Электроды для сварки инвертором: Электроды для инверторной сварки:
Содержание
Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения «прямая и обратная полярность». От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
- Дуговая сварка — режимы полярности
- Отличия режимов сварки
- Влияние полярности на сварку
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим «крокодил» крепится к изделию.
Если держатель установить в разъем «-«, а кабель массы подключить к «+», получится прямая полярность. При подключении наоборот (держатель к «+», а массу к «-«) полярность будет обратная.
Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
При сварке на прямой полярности «+» на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает «плюс» на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.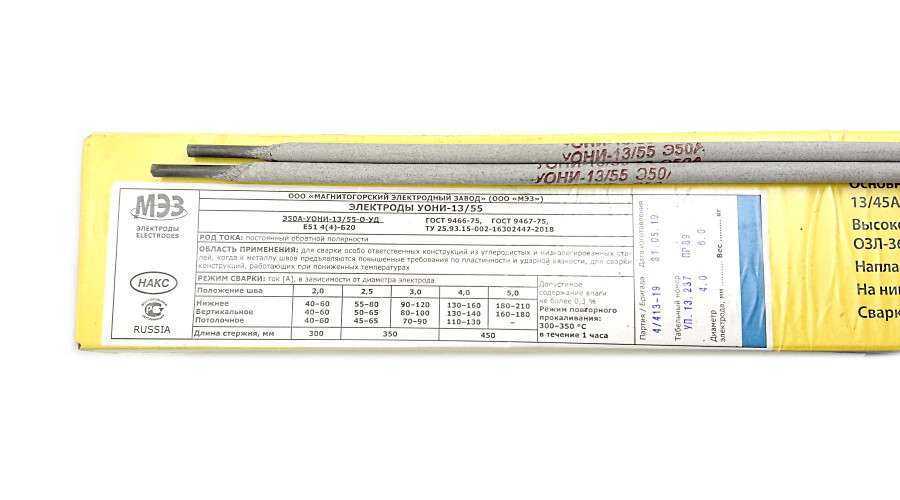
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно «повести» при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с «плюсом» на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При «минусе» на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель
Сварочные электроды
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией «Антиприлипание». Когда кончик электрода погружается в сварочную ванну, аппарат «чувствует» это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция «Форсаж дуги» тоже помогает при сварке тонкого металла на обратной полярности. Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
СкрытьПодробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
СкрытьПодробнее
На обратной полярности брызг меньше. Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
СкрытьПодробнее
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
СкрытьПодробнее
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
СкрытьПодробнее
На обратной.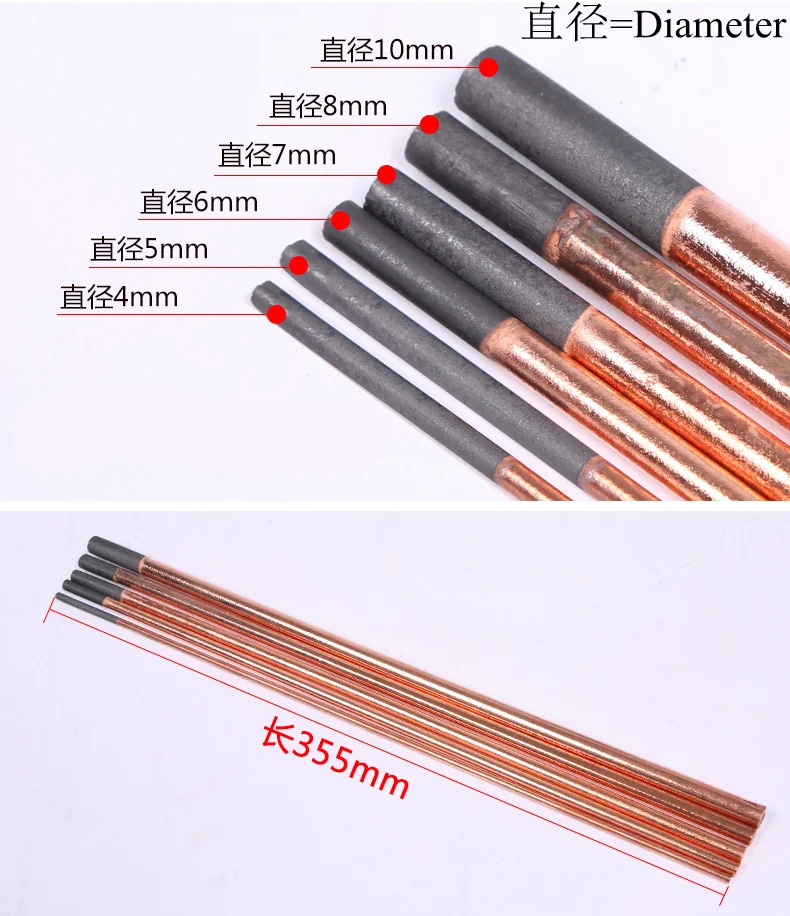 Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Электроды для сварки инвертором — как выбрать, характеристики
Инверторная сварка предполагает задействование в работу ИИСТ — инверторного источника сварочного тока. Это сварочный агрегат, один из вариантов электропитания для сварочной дуги, которая формируется разрядом в газе. Он обеспечивает получение неразъемного соединения за счет установившихся межатомных связей между свариваемыми деталями в условиях нагрева и/или пластического деформирования. Как правильно выбрать электроды для сварки инвертором?
Содержание
- 1 Варианты сварочного оборудования
- 2 Устройство и способ функционирования устройства
- 3 Как выбрать электроды для сварки инвертором
- 4 Основные характеристики сварочных стержней
- 5 Виды электродов по конструкции и материалу
- 5.
 1 Материал, из которого изготавливают электроды
1 Материал, из которого изготавливают электроды - 5.2 Покрытия электродов
- 5.3 Другие параметры для оценки стержней
- 5.
- 6 Какие электроды лучше для инвертора
- 6.1 Подходящие марки стержней для дома и стройки:
- 6.1.1 МР-3
- 6.1.2 УОНИ 13/55
- 6.1.3 АНО4
- 6.1.4 UTP 65D
- 6.1 Подходящие марки стержней для дома и стройки:
- 7 Требования к электродам
Варианты сварочного оборудования
Разные варианты сварки могут выполняться аппаратом одного вида, универсальный ИИСТ работает в разных режимах, с различными материалами. Основная цель – постоянный стабильный процесс горения сварочной дуги, необходим также легкий поджиг.
Источники питания сварочной дуги:
- Трансформаторы. Специально предназначен для сварочных работ, с помощью преобразования напряжения сети в низкое напряжение переводит ток из низкого в высокий. Показатели достигают тысяч ампер. Изменение параметров проходит за счет секционирования витков обмотки аппарата, первичной или вторичной.

- Электрогенераторы, работающие на дизеле, бензине или от электричества. Иначе именуются сварочными агрегатами, по сути – мобильные электростанции., способные генерить электрический ток для сварки и резки электродуговым способом.
- Выпрямители. Преобразователи энергии переменного электротока в постоянный, однонаправленный, выходной тип.
- Инверторы. Устройства для преобразования тока постоянного типа в переменный, меняется напряжение по типу дискретного сигнала. Используются как отдельные аппараты или в системах бесперебойного питания.
Выпрямители и инверторы относятся вариантами одной электрической машины. Это обусловлено правилом обратимости электромашин, заключающемся в преобразовании электроэнергии в механическую, и обратном преобразовании.
Устройство и способ функционирования устройства
Конструктивно инвертор собирается как блок нескольких устройств:
- Трансформатор, обеспечивающий снижение напряжения.
- Блок схем, опирающихся на транзисторах металл-оксид-полупроводникового типа — МОП, по-английски – MOSFET — metal-oxide-semiconductor field effect transistor, или вида БТИЗ-по-английски, IGBT — Insulated-gate bipolar transistor.

- Дроссель для стабилизации токовых пульсаций.
Работа устройства происходит следующим образом:
Напряжение сети поступает на выпрямитель, постоянный ток преобразуется в переменный, имеющий высокую частоту. Он передается на сварочный трансформатор, с него напряжения идет на сварочную дугу.
Особенностью инверторного аппарата является компактность, улучшенное качество работы дуги. Благодаря этому повышается КПД, уменьшается разбрызгивание во время работы, можно регулировать параметры сварки. Это обусловило их популярность и широкое применение не только профессионалами, но и мастерами-любителями.
Как выбрать электроды для сварки инвертором
Чтобы обеспечить высокий уровень мастерства в процессе сваривания металлов, получить ровный, надежный шов, стоит сконцентрироваться не только на характеристиках инвертора, но и на параметрах сварных стержней.
Электроды для сварки инвертором – это стержни, ведущие электроток непосредственно к локации, где проходит сварочный процесс. Эффективность обеспечивается рядом параметров, которые должны характеризовать электрод. Основные из них:
Эффективность обеспечивается рядом параметров, которые должны характеризовать электрод. Основные из них:
- Равномерное плавление самого стержня и его покрытия.
- Поддержание физико-механических, химических характеристик материала стержня в период хранения и эксплуатации.
- Невысокая токсичность, минимальное выделение вредных веществ во время сварочного процесса.
Во время сварки от него требуется обеспечить стабильную постоянную дугу горения для получения ровного красивого шва, отсутствие массированного разбрызгивания раскаленных брызг металла, легкое отделение шлака, образовавшегося на поверхности шва.
По целевому использованию электроды делятся на категории.
Стержни применимы для сварки:
- Изделий и поверхностей, изготовленных из углеродистых или низколегированных металлов.
- Деталей из теплоустойчивых материалов, обладающих высокой прочностью и твердостью.
- Компонентов из нержавеющих сталей.
- Изделий из алюминиевых и медных сплавов или из соответствующих чистых материалов.

- Деталей, компонентов из чугуна.
- В условиях небольших ремонтных работ, при необходимости наплавки на уже имеющиеся изделия.
- Поверхностей из неизвестных металлов.
Основные характеристики сварочных стержней
Подбирая электроды для сварки обращают внимание на следующие характеристики:
- Диаметр.
Значение этого показателя связано с тем, какие детали или изделия необходимо соединить сварным методов, каков их размер, толщина. Также это определяется особенностями сварочного аппарата. Самый распространенный показатель диаметра – 3 мм. - Марка электрода. Определяется свойствами материалов, использованных при изготовлении стержней.
- Покрытие. Предохраняет стержень от процессов коррозии. Другая задача – создание защитного облака газов вокруг места сварки для предотвращения окисления и шлакообразования.
- Условия хранения. Покрытия способны впитывать влагу, она отрицательно сказывается на качестве шва, розжиге дуги.
- Бренд производителя.

Разновидности стержней, так же, как требования к ним описываются в нормативных документах ГОСТ.
Виды электродов по конструкции и материалу
Важные критерии, по которым различаются сварочные стержни- конструкция и материал.
Материал, из которого изготавливают электроды
Качественные характеристики швов зависят в большой мере от свойств материалов, использованных при изготовлении прутков. В соответствии с Государственными стандартами для производства прутков используется две большие группы материалов:
- Металлы
- Неметаллические материалы.
По другой классификации они делятся на две группы
- Неплавящиеся – произведенные из угольного материала, вольфрама, графита
| Виды стержней | Марки | Применение |
| Угольные . Неметаллические, возможна омедненная поверхность | СК- сварочные круглые ⌀:4, 6, 8, 10, 15, 18 мм | Применяются в условиях воздушно –дуговой резки, для устранения дефектов швов |
| ВДП- воздушно-дуговые ⌀: 6,8,10,12 мм Длина: 300 ±10 мм | ||
| ВДК –воздушно-дуговые круглые ⌀:12х5, 18х5 мм | ||
| Вольфрамовые Металлические. | ЭВЛ – лантанированный вольфрам ( 2%) | Применимы большей частью для аргонодуговой сварки. Отличаются высокой износостойкостью |
| ЭВИ-иттрированный (2%) | ||
| ЭВТ- торированный (до 1,5%) | ||
| ЭВЧ – не имеет добавок | ||
| Графитовые или графитизированные. Неметаллические | Специально не производятся. Получают с помощью обтачивания графитизированных стержней для руднотермических печей с применением электродуги. | Применяются для дуговой сварки и резки |

Для металлических стержней из вольфрама используется цветовая маркировка:
WP (зеленый). Переменный ток. Работают на магнии, алюминии, различных сплавах
WT-20 (красный) – постоянный ток, применяют для сваривания сталей нескольких видов: углеродистых, низколегированных, нержавеющих.
WC-20 (серый). Постоянный и переменный ток. Универсальный вариант для сварки всех видов стальной продукции.
WL-15 (золотой). Постоянный и переменный ток. Работают на сталях нержавеющих, легированных.
WL-20 (синий). Постоянный и переменный ток. Сваривают нержавеющие и ламинированные виды стальных изделий.
WY-20 (темно-синий). Постоянный ток. Работают не только со сталью нержавеющей, низколегированной, углеродистой, но и с другими металлическими материалами: медными и титановыми.
WZ-8 (белый). Переменный ток. Сваривают алюминиевые и магниевые изделия.
Присадки доставляются отдельно. Работы проводятся в газовой среде для защиты свариваемых элементов.
Неплавящиеся стержни отличаются целым рядом положительных качеств
— не подвергают металл деформационным воздействиям;
— обеспечивают ровный, прочный, долговечный шов.;
— процесс сварки и резки проходит на высокой скорости.
Есть недостатки: газ, создающий защитную ванну, легко выдувается, когда работа идет на воздухе, особенно в ветреную погоду. Помимо этого, необходимы предварительные работы на металле, зачистка свариваемых поверхностей.
Помимо этого, необходимы предварительные работы на металле, зачистка свариваемых поверхностей.
- Плавящиеся – металлические стержни. Плавление электрода приводит к формированию шва.
Среди них есть два типа: непокрытые и покрытые. Первый вариант раньше применялся очень широко. Сейчас вытеснен вариантами с различными видами покрытий. Непокрытый вариант может использоваться, когда работает специализированная технология непрерывной сварки в среде защитных газов.
Органические и неорганические вещества, представляющие покрытие, создают определенные эффекты. Возникает защитное газовое облако вокруг сварной ванны. Часть обмазки переходит в жидкое состояние, покрывает расплавленный металл, отграничивая его от кислорода воздуха. Создаются защитные механизмы для образовавшегося сварного шва от воздействий окружающей среды.
Порошковое напыление решает две основные задачи:
— отлаживает стабильность, постоянство процессов горения материала электрода;
— изменение физико-химических характеристик свариваемого металлического материала благодаря попаданию элементов стержня, вступлению во взаимодействие на уровне атомов веществ.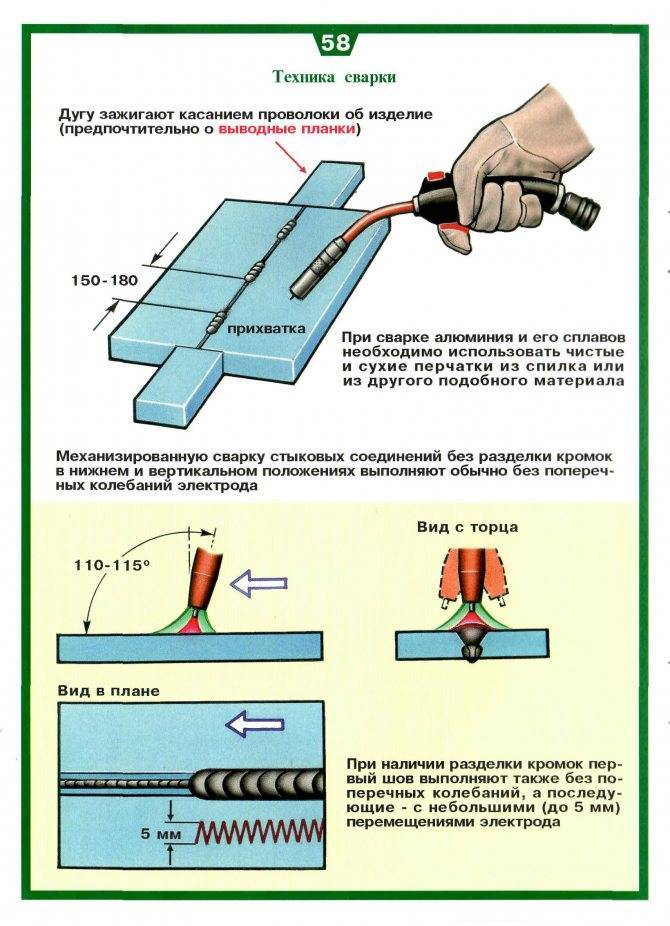
Покрытия электродов
Эффективность сварочных работ зависит в значительной мере от покрытий стержней.
Существуют четыре вида покрытий:
- Основное. Обозначение Б.
УОНИ — Универсальная обмазка научного исследовательского института, работает при сварке на постоянном токе. Создает прочные, гибкие, эластичные швы, устойчивые к различным воздействиям, в том числе к ударным нагрузкам. Работают во всех пространственных положениях, за исключением вертикального сверху-вниз и металлоизделий, отличающихся большой толщиной.
- Рутиловое. Обозначение Р.
Способно работать во всех сварных режимах: с постоян. и перемен. током во любых пространственных направлениях, кроме вертикального сверху вниз. Зажигается легко даже при низком напряжении холостого хода инвертора. Отрицательный момент: шлак на швах может создавать проблемы, убрать его можно порой лишь с помощью молотка.
- Кислое. Обозначение А.
Можно сваривать во всех сварных режимах: с постоян. и перемен. током любых пространственных положениях, кроме вертикального. Рекомендуется не применять для сталей, у которых в составе много углерода, серы.
и перемен. током любых пространственных положениях, кроме вертикального. Рекомендуется не применять для сталей, у которых в составе много углерода, серы.
В качестве недостатков замечено относительно большое разбрызгивание, иногда в швах наблюдаются трещины. Помимо этого, токсичность кислого варианта предполагает специальную подготовку рабочего места- оборудование его вытяжной аппаратурой.
- Целлюлозное. Обозначение Ц.
Сварка постоянным и переменным током может проходить во всех пространственных положениях. Удобно применять в условиях монтажа. Особое требование – не допуск перегрева. Большое разбрызгивание и, соответственно, увеличенные потери материала.
- Смешанный вид. Обозначение АЦ.
Возможность сварочных работ на различных конструкциях, трубопроводах, при любом положении шва, за исключением потолочного. Низкий расход на единицу наплавленного металла.
В основе напылений лежат ряд компонентов:
А – окись железа, свинца или иных металлов.
Б – два компонента на основе кальция: карбонат и фторид.
Ц – целлюлоза как базовая характеристика.
Р – рутил как основной элемент.
Другие параметры для оценки стержней
При выборе электродов обращают внимание на размеры прутка. Диаметр предопределяет, какой толщины и размера металлические изделия могут им свариваться.
Существует стандартная таблица размеров, в которой приводится соответствие толщин листов или изделий из стали диаметру электродов:
| Толщина стального листа или детали в мм | 1,5 | 2 | 3 | 4-5 | 2-12 | Свыше 13 |
| Значение диаметра стержня для сварки в мм | 1,6 | 2-2,5 | 2,5-3 | 3,2-4 | 4-5 | 5 |
Еще один важный показатель относится к электрической силе тока в амперах, которая необходима для того, чтобы успешно проварить металл определенной толщины
| Толщина стального листа или детали в мм | 2 | 2,5 | 3 | 4 | 5 |
| Сила тока в а | 55-65 | 55-80 | 70-120 | 130-160 | 180-210 |
Когда работа проходит в пространственном положении вертикальном или потолочном, силу тока можно снизить на 15-20 %. в этом случае диаметр стержня достаточен до 4 мм.
в этом случае диаметр стержня достаточен до 4 мм.
Какие электроды лучше для инвертора
Выбирая стержни для инверторного сварочного аппарата стоит ориентировать в первую очередь на материал, который придется сваривать. Сердечник электрода должен быть сходен по типу с этим видом металлов. Нержавеющие стали требуют стержней из такого же вида, причем если сталь отличается свойствами жаростойкости – нужен такой же стальной пруток с жаропрочными характеристиками. Высоколегированные стали для образования ровного, прочного шва нужно сваривать прутками с тем же составом легирующих элементов.
Подходящие марки стержней для дома и стройки:
МР-3
Универсальные широко известные электроды. Могут успешно применяться на слобокорродированном металле. Электроды Э46, покрытие Р и БР. Успешно применяется для сваривания конструкций из сталей углеродистого класса и низколегированных. Есть возможность сваривать изделия с большими показателями толщин.
Выпускаются электроды диаметром от 3 до 5 мм.
Особенности:
- высокие значения стойкости электродуги;
- небольшое разбрызгивание;
- легкий съем слоя шлака;
- легкое зажигание как первичное, так и повторное.
Существует требование зачистки сварочной поверхности и удаления окалины.
УОНИ 13/55
Дают возможность создавать высококачественные швы. С ними умеют работать опытные сварщики, мастера, имеющие высшую квалификацию. Тип электрода Э50А, покрытие предпочтительно основное. Напыление приемлемо фтористое или карбонатное, в этом случае снижается газосодержание шва и количество неметаллических вкраплений, ухудшающих качество.
Технические характеристики:
- диаметр от 2 до 4 мм;
- коэффициент по наплавке 9.5 г на А*ч;
- на 1 кг наплавленного металлического материала уходит около 1,5 кг прутков;
- предел текучести 420 мПа;
- предел прочности 530 мПа;
- относительный показатель удлинения 22%;
- ударная вязкость зависит от температурного режима, от 50 до 130 дж/см2.

АНО4
Стержни легко воспламеняются, их не нужно прокаливать. Электроды Э46, покрытие рутилом. Основной вид использования –сваривание стальной продукции углеродистых и низколегированных сортов. Работают со всеми видами тока в любых пространственных направлениях, за исключением направления сверху вниз.
Выпускаются с диаметром от 2 до 6 мм.
Технические параметры
- рутиловое покрытие
- наплавочный коэффициент 8,6 г на А*ч;
- производительная часть по наплавке 1,4 кг/ч при диаметре 4 мм.
- сопротивление 480 мПА;
- предел текучести 380 мПа;
- относительное удлинение 25%.
UTP 65D
Стержни хороши в работе с различными сталями и сплавами, швы будут качественные. Применимы для постоянного и переменного тока разной полярности. Рутиловое покрытие. Производятся в Австрии. Часто используется на автопредприятиях и мастерских по ремонту автомобилей для проведения кузовных работ.
Плюсы:
- стабильность дуги;
- малое разбрызгивание и, следовательно, минимизация потерь материала;
- возможность работы с различными толщинами металлоизделий, с деталями и листами тонко- и толстостенными.

- гладкие швы, не имеющие внутренних лакун. Можно обрабатывать сразу, как металл застыл.
- возможность проведения холодной закалки металлического материала по шву.
- легкое снятие слоев шлака.
- хорошая переносимость влажной среды, а также перегрева.
Особенности эксплуатации: перед самым процессом сварки прутки необходимо подвергнуть просушке в течение двух часов при температурном режиме в 160-170 гр. С. Зону свариваемых поверхностей зачищают. Работа с большими толщинами материала требует предварительной подготовки кромки с углом скоса примерно 60 градусов.
Требования к электродам
Выбирая стержни для работы, стоит их внимательно рассмотреть и оценить. Покрытие должно быть без сколов, повреждений, иначе не удастся добиться однородного разогрева и равномерного получения шва. На кончике электрода толщина смазки должна быть такой же, как на всем стержне – благодаря этому электрическая дуга пройдет по центру.
Проинспектировать стоит влажность покрытия, иногда повышенная влажность обмазки не позволяет легко зажечь стержень. Отсюда, требования к хранению электродов в сухом месте, желательно, герметично упакованными. Народные умельцы рекомендуют в упаковку класть пакетики с солью для устранения излишней влаги. Если случится, что электроды отсыревают, их можно подсушить в кухонной духовке при невысокой температуре. Этот параметр указывается на упаковке изделий. Можно также оставить в проветриваемой сухой комнате.
Отсюда, требования к хранению электродов в сухом месте, желательно, герметично упакованными. Народные умельцы рекомендуют в упаковку класть пакетики с солью для устранения излишней влаги. Если случится, что электроды отсыревают, их можно подсушить в кухонной духовке при невысокой температуре. Этот параметр указывается на упаковке изделий. Можно также оставить в проветриваемой сухой комнате.
Во время сварочных работ для получения качественного прочного, устойчивого шва необходимо учитывать основные моменты:
- Правильная для конкретного изделия сила тока.
- Подходящий для изделия и вида работ диаметр сварочного электрода.
- Учет размерности и толщины свариваемых материалов.
Выбрав параметры, сварщик создает устойчивую, хорошо горящую дугу, которая обеспечит реализацию сварочных работ на высоком уровне.
Используемая литература и источники:
- М. Д. Банов, Ю. В. Казаков, М. Г. Козулин и др.; под ред. Ю. В. Казакова. Сварка и резка материалов: Учебное пособие.
 — Издание 2-ое, стереотипное. — Издательский центр «Академия», 2002.
— Издание 2-ое, стереотипное. — Издательский центр «Академия», 2002. - Кожевников Д.В., Кирсанов С.В. Металлорежущие инструменты. Учебник (гриф УМО). Томск: Изд-во Томского ун-та. 2003.
- Статья на Википедии
Stick Welder ARC — Интернет-магазин оборудования для электродной сварки — Аппараты для электродной сварки — MMA Inverter Technology
С нами вы получаете высококачественную сварку электродом
машины от нашей собственной компании и, таким образом, непосредственно от
производитель. У нас есть разные модели для профессионального использования и
домашнее использование. У нас вы найдете нужный инвертор
сварочный аппарат для самых разных областей
приложения и самого высокого качества. Наш электрод
Сварка
машины имеют практичные функции, облегчающие работу
и оснащены по последнему слову техники. Сварка E
Устройство также можно использовать для соединения очень толстых материалов и
работу можно проводить и на открытом воздухе.
При сварке электросварочным аппаратом ,
дуга создается на электроде сварочного аппарата
, который отвечает за материал и палку
электроды использовали плав. Вот почему иногда
упоминается как дуговой сварщик . Покрытие
сварка
электроды при плавлении выделяют газы, которые удерживают
дуга стабильна. Эти газы предотвращают окисление сварного шва и
обеспечить наилучшие результаты с небольшим пузырей. Шлак тоже есть
формируется и лежит над сварным швом, что также обеспечивает лучшее
Результаты.
Аппараты электродной сварки могут работать с
разные сварка
электроды . Есть рутиловая или базовая палочка
электроды . С рутилом электрод
стержней , чистый шов может быть получен относительно легко и
можно добиться хороших результатов. Базовая сварка
электроды также могут выполнять сложную работу, для
Например, если заготовка перевернута.
Сварочный электрод , особенно в секторе «сделай сам»,
часто используются машины . Сварочный электрод
инвертор содержит трансформатор, окруженный переносным
и легкий корпус для удобного использования. Аппараты тоже такие
популярны, потому что они доступны по доступным ценам и только
для использования требуется один источник питания. электрический
сварочные аппараты также могут использоваться на открытом воздухе и обеспечивают отличные
результаты даже в плохую погоду. Мощные устройства также могут работать
с более толстыми листами и заготовками.
Качество наших электродных сварочных аппаратов
очень хорош и предназначен для требовательных приложений. Вдоль
срок службы и чистые результаты гарантируют, что вам понравится наша
устройства в течение длительного времени. Мы рады проконсультировать вас, если вы хотите
купить электродный сварочный аппарат или подставку для
ваш существующий E сварочный аппарат нужен. Все машины
являются эффективными и энергосберегающими в их использовании, а также предлагают
высочайший уровень комфорта благодаря умным и простым в использовании
функции.
Если вы ищете электродный сварочный аппарат, вам следует купить
качественная, надежная машина. В компании VECTOR WELDING вы получаете кайф
качественные электродные сварочные аппараты напрямую от
производитель. Мы предлагаем вам различные модели для дома и
профессиональное использование. У нас вы найдете подходящую инверторную сварку
машина с высоким качеством для различных областей применения.
Наши устройства оснащены новейшими технологиями и
характеризуется практичными функциями, облегчающими работу.
Электродные сварочные аппараты позволяют соединять
очень толстые материалы. Кроме того, работа может проходить
на улице. Далее вы можете узнать больше о наших устройствах
и преимущества, которые они предлагают.
Устройство для электродной сварки — преимущества и области применения
заявка
Электродные сварочные аппараты в основном используются
в сфере DIY. В инверторе электродной сварки имеется
трансформатор, окруженный легким и портативным корпусом.
Это способствует комфортному использованию. Сварщик электродов есть
выгодно, потому что он уже доступен по низкой цене.
Кроме того, для использования требуется только один источник питания. Наши устройства
может использоваться на открытом воздухе в любую погоду и обеспечивает отличные
Результаты.
Наши продукты мощные и могут работать с более толстыми заготовками.
и листовой металл. Наши электродные сварочные аппараты
отличаются высоким качеством и подходят для требовательных
Приложения. Устройства сконструированы таким образом, что они
гарантируют чистые результаты и долгий срок службы. Это означает, что
Вы можете положиться на наши устройства и наслаждаться нашими продуктами в течение длительного времени.
Мы будем рады проконсультировать вас по нашему сварочному оборудованию перед
покупка и предложение помощи с существующим оборудованием. Устройства, которые мы
предложения являются энергосберегающими и эффективными в использовании. Кроме того, они
Кроме того, они
предлагают высокий уровень комфорта благодаря простоте использования и продуманному
функции.
Аппараты для электродной сварки — функция
При сварке с помощью аппарата для электродной сварки дуга
созданный на сварочном аппарате электродом. Это вызывает материал
и стержневые электроды, используемые для плавления. Из-за этого это
иногда его называют дуговым сварщиком. Сварочный электрод
оболочка выпускает газы во время использования, которые поддерживают стабильность дуги.
Окисление сварного шва предотвращается с помощью газов.
Кроме того, они обеспечивают наилучшие результаты практически без
волдыри. Кроме того, образуется шлак, который лежит над
сварной шов. Это даст лучшие результаты.
Устройство для электродной сварки может работать с различными сварочными
электроды. Существуют основные или рутиловые стержневые электроды. Базовый
сварочные электроды способны выполнять сложную работу. Это
случай, когда заготовка находится в перевернутом положении. Использование рутилового электрода
Использование рутилового электрода
стержней, вы можете относительно легко создать чистый шов и добиться
хорошие результаты.
Высококачественное сварочное оборудование
Наши сварочные аппараты подходят для безопасного и жесткого использования в
сборка и строительство. Профессиональные машины ММА
эластичны и имеют металлический корпус. Сварочный электрод даже
воспламеняется на генераторе или на длинных силовых кабелях. Наши устройства имеют
Технология мягкого переключения инвертора с цифровым управлением.
Они обеспечивают стабильную дугу, а также обеспечивают беспроблемную сварку
специальные электроды.
Устройства были специально разработаны для целлюлозы
электроды. Они на 100 процентов безопасны для вертикальных сварных швов и
гарантируют профессиональные сварочные работы. Наши устройства
мощный и имеют высокий коэффициент использования 60 процентов при 200А, что
является частью международного стандарта. Следующие два
Аппараты электродной сварки доступны в нашем
Интернет-магазин: Профессиональный сварочный аппарат Vector digital DC E161
Inverter Lift and Vector цифровой профессиональный сварочный аппарат постоянного тока
Инвертор Е201. Продукты, которые мы предлагаем, являются недавно разработанными и
Продукты, которые мы предлагаем, являются недавно разработанными и
оснащен новейшими силовыми электронными технологиями. Это позволяет
нас для повышения надежности и удовлетворенности клиентов.
устройства сертифицированы CE и имеют трехлетнюю гарантию на детали.
Гарантия на трансформатор пять лет.
↑
Как предотвратить прилипание сварочного электрода к металлу
Это просто должно произойти! В какой-то момент вашей карьеры сварщика это ошибка новичка, которая может случиться с каждым. Но задумывались ли вы когда-нибудь о причине прилипания сварочного стержня к металлу?
Вот кратко почему…
Стержень для дуговой сварки прилипает к основному металлу из-за низких значений силы тока (низкий ток). Хотя это может быть ГЛАВНОЙ причиной, другие включают проблемы с флюсом, использование сварочных аппаратов с низким OCV или неправильную технику сварки. Точно так же важно использовать правильный размер электрода для различных задач сварки. Практика — это «ключ», чтобы предотвратить это.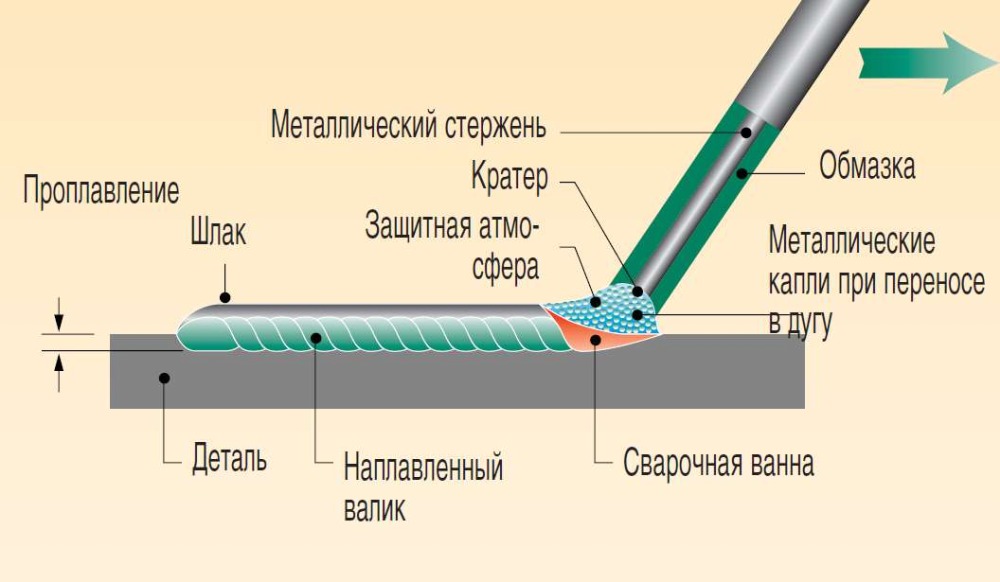
Многие люди думают, что дуговая сварка защищенным металлом (SMAW) или «стержневая» сварка получила свое название из-за формы электрода, похожей на палку. Но это называется « сварка стержнем », так как многие новички приклеивают сварочный стержень к основному металлу в процессе обучения. Иногда это делают даже профессионалы. Так что если вы думаете, что вы одиноки, не волнуйтесь, это не так!
В этой статье я подробно расскажу о правильной технике сварки, чтобы предотвратить прилипание электрода к металлу.
Итак, приступим.
Как зажечь дугу: простой способ
Сварка электродом считается самым популярным и простым способом соединения двух металлических деталей. Если вы новичок в сварке, нет ничего более раздражающего в этом мире, чем попытка отломить стержень от металла после прикрепления к нему. Поэтому важно научиться правильно зажигать дугу, чтобы сэкономить время и избежать ненужного расхода материалов.
Теперь есть два способа зажечь дугу.
- Техника начала с нуля (Самый простой способ для новичка)
- Метод постукивания (Высокие шансы застрять в металле).
Для быстрого старта я рекомендую попрактиковаться в Технике начала с нуля (также известной как метод перетаскивания), которая похожа на зажигание спички. Ниже приведены шаги, чтобы практиковать это для себя.
Чтобы впервые зажечь дугу,
- Решите, в каком направлении вам нужно двигаться, и выберите начальную точку.
- Держите стержень (примерно на 1 см) выше примерно в дюйме от начальной точки, наклонив его в направлении, в котором будет происходить сварка.
- Осторожно поскребите конец стержня по основному металлу. Не тыкать!
- Как только вы увидите дугу, быстро вернитесь в исходное положение и подождите, пока сварочная ванна не начнет сварку вдоль стыка.

Это требует времени, чтобы освоить. Главное, что нужно помнить, это попытаться сбалансировать скорость движения, угол и длину дуги после удара по дуге. Точно так же, если вы вытянете удилище слишком далеко, вы потеряете дугу.
Если вам не удалось зажечь дугу после нескольких попыток, это приведет к скоплению материала на кончике электрода. Разумнее всего будет просто заменить его новым электродом и продолжить практику. Вы можете повторно использовать предыдущий стержень, потерев наконечник о шероховатую поверхность после остывания.
Почему сварочный пруток прилипает к основному металлу?
Всегда неприятно, когда вы пытаетесь снять этот идеальный сварной шов, но он просто испорчен брызгами вокруг из-за того, что стержень прилипал к металлу. Итак, вот 6 причин, почему именно это продолжает происходить.
1. Настройки низкого тока
Как я упоминал ранее, сварочный пруток прилипает к металлу в основном из-за низкого значения подаваемого тока. Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно, чтобы зажечь дугу.
Это означает, что силы тока достаточно, чтобы расплавить кончик электрода, но недостаточно, чтобы зажечь дугу.
2. Низкое напряжение холостого хода
Зажечь дугу становится довольно сложно, если OCV (напряжение холостого хода) вашего аппарата слишком низкое. При низком OCV дуга продолжает исчезать, и вы, скорее всего, залипнете электродом, пытаясь снова зажечь дугу. Более низкое значение OCV может возникать из-за соединения с высоким сопротивлением между землей и вашей заготовкой.
3. Плохое качество флюса
Плохое покрытие флюса также может привести к проблемам прилипания. Имейте в виду, что температура плавления флюса всегда ниже, чем у основного металла. Это означает, что еще до того, как основной металл начнет плавиться, флюс уже находится в жидком состоянии. Если ваше флюсовое покрытие плохое, оно может отвалиться от стержня и образовать расплавленный комок, из-за которого сварочный стержень прилипнет к основному металлу.
4. Короткая длина дуги
Длина дуги — это не что иное, как расстояние между кончиком электрода и поверхностью основного металла. Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, крайне важно поддерживать определенную оптимальную длину дуги.
Другими словами, это просто длина электрической дуги. Если поднести электрод слишком близко к основному металлу, он приклеится к основному металлу. Точно так же, если вы отодвинете электрод слишком далеко, ваша дуга погаснет. Таким образом, крайне важно поддерживать определенную оптимальную длину дуги.
5. Грязная металлическая поверхность
Если поверхность основного металла слишком ржавая, становится трудно зажечь дугу. Даже если вам удастся поддерживать дугу, сварочный электрод будет время от времени прилипать к основному металлу. Мы можем объяснить это с помощью закона Ома, согласно которому
Напряжение (В) = Ток (А) X Сопротивление (Ом)
Другими словами, поскольку напряжение является постоянным, увеличение сопротивления вызовет пропорциональное уменьшение Текущий. Ржавая поверхность увеличивает сопротивление нашей цепи и, следовательно, уменьшает количество протекающего тока. И, как я уже говорил вам ранее, более низкое значение силы тока является основной причиной проблем с залипанием электрода.
6. Неправильный выбор электрода
Сварочные электроды бывают различных типов, каждый из которых имеет свои области применения и преимущества. Некоторые стержни работают только на постоянном токе, в то время как другие могут работать как на переменном, так и на постоянном токе.
Выбор толстого стержня для сварки тонких листов также может вызвать проблемы с залипанием электрода. Допустим, вы используете 5/64-дюймовый стержень E6013 с правильным значением силы тока, но ваш присадочный стержень продолжает прилипать к основному металлу. Одним из способов решения этой проблемы может быть переход на более тонкий 1/16-дюймовый стержень E6013.
Как новичок, вы много раз сталкиваетесь с проблемами прилипания сварочного электрода, и это должно быть очень неприятно для вас.
Что делать, если сварочный стержень прилип к металлу?
Не нужно паниковать, если сварочный стержень прилип к металлу. С кем не бывает. Просто дайте ему хороший рывок, чтобы освободить его. Не получится, если электрод плотно приклеится к металлу. В этом случае необходимо немедленно отключить сварочный аппарат и отломить стержень от металла. Много раз, когда вы дергаете стержень, поток на конце стержня падает с него.
Не получится, если электрод плотно приклеится к металлу. В этом случае необходимо немедленно отключить сварочный аппарат и отломить стержень от металла. Много раз, когда вы дергаете стержень, поток на конце стержня падает с него.
Теперь, если вы используете этот стержень с голым металлическим наконечником во второй раз, скорее всего, вы снова его воткнете. Чтобы предотвратить это, отрежьте стержень до места, где флюс отвалился, используя пару плоскогубцев, и вы снова готовы к работе.
Теперь пришло время узнать несколько полезных советов по сварке электродом, которые помогут вам предотвратить проблемы с прилипанием сварочного электрода.
Оставайтесь на борту.
Советы, как избежать прилипания сварочного стержня к металлу
Мы обсудили причины, по которым это происходит. Теперь поговорим о том, как этого не допустить.
1. Выберите правильные текущие настройки
Убедитесь, что вы используете правильное значение силы тока. Различные типы электродных стержней предназначены для работы при различных значениях силы тока. Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Например, 6010, 6011, 6012 и 6013 могут работать при низком значении тока. С другой стороны, стержням типа 7018 и 7024 требуется высокое значение силы тока для зажигания дуги.
Следующая диаграмма силы тока при сварке электродом подробно показывает оптимальный диапазон постоянного тока для электродов различных типов и толщины.
Stick Welding DC Таблица силы тока для различных электродных стержней
Как видите, значение силы тока также зависит от толщины стержня. Если электрод толстый, для его расплавления требуется более высокий ток. Поэтому идеальные настройки силы тока должны определяться типом электрода и характером сварного шва.
Иногда, когда сопротивление вашей цепи немного велико, вы можете немного увеличить ток выше диапазона, чтобы убедиться, что стержень не прилипает к металлу. Кроме того, помните, когда кончик электрода светится, это означает, что приложенный ток слишком высок. Поэтому постарайтесь обратиться к диапазону ампер производителя используемого вами стержня.
Я хотел бы поделиться отличным инструментом, который я видел на днях на веб-сайте мельников. Он называется Сварочный калькулятор . Когда вы укажете материал и тип стержня, он автоматически предоставит вам правильные параметры для использования.
2. Содержите электрод и поверхность в чистоте при использовании стержня соответствующего размера
Прежде чем приступить к работе, убедитесь, что ваши электроды не изношены и не заржавели. Попробуйте стереть флюс со стержня пальцами. Если флюс легко падает со стержня, качество плохое, и электрод будет более липким. Избегайте использования этих стержней низкого качества.
Поскольку стержни большего размера обеспечивают наибольшую скорость наплавки, если сварной шов должен иметь хорошую консистенцию, используйте стержень большего размера. Точно так же вы должны решить, какой размер электрода вам нужно использовать в зависимости от характера сварного шва.
Перед сваркой обязательно удалите с поверхности металла ржавчину, влагу, масло и любые другие загрязнения. Хотя в подобных ситуациях сварка стержнем более снисходительна, это убережет вас от неожиданных неприятностей.
Хотя в подобных ситуациях сварка стержнем более снисходительна, это убережет вас от неожиданных неприятностей.
3. Обеспечьте надежное заземление
Плохое соединение основного металла с землей может привести к увеличению общего сопротивления цепи. Высокое сопротивление приведет к низкому напряжению холостого хода, что затруднит зажигание дуги. Убедитесь, что у вас надежное заземление. Ищите любые трещины в заземляющем проводе. Если клеммные соединения слишком заржавели, отрежьте провод с обоих концов и выполните новые соединения.
Важно помнить, что вы также должны убедиться, что все провода для сварки электродов правильно подключены в зависимости от области применения, для которой вы их используете. Вы можете узнать больше об этом в этой статье, которую я написал.
4. Соблюдайте правильную технику зажигания дуги
При зажигании дуги чаще возникают проблемы с залипанием электрода. Требуются недели или месяцы практики, чтобы научиться правильному зажиганию дуги.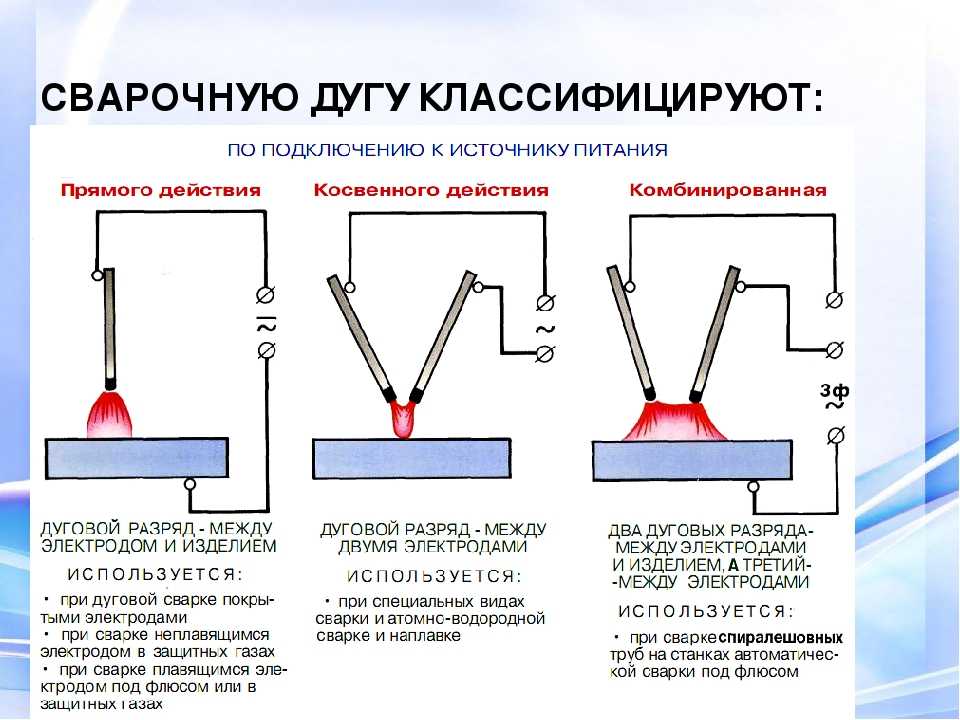 Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
Два наиболее часто используемых метода зажигания дуги называются методом перетаскивания (также называемым методом зажигания) и методом постукивания, которые мы обсуждали ранее.
5. Используйте подходящую длину дуги.
После того, как вам удалось поддерживать стабильную дугу, постарайтесь поддерживать соответствующее расстояние между кончиком стержня и основным металлом. Старайтесь держать расстояние коротким, но следите за тем, чтобы не касаться металла. Кроме того, не увеличивайте длину дуги слишком сильно, иначе металл будет разбрызгиваться повсюду.
Общее эмпирическое правило: длина дуги никогда не должна превышать диаметр металлического сердечника электрода.
6. Держите угол и скорость перемещения на соответствующем уровне
Я уверен, что вы уже знаете основные положения сварки. Вам нужно будет убедиться, что вы находитесь в удобном положении, чтобы сохранить целостность сварного шва до последнего момента.
Например: если вы держите жало (держатель сварочного электрода) в правой руке, поставьте левый локоть на верстак и воспользуйтесь этим, чтобы стабилизировать электрод. Таким образом, вы можете без проблем поддерживать скорость движения и угол на одном уровне.
Таким образом, вы можете без проблем поддерживать скорость движения и угол на одном уровне.
Если вы увеличите скорость перемещения, это уменьшит проникновение, а если вы снизите скорость, это обеспечит поверхностное глубокое проникновение. Поэтому старайтесь соблюдать баланс между ними для качественной обработки сварного шва.
7. Выберите подходящий электрод
Толстые электроды трудно удерживать и они с большей вероятностью прилипают. Если вы новичок, я бы посоветовал начать с тонкого сварочного электрода 6013, так как с ним довольно легко обращаться. По мере накопления опыта вы можете продвигаться к E7018 и E7024.
8. Храните сварочные электроды в сухом месте
Если вы используете только электроды E6013 или E6011, вам не нужно особо беспокоиться об их хранении. Любой электрод, название которого имеет две последние цифры 10, 11, 12 или 13 (например, E6013, E6012 и т. д.), можно хранить в сухом футляре при комнатной температуре. Но в случае со стержнями E7018 или E7024 вам следует проявить особую осторожность, чтобы сохранить их качество.