Электроды для сварки какие лучше: Как выбрать электрод для сварки. Инструкция для чайников — интернет-магазин Евротек
Содержание
рейтинг 2023 года по цене и качеству, ТОП 10, обзор, сравнение
Результат выполнения сварочного шва прямо зависит от навыков сварщика, выбранной модели инвертора, и самое главное – от качества электродов для сварки. Электродный материал даже в пределах одной марки, но разных производителей, дает разный результат. Поэтому важно знать преимущества и недостатки наиболее популярных сварочных электродов.
Содержание статьи:
- На что обратить внимание при выборе
- Рейтинг лучших электродов для сварки
- Лучшие электроды с рутиловым покрытием
- Пятое место – ESAB OK46
- Четвертое место – WESTER MP-3
- Третье место – RSE S-46
- Второе место – Magmaweld ESR-11
- Первое место – Ресанта МЗ
- Лучшие электроды с основным покрытием
- Пятое место – Кедр ЦЛ-11
- Четвертое место – ESAB УОНИ 13
- Третье место – ОЗЛ-8
- Второе место – ESAB OK53.70
- Первое место – ЦУ-5
На что обратить внимание при выборе
Сварочные электроды выпускаются для решения различных задач. На сегодня ассортимент составляет более 200 видов. И это только электродный материал классической схемы – стержень из проволоки плюс обмазка. Внешне сварочные электроды похожи. Но отличия есть, и серьезные. Хотя бы по тому, как плавится металл стержня и ведет себя материал обмазки в процессе дуговой сварки.
На сегодня ассортимент составляет более 200 видов. И это только электродный материал классической схемы – стержень из проволоки плюс обмазка. Внешне сварочные электроды похожи. Но отличия есть, и серьезные. Хотя бы по тому, как плавится металл стержня и ведет себя материал обмазки в процессе дуговой сварки.
При выборе нужно знать, как ведет себя электрод в горячем состоянии под нагрузкой током и высокой температурой дуги. Кроме того, важны чисто технологические требования к сварочному материалу:
- Возможность выполнять шов постоянным и переменным током.
- Насколько чисто отходит шлак от расплавленного металла.
- Полное удаление сварочных газов без образования раковин и пор.
- Равномерное насыщение сварочного шва легирующими металлами (восстановленными окислами) и элементами.
- Насколько сложным получается розжиг дуги. Можно чиркнуть электродом, или требуется зачистка начального участка от ржавчины и загрязнений.

- Пригодность сварочных электродов для укладки шва при любом положении заготовок.
Кроме того, электроды должны хорошо храниться, обмазочный материал не должен осыпаться и растрескиваться при транспортировке, пересыхать и покрываться трещинами в процессе предварительной подсушки.
Качественный сварочный электрод ценится за способность равномерно плавиться под воздействием дуги без сильного разбрызгивания металла, хорошо прилипать к оплавленной кромке, остывать без сильных термических напряжений и образования трещин.
При выборе марки внимание уделяется составу обмазки. Под конкретную марку свариваемого металла (чугун, нержавейку, алюминий) подбираются электроды с сердечником из специального сплава. Его состав определен ГОСТом или отраслевыми стандартами. Поэтому у всех производителей специальных электродов для сварки на просторах СНГ сердечник примерно одинакового состава. Тут выбирать особо нечего. Другое дело обмазка. Рецепт покрытия для электродов разрабатывается по стандартам, но его рецептура и способ нанесения подбирается каждым предприятием-производителем индивидуально.
Рецепт покрытия для электродов разрабатывается по стандартам, но его рецептура и способ нанесения подбирается каждым предприятием-производителем индивидуально.
У импортных электродов компания-производитель разрабатывает все самостоятельно и постоянно совершенствует технологию. Иногда это лучшие электроды для сварки только из-за более высокого качества сырья. Шведский электрод легко, без прожогов, сваривает металл 2 мм там, где аналогичный российский прожигает дыры в листе 3 мм.
Многие сварщики-профессионалы стараются использовать сварочный материал для промышленной сварки. Эти электроды выпускаются небольшими партиями, и делают их преимущественно для работы на производственных сборочных линиях. Качество их выше, но для инверторной сварки любителя они не представляют интерес, так как рассчитаны на работу мощных сварочных аппаратов со специально подобранной характеристикой.
Более массовые электроды обычного назначения используются преимущественно в ремонте, мелкосерийной сборке и строительстве. Качество сварочных электродов разных производителей даже в пределах одного вида может сильно отличаться, хоть и производятся примерно по одной схеме.
Качество сварочных электродов разных производителей даже в пределах одного вида может сильно отличаться, хоть и производятся примерно по одной схеме.
По составу обмазки их можно разделить на 3 группы:
- Электроды с рутиловым и целлюлозно-рутиловым покрытием. В маркировке электрода будет буква «Р». Основой для порошка обмазки служит рутил – природный минерал.
- Основные покрытия. Обмазочная смесь выполнена на основе оксидов кальция и магния. Некоторые производители добавляют в состав обмазки присадки, улучшающие плавление покрытия, защиту металла и отход шлака.
- Кислые обмазки выполнены из смол целлюлозной пасты, ферросплавов и присадок на основе галогенов (солей фтора и брома), улучшающих плавление окислов.
Сварочные электроды с обмазочными покрытиями основного типа (все марки УОНИ) маркируются буквой «Б». Основной, потому что в составе много окислов активных щелочноземельных металлов, кальция и магния. Они связывают кислотные соединения и обеспечивают прочный и пластичный шов.
Они связывают кислотные соединения и обеспечивают прочный и пластичный шов.
Рутиловые электроды, и кислые АР, и основные РБ, используются в строительстве и сварке простых конструкций из низкоуглеродных сталей (обычно МР-3 и АНО-21). Они малочувствительны к мощности дуги и вольтамперной характеристике сварочного аппарата. Хороший материал для начинающих сварщиков-любителей. Перед использованием нужно прокаливать, а сварку выполнять при минимальной влажности воздуха. Иначе дуга превращается в бенгальский огонь.
В кислой обмазке, помимо кремния и ферросплавов, присутствует много солей. Можно варить прямо по ржавой или окисленной поверхности. Материал электрода хорошо приваривается к основному металлу. Поэтому шлак получается легкоплавким, газы интенсивно выводятся из сварочного шва.
Электроды с целлюлозной обмазкой не используются для высоконагруженных соединений из-за большого количества водорода, выделяющегося из расплава, шов получается неравномерным и пористым.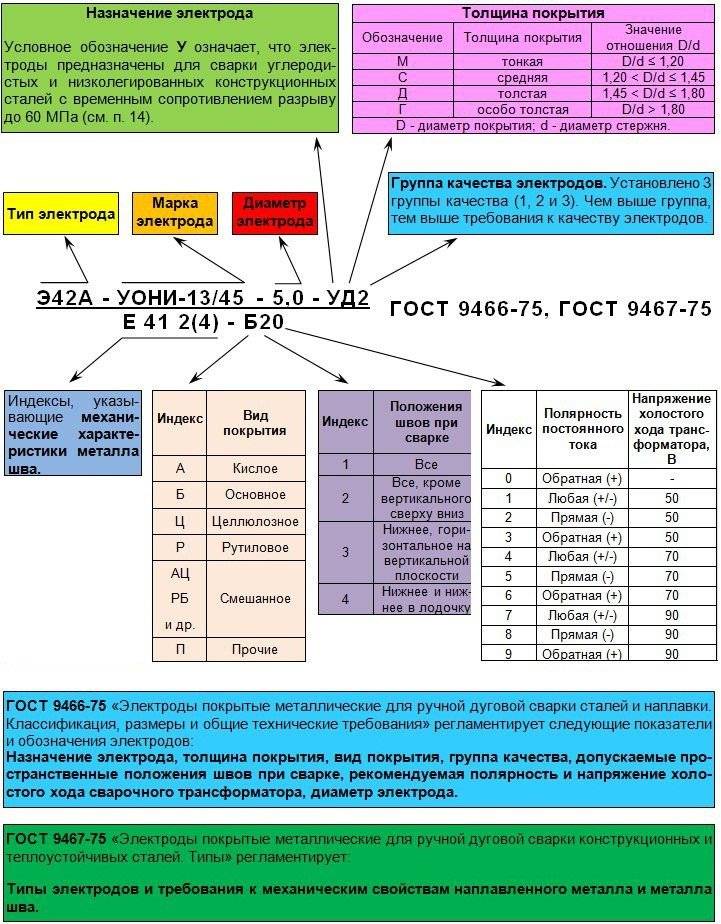 Но считается, что Ц-электроды подходят для вертикальных швов.
Но считается, что Ц-электроды подходят для вертикальных швов.
Это полезно! Электросварка для начинающих. Как варить вертикальный и горизонтальный швы электросваркой.
Рейтинг лучших электродов для сварки
Качество сварочного шва во многом зависит от технологии, используемой компанией производителем для приготовления обмазочного материала, способа нанесения и сушки и металла для центрального стержня.
Если принять во внимание все нюансы, то рейтинг лучших электродов для сварки будет выглядеть следующим образом:
- Первое место – электроды марки Quattro Elementi. Материал премиум класса, можно использовать для сварки углеродистой стали и нержавейки, на переменном и постоянном токе. Качество шва одно из самых высоких. Стоят дорого, поэтому используются преимущественно для точечного ремонта ответственных деталей и механизмов.

- Второе место – сварочный электродный материал Kobelko LB-52U. Обмазка основного типа. Требуется предварительная подготовка (сушка) в камере при 300℃ в течение 10 мин. Шов получается пластичным и прочным (до 60 кг/мм2). Благодаря отсутствию трещин и глубокому провару марку рекомендуются для сварки особо ответственных трубопроводов из стали.
- Третье место – электроды Lincoln Electric 13/55 (типа УОНИ). Прочность шва чуть ниже, чем у Kobelko, но доступная цена и высокая пластичность шва делают электроды незаменимыми при сварке ответственных строительных конструкций из легированных и черных сталей.
Но перечень качественных электродов для сварки не ограничивается несколькими позициями сварочных расходных материалов, изготовленных по специальной технологии. Обычно сварка подразумевает большой расход электродов, поэтому есть смысл рассмотреть более доступные электродные материалы.
Лучшие электроды с рутиловым покрытием
Рутил – это не диоксид титана, хотя его много в рутиловой породе. Для того чтобы уменьшить стоимость обмазочной пасты, ее часто готовят не смешением отдельных, тщательно очищенных компонентов, а восстанавливают и очищают сам природный минерал. Технология старая, но по-прежнему востребованная.
Для того чтобы уменьшить стоимость обмазочной пасты, ее часто готовят не смешением отдельных, тщательно очищенных компонентов, а восстанавливают и очищают сам природный минерал. Технология старая, но по-прежнему востребованная.
В импортных материалах в технологии получения обмазки, как правило, используется смешение и многослойное нанесение очищенных компонентов.
Пятое место – ESAB OK46
Качества шва двысокое, но только если сварку выполняет опытный мастер. Электроды можно использовать на постоянном и переменном токе, варить швы сложной конфигурации. Кроме того, электроды ESAB OK46 хорошо держат дугу даже при низком напряжении. Способны схватывать дугу еще холодным электродным стержнем.
Ценятся за доступность и стабильность сварочной дуги. Но для работ на открытой площадке не рекомендуется, большое повышение влажности воздуха делает дугу неустойчивой.
Четвертое место – WESTER MP-3
Применяются исключительно для сварки тонкостенных деталей. Используется для сварки низкоуглеродистых сталей. Обычно это листы металла, заготовки обечаек баков. Можно сварить емкость для хранения жидкости или выполнить кузовной ремонт облицовки автомобиля.
Обычно это листы металла, заготовки обечаек баков. Можно сварить емкость для хранения жидкости или выполнить кузовной ремонт облицовки автомобиля.
Компания-производитель рекомендует сушить сварочный материал перед сваркой, но, как показывает практика, обмазка выдерживает даже экстремальные варианты сушки с помощью сварки прихватками небольшим током на пониженном напряжении.
Третье место – RSE S-46
Данную марку часто относят к рутил-целлюлозным электродам, но основным флюсовым материалом остается очищенный и обогащенный рутил. Электроды ценятся профессиональными сварщиками за:
- Стабильность дуги.
- Сварка обеспечивает плотный, почти беспористый шов, с небольшой усадкой металла.
- Минимальное количество брызг.
- Можно варить сваркой даже по ржавому металлу.
Единственный минус заключается в том, что RSE S-46 – специализированная марка, рассчитанная преимущественно на сварку низкоуглеродистых сталей. Но для стройки или изготовления недорогой оснастки подойдут идеально.
Но для стройки или изготовления недорогой оснастки подойдут идеально.
Второе место – Magmaweld ESR-11
Электродный материал для сварки любых сталей, вплоть до листов с оцинкованным покрытием. Электроды выпускаются швейцарским бюро «Магма». Это одни из лучших сварочных электродов для соединения деталей котлов и трубопроводов высокого давления малых и средних диаметров.
Ценятся мастерами за высокое качество сварочного шва, соединение получается практически бездефектным, без микротрещин. Дуга в процессе работы горит стабильно, без искр и прожигов, характерных для большинства рутиловых материалов.
Единственным минусом можно считать образование большого количества шлака.
Первое место – Ресанта МЗ
Электроды могут применяться для сварки переменным током в случае соединения деталей из конструкционной и низкоуглеродистой стали. Качество сварки легированных и инструментальных сталей постоянным током несколько хуже из-за слишком мягкого и быстрого шва. В этом случае приходится проходить шов несколько раз. При этом достигается необходимая глубина проварки и сохраняется высокая пластичность наваренного металла.
В этом случае приходится проходить шов несколько раз. При этом достигается необходимая глубина проварки и сохраняется высокая пластичность наваренного металла.
Ресанта МЗ – один из немногих электродов для сварки, который обеспечивает прочность шва на уровне 50-55 кг/мм2. Это ниже, чем у моделей с основным типом обмазки, но для рутила это один из лучших показателей.
Это пригодится! Виды сварочных аппаратов – тонкости выбора и особенности применения.
Лучшие электроды с основным покрытием
Нельзя сказать, что электродный материал с обмазкой из окислов магния и кальция намного лучше, чем модели с рутиловой обмазкой. Основные электроды применяют для сварки тяжелых и мощных деталей, в основном там, где в первую очередь важна прочность и высокая ударная вязкость соединения.
Пятое место – Кедр ЦЛ-11
Используются для ручной сварки короткой дугой для соединения деталей из нержавейки 12Х18Н9Т. Кедр ЦЛ-11 изначально были спроектированы для работы с легированными металлами и сплавами. Поэтому температура сварочной дуги несколько выше, чем у рутиловых покрытий. При этом обязательно выполнять сваривание короткой дугой. Это требует определенного уровня мастерства от сварщика. Если немного удлинить дугу, то ванночка из расплавленной нержавейки начнет активно поглощать азот воздуха. Как следствие, шов будет растрескиваться по мере остывания.
Поэтому температура сварочной дуги несколько выше, чем у рутиловых покрытий. При этом обязательно выполнять сваривание короткой дугой. Это требует определенного уровня мастерства от сварщика. Если немного удлинить дугу, то ванночка из расплавленной нержавейки начнет активно поглощать азот воздуха. Как следствие, шов будет растрескиваться по мере остывания.
Кедр ЦЛ-11 можно использовать в качестве базовых электродов для сварки любых конструкционных и инструментальных сталей. Центральный стержень изготовлен из стали СВ08Ч19Н10Б, а основное покрытие имеет добавку из молотого плавикового шпата. Поэтому в процессе сварки электродом Кедр ЦЛ-11 в воздухе может появиться едкий, режущий глаза дым. Работать нужно только под вытяжкой.
Четвертое место – ESAB УОНИ 13
Если не бояться прожогов и варить на короткой дуге, то электроды покажут себя с самой лучшей стороны. Но для этого нужен опыт и навыки профессионального сварщика. Сварочный шов получается прочнее, чем у электродов с рутиловым покрытием, в среднем 55-60 кг/мм2. Металл шва пластичный, без трещин и остаточной усадки.
Металл шва пластичный, без трещин и остаточной усадки.
Рекомендуется для сварки любой профильной оснастки из низколегированных сталей.
Третье место – ОЗЛ-8
Электроды производства Лосиноостровского завода. Разработаны для сварки листовой нержавейки. Сваривать листовую нержавеющую сталь ручным способом очень сложно даже для профессионала. Но ОЗЛ-8 обеспечивает равномерный монолитный шов без трещин прочностью до 54 кг/мм2, что само по себе является хорошим результатом.
При этом сваривать листы можно с любым расположением заготовок, выполнять вертикальные и потолочные швы.
Единственный минус – наличие процесса перекристаллизации шва. То есть для соединения ответственных, высоконагруженных деталей ОЗЛ-8 не используется. Плюс перед началом сварки сварочный материал обязательно сушат при 200℃ в течение 50-60 мин.
Второе место – ESAB OK53.70
Сварочный электродный материал с основным (едким) типом покрытия. Выпускается в Швеции корпорацией ESAB. Отличается высоким качеством сварки на углеродистых сталях. Допускается использование для соединения деталей из низколегированной стали. Подойдет для новичков работающих с инверторным аппаратом.
Отличается высоким качеством сварки на углеродистых сталях. Допускается использование для соединения деталей из низколегированной стали. Подойдет для новичков работающих с инверторным аппаратом.
Можно варить переменным и постоянным током. Из всех марок с основным покрытием, доступных на просторах СНГ, ESAB OK53.70 считаются одними из лучших. При правильном использовании качество шва получается намного выше, чем при использовании рутила. Прочность соединения – 53 кг/мм2, предел текучести – 44 кг/мм2.
ESAB OK53.70 массово используется для сварки труб и металлоконструкций с повышенными требованиями к жесткости. В целом качество провара металла маркой ОК 53.70 получается заметно выше рутиловых, при этом практически отсутствует выгорание легирующих добавок и ферросплавов.
Как и для большинства основных покрытий, в случае ESAB OK53.70 перед началом сварки требуется сушка в течение 2 ч при температуре до 350℃.
Первое место – ЦУ-5
Разработаны для промышленного применения. Обычно ЦУ-5 используют для сварки огромных станин, плит, корпусов высоконагруженных агрегатов (насосов и турбин). Центральный стержень изготовлен из проволоки Св-08. Основное покрытие выполнено на основе окислов кальция с добавлением фтористых солей.
Обычно ЦУ-5 используют для сварки огромных станин, плит, корпусов высоконагруженных агрегатов (насосов и турбин). Центральный стержень изготовлен из проволоки Св-08. Основное покрытие выполнено на основе окислов кальция с добавлением фтористых солей.
Можно использовать для сварки практически при любом положении заготовок.
Преимущество ЦУ-5 – высокая термостойкость шва. После нормализации соединение может выдерживать нагрев до 400℃ без потери прочности и пластичности шва. Перед началом работ обязательно выдержка в термокамере при температуре 300-350℃.
Ассортимент электродов для сварки огромен. Есть из чего выбрать, но прежде чем принять решение, нужно точно знать характеристики и условия работы будущего сварного соединения. Кроме того, в процессе подготовки обязательно прокаливают материал и зачищают свариваемые поверхности. Потому грязь и ржавчина существенно ухудшает прочность шва даже при использовании дорогих и качественных электродов.
Расскажите о своем выборе электродного материала. Какие марки лучше всего подходят для сварки и почему?
Как выбрать электрод для сварки [полезные статьи] — Производитель сварочных электродов ТАНТАЛ ЛТД
Выбор
сварочного электрода, для молодого сварщика может стать трудной задачей.
К примеру, какой поперечник электрода необходим под определенную толщину
металла, или же какой
сварочный ток выставить для получения крепкого шва?
Попробуем ответить на эти вопросы.
Для начала разберёмся, собственно что это электрод и
для чего необходима обмазка.
Электрод является железным сердечником с особенным покрытием,
которое именуется обмазкой. В
процессе сварки сердечник плавится, а обмазка при сгорании формирует газовую
защиту шва от вредоносного влияния воздуха. Например же в процессе
сварки складывается защитный
шлаковый слой сварочной ванны.
Выбирая электрод идет нужно смотреть на
состав сердечника, который обязан быть идентичен со
свариваемым металлом. Например, есть особые электроды для
углеродистых, легированных, высоколегированных сталей, электроды для работы с
нержавейкой, жаростойкими сталями, для работы с алюминием или же чугуном.
Есть огромное количество металлов и их сплавов, говорить о всех мы не станем, а сконцентрируемся на тех электродах, которые имеют все шансы потребоваться чаще
остальных. Обычно применяется конструкционная
сталь маленькой толщины. Вот для неё мы и попытаемся выбрать электроды. Но до этого некоторое количество информации об обмазке электродов. Различают 4 типа покрытий:
основной, рутиловый, кислый и целлюлозный. Любой из них используется для выполнения конкретных задач.
Основное и
целлюлозное покрытия применяются для сварки исключительно на постоянном токе. Данные электроды возможно применить при монтаже серьезных систем, где потребуется предельная крепкость наплавленного
металла.
Рутиловые электроды подходят для работы на постоянном или же переменном токе. Они выделяются лёгким
поджигом и мелким разбрызгиванием
металла. Электроды имеют все шансы работать с аппаратами владеющими низким значением напряжения холостого хода.
При применении электродов с
кислым покрытием – возможно достичь лёгкого отделения шлака, впрочем воспользоваться похожими электродами в закрытом месте не рекомендовано — они довольно вредоносны для самочувствия сварщика.
Еще один момент — электроды с рутиловым и кислым
покрытием рекомендовано применять при сварке
аппаратами с напряжением холостого хода 50 (+/- 5) вольт.
Более обширно всераспространены электроды с основным и рутиловым покрытием. Для новенького сварщика знакомства
с ними станет абсолютно спокойным.
Наиболее распространёнными электродами с основным покрытием считаются УОНИ 13/55.
Данные электроды предусмотрены для
углеродистых и низколегированных сталей. Как написано в
описании данных электродов, они рекомендованны для
сварки серьезных систем, швы, сваренные с поддержкой УОНИ 13/55 выделяются пластичностью
и стойкостью к ударным нагрузкам. Изделия, сваренные УОНИ 13/55 имеют все шансы эксплуатироваться
Изделия, сваренные УОНИ 13/55 имеют все шансы эксплуатироваться
в критериях низких температур.
К дефектам данных
электродов стоит отнести требовательность к чистоте кромок болванок. В случае если кромки болванок перед сваркой
не обработать и на них попадёт
масло, вода, или же ржавчина, велика возможность возникновения сварочных пор.
УОНИ 13/55 – предусмотрены для сварки лишь только переменным током на обратной полярности
– о которой мы поведаем чуток позднее.
Наиболее распространённым представителем рутиловых
электродов возможно именовать электроды
марки МР-3. Они предусмотрены для работы с
углеродистыми и низколегированными сталями.
К сильным сторонам данных электродов стоит отнести вероятность сварки как на
постоянном, так и переменном токах, маленькое разбрызгивание
металла, прочность дуги во всех
пространственных положениях.
Не считая 2-ух самых
распространённых марок электродов для дел с конструкционной сталью, новеньким можно посоветовать электроды русского изготовления ОЗС-12 и
АНО-4.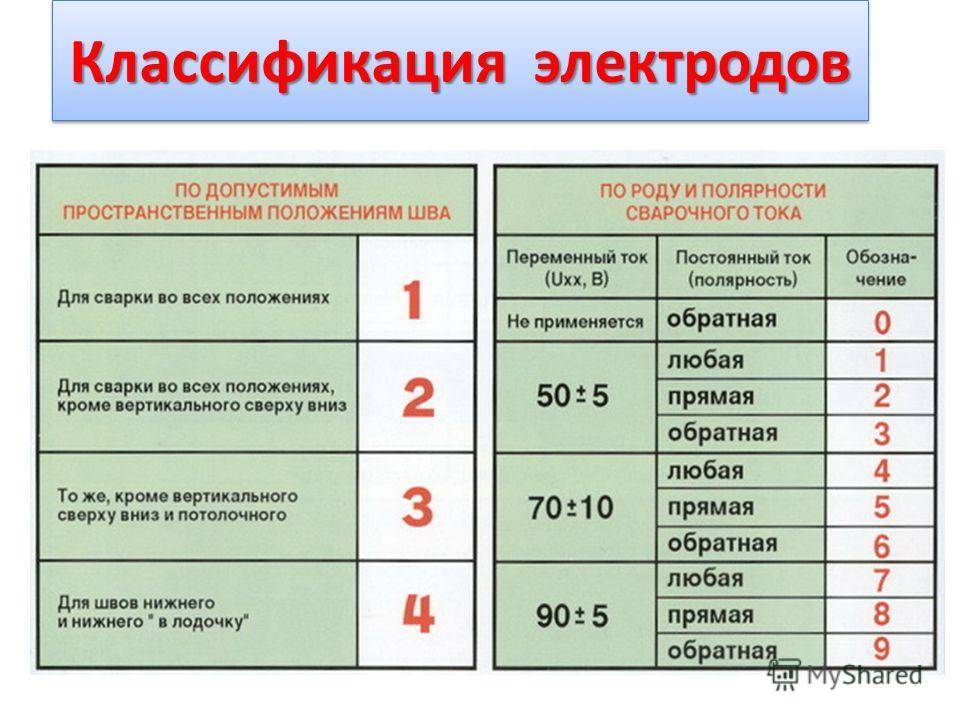 А для сварки нержавейки электроды иностранных изготовителей ОК 63.34, ОК
А для сварки нержавейки электроды иностранных изготовителей ОК 63.34, ОК
61.30 или же российские электроды
ЦЛ-11. Подобные электроды, так же могут понадобиться домашнему мастеру.
Большая часть инверторов
для ручной дуговой сварки работает с постоянным током. На постоянном токе
существует 2 варианта подключения полярности: прямая и обратная.
При сварке на плюсовом контакте выделяется больше тепла, а это означает, что на оборатной полярности лучше сваривать мощные конструкции.
Поперечник электрода выбирают, ориентируясь на толщину металла болванок. Для сварки металлов шириной до 1.5 мм сварка электродами используется изредка, для этих толщин лучше применить полуавтоматы или же аргонодуговую сварку.
Приблизительное соответствие толщины болванок и поперечников электродов вы сможете узнать из таблицы:
Следующий значительный момент – какой ток нужно выставить для электрода определенного поперечника. Эту информацию возможно узнать на упаковке электродов, или же взглянув надлежащую таблицу:
Так же
начинающему сварщику, лучше знать, собственно, что сварочный ток можно подобрать из расчёта 20-30А на 1 мм поперечника электрода.
Т.е. для электрода поперечником 3мм, ток обязан быть в
приделах 80-110А, в зависимости от пространственного положения, толщины металла
и числа проходов.
Четких и конкретных опций тока не существует – любой сварщик видит процесс со своей точки зрения, и в зависимости
от личных ощущений выставляет нужные характеристики тока.
Чем выше сварщик выставляет характеристики тока, тем более водянистой и наименее «управляемой» выходит ванна. Цель сварщика – настроить установка таким образом, дабы работа была комфортабельной, а сварочная ванна необходимой для провара и
управления краями ванны.
Типы сварочных электродов. Какой из них лучше? Подробное руководство
Будучи профессиональным сварщиком, вы должны обладать достаточными знаниями обо всех аспектах сварки. Существует широкий спектр электродов, используемых в сварочных работах, каждый из которых имеет уникальные характеристики и предназначение. Чтобы помочь вам узнать больше о сварке, в этой статье вы узнаете все о различных типах сварочных электродов, их использовании и размерах.
Что такое сварочный электрод
Это кусок металлической проволоки с покрытием, который используется для создания электрической дуги и способствует сцеплению основных материалов. Его также называют сварочным электродом, и он состоит из того же свариваемого металла. Сварочный стержень состоит из металлической проволоки и внешнего покрытия. Дуга возникает из-за электрического тока и приводит к плавлению и сплавлению основных металлов.
Таблица сварочных электродов
Таблица различных типов сварочных электродов:
Различные типы сварочных электродов
Существует два типа сварочных электродов:
- Расходуемый сварочный электрод
- Неплавящийся сварочный электрод
1# Расходуемые сварочные электроды
Как следует из названия, эти электроды растворяются во время сварочных работ. Эти стержни расходуются в процессе сварки, так как стержни действуют как присадочный материал, который плавится вместе с основным материалом. Поэтому эти стержни должны быть химически совместимы со свариваемым металлом. Большинство аппаратов для дуговой сварки с защитным металлом (SMAW), также называемых аппаратами для дуговой сварки (дуговые сварщики), и аппараты для сварки металлов в среде инертного газа используют расходуемые электроды.
Поэтому эти стержни должны быть химически совместимы со свариваемым металлом. Большинство аппаратов для дуговой сварки с защитным металлом (SMAW), также называемых аппаратами для дуговой сварки (дуговые сварщики), и аппараты для сварки металлов в среде инертного газа используют расходуемые электроды.
Расходуемые электроды, используемые при дуговой сварке, подразделяются на две группы:
Неизолированные электроды
Это электроды из присадочного металла без какого-либо покрытия для защиты сварочной ванны. Он в основном используется для сварки марганцевой стали.
Электрод с покрытием
Как следует из названия, эти электроды имеют внешнее покрытие для защиты сварочной ванны. Это палки выбора для большинства дуговых сварщиков. Кроме того, он подразделяется на 3 группы.
1. Электрод с легким покрытием
Он имеет тонкое покрытие и производит меньше защитного газа, который используется для уменьшения примесей, таких как оксид, сера и фосфор.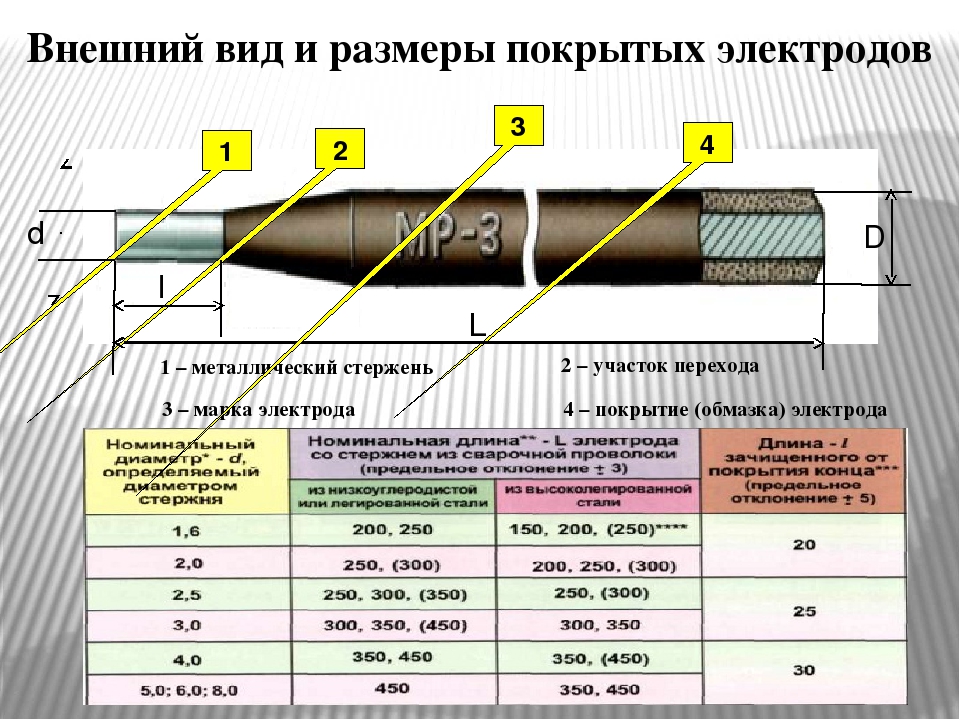 Электрод со светлым покрытием дает гладкий сварочный валик, но шлак тонкий. Коэффициент покрытия составляет 1,25. Улучшает стабильность дуги. Но они ненадежны для металлов с высоким содержанием примесей.
Электрод со светлым покрытием дает гладкий сварочный валик, но шлак тонкий. Коэффициент покрытия составляет 1,25. Улучшает стабильность дуги. Но они ненадежны для металлов с высоким содержанием примесей.
2. Электрод со средним покрытием
Большинство профессиональных сварщиков используют электроды со средним покрытием, поскольку сварку можно выполнять во всех положениях. Коэффициент покрытия составляет 1,45, и шлак легко удаляется. Эти электроды в основном используются в сварочных процедурах с высокими требованиями, таких как морское бурение, строительство зданий, строительство мостов и сварка трубопроводов.
3. Электрод с толстым покрытием
Эти электроды имеют самый высокий коэффициент покрытия в диапазоне от 1,6 до 2,2. Электроды с толстым покрытием производят эффективный защитный газ, который защищает сварочную ванну от загрязнения.
Эти электроды бывают трех типов в зависимости от их состава:
- Электроды с целлюлозным покрытием
- Электроды с минеральным покрытием
- Электроды с целлюлозным и минеральным покрытием
2# Нерасходуемый электрод
Неплавящиеся электроды изготовлены из материала с высокой температурой плавления, такого как вольфрам с температурой плавления 6150°F. Поэтому эти электроды не расходуются при сварочных работах. Большинство сварщиков TIG использовали неплавящиеся электроды.
Поэтому эти электроды не расходуются при сварочных работах. Большинство сварщиков TIG использовали неплавящиеся электроды.
Вольфрамовый электрод
Вольфрамовые электроды обычно используются в качестве неплавящихся электродов и используются для сварки TIG. Они сделаны из чистого вольфрама вместе с торием и цирконием. Есть разные вольфрамовые электроды,
| Электрод | Цвет |
| Чистый вольфрам | Зеленый |
| Желтый | |
| 2% торий | Красный |
| 0,3-0,5% цирконий | Коричневый |
Вольфрамовый электрод
1. Электрод из чистого вольфрама
Электроды из чистого вольфрама используются для сварки тонкого металла при небольших сварочных работах. Эти электроды имеют ограниченное применение из-за меньшей прочности и долговечности.
2. Вольфрамовые ториевые электроды
Вольфрамовые ториевые электроды обычно используются в качестве неплавящихся электродов благодаря их эффективному контролю дуги и длительному действию. Эти электроды также используются для тока высокого напряжения по сравнению с электродами из чистого вольфрама. Эти электроды обладают большей устойчивостью к загрязнению.
3. Вольфрамо-циркониевые электроды
Вольфрамо-циркониевые электроды дают хорошие результаты, но с переменным током. Вы можете использовать электроды для тяжелых металлов, но они менее долговечны, чем электроды из чистого вольфрама.
Углеродные электроды
Углеродная дуговая сварка — одна из старых форм сварки. Эти электроды можно использовать как для резки, так и для сварки. Но военные США все еще используют угольные электроды из-за гигантской дуги. Но большую дугу сложнее контролировать.
Какие бывают размеры сварочных электродов?
Типы сварочных прутков на основе материала
Существуют различные типы сварочных прутков, используемых для сварочных работ.
- Электрод из углеродистой стали с низким содержанием водорода
- Электроды из мягкой стали
- Электроды из нержавеющей стали
- Сварочные стержни из бронзы
- Сварочные стержни из алюминия
1. Электрод из углеродистой стали с низким содержанием водорода
температура Приложения. Большинство сварщиков используют этот электрод для основного металла средней прочности на растяжение и мелкозернистой углеродистой стали. Эти электроды создают эффективный сварочный шов и хороши для сварки, а также для резки толстых металлов. Кроме того, электрод из углеродистой стали с низким содержанием водорода обеспечивает хорошее сцепление углеродистой стали и низколегированной стали.
2. Электрод из мягкой стали
Электроды из мягкой стали обладают значительной прочностью на растяжение и приспособлены для работы при низком напряжении холостого хода. Эти электроды имеют отложения из углеродистой стали. Электрод из мягкой стали обеспечивает стабильную дугу с длительным эффектом и низким уровнем разбрызгивания, эффективным образованием шлака и мягким валиком сварного шва.
3. Электроды из нержавеющей стали
Электроды из нержавеющей стали сохраняют качество сварки независимо от воздействия условий окружающей среды и применяются для низкоуглеродистой нержавеющей стали. Эти электроды устойчивы к легкому удалению шлака и коррозии. Сварочные работы долговечны, как высококвалифицированное мастерство.
4. Бронзовые сварочные стержни
Бронзовые сварочные стержни можно использовать для ремонта бронзовых материалов и соединения меди с другими металлами. Большинство сварщиков также используют эту пайку стержнями, но с более низкими, чем у основных, металлами, плавящимися, чтобы закрыть зазор между соседними металлами.
5. Алюминиевые сварочные стержни
Алюминиевые сварочные стержни обеспечивают хорошее качество сварного шва без образования трещин. Алюминиевые стержни эффективны для сварки алюминия и его сплавов. Кроме того, эти стержни эффективно работают со всеми цветными материалами. Алюминиевые сварочные стержни имеют плавную работу с низким разбрызгиванием и высокой скоростью сварки.
Сварочные стержни Номер Значение
Например, стержень E 6010. Первые две цифры означают прочность на растяжение 60 000 фунтов на квадратный дюйм. Третья цифра относится к положению сварки, и в данном случае 1 означает, что вы можете сваривать во всех положениях. Последняя цифра относится к покрытию и роду тока.
Различные типы сварочных электродов на основе номеров
Существуют различные типы электродов, используемых для сварки электродами. Но чаще всего используются электроды 6010, 6011, 6012, 6013, 6018, 7018 и 7024 сварочные прутки.
6010 сварочный пруток
Сварочный электрод E6010 очень эффективен для глубокого проплавления, но только с источником питания постоянного тока. Эти электроды имеют плоские наплавленные валики с небольшим образованием шлака. С помощью этого стержня вы также можете загрязнить и подвергнуть коррозии основные металлы. Поэтому он наиболее предпочтителен для ремонтных работ.
Этот электрод неудобно держать в руках из-за очень тугой дуги, что затрудняет обращение и использование. Вы должны научиться управлять сварочным электродом 6010. Большинство сварщиков использовали этот электрод для сварки труб и других применений, таких как полевые работы, стальные резервуары для хранения, водонапорные башни и верфи.
Вы должны научиться управлять сварочным электродом 6010. Большинство сварщиков использовали этот электрод для сварки труб и других применений, таких как полевые работы, стальные резервуары для хранения, водонапорные башни и верфи.
6011 сварочный электрод
Сварочный электрод 6011 содержит плотное покрытие из целлюлозы калия. Этот электрод подходит как для источников питания переменного, так и постоянного тока. Сварочный стержень 6011 обеспечивает глубокое проникновение и выдерживает давление 60 000 фунтов на квадратный дюйм, не ломая его. Он имеет мягкую дугу, низкое разбрызгивание и удаляемый шлак. Вы можете сваривать во всех положениях. Вы можете использовать его для корродированных и грязных основных металлов из-за глубокого проникновения. Следовательно, лучше всего подходит для ремонта сварочных работ. Но он имеет плоский сварной шов, что приводит к образованию ряби и грубой отделке.
6013 Сварочный электрод
6013 Сварочный электрод имеет плотное титано-калиевое покрытие и подходит для всех видов тока. Большинство сварщиков использовали этот электрод в сварочной промышленности со средним проплавлением, мягкой дугой и легко удаляемым шлаком. Благодаря среднему проникновению хорошо подходит для тонких металлов. Это наиболее подходящий сварочный пруток для коротких нерегулярных сварочных работ. Будучи новичком, вы можете использовать этот прут, чтобы научиться сваривать. Вы также можете сваривать во всех положениях.
7018 сварочный пруток
Сварочный электрод 7018 покрыт железным порошком. Вы можете использовать его как для источников питания переменного, так и постоянного тока. Он производит прочный сварной шов, который может выдерживать давление 70 000 фунтов на квадратный дюйм. Этот электрод полезен при сварке конструкций. Электрод 7018 обеспечивает умеренное проплавление и ровную дугу с минимальным разбрызгиванием. Он прост в использовании и применим для углеродистых, высокоуглеродистых, высокопрочных стальных металлов и низколегированных металлов. Вы можете использовать эти стержни на фабриках, электростанциях, мостах и электростанциях.
7024 сварочный пруток
7024 сварочные электроды имеют сильное покрытие из железного порошка, что увеличивает скорость наплавки и облегчает сварку. Это подходит для всех типов источников питания. Он предлагает плавную дугу, низкое проникновение и превосходный внешний вид валика. Вы можете использовать его в плоском и горизонтальном положениях сварки. Эти стержни дают лучшие результаты с металлами толщиной ½ дюйма и стальными пластинами толщиной ¼ дюйма.
Какой тип сварочной проволоки/электрода лучше всего подходит для ваших сварочных работ?
Как вы знаете, сварочные электроды бывают разных типов. Но какой из них лучше всего подходит для вашей работы? Прежде чем выбирать сварочные электроды для сварочных работ, следует учитывать следующие моменты.
Основной металл
Прежде чем выбрать сварочную проволоку для сварочных работ, вы должны знать состав основного материала. Если состав вашей сварной детали и сварочных стержней одинаковый, то больше шансов на прочный и стабильный сварной шов. Если вы не знаете состав вашего основного материала, вам следует учитывать следующие моменты:
Если вы не знаете состав вашего основного материала, вам следует учитывать следующие моменты:
Металлический внешний вид
Если вы работаете со сломанным участком основного материала, проверьте его текстуру. Если его текстура зернистая и шероховатая, он сделан из чугуна.
Тип искры
Вы также можете определить основной материал, исследуя искру, когда она проходит через кофемолку. Если в искре больше бликов, то содержание углерода в основном материале высокое. Также для этой цели можно использовать стамеску. Разбейте долото по основному металлу, и оно оставит отпечатки на более легких металлах, таких как алюминий. Но он отскакивает от твердых недрагоценных металлов.
Проверка на магнетизм
Если исследуемый материал является магнитным, то основным материалом может быть железо, углеродистая сталь или легированная сталь. Если ваш испытательный материал немагнитный, то основными металлами могут быть нержавеющая сталь или сплавы цветных металлов, такие как медь, алюминий, латунь или титан.
Сварочный ток
Прежде чем выбрать электрод для сварочных работ, убедитесь, что сварочные электроды выдерживают ваш сварочный ток. Некоторые стержни поддерживают как постоянный, так и переменный ток, но некоторые стержни совместимы только с переменным или постоянным током. Например, высокий электрический ток, такой как 225 ампер для сварочных электродов 7018, предпочтительнее 125 ампер для сварочных электродов 6010. Четвертая цифра в маркировке электрода определяет род тока.
Прочность на растяжение
Прежде чем выбрать сварочный электрод для сварочных работ, вы должны согласовать прочность стержней на растяжение с основным материалом. Если не учитывать прочность на растяжение, сварной шов со временем может треснуть. Вы можете проверить прочность электрода на растяжение, прочитав первые две цифры на электроде. Например, электрод 6011 означает, что он может обеспечивать минимальную прочность на растяжение 60 000 фунтов на квадратный дюйм и может эффективно работать с основным металлом с соответствующей прочностью на растяжение.
Положение сварки
При выборе сварочного электрода следует учитывать положение сварки. Вы должны выбрать сварочный электрод в соответствии с требуемым положением сварки. Цифра электрода 3 rd относится к положению сварки. Например, сварочные электроды 6010 можно использовать в горизонтальном, вертикальном, плоском и потолочном положениях.
Спецификация и требования к сварке
Вы также можете учитывать условия сварки при выборе электрода. Электрод с низким содержанием водорода снизит риск растрескивания при низких температурах. Будучи профессиональным сварщиком, вы также должны учитывать технические характеристики сварки, особенно при работе с критическими приложениями, такими как строительство котлов или сосудов высокого давления.
Меры предосторожности при обращении со сварочными электродами
При обращении со сварочными электродами следует соблюдать определенные меры предосторожности
- Всегда держите электроды сухими, так как влага влияет на покрытие сварочного электрода.
- Никогда не сгибайте электрод, поскольку сгибание разрушает покрытие электрода.
- Храните электрод в контейнере, защищающем стержни от повреждений и влаги.
Часто задаваемые вопросы
Какой электрод следует использовать для какой сварочной задачи?
При выборе стержневых электродов важно учитывать как материалы, так и технические аспекты.
Краткий обзор
Тип
Наименование
Определение
R, RR 90 003
Рутил
Стандартный электрод для универсального применения, мелко- и среднекапельный перенос, хорошие механические свойства, позиции сварки PA , PB, PC, PE, PF, (только ограниченное использование PG)
RB
Основной-рутил
Использование в качестве комбинации достижимых высоких значений ударной вязкости и универсального применения с повышенными требованиями к сварщику и отделочным работам.
B
Базовый
Применение при требовании высоких механических свойств, средне-крупнокапельный перенос, плохо отделяемый шлак, возможен во всех положениях, допускается повторная сушка электродов
RC
Рутил-целлюлоза
Используется в качестве замены рутиловым электродам, чтобы сделать положение сварки PG более безопасным, уменьшить образование шлака, повысить требования к сварщику и отделочным работам
C
Целлюлоза
Используется в основном для корневого прохода соединителей труб (сварка трубопроводов) в положении PG, хорошие механические свойства, среднее образование шариков, почти без шлака
Выбор в соответствии с техническими аспектами
Каждый тип электрода особые сварочные свойства, что делает их подходящими для определенных сварочных задач.
Целлюлозный электрод (С)
Целлюлозные электроды (С) хорошо подходят для сварки в вертикальном положении вниз (позиция PG), поэтому их выбирают для сварки кольцевых швов на трубах большого диаметра. Трубоукладка является предпочтительной областью использования. По сравнению со сваркой в вертикальном положении вверх (ПВ) относительно толстые электроды (4 мм) можно использовать даже для корневого шва. Это имеет экономические преимущества. Преимуществом рутилово-кислотного смешанного типа (РК) является шлаковый остаток в узких бороздах, где плотный шлак защемляется и трудно удаляется. Шлак типа RA сам по себе пористый и распадается на мелкие кусочки под отбойным молотком, что облегчает его удаление.
Рутиловый электрод (R, RR)
Особые характеристики рутиловых электродов (R, RR), т. е. хорошие свойства повторного зажигания, легкость удаления шлака и хороший внешний вид шва, определяют, как они используются. Предпочтительные области применения включают угловые сварные швы и окончательные проходы, при которых важны полное удаление шлака и хороший внешний вид шва.
Рутил-целлюлозный тип (RC)
Рутил-целлюлозный тип (RC) может использоваться во всех положениях, включая швы вертикально вниз. Это делает его пригодным для универсального использования, особенно для инсталляционных приложений. Версия с толстым покрытием, отвечающая высоким требованиям к внешнему виду шва, поэтому часто считается универсальным электродом, особенно на небольших предприятиях.
Электрод с рутиловой основой (RB)
Благодаря несколько более тонкому покрытию и особым характеристикам электрод с рутиловой основой (RB) особенно хорошо подходит для корневых проходов и сварки в положении PF. По этой причине предпочтительной областью применения электродов RB является строительство труб малого и среднего диаметра.
Основной электрод (B)
Основной электрод (B) подходит для сварки во всех положениях. Специальные типы подходят даже для вертикальной сварки вниз. Внешний вид шва несколько менее желателен, чем у других типов. Однако наплавленный металл имеет и другие преимущества. Из всех типов электродов основные электроды обладают наилучшей ударной вязкостью и наилучшей трещиностойкостью металла шва. По этой причине этот тип используется всякий раз, когда пригодность для сварки основных металлов является проблемой, например, типы стали с ограниченной свариваемостью или толстостенные материалы. Основные электроды также выбирают, когда требуется огромная ударная вязкость, например, для конструкций, которые впоследствии будут подвергаться воздействию низких температур. Низкое содержание водорода делает этот тип особенно подходящим для сварки высокопрочных нержавеющих сталей.
Однако наплавленный металл имеет и другие преимущества. Из всех типов электродов основные электроды обладают наилучшей ударной вязкостью и наилучшей трещиностойкостью металла шва. По этой причине этот тип используется всякий раз, когда пригодность для сварки основных металлов является проблемой, например, типы стали с ограниченной свариваемостью или толстостенные материалы. Основные электроды также выбирают, когда требуется огромная ударная вязкость, например, для конструкций, которые впоследствии будут подвергаться воздействию низких температур. Низкое содержание водорода делает этот тип особенно подходящим для сварки высокопрочных нержавеющих сталей.
Выбор в зависимости от материала
Как правило, прочность и ударная вязкость основного металла также достигаются в металле сварного шва. Полное обозначение стержневого электрода в соответствии с DIN EN ISO 2560-A также содержит информацию о минимальных значениях предела текучести, предела прочности на растяжение и ударной вязкости металла шва, а также некоторые сварочные характеристики, облегчающие выбор подходящего электрода. электрод.
электрод.
Глядя на краткое обозначение E 46 3 B 42 H5, например, можно расшифровать следующее: Штучный электрод для сварки ММА (E) имеет предел текучести не менее 460 Н/мм2, предел прочности при растяжении от 530 и 680 Н/мм2, и минимальное удлинение 20 % (46). Энергия удара 47 Дж достигается до температуры -30 °С (3). Электрод с основным покрытием (B). Затем следует необязательная информация о восстановлении металла и подходящем токе для электрода. Стержневой электрод в этом примере имеет выход металла от 105 % до 125 %, его можно сваривать только постоянным током (4) и он подходит для всех положений, кроме вертикального вниз (2). Содержание водорода в металле шва ниже 5 мл/100 г/металл шва (H5). Если металл сварного шва содержит элементы сплава, отличные от марганца, это будет указано перед кодом типа покрытия с использованием кода химических элементов и иногда с цифрами процентного содержания (например, 1Ni).
Низкое содержание водорода важно при сварке сталей, склонных к образованию водородных трещин, таких как высокопрочная сталь.