Электрод по алюминию своими руками: как сделать, характеристики, особенности, правила применения
Содержание
как сделать, характеристики, особенности, правила применения
Время на чтение: 3 мин
2807
Сваривание элементов из легкоплавких металлов по трудоемкости можно сравнить с тугоплавкими. На первые и вторые оказывают влияние не только внутренние, но и внешние факторы.
Электроды для алюминия включает различные добавочные материалы, что упрощает работу с этим цветным металлом, создают дополнительную защиту.
Но и они не в состоянии избавить сварщика от всех предварительных аспектов, которые необходимо решить перед началом операции сварки.
Стержни по алюминию имеют широкое хождение не только на промышленных предприятиях, но и бытовых условиях — гараже, загородном доме, небольшой ремонтной мастерской.
Однако используя их дома для соединения деталей инвертором, можно столкнуться с определенными трудностями. И только правильно подобранный наплавочный материал и предварительная подготовка поможет качественно соединить конструкцию.
Содержание статьиПоказать
Технические особенности электродов
youtube.com/embed/D2oiyAWb7iw?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Толщина соединяемых деталей ограничена диаметром стержня, который, в основном, колеблется от 4 до 5 мм. Операции с более тонкими электродами сопряжены с трудностями в силу повышенной скорости плавления стержня.
Последний расплавляется в три раза быстрее стального. Исходя из этого, рекомендуется сваривать алюминиевые детали толщиной не менее 4 мм. Выпускаемая длина 3-х миллиметровых стержней — 22-30 см, 4-5 — 35-45 см.
Основными трудностями, которые возникают во время сварочного процесса алюминия, являются следующие факторы:
- оксидная пленка — формируется на поверхности стыкуемых элементов, причем температура плавления первой, более чем в три раза выше расплава самого алюминия — 2 000° C;
- быстрое окисление металла приводит к образованию тугоплавкой пленки, что усложняет получение цельного шва;
- чтобы предупредить растекание металла, следует применять теплопроводящие подкладки;
- присутствие в алюминиевых сплавах кремния способствует формированию кристаллизационных трещин;
- при случайной остановке операции на конце электрода и сварочной ванны возникает слой шлака, усложняющий повторное разжигание дуги;
- вследствие высокого показателя линейного расширения, происходит деформирование сварочного валика при его затвердевании.

Операции сварки с алюминием потребует повышения силы тока в 1,5 раза, по сравнению с другими металлами.
Выполнение сварки
Для качественного соединения деталей необходимо выполнить предварительную зачистку их поверхности от всевозможных загрязнений и оксидов, подготовить стыки. Дома этому будут способствовать различные растворители, на производстве — щелочные ванны.
Среди первых практикуются уайт-спирит, технический ацетон, растворители на основе ксилола и уайт-спирита — PC-1, PC-2. Щелочная ванна допускает нахождение детали в составе не больше 5 мин.
Щелочную ванну можно приготовить самостоятельно, для этого понадобится:
- вода — 1 л;
- кальцинированная сода — 50 г;
- технический трехзамещенный фосфорнокислый натрий — 50 г;
- силикатный клей — 30 г.
Для улучшения очистки, щелочную жидкость необходимо подогреть до температуры 65°. После извлечения алюминиевой заготовки из ванны, нужно очистить предназначенные для соединения торцы специально предназначенной для этого металлической щеткой, с тонкой щетиной либо напильником.
Ручной труд вполне заменит шлифовальная машина. После очистки, элементы следует еще раз очистить растворителем.
Подготовки перед сваркой потребуют и токопроводящие стержни для сварочной операции. Для получения качественного валика, электроды необходимо два часа выдержать в печи при температуре не менее 200° C.
Операция сварки предполагает использование постоянного тока обратной полярности, с величиной до 30 A на каждый миллиметр диаметра сварочного стержня. Повысит качество соединения, предварительный разогрев деталей до 300-400°.
Величина нагрева прямо пропорциональна толщине соединяемых конструкций. Однако если обработке подлежат крупногабаритные детали, нагреваются только предполагаемые для сварки торцы.
Обеспечить получение качественного валика помогут следующие операции:
- шов освобождается от сформировавшейся корки шлака;
- валик поливается горячей водой;
- очищается металлической щеткой.
Предупредить проявление коробления и кристаллизационных дефектов при сварке поможет медленное остывание сварного валика.
Выбор электрода
Выбирая токопроводящие стержни для сварки алюминия, необходимо обратить внимание на такие аспекты:
- Состав электрода должен соответствовать сплаву соединяемых элементов. Информация о первом указывается производителем на упаковке, сертификате.
- Толщина расходного материала не должна превышать толщину обрабатываемой детали больше чем на 1 мм. Нарушение правила приведет к прожогу элемента.
- Просушенные более раза сварочные стержни снижают прочность полученного валика. Сварка выполняется угольными, графитовыми либо вольфрамовыми электродами, что определяется способом операции.
Виды
Для сварочных операций с алюминием используется несколько видов стержней. Основными из них являются следующие группы:
- щелочно-солевая — OK 96.
 10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности;
10, 20, 50, предназначены для алюминия и его технической категории, из-за повышенной гигроскопичности нуждаются в защите от влажности; - OЗAHA — обеспечивают хороший показатель свариваемости и полученного валика на разных сплавах металла, можно варить не только горизонтальные, но и вертикальные швы;
- OЗA — CвA1, 3, 5, 10, для чистого алюминия и сплава с кремнием;
- УAHA — сплавов алюминия;
- вольфрамовые — с использованием регулируемой защитной атмосферы.
Главным минусом последних считается тяжелый розжиг дуги.
Для несложных операций сварки электроды по алюминию можно изготовить собственными силами.
Это потребует следующих расходных материалов:
- Алюминиевая проволока длиной ± 30 см, диаметром — 3-4 мм;
- Обмазка, приготовленная из толченого мела и жидкого стекла.
Пастообразную смесь нанести равномерно на проволоку слоем 1-2 мм. После просыхания электрод готов к использованию.
необходимые материалы и процесс изготовления
Содержание:
- Необходимые материалы
- Процесс изготовления
- Электроды для алюминия
- Угольный электрод
- Оцинковка
- Точечная контактная сварка
- Интересное видео
Нельзя пожаловаться на небольшой выбор электродов в специализированных магазинах, однако существует такая интересная возможность, как сделать электроды для сварки своими руками. Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.
Изготавливая электроды для сварки своими руками, появляется возможность лучше разобраться в их устройстве, что не будет лишним при проведении сварочных работ.
Необходимые материалы
Чтобы начать изготавливать самодельные электроды для сварки, надо позаботиться о том, чтобы в наличии были все необходимые для этого материалы. К ним относятся:
- Проволока, изготовленная из стали с низким содержанием углерода. Ее диаметр не должен быть слишком большим.
- Жидкое стекло, играющее роль связующего звена.
- Порошок из мела или известняк.
- Также понадобятся малярная кисточка или валик.
Поподробнее следует рассказать о жидком стекле. Оно представляет собой силикатный клей, который является универсальным вспомогательным средством во многих областях промышленности и в быту. Основу жидкого стекла составляет раствор в водно-щелочном растворителе силиката натрия или калия.
Используется свойство силикатного клея хорошо прилипать к поверхности и образовывать там пленку, обеспечивающую надежную защиту от влаги. Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
Жидкое стекло является безопасным для человека. Диаметр выбранной проволоки для того, чтобы правильно изготовить сварочные электроды своими руками должен находиться в пределах 2-3 миллиметров. Проволока продается в виде мотков в строительных магазинах.
В дальнейшем, изготавливая самодельные электроды, моток проволоки придется нарезать на куски длиной порядка 25 сантиметров. Перед нарезкой проволоку необходимо выровнять. Обмазка для электродов состоит из двух составляющих — мела и жидкого стекла. Если мел имеется в виде кусков, то предстоит растолочь его до состояния порошка. Его частицы должны быть мелкими и однородными. Это можно делать вручную или с помощью блендера.
Процесс изготовления
Если нарезана проволока и измельчен мел, то можно приступать к изготовлению электродов. Разбираясь, как сделать электрод, следует понимать, что предварительно смешивать порошок мела и силикатный клей не обязательно.
Следует взять кусок проволоки, положить его на ровную горизонтальную поверхность, и обмазать набранным из банки с помощью кисти жидким стеклом. Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Обмазанные прутья следует поместить в мел, можно неоднократно. Нанесение должно носить равномерный характер. Один из концов проволоки длиной порядка 3-3,5 сантиметра надо оставлять необмазанным.
Вторым способом является предварительное приготовление обмазки, которую можно получить, смешав растолченный мел и жидкое стекло в виде силикатного клея. Проволоку следует окунать в эту смесь и медленно извлекать из нее, держась за сухой конец. Сушить обмазанные электроды удобно на бельевой веревке с помощью прищепок в вертикальном положении.
После того, как обмазка окончательно высохнет, полученный самодельный электрод необходимо подвергнуть прокалке. Осуществлять прокаливание следует в электрической духовке, включив режим проветривания. Время этого процесса составляет не менее получаса, а температура должна быть приблизительно 100 градусов. Это позволит обмазке загустеть и образовать прочную оболочку.
Прекрасно, если полученные электроды можно будет тут же проверить на имеющемся оборудовании, и при необходимости внести в процесс изготовления коррективы.
Электроды для алюминия
Сварка изделий из алюминия является непростым делом и имеет свои особенности. На поверхности этого металла имеется оксидная пленка, что вносит свои трудности при работе с этим металлом. Быстрое окисление алюминия ведет к образованию тугоплавкой пленки, что препятствует образованию цельного шва на соединениях.
Присутствие в сплавах на основе алюминия такого элемента, как кремний, приводит к формированию трещин между кристаллами металла. Возникновение шлака при остановках техпроцесса приводит к затруднению вторичного разжигания дуги. Сварочный валик при затвердевании может потерять свою форму вследствие высокого значения коэффициента линейного расширения.
Однако с этими проблемами могут справиться с большим или меньшим успехом самодельные электроды по алюминию. Для получения качественного шва необходимо, чтобы состав стержня электрода по своему составу соответствовал основному материалу. Поэтому для сварки алюминиевых изделий следует использовать алюминиевую проволоку в качестве стержня для самодельного электрода.
Чтобы получить качественный результат, используя электроды по алюминию своими руками, необходимо тщательно очистить поверхности соединяемых алюминиевых деталей. Это можно сделать с помощью различных растворителей типа технического спирта. Также помогут щелочные ванны.
Если изготавливаются электроды по алюминию для дуговой сварки своими руками, то при их использовании необходимо обращать внимание на значении выставленного на оборудовании тока. Он должен быть минимальным.
Чтобы получить электроды для сварки алюминия своими руками, надо подготовить проволоку, изготовленную из алюминия, диаметр которой не превышает 4 миллиметра, и нарезать ее на отрезки длиной приблизительно 20-25 миллиметров. По своему усмотрению можно немного скорректировать эти значения.
Затем следует приступить к приготовлению обмазки. Для этого тщательно измельченный мел, обычно белого цвета, надо смешать с приобретенным в магазине силикатным клеем, называемым часто жидким стеклом. Эту смесь следует перемешать до получения жидкой консистенции. Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Затем надо начинать обмакивать в ней поочередно нарезанные прутки, оставляя сухим небольшой конец. Толщина покрытия не должна превышать два миллиметра и за этим необходимо тщательно следить.
Далее электроды следует оставлять на просушку, дождавшись, чтобы покрытие в виде обмазки прочно затвердело. Прокаливание самодельных алюминиевых электродов надо проводить в течение двух часов при температуре не меньше, чем 200 градусов.
Сварку с помощью алюминиевых электродов надо проводить, используя постоянный ток, установив на применяемом оборудовании обратную полярность. Если предполагается сваривать толстостенные изделия, то проволоку для изготовления электродов надо выбирать большого диаметра.
Угольный электрод
Изготавливая угольный электрод своими руками, в качестве основного стержня следует выбирать пруток, изготовленный из угля или кокса. Могут быть включены и другие добавки. Процесс изготовления разделяется на приготовлении смеси, ее формирования и просушки.
Оцинковка
Цинковый электрод служит источником электронов при гальванизации, которые поступают во внешнюю цепь. Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Цинковый электрод при этом считается отрицательным. В качестве положительного элемента выступает медный электрод.
Чтобы выполнить цинковый электрод своими руками, придется совершить ряд особых действий. Нанесение цинкового покрытия особо сложным не является. Цинк для этого можно взять из солевых батареек, удалив из их корпуса все ненужное. При работе цинковый электрод необходимо оборачивать тряпкой или диском из ваты.
Точечная контактная сварка
Точечная или иначе контактная сварка — это надежный метод соединения металлических деталей, совпадающих по конфигурации и составу. Их соединение осуществляется вследствие мгновенных касаний электродом, при которых происходит сильное разогревание поверхности в этом месте. Благодаря простоте процесса и небольшим затратам на расходные материалы в виде электродов, такой способ соединения приобрел большую популярность.
Точечная сварка может применяться только для соединения деталей небольшой толщины. Электроды, применяемые для контактной сварки, по внешнему виду имеют большое отличие от обычных видов расходников. Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Электроды для точечной сварки своими руками выполняются с учетом специфики этого способа сварочного процесса. Материал для их изготовления следует подбирать подобный тому, из которого состоят соединяемые изделия. Схожий состав необходим для получения качественного результата.
Наиболее часто бывают нужными электроды прямой формы. Однако, в некоторых случаях, например, для работы в труднодоступных местах, требуются электроды сложной формы.
Изготавливая электроды для контактной сварки своими руками, предварительно надо выполнить их модель в полную величину. Это позволит еще на стадии проектирования учесть все имеющиеся недочеты.
Интересное видео
Все, что вам нужно знать о сварке анодированного алюминия
Когда дело доходит до сварки алюминия, многие считают, что это не так сложно, как может показаться. По сравнению со сталью или другими материалами, сварка алюминия может быть более сложной, и вам следует знать о распространенных ошибках. Если вы примете меры предосторожности и тщательно изучите себя, это может быть достигнуто без происшествий. Это относится даже к анодированному алюминию, если вы планируете его соответствующим образом.
По сравнению со сталью или другими материалами, сварка алюминия может быть более сложной, и вам следует знать о распространенных ошибках. Если вы примете меры предосторожности и тщательно изучите себя, это может быть достигнуто без происшествий. Это относится даже к анодированному алюминию, если вы планируете его соответствующим образом.
Это хорошие новости. Алюминий обладает многими привлекательными свойствами, среди которых его способность поддаваться анодированию. Добавьте к этому универсальность сварки, и алюминий предоставит производителям и проектировщикам множество возможностей для обеспечения максимальной эффективности, рентабельности и долговечности их применения. Если вы новичок в мире сварки анодированного алюминия, пожалуйста, прочитайте следующее, прежде чем начать.
Что такое анодирование и как оно влияет на алюминий?
Анодирование алюминия популярно уже почти сто лет, впервые оно стало коммерчески доступным в 1920-х годах. Анодирование относится к процессу электролитической пассивации, химической реакции, при которой на поверхности материала образуется оксидный слой. В процессе обработки анодируемая заготовка образует анодный электрод электролизера. Образующийся новый слой обеспечивает дополнительную коррозионную стойкость и износостойкость, а также улучшает адгезию грунтовок и клеев. В то время как алюминий является наиболее распространенным металлом, подвергаемым этому процессу, другие, такие как титан и цинк, также могут быть анодированы.
В процессе обработки анодируемая заготовка образует анодный электрод электролизера. Образующийся новый слой обеспечивает дополнительную коррозионную стойкость и износостойкость, а также улучшает адгезию грунтовок и клеев. В то время как алюминий является наиболее распространенным металлом, подвергаемым этому процессу, другие, такие как титан и цинк, также могут быть анодированы.
При анодировании алюминия через раствор электролита пропускают постоянный электрический ток. Этот ток вызовет выделение водорода на катоде, в то время как кислород выделяется на аноде. Таким образом, этот процесс приводит к накоплению оксида алюминия на поверхности металла. Напряжение обычно должно быть в пределах от 15 до 21 В, и чем выше напряжение, тем толще покрытие. Другие важные соображения включают концентрацию электролита в растворе, его кислотность и температуру, чтобы обеспечить консистенцию готового слоя.
После завершения процесса поверхность алюминия будет тверже основного металла. Это обеспечивает повышенную устойчивость к коррозии, а также другие преимущества, такие как улучшенная смазывающая способность. Также будет легче красить. Есть определенные недостатки. Без добавления герметика алюминий будет подвержен износу. После анодирования поверхность будет непроводящей и уязвимой к тепловым нагрузкам.
Это обеспечивает повышенную устойчивость к коррозии, а также другие преимущества, такие как улучшенная смазывающая способность. Также будет легче красить. Есть определенные недостатки. Без добавления герметика алюминий будет подвержен износу. После анодирования поверхность будет непроводящей и уязвимой к тепловым нагрузкам.
Одной из причин, по которой алюминий необходимо анодировать, являются легирующие материалы. В своем естественном состоянии алюминий образует защитный слой оксида алюминия при контакте с кислородом. В чистом алюминии этот слой может иметь толщину от 2 до 3 нм. После легирования пассивация может привести к более толстому слою, но он также будет более пористым из-за добавленных элементов. Хотя добавление таких элементов, как медь и кремний, повышает прочность алюминия, во многих случаях это снижает коррозионную стойкость. Среди сплавов чаще всего в анодировании нуждаются сплавы серий 2ххх, 4ххх и 6ххх.
Как происходит сварка анодированного алюминия?
Так почему сварка анодированного алюминия является такой сложной задачей? Как известно всем, кто знаком со сваркой, процесс сварки требует наличия электропроводности в свариваемом металле. После анодирования алюминий станет непроводящим.
После анодирования алюминий станет непроводящим.
Есть несколько обходных путей, которые позволят вам избежать сварки анодированного алюминия. Во-первых, вы можете сделать сварку перед анодированием. Затем готовый сварной шов можно анодировать как единое целое. В зависимости от вашего рабочего процесса это может быть невозможно. Если алюминиевые детали, которые вам нужно сварить, уже анодированы, это не вариант.
Другой альтернативой является использование шлифовального или шлифовального круга и удаление анодированного слоя в зоне сварки. Чем точнее вы сможете отшлифовать область, тем лучше будет косметический результат готового изделия. Даже при тщательной обработке вы все равно можете обнаружить, что результат не эстетичен.
Если ни один из вышеперечисленных вариантов не подходит, возможна сварка алюминия после анодирования. Важно отметить, что этот процесс может быть довольно сложным, если вы неопытны. Используйте источник питания на максимальном выходном токе во время сварки и подавайте напряжение на дугу на время, достаточное для образования лужи.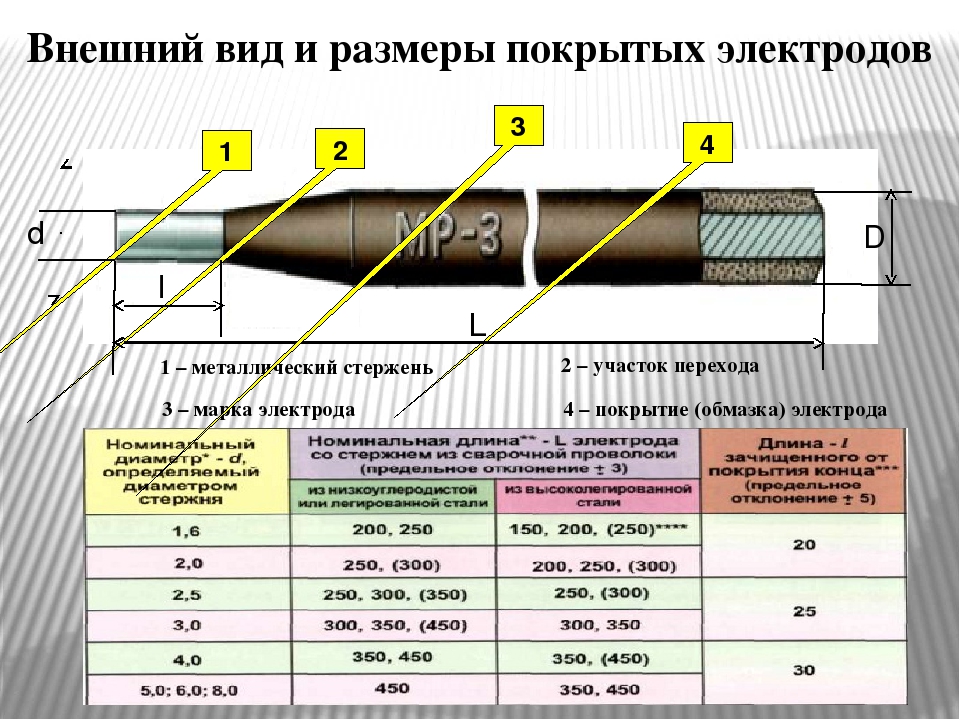 Немедленно добавьте шарик наполнителя и отключите питание. Переместитесь примерно на половину диаметра сварочной ванны и повторите. Это лучше всего работает со сварочным аппаратом, у которого есть ножная педаль, которая работает с выключателем, или переключатель управления пальцем.
Немедленно добавьте шарик наполнителя и отключите питание. Переместитесь примерно на половину диаметра сварочной ванны и повторите. Это лучше всего работает со сварочным аппаратом, у которого есть ножная педаль, которая работает с выключателем, или переключатель управления пальцем.
Этот метод называется бампингом. Перед началом работы правильно подготовьте материалы. Тщательно очистите все металлические части, чтобы убедиться в отсутствии грязи или других загрязнений. Металл также должен находиться при комнатной температуре не менее часа перед сваркой, и необходимо обеспечить отсутствие конденсата или влаги.
Ваш доверенный поставщик услуг
Если вы новичок в этом виде сварки, почему бы не проконсультироваться со специалистом перед первой попыткой? В Clinton Aluminium наша команда специалистов по продажам имеет большой опыт работы с производителями и дизайнерами, и мы гордимся своей приверженностью обеспечению того, чтобы наши клиенты получали правильный материал для работы. Мы регулярно обращаемся к нашей сети поставщиков за их технический опыт в различных процессах, включая сварку.
Мы регулярно обращаемся к нашей сети поставщиков за их технический опыт в различных процессах, включая сварку.
Способность сваривать анодированный металл может помочь вашему бизнесу повысить ценность вашего рынка. Убедитесь, что вы знаете, как сделать это правильно. Свяжитесь с нами сегодня, чтобы поговорить с одним из наших дружелюбных представителей по обслуживанию клиентов и узнать больше о том, какой алюминиевый сплав подходит именно вам.
Диоды часть 2: Самодельные алюминиевые диоды
опубликовано: 5 декабря 2016 г.
изменено: 16 апреля 2018 г.
автор: Hales
разметка: текстиль
Если какой-либо из этих текстов покажется вам сухим, просто перейдите к картинкам
Ранее я рассказывал о изготовлении медных диодов в домашних условиях. К сожалению, этот тип диода почти такой же громоздкий и неудобный, как использование детектора «кошка-и-ус». Это далеко от чего-то, что позволило бы мне легко делать диодные матрицы на печатной плате.
Традиционно мы считаем полупроводники очень дорогими и сложными в производстве. Кто мог винить нас? Все они производятся на дорогих фабриках по производству чистых помещений, использующих многомиллионное оборудование. Разогрев пиццы в одной из этих печей с чипсами — промышленный саботаж. Как вы вообще могли надеяться приблизиться к такому уровню контроля и точности дома?
Отдельное спасибо всем, кто прокомментировал статью Hackaday, посвященную моему последнему сообщению об этом. Многие из вас предложили отличные идеи для исследования, и я пошел по некоторым из этих путей благодаря вам.
Фон
Медные диоды выглядят тупиковыми
Все, что я до сих пор читал, свидетельствует о том, что медные диоды производились в промышленных масштабах путем нагревания меди примерно до 800–1000 градусов по Цельсию. Это создаст пару оксидных слоев, а нежелательный внешний слой будет удален химическим путем.
Хотя я могу легко довести медь до такой температуры, довести ее до этой стадии, пока она находится на плате или печатной плате, очень сложно. У меня не так много материалов, которые могут выдержать 1000 градусов, не говоря уже о тех, которые подходят в качестве основного материала, а также легко доступны другим людям.
У меня не так много материалов, которые могут выдержать 1000 градусов, не говоря уже о тех, которые подходят в качестве основного материала, а также легко доступны другим людям.
Во время исследования медных диодов я наткнулся на этот интересный документ:
ВЫПРЯМИТЕЛЬ ОКСИДА МЕДИ
Томас Марк Кафф, инженерный факультет Университета Темпл
«Удача иногда посещает дурака, но никогда не садится с ним».
Эта цитата сулит зло.
Во всяком случае, этот документ охватывает некоторую историю медных диодов, включая обсуждение того, почему медь, полученная из Чили, работает лучше. Но в своем историческом обзоре он упоминает «выпрямители мокрого типа»:
.
В простейшем случае выпрямитель мокрого типа состоял, например, из электролитической ячейки, состоящей из алюминиевой пластины и свинцовой пластины, погруженной в раствор воды и буры. Когда алюминиевый электрод был положительным (анод), на его поверхности выделялся кислород, что приводило к утолщению пассивирующего слоя оксида алюминия (Al2O3), который благодаря своей изолирующей природе предотвращал бы протекание любого тока; пассивирующий слой быстро растворялся, когда алюминиевый электрод был отрицательным (катод), что позволяло току беспрепятственно проходить через ячейку.
Именно этот рост и растворение изолирующего слоя оксида алюминия привели к ректификации в выпрямителях мокрого типа.
Итак, диверсия начинается.
Электролитические конденсаторы
Абзац продолжается:
Хотя выпрямители мокрого типа давно ушли в прошлое, их прямые потомки все еще с нами: алюминиевые электролитические конденсаторы, правильное функционирование которых зависит от электролитически «сформированного» изолирующего слоя оксида алюминия на их пластинах. Эти конденсаторы, конечно, чувствительны к полярности: если их включить в цепь в обратном направлении, пленка оксида алюминия растворится, что приведет к короткому замыканию и возможному разрушению конденсатора из-за перегрева в результате увеличения тока.
Действительно, в этом есть смысл.
Если вы используете электролитический конденсатор вперед: он медленно начинает блокировать ваш ток по мере зарядки. Крошечный электролитический конденсатор блокирует его практически сразу.
Если использовать электролитический конденсатор наоборот: похоже на короткое замыкание.
Если вы хотите использовать один в обоих направлениях: подключите два последовательно, обращенных в противоположных направлениях. Это делают «неполяризованные электролитические конденсаторы».
Разрыхлитель против пищевой соды
Некоторые источники предполагают, что вместо буры в качестве электролита можно использовать пищевую соду или разрыхлитель.
У меня есть подозрение, что «пищевая сода» и «разрыхлитель» иногда используются взаимозаменяемо, а иногда используются для разных значений. Позже я покажу некоторые исследования по использованию их обоих.
Когда я использую термины на этой странице:
- пищевая сода = чистый бикарбонат натрия (основной)
- разрыхлитель = смесь бикарбоната соды и кислотного порошка (и, возможно, что-то еще)
Изготовление и испытание
Конструкция с бумажным отделением
Для изготовления электролитического конденсатора (читай: выпрямителя) нужно:
- алюминий
- электролит
- другой проводник с другой стороны
В идеале вы не хотите использовать алюминий на другой стороне, так как тогда ваше устройство будет развивать диодную характеристику в обоих направлениях. Из того, что я читал, вы можете использовать большинство металлов. Я подозреваю, что настоящие производители алюминиевых конденсаторов используют разные металлы или, по крайней мере, разные алюминиевые сплавы с каждой стороны, но я могу ошибаться.
Из того, что я читал, вы можете использовать большинство металлов. Я подозреваю, что настоящие производители алюминиевых конденсаторов используют разные металлы или, по крайней мере, разные алюминиевые сплавы с каждой стороны, но я могу ошибаться.
В моем случае я использовал:
Алюминий: Тонкая полоска алюминиевой фольги, вырезанная ножницами.
Электролит: Вода и разрыхлитель, смешанные вместе. Я пропитал небольшой кусочек бумажного полотенца этим раствором и использовал его как для удержания электролита, так и для разделения двух металлов.
Другой проводник: медных контактных площадки на медной печатной плате.
Я также смешал токопроводящий клей, используя порошкообразный графит и немного глины. Глина была простой белой керамической посудой, но все должно быть в порядке. Графит был из бутылки (вы можете получить его для смазки замков), но вместо этого вы можете добиться успеха, потирая карандаш о напильник.
Используйте как можно больше графита и как можно меньше глины. Если в вашем миксе недостаточно графита, то ваши суставы будут измеряться сотнями килоом. Я смог довести это до нескольких областей Кома. Моя глина, даже во влажном состоянии, сама по себе имела очень плохую проводимость (что было полезно для пастовых диодов, которые я покажу позже).
Сначала я подготовил площадки на куске медной платы для установки диодов. Они были разделены линиями разреза ножовкой.
Затем я начинаю укладывать компоненты на эту плату:
Здесь вы можете увидеть кусочки намоченной бумажной салфетки и алюминиевые полоски. Я обнаружил, что размещение алюминиевых полосок на полотенце приводит к плохому контакту/сцеплению. Если вы сложите полотенце поверх алюминия, оно будет держаться намного лучше.
С другой стороны диода мне просто нужно было соединить алюминиевую фольгу с площадкой. Вот тут и пригодился токопроводящий клей:
Диод будет работать так, но чтобы он прослужил более чем недолго нужно остановить высыхание электролита. Первоначально я пытался покрыть все горячим клеем:
Первоначально я пытался покрыть все горячим клеем:
К сожалению, это не сработало:
- Иногда я «перетаскивал» части диода клеем, разрушая их
- Плохо запаял, поэтому диоды все равно высохли.
Мне нужно найти лучший способ сделать это.
Следующим шагом является «лечение» диода. Пропуская постоянный ток через диод в направлении, в котором он должен быть заблокирован, вы создаете слой оксида алюминия. Фактически вы предварительно заряжаете конденсатор. Это полезно для проверки работы диода — в идеале диод предварительно обрабатывает себя после включения в цепь.
Для этого шага я использовал 36 В и резистор 1 кОм. Вы помещаете положительную клемму вашего источника питания на сторону алюминия вашего диода.
Наконец-то я подключил диоды к индикатору кривой. Я использовал схему из моего предыдущего поста. Если вы не понимаете эти следующие диаграммы, эта страница поможет объяснить ситуацию.
Вот и смотри:
5 В на деление по горизонтали, 5 мА на деление по вертикали. Как видите, напряжение включения составило около 5 В, что намного выше обычных кремниевых 0,7 вольт.
Как видите, напряжение включения составило около 5 В, что намного выше обычных кремниевых 0,7 вольт.
К сожалению, это поведение быстро ухудшилось. Со временем обратное напряжение пробоя (видимое как небольшой поворот в правом конце графика выше) медленно смещалось внутрь. Через несколько минут вы увидите это:
.
Диод по-прежнему немного лучше в прямом направлении, чем в обратном, но менее чем в два раза, что нехорошо.
Когда через день диоды пришли в негодность (от высыхания) я оторвал термоклей. Эта картинка напоминает мне, как люди рвут чипы, снимая радиаторы:
У меня также не получилось использовать «пищевую соду» вместо «разрыхлителя». Диод не будет блокировать ток, а медь впитается в электролит:
Электролитные тесты
Что это вообще за разрыхлитель?
В Австралии ингредиенты всех пищевых продуктов указаны на их упаковке (за некоторыми исключениями, например, для продуктов, состоящих из одного ингредиента). Важно отметить, что они упорядочены в зависимости от того, сколько используется в продукте.
Важно отметить, что они упорядочены в зависимости от того, сколько используется в продукте.
Другими словами: этот разрыхлитель в основном сделан из рисовой муки. Время для расследования!
Испытание различных электролитов
Процесс: попробуйте разные комбинации металлов и направления тока, посмотрите, какие электролиты блокируют ток (т.е. действуют как конденсатор/диод). Я снова использовал 36 В через резистор 1 кОм.
Мне не повезло с трассировщиком в этих тестах: емкость была слишком велика, давала мне такие кривые, которые приходилось мысленно усреднять, чтобы избавиться от петель:
Похоже, что эти диоды слишком медленные, чтобы их можно было использовать при работе на частоте 50 Гц. YMMV, особенно с разными размерами диодов и нагрузками.
Я протестировал все химикаты, показанные на фото выше:
- ничего, кроме воды
- поваренная соль
- рисовая мука
- разрыхлитель
- пищевая сода
- бура
Результаты показали, что разрыхлитель, сода и бура работают. Соль действовала почти как короткое замыкание (по сравнению с резистором 1K), а все остальное было неинтересно.
Соль действовала почти как короткое замыкание (по сравнению с резистором 1K), а все остальное было неинтересно.
Я пытался использовать алюминий, медь и графит в качестве второй клеммы для всех этих электролитов. Использование графита или меди в качестве второго электрода дало одинаковые результаты. Пузырьки, казалось, всегда исходили от отрицательного электрода, поэтому электролит (и, возможно, электрод) расходуется во время использования, что может вызвать проблемы позже.
Но почему пищевая сода вдруг сработала в этом тесте, а раньше не работала?
Я попытался повторить этот тест, смешав новую порцию воды и двууглекислой соды.
Ошибка.
Я попробовал еще раз с «деионизированной» водой вместо водопроводной. Тот же результат.
Ток начнет падать, как если бы установка работала как диод/конденсатор, но через некоторое время он сдастся и снова начнет расти. Если я оставлю настройку отключенной на несколько минут, она снова заработает на короткое время, прежде чем произойдет сбой.
Получается, что я должен смешать соду с водой, положить алюминий, а затем оставить его сидеть на сутки. После этого, кажется, работает хорошо. Я сделал это случайно в более ранних тестах, где это сработало, и сегодня я снова подтвердил это. Я не уверен, что здесь происходит: возможно, другие мешающие материалы в воде медленно выпадают в осадок или иным образом ускользают/изменяются. Возможно, алюминий растворяется в электролите и насыщает его.
В любом случае, если у вас есть подобные проблемы, стоит попробовать.
Вставить диоды
Изготовление диодов с бумажными разделителями было трудоемким и подверженным ошибкам. Для этого требовался пинцет, и малейшее дрожание рук могло испортить диод.
В идеале я хочу что-то, что можно «намазать» или «напечатать», чтобы сделать диоды. То есть не требуют кропотливой сборки.
Примерно так:
Белая паста представляет собой смесь глины и разрыхлителя. Серый цвет представляет собой смесь глины и алюминиевых опилок.
