Электроды для сварки алюминия инвертором: Сварка инвертором алюминия в домашних условиях
Содержание
Электродная сварка алюминия инвертором
Содержание
- Технология инверторной сварки алюминия
- Сварочный аппарат-инвертор для алюминия
- Как варить алюминий инверторной сваркой
Алюминий используется практически во всех промышленных отраслях и производстве, прочно обосновался он и в быту. Этот металл отличает небольшой удельный вес, способность в четыре раза быстрее проводит ток и тепло по сравнению с обычной сталью, высокая прочность.
Не удивительно, что детали из алюминия или сплавов используются практически в любой бытовой технике и предметах быта. Соответственно время от времени их необходимо ремонтировать. И если раньше сварка алюминия инвертором выполнялась исключительно в промышленных условиях, сейчас можно выполнить сварной шов и дома самостоятельно.
Технология инверторной сварки алюминия
Инверторная сварка алюминия в домашних условиях возможна при соблюдении определенных условий. К самому аппарату предъявляются достаточно низкие требования, и основное внимание следует уделить именно расходникам, используемым при проведении сварочных работ по алюминию. Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:
Чтобы сделать сварку алюминия возможной, необходимы следующие составляющие:
- Специальные электроды – для работы потребуются расходники с маркировкой ОЗА, ОЗА-1, ОЗР, ОЗР-2, ОЗАНА, ОЗАНА-1. Электроды с данной маркировкой специально предназначены для обработки материалов с высоким уровнем теплопроводности, в том числе и алюминия.
- Сварочный инвертор для сварки алюминия – для бытового применения подойдет аппарат практически любой производительности.
- Печка для прогревания электродов – в большинстве случаев неудачи связанные со сваркой алюминия связаны с тем, что электроды не были предварительно подготовлены для работы. Прожарка расходников перед использованием является необходимым и обязательным условием обработки алюминия.
При сварных работах с алюминием необходимо учитывать несколько важных особенностей. А именно:
- Оксид алюминия, образующийся на его поверхности, представляет собой тугоплавкую пленку, существенно снижающую возможность обработки материала.
 Чтобы избавиться от пленки, деталь зачищают с помощью абразива.
Чтобы избавиться от пленки, деталь зачищают с помощью абразива. - Сам металл и его сплавы не меняет цвет во время нагревания, поэтому контролировать состояние сварочной ванны достаточно сложно.
- Основное правило, которое необходимо соблюдать, используя сварочный инвертор для алюминия – это то, что все работы необходимо выполнять не спеша, обеспечивая необходимое прогревание материала.
- Перегрев металла может привести к деформации. В домашних условиях рекомендовано использовать приставку к сварочному инвертору для сварки алюминиевых сплавов. Приставка позволяет обеспечить лучший контроль над проведением работ и в результате получить на выходе ровный и прочный шов.
Технология сварки черных металлов мало чем отличается от работ с цветными сплавами. При наличии минимальных навыков и умений, справиться с обработкой алюминия можно и в домашних условиях.
При наличии минимальных навыков и умений, справиться с обработкой алюминия можно и в домашних условиях.
Сварочный аппарат-инвертор для алюминия
Инверторные сварочные аппараты для сварки алюминия могут быть разной модификации и иметь отличия в устройстве и конструкции. Теоретически возможно использование электродуговых установок, но чаще всего для работы с алюминием используют полуавтоматы. Модели инверторного типа отличает стабильная подача напряжения, что существенно уменьшает волну дуги и улучшает качество шва.
Специальная приставка к инвертору позволяет осуществлять работы в защитной среде газов практически идентичным образом, как и в сварочных полуавтоматах. Приставка имеет маркировку ТIG, и крупные европейские концерны часто изготавливают свои аппараты с возможностью подключения дополниельного устройства и быстрого перехода в режим использования среды защитных газов.
Как варить алюминий инверторной сваркой
Хотя полуавтоматы используются для работы чаще, чем сварочный аппарат инверторного типа для сварки алюминия, качество шва, получаемого с помощью последнего типа оборудования, несомненно, качественнее и лучше.
Сам процесс проведения работ связан с необходимостью обязательного использования защитного облака газов независимо от того, какое именно оборудование будет использоваться. Поэтому если планируется сварка алюминия инвертором постоянного тока, понадобится предварительно приобрести и установить приставку для аргонодуговой сварки. Осуществляется процесс сварки следующим образом:
- Подготовительные работы – зачищаются торцы и поверхность обрабатываемой детали. Электроды предварительно прогреваются в печи.
- Сварочные работы – накладывать шов надо медленно, обеспечивая необходимую глубину провара детали. Инверторная сварка по алюминию не терпит спешки. После наложения шва необходимо чтобы подача газа не прекращалась еще около 5 секунд – это предотвратит растрескивание и деформацию шва.
В промышленных условиях для проведения работ используются неплавящиеся электроды для сварки алюминия инвертором и инертный газ. Неплавящиеся электроды обеспечивают равномерное наложение шва и его прочность.
Хотя алюминий является металлом, тяжело поддающимся термической обработке, выполнить ремонт деталей из него или сплавов даже в домашних условиях возможно, при наличии специального оборудования, расходников и определенных навыков и технических знаний. Оптимальным оборудованием для обработки такого металла являются инверторные установки.
Электроды по алюминию, сварка в домашних условиях инвертором
Уникальные свойства алюминия как металла выливаются в серьезные сложности сварочных работ с ним. Эти сложности вполне объяснимы, и способы их решения известны. Чтобы выбрать самую оптимальную рабочую технологию в том или ином «алюминиевом» случае, необходимо разбираться в свойствах этого чрезвычайно интересного и капризного .
От работ по нему никуда не деться: по популярности с ним не может сравниться ни один металл, одна автомобильная промышленность чего стоит. Алюминий широко используется в авиационной, космической и многих других отраслях.
Вместе с тем этот металл чрезвычайно капризен в сварочных работах, это один из самых сложных материалов, требующих дифференцированного подхода к каждому технологическому случаю. Электроды по алюминию – ключевой элемент для получения сварочных швов высокого качества.
Электроды по алюминию – ключевой элемент для получения сварочных швов высокого качества.
Содержание
- Почему алюминий сложно варить
- Виды электродов для алюминия
- Варим с инвертором без аргона
- Самодельные расходники по алюминию
Почему алюминий сложно варить
Сварка алюминия при помощи инвертора TIG.
Все дело в физике и, в частности, температуре плавления. Сам алюминий плавится при весьма невысоких температурах, не превышающих уровня 650°С. В отличие от других металлов он не меняет своего цвета при нагревании, в результате чего очень сложно понять, когда детали готовы к формированию сварочного шва. Все это было бы не так страшно, если бы в процесс не вмешивалась оксидная пленка, которая образуется на поверхности этого металла с молниеносной скоростью.
Пленка ведет себя совсем по-другому. Во-первых, чтобы ее расплавить, температуру нужно нагнать до 1750°С. Во-вторых, оксид значительно тяжелее самого металла, поэтому во время погружается в него и таким образом застывает. Простым и элегантным решением проблем с оксидной пленкой является тщательная зачистка поверхностей алюминиевых заготовок – это одно из обязательных требований в сварочных работах по алюминию.
Простым и элегантным решением проблем с оксидной пленкой является тщательная зачистка поверхностей алюминиевых заготовок – это одно из обязательных требований в сварочных работах по алюминию.
Алюминий – отличный проводник тепла, его теплопроводность в пять раз выше, чем у других металлов. А низкая температура плавления в комбинации с высокой теплопроводностью приводит к еще одной рабочей неприятности: сварка электродом по алюминию сопряжена с высоким риском прожога металла во время плавления.
Алюминий отлично ладит с другими металлами и образует сплавы самого разного назначения, иногда с диаметрально противоположными свойствами. Эти сплавы тоже не без проблем. В работе с ними существует высокий риск образования трещин. Это происходит из-за недостаточной прочности металла на разрыв, когда он находится в частично жидком и твердом состоянии в пограничном температурном диапазоне. В результате усадочного напряжения образуется деформация деталей в процессе охлаждения в виде трещин.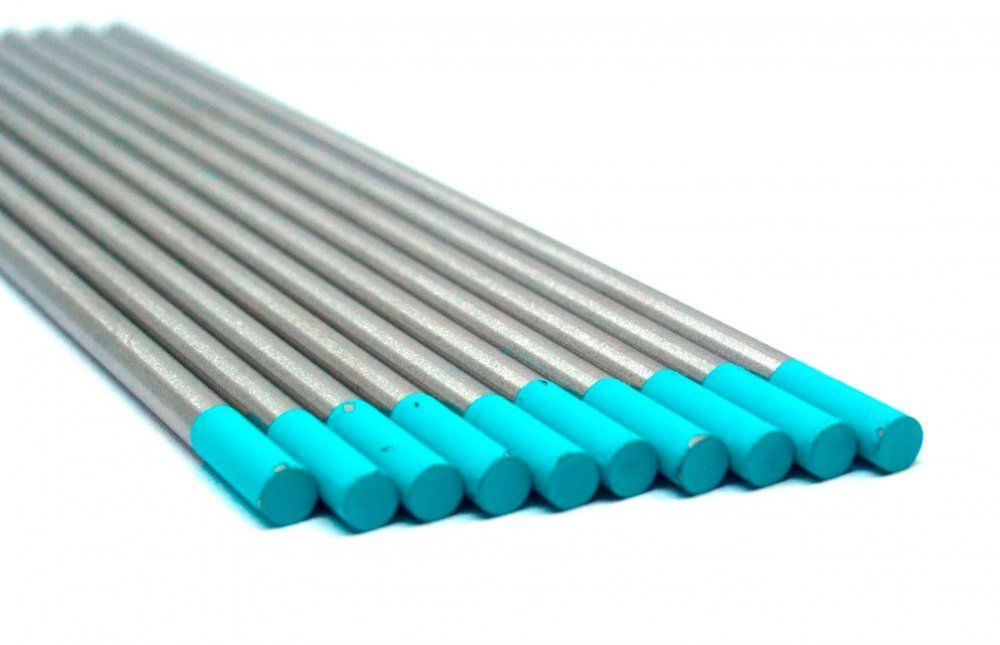
Виды электродов для алюминия
ОЗА произведены из алюминиевой проволоки и используются для чистого алюминия и алюминиевых сплавов с кремнием.
Особенности сварки алюминия аргонодуговой сваркой.
- ОЗА – 1 подходят практически для любых алюминиевых сплавов и наплавок. Это плавящиеся электроды по алюминию из металлического стержня и соляным покрытием. Диаметр может быть самым разным. В работе нужно использовать постоянный ток обратной полярности. Применяются для заготовок с толщиной кромок в диапазоне от 3-х до 16-ти мм. Предварительный нагрев деталей до температуры 250 — 400°С обязателен. Расход ОЗА – 1 довольно высокий: на килограмм металлических заготовок уходит два килограмма . Состав сварного шва получается сложным: больше половины никеля, медь, марганец, железо. После выполнения шов обязательно промыть подогретой водой, затем зачистить металлической щеткой. Недостатком этих расходников является сложность сварки в вертикальном положении, при котором может образоваться ненужная боковая дуга.
 В итоге работать можно только в нижнем положении.
В итоге работать можно только в нижнем положении. - ОЗА – 2 – узкоспециализированные расходники для алюминиевых сплавов с кремнием. Покрытие солевое. Расход такой же: два килограмма на килограмм металла.
Щелочно-солевые ОК. К этому виду относятся марки 96.10, 96.20 и 96.50.
Самый подходящий вариант для сварки технического алюминия и алюминиевых сплавов с марганцем и магнием. Чрезвычайно гигроскопичны.
- Расходники 10 шведского производства ESAB используются в аргонодуговом методе и являются самым предпочтительным вариантом в этой технологии. Их особенность – покрытие нового состава из смеси солей хлора и фтора. В результате дуга получается ровной и стабильной без разбрызгивания металла. Шов выходит качественным и эстетичным на вид. В работе предварительный нагрев заготовок предпочтителен, но не обязателен. В отличие от ОЗА -1 нагрев не влияет на качество , он помогает лишь уменьшить расход дорогих электродов. Еще одним позитивным отличием от ОЗА – 1 является возможность производить сварочные работы на вертикальных поверхностях.
 Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью.
Расход электродов значительно меньший из-за особенностей покрытия и тонкой проволоки в качестве стержня, что снижает общую стоимость данной технологии. Сварной шов отличается высокой твердостью. - ОК 96.50 очень популярны в машиностроении для деталей автомобильных двигателей, монтаже разнообразнейших строительных конструкций и исправлении литейных дефектов в алюминиевых сплавах. По составу это алюминиевый электрод: стержень выполнен из алюминия, кремния и железа с четырьмя вариантами толщины. Ток применяется постоянный обратной полярности. Обмазка с щелочно-солевым составом позволяет сформировать защитный кратер для нейтрализации оксидной пленки. Предварительный нагрев заготовок очень желателен, оптимальная температура 250 — 300°С.
Марки электродов и области применения.
Две марки вида ОЗАНА: ОЗАНА — 1 для наплавки или сварки из четырех марок алюминия А0 – А3 и ОЗАНА — 2 для сварки алюминиевых сплавов АЛ4, АЛ9, АЛ11. Пожалуй, самые популярные расходники из всех: дают возможность формировать ровную дугу и шов высокого качества. Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
Можно работать и в вертикальном положении в отличие от других видов алюминиевой сварки.
- ОЗАНА – 1 разработаны специально для работы с деталями и наплавки из чистого алюминия. Покрытие из солевого состава, стержень — из сплава алюминия, кремния и железа. Обмазка позволяет справиться с оксидной пленкой и стабилизировать процесс плавления. Ток используется постоянный обратной полярности. Расход немного меньший в сравнении с другими расходниками: 1,7 кг на один килограмм наплавки. Шов отличается очень высоким качеством с выраженной антикоррозийной устойчивостью. Предварительный нагрев заготовок зависит от толщины кромок. Если она больше 10 мм, рекомендуется нагрев до 200°С. Если кромка тоньше 2 мм, необходимо сделать предварительную отбортовку кромок вдоль намечаемого шва. Эти расходники нужно прокаливать перед работой в течение 30-ти минут при температуре 150°С.
- ОЗАНА – 2 является обновленным вариантом ОЗАНА – 1.
УАНА – специальные расходники для работы со сплавами, которые легко деформируются.
ЭВЧ – вольфрамовые наконечники для .
Особое свойство алюминиевых электродов – их чрезвычайно высокая гигроскопичность, они ухитряются выбрать из воздуха все влагу, какую только возможно. Отсюда нужно помнить об особых условиях их хранения – во влагонепроницаемой упаковке и в только в строго сухих помещениях.
Варим с инвертором без аргона
Сварка алюминия в домашних условиях инвертором вполне возможна, и здесь нам опять помогут правильные электроды – специальные расходники по алюминию. Безусловно, качество швов с помощью несоизмеримо выше, чем при методах без аргона, но для домашних работ оборудование для работы в аргоне слишком дорого. У самодеятельных мастеров чаще всего в распоряжении есть лишь элементарный сварочный аппарат.
Вольфрамовые электроды для сварки алюминия.
Домашняя сварка алюминия электродом требует знания и выполнения следующих рекомендаций:
- Соединения швов нужно делать только стыковыми. Другие виды типа тавровых или швов внахлест не подходят для алюминия из-за риска затекания шлака в зазоры. Впоследствии это приводит к коррозии.
- Очистка шва после плавления важна так же, как очистка поверхностей перед работой. Лучший способ – промывание шва водой.
- Про удаление оксидной пленки перед сваркой здесь уже писалось, но повторение лишним не будет: слишком уж важно это действие.
- Разделка краев металлических заготовок также чрезвычайно важна. Все зависит от толщины кромок. Если они толще, например, 3-х мм, разделку нужно формировать под углом 60° V-образной формы.
- Также не помешает предварительный нагрев заготовок перед сваркой. Таким способом вы сможете хоть немного «выровнять» дисбаланс низкой температуры плавления и высокой проводимости тепла.
Правила выбора расходника такие же и зависят от химического состава сплава — сварка алюминия инвертором в этом вопросе — не исключение.
Сразу заметим, что чистый алюминий варится намного легче и лучше, чем его сплавы. Немаловажным фактором является немалая цена алюминиевых электродов.
Устройство горелки для сварки.
Стержни самых популярных из них сделаны из проволоки, покрытой смесью солей хлора или фтора очень тонким слоем. Так устроен целый ряд марок электродов, причем каждая из них имеет свое точное назначение с самыми подробными деталями использования.
Электроды для сварки алюминия инвертором следующие:
- ОЗА-1 для сварки с обязательным нагревом перед процессом для заготовок из чистого алюминия с зачищенными кромками.
- ОЗА-2 для наплавки сплавов алюминия с кремнием и заделки брака, полученного во время литья.
- ОЗАНА-1 для сварки чистого алюминия с толщиной кромки больше 10-ти мм с предварительным нагревом до 400°С.
- ЩЛ96.20 для сплавов алюминия с марганцем, магнием, кремнием, дюралюминия.
для сварки алюминия может быть самой различной модификации. Чаще применяются полуавтоматы, но электродуговые аппараты тоже вполне подойдут.
Чаще применяются полуавтоматы, но электродуговые аппараты тоже вполне подойдут.
Самодельные расходники по алюминию
Поскольку покупные алюминиевые электроды – удовольствие не из дешевых, домашние мастера придумали способы изготовления расходников.
Марки электродов для сварки алюминиевых конструкций.
Самодельные электроды для сварки алюминия производятся по несложной технологии:
- Нарезать на ровные куски длиной 30 см из алюминиевой проволоки диаметром не более 4 мм.
- Покрытие или обмазку приготовить из измельченного мела, который нужно перемешать с силикатным клеем и тщательно перемешать. Опустить алюминиевые прутки в смесь.
- Слой обмазки должен составлять примерно 1,5 – 2,0 мм. Высушить до полной твердости слоя.

Еще раз про очистку
Предварительная очистка поверхностей заготовок перед сваркой – классическое правило во всех видах работ. Но в алюминиевых технологиях очистка является не просто полноценной, а ключевой частью самого процесса сварки.
Требования к очистке изложены в инструкциях к каждому виду алюминиевых электродов в качестве обязательного компонента технологии. Самым тщательным образом следует удалять масла, смазки и мелкие частицы металлов. Для минимизации риска образования окалины и высокой пористости кромки должны быть идеально ровными и чистыми.
Лучший вольфрам для сварки алюминия методом TIG — Baker’s Gas & Welding Supplies, Inc.

Делиться:
Ed Cyzewski
При наличии множества различных аппаратов для сварки TIG, некоторые из которых предлагают инверторную технологию и все предлагают разную мощность, может быть сложно определить лучший вольфрам для TIG-сварки алюминия. Многие сварщики рассказывали истории о том, как электроды с 2% тория слипались, а сварные швы из чистого вольфрама оставляли месиво металла, которое нужно было шлифовать до конца дня. Имея это в виду, какой вольфрамовый электрод лучше всего подходит для сварки алюминия TIG?
Выбор вольфрама зависит от нескольких факторов. Они включают вашу конкретную машину, толщину свариваемого металла и доступные настройки. Итак, вот несколько советов и общих правил, которые помогут вам начать. Имейте в виду, что некоторые из этих советов могут отличаться в зависимости от вашей конкретной машины.
Узнайте о вольфрамовом электроде для сварки алюминия методом TIG
Следующие электроды можно использовать для сварки алюминия методом TIG, но есть несколько правил и предостережений, которые необходимо обсудить ниже:
- Cerated (на переменном токе)
- Лантанат (переменный и постоянный ток)
- Торированный (только DC)
- Зеленый: чистый вольфрам (только для переменного тока)
Не используйте зеленый на стороне переменного тока, так как чистый вольфрам будет слипаться, особенно если вы используете инвертор. У некоторых сварщиков есть особый любимый вид вольфрама. Они могут поклясться торированным или чистым вольфрамом. Правда в том, что каждый вид вольфрама, перечисленный выше, может работать, если у вас есть правильные настройки и правильное приложение. См. таблицу вольфрамовых электродов ниже.
У некоторых сварщиков есть особый любимый вид вольфрама. Они могут поклясться торированным или чистым вольфрамом. Правда в том, что каждый вид вольфрама, перечисленный выше, может работать, если у вас есть правильные настройки и правильное приложение. См. таблицу вольфрамовых электродов ниже.
*Нажмите на таблицу, чтобы загрузить файл PDF для печати.
При сварке алюминия методом TIG легко ошибиться, поэтому есть много других моментов, которые следует учитывать. Если вы впервые свариваете алюминий в среде переменного тока TIG, мы рекомендуем использовать 2% церия в 3/32. Три надежных варианта включают Blue Demon, Weldcraft или CK. Ceriated – самый популярный выбор из-за легкого запуска дуги при малых токах.
Размер электрода для сварки алюминия TIG
Одной из наиболее распространенных ошибок сварщиков, работающих с алюминием, является выбор слишком маленького электрода. Часто для сварки алюминия необходимо использовать электрод диаметром 1/8 дюйма, чтобы получить достаточное количество тепла и создать стабильную дугу. Слишком маленький электрод создаст неаккуратный шов.
Слишком маленький электрод создаст неаккуратный шов.
Если вы работаете на переменном токе с лантансодержащим электродом, вы можете использовать электрод 3/16 дюйма или 3/32 дюйма. Таким образом, ключевым моментом является соответствие выбора и размера электрода настройкам и проекту.
Для получения дополнительных советов подпишитесь на наш канал YouTube или свяжитесь с нами, и мы можем сделать рекомендацию.
Ознакомьтесь с нашей коллекцией вольфрама! Мы предлагаем лучшие бренды и предлагаем премиальные и экономичные варианты.
Если вы хотите попробовать каждый тип вольфрама, не разорившись, ознакомьтесь с набором Weldporn Five Flavors Assorted Tungsten Pack или ознакомьтесь с этой публикацией в блоге, чтобы найти таблицу и дополнительную информацию о выборе подходящего вольфрама.
Подано в:
алюминий,
серебристый,
электрод,
лантана,
Сварка специальных материалов,
торированный,
Тиг,
Советы,
вольфрам,
сварка,
сварщик,
сварка алюминия
Делиться:
Предыдущая статья
Какой вольфрам следует использовать? Попробуйте комбо-пакет Синего Демона!
Комментарии
Гаурав Кумбхаре — 8 октября 2020 г.
Очень полезная информация, спасибо, что поделились!!!
Кевин Браун — 15 сентября 2020 г.
Здорово, что вы выложили эту информацию, чтобы помочь людям. Я местный 598-й трубомонтажник, было очень хлопотно просто пытаться разобраться с некоторыми вещами методом проб и ошибок до Интернета. Молодец, спасибо, что поделился.
Тони Феррер — 30 июня 2020 г.
Спасибо, ребята, за информацию о том, какой вольфрам использовать, у меня есть HYL TIG250PAC/DC, были проблемы с его настройкой, но, наконец, я приварил его 🙏
Топ-5 лучших вольфрамовых электродов для алюминия [обзор 2022 года]
69,23% пользователей выбрали вольфрамовый электрод MTS WL20, 11,54% выбрали вольфрамовый электрод MTS WT20, 2,56% выбрали вольфрамовый электрод EWLa2, 7,69% выбрали вольфрамовые электроды Pure Tungsten WP и 8,97% выбрали вольфрамовый электрод GENSSI WL20. Каждый месяц мы анализируем ваши ответы и меняем наш рейтинг.
Каждый месяц мы анализируем ваши ответы и меняем наш рейтинг.
Термин «вольфрам» происходит от шведского слова «tung sten». Оно означает «тяжелый камень». Этот элемент можно найти в минералах шеелите, гюбнерите, вольфрамите и ферберите. Его извлекают из минералов путем восстановления оксида вольфрама углеродом или водородом.
Полученный вольфрам часто смешивают в сплавы. Алмазы используются для изготовления самых прочных сплавов. Только алмазы мягче других вольфрамовых сплавов.
Содержание
Почему вы должны выбрать вольфрам?
Вольфрам считается одним из самых твердых элементов природы. Он очень густой и почти не плавится. Вольфрам — металл серебристо-белого цвета. Будучи измельченным в мелкий порошок, этот металл горюч. Кроме того, он может самопроизвольно воспламениться. Существует 5 стабильных изотопов и 21 нестабильный изотоп природного вольфрама.
Вольфрам применяется в различных областях благодаря своей высокой прочности и долговечности. Он чрезвычайно устойчив к коррозии и имеет самую высокую температуру плавления и прочность на растяжение среди всех элементов. Тем не менее, он приобретает силу, когда в сочетании с другими элементами образует соединения. Вольфрам — очень хрупкий металл.
Он чрезвычайно устойчив к коррозии и имеет самую высокую температуру плавления и прочность на растяжение среди всех элементов. Тем не менее, он приобретает силу, когда в сочетании с другими элементами образует соединения. Вольфрам — очень хрупкий металл.
Его термостойкость выгодна при использовании в качестве нагревательного элемента в космических кораблях, электрических печах, сварке и других высокотемпературных применениях. С этой целью его часто использовали при изготовлении различных форм осветительных приборов.
Вольфрам не имеет блеска золота. Он имеет плотность (в пределах 0,36 процента), которая гарантирует, что если вы посыпаете вольфрамовый кирпич золотом.
Свойства сварки алюминия вольфрамовыми электродами
Вольфрам в среде инертного газа (сокращенно TIG) при сварке алюминия представляет собой процесс подачи тока в сварочную дугу с использованием неплавящегося вольфрамового электрода.
Тот факт, что при сварке приходится использовать обе руки, вызывает затруднения у большинства людей при использовании этого метода сварки. Тем не менее, усилия того стоят, потому что конечный продукт представляет собой выдающиеся, превосходные и визуально привлекательные сварные швы.
Тем не менее, усилия того стоят, потому что конечный продукт представляет собой выдающиеся, превосходные и визуально привлекательные сварные швы.
Сварка ВИГ зависит от точности и профессионализма. Вы повысите эффективность своей сварки, используя лучшую форму вольфрамового электрода для сварки TIG.
Ниже эксперты рекомендуют лучшие вольфрамовые электроды, рекомендуемые для сварки алюминия. Прочтите сравнительную таблицу, руководство по покупке и обзоры продуктов.
Электроды Midwest Tungsten 2% Lanthanated, 10 шт. в упаковке – лучшее для широкого применения!
Лантанированные электроды Среднего Запада широко распространены из-за легкости зажигания дуги и меньшей силы тока. Эти электроды обеспечивают наилучшую эффективность дуги при соблюдении требований ANSI и AWS с стабильным зажиганием дуги и минимальной скоростью прогорания.
Проверить цену
Электроды Midwest 2% Lantanated Blue идеально подходят для сварки титана, магния, алюминия, никеля, меди, низколегированной стали и нержавеющей стали как на переменном, так и на постоянном токе.
Есть разница в размерах. Если вы решите использовать тонкий алюминий, вы должны использовать размер 18 дюймов. Если вам нужен более тонкий, можно использовать размеры 0,040 дюйма, 1/16 дюйма и 3/32 дюйма.
Pros
- Сертифицировано Американским обществом сварщиков;
- Запуск высокочастотной дуги;
- Экономичный;
- Отличная производительность для приложений переменного и постоянного тока;
- Прочный;
- Низкая скорость выгорания;
- Универсальный;
Минусы
- Разная консистенция в партии;
- Может вызывать эрозию при сварке алюминия;
- Стержни могут расколоться при отламывании бит;
- Может сломаться при заточке;
Эти электроды популярны среди тех, кто занимается сваркой регулярно или в качестве хобби, благодаря их гибкости и долговечности. На самом деле их можно использовать для сварки не только алюминия, но и низкоуглеродистой стали и определенных металлических сплавов.
Вольфрамовые электроды Midwest с 2% торированием – лучшее по цене!
Эти электроды MTS чрезвычайно эффективны. Стабильность дуги этого электрода превосходна (при полном заземлении), и после многих минут использования не образуется комков. Поскольку производитель заботится о лояльности потребителей, он уведомит вас после покупки продукта, чтобы убедиться, что он работает должным образом. Midwest Tungsten Service занимается вольфрамовыми электродами и поддерживает низкие цены.
Узнать цену
Безопасен для сварки медных, никелевых и титановых сплавов, а также нержавеющей стали. Электроды Midwest с 2-процентным содержанием тория хорошо известны своей низкой скоростью выгорания, стабильным зажиганием дуги и долговечностью при соблюдении требований ANSI и AWS.
Pros
- Стабильность для расплавленных металлов;
- Экономичный;
- Хорошее обслуживание клиентов;
- Бесплатные паспорта безопасности материалов;
Минусы
- Может легко расколоться;
- Возможны повреждения упаковки;
Вольфрамовый электрод Midwest помогает стабилизировать дугу и направляет тепло на сварочную ванну. Это обеспечивает равномерную сварку без включений при изготовлении нестандартных деталей. Они просты в измельчении и не скатываются в шарики.
Это обеспечивает равномерную сварку без включений при изготовлении нестандартных деталей. Они просты в измельчении и не скатываются в шарики.
Вольфрамовый электрод Yeswelder 2% лантаната – лучшее средство для быстрого искрообразования!
Yeswelder TIG Welding Вольфрам 2-процентный лантан 10 электродов высшего качества для предотвращения окисления, они поставляются в вакуумно-герметичном контейнере, так же как и торированные электроды. Электроды имеют все необходимые сертификаты.
Проверить цену
Имеется 5 комплектов электродов 1/16 дюйма и 5 электродов 3/32 дюйма.
Эти электроды легко воспламеняются, обеспечивают высокую стойкость дуги и сохраняют остроту наконечника в течение длительного периода времени. Они удобно разламываются и измельчаются. Это то, что вы когда-либо требовали от электрода. Это высококачественный электрод по низкой цене.
Pros
- Отличная вакуумная упаковка;
- Быстро ломается;
- Отличная стабильность дуги;
- Может долго храниться;
- Без окисления;
Минусы
- Качество среднее;
Электроды распространены из-за легкости зажигания дуги и меньшей силы тока. Они прекрасно работают как в приложениях переменного, так и постоянного тока.
Они прекрасно работают как в приложениях переменного, так и постоянного тока.
Электроды Midwest Pure Tungsten – лучший выбор для сварки на переменном токе!
Эти сварочные электроды Midwest TIG представляют собой электроды зеленого цвета из чистого вольфрама, рекомендованные для сварки алюминия. Если вы стремитесь к лучшему использованию электрода, это для вас. Это идеально для сильной стабильности дуги при синусоидальной волне переменного тока. Этот чистый электрод в основном будет полезен для алюминиевых и магниевых сплавов.
Узнать цену
В основном используется для сварки переменным током. Так как в DC не хватает дуг. Их длина составляет 7 дюймов. Цена относительно ниже, чем у других сплавов, но она почти такая же. Он не токсичен по сравнению с торированным вольфрамом. В результате это не так опасно.
Pros
- Сделано в США;
- Экономичный;
- Менее радиоактивный, чем другие типы;
- Угар низкий;
- Превосходная стабильность дуги при сварке на переменном токе;
Минусы
- Ограниченная совместимость с металлами;
- Подходит не для всех типов постоянного тока;
- Недостаточно дуг в DC;
Эти вольфрамовые электроды MTW хорошо известны своей превосходной электропроводностью, долговечностью и эффективностью. Они хорошо работают на переменном токе и идеально подходят для сварки магниевых и алюминиевых сплавов.
Они хорошо работают на переменном токе и идеально подходят для сварки магниевых и алюминиевых сплавов.
Вольфрамовый электрод GENSSI Blue WL20 – лучшее решение для долгой службы!
Вольфрамовые электроды Genssi TIG — это высококачественные вольфрамовые электроды. Они специально созданы для сварки алюминия методом TIG. Это прочные электроды с хорошей концентрической шлифовкой.
Проверить цену
Поскольку эти электроды чрезвычайно долговечны, они могут обеспечивать стабильную дугу по всей окружности, что обеспечивает гладкие сварные швы без брызг. Электроды Genssi содержат 2% лантана и идеально подходят для сварки алюминия. Кроме того, вы можете использовать его для сварки нержавеющей стали, углеродистой стали и мягкой стали.
Прежде всего, эта машина экономична — вам не придется делить банк.
Плюсы
- Доступный;
- Долгий срок службы;
- Хорошее производство дуги;
- Подходит для постоянного и переменного тока;
- Продукт премиум-класса;
- Полный рабочий цикл при пониженной силе тока;
Минусы
- Только один размер;
- Не очень универсальный;
Если вы ищете подходящие вольфрамовые электроды для сварки алюминия, которые можно использовать как на переменном, так и на постоянном токе, электроды Genssi — это то, что вам нужно.
Справочник покупателя
Применение
Сварка или дуговая сварка — одно из самых популярных применений вольфрама. При сварке потребители могут использовать вольфрам, идеально подходящий для их техники, а также такой материал, как вольфрам для алюминия или нержавеющей стали. Они также могут быть знакомы с применением вольфрама поверх алюминия.
Помимо сварки, этот вид электродов обычно используется в осветительной промышленности. Их также можно увидеть по телевизору. Способность выдерживать очень высокие температуры является одной из отличительных особенностей этих электродов. В результате их часто можно увидеть и на рентгене.
Цветовая маркировка
Вольфрамовые электроды можно отличить друг от друга по цвету, среди прочего:
1) Синий
2-процентный лантанат синего цвета обозначает электрод общего назначения для переменного и постоянного тока источники, зависящие от инверторов или трансформаторов. Для этих электродов подходят низколегированные стали, нержавеющие стали, алюминиевые, магниевые, титановые, никелевые и медные сплавы. Стабильность дуги отличная. Они предлагают средний и высокий диапазон силы тока наряду с пониженной скоростью эрозии.
Стабильность дуги отличная. Они предлагают средний и высокий диапазон силы тока наряду с пониженной скоростью эрозии.
2) Зеленый
Этот цвет соответствует чистому вольфраму. Кроме того, эти электроды имеют наибольшую концентрацию вольфрама. Если быть точным, они содержат 99,5% вольфрама. Именно поэтому они являются одними из самых популярных электродов для сварки TIG. Однако его не рекомендуется использовать для сварки постоянным током. Электроды из чистого вольфрама очень хорошо подходят для дуговой сварки.
3) Оранжевый
Их обычно называют вольфрамовыми электродами с церием, так как они содержат значительно меньше вольфрама, 97,3 процента. Помимо этого элемента, они содержат 2,2 процента церия. Эти электроды больше подходят для сварки постоянным током, чем зеленые электроды.
4) Красный
Красный цвет является синонимом ториевых электродов. Справедливо предположить, что это наиболее часто используемые электроды. Одним из объяснений этого являются различные полезные характеристики, которые они демонстрируют. Для начала пользователи могут сваривать с ними как постоянный, так и переменный ток. Из-за низкой скорости захоронения они будут меньше загрязнены при этом. Сказав это, они удобны в использовании, просты в использовании и долговечны. Эти электроды изготовлены из 1,7% тория (отсюда их название) и 97,3 процента вольфрама.
Одним из объяснений этого являются различные полезные характеристики, которые они демонстрируют. Для начала пользователи могут сваривать с ними как постоянный, так и переменный ток. Из-за низкой скорости захоронения они будут меньше загрязнены при этом. Сказав это, они удобны в использовании, просты в использовании и долговечны. Эти электроды изготовлены из 1,7% тория (отсюда их название) и 97,3 процента вольфрама.
5) Золото
Сварка алюминия методом ВИГ электродами с золотым лантановым покрытием возможна как при переменном, так и при постоянном токе. В зависимости от миссии они могут быть свернуты или заточены. Вольфрамовые электроды, содержащие 1,5% лантана, обеспечивают стабильное зажигание дуги, сохраняя при этом ровную и устойчивую дугу на всем протяжении. Поскольку в них нет радиоактивных материалов, многие профессионалы в области сварки выбирают их вместо ториевых электродов из-за их долговечности и гибкости.
6) Коричневый
Естественная смесь коричневых циркониевых электродов, состоящих из 99,10% вольфрама и от 0,15 до 0,40% циркония. Ключевыми характеристиками, которые ищут все, являются стабильная дуга и защита от вольфрамовых брызг. Он имеет закругленный наконечник, который можно использовать для сварки переменным током. Загрязнение, вероятно, не произойдет при наличии сильной резистентной активности. Если нет ограничений по времени, стоит попробовать даже сварку постоянным током.
Ключевыми характеристиками, которые ищут все, являются стабильная дуга и защита от вольфрамовых брызг. Он имеет закругленный наконечник, который можно использовать для сварки переменным током. Загрязнение, вероятно, не произойдет при наличии сильной резистентной активности. Если нет ограничений по времени, стоит попробовать даже сварку постоянным током.
7) Серый
Редкоземельные серые вольфрамовые электроды производят несколько комбинаций оксидов в одном месте. Процентное содержание каждого оксида указано на упаковке. Как следствие, в зависимости от соотношения добавок вы получите различные эффекты. Проверьте формы добавок и их процентное содержание, чтобы увидеть, как они будут работать с надежной дугой как при сварке на переменном, так и на постоянном токе. Электроды из редкоземельных металлов имеют более длительный срок службы, чем электроды из торированного вольфрама. В противном случае они полезны для уменьшения разбрызгивания вольфрама.
8) Фиолетовый
Фиолетовые электроды из смеси редкоземельных металлов являются подходящей заменой электродам с 2% тория (красным). Это может работать во время самых требовательных сварочных работ, потому что они быстро и точно зажигают дугу, долговечны и очень надежны. Алюминий, магний, титан, никелевые и медные сплавы, коррозионностойкие стали и низколегированные стали – все это отличные кандидаты.
Это может работать во время самых требовательных сварочных работ, потому что они быстро и точно зажигают дугу, долговечны и очень надежны. Алюминий, магний, титан, никелевые и медные сплавы, коррозионностойкие стали и низколегированные стали – все это отличные кандидаты.
9) Белый
Белые 0,8-процентные циркониевые электроды хорошо известны своей исключительно прочной дугой, высокой устойчивостью к загрязнению и расщеплению вольфрама. Идеально подходит для дуговой сварки. Для магниевых и алюминиевых сплавов они могут работать с более высокими скоростями тока.
Цветовая маркировка определяется химической структурой этих электродов, и у каждого есть свой набор приложений, законов и преимуществ. Упомянутые выше электроды могут применяться для сварки алюминия методом TIG.
Совместимость с переменным и постоянным током:
- Красные электроды с содержанием 2% тория только для постоянного тока;
- Оранжевые вольфрамовые электроды с 2% содержанием церия только для переменного тока;
- Синие вольфрамовые электроды с содержанием лантана 2% для постоянного и переменного тока;
- 1,5% лантансодержащего золота – как для постоянного, так и для переменного тока;
- Чистый зеленый вольфрам только для постоянного тока;
Никогда не применяйте электроды из чистого вольфрама на переменном токе, потому что чистый вольфрам будет слипаться, особенно если используется инвертор. У каждого сварщика есть любимый вид вольфрама; некоторые выбирают торированный вольфрам, тогда как другие выбирают чистый вольфрам. Какой бы вариант вы ни выбрали, все будет работать безупречно, если у вас есть правильные настройки и программа.
У каждого сварщика есть любимый вид вольфрама; некоторые выбирают торированный вольфрам, тогда как другие выбирают чистый вольфрам. Какой бы вариант вы ни выбрали, все будет работать безупречно, если у вас есть правильные настройки и программа.
Размер
При покупке вольфрамовых электродов большинство сварщиков ошибаются с этим элементом. Форма и размер электродов, представленных на рынке, различаются. Не связано ли это с ужасом, который испытывают многие сварщики.
Тем не менее, рекомендуется использовать очень маленькие электроды. Это потому, что они всегда приводят к небрежной технике сварки.
При несколько повышенных температурах минимальный рекомендуемый размер составляет около 1/8 дюйма. Если вы занимаетесь сваркой переменным током, размер увеличится до 3/32 дюйма, что сделает его одной из самых больших категорий электродов с точки зрения содержания вольфрама для алюминия.
Лантанированные и торированные вольфрамовые электроды для алюминия
Вам не нужно дважды беспокоиться об этом; лантансодержащий электрод намного лучше по множеству причин. Но не поймите нас неправильно: мы не говорим, что торированный вольфрамовый электрод совершенно бесполезен; он также имеет преимущества по сравнению с лантансодержащим электродом.
Но не поймите нас неправильно: мы не говорим, что торированный вольфрамовый электрод совершенно бесполезен; он также имеет преимущества по сравнению с лантансодержащим электродом.
Лантанированные электроды могут выдерживать большую силу тока, чем любой другой электрод, доступный на рынке. В результате они являются наиболее используемыми вольфрамовыми электродами для тяжелых условий эксплуатации.
Лантансодержащие электроды часто не различаются по типу сварочного аппарата; они совместимы со сварочными аппаратами TIG. Лантансодержащие электроды требуют наименьшего напряжения для пробоя, что делает образование дуги очень простым.
Наконец, лантансодержащие электроды не токсичны, в отличие от торированного вольфрама и других сплавов.
Большинство коллекционеров металлов сообщит вам, что синий 2-процентный лантанированный вольфрамовый электрод является лучшим вольфрамом.
Также стоит отметить, что электроды с церием не идеальны для сварки TIG при высоких токах. Потому что тепло вызовет различия в структуре электрода. При более низких температурах этот метод сварки электродом широко используется для изготовления труб, сварки тонких металлов и небольших специфических сечений.
Потому что тепло вызовет различия в структуре электрода. При более низких температурах этот метод сварки электродом широко используется для изготовления труб, сварки тонких металлов и небольших специфических сечений.
Часто задаваемые вопросы
Какой тип вольфрама лучше всего подходит для сварки алюминия?
Алюминий используется трех толщин: средней, плотной и средней толщины. Алюминий может быть легко сварен квалифицированной рукой с использованием соответствующего сварочного аппарата. Для работы с соединениями алюминия вам потребуются электроды из чистого вольфрама. Итак, для алюминия и магния используйте зеленые электроды. Зеленые электроды неэффективны для сварки постоянным током. Они не могут генерировать глубокие дуги, как цериевые или торированные электроды.
Может ли вольфрам вызывать аллергию?
Определяется состоянием кожи. Нет никаких проблем и причин для беспокойства, если у вас хорошая кожа. Однако, если кожа слишком чувствительна, это может вызвать раздражение.
Можно ли использовать фиолетовые вольфрамовые электроды для сварки алюминия?
Да, можно. Даже если этот цвет не входит в тройку самых распространенных, это не значит, что он неэффективен. Наоборот, эти электроды подбираются для широкого спектра металлов, от алюминия до стали. Вы также можете использовать его для сварки углерода, титана, меди и всего, что между ними.
Полезное видео: Как правильно выбрать вольфрам для сварки ВИГ
Заключительные мысли
Сварка алюминия ВИГ с вольфрамом показала положительные результаты. Он подходит как для бытового, так и для промышленного использования. Хотя каждый вольфрамовый электрод имеет свои преимущества и недостатки, вольфрамовый электрод с 2% лантана является одним из лучших вольфрамовых электродов для сварки алюминия. Хотя большинство сварщиков выбирают этот электрод, потому что он долговечен и обеспечивает стабильную дугу для качественного и чистого сварного шва, некоторые выбирают его для других целей.
