Электроды для инвертора какие выбрать: Электроды для инверторной сварки:
Содержание
какие марки лучше для сварки?
✅ Дата публикации: 18.09.2019 | 📒 Сварка | 🕵 Комментариев нет
Как выбрать электроды для инвертора?
Содержание статьи:
- 1 Какие выбрать электроды для инвертора
- 2 Лучшие электроды для сварки инвертором
- 2.1 Плюсы электродов АНО, УОНИ 13/55, МР-3С и МР-3
При сварке инвертором важно учитывать все: силу тока, толщину свариваемого металла, тип электродов. Следует знать, что для сварки чугуна и стали применяются совершенно разные электроды. Их отличие заключается, прежде всего, в составе обмазки и материалах изготовления.
Также, электроды для сварки инвертором должны быть абсолютно сухими, в противном случае, сварочный процесс будет сильно затруднен. Ранее в строительном журнале уже рассказывалось о том, что делать, если залипают электроды. Читайте об этой проблеме в данной статье: https://samastroyka.ru/prilipaet-elektrod-pri-svarke-invertorom. html.
html.
В сегодняшнем обзоре будут рассмотрены наиболее популярные типы электродов для сварки инвертором. Статья рассчитана, в первую очередь, для начинающих сварщиков, которые смогут ознакомиться с рейтингом электродов на сегодняшний день.
Какие выбрать электроды для инвертора
Выше было сказано, что электроды для ММА сварки (ручной дуговой сварки) отличаются по составу обмазки и материалам изготовления. Электроды для дуговой сварки могут быть плавящегося и неплавящегося типа. Электроды второго типа используются специально для сварки аргоном.
Материалы изготовления электродов, также играют немаловажную роль при выборе. Так, например, для сваривания чугуна и сталей применяются разные материалы изготовления электродов.
Ниже будут рассмотрены электроды, которые используются для сварки чугуна и стали, инвертором:
- Углеродные электроды для инвертора — используются в том случае, когда нужно варить изделия из низкоуглеродистой и низколегированной стали;
- Электроды АНО-21, ОЗС-4 и МР-3 — применяются для сваривания изделий из легированной стали;
- Электроды ОЗЧ-2 — специальный тип электродов для сварки чугуна.

Диаметр электродов для инвертора подбирается согласно толщине свариваемого металла. Чтобы варить тонкий металл, нужны электроды наименьшего диаметра. Для сварки металла толщиной более 6 мм, уже потребуются электроды намного большего диаметра.
Лучшие электроды для сварки инвертором
На сегодняшнее время в продаже можно найти большое разнообразие электродов.
И, как показывают рейтинги, наибольшей популярностью пользуются следующие марки электродов для сварки инвертором:
- Электроды АНО — хорошо воспламеняются, не залипают, поэтому они не нуждаются в предварительной прокалке. Электроды для инвертора этой марки идеально хороши, как для начинающих, так и для опытных сварщиков;
- Электроды МР-3С — обеспечивают надежное сварное соединение;
- Электроды МР-3 — являются универсальными, а их преимущество заключается в том, что они держат устойчивую дугу даже при наличии ржавчины на металле;
- Электроды УОНИ 13/55 — обеспечивают высочайшее качество сварочного шва и используются там, где к сварке металла предъявляются строгие требования.
Плюсы электродов АНО, УОНИ 13/55, МР-3С и МР-3
Рассмотренные в данной статье строительного журнала samastroyka.ru электроды для инвертора отличаются высоким качеством. Здесь и удобство в работе, поскольку электроды данных марок обеспечивают простую отделяемость от шлака, надежность сварного соединения и простота в работе.
Качество сварки инвертором зависит от многих нюансов и правильно подобранные электроды для этого, стоят чуть ли не на первом месте. Конечно же, никто не спорит о том, что опытный сварщик, проработавший полжизни со сварочным аппаратом, приварит любым электродом.
Однако для тех, кто только начинает варить, чтобы не разочароваться в своем начинании, нужно использовать только качественные расходные материалы для сварки. Не бойтесь экспериментировать и усовершенствовать сварочное дело, и тогда результат не заставит себя долго ждать.
Если есть какие-то вопросы, не стесняйтесь их задавать через форму комментариев на сайте или делитесь своими советы, какими электродами варите вы сами.
Оценить статью и поделиться ссылкой:
Cварочные электроды для инвертора. Как выбрать?
Электрод для сварки инвертором представляет собой сердечник, покрытый специальным смазочным материалом. Во время сварки сердечник расплавляется, а обмазка обеспечивает защиту сварного шва от кислородного окисления. Качественные электроды должны соответствовать ГОСТ 2246-72. В соответствии с классификацией ГОСТ электроды бывают легированные, углеродистые и высоколегированные. Для изготовления каждого вида используется разная металлическая проволока.
Правильный выбор электродов для инвертора — главное условие для получения прочного и ровного сварного шва. Современный рынок предлагает большой ассортимент электродов. Как выбрать электроды для сварки инвертором, и на какие параметры обращать внимание расскажем в этой статье.
Выбор электродов для сварки инвертором
Разновидностей электродов — огромное количество и выбрать подходящий из них получается не всегда.
Отвечая на вопрос, какими электродами лучше варить инвертором, прежде всего, необходимо знать, что электроды для инверторного сварочного аппарата различаются по типу, размеру (диаметру) и материалу покрытия. По типу электроды подразделяются на плавящиеся и неплавящиеся. Первый тип представляет собой стержень, выполненный из металла, с обмазкой, способствующей образованию и поддержанию сварочной дуги. Неплавящиеся электроды применяются для аргоновой сварки. Обмазка электродов также имеет большое значение, от неё зависит процесс горения дуги и газошлаковая защита. Существует четыре вида обмазки:
- целлюлозная;
- кислая;
- рутиловая;
- основная (УОНИ).
Для сварки используются электроды различных диаметров, но наибольшее распространение получили электроды 3 и 5 мм. «Тройки» используют для сварки металлических элементов не толще 5 мм, а «пятёрки» — не толще 10 мм. Для сверхтонких деталей используются электроды диаметром 1 мм.
Топ-5 лучших: какие электроды лучше для инвертора?
Выбирая электроды для инвертора необходимо знать его модель и технические характеристики, а также толщину свариваемых элементов. Также стоит отметить, что покупать дешёвые китайские электроды не только невыгодно, но и небезопасно.
Рейтинг электродов для сварки инвертором выглядит следующим образом:
- МР-3 для работы с углеродными, низколегированными сталями. Электрод имеет рутиловую обмазку и предназначен для применения на переменном и постоянном токах. Достоинства: стабильная сварная дуга, отсутствие разбрызгивания металла в процессе сварки.
- УОНИ 13/55 разработанные для сварки с применением постоянного тока. Данные электроды отлично соединяют углеродистые и низколегированные стальные элементы. Покрытие — основное. Достоинства: стабильная сварная дуга, швы получаются ровные, устойчивые к различным нагрузкам, в том числе к высоким температурам.
- ОЗАНА для сварки различных металлических поверхностей из разных сплавов.
 Достоинства: стабильная дуга, универсальность, сварные швы без дефектов.
Достоинства: стабильная дуга, универсальность, сварные швы без дефектов. - ОК 63.34 для сварки инвертором деталей из нержавеющей стали. Рутиловое покрытие обеспечивает ровный гладкий сварной шов.
- Комсомолец-100 с покрытием-наплавкой из чистой меди. Подходит для сварки медных деталей.
Как выбрать лучший вольфрам для сварки TIG на переменном токе. Производительность Racing Industry
Максимальное использование преимуществ инверторной технологии при сварке TIG на переменном токе зависит от многих факторов. Особенно важным является выбор правильного вольфрама для оборудования и области применения.
В прошлом чистый вольфрам считался единственным выбором для сварки ВИГ таких материалов, как алюминий, магний или другие сплавы, для которых требуется дуга переменного тока.
Но инверторная технология в современных сварочных аппаратах для сварки TIG на переменном токе предоставила больше возможностей. Чистый вольфрам больше не рекомендуется.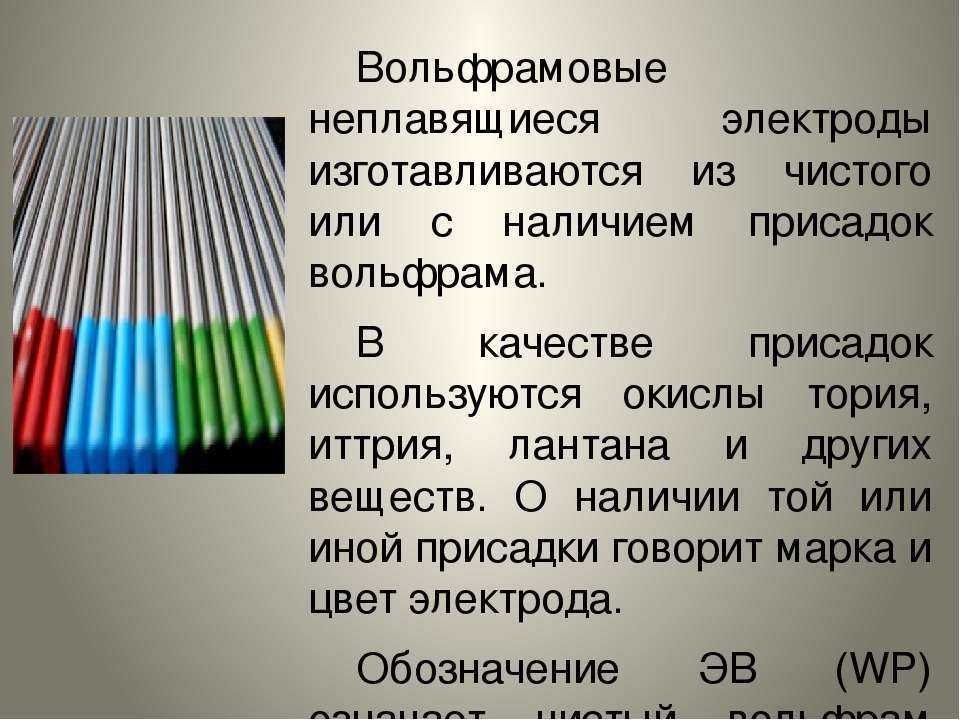 Современные легированные вольфрамовые электроды, часто называемые редкоземельными вольфрамами, содержат такие элементы, как церий или лантан, и превосходят традиционный чистый вольфрам, помогая оптимизировать качество и производительность.
Современные легированные вольфрамовые электроды, часто называемые редкоземельными вольфрамами, содержат такие элементы, как церий или лантан, и превосходят традиционный чистый вольфрам, помогая оптимизировать качество и производительность.
ПРЕИМУЩЕСТВА TIG-ИНВЕРТОРОВ
Промышленность переключилась на инверторные аппараты для сварки TIG на переменном токе, в которых используется передовая технология прямоугольных импульсов для улучшения качества сварки, увеличения скорости перемещения и снижения эксплуатационных расходов.
Компания Miller Electric Mfg. LLC запатентовала выход переменного тока прямоугольной формы и регулируемую функцию контроля баланса в 1970-х годах. Эта технология позволила перейти через диапазон нулевой силы тока быстрее, чем обычная синусоидальная волна, улучшив запуск дуги и создав более стабильную дугу.
Сегодня технология инвертора переменного тока TIG следующего поколения обеспечивает больше преимуществ в дополнение к синусоидальной форме волны.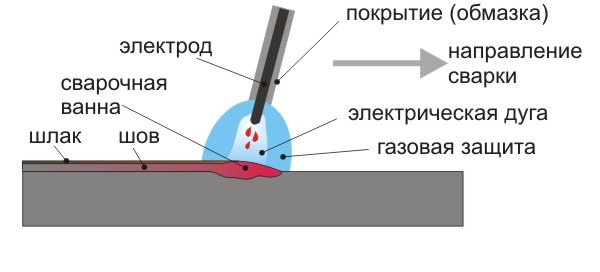
ТРИ (3) РАСШИРЕННЫЕ ВОЗМОЖНОСТИ ДЛЯ ПРЯМОУГОЛЬНЫХ СИГНАЛОВ:
1. Инвертор TIG переменного тока в сварочном аппарате Miller® Dynasty® создает ровную и стабильную дугу, поскольку прямоугольный сигнал проходит через нулевую точку в тысячи раз быстрее, чем на основе выпрямителя. сварщик. Эти сварочные аппараты имеют настолько быстрые инверторы, что встроенные высокочастотные возможности используются только для зажигания дуги — больше не требуется непрерывная работа при сварке алюминия. Эти инверторные машины также предлагают пусковые функции Lift-Arc™, исключающие использование высокой частоты как на постоянном, так и на переменном токе.
2. Сварочные аппараты с инвертором расширяют контроль отрицательного баланса электродов (EN). Сварочные аппараты Dynasty позволяют операторам точно настраивать время продолжительности от 50 до 99 процентов. Увеличение продолжительности EN-части цикла может помочь добиться большего проникновения. Это также способствует более узкому сварному шву и увеличению скорости перемещения до 20 процентов. Кроме того, он снижает нагрев вольфрама, что позволяет использовать вольфрам меньшего диаметра для сварки меньших или более тонких деталей.
Кроме того, он снижает нагрев вольфрама, что позволяет использовать вольфрам меньшего диаметра для сварки меньших или более тонких деталей.
3. Сварочные аппараты с инвертором позволяют операторам регулировать выходную частоту сварки (не путать с высокой частотой для зажигания дуги) от 20 до 400 Гц в случае усовершенствованных моделей Dynasty. Выходная частота обычных сварочных аппаратов зафиксирована на уровне 60 герц. Нижний частотный диапазон создает более широкий конус дуги, расширяя профиль валика, что отлично подходит для наплавки. Увеличение частоты, особенно выше 100 Гц, приводит к более узкому и сфокусированному конусу дуги. Этот точечный контроль направляет больше тепла в сварной шов для лучшего провара и более узкого валика, что помогает при сварке в углах, корневых и угловых швах или везде, где требуется точная сварка.
Инвертор переменного тока TIG идеально подходит для сварки алюминия, поскольку он позволяет сварщикам точно настраивать профиль сварочного валика, контролируя форму конуса дуги и силу дуги за счет улучшенного баланса и контроля частоты. Это позволяет операторам изменять форму и силу сварочного тока с широкого веера на более сфокусированный поток. Чтобы получить более мягкую и широкую дугу, сварщики могут снизить частоту переменного тока. Для более мощной дуги сварщики могут увеличить частоту. Чистый эффект заключается в том, что усовершенствованная технология прямоугольных импульсов обеспечивает лучший контроль профиля борта. Обратите внимание, что частота переменного тока в основном влияет на ширину дуги и проплавление, в то время как контроль баланса влияет на очищающее действие и срок службы/геометрию вольфрама.
Это позволяет операторам изменять форму и силу сварочного тока с широкого веера на более сфокусированный поток. Чтобы получить более мягкую и широкую дугу, сварщики могут снизить частоту переменного тока. Для более мощной дуги сварщики могут увеличить частоту. Чистый эффект заключается в том, что усовершенствованная технология прямоугольных импульсов обеспечивает лучший контроль профиля борта. Обратите внимание, что частота переменного тока в основном влияет на ширину дуги и проплавление, в то время как контроль баланса влияет на очищающее действие и срок службы/геометрию вольфрама.
В то время как чистый вольфрам традиционно лучше выдерживает нагрев, поскольку он скругляется, а не образует небольшие узелки, он больше не является идеальным решением для сварки TIG на переменном токе. Характеристики чистого вольфрама в сочетании со сваркой на переменном токе приводят к тому, что вольфрам сжимается, образуя более широкий конус дуги и возможное блуждание дуги. Когда шарик из чистого вольфрама становится больше, чем внешний диаметр вольфрама, он может нагреться настолько, что вольфрам расколется или выпадет и загрязнит сварочную ванну.
Редкоземельный вольфрам сохраняет остроту и не слипается, как чистый вольфрам. Кроме того, такие технологии, как улучшенный контроль баланса и выходная частота, отводят больше тепла от вольфрама, чтобы свести к минимуму образование конкреций, что делает редкоземельный вольфрам лучшим вариантом для сварки TIG на переменном токе.
ВЫБОР РЕДКОЗЕМЕЛЬНОГО ВОЛЬФРАМА
При выборе редкоземельного вольфрама для сварки TIG рекомендуемые варианты: 2% церия, 2% лантана или 1,5% лантана. Вольфрам, содержащий церий и лантан, лучше выдерживает сварку TIG на переменном токе, чем вольфрам с 2%-ным содержанием тория.
В то время как торированный вольфрам остается наиболее распространенным в сварке TIG на постоянном токе, из-за опасений по поводу радиации большинство экспертов настоятельно рекомендуют электроды с церием или лантана для сварки TIG на переменном и постоянном токе. Испытания показали, что цериевые и лантансодержащие электроды не уступают торированным электродам или даже превосходят их по сварочным свойствам.
Еще одним преимуществом выбора вольфрама из редкоземельных элементов в сочетании с передовой технологией прямоугольной формы является возможность использования вольфрама меньшего размера, что обеспечивает больший контроль и более сфокусированную дугу.
Не все электроды одинаковы. Обязательно выбирайте качественный электрод с равномерным распределением оксида в вольфрамовой матрице. Это улучшает сварочные свойства, такие как стабильность дуги, поведение при воспламенении, расход и срок службы.
ОБЩИЕ ВОПРОСЫ ПРИ ВЫБОРЕ ВОЛЬФРАМА
- Какой металл сваривается?
- Требуется ли мощность для сварки на переменном или постоянном токе?
- Является ли источник сварочного тока традиционным или основанным на инверторе с расширенным контролем баланса и регулируемой выходной частотой?
- Какой диапазон силы тока необходим?
- Электрод какого диаметра нужен и как его затачивать?
Также рекомендуется свериться с таблицей выбора вольфрама.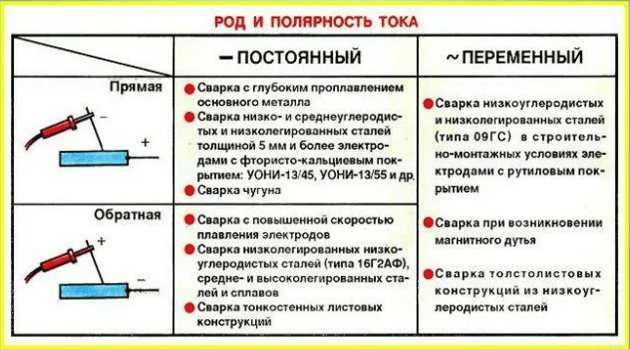
МАКСИМАЛЬНО ПОЛУЧИТЕ ПРЕИМУЩЕСТВА ИНВЕРТОРНОЙ ТЕХНОЛОГИИ
При сварке алюминия или магния инверторным сварочным аппаратом переменного тока TIG неподходящий вольфрам может свести на нет преимущества передовой технологии прямоугольной волны. Правильный выбор вольфрама для сварочного аппарата TIG на базе инвертора может значительно повысить производительность и, в конечном счете, итоговую прибыль благодаря увеличению скорости перемещения, уменьшению расхода газа и вольфрама, более быстрому запуску сварочной ванны, сокращению времени отделки после сварки и устранению блуждания дуги.
Советы по выбору вольфрамовых электродов
Один из вопросов, который в наши дни задают многие клиенты, звучит так: «Какой вольфрамовый электрод лучше всего подходит для моего приложения?»
Выбор правильного вольфрама имеет решающее значение для успешной сварки TIG. Вы должны убедиться, что используется правильный вольфрам для правильного типа источника питания, материала для сварки и толщины материала.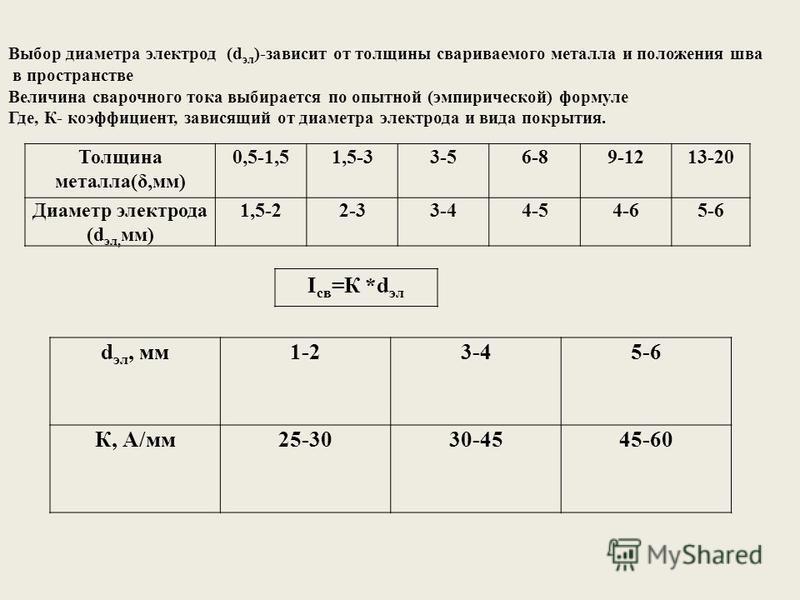 Имея так много различных типов вольфрамовых электродов, изучение того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки, а также сэкономить время и деньги.
Имея так много различных типов вольфрамовых электродов, изучение того, как правильно выбрать правильный вольфрам для каждого применения, может значительно улучшить качество сварки, а также сэкономить время и деньги.
Ниже приведены некоторые из наиболее часто производимых вольфрамовых сварочных электродов для сварки TIG DC, TIG-AC и плазменной сварки:
2% ТОРИРОВАННЫЙ (КРАСНЫЙ) EWTh-2/WT20
Основной оксид: 1,7–2,2% оксид тория
Радиоактивный. Лучше всего подходит для использования в приложениях постоянного тока (d/c) с использованием трансформаторных источников питания постоянного тока. Лучше всего подходит для использования на коррозионностойких сталях, титановых сплавах, никелевых сплавах, медных сплавах. Хорошее начало и стабильность дуги постоянного тока, средняя скорость эрозии, средний диапазон силы тока, средняя склонность к разбрызгиванию.
0,8% ЦИРКОНИРОВАННЫЙ (БЕЛЫЙ) EWZr-8/WZ8
Основной оксид: 0,7–0,9 % оксид циркония
Нерадиоактивный . Лучше всего подходит для использования с переменным током (a/c) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает большую силу тока, чем чистый вольфрам, с меньшим разбрызгиванием, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
Лучше всего подходит для использования с переменным током (a/c) для алюминиевых и магниевых сплавов с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо шарит, выдерживает большую силу тока, чем чистый вольфрам, с меньшим разбрызгиванием, лучшим запуском дуги и стабильностью дуги, чем чистый вольфрам.
1,5% ЛАНТАНАТ (ЗОЛОТО) EWLa-1.5/WL15
Основной оксид: 1,3 –1,7% Оксид лантана
Нерадиоактивный. Лучше всего подходит для использования в постоянном токе (d/c) в качестве альтернативы 2%-ному торию с использованием инверторных или трансформаторных источников питания постоянного тока. Лучше всего подходит для коррозионностойких сталей, сплавов титана, сплавов никеля, сплавов меди. Лучший запуск и стабильность дуги постоянного тока, низкая скорость эрозии, широкий диапазон силы тока, отсутствие разбрызгивания.
2% CERIATED (СЕРЫЙ) (ранее оранжевый) EWCe-2/WC20
Основной оксид: 1,8–2,2% оксид церия
Нерадиоактивный. Лучше всего подходит для использования в приложениях переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хорошее начало дуги постоянного тока и стабильность.
Лучше всего подходит для использования в приложениях переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошие свойства зажигания и повторного зажигания, длительный срок службы, отличная стабильность дуги. Низкая скорость эрозии, лучше всего при низком диапазоне силы тока, отсутствие разбрызгивания, хорошее начало дуги постоянного тока и стабильность.
ЧИСТЫЙ (ЗЕЛЕНЫЙ) EWP/WP
Основной оксид: Нет
Нерадиоактивный. Содержит 99,50% вольфрама. Хорошо подходит для использования с переменным током (a/c) для алюминиевых и магниевых сплавов в приложениях с малой и средней силой тока, используя только трансформаторные источники питания постоянного тока. Шары легкие, имеет тенденцию плеваться при более высоких токах.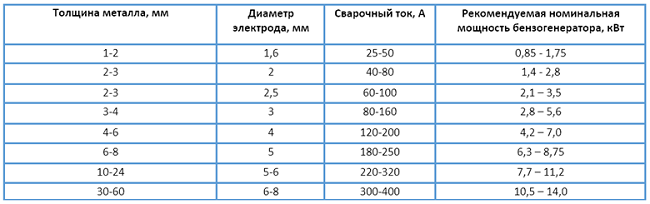 Используется только для некритических сварных швов.
Используется только для некритических сварных швов.
2% LANTHANTED (СИНИЙ) EWLa-2/WL20
Основной оксид: 1,8–2,2 % оксид лантана
Нерадиоактивный. Лучший электрод общего назначения для переменного тока (a/c) или постоянного тока (d/c) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. Хорошее начало и стабильность дуги, диапазон силы тока от среднего до высокого, низкая скорость эрозии.
LayZr™ (ШАРТРЕЗ) EWG
Основные оксиды: 1,5 % лантана, 0,08 % циркония, 0,08 % оксидов иттрия
Нерадиоактивный. Лучше всего подходит для автоматизированных или роботизированных приложений с переменным током (a/c) или постоянным током (d/c) из-за допуска низкого напряжения (изменения расстояния между наконечником и заготовкой) с использованием инверторных или трансформаторных источников питания постоянного тока. Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. очень стабильная геометрия наконечника, работает при температуре ниже 2% тория с более длительным сроком службы, диапазон силы тока от низкого до среднего. самые лучшие старты с низкой силой тока
Хорошо подходит для низколегированных сталей, нержавеющих сталей, алюминиевых сплавов, магниевых сплавов, титановых сплавов, никелевых сплавов, медных сплавов. очень стабильная геометрия наконечника, работает при температуре ниже 2% тория с более длительным сроком службы, диапазон силы тока от низкого до среднего. самые лучшие старты с низкой силой тока
Подготовка вольфрама
В зависимости от типа вольфрамового электрода вольфрамовая заготовка имеет форму шарика, заостренную или усеченную форму. Скругленный наконечник чаще всего используется с электродом из чистого вольфрама и рекомендуется для использования с процессом переменного тока на синусоидальных и обычных сварочных аппаратах TIG с прямоугольной волной. Чтобы правильно скруглить конец вольфрама, подайте переменный ток, рекомендованный для диаметра электрода, и шарик на конце вольфрама сформируется сам. Диаметр закругленного конца не должен превышать диаметр электрода в 1,5 раза (например, электрод диаметром 1/8 дюйма должен образовывать конец диаметром 3/16 дюйма), поскольку на конце электрода имеется сфера большего размера.
