Электроды для инвертора какие выбрать: Электроды для инверторной сварки:
Содержание
Cварочные электроды для инвертора. Как выбрать?
Электрод для сварки инвертором представляет собой сердечник, покрытый специальным смазочным материалом. Во время сварки сердечник расплавляется, а обмазка обеспечивает защиту сварного шва от кислородного окисления. Качественные электроды должны соответствовать ГОСТ 2246-72. В соответствии с классификацией ГОСТ электроды бывают легированные, углеродистые и высоколегированные. Для изготовления каждого вида используется разная металлическая проволока.
Правильный выбор электродов для инвертора — главное условие для получения прочного и ровного сварного шва. Современный рынок предлагает большой ассортимент электродов. Как выбрать электроды для сварки инвертором, и на какие параметры обращать внимание расскажем в этой статье.
Выбор электродов для сварки инвертором
Разновидностей электродов — огромное количество и выбрать подходящий из них получается не всегда.
Отвечая на вопрос, какими электродами лучше варить инвертором, прежде всего, необходимо знать, что электроды для инверторного сварочного аппарата различаются по типу, размеру (диаметру) и материалу покрытия. По типу электроды подразделяются на плавящиеся и неплавящиеся. Первый тип представляет собой стержень, выполненный из металла, с обмазкой, способствующей образованию и поддержанию сварочной дуги. Неплавящиеся электроды применяются для аргоновой сварки. Обмазка электродов также имеет большое значение, от неё зависит процесс горения дуги и газошлаковая защита. Существует четыре вида обмазки:
По типу электроды подразделяются на плавящиеся и неплавящиеся. Первый тип представляет собой стержень, выполненный из металла, с обмазкой, способствующей образованию и поддержанию сварочной дуги. Неплавящиеся электроды применяются для аргоновой сварки. Обмазка электродов также имеет большое значение, от неё зависит процесс горения дуги и газошлаковая защита. Существует четыре вида обмазки:
- целлюлозная;
- кислая;
- рутиловая;
- основная (УОНИ).
Для сварки используются электроды различных диаметров, но наибольшее распространение получили электроды 3 и 5 мм. «Тройки» используют для сварки металлических элементов не толще 5 мм, а «пятёрки» — не толще 10 мм. Для сверхтонких деталей используются электроды диаметром 1 мм.
Топ-5 лучших: какие электроды лучше для инвертора?
Выбирая электроды для инвертора необходимо знать его модель и технические характеристики, а также толщину свариваемых элементов. Также стоит отметить, что покупать дешёвые китайские электроды не только невыгодно, но и небезопасно.
Также стоит отметить, что покупать дешёвые китайские электроды не только невыгодно, но и небезопасно.
Рейтинг электродов для сварки инвертором выглядит следующим образом:
- МР-3 для работы с углеродными, низколегированными сталями. Электрод имеет рутиловую обмазку и предназначен для применения на переменном и постоянном токах. Достоинства: стабильная сварная дуга, отсутствие разбрызгивания металла в процессе сварки.
- УОНИ 13/55 разработанные для сварки с применением постоянного тока. Данные электроды отлично соединяют углеродистые и низколегированные стальные элементы. Покрытие — основное. Достоинства: стабильная сварная дуга, швы получаются ровные, устойчивые к различным нагрузкам, в том числе к высоким температурам.
- ОЗАНА для сварки различных металлических поверхностей из разных сплавов. Достоинства: стабильная дуга, универсальность, сварные швы без дефектов.
- ОК 63.34 для сварки инвертором деталей из нержавеющей стали. Рутиловое покрытие обеспечивает ровный гладкий сварной шов.

- Комсомолец-100 с покрытием-наплавкой из чистой меди. Подходит для сварки медных деталей.
Какие электроды лучше использовать для инверторной сварки: подбор оборудования
Содержание
- Как выбрать электроды
- Классификация электродов
- Особенности выбора электродов
- Диаметр и размеры
- Назначение электрода
- Внешнее покрытие
- Популярные марки электродов
- Электроды при сварке аппаратом Ресанта
Чтобы добиться нужных результатов при проведении сварочных работ с помощью инвертора, надо правильно подобрать расходники. Какие электроды лучше использовать для инверторной сварки, можно определить, зная их свойства. Изделия могут отличаться материалом, из которого они изготовлены, диаметром, составом обмазки и другими характеристиками.
Как выбрать электроды
При выборе электрода для качественного шва надо учесть, что на характеристики стержня повлияет и сырье, из которого выполнены соединяемые детали, и его толщина, и требования к качеству.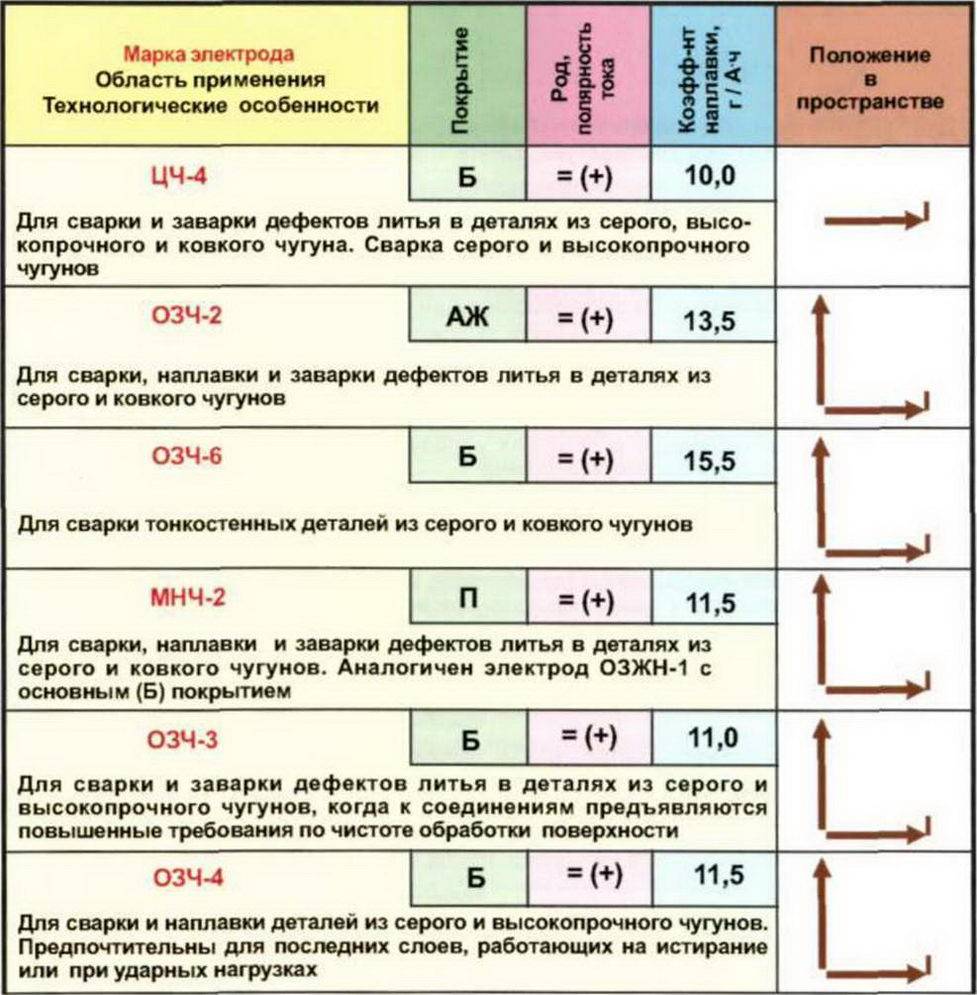
Разные металлы надо варить с использованием соответствующих расходных материалов.
Лучше придерживаться таких рекомендаций:
- Для сварки элементов из стали низкоуглеродистой, низколегированной используют углеродные электроды, например, УОНИ. Они хорошо отделяют шлаковые образования и не создают большого количества брызг.
- Для легированных сталей подойдут такие виды расходников, как ОЗС-4, УОНИ 13/45, МР-3, АНО-21.
- Стальные сплавы с повышенной стойкостью к коррозии обрабатываются с применением ОЗЛ-8, ОММ.
- Для сварки элементов, при изготовлении которых использовалась сталь другого вида, или для наплавок приобретают электроды с основой из металла высоколегированного типа.
- При варке чугуна подходят изделия марки ОЗЧ-2.
Верный выбор материалов поможет получить самый качественный, прочный сварной шов.
Классификация электродов
Электроды для сварки инвертором выпускаются плавящимися или неплавящимися. Изделия первой категории представляют собой стержни с металлической основой, поверхность которых покрывается специальными составами.
Такие смеси обеспечивают защиту для зоны сварки и повышают стойкость горения дуги. При расплавлении состава создается сварочная ванна, происходит заполнение шва жидким металлом.
Подклассы:
- Электроды могут выпускаться с покрытием, стабилизирующим электродугу. Их использование улучшает эксплуатационные свойства сварных швов.
- Элементы без дополнительного слоя. Они не применяются для сварки ручного дугового типа.
Плавящиеся виды электродов можно использовать для дуговой сварки вручную.
Неплавящиеся типы удобны для сварочных работ в среде защитного газа. Они могут быть изготовлены из графита, прессованного угля, вольфрама. Изделия выполняют роль анодов, катодов, способствуют образованию электродуги. Материал для формирования шва образуется с применением присадочной проволоки.
Они могут быть изготовлены из графита, прессованного угля, вольфрама. Изделия выполняют роль анодов, катодов, способствуют образованию электродуги. Материал для формирования шва образуется с применением присадочной проволоки.
Для работы в среде аргона больше подходят вольфрамовые виды, но и цена их выше.
Изделия могут подразделяться по виду покрытия, которое наносится на металлические стрежни, по размеру и назначению. Чтобы выбрать нужный вариант для надежного соединения свариваемых поверхностей, надо ознакомиться с их характеристиками.
Особенности выбора электродов
Выбирая расходные материалы, важно правильно оценить, какие лучше соответствуют вашим задачам. Из разнообразия, представленного в продаже, подходящие изделия определяют, руководствуясь такими критериями, как вид покрытия и диаметр. Последний не должен быть больше необходимого — это уменьшит плотность тока, ухудшит провар элементов и сделает образование сварочной дуги неустойчивым. У швов увеличивается ширина, что понижает их прочность.
У швов увеличивается ширина, что понижает их прочность.
Диаметр и размеры
При подборе расходных материалов для сварки надо определить правильный диаметр.
Он зависит от толщины соединяемых элементов:
- Для деталей толщиной 2 мм можно выбирать электроды с диаметром 2,5 мм.
- Для изделий 3 мм — электроды 2,5 мм.
- Для толщины 4-5 мм — диаметр 3,2-4 мм.
- Для деталей 6-12 мм — стержни 4-5 мм.
- Для толщины 13 мм — диаметр расходников должен составлять 5 мм.
Кроме толщины стержней, на процесс сварки влияет правильно выбранная мощность работы оборудования.
Назначение электрода
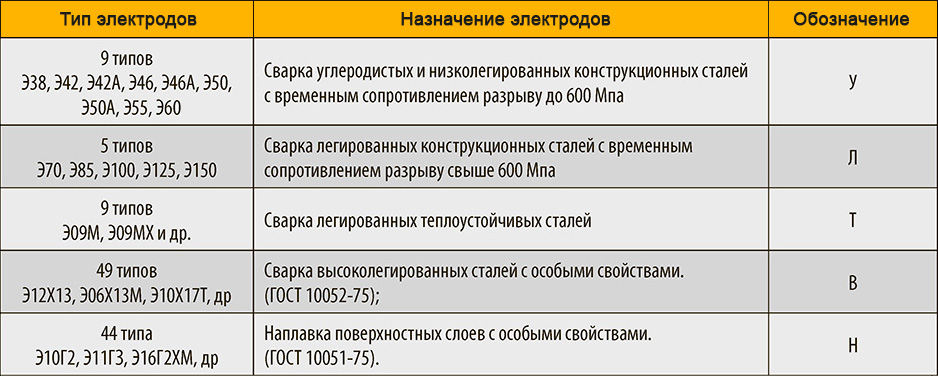
Перед тем как выбрать электроды, определите подходящее вам назначение. Для разных металлов существуют свои марки расходных материалов.
Вид подходящего для сваривания сплава определяют по букве в маркировке товара:
- У — используется для сваривания углеродистых слаболегированных сталей.
- М — для легированного материала.
- Т — для получения прочных соединений при работе с легированными сталями с повышенной теплостойкостью.

- Н — для сварки металла в области верхних слоев.
- Б — подойдет для работы с изделиями из высоколегированных сырьевых материалов особого назначения.
Разбираясь в маркировке, несложно подобрать подходящий тип продукции для обеспечения хорошего качества сварки.
Внешнее покрытие
Производители для улучшения рабочих свойств электродов наносят на них специальные смеси.
Покрытия стержней распределяются по следующим категориям:
- Ферросилицийное, ферромарганцовое (отмеченное в маркировке буквой А). Его использование усиливает плавкость сердечника, что положительно действует при выполнении сварки нижних швов.
- Рутиловое (отмечается как Р), представляет собой слой двуокиси титана с жидким стеклом. При его применении происходит повышение образования шлаков, снижается испарение легирующих компонентов. Швы обладают высокой прочностью, стойкостью к разрывам.
- Ц — целлюлозный материал с добавлением марганца, талька и целлюлозы.
 Преимущество материала — в возможности сформировать защитное газовое облако в области сварочной ванны. Это помогает сделать соединение более качественным. Такие электроды часто используют для работы с трубопрокатом.
Преимущество материала — в возможности сформировать защитное газовое облако в области сварочной ванны. Это помогает сделать соединение более качественным. Такие электроды часто используют для работы с трубопрокатом. - Кальциево-карбонатное основное покрытие (Б), тоже способствует образованию защитного газа. Но для создания постоянного шва материал не подходит, необходимо проводить доработку.
Прочие варианты покрытий обозначаются буквой П. В них включают легирующие компоненты, увеличивающие прочность соединений.
Популярные марки электродов
Для инверторной сварки используются изделия следующих марок:
- МР-3 — универсальные расходные материалы. Подойдут для соединения деталей разных конструкций без предварительной очистки.
- МР-3С — подойдут, если не нужен шов высокой прочности и качества.
- АНО — отличаются хорошей способностью к воспламенению, не требуют дополнительного прокаливания. Подойдут для новичков и опытных сварщиков.
- УОНИ 13/55 — используют для соединения элементов в конструкциях, где необходимо повышенное качество.
 Для начинающих сварщиков неудобны — работа с ними требует хорошего опыта.
Для начинающих сварщиков неудобны — работа с ними требует хорошего опыта.
Приобретая расходные материалы, не надо обращать внимание на те, что стоят подозрительно дешево. Качество швов окажется плохим, потребуется переделка.
Электроды при сварке аппаратом Ресанта
«Ресанта» представляет собой инверторный сварочный аппарат для дома и дачи. При выборе расходных материалов для него надо руководствоваться теми же правилами, что и для прочего оборудования. Силу тока и размер электрода подбирают, исходя из толщины соединяемых элементов.
Производитель агрегата для сварки выпускает и электроды для него. Диаметр изделий: 2,5-5 мм. Но специалисты стараются использовать другие марки, так как продукция компании имеет слабую пластичность.
Как правильно выбрать вольфрам для сварки TIG и что — Baker’s Gas & Welding Supplies, Inc.
 сварных швов, выбрав правильный вольфрам для сварки TIG. Независимо от того, используете ли вы процессы переменного или постоянного тока для сварки TIG, вот несколько советов, о которых следует помнить, когда придет время запастись электродами TIG, включая новый электрод, о котором вы, возможно, не знали. В конце поста мы также дадим ссылку на любимую работу клиентов Baker’s Gas and Welding.
сварных швов, выбрав правильный вольфрам для сварки TIG. Независимо от того, используете ли вы процессы переменного или постоянного тока для сварки TIG, вот несколько советов, о которых следует помнить, когда придет время запастись электродами TIG, включая новый электрод, о котором вы, возможно, не знали. В конце поста мы также дадим ссылку на любимую работу клиентов Baker’s Gas and Welding.
*Щелкните по таблице, чтобы загрузить PDF-файл для печати
Выбор правильного цвета вольфрама для сварки TIG
Каждый электрод для сварки TIG имеет особую цветовую классификацию, которая облегчает его идентификацию. В зависимости от состава электрода сварщики найдут конкретные области применения и преимущества, которые лучше всего подходят для каждого электрода. Вот краткий обзор:
Зеленые электроды для сварки TIG изготовлены из чистого вольфрама и используются для сварки переменным током, часто для алюминия и магния. Они, как правило, широко используются, потому что они недороги. Тем не менее, они также сгорают намного быстрее, чем электроды из других сплавов, поэтому приготовьтесь запастись, если пойдете по этому пути.
Они, как правило, широко используются, потому что они недороги. Тем не менее, они также сгорают намного быстрее, чем электроды из других сплавов, поэтому приготовьтесь запастись, если пойдете по этому пути.
Зачем использовать зеленые электроды из чистого вольфрама? Они хорошо работают при синусоидальной сварке переменным током и образуют сплошной шарообразный наконечник, обеспечивающий стабильную дугу. Помимо высокого расхода, он не так хорошо заводится, как торированные или цериированные электроды, которые остаются фаворитами у многих сварщиков.
Красные торированные электроды для сварки TIG являются одними из наиболее часто используемых электродов, поскольку 2% тория, смешанного с вольфрамом, долговечны и универсальны. Сварщики могут заострить кончик этих электродов и наслаждаться стабильной дугой, которая длится долгое время. Окончательная сварочная ванна чище, так как электрод оставляет меньше отложений, а торий обеспечивает более легкий запуск дуги и более высокую пропускную способность по току.
Переключение между сваркой переменным и постоянным током с использованием торированных электродов. Сварщики могут работать над проектами, включающими тонкий алюминий, титан, углеродистую сталь, нержавеющую сталь и никель. Поскольку торий радиоактивен, сварщики с осторожностью относятся к использованию этих электродов.
Оранжевые электроды с церием для сварки TIG содержат около 2% церия и идеально подходят для сварки на постоянном токе и слаботочных процессов. Поскольку им можно сваривать углеродистую сталь, нержавеющую сталь, никелевые сплавы и титан, некоторые сварщики обнаружили, что он хорошо работает в качестве замены ториевых электродов.
Ceriated не рекомендуется использовать для сварки при более высоких токах, так как тепло может изменить состав электрода. Сварщики предпочитают работать с электродами Ceriated при более низких температурах для мелких, точных деталей, изготовления труб и сварки тонкого металла.
Золотые лантанированные электроды для сварки TIG работают как на переменном, так и на постоянном токе (отрицательный электрод), поскольку их можно затачивать или скруглять, соответственно, в зависимости от проекта. Он может сваривать сталь от источника питания прямоугольной формы и обеспечивает надежный запуск дуги и стабильность дуги.
Он может сваривать сталь от источника питания прямоугольной формы и обеспечивает надежный запуск дуги и стабильность дуги.
Из-за его долговечности и универсальности некоторые сварщики используют лантанаты вместо тория, так как в металле нет радиоактивных элементов.
Коричневые циркониевые электроды для сварки TIG содержат минимальное количество циркония и лучше всего подходят для сварки переменным током. Поскольку цирконий является прочным металлом, устойчивым к растрескиванию, он обеспечивает стабильную дугу и препятствует загрязнению. Он также может проводить силу тока, сравнимую с ториевыми электродами.
Серые редкоземельные электроды обычно указывают, какие оксиды редкоземельных элементов присутствуют в стержне. Эти электроды можно использовать для сварки на переменном и постоянном токе, но сварщики должны внимательно прочитать информацию о каждом металле, указанную на упаковке. В лучшем случае электроды из редкоземельных металлов обеспечивают стабильную дугу, более длительный срок службы и ток, который может конкурировать с другими электродами, даже если они обычно меньше.
Получите все пять электродов TIG в одном наборе
Не можете решить, какой электрод купить? Попробуйте новый Weldporn Five Flavors Assorted Tungsten. Было доказано, что эти электроды обеспечивают стабильность и постоянство при каждом сварном шве. В комплект входит по два электрода каждого типа.
Варианты электродов 3/32” включают:
- 2%-торированный
- 2% цериат
- 2% лантана
- Мультимикс
- Чистый вольфрам
Фиолетовый электрод
Фиолетовый вольфрамовый электрод E3 Если вы ищете безопасную альтернативу ториевым электродам и версию чистого вольфрама с более длительным сроком службы, то вы можете рассмотреть вольфрамовый электрод E3, который представляет собой смесь трех оксидов. вместе. У него лучше скорость воспламенения, он работает холоднее и не излучает. По сравнению с ториевым, он может даже поддерживать более быстрое зажигание и более стабильную дугу с течением времени.
Вольфрам E3 предназначен для лучшего зажигания дуги и увеличения срока службы электрода по сравнению с чистым вольфрамом.
Если вы планируете сварку алюминия методом TIG, ознакомьтесь с этой записью в блоге.
Посмотрите наше видео на YouTube, в котором мы ответим на некоторые распространенные вопросы о вольфраме.
Поданный в:
лучшие электроды тиг,
лучшие тиг удилища,
популярные штанги тиг,
удилища для тига,
Сварка специальных материалов,
электроды ТИГ,
тиг стержни,
тиг сварка,
подсказки заварки тиг,
что мне нужно для тиг
Полное руководство по выбору подходящего электросварочного аппарата
Задумывались ли вы когда-нибудь о следующих проблемах с электросварочными аппаратами, которые использовались в течение длительного времени:
- Мощность аппарата недостаточна для сварки более толстых листов;
- Аппарат слишком велик для выполнения обычных сварочных работ;
- Машина слишком тяжелая, и вам нужен более легкий вариант.
Не ждите, пока вы купите электросварочный аппарат, чтобы понять, что он не подходит для ваших нужд.
Пневматический станок для снятия фасок EF-52 …
Пожалуйста, включите JavaScript
Пневматический станок для снятия фасок EF-52 — Artizono
Эта статья поможет вам приобрести сварочный аппарат, соответствующий вашим потребностям.
Раньше электрические сварочные аппараты измерялись в киловаттах. Однако современная тенденция заключается в использовании номинального тока сварочного аппарата для указания его размера.
1. Как выбрать размер электросварочного аппарата?
В качестве примера возьмем электросварочный аппарат с продолжительностью нагрузки 60%.
Во-первых, важно знать сварочный ток или размер электрода.
Далее следует выбрать размер электросварочного аппарата в зависимости от величины сварочного тока.
Например, если сварочный ток равен 100 А, то 100, деленное на 0,8 (что является приближенным значением квадратного корня из 0,6 и его легче запомнить и вычислить), равно 125 А.
При покупке следует проверить заводскую табличку на задней панели сварочного аппарата и выбрать тот, у которого ток длительности нагрузки 60 % превышает 125 А.
Если вы знаете только количество используемой сварочной проволоки, а не сварочный ток, вы можете выбрать номинальный ток сварочного аппарата на основе тока сварочного электрода.
Например, если диапазон номинального тока для сварочной проволоки Φ4,0 составляет от 170 А до 210 А, то 170, деленное на 0,8 (что является приближенным значением квадратного корня из 0,6 и его легче запомнить и вычислить), равно 212 А. .
При выборе следует свериться с заводской табличкой на задней панели сварочного аппарата и выбрать аппарат с током длительности нагрузки 60 %, превышающим 212 А.
Кроме того, вы должны выбрать диаметр электрода в зависимости от толщины пластины.
| Толщина заготовки мм | <4 | 4-12 | >12 |
| Диаметр электрода мм | Не более толщины заготовки | 3,7-3,8 9011 38 | >4 |
Select electric welding machine according to welding rod
| Electrode diameter | φ 2. 5 5 | φ 3.2 | φ 4.0 | φ 5.0 | φ 6.0 |
| Welding machine ток | 160А | 200А | 300А | 400А | 500А |
Сварочный инвертор с нагрузкой сварочный аппарат
Оценка тока.
777 260-210
776767 260-210
 собственный сварочный аппарат в соответствии с потребностями сварки
собственный сварочный аппарат в соответствии с потребностями сварки Для сварки алюминия рекомендуется аргонодуговая сварка на переменном токе и импульсная сварка в среде защитного газа.
Для сварки нержавеющей стали рекомендуется аргонно-дуговая сварка постоянным током и импульсная сварка в среде защитного газа.
Для сварки углеродистой стали можно рассмотреть варианты ручной сварки, обычной сварки в среде защитных газов, импульсной сварки в среде защитных газов и аргонно-дуговой сварки на постоянном токе.
При покупке электросварочных аппаратов важно отдавать предпочтение тем, которые произведены обычными производителями, прошедшими сертификацию 3С.
Проверьте на заводской табличке сварочного аппарата наименование производителя, производственный адрес, технические характеристики и модель, диапазон регулировки сварочного тока, продолжительность нагрузки, входное напряжение, ток и другую соответствующую информацию. Выберите сварочный аппарат, который наилучшим образом соответствует вашим потребностям.
Однако будьте осторожны с поддельными и некачественными продуктами на рынке, которые неверно указывают номинальный ток и продолжительность нагрузки. Например, продукт может иметь маркировку номинального тока 400 А, но при фактическом использовании он может измерять только более 200 ампер.
Во избежание покупки электросварочного аппарата, который нельзя использовать в обычном режиме, рекомендуется использовать амперметр постоянного тока для измерения фактического максимального сварочного тока, если это возможно.
3. Основные проблемы при выборе аппарата для ручной дуговой сварки
В настоящее время на рынке доступно множество различных типов аппаратов для ручной дуговой сварки, включая традиционные сварочные аппараты переменного тока, сварочные аппараты постоянного тока с кремниевым выпрямителем и инверторные сварочные аппараты постоянного тока. сварочные аппараты.
Первый тип сварочного аппарата имеет широкий спектр разновидностей, спецификаций, марок и уровней качества. С таким количеством доступных вариантов может быть сложно выбрать экономичный и практичный продукт.
С таким количеством доступных вариантов может быть сложно выбрать экономичный и практичный продукт.
Чтобы выбрать аппарат для ручной дуговой сварки, вы должны иметь общее представление о следующих концепциях электросварочных аппаратов:
Метод положительного соединения:
Положительный полюс аппарата для сварки заготовок подключается к положительной клемме во время сварки. , и этот метод обычно используется для сварки кислотными электродами.
Метод обратного подключения:
Отрицательный полюс сварочного аппарата подключается к отрицательному выводу во время сварки, и этот метод обычно используется для сварки щелочными электродами и электродами из нержавеющей стали.
Постоянная нагрузка:
Как правило, сварочный аппарат может работать в течение 6 минут при максимальном сварочном токе (номинальном токе), после чего следует 4-минутный период отдыха, что составляет 10-минутный цикл. Это позволяет машине избежать повреждений и безопасно работать. Коэффициент сохранения нагрузки составляет 60%. Коэффициент сохранения нагрузки для гражданских электросварочных аппаратов на рынке колеблется от 35% до 60%. Сварочные аппараты с коэффициентом сохранения нагрузки менее 100 % не могут работать при номинальном токе в течение длительного времени.
Это позволяет машине избежать повреждений и безопасно работать. Коэффициент сохранения нагрузки составляет 60%. Коэффициент сохранения нагрузки для гражданских электросварочных аппаратов на рынке колеблется от 35% до 60%. Сварочные аппараты с коэффициентом сохранения нагрузки менее 100 % не могут работать при номинальном токе в течение длительного времени.
Соотношение преобразования между продолжительностью нагрузки и большим сварочным током в течение длительного времени выглядит следующим образом:
Продолжительность нагрузки = максимальный сварочный ток в течение длительного времени 2/номинальный ток 2
Пример сварочного аппарата с длительностью нагрузки 400 А 35%:
0,35 = Максимальный сварочный ток в течение длительного периода / (2/4002)
Таким образом, максимальный сварочный ток в течение длительного периода составляет 236,63 А.
Проще говоря, этот сварочный аппарат на 400 А с продолжительностью нагрузки 35 % может работать только при токе 236,63 А для достижения 100 % продолжительности.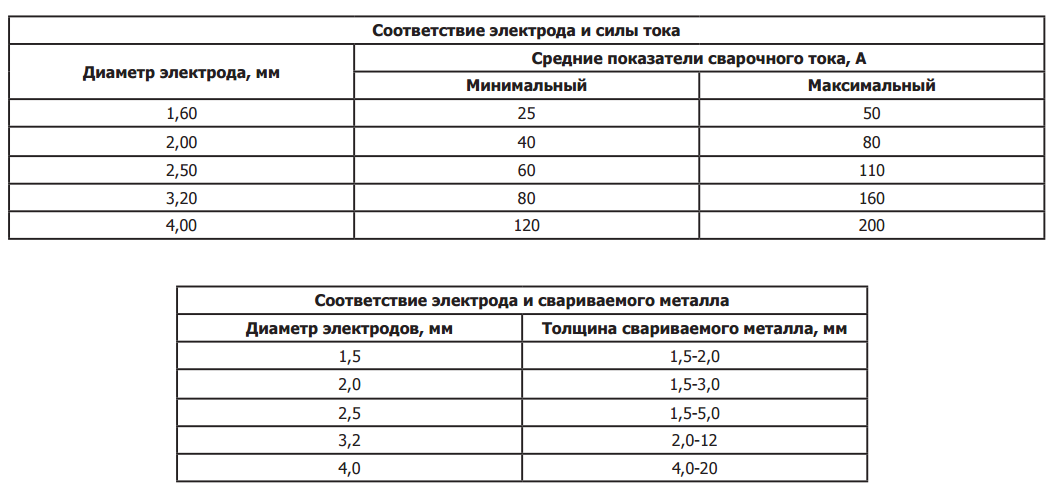
Соотношение между диаметром электрода и сварочным током:
Применяемый ток электрода = диаметр электрода * 40
Например, если сварочный ток, необходимый для электрода диаметром 4,0 мм, составляет 4,0 x 40, оптимальное значение тока для сварки с этим электродом будет 160А.
Однако фактические условия сварки могут различаться в зависимости от таких факторов, как тип материала, размер заготовки и потребность в эффективности.
Относительно зависимости между диаметром угольного стержня и сварочным током при строжке угольной дугой в воздухе:
Допустимый ток угольного стержня = диаметр угольного стержня * 50
4. Как выбрать электросварочный аппарат ?
Выбор сварочного аппарата сильно влияет как на срок его службы, так и на эффективность сварочного процесса. Небольшая машина, например, маленькая лошадь, пытающаяся тянуть тяжелый груз, может быть утомительна и может привести к повреждению машины.
Не рекомендуется принимать решение, основываясь только на размере машины. Вместо этого следует также учитывать стоимость, поскольку покупка самого дорогого варианта не всегда является лучшим выбором.
Остерегайтесь низких цен, так как эти продукты могут быть поддельными и поставляться с плохим послепродажным обслуживанием. Некоторые производители могут предлагать машины всего за 88-168 юаней, но эти машины могут иметь максимальный выходной ток всего 100 А или меньше и могут делать ложные заявления о длине сварочных прутков, с которыми они могут работать.
5. Преимущества и недостатки сварочного аппарата переменного тока и инверторного сварочного аппарата
Преимущества сварочного аппарата переменного тока:
- Доступная цена
Недостатки:
- Высокое энергопотребление (часто называемое «электрическим тигром»)
- Низкое напряжение холостого хода (трудно зажечь дугу)
- Нестабильный ток
- Разрыв дуги
- Громоздкая конструкция
- Подходит только для обычных сварочных прутков
Преимущества инверторного сварочного аппарата постоянного тока:
- Низкое энергопотребление
- Высокое напряжение холостого хода (легко зажечь дугу)
- Стабильный ток
- Непрерывная дуга
- Несоответствующие сварки
- Легкие и гибкие
- Совместимы со всеми типами сварки
Инвалиды:
- .
 Важно учитывать тип используемого сварочного электрода. Например, при использовании сварочной проволоки 4.2 сварочный ток будет рассчитываться следующим образом:
Важно учитывать тип используемого сварочного электрода. Например, при использовании сварочной проволоки 4.2 сварочный ток будет рассчитываться следующим образом:Сварочный ток = 4,2 * 40 = 168 А. Учитывая, что фактический ток может колебаться на 20%: 168 А * 1,2 = 210 А
Важно отметить, что сварочного аппарата на 250 А может быть недостаточно. Из-за рыночной конкуренции многие производители заменяют более мелкие машины более крупными, а машины более низкого качества — более качественными.
Например, когда речь идет о сварочных аппаратах переменного тока, на рынке широко распространено мнение, что:
- Аппарат 250А подходит только для сварки 2,5 электродами
- Аппарат 315А подходит только для сварки 3,2 электродами
- А Аппарат 400А подходит для сварки 4,2 электродами
Это несоответствие национальным стандартам подчеркивает проблему наводнения рынка поддельной продукцией. На самом деле, при покупке сварочного аппарата переменного тока на 400А, вы фактически можете получить аппарат с нормой 250А или даже ниже.
 Вот почему сварочные аппараты переменного тока той же модели теперь на треть легче, чем десять лет назад.
Вот почему сварочные аппараты переменного тока той же модели теперь на треть легче, чем десять лет назад.Мы можем выбрать сварочный аппарат следующим образом:
При покупке сварочного аппарата на 400 А важно провести пробное испытание, чтобы убедиться в максимальном выходном сварочном токе. Для этого отрегулируйте ток до максимального значения, приварите электроды 4.2 (меньшие электроды могут повлиять на выходной сигнал) и используйте токоизмерительные клещи для измерения максимального выходного тока.
Тот факт, что ток достигает 400А во время испытания, не гарантирует, что вы приобрели сварочный аппарат на 400А. Скорость удержания нагрузки также играет важную роль в определении возможностей машины.
Например, если коэффициент удержания нагрузки составляет 30 %, сварочный аппарат можно рассматривать только как аппарат на 250 А. Настоящий сварочный аппарат на 400 А должен поддерживать максимальный ток 400 А и непрерывно работать на этом уровне.

Вот почему некоторые сварочные аппараты той же модели могут быть значительно дороже на рынке.
6. Потребляемая мощность и экономическая выгода от электросварочного аппарата
Как продукт, который активно продвигается в стране благодаря его энергосберегающим возможностям, сколько энергии может сэкономить нам инверторный сварочный аппарат?
Фактический измеренный входной ток для двухфазного сварочного аппарата переменного тока колеблется от 33 А до 35 А, как определено путем сравнения сварки электродом 3,2 и током 130 А.
Фактический измеренный входной ток для трехфазного сварочного аппарата постоянного тока составляет 6 А.
Потребляемая мощность рассчитывается следующим образом:
Потребляемая мощность сварочного аппарата переменного тока:
P=LJI=380*33=13,3 кВт 1,732 * UI=1,732 * 380 * 6=3,95 кВт
Тогда, исходя из 26 дней в месяц, 8 часов в день и коэффициента использования 80%:
(13,3-3,95)*8*0,8*26 =1361.

