Электрод по алюминию своими руками: Электроды для сварки алюминия своими руками
Содержание
Электроды для сварки алюминия своими руками
Каждому сварщику известно, что сваривание без электродов невозможно, а без качественных электродов невозможно качественное сваривание, поэтому необходимо приобретать качественные сварочные электроды, чтобы производить сваривание на наивысшем уровне. Однако возникают ситуации, когда нет возможности приобрести сварочные электроды, но есть множество подручных средств.Можно ли обойтись без завода-изготовителя сварочных электродов? Давайте узнаем об этом из этой статьи.
Электроды изготавливаются не так и сложно. Для изготовления необходимо подобрать сварочную проволоку подходящего диаметра для создания сварочного электрода. После подбора проволоки, ее необходимо разрубить на куски по 350 миллиметров и зачистить шкуркой. После этого необходимо подготовить обмазку, которая состоит из жидкого стекла (силикатного клея) и растолченного мела.
Для того чтобы покрытие было ровным. Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Необходимо электродную проволоку погружать в обмазку вертикально и оставлять под верхом чистый конец длиной 30 – 35 миллиметров. После этого электрод следует медленно вынуть и подвесить на веревке для просушивания. После полного высыхания и затвердения Вы получаете полностью рабочие сварочные электроды.
Когда сваривание производится в домашних условиях, то получается удовлетворительный результат при использовании контактного метода сварки алюминия. Данный вид сваривания производится с непрекращающимся оплавлением на электропроводных машинах. Также есть возможность проведения шовного сваривания алюминия, но для этого необходимо машину высокой мощности и со специальными ионными прерывателями. Использование таких методов может быть затруднено в домашних условиях, но некоторые сварщики все-таки пользуются ими.
При сваривании в домашних условиях стоит не забывать о том, что необходимо соблюдать технику безопасности и неукоснительно соблюдать все требования. Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Первым, на что необходимо обратить внимание, является изоляция всех проводов, которые принимают участие в сварочном процессе и находятся под напряжением.
Проводя сварочные работы у себя дома, требуется использовать перчатки или рукавицы, которые обезопасят Ваши руки от ожогов. От удара электрическим током Вас будут страховать резиновые сапоги. Проводя сварочные работы, требуется обязательно надевать специальную маску, чтобы защитить свое лицо от искр, угольков и ожогов. В помещении, в котором Вы собираетесь проводить сварочные работы ни в коем случае нельзя хранить легковоспламеняющиеся и огнеопасные материалы и предметы.
Если в помещении деревянный пол, то его следует закрыть от воспламенения с помощью металлического листа. Обязательно стоит поставить огнетушитель или ведро с водой возле того места, где Вы собираетесь производить сваривание. По причине возможного образования вредных газов или других опасных для здоровья соединений, требуется регулярно проветривать помещение, в котором Вы производите сваривание.
необходимые материалы и процесс изготовления
Содержание:
- Необходимые материалы
- Процесс изготовления
- Электроды для алюминия
- Угольный электрод
- Оцинковка
- Точечная контактная сварка
- Интересное видео
Нельзя пожаловаться на небольшой выбор электродов в специализированных магазинах, однако существует такая интересная возможность, как сделать электроды для сварки своими руками. Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.
Необходимые материалы
Чтобы начать изготавливать самодельные электроды для сварки, надо позаботиться о том, чтобы в наличии были все необходимые для этого материалы. К ним относятся:
К ним относятся:
- Проволока, изготовленная из стали с низким содержанием углерода. Ее диаметр не должен быть слишком большим.
- Жидкое стекло, играющее роль связующего звена.
- Порошок из мела или известняк.
- Также понадобятся малярная кисточка или валик.
Поподробнее следует рассказать о жидком стекле. Оно представляет собой силикатный клей, который является универсальным вспомогательным средством во многих областях промышленности и в быту. Основу жидкого стекла составляет раствор в водно-щелочном растворителе силиката натрия или калия.
Используется свойство силикатного клея хорошо прилипать к поверхности и образовывать там пленку, обеспечивающую надежную защиту от влаги. Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
В дальнейшем, изготавливая самодельные электроды, моток проволоки придется нарезать на куски длиной порядка 25 сантиметров. Перед нарезкой проволоку необходимо выровнять. Обмазка для электродов состоит из двух составляющих — мела и жидкого стекла. Если мел имеется в виде кусков, то предстоит растолочь его до состояния порошка. Его частицы должны быть мелкими и однородными. Это можно делать вручную или с помощью блендера.
Перед нарезкой проволоку необходимо выровнять. Обмазка для электродов состоит из двух составляющих — мела и жидкого стекла. Если мел имеется в виде кусков, то предстоит растолочь его до состояния порошка. Его частицы должны быть мелкими и однородными. Это можно делать вручную или с помощью блендера.
Процесс изготовления
Если нарезана проволока и измельчен мел, то можно приступать к изготовлению электродов. Разбираясь, как сделать электрод, следует понимать, что предварительно смешивать порошок мела и силикатный клей не обязательно.
Следует взять кусок проволоки, положить его на ровную горизонтальную поверхность, и обмазать набранным из банки с помощью кисти жидким стеклом. Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Вторым способом является предварительное приготовление обмазки, которую можно получить, смешав растолченный мел и жидкое стекло в виде силикатного клея.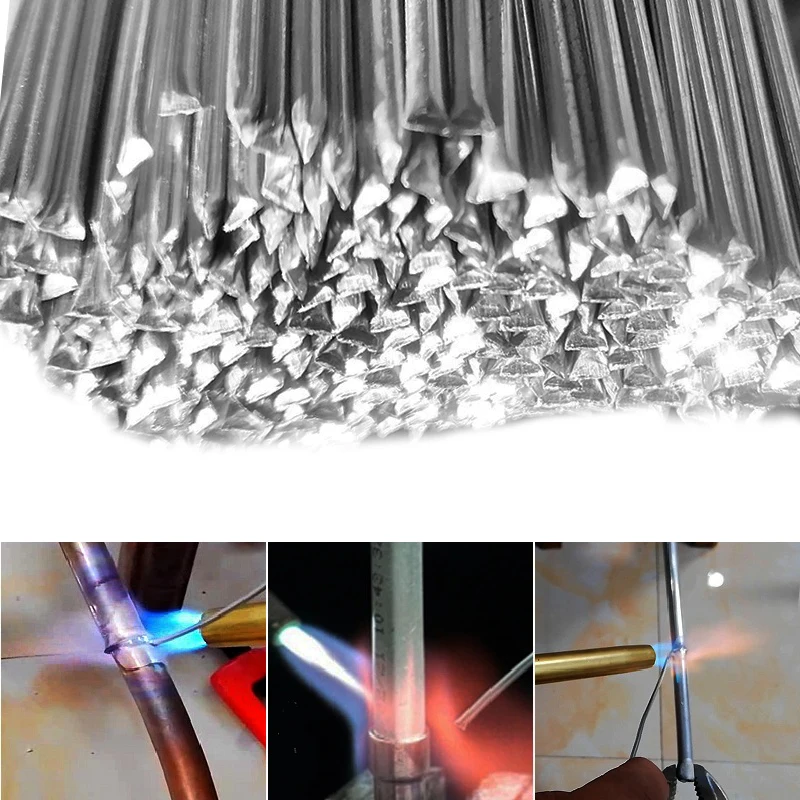 Проволоку следует окунать в эту смесь и медленно извлекать из нее, держась за сухой конец. Сушить обмазанные электроды удобно на бельевой веревке с помощью прищепок в вертикальном положении.
Проволоку следует окунать в эту смесь и медленно извлекать из нее, держась за сухой конец. Сушить обмазанные электроды удобно на бельевой веревке с помощью прищепок в вертикальном положении.
После того, как обмазка окончательно высохнет, полученный самодельный электрод необходимо подвергнуть прокалке. Осуществлять прокаливание следует в электрической духовке, включив режим проветривания. Время этого процесса составляет не менее получаса, а температура должна быть приблизительно 100 градусов. Это позволит обмазке загустеть и образовать прочную оболочку.
Прекрасно, если полученные электроды можно будет тут же проверить на имеющемся оборудовании, и при необходимости внести в процесс изготовления коррективы.
Электроды для алюминия
Сварка изделий из алюминия является непростым делом и имеет свои особенности. На поверхности этого металла имеется оксидная пленка, что вносит свои трудности при работе с этим металлом. Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Присутствие в сплавах на основе алюминия такого элемента, как кремний, приводит к формированию трещин между кристаллами металла. Возникновение шлака при остановках техпроцесса приводит к затруднению вторичного разжигания дуги. Сварочный валик при затвердевании может потерять свою форму вследствие высокого значения коэффициента линейного расширения.
Однако с этими проблемами могут справиться с большим или меньшим успехом самодельные электроды по алюминию. Для получения качественного шва необходимо, чтобы состав стержня электрода по своему составу соответствовал основному материалу. Поэтому для сварки алюминиевых изделий следует использовать алюминиевую проволоку в качестве стержня для самодельного электрода.
Чтобы получить качественный результат, используя электроды по алюминию своими руками, необходимо тщательно очистить поверхности соединяемых алюминиевых деталей. Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Если изготавливаются электроды по алюминию для дуговой сварки своими руками, то при их использовании необходимо обращать внимание на значении выставленного на оборудовании тока. Он должен быть минимальным.
Чтобы получить электроды для сварки алюминия своими руками, надо подготовить проволоку, изготовленную из алюминия, диаметр которой не превышает 4 миллиметра, и нарезать ее на отрезки длиной приблизительно 20-25 миллиметров. По своему усмотрению можно немного скорректировать эти значения.
Затем следует приступить к приготовлению обмазки. Для этого тщательно измельченный мел, обычно белого цвета, надо смешать с приобретенным в магазине силикатным клеем, называемым часто жидким стеклом. Эту смесь следует перемешать до получения жидкой консистенции. Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Далее электроды следует оставлять на просушку, дождавшись, чтобы покрытие в виде обмазки прочно затвердело. Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Сварку с помощью алюминиевых электродов надо проводить, используя постоянный ток, установив на применяемом оборудовании обратную полярность. Если предполагается сваривать толстостенные изделия, то проволоку для изготовления электродов надо выбирать большого диаметра.
Угольный электрод
Изготавливая угольный электрод своими руками, в качестве основного стержня следует выбирать пруток, изготовленный из угля или кокса. Могут быть включены и другие добавки. Процесс изготовления разделяется на приготовлении смеси, ее формирования и просушки.
Оцинковка
Цинковый электрод служит источником электронов при гальванизации, которые поступают во внешнюю цепь. Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Чтобы выполнить цинковый электрод своими руками, придется совершить ряд особых действий. Нанесение цинкового покрытия особо сложным не является. Цинк для этого можно взять из солевых батареек, удалив из их корпуса все ненужное. При работе цинковый электрод необходимо оборачивать тряпкой или диском из ваты.
Нанесение цинкового покрытия особо сложным не является. Цинк для этого можно взять из солевых батареек, удалив из их корпуса все ненужное. При работе цинковый электрод необходимо оборачивать тряпкой или диском из ваты.
Точечная контактная сварка
Точечная или иначе контактная сварка — это надежный метод соединения металлических деталей, совпадающих по конфигурации и составу. Их соединение осуществляется вследствие мгновенных касаний электродом, при которых происходит сильное разогревание поверхности в этом месте. Благодаря простоте процесса и небольшим затратам на расходные материалы в виде электродов, такой способ соединения приобрел большую популярность.
Точечная сварка может применяться только для соединения деталей небольшой толщины. Электроды, применяемые для контактной сварки, по внешнему виду имеют большое отличие от обычных видов расходников. Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Схожий состав необходим для получения качественного результата.
Наиболее часто бывают нужными электроды прямой формы. Однако, в некоторых случаях, например, для работы в труднодоступных местах, требуются электроды сложной формы.
Изготавливая электроды для контактной сварки своими руками, предварительно надо выполнить их модель в полную величину. Это позволит еще на стадии проектирования учесть все имеющиеся недочеты.
Интересное видео
GTAW Сварка алюминия переменным током высокой частоты
GTAW сварка алюминия переменным током высокой частоты
В процессе дуговой сварки вольфрамовым электродом в среде защитного газа (GTAW) используется тепло, выделяемое электрической дугой, поддерживаемой между заготовкой и неплавящимся вольфрамовым электродом. Дуга окутывается потоком инертного газа. Качество сварки GTAW в первую очередь зависит от заготовки, присадочной проволоки, качества электрода, типа источника питания и техники сварки. Ниже обсуждаются несколько важных моментов, которые необходимо решить для получения высококачественных сварных швов.
Качество сварки GTAW в первую очередь зависит от заготовки, присадочной проволоки, качества электрода, типа источника питания и техники сварки. Ниже обсуждаются несколько важных моментов, которые необходимо решить для получения высококачественных сварных швов.
Высокая частота — Режим высокой частоты инициирует и поддерживает дугу во время пересечения нуля синусоидой переменного тока. На большинстве машин GTAW существуют три положения: 1) Старт — этот режим помогает зажечь дугу без фактического контакта с электродом. Режим «Старт» чаще всего используется при сварке постоянным током. 2) Непрерывный — Это также помогает инициировать дугу и продолжается в течение всего процесса, чтобы поддерживать дугу в периоды, когда ток (сила тока) находится в точке пересечения нуля синусоиды. Этот режим чаще всего используется при сварке переменным током. 3) Выкл. — ВЧ-система в этом режиме не задействована ни на одной из частей процесса. Контакт между электродом и рабочей поверхностью должен произойти до зажигания дуги. «Практика запуска касанием» для зажигания дуги может привести к загрязнению электрода в процессе GTAW. Режим «Выкл.» часто используется для сварки электродами (SMAW), когда зажигание дуги начинается с нуля.
«Практика запуска касанием» для зажигания дуги может привести к загрязнению электрода в процессе GTAW. Режим «Выкл.» часто используется для сварки электродами (SMAW), когда зажигание дуги начинается с нуля.
Использование симметричного трансформатора — Обозначение симметричной волны или Balanced Wave Control указывает на то, что источник питания может изменять синусоиду тока в режиме переменного тока. Нормальная синусоида будет показывать равномерное разделение между временем задержки каждой полярности. С оборудованием, поддерживаемым Balanced Wave Control, время задержки может быть увеличено как во время положительного, так и отрицательного цикла. (Фигура 1).
Square Wave определяет форму волны тока. Он появляется в виде прямоугольной циклической волны, а не в стандартном плавном синусоидальном цикле. Способность производить прямоугольную волну позволяет источнику питания использовать функцию управления сбалансированной волной для создания дуги, которая может добавить либо большее проникновение, либо большее очищающее действие. Поскольку проникновение происходит во время отрицательной стороны цикла волны (отрицательный электрод — EN), а очистка происходит во время положительной стороны цикла волны (положительный электрод — EP), изменение частей цикла повысит желаемые характеристики. Этот процесс осуществляется с помощью SCR (кремниевых выпрямителей), которые действуют как управляющие вентили для тока EN или EP. Необходимо контролировать точное время, когда эти ворота открываются и закрываются. Это приводит к четкой дуге при переходе полярности через нулевую часть цикла.
Поскольку проникновение происходит во время отрицательной стороны цикла волны (отрицательный электрод — EN), а очистка происходит во время положительной стороны цикла волны (положительный электрод — EP), изменение частей цикла повысит желаемые характеристики. Этот процесс осуществляется с помощью SCR (кремниевых выпрямителей), которые действуют как управляющие вентили для тока EN или EP. Необходимо контролировать точное время, когда эти ворота открываются и закрываются. Это приводит к четкой дуге при переходе полярности через нулевую часть цикла.
Углы горелки и размещение сварного шва: Правильное обращение со сварочной горелкой очень важно для получения качественного сварного шва. (Рис. 2) Фонарик держат как карандаш для лучшего контроля. При сварке в горизонтальном положении рука должна быть слегка прижата к поверхности, чтобы рука могла равномерно перемещаться по стыку. Перемещение горелки только пальцами обычно приводит к неправильному углу горелки и плохому сварному шву. При добавлении присадочной проволоки проволока должна быть зажата пальцами. Рука должна находиться как можно ближе к дуге, чтобы прочно удерживать проволоку. Проволока должна двигаться вместе с движением горелки. Добавляя проволоку, перемещайте проволоку большим пальцем сквозь пальцы. Конец проволоки должен выступать на 6-8 дюймов от руки. Слишком сильное вытягивание присадочной проволоки приводит к тому, что ее конец становится шатким, что делает ванну неровной и позволяет загрязнить присадочную проволоку. Добавление проволоки в лужу требует устойчивости и концентрации, чтобы разместить нужное количество материала в нужном месте в нужное время. Углы горелки незначительно изменяются в зависимости от положения сварки. Горелку обычно держат на 10 градусов вперед от перпендикуляра к сварному шву, таким образом нажимая на точку и в направлении движения. Присадочный стержень добавляется перед сварочной ванной на расстоянии от 10 до 25 градусов от плоскости сварного шва.
При добавлении присадочной проволоки проволока должна быть зажата пальцами. Рука должна находиться как можно ближе к дуге, чтобы прочно удерживать проволоку. Проволока должна двигаться вместе с движением горелки. Добавляя проволоку, перемещайте проволоку большим пальцем сквозь пальцы. Конец проволоки должен выступать на 6-8 дюймов от руки. Слишком сильное вытягивание присадочной проволоки приводит к тому, что ее конец становится шатким, что делает ванну неровной и позволяет загрязнить присадочную проволоку. Добавление проволоки в лужу требует устойчивости и концентрации, чтобы разместить нужное количество материала в нужном месте в нужное время. Углы горелки незначительно изменяются в зависимости от положения сварки. Горелку обычно держат на 10 градусов вперед от перпендикуляра к сварному шву, таким образом нажимая на точку и в направлении движения. Присадочный стержень добавляется перед сварочной ванной на расстоянии от 10 до 25 градусов от плоскости сварного шва.
Сварочный наконечник (электрод): — чистые, циркониевые и цериированные вольфрамовые электроды — рекомендуемые вольфрамовые электроды для сварки переменным током. Торированные электроды обычно используются для сварки постоянным током таких изделий, как низколегированные стали, нержавеющая сталь и другие виды сварки с высокой тепловложением. Торированный вольфрам выдерживает более высокий ток, чем чистый вольфрам, хотя он не сохраняет форму шарика, необходимую для сварки алюминия на переменном токе.
Торированные электроды обычно используются для сварки постоянным током таких изделий, как низколегированные стали, нержавеющая сталь и другие виды сварки с высокой тепловложением. Торированный вольфрам выдерживает более высокий ток, чем чистый вольфрам, хотя он не сохраняет форму шарика, необходимую для сварки алюминия на переменном токе.
Электрод из чистого вольфрама часто рекомендуется и используется для сварки алюминия и магния переменным током. Они содержат не менее 99,5% вольфрама без преднамеренно добавленных легирующих элементов. При использовании вольфрама высокой чистоты способность к пропусканию тока снижается, хотя он сохраняет чистый сферический конец, что обеспечивает хорошую стабильность дуги.
Цирконированные вольфрамовые электроды имеют характеристики стабильности дуги, подобные чистому вольфраму, за исключением более высокой токопроводящей способности, характерной для торированного вольфрама. Этот электрод обеспечивает хороший баланс свойств.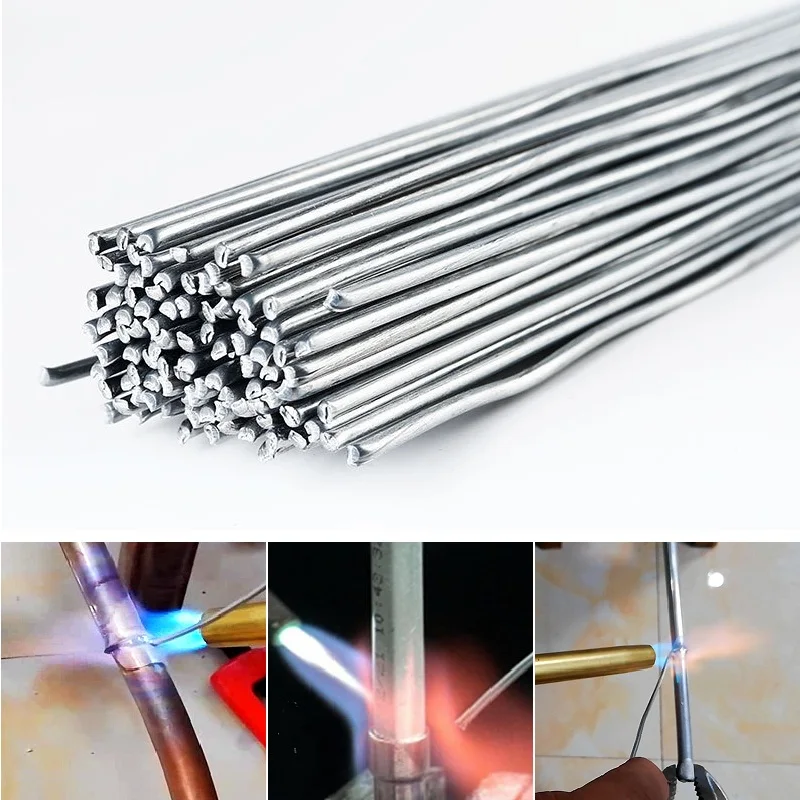 Он более устойчив к загрязнению, чем чистый вольфрам, и лучше подходит для сварки с радиографическим качеством, чем торированный вольфрам.
Он более устойчив к загрязнению, чем чистый вольфрам, и лучше подходит для сварки с радиографическим качеством, чем торированный вольфрам.
Вольфрамовые электроды с церием содержат 2 % оксида церия (CeO2), который помогает уменьшить выгорание электрода. По производительности электроды с церием будут вести себя так же, как чистый вольфрам, обеспечивая стабильную дугу и уменьшая количество вольфрамового «выплескивания». Эти характеристики позволяют этому электроду хорошо работать с алюминием в уравновешенных волновых машинах (AC) и со сталью в режиме постоянного тока.
Механизмы подачи холодной проволоки: — Механизмы подачи холодной проволоки используются при ручной, полуавтоматической и полностью автоматической сварке, где требуется присадочная проволока. Они подходят как для жесткой, так и для мягкой проволоки. Для адаптации узлов к разным диаметрам присадочной проволоки используются различные типы приводных механизмов и направляющих. Устройства могут быть оснащены реостатами или, что более точно, цифровым приводом тахометра, чтобы обеспечить постоянную плавную подачу и считывание. Во всех системах используется приводной роликовый механизм, для которого требуются гладкие приводные ролики с U-образными канавками для алюминиевой проволоки. Для подачи проволоки от питателя к манипулятору используются трубопроводы с вкладышами разного диаметра. Кабелепроводы требуют замены при изменении диаметра проводов, при износе или загрязнении грязью или маслом.
Во всех системах используется приводной роликовый механизм, для которого требуются гладкие приводные ролики с U-образными канавками для алюминиевой проволоки. Для подачи проволоки от питателя к манипулятору используются трубопроводы с вкладышами разного диаметра. Кабелепроводы требуют замены при изменении диаметра проводов, при износе или загрязнении грязью или маслом.
Часто задаваемые вопросы по FORNEY EASY WELD | AskForney
Ищете дополнительную информацию о нашей линии Forney Easy Weld? Вот несколько распространенных вопросов и методов устранения неполадок, которые помогут!
Перейти к Forney Easy Weld 100 ST
Перейти к Forney Easy Weld 125 FC
Перейти к Forney Easy Weld 140 MP
Перейти к Forney Easy Weld 140 FC-i
Перейти к Forney Easy Weld 20 P
Forney Часто задаваемые вопросы по Easy Weld 100 ST
В: Почему мой Forney Easy Weld 100 ST работает неправильно?
A: Вот несколько распространенных проблем:
- Выбор электрода: Мы рекомендуем Forney E6013 и E7014.
 Эти электроды Forney хорошо работают до 1/8 дюйма; другим брендам может потребоваться больше силы тока. Также можно использовать электрод E6011. Некоторые типы электродов, такие как E6010 и E7018, требуют большей силы тока и могут быть не лучшим выбором для Forney Easy Weld 100 ST. Некоторые электроды и марки будут ограничены диаметром 3/32 дюйма из-за их требований к силе тока.
Эти электроды Forney хорошо работают до 1/8 дюйма; другим брендам может потребоваться больше силы тока. Также можно использовать электрод E6011. Некоторые типы электродов, такие как E6010 и E7018, требуют большей силы тока и могут быть не лучшим выбором для Forney Easy Weld 100 ST. Некоторые электроды и марки будут ограничены диаметром 3/32 дюйма из-за их требований к силе тока. - Использование удлинителей: Если вам необходимо использовать удлинитель, мы рекомендуем шнур 10-го калибра не длиннее 50 футов или 12-го калибра не длиннее 25 футов. Удлинительный шнур небольшого калибра, например, калибра 14 или 16, заглушит поступающую мощность и снизит выходную мощность, что приведет к непостоянной производительности.
- Надлежащее заземление: Заземление не должно присоединяться к окрашенному металлу или металлу с покрытием.
Q : Поставляется ли эта машина с кабелями и электродами?
A : Поставляется с зажимом заземления и электрододержателем. Он не поставляется с электродами для образцов. Мы рекомендуем Forney E7014. Эта машина может сваривать 3/32” и 1/8” в E7014.
Он не поставляется с электродами для образцов. Мы рекомендуем Forney E7014. Эта машина может сваривать 3/32” и 1/8” в E7014.
В: Я вижу только шкалу, которая показывает 80, а не 90. Так почему там написано 90 ампер?
A: В этом сварочном аппарате используется технология горячего старта, которая обеспечивает дополнительные 10 ампер при начале сварки. Эта функция помогает предотвратить прилипание электродов к основному металлу.
Q: Какой автоматический выключатель вам нужен?
A: Для этой машины вам понадобится выключатель на 15-20 ампер.
В: Будет ли 100 ST работать с 7014?
A: Да, если длина стержня не превышает 1/8 дюйма.
В: Есть ли у этой машины заглушка для аргона?
A: В этом устройстве нет газовых разъемов для штекера Amphenol для педали управления. Для TIG эта машина будет иметь постоянную силу тока, и вам понадобится горелка TIG с газовым шлангом, например, Forney № 85657. Кроме того, поскольку эта машина работает только на выходе постоянного тока, она не будет сваривать алюминий методом TIG.
Для TIG эта машина будет иметь постоянную силу тока, и вам понадобится горелка TIG с газовым шлангом, например, Forney № 85657. Кроме того, поскольку эта машина работает только на выходе постоянного тока, она не будет сваривать алюминий методом TIG.
В: Требуется ли для этого сварочного аппарата вход с чистой синусоидой, или я могу запустить его на модифицированном синусоидальном инверторе?
A: Модифицированный синусоидальный инвертор должен работать, однако он может не обеспечивать наилучшей производительности. Это также может сократить срок службы машины.
В: Какая мощность и какой генератор усилителя потребуются для этого?
A: Для обеспечения полной мощности сварочного аппарата вам потребуется около 8000 Вт. Номинальная входная сила тока сварочного аппарата составляет 25А.
В: Поставляется ли этот сварочный аппарат с вилкой 110?
A: Да, этот сварочный аппарат имеет вилку 110, встроенную в заднюю часть аппарата.
В: Этот сварочный аппарат работает от постоянного или переменного тока для сварки?
A: Это машина с выходом постоянного тока.
В: Могу ли я использовать стержни 308 или 309?
A: Стержни из нержавеющей стали прекрасно подходят для этой машины
В: Будет ли Forney Easy Weld 100 ST сжигать стержни для сварки электродом 6010?
A : Да, эта машина отлично сварит 6010!
В: Мой Forney Easy Weld 100 ST заедает. Я попытался настроить его на самый высокий масштаб, и я получаю тот же результат.
A : Убедитесь, что у вас есть удлинитель длиной не более 25 футов. Кроме того, обязательно проверьте свои электроды. Если ваши электроды слишком большие, это может привести к тому, что машина не сможет сварить, потому что у нее недостаточно силы тока. Мы рекомендуем использовать диаметр 3/32-1/8. электроды.
Вы также можете просмотреть короткое видео, Руководство для начинающих по Forney Easy Weld 100 ST или Краткое руководство для получения дополнительной информации!
Forney Easy Weld 125 FC Часто задаваемые вопросы
В: Почему мой Forney Easy Weld 125 FC работает неправильно?
A: Вот некоторые распространенные проблемы:
- Натяжение подачи проволоки: Проверьте натяжение устройства для удаления моталки. Установлено ли слишком сильное натяжение или неправильно установлено натяжение подачи проволоки?
- Выбор провода: Используете ли вы провод диаметром 0,035 дюйма? Мы рекомендуем .030″ для лучшей производительности.
- Вылет: Вылет слишком длинный? Ваш вылет должен быть не более ½”. Вот короткое видео по определению вылета.
- Нажмите на курок: Чтобы начать сварку, нажмите на курок горелки MIG.

- Надлежащее заземление: Заземление не должно быть прикреплено к окрашенному металлу или металлу с покрытием.
В: Устройство работает на переменном или постоянном токе?
A: Это блок переменного тока
Q: Имеется ли специальное сопло с флюсовым сердечником для этого сварочного аппарата?
A: К сожалению, мы не продаем специальную насадку с флюсовым сердечником для этого сварочного аппарата.
В: Сколько весит эта машина?
A: Вес самого сварочного аппарата без упаковки составляет приблизительно 33 фунта.
В: Нужен ли мне адаптер для 10-фунтовой катушки?
A: Для 125 FC вам не нужен адаптер для 10-фунтовой катушки. Катушка должна входить в машину как есть.
В: В этой машине используется газ?
Ответ: Нет, газ не используется.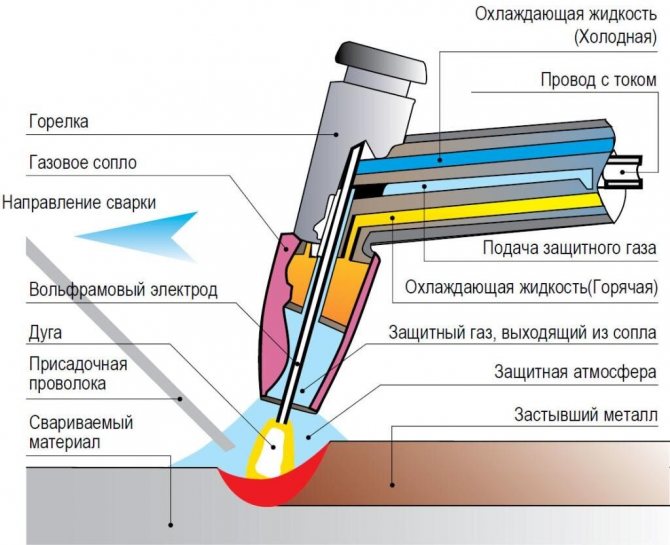
В: Будет ли эта машина приваривать подковы к арматуре (для дворового искусства)?
A: Использование этой машины для художественного оформления таких материалов, как подковы и арматура, идеально подходит для модели 125FC. Он подходит только для проволоки с флюсовым сердечником, поэтому может потребоваться дополнительная очистка, в остальном он отлично подойдет!
В: Эта машина поставляется полностью собранной с уже проложенными в ней проводами?
A: Поставляется с катушкой проволоки, но она еще не пропущена через машину.
В: Эта машина сваривает нержавеющую сталь?
A: Этот аппарат 125 FC предназначен только для сварки низкоуглеродистой стали с флюсовой проволокой. Чтобы сварить нержавеющую сталь, у вас должен быть вход газа, чтобы получить нужный сварной шов. С нашим электродом (298), который находится в том же ценовом диапазоне, вы можете получить электрод (E312-16), который будет сваривать нержавеющую сталь.
В: Могу ли я использовать переходник с 120 В на 240 В?
A: Для этой машины требуется только 120 В, она не работает от 220 В.
В: Какова длина кабеля резака?
A: Провод горелки имеет длину 7 футов.
В: Можно ли использовать в этой машине проволоку .035?
A: Вы «можете», но мы настоятельно не рекомендуем этого делать. У вас будет гораздо лучший опыт с проволокой .030 или меньше. Выход усилителя этой машины лучше подходит для меньших диаметров. Более толстый провод будет работать «холодно».
В: Подойдет ли эта машина для ремонта автомобилей после столкновений? Если нет, то что вы предлагаете?
A. Этот станок представляет собой трансформатор переменного тока и отлично подходит для обработки листового металла и тонколистового металла. Хотя очистки больше из-за характеристик сварки трансформаторной машины. Наша новая установка Forney Easy Weld 140 FC-i также представляет собой установку с флюсовым сердечником, но благодаря инверторной технологии может требовать меньше очистки. Если очистка не вызывает беспокойства, обе машины работают нормально.
Наша новая установка Forney Easy Weld 140 FC-i также представляет собой установку с флюсовым сердечником, но благодаря инверторной технологии может требовать меньше очистки. Если очистка не вызывает беспокойства, обе машины работают нормально.
В: Какую самую тонкую сталь я могу сварить на этой машине?
A: Минимальная рекомендуемая толщина стали 18 калибра (0,048 дюйма) для этой машины.
В: Совместима ли модель 125FC с шпульным пистолетом?
A: Модель 125 FC не совместима с шпульным пистолетом.
В: Может ли эта машина сваривать титан?
Ответ: К сожалению, нет.
В: Каков рабочий цикл этой машины?
A: Эта машина на 20% при 80A
Q: Может ли эта машина сваривать алюминий?
A: Этот аппарат предназначен только для сварки с флюсовой проволокой. Это означает, что, к сожалению, нет входов для любого вида газа. Для сварки алюминия необходима возможность использования инертного газа.
Это означает, что, к сожалению, нет входов для любого вида газа. Для сварки алюминия необходима возможность использования инертного газа.
Посмотрите здесь, какие из наших машин могут сваривать алюминий.
В: Этот сварочный аппарат работает от обычного домашнего тока?
A: Модель 125 FC работает от «нормальной» домашней электросети, если у вас есть выделенная цепь и хотя бы 15-амперный выключатель в розетке, которую вы будете использовать.
В: Это инверторный аппарат MIG?
A: Это трансформатор с магнитным сердечником и выходом переменного тока.
В: Есть ли в этом аппарате дуга, активируемая спусковым крючком, или контактный наконечник всегда горячий?
A: Курок должен быть нажат.
В: Покрывает ли гарантия производитель, если я использую флюсовый сердечник .035?
A: Гарантия распространяется на вашу машину, если вы используете провод . 035, но эта машина работает намного лучше с проволокой .030 из-за ограничений этой машины.
035, но эта машина работает намного лучше с проволокой .030 из-за ограничений этой машины.
Основы сварки с помощью Forney Easy Weld 125 FC и видео распаковки являются отличным источником дополнительной информации.
Для получения дополнительной информации о Forney Easy Weld 125 FC ознакомьтесь с кратким руководством.
Forney Easy Weld 140 MP Часто задаваемые вопросы
Вопрос. Каков рабочий цикл Forney Easy Weld 140 MP
, 30% при 80 амперах на Stick и 20% при 110 амперах на TIG.
В: Может ли Forney Easy Weld 140 MP работать с электродами 6010? И какой рекомендуемый размер выключателя?
A : Да, 140 MP может работать со стержнем 3/32 дюйма с размером выключателя от 15 до 30 ампер (но мы рекомендуем последний вариант).
В: Какова максимальная мощность усилителя в режиме флешки?
A: В режиме стержня максимальная мощность этой машины будет составлять 90-100 ампер. В: Можно ли установить на эту машину катушку с флюсовым сердечником весом 2 фунта?
В: Можно ли установить на эту машину катушку с флюсовым сердечником весом 2 фунта?
A: На этой машине можно использовать катушки диаметром 4 дюйма (2 фунта) и 8 дюймов (10 фунтов).
Q : В чем разница между сварочным аппаратом Forney 140 MIG Welder и Forney Easy Weld 140 MP (кроме возможности сварки MIG, TIG и дуговой сварки)?
A : Forney 140 MIG представляет собой установку на основе трансформатора, а Forney Easy Weld 140 MP представляет собой инверторную технологию; это практически основное отличие. Однако гарантийные сроки также различаются. 140 MIG имеет 5/3/1, а MP имеет год гарантии.
Чтобы узнать больше о разнице между инверторной и трансформаторной сваркой, загляните в этот блог!
В: Это газосварщик?
A: Эта машина может работать с газовой или безгазовой проволокой.
В: Можно ли этой машиной сваривать алюминий?
A: Этот аппарат отлично подходит для сварки малоуглеродистой стали различной толщины во всех трех процессах, однако силы дуги будет недостаточно при попытке сварки алюминия MIG. Он также не совместим с шпульными пистолетами, так как у него нет заглушки Amphenol.
Он также не совместим с шпульными пистолетами, так как у него нет заглушки Amphenol.
Посмотрите, какие из наших машин могут сваривать алюминий здесь.
В: Какова гарантия на эту машину?
A: Гарантия один год.
Для получения дополнительной информации о Forney Easy Weld 140 MP ознакомьтесь с Кратким руководством.
Forney Easy Weld 140 FC-i Часто задаваемые вопросы
В: Когда выходная мощность полностью уменьшена, какова выходная мощность?
A: Минимальная выходная мощность составляет 32 А при напряжении примерно 14 вольт. Это выход примерно 450.
В: В руководстве по эксплуатации сказано: «Для максимальной эффективности используйте выключатель на 30 А». Это правда?
A: Эта машина была разработана для использования с выключателем на 20 А, поэтому все опубликованные данные о производительности относятся к системе на 20 А.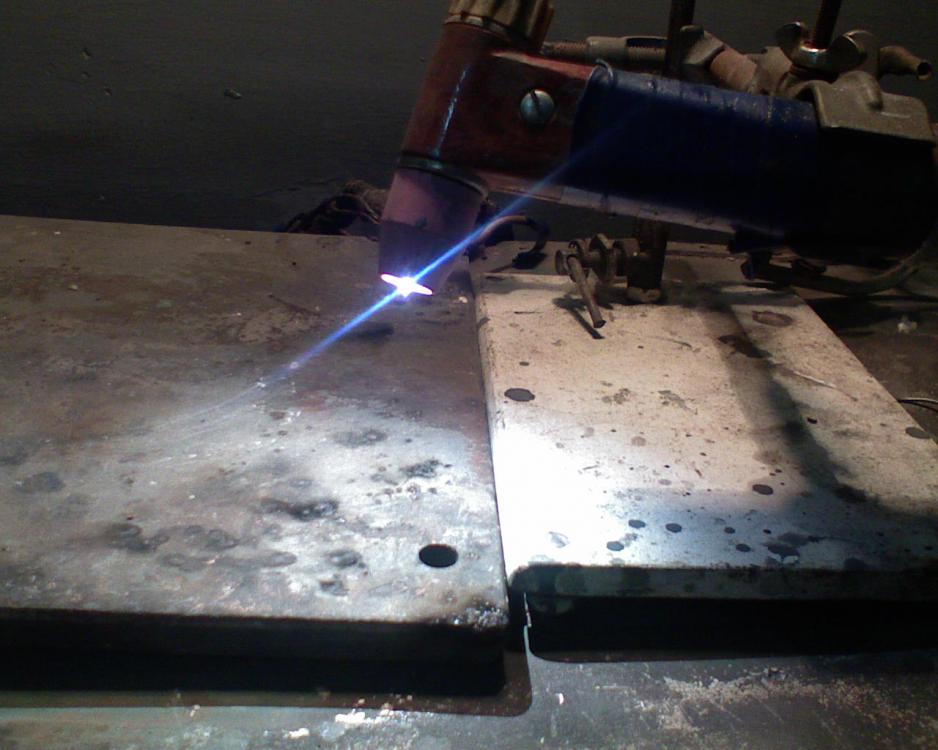 При использовании выключателя на 30 А вы увеличиваете время, в течение которого вы можете выполнять сварку с помощью этого устройства, не отключая выключатель. При использовании провода .035 вы можете потреблять больше энергии, чем .030, поэтому прерыватель на 30 А гарантирует, что вы не сломаете выключатели.
При использовании выключателя на 30 А вы увеличиваете время, в течение которого вы можете выполнять сварку с помощью этого устройства, не отключая выключатель. При использовании провода .035 вы можете потреблять больше энергии, чем .030, поэтому прерыватель на 30 А гарантирует, что вы не сломаете выключатели.
В: Использует ли этот аппарат стандартную горелку MIG?
A: Да, этот аппарат поставляется со стандартной горелкой для сварки MIG Euro-Connect, в которой используются расходные детали TWECO.
В: Наконечник этого пистолета всегда горячий или горячий только при нажатии на спусковой крючок?
A: Только при нажатии на спусковой крючок.
В: Что входит в комплект?
A: Forney Easy Weld 140 FC-i поставляется с (1) сварочным аппаратом FC-i Easy Weld, (1) 8-футовой горелкой MIG, (1) 8-футовым зажимом заземления, (1) 20 AMP-15 AMP штепсельный адаптер и (1) дополнительный контактный наконечник 0,030 дюйма.
В: Может ли этот сварочный аппарат работать с проволокой 0,35?
A: Этот станок рекомендуется для проволоки .030. Используя прерыватель на 30 А, вы можете запустить .035 через эту машину.
В: Будет ли этот сварочный аппарат работать с 10-фунтовыми катушками?
A: Корпус этого сварочного аппарата был специально разработан для работы с четырехдюймовыми (2 фунта) и восьмидюймовыми (10 фунтов) катушками.
В: Нужна ли для этого специальная или специальная розетка, или ее можно подключить к стандартной трехконтактной розетке?
A: Для этого аппарата потребуется отдельная розетка на 20 А.
В: Это сварочный аппарат с отрицательным электродом постоянного тока?
A: Поскольку это сварочный аппарат с флюсовой проволокой, он имеет отрицательный электрод постоянного тока.
В: Будет ли работать этот сварочный аппарат от генератора на 3600 Вт?
A: Для этого сварочного аппарата потребуется 4000 Вт постоянного генератора мощности.
Для получения дополнительной информации о Forney Easy Weld 140 FC-i см. Краткое руководство.
Часто задаваемые вопросы по плазменной резке Forney Easy Weld 20 P
В: Где можно купить расходные материалы для этой машины?
A: Расходные материалы для этой машины можно купить непосредственно в Forney или в большинстве магазинов ACE Hardware и True Value Hardware.
В: Нужен ли этому устройству внешний воздушный компрессор?
A: Да, для 20 P требуется небольшой внешний воздушный компрессор. Все, что вам нужно для запуска этой машины, — это компрессор, способный производить 1,5 кубических фута в минуту при 90 фунтов на квадратный дюйм.
В: Сколько весит эта машина?
A: Forney Easy Weld 20 P весит примерно 25,5 фунтов.
В: Какие рекомендуемые аксессуары и расходные материалы?
A: Электроды и наконечники
Плазменный наконечник PT25, 20-30 AMPS
Защитный колпачок
Завихритель
Комплект расходных материалов
В: Какова гарантия на этот аппарат?
A: Гарантия на плазменный резак Forney Easy Weld 20 P составляет один год.
