Электроды для нержавейки маркировка: Электроды по нержавейке: маркировка, марки, особенности применения
Содержание
Электроды по нержавейке: маркировка и особенности сварки
Содержание
- Особенности сварочных электродов
- Что лучше: переменный или постоянный ток
- Электроды постоянного тока по нержавейке
- ЦЛ-11
- НЖ-13
- ОЗЛ-17У
- ЗИО-8
- Электроды переменного тока
- ОЗЛ-14
- ЦТ-50
- ОЗЛ-14А
- АНВ-36
- Лучшие электроды для сварки — как определиться
При изготовлении металлоконструкций, эксплуатируемых под открытым небом, используется нержавеющая сталь. Для соединения деталей используются болты, гайки или контактная сварка. От корректности подбора марки электродов по нержавейке зависит прочность стыка элементов конструкции.
Особенности сварочных электродов
При сварке нержавеющих сталей учитываются факторы:
- Пониженная теплопроводность нержавейки приводит к локальным перегревам. Для сокращения тепловых нагрузок необходимо уменьшение силы тока и напряжения. Одновременно из-за повышенного сопротивления происходит нагрев стержня сварочного электрода.

- Между сопрягаемыми деталями необходимо поддерживать зазор с увеличенной шириной, который заполняется металлом от расплавленного электрода. При нарушении технологии в теле шва образуются трещины, которые снижают прочность соединения.

Тело электрода изготовлено из тугоплавкого сплава на основе вольфрама, сверху нанесен слой флюса, который защищает сварной шов от негативного воздействия атмосферы. Возможно использование сварочных полуавтоматов, которые подают в линию стыка вольфрамовую проволоку.
В рабочую зону подводится инертный газ, обеспечивающий повышение прочности соединения. Примером является аргонодуговая сварка (АДС или ADS PC), обеспечивающая получение гладких швов без каверн или трещин.
Что лучше: переменный или постоянный ток
При использовании трансформаторов с выпрямителем сокращается разбрызгивание металла из зоны шва, что улучшает заполнение зазора. Дополнительным преимуществом является хороший внешний вид стыка и отсутствие в теле шва пустот и непроваренных участков. Качество соединения зависит от того, какие электроды для нержавейки выбраны для работы. Технология ограничивается высокой стоимостью оборудования, в котором требуется использование выпрямительных блоков, рассчитанных на большую силу тока.
Качество соединения зависит от того, какие электроды для нержавейки выбраны для работы. Технология ограничивается высокой стоимостью оборудования, в котором требуется использование выпрямительных блоков, рассчитанных на большую силу тока.
Для бытового использования лучше подходит аппаратура переменного тока, которая отличается меньшей стоимостью и обеспечивает ускоренную сварку листов нержавеющей стали. Недостатком является пониженная стабильность горения дуги, оператору требуется выдерживать зазор между электродом и поверхностью соединяемых деталей.
Из-за разбрызгивания металла из зоны шва увеличивается расход электродов, в теле стыка возможны зоны непровара.
Электроды постоянного тока по нержавейке
При использовании постоянного тока применяются следующие марки электродов для сварки нержавеющей стали:
- ЦЛ-11;
- НЖ-13;
- ОЗЛ-17У;
- ЗИО-8.
Характеристики расходных материалов приведены в таблице.
| Параметр | ЦЛ-11 | НЖ-13 | ОЗЛ-17У | ЗИО-8 |
| Диаметр, мм | 3,0 | 2,5-5,0 | 3,0 и 4,0 | 3,0-5,0 |
| Длина, мм | 350 | 310-450 | 300 и 330 | 350-450 |
| Температура эксплуатации шва, °С | 450 | 350 | не регламентирована | не регламентирована |
ЦЛ-11
Изделия предназначены для ручной сварки аустенитных сталей, используемых в агрессивной среде с температурой нагрева до 450°С. Элементы могут использоваться в сварочных аппаратах с постоянным и переменным током. Для обеспечения качества шва необходимо прокаливание электродов на протяжении 1 часа при температуре от 350 до 370°С (для удаления повышенной влажности). В состав стержня входят молибден, хром, никель, ниобий и тантал, диаметр элемента с учетом слоя флюса составляет 3 мм.
НЖ-13
Электроды, поставляемые под маркировкой НЖ-13, применяются при изготовлении емкостей для хранения или перевозки пищевых продуктов. В состав стержня входит хром и никель, предусмотрено введение молибдена. Перед началом работ производится прокалка элементов при температуре до 360°С. Промышленность поставляет электроды диаметром от 2,5 до 5,0 мм, которые рассчитаны на рабочий ток от 40 до 180 А. Допускается сварка в любом пространственном положении, шов сохраняет прочность при прогреве до 350°С без риска начала межкристаллитной коррозии.
В состав стержня входит хром и никель, предусмотрено введение молибдена. Перед началом работ производится прокалка элементов при температуре до 360°С. Промышленность поставляет электроды диаметром от 2,5 до 5,0 мм, которые рассчитаны на рабочий ток от 40 до 180 А. Допускается сварка в любом пространственном положении, шов сохраняет прочность при прогреве до 350°С без риска начала межкристаллитной коррозии.
ОЗЛ-17У
Расходные материалы стандарта ОЗЛ-17У предназначены для соединения листов стали 06ХН28МДТ и 03ХН28МДТ, имеющих толщину до 12 мм. При повышенной толщине необходима двойная разделка кромок. Полученные конструкции могут использоваться в агрессивных кислотных средах с примесью реагентов с содержанием фтора. Допускается сварка в вертикальном и горизонтальном положениях без риска нарушения равномерности шва, электроды разработаны специалистами московской компании «СпецЭлектрод».
Элементы могут использоваться при изготовлении особо ответственных конструкций, образующиеся в теле шва кратеры удаляются шлифованием. Производители выпускают детали диаметром 3 и 4 мм, которые рассчитаны на максимальный ток до 130 и 160 А соответственно.
Производители выпускают детали диаметром 3 и 4 мм, которые рассчитаны на максимальный ток до 130 и 160 А соответственно.
Стержень изготовлен из сплава с повышенным содержанием хрома и никеля (49,8% от общего состава), предусмотрено введение молибдена, меди и марганца. Сплав отличается пониженным содержанием углерода, серы и фосфора, негативно влияющих на прочность шва.
ЗИО-8
Электроды предназначены для соединения деталей, изготовленных из жаропрочных сталей 20Х23Н13 или 20Х23Н18 и аналогов. Допускается сварка легированных аустенитных сталей марок 08Х18Н10Т или 12Х18Н10Т и их аналогов. Электроды могут применяться для выполнения вертикальных или потолочных швов, расплавленный металл не вытекает из рабочей зоны. Производители предлагают элементы диаметром 3, 4 и 5 мм, которые поставляются в бумажной упаковке. Перед началом работ необходима прокалка деталей в печах на протяжении 1 часа при нагреве до 330°С.
Полученные швы отличаются повышенной жаростойкостью и не подвержены межкристаллитной коррозии. В наплавляемом металле присутствует ферритная фаза (до 5% от общего объема). В состав сплава входят хром (до 23,9%), никель (до 12,6%) и марганец. Содержание вредных примесей (фосфора и серы) снижено до 0,020%. При сварке следует учитывать высокий процент выброса материала, для получения 1 кг наплавленного металла необходимо 1,6 кг электродов марки ЗИО-8.
В наплавляемом металле присутствует ферритная фаза (до 5% от общего объема). В состав сплава входят хром (до 23,9%), никель (до 12,6%) и марганец. Содержание вредных примесей (фосфора и серы) снижено до 0,020%. При сварке следует учитывать высокий процент выброса материала, для получения 1 кг наплавленного металла необходимо 1,6 кг электродов марки ЗИО-8.
Электроды переменного тока
Для оборудования переменного тока созданы электроды:
- ОЗЛ-14;
- ЦТ-50;
- ОЗЛ-14А;
- АНВ-36.
ОЗЛ-14
Изделия, разработанные компанией «СпецЭлектрод», предназначены для сварки деталей из хромо-никелевых сталей 08Х18Н10 или 08Х18Н10Т и аналогов. Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Производители выпускают стержни диаметром 3 или 4 мм, которые имеют длину 340 и 360 мм соответственно. Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.
Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.
ЦТ-50
Электроды предназначены для сварки переменным или постоянным током с обратной полярностью, внешняя часть покрыта рутиловым защитным слоем. Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора. Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.
Кромки соединяемых элементов предварительно зачищаются, сварка выполняется короткой дугой. В состав металлической части стержня входит до 22% хрома и 10% никеля, содержание фосфора и серы составляет 0,018 и 0,03% соответственно.

Электроды рассчитаны на промышленное применение, для сварки в бытовых или гаражных условиях не используются.
ОЗЛ-14А
Разработанные компанией «СпецЭлектрод» изделия ОЗЛ-14А рассчитаны на использование постоянного тока обратной полярности, но допускается применение переменного тока. Стержни применяются при сварке сталей 08Х18Н10Т, 06Х18Н11 и аналогов. Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Стержни имеют диаметр от 3 до 5 мм при длине от 300 до 350 мм, допустимый ток от 40 А до 170 А (указывается на картонной упаковке, зависит от размеров изделия). Швы, выполненные с помощью электродов ОЗЛ-14А, не разрушаются при нагреве конструкции из нержавеющей стали до температуры 650°С. Перед сваркой рекомендуется прокалить стержни на протяжении 60 минут при нагреве до 320°С.
АНВ-36
Электроды марки АНВ-36 предназначены для сварки устойчивых к коррозии аустенитных сталей, которые эксплуатируются в среде без агрессивных веществ при температуре до 500°С. Швы отличаются повышенной хладостойкостью. В сплаве содержится до 20% хрома и до 12% никеля, присутствует молибден (до 3%) и вводится ниобий (от 0,7 до 1,3%). Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Детали из нержавейки проходят предварительную механическую обработку, позволяющую зачистить сопрягаемые кромки. Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).
Лучшие электроды для сварки — как определиться
При подборе электродов для сварки легированных сталей, не подверженных коррозии, необходимо учитывать температуру эксплуатации и марку материала, из которого изготовлена конструкция. Одновременно следует узнать тип оборудования, которое используется для соединения деталей. На основе полученных данных приобретаются элементы для выполнения сварочных работ. На упаковке указывается марка и размеры деталей, а также приводится информация о типе полярности и стандарте напряжения, на которое рассчитан электрод.
Одновременно следует узнать тип оборудования, которое используется для соединения деталей. На основе полученных данных приобретаются элементы для выполнения сварочных работ. На упаковке указывается марка и размеры деталей, а также приводится информация о типе полярности и стандарте напряжения, на которое рассчитан электрод.
Существуют комбинированные электроды, которые могут использоваться при постоянном или переменном сварочном токе. Примером таких деталей является ЛЭЗ 8 с рутиловым защитным покрытием. Элементы используются для соединения стальных листов, полученная конструкция не отличается высокой устойчивостью к межкристаллитной коррозии. В состав сплава для стержня входят хром и никель (до 31,5% от массы). При сварке не допускается движение по вертикали вниз, до 45% металла из стержня разбрызгивается или испаряется под воздействием высоких температур.
марки сталей, маркировка и обозначение электродов
Качество выполнения сварного соединения зависит от многих факторов, в том числе — квалификации сварщика, правильности выбора метода и режима сварки, сварочных материалов.
Сварка сталей, относящихся к классу нержавеющих, имеет свои особенности, связанные с их характеристиками — низкой теплопроводностью, повышенным коэффициентом линейного расширения и электрического сопротивления.
Классификация высоколегированных сталей
Прежде чем приступить к вопросу выбора электродов для сварки нержавейки, необходимо определиться с самим понятием этого материала. Народная терминология делит все стали на два основных класса — рассматриваемую нержавейку и так называемую чернуху. Известными большинству признаками, отличающими нержавейку от чернухи, являются:
- внешний вид — нержавейка блестящая (хотя не всегда), без следов окалины и коррозии;
- вязкость и меньшая твердость, что легко определяется зубилом, напильником, сверлом, ножовкой или абразивным кругом;
- народным методом является также проба магнитом — нержавейка не магнитится, что также не всегда соответствует истине.
Приведенного багажа знаний явно недостаточно для выполнения такого ответственного соединения, как сварное, также недопустимо охватывать одним термином многочисленную группу сталей, классифицируемых ГОСТом как нержавеющие.

К классу нержавеющих относятся стали, обладающие способностью работать в условиях коррозионно-агрессивных сред, а эта способность определяется наличием легирующих элементов, в основном, хрома и никеля.
Официальным документом, регламентирующим классификацию нержавеющих сталей, является межгосударственный стандарт ГОСТ 5632–14 . В соответствии с его определениями к легированным нержавеющим сталям относятся стали с содержанием хрома не менее 10,5% и содержанием углерода не более 1,2%, к коррозионно-стойким сталям и сплавам — обладающие стойкостью против любых видов коррозии (химической, электрохимической, межкристаллитной, коррозии под напряжением и других).
Классы нержавеющей легированной стали
Конкретное назначение и область применения стали определяется ее внутренней структурой — химическим составом и типом кристаллической решетки, которые в свою очередь также зависят от метода плавки, термообработки, прокатки. Не углубляясь в теорию металловедения, приведем деление легированных нержавеющих сталей на структурные классы в соответствии с ГОСТ 5632–14 :
Не углубляясь в теорию металловедения, приведем деление легированных нержавеющих сталей на структурные классы в соответствии с ГОСТ 5632–14 :
- мартенситный;
- мартенситно-ферритный;
- ферритный;
- аустенитно-мартенситный;
- аустенитно-ферритный;
- аустенитный.
Структура стали во многом определяет и такое ее технологическое качество, как свариваемость. Наличие хрома в высоколегированных коррозионно-стойких сталях определяет характерное для них понятие «межкристаллитная коррозия». При сварке на границе зон термического влияния образуются зернистые структуры карбида хрома с пониженной прочностью и склонностью к хрупкому разрушению. Это качество во многом определяет специальные требования к технологии сварки данных сталей и сварочным материалам для ее выполнения.
Маркировка нержавейки
Присоединяясь к народной терминологии — нержавейка — рассмотрим ее обозначение согласно требованиям ГОСТ 5632–14 . Для нержавейки обозначение соответствует общероссийской системе обозначения сталей, унаследованной от советской. Первые две цифры обозначают содержание углерода в сотых долях процента, далее последовательно буквой русского алфавита указывается легирующий элемент и его содержание в процентах. Если за буквой отсутствуют цифры, то содержание элемента не превышает 1 процент.
Первые две цифры обозначают содержание углерода в сотых долях процента, далее последовательно буквой русского алфавита указывается легирующий элемент и его содержание в процентах. Если за буквой отсутствуют цифры, то содержание элемента не превышает 1 процент.
Не перечисляя все химические элементы, приведем обозначения некоторых, характерных для нержавеющих сталей: Х — хром, Н — никель, Т — титан, В — вольфрам, М — молибден. Легирующими элементами могут быть и неметаллы. В обозначениях многих сталей по ГОСТ 5632–14 можно увидеть буквы, А — азот, Г — марганец, Е — селен.
Как видим, обозначение нержавейки несет в себе информацию о ее химическом составе, который в основном определяет и химический состав применяемых сварочных материалов.
Сварка нержавейки
Так как темой статьи являются электроды для сварки нержавейки, рассмотрены будут два метода сварки, наиболее распространенные и в производстве, и на монтаже оборудования.
Первый из них — ручная аргонодуговая сварка (РАДС). Это один из видов сварки в среде защитных газов, газом является инертный газ аргон. Сварочная дуга создается неплавящимся вольфрамовым электродом диаметром от 1,6 до 4,0 мм, а заполнение сварочной ванны выполняют присадочной проволокой соответствующей марки. Этот метод сварки наиболее распространен как раз при сварке нержавеющих сталей.
Самым распространенным, широко известным большинству и практически универсальным методом является ручная дуговая сварка плавящимся электродом (РДС). Слово «электрод» в основном ассоциируется именно с этим методом.
Многообразие марок нержавейки по химическому составу определяет и многообразие типов и марок электродов для ее сварки по тому же принципу. ГОСТ 5632–14 классифицирует более ста марок высоколегированных сталей.
Основные типы электродов, дословно «электродов покрытых металлических для ручной дуговой сварки высоколегированных сталей с особыми свойствами» устанавливает другой стандарт — ГОСТ 10052–75 . Его классификация включает 49 типов электродов. Обозначение типов электродов начинается с буквы Э и тире, за которым следует уже рассмотренное нами обозначение содержания углерода и легирующих элементов.
Его классификация включает 49 типов электродов. Обозначение типов электродов начинается с буквы Э и тире, за которым следует уже рассмотренное нами обозначение содержания углерода и легирующих элементов.
Маркировка электродов для сварки
ГОСТ 10052–75 определяет именно типы электродов по химическому составу металлического стержня.
На практике обычно оперируют понятием марки электрода, которая зависит от его производителя. Один и тот же тип может выпускаться под разными марками, а производитель подтверждает соответствие своей марки электродов по нержавейке типу и требованиям стандарта.
Маркировка электродов должна содержать информацию о марке и типе электрода, его диаметре, виде покрытия, механических характеристиках выполненного соединения, допустимых пространственных положениях, роде тока — переменный или постоянный и его полярности — прямая или обратная. Для ответственных работ при изготовлении, сборке, монтаже или ремонте оборудования марку электродов определяют специалисты — конструкторы или технологи.
Для ответственных работ при изготовлении, сборке, монтаже или ремонте оборудования марку электродов определяют специалисты — конструкторы или технологи.
Какой электрод выбрать для сварки нержавейки для домашних или хозяйственных нужд — изготовление мангала или самодельной коптильни, сбросной трубы канализации или выхлопной трубы автомобиля — поможет справочная информация из технической литературы или ресурсов Интернета. Правда, эта информация будет полезной при условии наличия информации о марке самой стали.
Некоторые марки электродов
Наиболее распространенными по применению и известными многим по марке являются коррозионно-стойкие стали аустенитного класса — 08Х18Н10, 08Х8Н10Т, 12Х18Н10Т. Многим известна и марка электродов для их сварки — ЭА-400/10Т или ЭА/400/10У. Эта марка соответствует типу Э-07Х19Н11М3Г2Ф по ГОСТ 10052–75 . Их применяют для сварки труб любого диаметра, при изготовлении емкостей и сосудов с рабочей температурой до 350 °C. Этому же типу соответствуют и электроды марки ЦЛ-11. Их применяют для сварки изделий, работающих в агрессивных средах с температурой до 400 °C.
Этому же типу соответствуют и электроды марки ЦЛ-11. Их применяют для сварки изделий, работающих в агрессивных средах с температурой до 400 °C.
Для сварки сталей аустенитного класса используют и другие марки электродов. В машиностроении часто применяются электроды марки ОЗЛ-8. Они соответствуют типу Э-07Х20Н9, с их помощью сваривают конструкции при отсутствии жестких требований к стойкости против межкристаллитной коррозии. Для изделий, работающих в окислительных средах с температурой до 650 °C, применяют марки ЦТ-15 и ЗИО-3, соответствующие типу Э-08Х19Н10Г2Б.
И в энергетике, и в пищевой промышленности широко используются коррозионно-стойкие хромистые стали мартенситного, мартенситно-ферритного и ферритного классов — 08Х13, 12Х13, 20Х13. Рабочая температура деталей и конструкций из них достигает 600−650 °С. Их сварку выполняют электродами типа Э-12Х13 марки УОНИ-13/НЖ 12Х13.
Коррозионно-стойкие и жаростойкие стали тех же классов 12Х17, 08Х17Т сваривают электродами типа Э-10Х17Т марки УОНИ-13/НЖ 10Х17Т. Жаростойкость сварного соединения достигает 800 °C.
Жаростойкость сварного соединения достигает 800 °C.
- Автор: admin
- Распечатать
Оцените статью:
(1 голос, среднее: 5 из 5)
Поделитесь с друзьями!
Электрохимическая маркировка и травление – все, что вам нужно знать
Маркировка и травление |
Среда, 14 октября 2020 г.
Электрохимическая маркировка и травление – простой и удобный способ маркировки/травления нержавеющей стали и других типов металлических поверхностей
Что такое электрохимическая маркировка и как она работает?
Электрохимическая маркировка представляет собой процесс, при котором поверхностей из проводящего металла маркируются и маркируются с помощью электрический ток и мягкие электролитические жидкости.
Но чем этот процесс отличается от других методов маркировки?
Каким образом постоянные являются результатами электрохимической маркировки и почему этот важен для промышленного производства и хобби?
Ответы на эти вопросы и другую важную информацию об электрохимическом процессе можно найти ниже.
Маркировка металлов и травление – есть ли разница?
Прежде чем сравнивать различные методы маркировки и оценивать их важность , мы должны сначала объяснить различие между некоторыми терминами, которые часто используются одновременно для описания этого процесса.
Такие термины, как «маркировка » и «травление» , часто используются взаимозаменяемо для описания двух аналогичных операций клеймения металлов.
Однако между этими двумя процессами есть небольшая, но существенная разница. Это следует учитывать при выборе подходящего оборудования для вашего приложения.
- Маркировка создает темный отпечаток на поверхности металла без изменения его верхнего слоя. Таким образом, потемнение цветового тона поверхности является единственным изменением, происходящим в результате этого процесса.
- Травление производит небольшой надрез на поверхности металла, а удаляет часть материала.
 Полученная метка имеет светлый/беловатый оттенок .
Полученная метка имеет светлый/беловатый оттенок .
Подробнее о разнице между электрохимической маркировкой и травлением читайте ЗДЕСЬ.
Почему важна постоянная маркировка металлических деталей и поверхностей?
Металлические детали и машины маркированы и выгравированы для прослеживаемости и расширенного клеймения . Сюда входят логотипы , QR-коды, серийные номера, даты и другая информация, относящаяся к промышленному производству.
Отслеживание и идентификация деталей также предписываются законом во все большем числе отраслей.
Металлическая маркировка также широко применяется в изготовление ножей, лепка и другие формы тонкого мастерства.
Если вы хотите узнать больше о важности электролитической маркировки в различных отраслях и секторах, мы рекомендуем нашу подробную статью ниже:
Применение электролитической маркировки и травления в различных отраслях промышленности — см. Где электрохимический процесс является наиболее подходящим
Где электрохимический процесс является наиболее подходящим
Методы и приемы маркировки/травления
Существует несколько различных методов маркировки и травления и методов, доступных профессионалам отрасли. Вот основные из них:
- ЛАЗЕРНАЯ МАРКИРОВКА И ТРАВЛЕНИЕ
Этот метод включает испускание сфокусированных световых лучей искусственно усиленных для получения желаемых результатов на металлической поверхности.
Машины для лазерной маркировки и травления различаются по размеру и типу — Волоконный, углекислотный (CO2) и ультрафиолетовый (УФ) — это лишь некоторые из вариантов.
Все они обеспечивают быстрые, четкие и стабильные результаты на металлических поверхностях. Тем не менее, вы также должны быть готовы к существенным капиталовложениям из-за высокой цены большинства качественных моделей.
- ТОЧЕЧНАЯ УГЛУБЛЕНИЕ (ИНГ) — это, прежде всего, процесс гравировки, выполняемый с помощью специального стилуса , который создает точечный узор/дизайн на поверхности металла.

Щуп управляется пневматически или электромеханически. Метод Dot Peen в основном применяется на более толстые металлические поверхности , где контакт со стилусом не вызовет деформации.
Этот метод позволяет получить постоянные отметки, но его не следует использовать там, где ожидаются четкие и точные результаты.
- МАРКИРОВКА ДЛЯ СТРУЙНОЙ ПЕЧИ
Струйная маркировка — это процесс печати , который создает полупостоянные метки на металлической поверхности.
Чернила под давлением наносятся на поверхность через специальные печатные сопла , которые контролируются и точно позиционируются для получения надлежащих результатов маркировки с точки зрения разрешения и размера .
В зависимости от качества струйные маркировочные машины обеспечивают быстрые и приятные результаты. Однако печатные знаки склонны к выцветанию и не так долговечны, как знаки, нанесенные другими способами.
- ЭЛЕКТРОХИМИЧЕСКАЯ МАРКИРОВКА И ТРАВЛЕНИЕ
Электрохимическая маркировка и травление выполняются исключительно на проводящих металлических поверхностях.
Маркировочная головка используется для подачи слабого тока на металлическую поверхность через маркировочный трафарет/маску , пропитанную электролитной жидкостью .
Темная маркировка и белое травление Результаты достигаются за счет переключения между Переменный (AC) и Постоянный (DC) электрический ток, а также за счет использования соответствующих маркировочных трафаретов.
По сравнению с другими методами электролитическая маркировка/травление далеко более гибкий, чем , и в основном выполняется с помощью портативного и доступного оборудования .
Электрохимическая маркировка и травление особенно эффективны на поверхностях из нержавеющей стали .
Нержавеющая сталь широко используется в современной промышленности благодаря своим антикоррозийным свойствам и привлекательному внешнему виду. Детали машин, столовые приборы и кухонные приборы — это лишь некоторые из очевидных примеров.
Электролитическое травление и маркировка обеспечит быстрых и четких результатов для деталей из нержавеющей стали и готовых изделий. Искажение поверхности не происходит даже на очень тонких металлических пластинах.
Процесс электрохимической маркировки / травления
Травление / маркировка с помощью электрохимических машин чрезвычайно просты и состоят всего из нескольких коротких этапов:
- Печать трафаретов/шаблонов
- Подготовка поверхности (быстрая очистка)
- Нанесение жидкости и позиционирование трафарета
- Фактическая маркировка/травление с использованием электродной головки
- Нейтрализация поверхности после маркировки/травление
Как правильно выбрать оборудование для маркировки и травления?
При выборе оборудования для маркировки и травления необходимо учитывать несколько важных факторов:
- Портативность и использование оборудования.
 Вам потребуется портативная машина, которую можно легко перемещать и использовать на месте?
Вам потребуется портативная машина, которую можно легко перемещать и использовать на месте? - Тип материала — Вам нужно маркировать/травить только металл?
- Стоимость – Сколько денег вы готовы вложить в оборудование?
- Функциональность. Вам нужно травить, маркировать или и то, и другое?
- Качество. Желательны ли в вашей сфере деятельности результаты маркировки и травления с высоким разрешением?
- Скорость. Является ли скорость важным фактором для вашего производства?
Здесь представлен обзор различных типов оборудования для маркировки и травления с наиболее характерными характеристиками.
Станки для электромаркировки и травления идеально подходят для мастерских, где дополнительное рабочее пространство и повышенная гибкость абсолютно необходимы.
Портативный и легкий – электрохимические системы можно легко перемещать по территории мастерской и даже использовать на месте, где это необходимо.
Этот процесс обеспечивает быстрые, четкие результаты с высоким разрешением на проводящих металлических поверхностях, особенно на нержавеющей стали .
Рекомендуемое оборудование для электрохимической маркировки и травления
Маркировочные машины
Маркировочная и травильная машина MK12
MK12 — это легкая и портативная электрохимическая система, предназначенная для быстрой, безопасной и неразрушающей маркировки/травления металлов.
Машина весит всего 5,47 фунта и поставляется в практичном футляре для переноски, что идеально подходит для работы в пути.
MK12 отлично подходит для постоянной маркировки и травления логотипов, номеров моделей, кодов и названий на всех ваших металлических деталях и компонентах.
Cougartron MK612 машина для маркировки и травления
MK612 — это наша новая маркировочная машина, предназначенная для маркировки больших металлических поверхностей без потери однородности цвета.
Аппарат обеспечивает быстрых, однородных и стабильных результатов благодаря своей инновационной технологии переменного напряжения.
Базовый набор для травления Cougartron
Машины Cougartron зарекомендовали себя как быстрые и надежные системы для очистки и пассивации сварных швов.
Однако – с добавлением маркировочная головка и специальные расходные материалы – наши машины могут быть преобразованы в мощные маркировочные и травильные устройства .
Посмотрите, как это работает, в видео ниже:
ПРИМЕЧАНИЕ. Если у вас есть машина ProPlus, приобретенная до декабря 2019 г., вам потребуется использовать для маркировки специальный набор для травления ProPlus. Все новые устройства ProPlus (проданные после ноября 2019 г.) совместимы с базовым набором для травления.
Все компоненты базового набора для травления удобно упакован в узнаваемый футляр для переноски для работы на ходу.
ПОСМОТРЕТЬ СОДЕРЖИМОЕ БАЗОВОГО НАБОРА ДЛЯ МАРКИРОВКИ/ТРАВЛЕНИЯ | ПОСМОТРЕТЬ НАШИ ОЧИСТИТЕЛИ СВАРНЫХ СВАРОК ЗДЕСЬ
Трафареты и принтеры для маркировки и травления
Термопринтер Cougartron SP100 с резаком
Принтер Sp100 дает пользователям возможность эффективно печатать одноразовые трафареты для маркировки и травления с помощью передовой технологии термопереноса. и программное обеспечение Nicelabel.
Термопринтер TTP-245C с установленным полным резаком
Этот высокопроизводительный термопринтер печатает этикетки шириной 4 дюйма со скоростью 6 дюймов в секунду.
Возможность подключения Ethernet и USB.
PT-D600VP Принтер этикеток Brother
PT-D600VP — это быстрый и надежный принтер для одноразовых нестандартных трафаретов размером 0,7–0,9 дюйма. Используйте полноцветный дисплей и удобное программное обеспечение, чтобы легко подготовить трафареты логотипа и QR-кода для ваших металлических деталей и компонентов.
Ручной принтер для печати этикеток Brother PT-H500
Brother PT-H500 — это практичный ручной принтер, предназначенный для изготовления этикеток и трафаретов для электрохимической маркировки и травления.
PT-800W Принтер для этикеток Brother
PT-800W печатает четкие трафареты с разрешением 360 точек на дюйм с удивительной скоростью 2,36 дюйма в секунду. Принтер оснащен удобным понятным ключевым словом для более эффективной работы.
USB и Wi-Fi подключение включены, так что вы можете печатать трафареты непосредственно с вашего ПК/ноутбука и смарт-устройств.
Многоразовые многоразовые трафареты
Трафареты для электрохимической маркировки/травления обычно утилизируются после однократного использования. Это связано с тем, что они содержат информацию, уникальную для металлической детали, на которой они используются. Серийный номер является лишь одним из примеров.
Однако, если вам необходимо нанести маркировку на сотни металлических деталей со стандартным дизайном и информацией, Cougartron может предоставить прочные трафареты, которые можно использовать до 2000 раз.
Трафареты высокого разрешения изготавливаются в соответствии с вашим индивидуальным дизайном и требованиями проекта.
Жидкости для маркировки/травления
Электролитные жидкости необходимы для четких результатов маркировки и травления с высоким разрешением.
Компания Cougartron разработала несколько растворов электролитов для различных типов металлических поверхностей . Мы также можем создать пользовательских формул жидкости для вашего применения.
- Маркировочная жидкость Cougartron CGT-S1 для нержавеющей стали
- Маркировочная жидкость Cougartron CGT-AL для алюминия
- Маркировочная жидкость Cougartron CGT-MS для низкоуглеродистой стали
- Маркировочная жидкость Cougartron CGT-BR для латуни
- Маркировочная жидкость Cougartron CGT-CO для меди и цинка
- Маркировочная жидкость Cougartron CGT-TI для титана
- Маркировочная жидкость Cougartron CGT-SA для нержавеющей стали и травления алюминия
- Маркировочная жидкость Cougartron CGT-NC для никеля
Нейтрализующая жидкость CGT-N5
Cougartron CGT-N5 удаляет все остатки кислоты после маркировки/травления и восстанавливает рН-нейтральность металлической поверхности.
CGT-N5 совместим со всеми нашими жидкостями для маркировки и травления и может использоваться на различных типах металлов.
Благодаря своей мощной формуле жидкость очень эффективна на матовой стали – она легко проникает в поры на поверхности и удаляет даже самые стойкие остатки кислоты.
ПОДРОБНЕЕ О НАШИХ МАРКИРОВОЧНЫХ ЖИДКОстях СМ. ЗДЕСЬ
Обзор
Металл Маркировка и Травление — это два тесно связанных процесса брендинга .
Маркировка оставляет темный отпечаток на металлической поверхности , а травление используется для удаления части верхнего металлического слоя и обнажает морозно-белую метку .
Как маркировка, так и травление широко используются в современной промышленности для надлежащего клеймения, идентификации и отслеживания металлических деталей и компонентов.
В настоящее время профессионалы используют несколько методов и приемов маркировки и травления.
Основные методы — лазерный, точечный, струйный и электрохимический — обеспечивают значительные преимущества для пользователя.
Особое внимание мы уделили нержавеющей стали – материалу, который широко используется в современной промышленности и строительстве благодаря своим эстетическим и антикоррозионным свойствам .
Электрохимический метод выделяется как наиболее гибкий. Он также предоставляет множество других преимуществ для профессионалов в области маркировки и травления:
- Портативное и недорогое оборудование
- Безупречные результаты на тонком и толстом листе
- Низкие капиталовложения
- Быстрый и простой процесс
- Четкие результаты с высоким разрешением
- Отлично подходит как для маркировки, так и для травления
- Исключительные результаты на поверхностях из нержавеющей стали
- Идеально подходит для небольших производственных площадей и мастерских
Как и в случае со всеми методами металлообработки, использование правильных инструментов имеет решающее значение для всего процесса.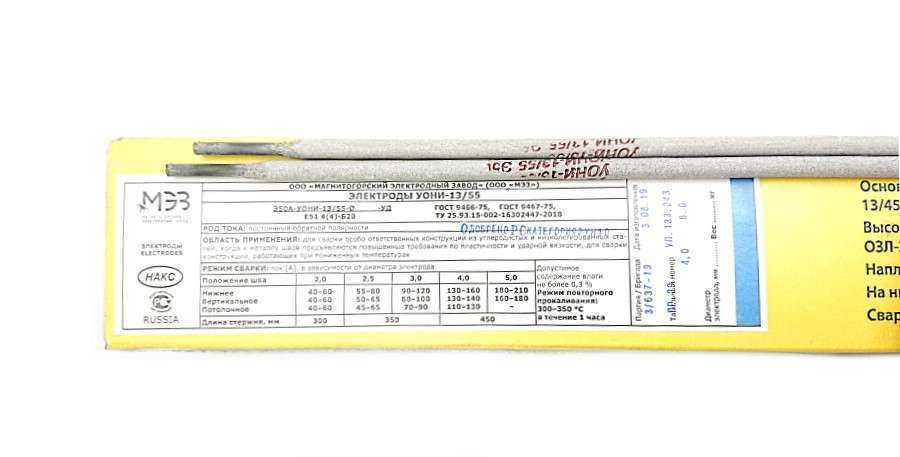
Cougartron разработала линейку высокоэффективных 9Машины для маркировки и травления 0009 для безупречные результаты на нержавеющей стали и других металлических поверхностях.
Электрическая маркировка нержавеющей стали и других токопроводящих металлов |
В последнее время я играю с лазерами и, конечно же, с лазерной маркировкой металлов.
Это замечательный подход, который дает отличные результаты, но лазер, достаточно мощный для маркировки металла, и добавки, необходимые для получения великолепной темной/черной маркировки на нержавеющей стали, стоят дорого, поэтому, если вам нужно просто сделать несколько меток и ничего более, и вам не нужна высокая точность на маркированной поверхности, есть другие недорогие альтернативы, которые достаточно хорошо работают для многих применений.
Одной из таких альтернатив, вероятно, одной из самых дешевых, является метод электрического разряда.
Он не только дешев, но и прост в изготовлении, очень эффективен и дает стабильные и долговечные результаты.
Физический принцип прост: когда два электрода расположены близко друг к другу, разделенные диэлектрической жидкостью, и подается ток, мириады маленьких вольтовых дуг между двумя электродами образуют разрушающийся материал.
Конечно, если вам нужно маркировать металл, эрозионного материала недостаточно: вы также хотите иметь черную и хорошо контрастирующую маркировку.
Здесь на помощь приходит еще немного зерна: при подаче постоянного тока, электроразрядном травлении материала. Когда вы подаете переменный ток, предполагая, что у вас есть приличная диэлектрическая жидкость, она окрашивает/затемняет поверхность.
Теперь самое приятное: отличная и дешевая диэлектрическая жидкость — это просто соленая вода. Легко, не так ли?
Итак, как построить станок для электроэрозионной обработки (электроэрозионной обработки), достаточно простой, чтобы делать это дома, полностью работающий и к тому же дешевый?
Вот оно:
что вам нужно:
Необходимые инструменты:
- оловянная паяльная станция
- изоляционная лента или термоусадочная трубка
- пила или что-то еще может помочь вам открыть и извлечь трансформатор
Дополнительные инструменты на самом деле не нужны, но они могут сделать ваш станок намного лучше:
- Станок для лазерной резки панелей на углекислом газе
- 3д принтер для коробки
Нужные материалы:
- разъемы
- провода
- переключатели
- старый блок питания
Дополнительно:
- двухпозиционное реле или двухпозиционный переключатель
- вентилятор
- 3 светодиода 3 или 5 мм
- 1 резистор ~ 300 Ом, 2 резистора ~ 600 Ом (для светодиодов)
давайте построим
Возьмем обычный китайский блок питания, 12 В 1 или 2 ампера, непереключаемый, все в порядке (непереключающая часть важна!). Вы можете купить его за несколько долларов, а можете просто взять тот, который у вас уже есть.
Вы можете купить его за несколько долларов, а можете просто взять тот, который у вас уже есть.
Используя маленькую ножовку по металлу, откройте его и извлеките из него трафо. Вы увидите, что на выходной стороне трансформатора припаяно очень мало компонентов, в основном это конденсатор и 4 диода: эти диоды образуют диодный мост для получения постоянного тока из преобразованного переменного тока на выходе трансформатора.
Вам нужно будет припаять пару проводов перед диодным мостом, чтобы получить также выход AC 12V, который мы будем использовать для маркировки черным цветом.
Затем возьмите реле или двухпозиционный переключатель и следуйте этой схеме:
Мой первый прототип сделан на (дерьмовой) макетной плате, и результат показан на следующем фото: (в случае постоянного тока) стороны выхода, для этого можно использовать зажим типа «крокодил» или металлическую пластину. «Отрицательная» сторона должна использоваться для нажатия/отпечатывания нашего изображения на маркируемом фрагменте, поэтому для этого нам нужна площадка.
Создать подушку очень просто, вы можете сделать это с помощью предпочитаемого вами дизайна, если:
- контактная поверхность не слишком большая (у меня круглая поверхность 36 мм)
- у вас есть изолированная ручка
- , так как поверхность должна быть очень близко к изделию, но не должна касаться его, положите кусок войлока
Мой сделан с использованием куска пластиковой трубы, внутри пластиковой трубы находится стержень с резьбой М8, а для контактной поверхности я использовал стержень М8, отшлифованный для входа, а затем припаянный к шайбе 36 мм. Войлок блокируется на контактной поверхности с помощью обычной кабельной стяжки.
первый тест
Пришло время протестировать наше творение!
иди на кухню и украл что-то металлическое, не сказав об этом своей жене (!), или лучше найди что-нибудь, что ты сможешь пометить без особых опасений, если ты это испортишь.
Вам нужно будет замаскировать его нашим дизайном, я использую клейкую виниловую фольгу, но вы можете использовать любую непроводящую, тонкую, вы можете резать и прилипать к поверхности, которую вы собираетесь пометить, хорошо закрывая любую часть, которую вы не используете Не хочу отмечать.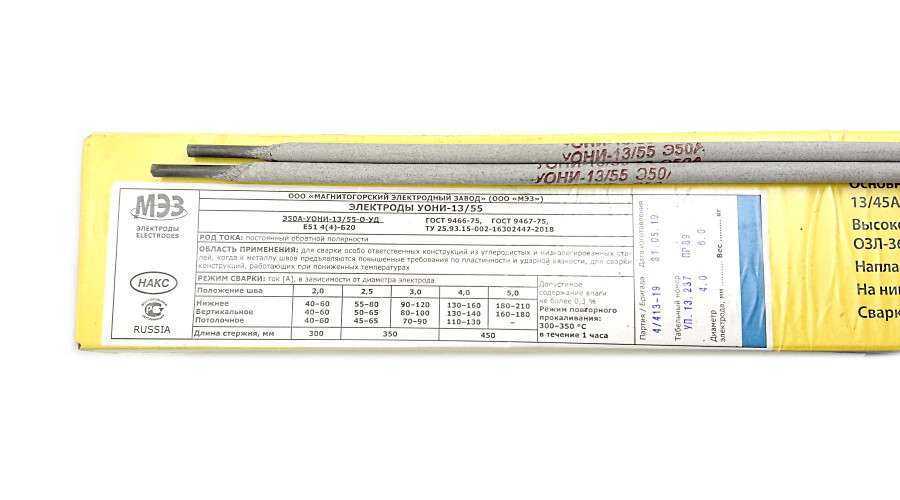
Чтобы вырезать мои маски с помощью моего лазерного резака, но вы можете сделать это даже руками, или с помощью механического резака, или вы даже можете использовать фольгу для переноса тона печатных плат.
Подсоедините к нему зажим-крокодил, смочите площадку в подсоленной воде, включите нашу машинку, включите «DC» и нажмите на нее на 15 секунд. Затем переключитесь на AC и снова нажмите на 10 секунд.
Некоторые предварительные результаты: мои маски не очень хорошо сделаны, но если немного поработать над их вырезанием, результаты будут потрясающими:
Дополнительная деталь: бокс
Когда вы соберете маленькую машинку, вам захочется упаковать ее в коробку и сделать ее красивой. Вы можете сделать это разными способами, вам решать, какой метод лучше всего выбрать с помощью доступных вам инструментов. Я использую 3D-принтеры и лазерные резаки.
Сначала акриловые панели с лазерной резкой:
Затем 3D-печать корпуса корпуса:
Результаты:
Источники
Исходные файлы схемы и дизайна можно найти в проекте EDM в моем gitlab.
