Электроды для сварки алюминия: Сварочные электроды для алюминия – купить по выгодной цене в магазинах «Всё для сварки»
Содержание
Электроды для сварки Алюминия со сталью
На производстве порой возникает необходимость собирать самые разнообразные конструкции. И перед сварщиками могут возникнуть нетривиальные задачи одной из которых может стать сварка биметаллических соединений. Одним из таких примеров является сварка стали и алюминия. Ведь эти два материала обладают совершенно разными физико-механическим характеристиками, и по отдельности требуют кардинально разных подходов при соединении электродуговой сваркой. Рассмотрим ниже, можно ли сварить алюминий со сталью с применением электродов.
При непосредственном сваривании алюминия со сталью электродуговой сваркой, происходит образование весьма хрупких интерметаллических соединений. Для получения шва с приемлемыми прочностными характеристиками, необходимо использовать специальные методы работ, которые позволяют нивелировать взаимное отрицательное воздействие пары металлов.
При электродуговой сварке алюминия со сталью плавящимся электродом, существует метод использующий биметаллические вставки. Они представляют собой специальный элемент, в котором алюминий уже скреплен со сталью другим методом. Например, путем прокатывания, трения, сварки взрывом или давлением с нагревом. В процессе сварки обе стороны вставки привариваются к соответствующим металлам.
Они представляют собой специальный элемент, в котором алюминий уже скреплен со сталью другим методом. Например, путем прокатывания, трения, сварки взрывом или давлением с нагревом. В процессе сварки обе стороны вставки привариваются к соответствующим металлам.
Рекомендуется начинать со сварки алюминия. Это позволяет получить улучшенный отвод тепла в процессе сварочных работ стали со сталью. Также в процессе работ следует избегать перегрева заготовок, иначе в месте соединения разнородных материалов на вставке возникнет разупрочненное соединение, или даже отслоение материала. При этом нет необходимости использовать специализированные электроды, как при сварке разнородных сталей. Достаточно для сварки каждого типа металла использовать свой электрод.
Если соединение не предъявляет высоких прочностных требований к сварному шву, а требуется только герметизация, то можно использовать метод покрытия разнородными металлами. В случае сварки стали с алюминием, покрытие из алюминия предварительно наносится на стальную поверхность. Для этого можно применять либо метод погружения в расплав алюминия, либо метод напайки алюминия на стальную поверхность. При таком методе нужно применять особый метод сварки, при котором дуга направляется на элемент из алюминия и позволяет расплаву стечь из зоны сварки на зону стального с покрытием. Сходным к вышеописанному методу является нанесение на стальную поверхность серебряного припоя. После этого сварные работы выполняются с применением алюминиевого присадочного сплава, и в процессе необходимо следить, чтобы дуга не пожгла серебряный припой.
Для этого можно применять либо метод погружения в расплав алюминия, либо метод напайки алюминия на стальную поверхность. При таком методе нужно применять особый метод сварки, при котором дуга направляется на элемент из алюминия и позволяет расплаву стечь из зоны сварки на зону стального с покрытием. Сходным к вышеописанному методу является нанесение на стальную поверхность серебряного припоя. После этого сварные работы выполняются с применением алюминиевого присадочного сплава, и в процессе необходимо следить, чтобы дуга не пожгла серебряный припой.
Если же брать методы сварки неплавящимся электродом для сварки алюминия со сталью, то самым надежным является применение аргонодуговой сварки неплавящимся электродом. При подготовке поверхности шва выполняется скос кромок по 70%, чтобы увеличить площадь контакта. Также обязательным условием является нанесением активирующего вещества, как правило, цинка. Перед которым обязательно следует механическая чистка и протравка поверхности. Также, при этом методе нужно соблюдать некоторые особенности положения дуги при сварке, чтобы избежать преждевременного выгорания покрытия в месте сварки.
Также, при этом методе нужно соблюдать некоторые особенности положения дуги при сварке, чтобы избежать преждевременного выгорания покрытия в месте сварки.
Как видим, достаточно сложное и капризное соединение может быть выполнено разными способами, в разнообразных условиях и с широким спектром техническим оснащением. Хотя, определенно для выполнения таких швов необходима достаточно высокая квалификация самого сварщика и достаточный опыт в проведении подобного рода работ.
Электроды Klockner
Электроды Supertit
Электроды Klockner
алюминия, меди, никеля, их сплавов
Темы: Электроды сварочные, Сварка алюминия, Ручная дуговая сварка, Сварка меди.
К этой группе относятся электроды, предназначенные для сварки алюминия, меди, никеля и их сплавов. Электроды для сварки цветных металлов не стандартизованы и их производят по отдельным техническим условиям. Исключение — высоконикелевые электроды, которые применяются для сварки сплавов на железоникелевой и никелевой основах и высоколегированных сталей, вследствие чего они входят в ГОСТ 10052-75.
Сварка цветных металлов может существенно отличаться от сварки стали, из-за резкого различия их физико-химических свойств. Главными факторами, определяющими свариваемость цветных металлов, являются температуры плавления и кипения, теплопроводность, сродство к содержащимся в воздухе газам (кислороду, азоту, парам воды).
Электроды для сварки алюминия и его сплавов
Алюминий и алюминиевые сплавы обладают малой плотностью, высокой тепло- и электропроводностью, повышенной коррозионной стойкостью.
Особенностью алюминия и его сплавов является легкая окисляемость. Это приводит к тому, что на их поверхности практически всегда присутствует плотная тугоплавкая пленка оксида алюминия. Эта пленка может образовываться и на поверхности сварочной ванны, что нарушает стабильность процесса сварки, препятствует формированию шва, приводит к появлению непроваров и неметаллических включений. Для получения качественных сварных соединений необходимо принимать специальные меры, направленные на удаление оксидной пленки. При ручной дуговой сварке это достигается путем введения в состав электродного покрытия хлористых и фтористых солей щелочных и щелочно-земельных металлов. В расплавленном состоянии эти материалы создают необходимые условия для удаления пленки и устойчивого горения дуги.
При ручной дуговой сварке это достигается путем введения в состав электродного покрытия хлористых и фтористых солей щелочных и щелочно-земельных металлов. В расплавленном состоянии эти материалы создают необходимые условия для удаления пленки и устойчивого горения дуги.
| Марка электродов | Диаметр, мм | Положение сварки | Основное назначение |
| ОЗА-1 | 4,0; 5,0 | Нижнее, ограниченно вертикальное | Сварка и наплавка технически чистого алюминия |
| ОЗА-2 | 4,0; 5,0 | Нижнее, ограниченно вертикальное | Заварка дефектов литья и наплавка изделий из алюминиево-кремнистых сплавов |
| ОЗАНА-1 | 3,0; 4,0; 5,0 | Нижнее, вертикальное | Сварка и наплавка изделий из технически чистого алюминия |
| ОЗАНА-2 | 3,0; 4,0; 5,0 | Нижнее, вертикальное | Заварка дефектов литья и наплавка изделий из алюминиево-кремнистых сплавов |
Электроды для сварки меди и ее сплавов
Медь обладает высокой тепло- и электропроводностью, повышенной жидкотекучестью расплавленного металла. Для нее характерна активность при взаимодействии с газами, особенно с кислородом и водородом, что может явиться причиной образования пор в металле шва и микротрещин. Для предотвращения появления таких дефектов в сварных соединениях надлежит применять только хорошо раскисленную медь. Сварку следует выполнять тщательно прокаленными электродами, свариваемые элементы в местах наложения швов должны быть хорошо зачищены до металлического блеска с удалением оксидов, загрязнений, жиров и пр.
Для нее характерна активность при взаимодействии с газами, особенно с кислородом и водородом, что может явиться причиной образования пор в металле шва и микротрещин. Для предотвращения появления таких дефектов в сварных соединениях надлежит применять только хорошо раскисленную медь. Сварку следует выполнять тщательно прокаленными электродами, свариваемые элементы в местах наложения швов должны быть хорошо зачищены до металлического блеска с удалением оксидов, загрязнений, жиров и пр.
При сварке латуней и бронз возникают дополнительные затруднения. Сварка латуни усложняется интенсивным испарением цинка, сварка бронз — высокой хрупкостью и малой прочностью в нагретом состоянии.
| Марка электродов | Диаметр, мм | Положение сварки | Основное назначение |
| Комсомолец-100 | 3,0; 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди |
| АНЦ/ОЗМ-2 | 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди, содержащей не более 0,01% кислорода |
| АНЦ/ОЗМ-3 | 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди, содержащей не более 0,01% кислорода |
| АНЦ/ОЗМ-4 | 4,0; 5,0 | Нижнее, наклонное | Сварка и наплавка изделий из технически чистой меди, содержащей не более 0,01% кислорода |
| ОЗБ-2М | 3,0; 4,0 | Нижнее, горизонтальное, вертикальное | Сварка и наплавка бронз, заварка дефектов бронзового и чугунного литья |
| ОЗБ-3 | 4,0; 5,0 | Нижнее | Изготовление и восстановление электродов машин контактной сварки методом ручной дуговой наплавки |
Электроды для сварки никеля и монель металла
Никель и особенно его сплавы являются прочными и вязкими материалами. Они, в зависимости от состава, обладают высокой коррозионной стойкостью, жаростойкостью и жаропрочностью.
Они, в зависимости от состава, обладают высокой коррозионной стойкостью, жаростойкостью и жаропрочностью.
Сварка никеля и его сплавов затруднена вследствие большой чувствительности к примесям и, в первую очередь, к растворенным газам (кислороду, водороду и особенно азоту) и высокой склонности к образованию горячих трещин. Для предупреждения возможного образования пор и трещин необходимо применять основной металл и сварочные электроды высокой чистоты, осуществлять их качественную подготовку к сварке.
В целом по технологии и технике ручной дуговой сварки никель и его сплавы близки к высоколегированным коррозионно-стойким сталям.
| Марка электрода | Диаметр, мм | Положение сварки | Основное назначение |
| ОЗЛ-32 | 3,0; 4,0 | Нижнее, вертикальное | Сварка технически чистого никеля, наплавка коррозионно-стойких слоев на углеродистые и высоколегированные коррозионно-стойкие стали. Сварка никеля с углеродистыми и высоколегированными коррозионно-стойкими сталями Сварка никеля с углеродистыми и высоколегированными коррозионно-стойкими сталями |
| В-56У | 3,0; 4,0 | Нижнее, полувертикальное | Сварка монель-металла, наплавка коррозионно-стойкого слоя на углеродистую сталь. Сварка двухслойных сталей (Ст 3сп + монель) со стороны коррозионно-стойкого слоя. Сварка монель-металла с углеродистой сталью |
- < Электроды для сварки и наплавки чугуна: список марок
- Электроды для резки металлов: список марок >
3 Лучшие электроды для сварки алюминия
Автор: Liam Bryant
4043 и 5356 — лучшие электроды для сварки алюминия. Эти присадочные прутки изготовлены из алюминиевого сплава и имеют низкую температуру плавления, что делает их пригодными для сварки алюминия.
Выбор между сварочными электродами 4043 и 5356 зависит от конкретного применения и желаемого результата.
4043 обычно используется для сварки алюминиевых сплавов с высоким содержанием кремния, а 5356 часто используется для сварки морского алюминия.4047 также можно использовать для алюминия с низким содержанием кремния.
| Сварочная проволока | Подходит для | Общего применения | E4043 | Алюминий с высоким содержанием кремния (серия 6xxx) | Используется в автомобильной, судостроительной и общей промышленности |
| E5356 | Алюминий морского класса (серия 5xxx) | Используется там, где алюминий будет подвергаться воздействию соленой воды или других агрессивных сред |
| E4047 | Алюминий с низким содержанием кремния | Используется там, где требуется высокая прочность |
Содержание
Переключатель
Можно ли сваривать алюминий?
Да, алюминий можно сваривать методом ВИГ с использованием специального сварочного электрода и процесса. Однако сварка алюминия требует специальных методов и оборудования для предотвращения растрескивания и обеспечения надлежащего качества сварного шва. Также важно очистить и подготовить алюминиевую поверхность перед сваркой, чтобы предотвратить загрязнение.
Также важно очистить и подготовить алюминиевую поверхность перед сваркой, чтобы предотвратить загрязнение.
E4043
Цифры в сварочной проволоке, например 4043, представляют систему классификации присадочного металла. Система классификации присадочного металла предоставляет информацию о составе и свойствах сварочного электрода.
В случае сварочного электрода 4043 первые две цифры (40) указывают на минимальное содержание алюминия в сварочном электроде, которое составляет 40%. Последние две цифры (43) указывают на конкретный состав сварочного прутка, в который входят такие элементы, как алюминий, кремний и магний.
Эта система классификации обычно используется для сварки алюминия и других материалов и регулируется международными стандартами, такими как AWS (Американское общество сварщиков) и ISO (Международная организация по стандартизации).
- Прочность на растяжение : 250-400 МПа
- Температура плавления: 1065 – 1175 ° F
- Электропроводность 90 006 : 42% IACS (-O)
- Плотность : 0,097 фунта/куб.
 .in
.in - Первичные легирующие материалы : Кремний
Этот присадочный стержень не подходит для сварки алюминиевых сплавов с высоким содержанием магния.
E5356
E5356 Наполнительный стержень обладает хорошей коррозионной стойкостью, что важно для предотвращения ржавчины и других форм коррозии в морской среде, где распространено воздействие соленой воды и других агрессивных веществ.
Я предлагаю использовать 80-150 вольт, в зависимости от диаметра стержня.
- Прочность на растяжение : 340-480 МПа
- Температура плавления: 1060 – 1175 ° F
- Электропроводность : 29% IACS (-O)
- Плотность : 0,096 фунта/куб.дюйм
- Первичный Легирующие материалы : магний, марганец, хром, титан
Присадочный стержень E5356 хорошо подходит для морского алюминия из-за его низкой температуры плавления, хорошей коррозионной стойкости, достаточной прочности и хороших характеристик сварки, которые делают его подходящим для использование в сложных морских условиях.
Этот присадочный стержень не подходит для сварки алюминиевых сплавов с высоким содержанием кремния.
Характеристики сварочного электрода, которые следует учитывать
Ниже приведены некоторые характеристики сварочного электрода, влияющие на его способность сваривать алюминий:
Состав:
Состав сварочного электрода, включая его элементы и пропорции, влияет на его способность сваривать алюминий. Алюминиевые сварочные стержни обычно содержат алюминиевый сплав и имеют низкую температуру плавления, хорошие сварочные характеристики и достаточную прочность.
Некоторые присадочные прутки содержат большое количество магния или кремния, которые могут улучшить прочность и твердость сварного шва.
Состав присадочной проволоки также может влиять на внешний вид сварного шва. Некоторые присадочные стержни содержат сплавы, предназначенные для улучшения цвета и качества сварного шва, что важно для применений, где внешний вид сварного шва является критическим фактором.
Температура плавления:
Температура плавления сварочного стержня важна, поскольку она влияет на способность стержня течь и связываться со свариваемым алюминием. Сварочные прутки с низкой температурой плавления, как правило, лучше подходят для сварки алюминия, поскольку они с меньшей вероятностью треснут или вызовут другие проблемы в процессе сварки.
Обычно для сварки алюминия подходят сварочные прутки с температурой плавления от 1100 до 1300°F. Если температура плавления присадочного стержня слишком низкая, это может привести к тому, что сварочная ванна будет слишком жидкой, что затруднит контроль и приведет к слабому или пористому сварному шву. Если температура плавления слишком высока, присадочный стержень может не расплавиться и смешаться с основным металлом, что приведет к неполному сварному шву.

Прочность:
Прочность сварочного стержня также является важным фактором, определяющим его способность сваривать алюминий, так как слабый стержень может не обеспечивать достаточную опору для сварного соединения.
Присадочный стержень с высокой прочностью важен для применений, где сварное соединение будет подвергаться высоким уровням напряжения, например, в конструкциях или при изготовлении тяжелого оборудования.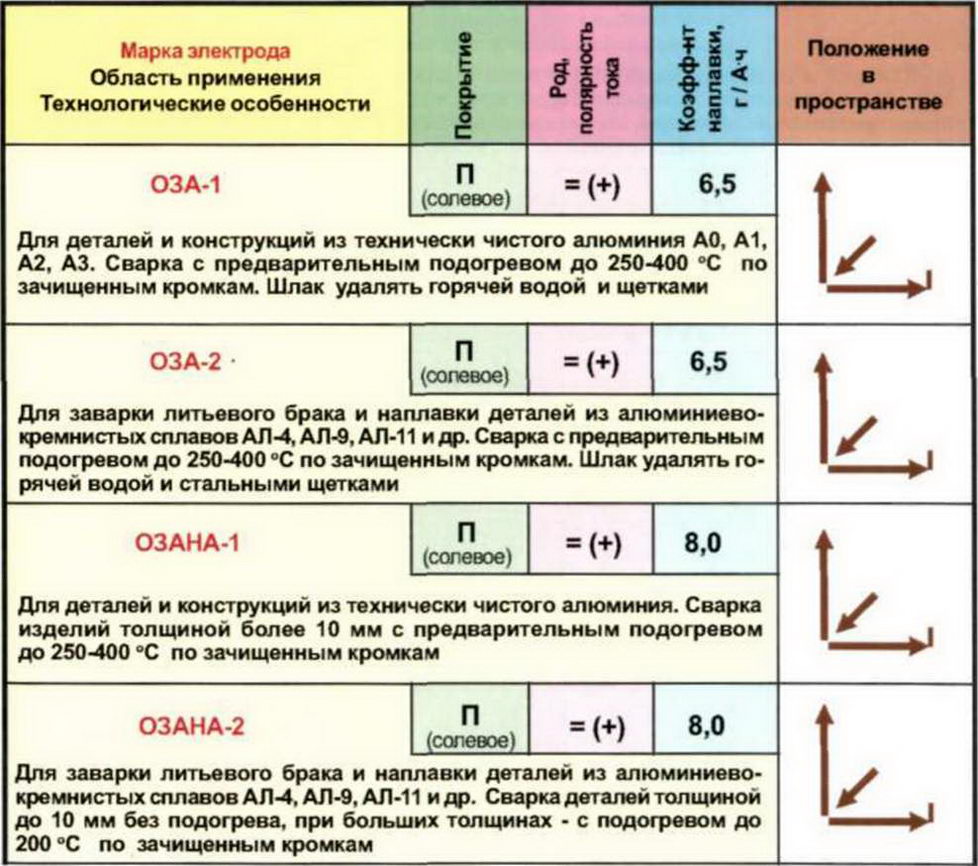 В этих случаях присадочный стержень с низкой прочностью может быть не в состоянии выдержать напряжение и давление при применении, что может привести к слабому или хрупкому сварному шву, склонному к разрушению.
В этих случаях присадочный стержень с низкой прочностью может быть не в состоянии выдержать напряжение и давление при применении, что может привести к слабому или хрупкому сварному шву, склонному к разрушению.
Напротив, для применений, где прочность сварного шва не является критическим фактором, может быть достаточно присадочного стержня с меньшей прочностью. Например, в художественных или декоративных целях может подойти наполнительный стержень с более низкой прочностью, если он обеспечивает гладкую и привлекательную поверхность.
Диаметр:
Диаметр сварочной проволоки влияет на размер сварного шва и количество необходимого присадочного материала. Стержень большего размера обычно обеспечивает больший сварной шов, а стержень меньшего размера может быть более маневренным в ограниченном пространстве.
Коррозионная стойкость:
Коррозионная стойкость сварочного стержня важна, если свариваемый алюминий будет подвергаться воздействию агрессивных сред, таких как соленая вода. Обычно это определяется составом.
Обычно это определяется составом.
Часто задаваемые вопросы
Как очистить алюминий перед сваркой?
Очистка алюминия перед сваркой важна для обеспечения прочного и качественного сварного шва. Перед сваркой можно предпринять следующие шаги:
1. Удалите грязь, масло или жир с поверхности алюминия с помощью обезжиривателя и чистой ткани.
2. Используйте наждачную бумагу или шлифовальную машину, чтобы удалить окисление или коррозию с поверхности.
3. Очистите алюминиевую поверхность раствором из равных частей воды и уксуса или специальным средством для чистки алюминия.
4. Тщательно промойте поверхность водой, чтобы удалить остатки чистящего раствора.
5. Протрите поверхность чистой тканью или дайте ей полностью высохнуть на воздухе перед сваркой.
Важно избегать использования стальных щеток или других инструментов, которые могут оставить металлические загрязнения, так как они могут ослабить сварной шов. Также важно избегать прикосновения к алюминию голыми руками, так как масла и соли с кожи также могут загрязнить алюминий.
Заключение
Правильный выбор присадочной проволоки для сварки алюминия имеет важное значение для получения прочного и долговечного сварного шва. E4043 и E5356 — две популярные присадочные проволоки для сварки алюминия, каждая из которых имеет уникальные характеристики и характеристики. E4043 — это универсальная присадочная проволока, хорошо подходящая для многих видов сварки алюминия. В то же время E5356 является присадочной проволокой, которая особенно хорошо подходит для морского алюминия из-за высокого содержания в нем магния.
Характеристики этих присадочных прутков, включая их температуру плавления, химический состав, предел прочности при растяжении и сварочный ток, являются важными факторами, которые следует учитывать при выборе правильного присадочного прутка для конкретного применения.
Категории Сварка ВИГ
Могу ли я сваривать алюминий с помощью сварочного аппарата?
Из-за того, насколько грязным и, откровенно говоря, некрасивым может быть процесс сварки алюминия электродуговой сваркой, многие люди просто пришли к мысли, что это невозможно. Это далеко не так, хотя практика требует опыта, осторожности и терпения.
Это далеко не так, хотя практика требует опыта, осторожности и терпения.
Можно ли сваривать алюминий с помощью сварочного аппарата? Да, можно сваривать алюминий с помощью сварочного аппарата. Так как это может быть грязно, лучшие методы:
- ВИГ на переменном токе
- ВИГ на постоянном токе
- Сварка в среде инертного газа
При выборе сварки электродом следует учитывать множество факторов. для алюминиевой заготовки. Вы должны учитывать толщину металла и знать, как подготовить деталь к сварке для начала.
Без соответствующих мер предосторожности вы можете обречь себя на неудачу. Ниже приведены некоторые из наиболее важных деталей, которые следует учитывать при использовании метода сварки электродами.
Содержание
Лучшие методы сварки алюминия электродами
Наилучшим методом для максимального контроля над процессом сварки алюминия является переменный ток (переменный ток) TIG (вольфрамовый инертный газ) с использованием смеси гелия или аргона. Это самый чистый и медленный метод, гарантирующий, что останется очень мало беспорядка (что делает его идеальным кандидатом, особенно для сварки тонкого алюминия).
Это самый чистый и медленный метод, гарантирующий, что останется очень мало беспорядка (что делает его идеальным кандидатом, особенно для сварки тонкого алюминия).
Сварка ВИГ на постоянном токе также приемлема для алюминиевых деталей.
Однако этот метод больше рекомендуется для более толстых заготовок из-за большей глубины проникновения . Используйте гелий, если вы решили использовать метод сварки TIG на постоянном токе.
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
У вас есть возможность использовать аргон и флюс при использовании этого метода на алюминии, но есть небольшой шанс, что у вас будет положительный опыт:
- Видимость во время сварки.
- Подготовка сварочного оборудования и заготовки.
- Уборка рабочего места/заготовки.
В-третьих, сварка MIG (металл в среде инертного газа). Это значительно быстрее, чем TIG, но с некоторыми компромиссами. У вас будет ограниченная степень контроля над процессом, поскольку основной металл не будет плавиться без добавления присадочного металла.
Это значительно быстрее, чем TIG, но с некоторыми компромиссами. У вас будет ограниченная степень контроля над процессом, поскольку основной металл не будет плавиться без добавления присадочного металла.
Тем не менее, процесс не потребует ни двухтактного, ни шпульного пистолета, если правильно отрегулированы следующие элементы:
- Настройки сварки. Эти настройки включают:
- Скорость подачи проволоки
- Расход газа
- Тип или смесь газов
- Напряжение
- Прямолинейность кабель MIG
- Натяжение приводного ролика
Сварить алюминий можно, и, возможно, к удивлению многих, это можно сделать даже с помощью сварочного аппарата постоянного тока (он работает лучше, чем вы могли ожидать! ).
Что нужно знать о сварке алюминия стержнем
Алюминиевый стержень имеет обратную полярность DCEP (положительный электрод постоянного тока). Прежде чем начать, имейте в виду, что при использовании алюминиевой палочки вы заметите, что флюс имеет склонность к разбрызгиванию.
Прежде чем начать, имейте в виду, что при использовании алюминиевой палочки вы заметите, что флюс имеет склонность к разбрызгиванию.
Когда начнет остывать, приобретет вид «грязи». Не пугайтесь, если вы наблюдаете подобное впервые – это вполне нормально для данного процесса.
Конечно, разные типы ремонтных сплавов будут вести себя по-разному, и у вас может не быть такого опыта с типами палочек, которые вы используете.
Такая степень вариации, естественно, обусловлена прежде всего составом флюса. Тем не менее, полезно знать риски и особенности процесса заранее.
К счастью, есть шаги, которые можно предпринять, чтобы сделать процесс более плавным. >> Посмотрите видео ниже
- Прежде чем приступить к сварке, вы можете убедиться, что сварка будет немного чище, непосредственно нагревая алюминий с помощью горелки с науглероживающим пламенем.

- Примечание: Преднамеренное применение такого сильного нагрева приводит к образованию копоти на поверхности заготовки.
- Вернуться к нейтральному пламени.
- Вернуть концентрированное тепло алюминию.
- Когда сажа рассеется, заготовка достигла 400 ֯F.
Такой предварительный нагрев позволит сварке протекать более плавно. Вы также должны помнить следующее:
- Алюминий рассеивает тепло в четыре раза быстрее, чем углеродистая сталь.
- Алюминий имеет оксидный слой, который для достижения наилучших результатов можно удалить проволочной щеткой из нержавеющей стали.
- Многие используют шлифовальный круг, предназначенный для углеродистой стали, для обработки алюминиевых деталей и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для складывания оксидного слоя в металл.
 Это также происходит при использовании высокоскоростной проволочной щетки. Лучшие способы удалить этот слой включают в себя:
Это также происходит при использовании высокоскоростной проволочной щетки. Лучшие способы удалить этот слой включают в себя:- Опиливание металла легким нажимом
- Химическое травление
- Ручные проволочные щетки
900 95
- Многие используют шлифовальный круг, предназначенный для углеродистой стали, для обработки алюминиевых деталей и ожидают положительных результатов. К сожалению, это не идеально, так как служит только для складывания оксидного слоя в металл.
Как работает сварка электродами
При сварке алюминия помните, что рекомендуемое расположение для работы находится под углом прямо к желаемому участку (не вверх, вниз или под другим углом).
Недавно я написал подробную статью о сварке электродами: Полное руководство по SMAW, взгляните на нее.
Вам также необходимо выполнять сварку на относительно высокой скорости перемещения. Сварка также требует короткой дуги, так что помните об этом во время работы. Вот еще несколько ключевых деталей, которые необходимо знать о сварке электродом:
- Что происходит во время сварки электродом: При сварке электродом ток течет через электрод на заготовку.
 Заготовку можно считать отрицательным электродом, а палочку — положительным электродом. Когда палка отрывается от заготовки, создается дуга. Чем ближе к заготовке вы держите палку, тем короче будет дуга.
Заготовку можно считать отрицательным электродом, а палочку — положительным электродом. Когда палка отрывается от заготовки, создается дуга. Чем ближе к заготовке вы держите палку, тем короче будет дуга. - Как электрод и флюс работают вместе: По мере того, как стержень расходуется в процессе сварки, металл приплавляется к металлу. Флюс защищает расплавленный металл во время сварки, защищая его от атмосферных газов.
- Как работает дуга для сварки деталей: Дуга, возникающая при электрическом соединении между электродом и заготовкой, нагревает каждый компонент, в результате чего металл электрода достигает плазмоподобного состояния. По мере того, как расплавленная лужа тянется вдоль линии сварки, верхняя и нижняя пластины слипаются.
Вот почему электродуговая сварка подходит и для алюминиевых деталей. Хотя химия работает точно так же, по общему признанию, процесс отличается, прежде всего, своей беспорядочностью и тенденцией к получению неэстетичного сварного шва.
(Вот почему вы должны выбирать электроды, специально предназначенные для сварки алюминия, иначе вы можете получить тусклые результаты. 4043 Настоятельно рекомендуется использовать электродные стержни.)
Процесс сварки алюминия электродами в целом очень похож на сварку другие металлы, но помните о вышеперечисленных факторах во время работы. Прежде чем начать, вам нужно немного обнажить электрод, чтобы сделать процесс более аккуратным.
Для этого вам придется поцарапать кончик палочки о твердую поверхность, чтобы выдержать часть электрода (особенно при использовании алюминиевого электрода).
Похожие материалы: Нужен ли вам шпулемет для сварки алюминия?
Что следует помнить о сварке электродом
Во время сварки держите электрод как можно ближе к заготовке, избегая замерзания стержня (чтобы электрод не застрял в охлаждающей ванне металла).
Чтобы этого не произошло, вы должны просто плавать стержень, не приближая его слишком близко к заготовке и не слишком замедляя скорость во время сварки.
(Вот почему для этого типа сварки рекомендуется высокая скорость перемещения.)
Это может занять некоторое время, чтобы научиться, так как сварка электродом, также известная как «дуговая сварка защитным металлом», или SMAW известен.
Это второе название немного больше раскрывает эту кривую обучения, так как оно дает сварщику полный контроль над электродом. Хотя алюминий можно сваривать электродуговой сваркой, это, конечно, не лучший вариант.
Помните о преимуществах и недостатках этого метода.
| Плюсы | Минусы |
|---|---|
| Сварочное оборудование относительно дорогое, хотя защитный газ не требуется, так что это финансовый компромисс. | Очень грязный для алюминиевых деталей. |
| Этот метод по-прежнему хорошо работает на окрашенных или ржавых металлических заготовках. | Флюс склонен к разбрызгиванию, поэтому для получения чистого сварного шва требуется большой опыт.  |