Электроды для сварки инвертором какие лучше: Электроды для сварки инвертором – как выбрать и какие лучше
Содержание
Прямая и обратная полярность при сварке
В литературе по методам сварки и инструкциях к сварочным аппаратам нередко встречаются выражения «прямая и обратная полярность». От выбора полярности зависит процесс сварки, качество шва, расход электрода, глубина проплавления. Начинающим сварщикам важно знать, что означает прямая и обратная полярность, чтобы правильно подбирать режимы сварки в конкретных ситуациях.
В этой статье:
- Дуговая сварка — режимы полярности
- Отличия режимов сварки
- Влияние полярности на сварку
- Сварка полуавтоматом
- Сварка инвертором
- Электрододержатель
- Сварочные электроды
- Выбор инвертора и его эксплуатация
Дуговая сварка — режимы полярности
Для горения электрической дуги, которой осуществляется сварка, требуется источник тока и замыкание полюсов с небольшим воздушным зазором 3-5 мм. Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Источником тока может быть сварочный инвертор, преобразователь, выпрямитель, генератор. Понятие полярности возможно только у источников постоянного тока, поскольку у трансформаторов, вырабатывающих переменный ток, направление движения электронов меняется до 100 раз в секунду.
Соответственно, заряд тоже меняется с положительного на отрицательный многократно за секунды. При такой «скачке» с хаотичным движением, постоянной полярности быть не может. На постоянном токе отрицательно заряженные электроны движутся от минуса к плюсу. Их направление постоянное, что дает определенные свойства:
У сварочного аппарата постоянного тока есть два гнезда для подключения кабелей держателя и массы. В держатель вставляется электрод и сварщик манипулирует им, ведя шов. Кабель массы через зажим «крокодил» крепится к изделию.
Если держатель установить в разъем «-«, а кабель массы подключить к «+», получится прямая полярность. При подключении наоборот (держатель к «+», а массу к «-«) полярность будет обратная.
Отличия режимов сварки
Рассмотрим, чем отличается прямая и обратная полярность при сварке. По законам физики постоянный ток течет в одном направлении от минуса к плюсу (движение электронов с отрицательным зарядом). При этом тепло всегда концентрируется на плюсе. Соответственно, где «+», там температура будет выше.
При сварке на прямой полярности «+» на изделии. Это обеспечивает больший нагрев поверхности и, в то же время, не перегревает электрод. На его кончике пятно тепла будет анодным. Работа дугой с обратной полярностью означает «плюс» на кончике электрода и образование катодного теплового пятна. За счет этого расходник нагревается больше, а изделие меньше. Разница в температуре составляет около 1000º С.
Влияние полярности на сварку
Теперь обсудим, как полярность, а именно локализация нагрева, сказываются на процессе сварки.
Достоинства и недостатки прямой полярности
Концентрация теплового пучка на изделии дает следующие результаты:
Сварка TIG цветных металлов, например меди, ведется на прямой полярности. Лучше всего применять такой режим при работах с металлами сечением от 4 мм и выше. Но тонкие листовые заготовки на прямой полярности будут прожигаться. Еще стороны может сильно «повести» при сварке и потребуется рихтовка деталей. Не получится использовать электроды для переменного тока при сварке постоянным с «плюсом» на держателе. Разбрызгивание металла при таком режиме тоже повышается.
Достоинства и недостатки обратной полярности
Использование обратной полярности дает следующие особенности при сварке:
Обратную полярность лучше использовать при сварке тонких металлов, чтобы электрод не прилипал, но при этом не было прожогов. В случае ведения прерывистой дугой коротких швов тепловложение уменьшается еще больше.
Соединение толстых заготовок 6-10 мм происходит гораздо хуже, поскольку нет нужной глубины проплавления. При «минусе» на держателе легче добиться качественного шва на нержавейке, алюминии, высокоуглеродистой стали или чугуне. Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Если требуется наплавить присадочный металл под последующую проточку, то на обратной полярности отделение капли происходит гораздо быстрее.
Источник видео: Территория сварки R
Но кончик электрода от повышенного нагрева укорачивается тоже быстро, поэтому будет перерасход по материалам. Если обмазка электрода чувствительна к перегреву, то от удержания длительной непрерывной дуги покрытие может осыпаться, и голый стержень станет не пригодным для сварки. При снижении силы тока до минимального, дуга начинает «скакать» и управлять сварочной ванной становится сложнее, поэтому при сварке тонколистовой стали пригодятся дополнительные функции в инверторе, о которых упомянем ниже.
Сварка полуавтоматом
Если предстоит варить самозащитной порошковой проволокой без газа, то потребуется обратная полярность. В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
В отличие от инвертора, у которого достаточно поменять местами разъемы кабеля держателя и массы, у полуавтомата горелка крепится к рукаву. В нем проложен канал для проволоки, силовой провод, шланг подачи защитного газа и провода управления. Просто в разъем с массой горелку не вставить — не подойдет по форме.
Для смены полярности полуавтомата есть несколько способов, в зависимости от конфигурации оборудования. У одних моделей нужно поменять местами разъемы в нижней части (силовой кабель горелки имеет отдельный выход с гнездом, как у массы). У других — открыть боковую крышку и переподключить кабеля к клеммам (обычно они разных цветов). Потребуется рожковый ключ.
Сварка инвертором
Сварка ведется неотрывной дугой с зазором 3-5 мм. Чем быстрее проводить электрод над одним местом стыка, тем меньше глубина проплавления. При замедлении глубина провара увеличивается. Если предстоит подряд сваривать стыки с разной толщиной сторон, можно выставить силу тока на аппарате для самого большого сечения в конструкции, а глубину провара регулировать скоростью ведения электрода. Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Только дугу при этом всегда держат на более толстом металле, кратковременно перенося на тонкий, чтобы избежать прожогов.
Сварка на обратной полярности чаще всего применяется для соединения тонких листовых материалов сечением 1-3 мм. Но даже концентрирование теплового пучка на кончике электрода не всегда спасает от прожогов. Чтобы предупредить дефекты шва, используют прерывистую дугу. Ее поджигают касанием об изделие и накладывают короткие швы без отступов. Отрыв кончика электрода от изделия на высоту 2 см приводит к затуханию дуги. Затем кончик снова подносят и он загорается без постукивания. Такие паузы дают дополнительное время для остывания шва и исключают прожоги.
Электрододержатель
Сварочные электроды
Выбор инвертора и его эксплуатация
Чтобы быстро переключать полярность при работе с тонкими и толстыми металлами, у инвертора должны быть надежные разъемы силовых кабелей. Хлипкие тонкие штырьки в разъеме и невысокий бортик для фиксации быстро износятся от частых перестановок. Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Тогда возникнет люфт, в гнездах кабеля будут болтаться, образуется повышенное сопротивление и перегрев. Сила сварочного тока будет падать, а между разъемом и гнездом даже возможно образование электрической дуги.
Подбирайте надежные инверторы ММА с прочными гнездами, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у Вас уже есть инвертор и его разъемы изношены, их можно заменить на более крепкие, выбрав из каталога соединительных кабельных разъемов.
Сварка тонкого металла 1.0-1.5 мм покрытым электродом — это сложная задача для новичка. Справиться с ней без прожогов помогут инверторы РДС с функцией «Антиприлипание». Когда кончик электрода погружается в сварочную ванну, аппарат «чувствует» это и выключает сварочный ток. В результате нет удерживающей силы, Вам не требуется наклонять держатель влево-вправо, чтобы оторвать электрод от поверхности. Обмазка расходника не осыпается при этом.
Функция «Форсаж дуги» тоже помогает при сварке тонкого металла на обратной полярности.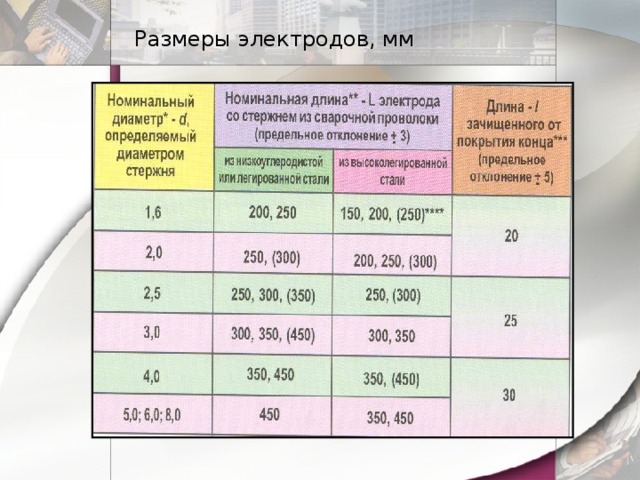 Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Когда электрод вот-вот прилипнет, инвертор автоматически повышает силу тока на 10 А, сохраняя электрическую дугу. Как только Вы восстановили воздушный зазор, аппарат сам понижает силу тока до прежнего значения, исключая прожоги.
Ответы на вопросы: особенности прямой и обратной полярности при сварке
При какой полярности шов более красивый внешне?
СкрытьПодробнее
При обратной. Тепло на кончике электрода выше, быстрее отделение капли, шов получается более чешуйчатым и без наплывов. Такой режим применим для лицевых сторон изделия, если толщину металла можно проплавить на обратной полярности.
На каком режиме снижается разбрызгивание металла при работе полуавтоматом?
СкрытьПодробнее
На обратной полярности брызг меньше.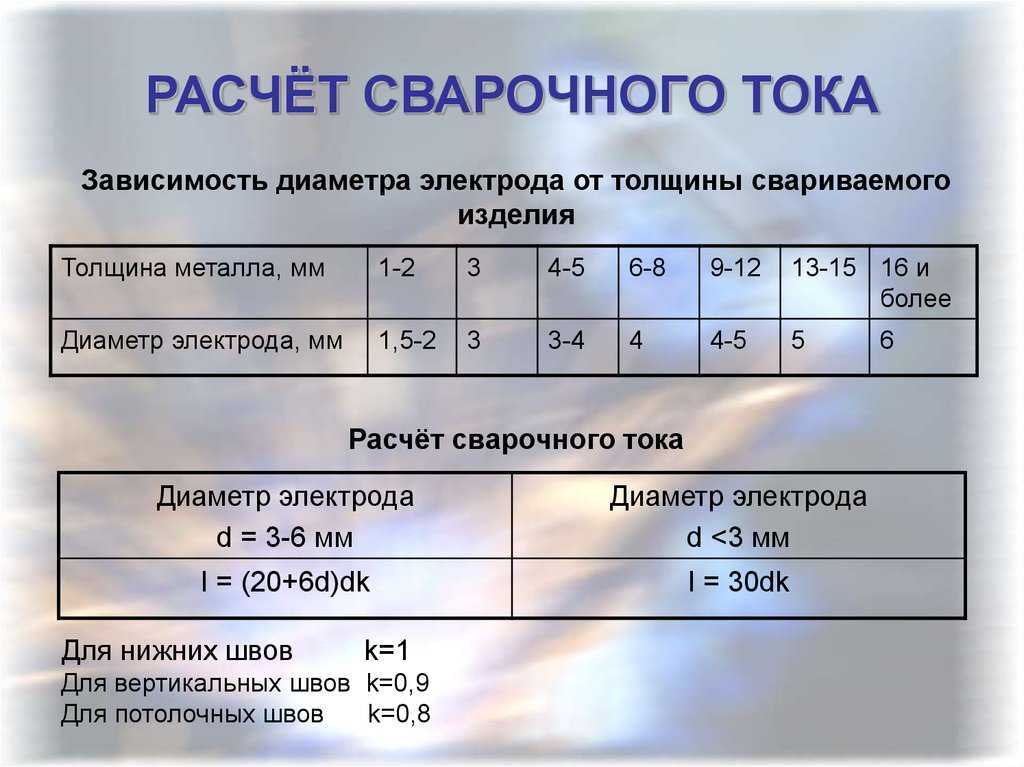 Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Если сварка ведется на лицевой стороне изделия и потом предстоит зачистка всех прилипших капель, лучше переключите полуавтомат на обратную полярность.
Как уменьшить ширину шва при обратной полярности?
СкрытьПодробнее
Чтобы шов был более узким при режиме обратной полярности, требуется быстрее вести электрод.
Электрод при резке становится красным, что делать?
СкрытьПодробнее
Скорее всего, у Вас подключена обратная полярность. Поменяйте силовые кабеля в гнездах местами. Работа при прямом подключении («+» на изделии), экономит расход электрода на 20-40% и снижает его нагрев.
На какой полярности варить алюминий полуавтоматом?
СкрытьПодробнее
На обратной. Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Алюминий имеет низкую температуру плавления и при перегреве потечет. Поэтому тепловой пучек концентрируют на электроде. Но для разрушения оксидной пленки нужен полуавтомат с импульсом (Pulse), иначе глубокого провара не получится.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
какие бывают, как правильно выбрать, особеноости работы
Инверторная сварка часто встречается в гаражах и в руках у новичков, потому что она подходит для разных видов сварки, а работать с такими аппаратами проще.
Но для нее подходят не все электроды. Проверенный материал дает надежный шов, который не вызовет претензий у заказчиков, поэтому выбирать надо с умом.
В магазинах есть большой ассортимент электродов на все случаи жизни и для разных инверторов. Мастер должен сам понять, какой тип выбрать для его целей. Для работы с металлом нужно покупать разные электроды по составу и диаметру.
Содержание статьиПоказать
- Виды электродов для инвертора
- Какой диаметр выбрать
- Какие металлы варят электродами
- Какова функция покрытия электродов
- Как правильно использовать инверторный сварочный аппарат
- Как зарекомендовали себя зарубежные стержни
- Аппарат Ресанта: какие стержни выбрать
- Для резки металла – особые стержни?
- Схема выбора
Виды электродов для инвертора
Качественные материалы для сварки инвертором дают хороший шов, поэтому их выбор важен для работы. Экономить на них не надо, иначе можно получить брак.
Мастер со стажем справится с любыми электродами, а новичку можно остановиться на материале покачественнее, пусть и подороже.

Мастера, давно и недавно занимающиеся сваркой инвертором, предпочитают несколько видов стержней для инвертора, зарекомендовавших себя:
- АНО – стержни не надо прокаливать перед работой, они без проблем загораются. Часто эту марку выбирают опытные сварщики и новички.
- МР-3 – самые распространенные. Они подходят для работы даже с поврежденными коррозией деталями.
- МР-3С – используются в работе с трубопроводами, потому что дают самый надежный шов.
- УОНИ 13/55 – вариант для самого крепкого шва. Для новичков они сложноваты, но мастера с ними создают прочные швы. Если шов должен быть аккуратным, но опыта работы мало, стоит выбирать марку МР-3С.
При выборе материала для сварки инвертором важна марка и другие характеристики.
Какой диаметр выбрать
Работая с инверторным аппаратом не стоит ждать чудес, поэтому подойдут стержни с диаметром 2 миллиметра. Так говорят специалисты, варящие более пятнадцати лет, но они забывают указать, что с такими электродами можно сварить не все детали.
При намерении работать с деталями разной толщины и металлического состава надо приобретать сварочные стержни разных диаметров.
Например, стоит задача сварить детали с толстыми стенками. Чтобы металл схватился, нужно его тщательно и долго нагревать. При сварке инвертором тонким электродом на это уйдет много электроэнергии и времени, поэтому логичнее работать большим диаметром.
Также выбор толщины зависит от спецификации работы. На трассах варят стержнями большого диаметра, чтобы уменьшить время работы и упростить ее. А для работы с профилем достаточно и диаметра 2 миллиметра.
Они же пригодны для домашних работ, например, сварки ворот в гараже или калитки.
Какие металлы варят электродами
Назначения разнятся, как и диаметр с марками. Варить на инверторе можно такие металлы:
- углеродистые и низколегированные;
- теплоустойчивые;
- нержавейку;
- алюминиевые и медные сплавы, чистые металлы;
- чугун.

Также можно работать с мелкими частями и ремонтировать изделия, варить элементы из неустановленных металлов.
Какова функция покрытия электродов
Покрытие нужно, чтобы улучшить характеристики сварочных стержней. Популярные покрытия – из рутила и основное. Последнее применятся в большинстве марок, потому что гарантирует хорошее качество шва при сварке инвертором.
Опытный сварщик, выбирая такое покрытие и правильный диаметр, сварит прочный шов, способный выдержать большие нагрузки.
Для сварки инвертором низкоуглеродистых металлов выбирают рутиловые стержни. Оно не дает появляться порам в швах, варят с любыми видами тока, такие электроды используют несколько раз. Их удобно использовать, особенно в непростых местах.
Во время горения они не выделяют токсичные вещества, поэтому и считаются более безопасными.
Как правильно использовать инверторный сварочный аппарат
В опытных руках инвертор способен дать хороший шов, нужно следовать трем правилам:
- выставить оптимальную силу тока;
- выбрать правильный диаметр электрода;
- учесть толщину свариваемых деталей.
Диаметр – основной залог качественного шва, он него же зависит и плотность тока. Нельзя, чтобы плотность была выше, потому что дуга будет нестабильной, а значит металл хуже сварится и шов будет шире.
Конечно, это не повлияет на качество, но если важна эстетика, то лучше избежать этого. Если нужно варить тонкие изделия, то лучше взять полуавтоматический аппарат.
Инверторная сварка даст ненадежный шов, а при выборе толстых сварочных стержней в стыке появятся поры, которые снизят его прочность.
Чтобы узнать оптимальную силу тока при работе с выбранными стержни, достаточно посмотреть маркировку на упаковке. Отклоняться от этого параметра не рекомендуется.
Отклоняться от этого параметра не рекомендуется.
Как зарекомендовали себя зарубежные стержни
Иностранные производители поставляют большое количество сварочных элементов для сварки инвертором. Хорошо зарекомендовали себя европейские компании.
Их продукция подходит для любой сварки: для тугоплавких, углеродистых металлов, для варки трубопроводов, работы с цветными металлами.
Мастера, работающие на заказ или сваривая трудные элементы, выбирают зарубежные модификации. Они качественнее отечественных, потому что проходят жесткий контроль.
Аппарат Ресанта: какие стержни выбрать
Схема подбора сварочных стержней при работе на Ресанте обычная: оценивается деталь, измеряется толщина металла и выбирается сварочный стержень подходящего диаметра.
Если деталь толщиной 1 сантиметр, то электрод берется диаметром 5 миллиметров. Можно взять электроды марки Ресанта, но они непластичны.
Для резки металла – особые стержни?
Начинающие интересуются, как разрезать металл инвертором. Раньше этот вопрос был актуален, но сейчас в промышленности используют электроды для резки металла.
Раньше этот вопрос был актуален, но сейчас в промышленности используют электроды для резки металла.
Мастера старой закалки до сих используют обычные элементы для резки, но скорее по привычке. Специальные сварочные элементы дают надежную дугу, быстро окисляют металл и снимают его с разреза.
Сварка инвертором идет быстро. В диаметре они достигают 3−6 мм.
Схема выбора
Есть несколько принципов, которые помогают выбрать электроды для сварки инвертором.
При выполнении заказов лучше выбирать сварочные элементы иностранного производства с основным покрытием. Если работа выполняется на любительском уровне для себя, то можно взять стержни российского производства.
Нужно оценить состояние свариваемых деталей. Если металл поврежден коррозией, варят рутиловыми стержнями.
Если металл поврежден коррозией, варят рутиловыми стержнями.
Грамотная оценка толщины металла позволяет выбрать диаметр стержня и силу тока для сварки инвертором. Опираясь на эти принципы, можно подобрать правильный инструмент на работе и добиться надежных швов.
Сварочный процесс MMA «Stick»
Дата: 28-02-2022
Академия Weldclass
Что такое сварка ММА?
Аббревиатура MMA (или MMAW) означает ручную дуговую сварку металлическим электродом. «Ручной» относится к тому факту, что процесс MMA требует от оператора нанесения присадочного металла (в отличие от «полуавтоматической» сварки MIG, когда машина подает присадочный металл в сварной шов). «Металл» относится к тому факту, что сам присадочный металл (стержневой электрод) используется для подачи сварочного тока на работу. Сварка ММА широко известна как «дуговая сварка» или «дуговая сварка».
Процесс MMA включает в себя прикосновение к электроду во время работы, чтобы зажечь дугу. Электрод удерживается в электрододержателе и должен постоянно заменяться по мере его износа. Электрод состоит из металлического сердечника, представляющего собой присадочный металл, покрытого флюсовым покрытием, которое защищает сварной шов и предотвращает его окисление. Во время сварки флюс превращается в шлак, покрывающий сварной шов, который откалывается после образования шва.
Электрод удерживается в электрододержателе и должен постоянно заменяться по мере его износа. Электрод состоит из металлического сердечника, представляющего собой присадочный металл, покрытого флюсовым покрытием, которое защищает сварной шов и предотвращает его окисление. Во время сварки флюс превращается в шлак, покрывающий сварной шов, который откалывается после образования шва.
Каковы преимущества сварки электродами ММА?
Сварка ММА имеет ряд преимуществ по сравнению с альтернативными способами сварки. Прежде всего, он имеет большую мощность, чем сварка MIG, или, другими словами, он может сваривать более тяжелые материалы с той же выходной силой тока. По этой причине небольшие портативные инверторные сварочные аппараты MMA, такие как сварочные аппараты Weldforce от Weldclass, могут выполнять сварку электродами диаметром до 4 мм, что делает их пригодными для широкого спектра применений и толщины материала без сложностей с защитным газом или подачей проволоки.
Благодаря инверторной технологии ММА также является портативным процессом и часто используется для работы на стройплощадке и в полевых условиях.
Кроме того, сварка MMA, как правило, более «щадящая», чем MIG или TIG, при сварке ржавых или грязных материалов, что делает ее идеальной для технического обслуживания.
Каковы недостатки электродуговой сварки ММА?
Сварка тонких материалов без сквозного продувки может быть сложной задачей в процессе MMA. Это проще сделать с помощью инверторных сварочных аппаратов, таких как серия Weldforce от Weldclass, потому что дуга настолько стабильна, а мощность можно очень точно регулировать.
Сварка MMA/Stick медленнее, чем сварка MIG, из-за необходимости замены электродов и стружки шлака. По этой причине MIG является более популярным выбором для производственных работ.
Какова правильная полярность при сварке MMA/дуговой сваркой?
Полярность относится к направлению тока при сварке.
Электроды некоторых типов и марок лучше всего работают при полярности DC+, другие лучше работают при полярности DC-, и многие электроды работают в любом направлении с очень небольшой разницей. Полярность обычно менее критична при сварке электродом.
DC+ (также известный как DCEP или положительный электрод постоянного тока)
Рабочий провод, подключенный к положительной (+) клемме
Заземляющий провод, подключенный к отрицательной (-) клемме
Это обычно приводит к более глубокому проплавлению сварного шва, с больше «тепла» направлено на работу.
DC- (также известный как DCEN или отрицательный электрод постоянного тока)
Рабочий провод, подключенный к отрицательной (-) клемме
Провод заземления, подключенный к положительной (+) клемме
Как правило, это приводит к более высокой скорости осаждения (расплавлению), при этом больше «тепла» направляется на электрод.
Рекомендуется ознакомиться с инструкциями производителя или поэкспериментировать с металлоломом, чтобы найти идеальную полярность для каждого типа электрода и области применения.
Толщина материала в зависимости от размера электрода в зависимости от силы тока
Из-за большого количества переменных в любом конкретном приложении не существует единой формулы, говорящей: «для толщины X вам нужно X ампер». Факторы, влияющие на это;
Тип электрода/стержня
Тип сварного соединения: Угловое, стыковое, соединение со скосом или квадратом и т.д.
Положение сварки: Плоское, вертикальное, потолочное и т.д. стороны и т. д.
Требуемая прочность сварного соединения (от которой зависит, допустимо ли меньшее или большее проплавление)
И т. д.
Однако, вот примерное руководство по сварке низкоуглеродистой стали
Предположим:
Одностороннее стыковое соединение с проход сварки.
Использование электродов общего назначения (серия 6013) или электродов с низким содержанием водорода (серия 7016 и 7018).
Эмпирическое правило:
Для материала толщиной примерно от 2 мм до 6 мм выберите размер (диаметр) сварочного электрода, который на один шаг меньше толщины материала.
Обычно вы можете использовать стержень диаметром до половины толщины основного металла с хорошими результатами. Если стержень меньше этого размера, вы все равно сможете его сварить, но проплавление может быть менее чем удовлетворительным.
Сталь | Рекомендуется | Ампер |
1-2 мм | 1,6–2,0 мм | 40-60А |
3-4 мм | 2,5/2,6 мм | 60-110А |
4–6 мм | 3,2 мм | 90-140А |
6-10 мм | 4,0 мм | 130-190А |
Другие статьи о MMA / сварке электродами
Что такое горячий старт, форсаж дуги и защита от прилипания?
Что такое напряжение разомкнутой цепи (OCV)?
Использование генераторов для сварщиков инверторов питания
Сварки сварки электродов
Преимущества электродов с двумя покрытиями
Почему вы никогда не получите хорошего сварка с плохим зажимом
9000
были приняты меры предосторожности, Weldclass не несет ответственности за любые неточности, ошибки или упущения в этой информации или ссылках и приложениях. Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Любые комментарии, предложения и рекомендации носят общий характер и могут не относиться к определенным приложениям. Пользователь и/или оператор несут исключительную ответственность за выбор соответствующего продукта для их предполагаемой цели и за обеспечение того, чтобы выбранный продукт мог работать правильно и безопасно в предполагаемом применении. Э.&О.Э.
Теги
MMA (Stick) WeldingWelding Machines
Комментарии
Обратите внимание: Спам-комментарии (или попытки создания обратных ссылок) будут УДАЛЕНЫ и НЕ будут опубликованы.
Что такое лучший универсальный сварочный электрод (простое объяснение)
Если вы только начинаете заниматься сваркой, вы можете немного запутаться, какой универсальный сварочный электрод является лучшим. Даже когда вы приобретете больше опыта с различными доступными удилищами, количество вариантов может затруднить решение, какое из них использовать. К счастью, однако, есть определенные варианты, которые лучше, чем другие. Некоторые удилища кажутся более удобными в использовании с дополнительными приложениями.
К счастью, однако, есть определенные варианты, которые лучше, чем другие. Некоторые удилища кажутся более удобными в использовании с дополнительными приложениями.
Так какой сварочный пруток самый лучший? Лучшим универсальным сварочным электродом будет 6011, особенно для любителей и любителей. Имея под рукой удилища размером 3/32 и 1/8, модель 6011 выполнит большую часть вашей работы. Это быстро заполняемый замораживающий стержень, работающий как на переменном, так и на постоянном токе и лучше других электродов справляется с грязными и загрязненными работами.
Конечно, выбор сварочного электрода также будет зависеть от сварного шва и металлов, к которым он применяется. Hobart Sticks, перечисленные здесь на Amazon, продаются по хорошей цене , у них также есть другие, о которых мы поговорим далее в посте.
На втором месте должны быть стержни 7014 для горизонтальных сварок и 6013 для вертикальных сварных швов .
ДИЗАЙН НОВЫХ ФАЙЛОВ DXF ОНЛАЙН ЗА МИНУТЫ
НАША НОВАЯ БЫСТРАЯ ОНЛАЙН-ПЛАТФОРМА GIZMO-DESIGN DXF СКОРО
- Дизайн новых иллюстраций и DXF-ФАЙЛОВ Онлайн быстро
- Персонализируйте их
- Загрузите ваши файлы и вырежьте
Пройдите 30-секундный опрос – получите бесплатные файлы Fire Pit и внесите в список ожидания!
БЕСПЛАТНО 24 И 36 ДЮЙМОВ
ФАЙЛЫ FIRE PIT!
Теперь, после того как я это сказал, мне очень не хочется вас разочаровывать, но это всего лишь мое мнение, и вы можете выбрать из множества различных типов сварочных электродов, с которыми вам, возможно, повезет больше. Возможно, у вас есть любимое, переданное вам учителем или наставником.
Итак, если вы готовы изучить эту тему более подробно, чтобы выбрать лучший универсальный сварочный электрод для вашей ситуации, тогда давайте приступим!
Какая сварочная проволока лучше для новичка?
Опять же, я должен сказать, что для меня лучшим сварочным электродом для новичка будет 6011 . Если вам нужен стержень, который прорежет что угодно, например, ржавчину, грязь и/или краску, тогда выбирайте 6011. 6011 горит горячее, чем 6013, и лучше проникает в металл, чтобы сварить сварной шов.
Если вам нужен стержень, который прорежет что угодно, например, ржавчину, грязь и/или краску, тогда выбирайте 6011. 6011 горит горячее, чем 6013, и лучше проникает в металл, чтобы сварить сварной шов.
Если вам нужно удилище, которое не горит так сильно, то вашим следующим вариантом будет 6013, и вам может даже понравиться бусина, которую он оставляет после себя, немного лучше, чем при использовании 6011. Хотя для новичков я определенно рекомендую 6011.
При этом, если вы попробуете стержень 7014, вы можете быть еще более довольны конечным результатом сварки, так как 7014 будет работать более плавно, оставляя меньше очистки, когда сделано.
Моя последняя рекомендация — начать с 6011, и как только вы освоите его, переходите к другому удилищу.
Что означают цифры на сварочном электроде?
Сразу скажу, что означают цифры на сварочном электроде. Мы можем обсудить это более подробно в другой статье, однако я просто хочу кратко коснуться этого здесь.
Первые две цифры означают прочность на растяжение. Тогда 6010 будет иметь прочность на растяжение 60 000 фунтов на квадратный дюйм.
Следующее число — это положение сварного шва. Например, если это горизонтальный или вертикальный шов и т. д., цифра 1, как в 6010, означает, что это сварочный стержень для всех положений и подходит для любого положения.
Последние 2 цифры вместе обозначают покрытие и сварочный ток. Для удилища 6010 покрытие и ток определяются №10. Например, покрытие может быть натрий-калий и ток DC+ или AC и DC- и т. д. На упаковке сварочных электродов должны быть указаны эти атрибуты.
Какой наиболее распространенный размер сварочной проволоки?
Наиболее распространенный размер сварочного электрода снова будет различаться в зависимости от области применения, но наиболее распространенными размерами будут 3/32″ и 1/8″, как указано во вступительном слове. Толщина стержня увеличивается с увеличением толщины металла. Это имеет смысл, если вы планируете использовать стержень 1/16 дюйма на стальном листе толщиной ½ дюйма. Этот шов не будет держаться очень долго. Он легко треснет и разорвется.
Этот шов не будет держаться очень долго. Он легко треснет и разорвется.
В Интернете доступны схемы сварки, однако вот что я бы порекомендовал при выборе размера стержня для вашего проекта. Эти статистические данные чаще всего встречаются и рекомендуются в Интернете.
Стержни 1/16” лучше всего подходят для металла до 3/16”
Стержни 3/32” лучше всего подходят для металла до ¼”
Стержни 1/8” металл толще, чем 1/8”
5/32” стержни лучше всего подходят для металла толще, чем ¼”
Скорее всего, вы будете использовать стержни толщиной 1/8”. Обязательно всегда подбирайте стержень правильного размера к металлу, так как более толстый стержень разрушит более тонкие металлы, оставив вас с беспорядком и потраченными впустую деньгами. С другой стороны, как уже упоминалось, если вы используете маленькую сварочную проволоку, сварка не продержится очень долго.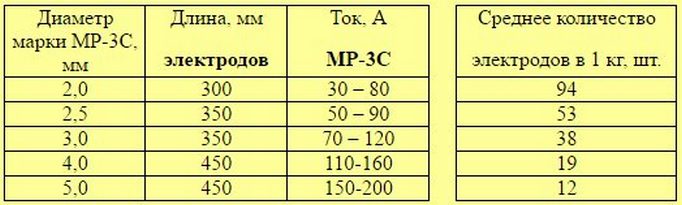
Что лучше Форни или Вулкан Роудс?
Недавно я столкнулся с вопросом в Интернете, где кто-то спрашивал, какое удилище лучше, и многие отвечали, что предпочитают Forney или Vulcan. Это отличные варианты, однако я просто хочу взглянуть на этот вопрос иначе, чем вы, возможно, ожидали. Для меня дело не в том, какое удилище лучше — и не поймите меня неправильно, «дерьмовых» удилищ столько же, сколько и отличных.
Я считаю, что лучшие удочки, будь то Forney или Vulcan, будут зависеть от этих четырех вещей.
- Упаковка имеет значение. Вы думаете: «Что? Упаковка?» Да, последнее, что вам нужно, это влажные/мокрые сварочные прутки. Вам всегда нужны сухие стержни для чистых сварных швов. Покрытие на некоторых удилищах оторвется, если оно станет влажным.
- Еще одна не столь очевидная причина того, какая удочка лучше, заключается в том, какая из них легкодоступна для вас. Нет ничего хуже, чем полностью погрузиться в свой проект и обнаружить, что у вас только что закончились сварочные электроды, и вам нужно запустить еще один 6-футовый валик.

- Как уже упоминалось ранее, иногда лучшая удочка та, на которой вы научились первой. Это похоже на все в жизни, в чем бы вы ни практиковались, у вас это получается хорошо, и это становится вашим любимым.
- Наконец, это также зависит от вашего сварочного аппарата. Можно подумать, что сварочный аппарат — это сварочный аппарат, однако большинство сварщиков согласятся, что то, что лучше всего подходит для одного аппарата, может не подойти для другого. Итак, независимо от того, есть ли у вас Campbell Hausfeld или Lincoln, лучшее удилище может отличаться.
Итак, что это значит для вас? Это означает, что вы должны попробовать удочку, основанную на моих рекомендациях, приведенных выше, и продолжать использовать эту удочку до тех пор, пока вы не поймете, что она отлично работает для вас или вам нужно попробовать другую удочку.
При этом эти удилища Forney можно приобрести на Amazon по разумной цене. Начните с пакета на 5 фунтов, и если они вам понравятся, в следующий раз попробуйте пакет на 10 фунтов. Это стержни «все положения», что означает, что вы можете сваривать на вертикальных или горизонтальных поверхностях по мере необходимости.
Это стержни «все положения», что означает, что вы можете сваривать на вертикальных или горизонтальных поверхностях по мере необходимости.
Я также рекомендую вам приобрести подходящий контейнер для хранения ваших удилищ. Вот этот на Amazon подойдет. Контейнеры для хранения защищают стержни от намокания.
Заключение
В заключение, я хочу отметить, что я понимаю, что не ясно, какое удилище лучше для универсального удилища, но есть вещи, которые следует учитывать.
Если вы используете стержень с номером 6011 и диаметром 1/8 дюйма, то вам следует использовать металл толщиной не менее 1/8 дюйма и так далее.
Веселье и удовольствие, которое вы получите от сварки, будут зависеть от вашего пути и прогресса, которого вы добьетесь в своих проектах.
То, что еще не упомянуто, иногда также касается вашего уровня навыков. Некоторые люди просто обладают талантом, когда дело доходит до изучения новых вещей в профессиях, и так быстро схватывают.
