вариант доставки, вы рассчитаете стоимость доставки.
- После завершения процесса ваше предложение будет автоматически сохранено в вашей учетной записи пользователя.
- В любой момент вы сможете отредактировать, распечатать, поделиться или преобразовать предложение в и заказать из своей учетной записи пользователя.
Закрыть
КАКОЙ ТИП ЛАБОРАТОРИИ?
От мензурок и пробирок до защитных очков и датчиков — вы найдете множество товаров в наших конструкторах лабораторий.
Физическая лабораторияХимическая лаборатория
алюминиевый электрод для дуговой сварки Хорошая функция сварки Производители электродов из алюминиевого сплава E4043 — Электрод из алюминиевого сплава — Продукция
Введение продукта
Краткие сведения
Место происхождения: Чжэцзян, Китай (материк)
Название бренда: Ocean Welding 9 0003
Номер модели: E4043
Материал: алюминий / алюминий Сплав
Длина: 300–500 мм
Рабочий ток: 50–240 А 80
Рабочая температура: 60-90, 90–120, 120–150
Диаметр: 2,0 мм, 2,5 мм, 3,2 мм, 4,0 мм
Применение: сварка алюминиевых материалов
Упаковка и доставка
Детали упаковки: | Размер: 2,5 мм X 300 мм (Упаковка: 1,0 кг/внутренние коробки 1 тонна/поддон) Размер: 3,2 мм X 350 мм (Упаковка: 1,0 кг/внутренние коробки 1 тонна/паллет) пусть) Размер: 4,0 мм X 400 мм (упаковка: 1,0 кг/внутренние коробки 1 тонна/поддон) |
Информация о доставке: | в течение 25 дней после подтверждения |
Технические характеристики 90 029 алюминиевый электрод
Стандарт: AWS
Сертификаты: CE ISO
OEM допускается
Алюминиевый сварочный электрод AWS E4043
Спецификации
Сплав: 4043 CTD Соответствует Сертификации: AWS A5. 3
3
Класс: E4043 ASME SFA A5.3
Сплав: E4043 CTD
AWS Требования к химическому составу
Si = 4,5–6,0 Zn = 0,10 макс.
Fe = 0,80 макс. Ti = 0,20 макс.
Cu = 0,30 макс. Be = 0,0008 макс.
Mn = 0,05 макс. Mg = 0,03 макс. Другое = 0,05 каждый — 0,15 макс. всего
Химический состав отложений % (типичный)
Si = 5,00 Cu = 0,20
Ti = 0,11 Al = баланс
Рекомендуемая работа сварочных стержней
зависят от диаметра, материала сварного шва и положения сварки, включая толщину опорной плиты.
Применение
Э4043 CTD представляет собой электрод с покрытием, предназначенный для ремонтной сварки алюминия и алюминиевых сплавов, таких как серии 5454, 5154, 6052, 6063, 700. Правильный выбор алюминиевого присадочного металла в основном зависит от свойств основного металла
и технология сварки. Также необходимо учитывать растрескивание после сварки, коррозионную стойкость и поведение при повышенной температуре. Растрескивание обычно можно свести к минимуму, выбрав сплав присадочного металла с более высоким содержанием сплава, чем основной металл.
Растрескивание обычно можно свести к минимуму, выбрав сплав присадочного металла с более высоким содержанием сплава, чем основной металл.
Тестирование продукции
Строгое тестирование продукции гарантирует качество нашей продукции.
Преимущества
1. Меньше брызг
2. Простота повторного поджига
3. Меньше смога
4. Хороший шлак, высокая эффективность осаждения
Упаковка и доставка 9005 1
Детали упаковки:
1. 1 кг/коробка из ПВХ или 5 кг/ коробка из ПВХ (термоусадочная пленка+коробка из ПВХ)
2. 4 коробки из ПВХ (20 кг)/коробка
3. 50 коробок (1 тонна)/поддон
4. по требованию клиента
5. Доставка: обычно готовые товары в течение 8-25 дней.
О нас. электроды, сварочная проволока, на 20 лет.
2. Профессиональная производственная группа, линейка продуктов, опыт технических специалистов, которые занимаются этой отраслью
около 20 лет.
