Электроды по нержавейке какие лучше: Электроды по нержавейке: маркировка, марки, особенности применения
Содержание
Электроды по нержавейке | Статьи «Центр Метиз»
Скачать прайс-лист
14.12.20
- Особенности коррозионностойких сталей
- Требования к электродам и технологии сварки
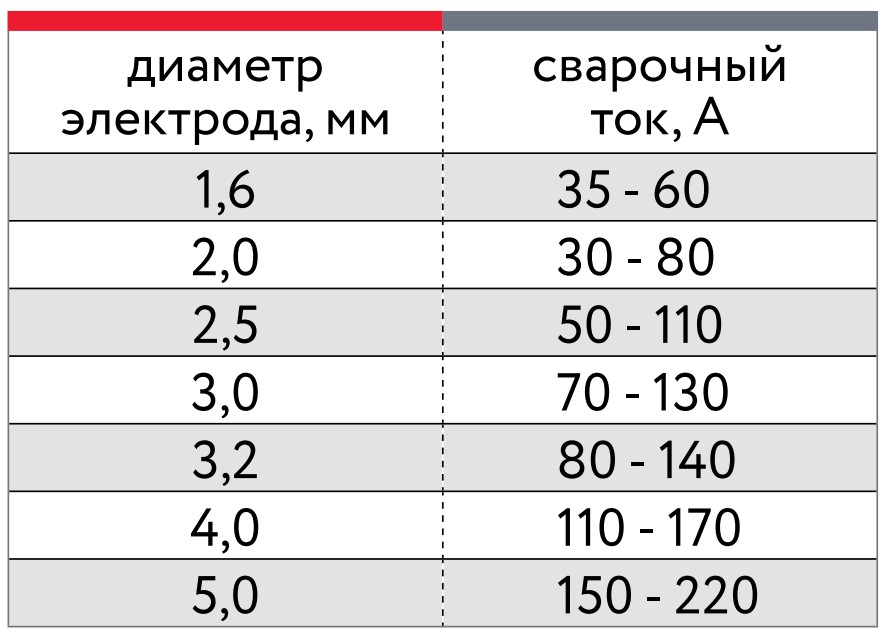
- Каким током варят нержавейку
- Электроды по нержавейке для инвертора
- Сварка нержавейки переменным током
Нержавеющие стали – сплавы железа (углерода) с высокой долей в составе легирующих элементов – молибдена, никеля, хрома и других. Это обуславливает их специальные свойства и применяемость в тех или иных отраслях, оборудовании и средах. Это и есть их принципиальное отличие от углеродистых и низколегированных сталей. Для сварки деталей из таких сталей подходят специальные электроды по нержавейке.
Особенности коррозионностойких сталей
Нержавеющие стали обладают высокой стойкостью к коррозии, кроме того, многие ее сорта являются кислото- и жаростойкими, жаропрочными. При всех этих преимуществах они имеют одну особенность: сварка осуществляется только специальными электродами, соответствующими по химическому составу. Это обусловлено тремя основными причинами.
Это обусловлено тремя основными причинами.
Во-первых, низкой теплопроводностью – на 50% ниже чем у сталей углеродистых. Вследствие этого проплавление свариваемых деталей происходит достаточно быстро. Поэтому сварка всегда выполняется на пониженных токах.
Во-вторых, коэффициент расширения у таких сплавов очень высокий. При значительной температуре сварки металл существенно растягивается, а при остывании наблюдается эффект стягивания. Если наплавляемый металл не обладает таким же коэффициентом расширения, что и основной, в зоне шва появляются микротрещины. Поэтому сварка всегда выполняется с зазором между деталями, а химический состав наплавляемого металла должен соответствовать составу основного.
Третья причина – высокая температура сварки. При t более 500 °C металл начинает вскипать, из-за чего в шве образуются поры и межкристаллитные трещины. Поэтому до выполнения работ необходимо тщательно отрегулировать силу тока и другие параметры сварки, а детали из некоторых сплавов требуют принудительного охлаждения.
Все перечисленные проблемы позволяют решить специально разработанные электроды для сварки нержавейки.
Требования к электродам и технологии сварки
Как правило, электроды для работ с нержавейкой имеют основное (реже – рутил-основное или рутиловое) покрытие. В составе стержней содержится значительная доля легирующих элементов, в частности, хрома, никеля, молибдена или марганца – их соотношение варьируется в зависимости от сорта и марки нержавеющей стали (высокомарганцовистые, хромоникелевые, хромоникелемолибденовые и другие).
Расходный материал должен обеспечивать хороший поджиг, устойчивое горение дуги и равномерное расплавление металла. Существует и ряд технологических требований, которые должны соблюдаться при сварке.
- Варить необходимо только по тщательно очищенной поверхности.
- Для нормальной усадки металла шва обязательно наличие зазора между свариваемыми деталями.
- Температура в зоне сварочной ванны не должна превышать 500 °C.

- Для сварки деталей необходимо использовать пониженные (примерно на 20% в сравнении с углеродистыми сталями) токи. Это обеспечивает более медленный прогрев металла деталей и исключает преждевременное разрушение покрытия электрода из-за перегрева.
- Толстостенные изделия требуют предварительного подогрева зоны соединения горелкой до 150 °C.
- При работе с хромистыми сталями участок шва требует немедленного охлаждения после сварочных работ, для чего должна быть предварительно подготовлена охлаждающая жидкость.
Перед работами обязательна прокалка электродов при определенной температуре (указывается на упаковке производителя).
Каким током варят нержавейку
Для выполнения работ может быть использован как постоянный ток обратной полярности, так и переменный. Ключевое преимущество первого варианта – возможность установки на инверторе максимально точных параметров сварки. Его же условный минус – сравнительно высокая цена инверторного аппарата. Себестоимость работ с помощью трансформатора более низкая, однако при такой сварке, как правило, наблюдается большее разбрызгивание металла, а от сварщика требуется большой опыт, чтобы результат был максимально качественным.
Себестоимость работ с помощью трансформатора более низкая, однако при такой сварке, как правило, наблюдается большее разбрызгивание металла, а от сварщика требуется большой опыт, чтобы результат был максимально качественным.
Электроды по нержавейке для инвертора
Инверторы позволяют задать точные значения силы тока, которые производитель указывает на упаковке той или иной марки электродов. Постоянный ток обратной полярности следует предпочесть переменному, если необходимо сварить тонкостенные изделия. Для инверторной сварки используются только электроды с основным покрытием.
Для соединения деталей из хромоникелевых сталей (12Х18Н10Т, 12Х18Н9Т, 08Х18Н12Б и т. д.) широко применяются электроды МЭЗ ЦЛ-11 – одна из самых универсальных марок для нержавейки. Они обеспечивают отличное качества шва, к металлу которого предъявляются повышенные требования по стойкости к межкристаллитной коррозии. Электродами можно варить во всех пространственных положениях, t сварки 450 °C.
Стали для пищевых производств (хромоникелемолибденовые) часто варят электродами марки МЭЗ НЖ-13. Температура эксплуатации таких конструкций – до 350 °C, к прочности шва предъявляются повышенные требования. Для электродов характерен высокий коэффициент наплавки – 13,0 г/А·ч.
Температура эксплуатации таких конструкций – до 350 °C, к прочности шва предъявляются повышенные требования. Для электродов характерен высокий коэффициент наплавки – 13,0 г/А·ч.
Для сварки высокомарганцовистых сталей, а также соединения деталей из них и аустенитных хромоникелевых сталей с деталями из низкоуглеродистых сталей широко используют электроды НИИ-48Г. Жаростойкость металла получаемого шва – до 800 °C. Рекомендуемая толщина свариваемых элементов – до 12 мм.
Инверторы используются и при работе с электропроводниками марки ОЗЛ-17У. С их помощью создаются конструкции, эксплуатируемые на химических предприятиях и стойкие к воздействию высокоагрессивных рабочих сред.
Сварка нержавейки переменным током
Варить детали из высоколегированных сталей можно и при переменном значении тока. Для этого чаще используются электроды с рутиловым покрытием (реже – с основным), которые могут варить и на постоянном токе. В ряду марок:
- ОЗЛ-14 – используются в работе с хромоникелевыми сталями, к металлу шва не предъявляются повышенные требования по стойкости к межкристаллитной коррозии.
 Имеют рутиловую обмазку.
Имеют рутиловую обмазку. - ЦТ-50 с рутил-целлюлозным покрытием. Предназначены для производства конструкций, работающих в агрессивных окислительных средах, обеспечивают высокую стойкость шва к МКК.
- Н-48 (покрытие – основное). Ими варят стали, эксплуатируемые при температуре до 300 °C в условиях агрессивных неокислительных сред.
- ЛЭЗ-8 (рутиловая обмазка). Используются для работ с хромоникелевыми сталями, к сварному шву не предъявляются жесткие требования по стойкости к кристаллизационным трещинам.
- АНВ-36 (основное покрытие) – ими выполняют сварку конструкций, работающих при температуре до 500 °C.
Среди наиболее популярных зарубежных марок, отлично зарекомендовавших себя при работе с нержавейкой, следует назвать электроды ESAB с основным (ОК 61.25, ОК 61.35) и кисло-рутиловым (ОК 61.20, ОК 61.30, ОК 61.50) покрытием.
Сварочные электроды по нержавейке широко представлены в каталоге компании «Центр Метиз». Здесь вы найдете все известные марки для работы с высоколегированными сталями разных сортов и назначения. Продукция поставляется напрямую от ведущих российских производителей и имеет все необходимые сертификаты.
Продукция поставляется напрямую от ведущих российских производителей и имеет все необходимые сертификаты.
Смотрите также
Отзывы
Оставить отзыв
< Вернуться к списку статей
Сварка нержавейки электродом – способы и особенности
Содержание
- Сварка электродами по нержавейке
- Способы сварки нержавейки
- Сварка нержавейки электродом в домашних условиях
- Сварка тонкой нержавейки электродом
Нержавеющая сталь является востребованным материалом благодаря своим свойствам (коррозионностойкости и долговечности), в связи с чем часто возникает необходимость ее сварить. Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Однако, есть тонкости при работе с нержавейкой, которые мы и рассмотрим в этой статье.
Сварка электродами по нержавейке
Варить коррозионностойкие стали непросто. Для получения качественного сварного шва достаточной прочности требуется несколько факторов:
- достаточное количество опыта у сварщика;
- правильный подбор сварочных материалов, в частности электрода.
Способы сварки нержавейки
Мы рассмотрим 2 способа сварки:
- Ручная электродом;
- Ручная аргоном.
Каждый из представленных ниже методов предполагает использование определенного оборудования и точно выбранных расходных материалов.
Ручная электродом
Качество сварного шва, полученного этим методом достаточное, чтобы этот метод сварки мог применяться как в быту, так и на производстве. Ручная сварка с применением электрода с покрытием считается универсальной и используется во всех отраслях.
Достоинства ММА-сварки:
- простой и легкий процесс сварки;
- высокая продолжительность работы аппаратов;
- компактные агрегаты небольшим весом;
- получение прочных сварных швов;
- подходит для самостоятельного обучения этому методу.

От правильности выбора сварочных материалов зависит качество и надежность сварного шва.
При ручной сварке рекомендованы электроды следующих марок:
- ESAB OK 61.30 имеет высокую устойчивость к межкристаллитной коррозии и дает надежное сварное соединение. Шлаковый слой отпадает самостоятельно, что увеличивает скорость сварки.
- AG E 308L-16 подходит для металлов, эксплуатация которых происходит при низких и высоких температурах.
- ESAB OK 63.30 применяют для сварки металлов, контактирующих с агрессивной средой. Эти электроды можно применять при сварке на постоянном и переменном токе.
Для сварки данным методом надо устанавливать режим постоянного тока с обратной полярностью.
Ручная аргоном
Аргонодуговую сварку применяют для получения внешне красивых сварных швов. Этот способ хорошо себя зарекомендовал во время сварки очень тонких деталей.
Для сварки нержавеющей стали аргоном необходимо использовать вольфрамовые электроды. Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Если следовать этой технологии, то сварной шов непременно получится прочным и качественным, даже при выполнении сварочных работ в бытовых условиях. При сварке этим методом слоя шлака на швах и разбрызгивания металла не будет. Аргонодуговая сварка считается самым чистым способом соединения металлов.
Для данного метода подходит постоянный ток с прямой полярностью или переменный.
Таблица 1. Зависимость силы тока от толщины металла
| Толщина металла, мм | Вид и полярность | Сила тока, А | Диаметр электрода, мм |
| 1 | Постоянный | 30-60 | 2 |
| Переменный | 35-75 | ||
| 1,5 | Постоянный с прямой полярностью | 40-75 | 2 |
| Переменный | 45-85 | ||
| 4 | Постоянный с прямой полярностью | 85-130 | 4 |
Особенности аргонодуговой сварки:
- дуга разжигается бесконтактно, чтобы избежать попадания вольфрамового покрытия от электрода в уже расплавленный металл;
- во время сварки нужно исключить колебания стержня.
 В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
В противном случае нарушится защитный барьер в рабочей зоне и, как следствие, произойдет окисление шва.
Данный метод сварки позволяет снизить расход сварочных материалов. Необходимо после окончания сварочных работ продолжить подачу аргона в течение 10-15 секунд. Эти действия помогут защитить раскаленный электрод от активного окисления.
Сварка нержавейки электродом в домашних условиях
Для этого лучше всего выбрать сварочный инвертор. Для дома подойдет аппарат, работающий от сети 220В. Небольшие габаритные размеры устройства и малый вес позволяют более комфортно работать с ним и перемещать.
Основой популярности инверторов стали доступная цена и получаемое качество сварного шва. Это привело к тому, что сварочные аппараты инверторного типа стали лидерами по продажам.
Таблица 2. Параметры для настройки инвертора
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 1,5 | 40-60 | 2 |
| 3 | 75-85 | 3 |
| 4 | 90-100 | 3 |
| 6 | 140-150 | 4 |
Для сваривания применяют постоянный ток обратной полярности.
Последовательность действий при сварке инверторным аппаратом:
- Зачистить рабочую поверхность металла от ржавчины, масел, других загрязнений при помощи металлической щетки.
- Произвести разделку кромок напильником или болгаркой при необходимости (толщина металла должна быть больше 4 мм). Проводя эту процедуру, мы обеспечиваем высокий уровень проплавления и заполняемость сварочной ванны.
- Если свариваемый металл тонкий, то свариваемые края нужно плотно придвинуть друг к другу и прихватить их.
- Если свариваемый металл толще 7 мм, то мы прогреваем его до 150 С.
- Разжечь дугу.
- Провести сварку короткой дугой.
- В конце сварного шва требуется сделать “замок”, который предотвратит появление свищей и трещин.
- Дать изделию остыть.
- Затем убрать шлак со шва, после этого — зачистить.
- Отполировать и отшлифовать.
Сварка тонкой нержавейки электродом
Чтобы качественно сварить тонкий металл нужно иметь теоретическую базу знаний и достаточно опыта. Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Помимо этого нужно обратить внимание не только на правильный подбор электродов, но и верно выставленную силу тока.
Для сваривания тонкой нержавейки электродом требуется сила тока меньше на 20% по сравнению с обычной сталью.
Правильно подобранный сварочный электрод-половина успеха при сварке. Например, для толщины заготовки в 3 мм диаметр электрода должен составлять 3-4 мм.
Длина стержня не должна превышать 35 мм, а температура нагрева металла — 500 С.
Так же как и для сварки обычной нержавейки дома, для тонкой лучше применить инвертор.
Сварка тонкой нержавейки инвертором электродом имеет некоторые правила:
- место сварки и сами заготовки не нагревать выше 150 С;
- сварка должна проходить на небольших показателях тока на достаточно высокой скорости и желательно без колебания дуги во время сварки;
- чтобы металл не смог перегреться и, как следствие, не прожегся, перед сваркой нужно подложить под заготовки металлические кусочки, которые отведут часть тепла;
- для сварки металла, толщиной менее 3 мм, разделка кромок не требуется;
- необходимо обеспечить зазор между заготовками, величиной 1-2 мм;
- после сварки не надо резко охлаждать металл.
Если вы планируете использовать в работе электрод толщиной 3 мм, то необходимо выставить ток в 80 А.
Рассмотрим, какие электроды нужны для сварки тонкой нержавейки:
- ЦЛ-11 – является одной из ходовых марок. Шов, полученный при помощи этого электрода, достаточно коррозионностойкий при неблагоприятных условиях.
- ОК 63.20 используется для металла, имеющего контакт с жидкими агрессивными неокислительными средами при температуре до 350 С.
Топ 5+ Применение сварочного электрода из нержавеющей стали
Электроды для сварки нержавеющей стали может показаться не самой захватывающей темой в мире, но позвольте мне сказать вам, что это меняет правила игры.
Этот маленький кусочек металла похож на волшебную палочку в руках опытного сварщика, способного превратить обычные листы стали в сложные и прочные конструкции, способные выдержать самые сложные условия.
Независимо от того, строите ли вы небоскреб, корабль, мост или трубопровод, сварочные электроды из нержавеющей стали являются ключом к созданию прочных, надежных и стабильных конструкций. Итак, если вы готовы поближе познакомиться с фантастическим миром сварочных электродов из нержавеющей стали, давайте погрузимся!
Итак, если вы готовы поближе познакомиться с фантастическим миром сварочных электродов из нержавеющей стали, давайте погрузимся!
Свяжитесь с нами сейчас
Применение электродов для сварки нержавеющей стали
Вот пять преимуществ использования электродов для сварки нержавеющей стали:
Высокая прочность и долговечность:
Электроды для сварки нержавеющей стали обладают высокой прочностью и долговечностью, что делает их идеальными для создания конструкции и компоненты, устойчивые к суровым условиям окружающей среды.
Коррозионная стойкость:
Одним из важнейших преимуществ сварочных электродов из нержавеющей стали является их коррозионная стойкость. Они могут выдерживать воздействие влаги, влажности и других агрессивных элементов, что делает их идеальными для использования в морской среде и на открытом воздухе. 9№ 0003
Универсальность:
Сварочные электроды из нержавеющей стали невероятно универсальны и могут использоваться в различных областях промышленности, от строительства до аэрокосмической и медицинской.
Простота обслуживания:
Сварочные электроды из нержавеющей стали требуют минимального обслуживания, их легко чистить и стерилизовать. Это делает их идеальными для использования в отраслях, где требуются гигиенические условия, таких как производство продуктов питания и напитков или медицинская промышленность.
Экономично:
Хотя электроды для сварки нержавеющей стали могут быть более дорогими, чем другие сварочные электроды, их высокая прочность, долговечность и коррозионная стойкость делают их экономически эффективным решением в долгосрочной перспективе.
Они требуют меньше обслуживания и служат дольше, чем другие материалы, экономя деньги на ремонте и расходах на замену.
применение сварочного электрода из нержавеющей стали
Технологии сварки электродами для сварки нержавеющей стали
Электроды для сварки нержавеющей стали широко используются для сварки в различных отраслях промышленности, от строительства до аэрокосмической и медицинской. Но чтобы получить наилучшие результаты, очень важно выбрать правильную технику сварки для работы.
Но чтобы получить наилучшие результаты, очень важно выбрать правильную технику сварки для работы.
В этой статье мы рассмотрим некоторые из наиболее распространенных методов сварки электродами из нержавеющей стали, их преимущества и недостатки.
Сварка ВИГ
Сварка ВИГ Сварка вольфрамовым электродом в среде инертного газа (ВИГ) — это точная и универсальная технология, идеально подходящая для сварки тонких материалов, таких как материалы, используемые в аэрокосмической и медицинской промышленности. В сварке TIG используется неплавящийся вольфрамовый электрод для создания небольшой сфокусированной дуги, которая плавит металл и образует сварной шов.
Этот метод обеспечивает точный контроль над подачей тепла, что может помочь предотвратить деформацию или деформацию материала. Однако сварка TIG может занимать много времени и требует высокой квалификации и опыта.
Сварка МИГ
Сварка МИГ Сварка металлов в среде инертного газа (МИГ) является популярным методом сварки более толстых материалов, таких как материалы, используемые в автомобильной и строительной промышленности. При сварке MIG используется расходуемый проволочный электрод, который пропускается через пистолет и плавится для образования сварного шва.
При сварке MIG используется расходуемый проволочный электрод, который пропускается через пистолет и плавится для образования сварного шва.
Этот метод быстрее и проще в освоении, чем сварка TIG, но он дает больше брызг и может обеспечивать другой уровень точности.
Сварка электродом Сварка электродом
Сварка электродом Сварка электродом, также известная как электродуговая сварка в среде защитного газа (SMAW), является универсальным и экономичным методом, обычно используемым в строительстве и производстве. При сварке электродом используется расходуемый электрод, покрытый флюсом, который плавится и образует сварной шов.
Эта техника относительно проста в освоении и может использоваться в различных положениях и на различных материалах. Однако при этом может образовываться много брызг, а уровень контроля может отличаться от сварки TIG.
Преимущества и недостатки использования сварочных электродов из нержавеющей стали
Преимущества и недостатки использования сварочных электродов из нержавеющей стали представлены в пунктах:
Преимущества:
- Высокая прочность и долговечность
- Стойкость к коррозии
- Универсальность
- Простота обслуживания
- Экономическая эффективность
Недостатки:
- Опасность деформации
- Трудно свариваемые
- Склонность к растрескиванию
- Ограниченные возможности подбора цветов
Tagged электрод для сварки нержавеющей стали Сварочный электрод для сварки электродов
Электроды для сварки электродов из нержавеющей стали
Электроды для сварки электродов из нержавеющей стали
102 изделия металл дуговая сварка) задачи. Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает предотвратить попадание загрязняющих веществ в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Эти сварочные стержни имеют покрытие, выделяющее защитный газ при нагревании, что помогает предотвратить попадание загрязняющих веществ в сварочную ванну. Это означает, что электроды не требуют внешнего источника защитного газа, поэтому их можно использовать на открытом воздухе в ветреную погоду.
Электроды для сварки E308
Электроды для сварки E309L
Электроды для сварки E312
- 9 0106 E316L Электроды для сварки
Электроды для сварки E330
Электроды для сварки E347
Электроды для сварки E410
Электроды для сварки E630
Электроды для сварки E308
E308/308H-16 — все положения, кроме вертикального вниз собственный AC/DCEP, отсортированный по Общий диаметр по возрастанию
Загрузка. .. .. |
E308/308L-16 – Все положения, кроме вертикального Вниз
AC/DCEP
E308 Сварочные электроды E308/308L-16 – Все положения, кроме вертикального вниз AC/DCEP, отсортировано по общему диаметру, по возрастанию
| Загрузка… |
DCEN
90 106 E308 Электроды для стержневой сварки E308/308L-16 – все положения, кроме вертикального вниз DCEN, отсортированные по общему диаметру, по возрастанию
Загрузка. .. .. |
E308/308L-17 – только плоские и горизонтальные
AC/ DCEP
E308 Сварочные электроды E308/308L-17 – только плоские и горизонтальные AC/DCEP, отсортировано по общему диаметру, по возрастанию
| Загрузка… |
E309L Электроды для сварки стержнями
E309/309L-16 – все положения, кроме вертикального вниз
AC /DCEP
E309L Сварочные электроды E309/309L-16 – все положения, кроме вертикальных вниз AC/DCEP, отсортировано по общему диаметру, по возрастанию
Загрузка. .. .. |
DCEN
E309L Сварочные электроды E309/309L-16 — все положения, кроме вертикального вниз DCEN, отсортировано по Общий диаметр по возрастанию
| Загрузка… |
E309/309L-17 – только плоские и горизонтальные
AC/DCEP
E309L Сварочные электроды E309/309L-17 – только плоские и горизонтальные AC/DCEP, отсортированные по общему диаметру, по возрастанию
 ..
..Сварочные электроды E312
E312-16 – все положения, кроме вертикального вниз
AC/DCEP
E312 Сварочные электроды E312-16 – все положения, кроме вертикального вниз AC/DCEP, отсортировано по общему диаметру, по возрастанию
| Загрузка… |
DCEN
E312 Сварочные электроды E312-16 – Все положения, кроме вертикального вниз DCEN, отсортировано по Общий диаметр по возрастанию
Загрузка. .. .. |
E316L Сварочные электроды
E316/316L-16 – Все положения, кроме вертикального – Вниз
AC/DCEP
E316L Сварочные электроды E316/316L-16 – все положения, кроме AC/DCEP вертикально вниз, отсортировано по общему диаметру, по возрастанию
DCEN
E316L Сварочные электроды E316/316L-16 – все положения, кроме вертикального -Вниз DCEN, отсортированный по общему диаметру, по возрастанию
Loading. .. .. |
E316/316L-17 — только плоские и горизонтальные Электроды E316/316L-17 – плоские и горизонтальные, только AC/DCEP, отсортировано по общему диаметру, по возрастанию
| Загрузка… |
Сварочные электроды E330
E330-16 – все положения, кроме вертикального вниз
E330 Сварочные электроды E330-16 – все положения, кроме вертикального вниз, отсортировано по общему диаметру, по возрастанию
Загрузка.  |