Электроды для инвертора как выбрать: Электроды для инверторной сварки:
Содержание
Как выбрать сварочные электроды?
Правильно подобранный сварочный аппарат – это всего лишь часть успеха при выполнении работ, если еще и правильно купить электроды, то эффективность использования устройства и конечный результат работы полностью оправдают ожидания пользователя. Сварочные электроды сегодня представлены в большом ассортименте и предназначаются для работы с различными металлами и сплавами, но, к сожалению, не всегда входят в комплектацию сварочного аппарата, поэтому пользователю приходится решать данный вопрос самостоятельно. Немногие пользователи могут пообщаться с профессиональными сварщиками и получить необходимую информацию по сварочной оснастке.
Сварочные электроды делят на две большие группы: неметаллические и металлические. Первые не плавятся (графитовые или угольные), а вторые представлены и плавящимися и неплавящимися изделиями (торированные, итрированные, лантанированные, вольфрамовые). Металлические электроды, которые в ходе выполнения сварочных работ плавятся, бывают покрытыми (стальные, чугунные, медные, алюминиевые и т. д.) и непокрытыми. Последний тип сварочных электродов чаще всего применяется в бытовой сфере для аргоновой сварки. Особенность покрытого электрода состоит в его способности обеспечить достаточное количество шлака на рабочем материале.
д.) и непокрытыми. Последний тип сварочных электродов чаще всего применяется в бытовой сфере для аргоновой сварки. Особенность покрытого электрода состоит в его способности обеспечить достаточное количество шлака на рабочем материале.
В настоящее время существует более 200 марок электродов для сварки. В продаже можно встретить узкоспециализированные электроды, например, по чугуну ЦЧ-4, и оснастку для сварочного оборудования универсального типа – это синие электроды мр-3с.
Длина электрода для сварки определяется химическим составом обсыпки и диаметром. Обычно небольшую длину имеют изделия из легированных сталей, которые используются при точечном прожиге толстого листового металла.
Начинающий сварщик может и не знать, какого диаметра электроды ему нужны для работы с металлом той или иной толщины, а также какой сварочный ток необходим для получения прочного шва. Диаметр электрода — важный параметр, который оказывает наибольшее влияние на процесс сварки.
Приведенная таблица позволит правильно подобрать силу тока в зависимости от диаметра изделия и толщины материала. Наиболее часто применяется электрод для сварки с диаметром 2,5 мм, он подходит для выполнения многих домашних работ, так как позволяет работать с металлом, толщина которого 4 мм. На самом деле размерный ряд электродов гораздо шире. Шаг между размерами 0,5 или 1 мм.
Наиболее часто применяется электрод для сварки с диаметром 2,5 мм, он подходит для выполнения многих домашних работ, так как позволяет работать с металлом, толщина которого 4 мм. На самом деле размерный ряд электродов гораздо шире. Шаг между размерами 0,5 или 1 мм.
Обмазка электродов для сварки
Сварочные электроды – это металлические сердечники, имеющие покрытие-обмазку, позволяющей определить свойства шлаковой корки и регулировать процесс затвердевания шва и повлиять на его физические свойства. В настоящее время выделяются 4 типа таких покрытий: основной, рутиловый, кислый и целлюлозный. Электрод с тем или иным типом обмазки используется для решения своих задач.
Применяются электроды для сварки двух типов:
- для работы в режиме переменного тока;
- при постоянном токе.
Электроды для инвертора с основным и целлюлозным покрытиями используют только для сварки на постоянном токе и позволяют добиться необходимой прочности соединения, что особо ценится при монтаже особо значимых конструкций.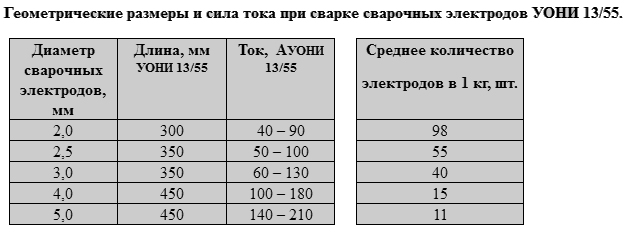
Рутиловый электрод для сварки может использоваться и при работе на постоянном, и при переменном токе. Его отличает лёгкий поджиг, при выполнении работ металл практически не разбрызгивается. Такие сварочные электроды в основном применяют для работы с аппаратами, которые характеризуются низким напряжением холостого хода.
Кислая обмазка электрода обеспечивает лёгкость отделения шлака, но крайне не рекомендуется обращаться к таким изделиям при выполнении работ в замкнутом пространстве, поскольку они могут отрицательно сказаться на здоровье сварщика.
Опытные сварщики рекомендуют использовать сварочные электроды с рутиловым и кислым покрытием при сварке аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
О назначении и выборе электродов для сварки
При выполнении сварочных работ сердечник под действием высокой температуры начинает плавиться, при этом обмазка горит, часть ее становится жидкой, что позволяет ей растекаться и тонким слоем покрывать расплавленный металл, тем самым создавать специальную газовую оболочку для защиты шва от взаимодействия с кислородом.
Электроды для сварки подбирают с учетом используемого материала (чаще всего это сталь, она может быть нержавеющей, жаропрочной и т.д.), а также толщины рабочих деталей (чем она больше, тем большего диаметра электрод следует использовать). По электроду можно определить ток. Нельзя оставлять без внимания и положение сварки, оно может быть нижним, горизонтальным, нижним тавровым, вертикальным (сварка снизу вверх), потолочным, потолочным тавровым. Под каждое положение необходим свой электрод для сварки.
Сварочный электрод перед началом выполнения работ необходимо осмотреть. Покрытие изделия должно быть без сколов, это обеспечит однородный прогрев и позволит получить качественный шов. Толщина обмазки также должна быть одинаковой. В противном случае дуга будет смещена относительно центра.
Таким образом, электроды для инвертора выбирают в зависимости от металла, который необходимо сварить, его толщины и свойств. Для получения высококачественного шва лучше отдать предпочтение продукции известных фирм, занимающихся производством качественных электродов. Купить электроды помогут специалисты выбранных Вами интернет-магазинов и иных торговых точек.
Купить электроды помогут специалисты выбранных Вами интернет-магазинов и иных торговых точек.
Как подобрать электрод для сварки. Плавящиеся и неплавящиеся электроды
На качество сварных работ влияет множество параметров, но самый главный из них – правильно подобранный электрод. Ответ на вопрос «как подобрать электроды для сварки» во многом зависит от типа выполняемых работ. Это может быть:
— наплавка или ремонт металлических конструкций;
— работа с углеродистыми сортами стали или чугуном;
— работа с легированными или тугоплавкими материалами;
— работа с цветными металлами (алюминий, медь и т.д.).
Для каждого типа работ следует подобрать соответствующий электрод – например, сварка алюминия подразумевает использование аргона и оптимальный решением для неё будет электрод из вольфрама.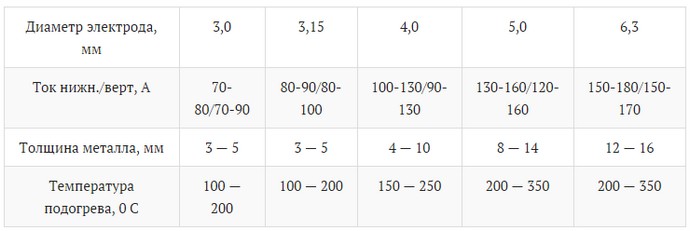
Помимо материала при выборе электрода следует учитывать толщину металла. Зависимость проста – чем толще металл, тем более крупный диаметр электрода вам понадобится. И тем больший ток придется использовать при сварке. Как подобрать диаметр электрода по значению тока? Совет от опытных сварщиков – 1 мм диаметра соответствует 30-40 А. Проще говоря – электрод диаметром 2 мм позволяет работать с током в диапазоне от 60 до 80А.
Тип сварочного аппарата на выбор не влияет – например, представленные на рынке инверторы работают со всеми видами электродов. Это значит, что подобрать электроды для инвертора можно, основываясь на типе решаемых задач, а не на конструктивных особенностях сварочного аппарата.
Разобравшись с тем, как подобрать толщину электрода, перейдем к рассмотрению их основных разновидностей.
Плавящиеся электроды
Металлический пруток, имеющий специальное покрытие для формирования стабильной сварочной дуги – вот что такое простой плавящийся электрод.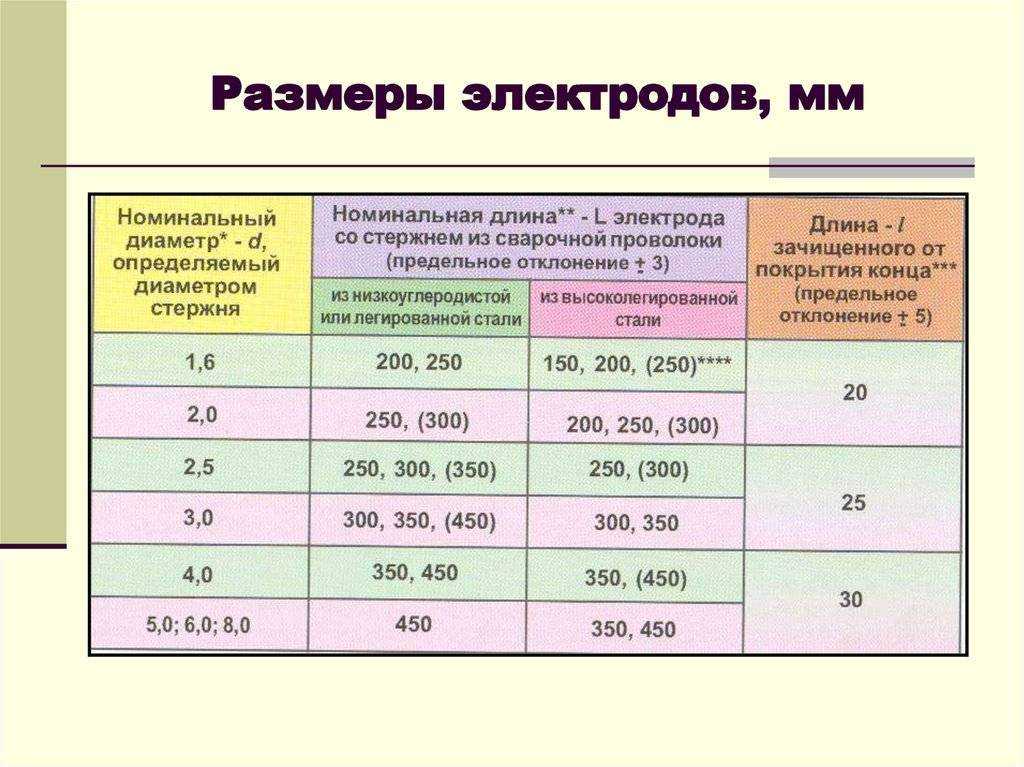 Основные представители данного семейства – УОНИ 13/155. Для работы с ними необходимо использовать постоянный ток, а также обеспечить чистоту и сухость в месте сварки. Альтернатива – МР-3, электроды с покрытием из рутила. Здесь уже допускается как постоянный, так и переменный ток, да и к качеству поверхности данные электроды менее строги.
Основные представители данного семейства – УОНИ 13/155. Для работы с ними необходимо использовать постоянный ток, а также обеспечить чистоту и сухость в месте сварки. Альтернатива – МР-3, электроды с покрытием из рутила. Здесь уже допускается как постоянный, так и переменный ток, да и к качеству поверхности данные электроды менее строги.
Неплавящиеся электроды
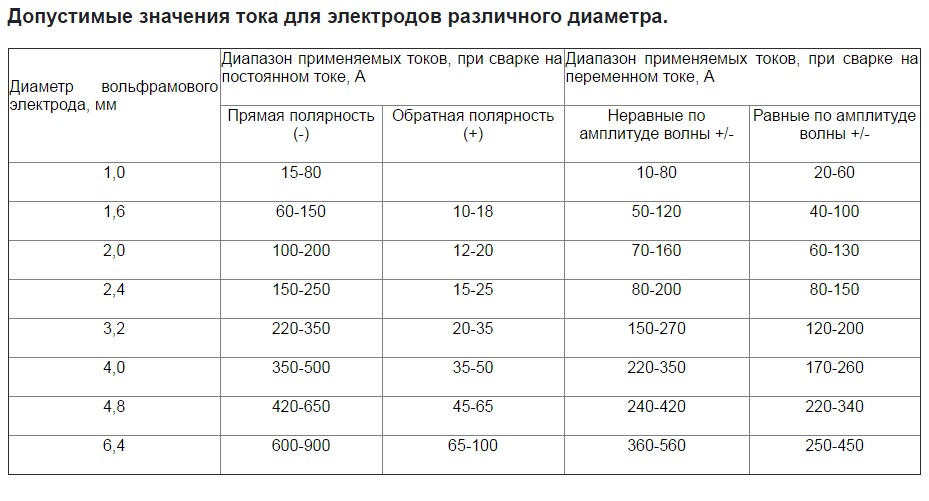
Предназначены для сварки алюминия, магния или сплавов на их основе. Подразумевают работу в инертной среде (чаще всего – аргоне), чаще всего изготавливаются из вольфрама с небольшим количеством легирующих присадок. Как подобрать вольфрамовый электрод? Всё зависит от того, что вы хотите получить и насколько комфортно хотите работать. Цените долговечность? Тогда обратите внимание на вольфрамовые электроды, легированные иттрием. Осуществляете сварку тугоплавких металлов? На помощь придут электроды с ториевой присадкой.
Вы хотите купить сварочные электроды и ищете оптимальное сочетание цены и качества? Обратите внимание на предложения нашего портала – широкий ассортимент и привлекательная стоимость приятно вас удивят.
Инвертор Saldatrice TIG DC 230V — TIG pulsata
Дополнительная контактная почта (оставьте пустым)*
Я полностью согласен ничего не получать*
Contattami al seguente indirizzo
Электронная почта
La , более легкий Tokyo 2300 от Vector Welding, имеет сварку TIG DC с 10-200A в режиме TIG и 10-170A в режиме MMA (электродный) .
Grazie all’ IGBT , la Tokyo 2300 ha un’alta capacità di potenza d’impulso and offre un processo di saldatura TIG preciso ed efficiencye.
L’ HF , il controllo e la potenza, permettono di eseguire una vasta gamma di operazioni di professionale saldatura.
ХАРАКТЕРИСТИКИ:
Saldatura TID DC : все металлы
ВЧ (ВИГ)
TIG pulsato: nella saldatura a impulsi, la corrente di saldatura alterna l’uscita e la corrente di picco alla frequenza desiderata. Più lunghi sono gli intervalli, meno energia e calore vengono forniti al pezzo da lavorare
2 темпа / 4 темпа
ММА: добавление электризации с использованием рутили, основные и т. д.
Современная технология IGBT (биполярный транзистор с изолированным затвором) обеспечивает высокую скорость коммутации и низкое электрическое сопротивление
Горячий старт: все, что вам нужно сделать, это сохранить резервную копию, а затем выполнить последнюю операцию поддержки.
Grazie all’ Arc Force, le gocce di materiale fuso passano più facilmente dall’elettrodo al pezzo da lavorare.
Anti-Stick spegne Automaticamente il Generatione di Saldatura se l’elettrodo si attacca al pezzo da saldare e deve essere staccato manualmente senza danneggiare il morsetto dell’eletrodo.

Protezione contro il surriscaldamento
9 спасательных кругов памяти
- Unità di Saldatura
- Torcia TIG: WP-26 (комбинированный газ/электричество), 4 м
- Свободный газовый баллон
- Pinze per eletrodi 200A (9 мандринов), длина 3 м
- Pinze di terra (9 мандрини), cavo da 3 м
- Части использования TIG-SET 14 петель
(TIG)0095
PANNELLO DI COMANDO:
1. Вкл/выкл индикатор surriscaldamento Вкл/выкл индикатор surriscaldamento | 4. Импульсная сварка TIG | 7. Горячий пуск/форсирование дуги/защита от болезней |
| 2. модальность боя (MMA/TIG) | 5. несколько параметров | 8. ЗАДАНИЕ и СОХРАНЕНИЕ (сохранение) |
| 3. 2 темпа/4 темпа | 6. дисплей |
| 1. Предварительный газ | 5. corrente secondaria | 9. corrente final |
| 2. corrente di partenza | 6. дуранта д’импульсо (%) | 10. Постгаз |
| 3. Аументо ди правильный | 7. Частота импульса (Гц) | |
| 4. corrente primaria | 8.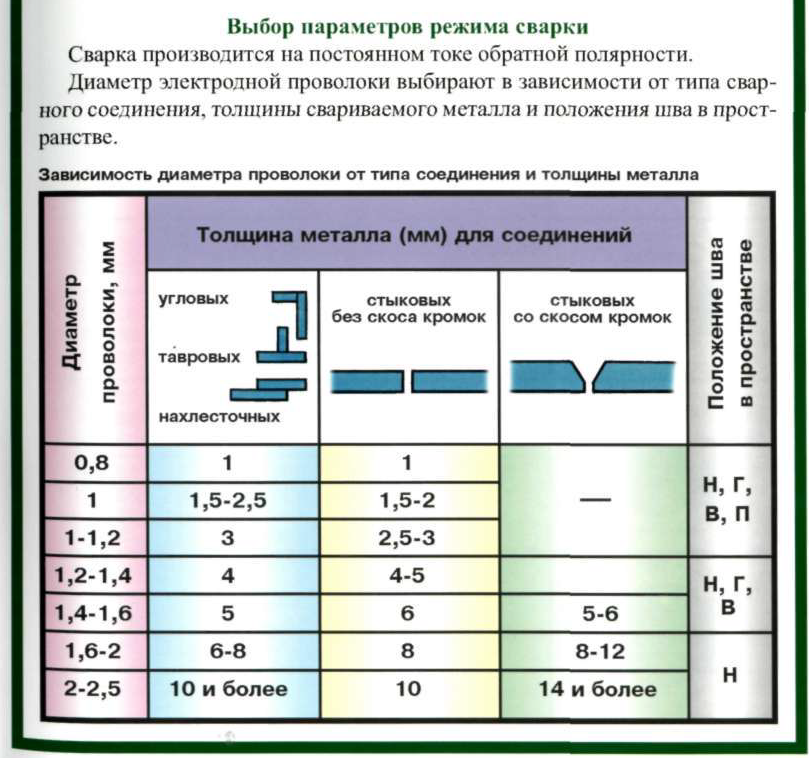 Исправление ошибок Исправление ошибок |
| Песо ди Консенья: | 11,60 кг |
| Размеры (Лунгхезза × Ларгезза × Альтезза): | 51,50 × 30,00 × 39,00 см |
Токио 2300 DETTAGLI TECNICI:
| Range d’impostazione della corrente di saldatura (TIG) | 10–200 А |
| Range d’impostazione della corrente di saldatura (MMA/STICK) | 10 -170 А |
| Лабораторный цикл (ED) TIG 40°C | 200 А при 18 В 40 % |
| Лабораторный цикл (ED) MMA/STICK 40°C | 170 А при 26,8 В 40 % |
| Натяжение в сети | 1 х 230 В |
| Часто задаваемые вопросы | 50–60 Гц |
| Класс защиты | IP23 |
| Размеры в мм (Д x Г x Т) | 320 х 160 х 380 |
| Песо в кг | 6,5 |
| Стандартный | ЭН60974-1 / МЭК60974-1 |
▶ PARAMETRAGGIO TIG
Di seguito spieghiamo le opzioni di impostazione per la saldatura TIG.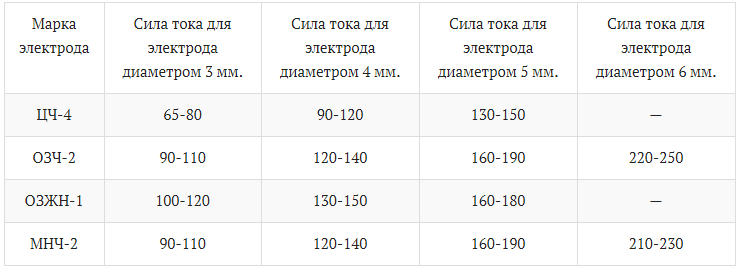 Nel nostro esempio, stiamo saldando una lamiera d’acciaio con uno spessore di 1,5 мм. Si prega ди notare che я parametri ди saldatura devono semper essere adattati Individualmente аль vostro progetto.
Nel nostro esempio, stiamo saldando una lamiera d’acciaio con uno spessore di 1,5 мм. Si prega ди notare che я parametri ди saldatura devono semper essere adattati Individualmente аль vostro progetto.
1. Ввести темп предвосхищения газа (от 0,1 до 10 секунд), с интервалом 0,4 сек. Regola d’Oro: 0,1 секунды на все метро в трубе, установленной на базовой станции.
2. Amperaggio di partenza: Regolabile tra 10 e 200 ampere, a seconda dell’ dell’ amperaggio mainle selezionato. Noi scegliamo 30 ampere per il nostro esempio, poiché salderemo con 60 ampere. Questo ci dà un’accensione più «morbida», vantaggiosa con le lamiere sottili. ВНИМАНИЕ: Queste impostazioni sono attive solo in modalità 4 tempi.
3. Rampa di partenza: Qui impostiamo la velocità con cui la saldatrice passa dall’amperagio di partenza all’amperaggio mainle. La gamma regolabile dipende dall’amperagio mainle. Nel nostro caso selezioniamo 0,6 secondi.
4. Amperaggio maine: o corrente di saldatura, che può essere impostata tra 10 e 200 ампер. Nel nostro caso scegliamo 60 A.
Nel nostro caso scegliamo 60 A.
5. Amperaggio di base: quando pulsiamo, possiamo impostare qui una seconda intensità di corrente (più bassa), per cui la nostra corrente di saldatura si alterna Permanentemente tra l’amperaggio mainle e l’amperaggio ди база.
7. Частота импульса (Гц): нормальная частота импульса с интервалом ниже 10 Гц.
6. Durata d’impulso: È dato в процентах и definisce la quota dell’amperagio mainle rispetto all’amperagio di base.
8. Rampa di discesa: qui determiniamo l’intervallo di tempo in cui abbassiamo l’amperaggio maine all’amperaggio finale. Abbiamo di nuovo impostato 0,6 секунды.
9. Amperaggio finale: Scegliamo 30A, lo stesso valore della nostra corrente di partenza.
10. Почтовый газ: важная часть с l’acciaio inox perché si ottiene un raffreddamento protetto del bagno di saldatura sul pezzo. Il nostro eletrodo tungsteno è anche raffreddato in modo ottimale.
11. Equilibrio AC: Rilevante quando si salda l’alluminio con corrente alternata (AC). Qui controlliamo il rapporto Temporale tra la semionda positiva e quella negativa. Дисплей отображается в процентах. Diminuendo иль bilanciamento си ottiene уна maggiore profondità ди penetrazione, aumentandolo си migliora l’effetto ди pulizia.
Qui controlliamo il rapporto Temporale tra la semionda positiva e quella negativa. Дисплей отображается в процентах. Diminuendo иль bilanciamento си ottiene уна maggiore profondità ди penetrazione, aumentandolo си migliora l’effetto ди pulizia.
12. Frequenza AC: Qui si imposta la frequenza della corrente alternata. La frequenza viene visualizzata в Herz, regolabile tra 10 e 200. Con questo, possiamo influenzare mainmente il comportamento del flusso del nostro bagno di saldatura. Una frequenza più alta promuove un arco stabile, ma riduce la potenza, il che si traduce in un bagno di saldatura duro. Ad una frequenza più bassa, l’arco diventa più instabile, ma ha una potenza elevata e risulta in un bagno sottile, il che ci permette di saldare più velocemente lamiere sottili e saldature di raccordo.
Sunstone Welders > Выбор сварочных аппаратов > ВЧ инверторная сварка микросопротивлением
Высокочастотная инверторная сварка (ВЧ-инвертор) использует специальный источник питания для выполнения сварных швов сопротивлением с высокой повторяемостью.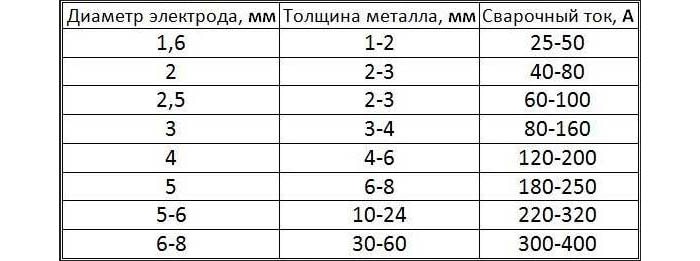 ВЧ инверторы используются в основном в автоматизации из-за высокой повторяемости сварных швов. Источник питания ВЧ-инвертора принимает входной переменный ток и преобразует его в волну постоянного тока, а затем переключается на сварку переменным током во время основного сварочного тока. Подобно сварке постоянным током, но с волной переменного тока низкого уровня в верхней части формы волны.
ВЧ инверторы используются в основном в автоматизации из-за высокой повторяемости сварных швов. Источник питания ВЧ-инвертора принимает входной переменный ток и преобразует его в волну постоянного тока, а затем переключается на сварку переменным током во время основного сварочного тока. Подобно сварке постоянным током, но с волной переменного тока низкого уровня в верхней части формы волны.
ВЧ инверторная сварка дает очень стабильные и воспроизводимые результаты. Это делает его основным кандидатом для использования с автоматизированными сварочными системами и в автоматизации. Система сварки Avio HF, которую предоставляет Sunstone, использует обратную связь с обратной связью, что позволяет контролировать каждый сварной шов. Этот мониторинг позволяет вам измерять каждый сварной шов, чтобы убедиться, что они стабильны и совершенны. Кроме того, замкнутая обратная связь ВЧ-инвертора позволяет настраивать огибающие или диапазоны, в которые могут попадать сварные швы. Это позволяет установить, насколько строгим должен быть контроль сварки.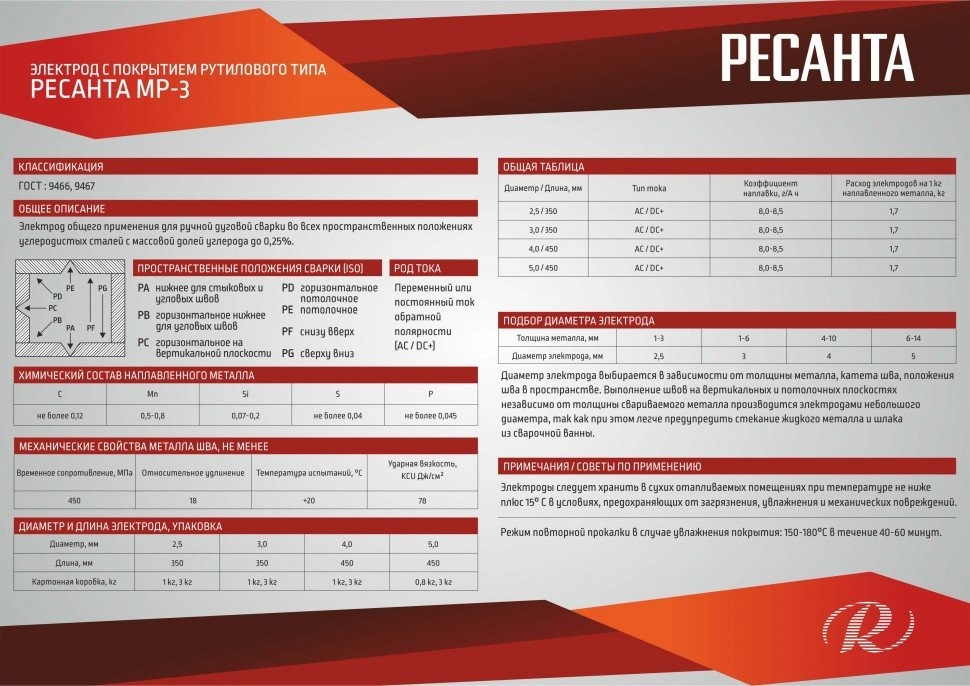
Из-за высокой повторяемости ВЧ инверторного источника питания рекомендуется использовать источник подачи сварного шва с высокой повторяемостью. Это достигается за счет использования сварочной головки. Доступны два различных варианта сварки.
Сервопривод:
Использование сварочной головки с сервоприводом — это высочайший уровень точности любого типа системы подачи сварного шва. Сварочная головка с сервоприводом обеспечивает максимальный контроль давления, продолжительности и смещения. Проще говоря, вы можете контролировать, насколько быстро вы хотите, чтобы электроды двигались, какое усилие прикладывалось, и даже контролировать, насколько сильно электроды двигаются во время процесса сварки. Это идеальная сварочная головка для использования в системах автоматизации и полуавтоматических системах. Если вы ищете идеальную сварочную головку, которую может использовать любой пользователь и получить потрясающие результаты, обратите внимание на головку с сервоприводом.
