Электроды по нержавейке какие лучше: Электроды по нержавейке: маркировка, марки, особенности применения
Содержание
Электроды для нержавейки ОК 61.30, назначение и преимущества, аналоги.
ОК 61.30 — марка высококачественных сварочных электродов для нержавейки (высоколегированной коррозинностойкой стали) производства ESAB.
Электрод ОК 61.30 применяется при ручной дуговой сварке различных трубопроводов, а также других особо ответственных изделий из коррозионностойких хромоникелевых сталей марок 03Х18Н10, 08Х18Н10Т, AISI 304L, 321, 347 и др., эксплуатирующихся при высоких температурах. Электроды отличаются легким зажиганием, хорошим формированием шва и хорошей самоотделяемостью шлака. Они обеспечивают отличную стойкость против межристаллитной коррозии. Маркировка электродов по нержавейке компании ESAB — ОК означает инициалы основателя концерна Оскара Челльберга. Электроды ОК-61.30 имеют рутилово-кислое покрытие, позволяющее сваривать как постоянным, так и переменным током в любом положении. Данный вид покрытия обеспечивает более легкое первичное и повторное зажигание дуги. Оно обычно не требует прокалки. В этом секрет успеха ОК 61.30 — они самые популярные электроды у сварщиков, когда выполняется сварка пищевой нержавейки. При сравнении с другими покрытиями, рутиловое покрытие снижает вероятность образования трещин, что делает сварочный шов более качественным. Электроды имею низкую токсичность.
Оно обычно не требует прокалки. В этом секрет успеха ОК 61.30 — они самые популярные электроды у сварщиков, когда выполняется сварка пищевой нержавейки. При сравнении с другими покрытиями, рутиловое покрытие снижает вероятность образования трещин, что делает сварочный шов более качественным. Электроды имею низкую токсичность.
Стандартная упаковка электродов ОК 61.30 — герметичный пластиковый пенал.
Электроды ОК 61.30 в упаковке Vac Pac (1/2 VP, 1/4 VP)
Упаковка VacPac — это специально разработанная малая вакуумная упаковка электродов. Вес упаковки рассчитан таким образом, чтобы ее полностью использовать в течение одной рабочей смены сварщика и таким образом не прибегать к прокалке электродов. Кроме того, в этой упаковке электроды могут храниться в течение 3-х лет.
Есть ли альтернатива — аналоги электродов ОК 61.30 и оправдан ли их выбор?
Выбор оправдан, если Вы готовы заплатить на 30-50% больше за всемирно известный бренд ESAB.
Хотите купить дешевле — есть другие варианты:
Аналоги ОК 61.30 в нашем каталоге:
Электроды KISWEL KST-308L (KISWEL, Южная Корея) ф2,0мм; ф2,6мм; ф3,2мм; ф4,0мм. Рутиловое покрытие, характеристики аналогичные ESAB OK 61.30,
упакованы в герметичный пластиковый пенал. Подробнее…
Электроды AG E308L-16 (SUPERON, Индия) ф2,0мм; ф2,6мм; ф3,2мм; ф4,0мм.
Также имеют рутиловое покрытие, характеристики аналогичны OK 61.30, удобная вакуумная упаковка 2кг. Подробнее…
Электроды ОЗЛ-8 (Россия) — ф3мм; ф4мм. Имеют основное покрытие, сварка ведется только на постоянном токе, повторное зажигание электрода несколько труднее, но характеристики такие же. Стандартная картонная упаковка в п/э плёнке, 5кг.
Купить электроды по нержавейке можно в нашей компании ООО «СЕВЭКО-СТ», со склада в Санкт-Петербурге. При необходимости мы доставляем электроды по России с помощью транспортных компаний.
Также рекомендуем: сварочный кабель и комплекты кабелей сварочных.
Электроды по нержавейке для сварки нержавеющей стали инвертором: маркировка, какими варить
Если Вам нужно выбрать электроды для сварки нержавейки дома или на производстве, то в нашей статье вы найдете рекомендации как их правильно выбирать и применять. Особенности сварки нержавейки, отдельные методы и приемы для получения идеального шва.
Содержание
- Электроды по нержавейке в чем особенности
- Почему важно использовать специальные электроды для сварки нержавейки
- Какими электродами варить нержавейку на переменном и постоянном токе
- Электроды по нержавейки для переменного тока
- ЦТ 50
- ОЗЛ 14
- ОЗЛ-310
- Электроды для сварки на постоянном токе
- ОК 61-35
- ЭА 400 10у
- ЭА 395/9
- ЦЛ 11
- ЦТ 15
- Электроды для нержавейки – распространенные маркировки
- УОНИ-13/НЖ
- ОЗЛ 8
- ЦЛ-25
- ЦЛ-9
- ОЗЛ-22
- Что лучше переменный или постоянный ток
- Какие электроды берут для сварки нержавейки с черным металлом (переходные электроды)
- ОЗЛ 6
- Ок 67.
 60
60 - Какими электродами варить нержавейку 1 мм
- Общие принципы выбора электродов
- Советы и рекомендации по сварке нержавейки
Электроды по нержавейке в чем особенности
Для сварки нержавеющей стали (правильное название — коррозионностойкий стали) используют специальные штучный электроды по нержавейки. Эти электроды изготавливаются для применения на постоянном и/или переменном токе. Более распространены электроды для постоянного тока так как процесс сварки протекает более плавно, а качество шва выше.
Особенности процесса заключается в том что нержавейка обладает низким коэффициентом теплопроводность то есть её легко перегреть и металл начинает растекаться. Также она обладает высоким коэффициентом линейного расширения. Это значит что в процессе сварки металл сильно расширяется, а после когда шов кристаллизуется металл усаживается и зачастую появляется такой дефект как «утяжина» — непровар.
Ещё одним вредным последствиям высокого коэффициента линейного расширение является, то что конструкции сильно деформируются под действием сварочных напряжений.
Потому при выборе электродов нужно стараться соблюдать следующие условия:
- Использовать диаметр от 1,5 — 2,6 мм;
- Использовать электроды с составом стержни схожим основным металлом ;
- Для снижения риска получения непровара нужно обеспечивать более широкий зазор — больше диаметра электрода.
Потому сварку таких стали лучше всего вести как можно быстрее, используя минимальное значение силы тока. Это можно выполнить, используя электроды меньшего диаметра. Эти меры помогут снизить перегрев металла, а также избежать сильных сварочных деформаций.
Почему важно использовать специальные электроды для сварки нержавейки
Это связано с тем, что подавляющее большинство этих сталей являются высоколегированными сталями. Сварка которых затрудняется множественными факторами такими как:
- Высокое содержание углерода в шве.
- Высокие требования к защите сварочной ванны и дуги от воздуха, что в противном случае ведёт к большому количеству дефектов.
- Низкая теплопроводность которые зачастую приводит к перегреву металла процессе сварки и образованию дефектов виде прожогов.
Если взять скажем электроды к примеру для черных стали ( нелегированных ) и попытаться произвести сварку, то сварной шов получится, но будет иметь множество недопустимых дефектов грубо говоря мы получим брак.
Ко всему ещё металл шва будет подвержен коррозии так как металл электродов не имел необходимых легирующих элементов.
Также они применяемые для нержавеющих сталей должны быть специально предназначенными для сварки именно этой группы стали и должны быть близкими по химическому составу. Если не соблюсти это условие, то сварочный шов будет выдерживать меньшее напряжение чем основной металл и будет являться самым слабым участком детали.
Также немаловажным фактором является то, что зона сварки, кромки деталей должны быть очень хорошо зачищены, а желательно и обезжирены. Как уже говорилось при сборке нужно соблюдать чуть увеличенный зазор.
Полезная статья — Как не ошибиться в выборе и правильно расшифровать обозначений электродов для сварки металлов
Какими электродами варить нержавейку на переменном и постоянном токе
Для сварки коррозионностойких сталей на переменном токе в большей степени используются электроды содержащий в своей обмазке рутил. Это могут быть электроды чисто с рутиловым покрытием, рутилово-целлюлозным, рутилово-карбонатным и прочими. Рутил которые входят в состав обмазки обеспечивает легкое зажигание и стабильное горение сварочной дуги.
При сварки на переменном токе, нет такого понятия как полярность (прямая, обратная ) которые присуще только сварки на постоянном токе.
Даже при наличии дополнительных компонентов составе обмазки, сварка на переменном токе менее качественна и имеет ряд ограничений по сравнению с постоянным током, а потому применяется реже.
Электроды по нержавейки для переменного тока
Рассмотрим несколько основных марок применяемые для сварки по нержавейке на переменном токе. Их также можно использовать и для сварки на постоянном токе.
Их также можно использовать и для сварки на постоянном токе.
ЦТ 50
Эта марка применяется для сварки нержавейки, крайне распространённой и в промышленности, и в быту 08х18н10т, 12Х18Н10Т, 12Х18Н9Т и прочие. Они используются, когда нет особых требований к коррозионной стойкости соединения. Выпускаются диаметрами от 3 мм до 5 мм. Покрытие у них — рутилово-основное. Ими выполняется работа как правило на переменном токе, но можно и на постоянном с обратной полярностью, во всех пространственных положениях за исключением вертикального положения сверху вниз.
ОЗЛ 14
Эти электроды так же как и их предшественники используются по нержавеющей стали аустенитного класса (все по тем же 12Х18Н10Т, 12Х18Н9). Также они рассчитаны на условия, которых не требуется жёстких параметров по межкристаллитной коррозии. Сварка имя возможного всех пространственных положениях, на переменам / постоянном токе. Выпускаются они диаметром 3 и 4 миллиметра. Покрытие у них рутиловое.
Важно — при использовании электродов с рутилом покрытием возможна сильная зашлаковка сварочного шва. Это на заметку начинающим сварщикам так как очень сложно отличить сварочной ванне расплавленный металл от шлака.
ОЗЛ-310
Эти электроды используются для сварки и наплавки жаропрочных хрома никелевых сплавов также высоколегированные стали Х45Х25Н20С2 и сварка жаростойких ферритно-перлитных сталей. Покрытия— рутил— карбонатное. Диаметрами они выпускаются 3— 4 миллиметра и применяются для сварки на переменном токе (можно использовать на постоянным). Они обладают отличными сварочными и технологическими свойствами потому как содержит 20-22 процента никеля. Варить можно во всех пространственных положениях за исключением вертикального сверху вниз.
Полезная статья — Как правильно выбрать сварочный кабель для инверторного аппарата и не потерять деньги.
Электроды для сварки на постоянном токе
Теперь рассмотрим электроды применяемые при сварке нержавейки на постоянном токе. На постоянном токе сваркой идет более стабильно. Они содержат в обмазке минимальное количество элементов для ионизации. Их зажигать чуть сложнее чем применяемые на переменном токе.
На постоянном токе сваркой идет более стабильно. Они содержат в обмазке минимальное количество элементов для ионизации. Их зажигать чуть сложнее чем применяемые на переменном токе.
Процесс сварки на постоянном токе выполняется с подключением аппарата на обратную полярность. Обратная полярность— это такое подключение аппарата, когда плюс подключается к держаку, а масса подключается к детали.
Рассмотрим несколько основных марок, таких как, а ОК 61-35 и 61-30 производитель Esab, электроды ЭА 400/10У, ЦТ-15, ЦЛ-11 и др. Далее более подробно остановимся на некоторых из перечисленных здесь.
Популярные электроды для сварки нержавейки (стали 12х18н10т)
Чаще всего в быту приходится использовать электроды для сварки нержавеющей стали марки— 12х18н10т называемой «медицинская сталь». Это хромоникелевая сталь аустенитного класса (она является высоколегированной, так содержание легирующих элементов превышает 10 %). Рассмотрим самый часто применяемые электроды для сварки этой стали.
ОК 61-35
Эти электроды применяется для сварки стали 12х18н10т в основном для ответственных швов к которым высокие требования по стойкости сварного шва и изделия целом к межкристаллитной коррозии. Применяются для изделия которые работают в зоне температур от — 196 до 400 градусов, что позволяет их использовать даже для криогенных установок. У них основное покрытие. Они имеют имеет достаточно высокую стоимость.
ЭА 400 10у
Так же, как и предыдущие электроды, применяются для сварки высоколегированный стали 12х18н10т, но когда температура эксплуатации изделия не превышает 350 градусов. В отличие от предыдущей марки ЭА 400/10у используется в тех случаях, когда не предъявляются высокие требования к межкристаллитной коррозии. Варить ими можно во всех пространственных положениях, коме сверху вниз. Покрытие – основное. Их стоимость значительно ниже, и они часто используются в бытовых целях. Выпускаются диаметрами от 2 до 5 мм.
Варить ими можно во всех пространственных положениях, коме сверху вниз. Покрытие – основное. Их стоимость значительно ниже, и они часто используются в бытовых целях. Выпускаются диаметрами от 2 до 5 мм.
ЭА 395/9
Используется эта марка для сварки нержавеющей стали аустенитного класса, а также для их сварки с углеродистыми. Покрытие у них основное, используются на постоянном токе. Шов получаемый этими электродами очень высокого качества, ровный с мелкой чешуйчатостью. Выпускаются диаметрами от 3 до 4 мм.
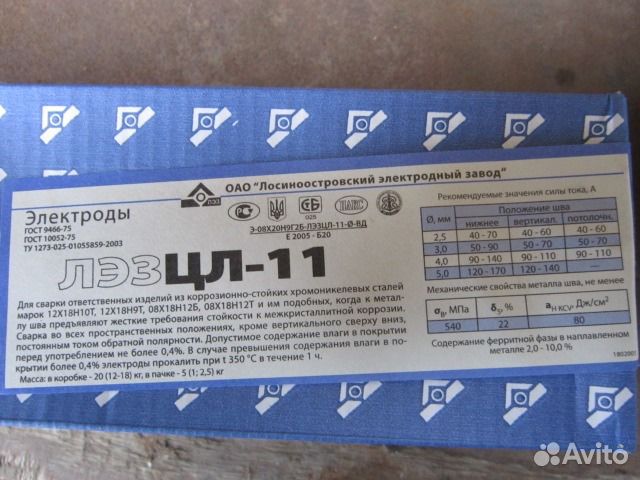
ЦЛ 11
Эти электроды применяются, когда стоит задача заварить шов с высокими требованиями по устойчивости к межкристаллитной коррозии. Эти электроды имеют основное покрытие и сварка ими возможно во всех пространственных положениях. Изделия, которые свариваются этими электродами могут эксплуатироваться при температуре до 400 градусов. Как и у предыдущие марки диаметр их бывает от 2 до 5 мм.
Изделия, которые свариваются этими электродами могут эксплуатироваться при температуре до 400 градусов. Как и у предыдущие марки диаметр их бывает от 2 до 5 мм.
ЦТ 15
Эти электроды используется для сварки всё той же хромоникелевой нержавеющей стали 12х18н10т. Также Х16Н13Б и подобным сталям работающим при температуре 560-650 градусов и подвергающемся высокому давлению. Используется в условиях, когда предъявляются жёсткие требования по межкристаллитной коррозии. Чаще всего они используются в промышленности, так как в домашних условиях как правило нету столь высоких температур. Покрытие у них основное, сварка возможна во всех пространственных положениях.
Полезная статья — Все что нужно знать о газах применяемые для сварки от А до Я
Электроды для нержавейки – распространенные маркировки
Рассмотрим в этом разделе марки который также часто применяются как на производстве, так и в домашних условиях для нержавейки на основе хрома.
УОНИ-13/НЖ
Эти электроды применяются для сварки хромистых стали таких как 12х13 и подобным, с содержанием хрома 13 процентов. Покрытие у них основное.
ОЗЛ 8
Эти электроды используют для коррозионностойких сталей таких как: 12Х18Н9Т, 12Х18Н10Т и подобных в тех случаях когда нет жёстких требований по межкристаллитной коррозионной стойкости. Покрытие их основное, варить ими нержавейку можно во всех положениях *коме сверху вниз) на постоянном токе.
ЦЛ-25
Эти электроды применяют для сварки жаростойких нержавеющих сталей содержанием хрома и никеля, таких как 10Х23Н18, 20Х23Н13 и аналогичных работающих до 1000 градусов. Покрытие у них основное. По сварке ими есть ряд ограничений, таких как ширина валика которые не должна быть более 3 диаметров электрода, а также обязательная прокалка перед сваркой при температуре 350—370 градусов.
ЦЛ-9
Эти электроды чаще всего применяются для сварки двухслойных стали (так называемый биметалл). Свариваются ими легированный стали марок 08Х13, 12Х18Н9Т и подобным. Сварочный шов будет соответствовать высоким требованиям у межкристаллитной коррозии. Покрытие этих электродов основное. Выпускаются диаметрами от 3 до 5 мм.
Сварочный шов будет соответствовать высоким требованиям у межкристаллитной коррозии. Покрытие этих электродов основное. Выпускаются диаметрами от 3 до 5 мм.
ОЗЛ-22
Эти сварочные электроды применяются для нержавейки из низкоуглеродистых хромоникелевых сталей. Покрытие этих электродов специальное. Варить ими можно не во всех пространственных положениях, а лишь в: нижним, вертикальным, и ограничена в потолочном. Диаметр этих электродов выпускаются 3 и 4 миллиметра.
Что лучше переменный или постоянный ток
Ответ на этот вопрос достаточно простой— это постоянный ток. У источников переменного тока есть определенный ряд преимуществ таких как невысокий потери электроэнергии, но качество сварочного шва на переменном токе ниже. Это связано с тем, что при сварке на переменном токе дуга имеет нулевое напряжение за период 3 раза. Фактически она обрывается на долю секунды и снова разжигается.
Чтобы стабилизировать горение дуги в электронное покрытие добавляют специальные компоненты, улучшающие ионизацию. Также на переменном токе происходит смена полярности за секунду 120 раз при промышленной частоте в 60 Гц, что в свою очередь сказывается на нестабильности сварочного процесса.
Также на переменном токе происходит смена полярности за секунду 120 раз при промышленной частоте в 60 Гц, что в свою очередь сказывается на нестабильности сварочного процесса.
Расскажем немножко о полярности. При использовании обратной полярности максимальный нагрев идёт на электрод что в свою очередь снижает количество тепла вводимая деталь, а это уменьшает деформацию.
При использовании прямой полярности соответственно ситуация обратная, максимальное тепло выводится в деталь что может обеспечивать более глубокое проплавление металла и применяется для сварки детали с большими толщинами. Также применяется для сварки тиг чтобы не ввести дополнительный перегрев вольфрамовую электрода.
При сварке на переменном токе полярность пол периода прямая, а после меняется на обратную что в свою очередь негативно сказывается на качестве сварки.
Какие электроды берут для сварки нержавейки с черным металлом (переходные электроды)
Рассмотрим так называемые переходные электроды, это электроды, которыми сваривают черный металл с нержавейкой. Отсюда и название «переходные» — переход от одной стали другой. Применяются они как в промышленности, так и в быту к примеру при приварке в бане бака.
Отсюда и название «переходные» — переход от одной стали другой. Применяются они как в промышленности, так и в быту к примеру при приварке в бане бака.
Рассмотрим основные электроды, которые чаще всего используются.
ОЗЛ 6
Эти электроды предназначены для сварки углеродистых, а также низколегированных сталей перлитного класса (к примеру сталь 20, 09Г2С) со сталями аустенитного класса. Также они применяются для сварки жаростойких хрома никелевых стали (к примеру 20Х23Н18) которые могут работать при температурах до 1000 градусов. Покрытие этих электродов основное, сварка возможна в Нижнем, вертикальном и потолочном положениях. Электроды выпускаются диаметрами от 2 до 5 мм. Перед сваркой обязательная прокалка при температуре 300— 335 градусов в течение одного часа.
Ок 67.60
Эти электроды производства Esab ОК имеют кисло-рутиловое покрытие. В результате чего дуга очень хорошо загорается (это связано с наличием рутила в обмазке). Используются они для сварки хромоникелевых сталей с чёрными низколегированными низкоуглеродистыми. Варить электродами можно во всех пространственных положениях кроме сверху вниз. Электроды необходимо прокаливать перед сваркой при температуре до 370 градусов 2 часа.
Варить электродами можно во всех пространственных положениях кроме сверху вниз. Электроды необходимо прокаливать перед сваркой при температуре до 370 градусов 2 часа.
Какими электродами варить нержавейку 1 мм
Сварка нержавейки процесс непростой, а особенно когда идет речь о малых толщинах. Нержавейку легко перегреть и прожечь, потому что у неё низкий коэффициент теплопроводности. Также тонкий металл очень сильно подвержен деформациям которые возникают процессе сварки.
Для сварки такой тонкой нержавейки необходимо будет использовать электроды с рутилово-кислым покрытием. Одной из марок, которые можно использовать является ОК 63.20. Данные электроды подойдут если температура эксплуатации детали до 350 градусов Цельсия.
Ещё одна марка, которую можно рассмотреть это ОК 63.34. Эти электроды близки по свойствам в предыдущей марке ими можно выполнять сварку сверху вниз. Использование данного способа снижает температуру, соответственно и риск прожечь тонкий металл.
Также стоит рассмотреть такую марку электродов как ОК 61.20 от ESAB. Они имеют рутила кислое покрытия и предназначены для сварки тонкостенных деталей при условии, что эксплуатация до 400 градусов.
Общие принципы выбора электродов
Выбор сварочных электродов необходимо производить по материалу детали (основной материал из которого изготовлены детали). Самый простой способ — это забить в интернете (но лучше конечно смотреть в ГОСТе или марочнике сталей) механические характеристики нужного нам материала. Нас интересуют такие характеристики как предел текучести — σт и временное сопротивление σв.
Получаем значения и идем снов в интернет, гост или каталог электродов и сравниваем значения. Значения основного металла должны быть равны или немного меньше значением для электродов. Ну и конечно, как уже говорилось состав металла в электродах должен соответствовать или быть близким основному металлу.
Советы и рекомендации по сварке нержавейки
Завершении дадим несколько рекомендаций и советов по сварке нержавейки.
Чтобы избежать перегрева и как следствие прожогов сварку нужно вести достаточно быстро не задерживаюсь подолгу на одном месте не перегревая металл. Можно использовать способ сварки с отрывом, это когда зажигается дуга, проваривается небольшой участок шва 2-3 см и дуга обрывается. После дуга снова зажигается и проваривается еще 2-3 см. Он особенно хорош когда нужно варить металл малой толщины.
Сварочный ток выставлять на минимальные значения все для того же – чтобы не перегревать металл.
Также имеет большое значение подготовка кромок и зазор. Зазор как правило делают увеличенный чтобы снизить риск непровара.
Зачистка кромок должна производиться наиболее тщательно по сравнению со сваркой чёрных сталей, так как попадания загрязнений в сварочную ванну будет приводить к образованию пор.
Чтобы получать красивую облицовку сварочного шва из нержавейки нужно немало потренироваться, так как сварка этого материала достаточно специфична из за того что металл сильно течёт. Потому если стоит задача получить красивая сварное соединение лучше использовать способ сварки— ТИГ. О данном способе более подробно читайте в нашей статье — Tig сварка — что за способ, где он применим: описание, параметры, режимы.
Потому если стоит задача получить красивая сварное соединение лучше использовать способ сварки— ТИГ. О данном способе более подробно читайте в нашей статье — Tig сварка — что за способ, где он применим: описание, параметры, режимы.
Электродная проволока и газ для сварки MIG из нержавеющей стали на выбор
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Выбор электродов и присадочной проволоки для сварки MIG для нержавеющей стали
Чтобы начать поиск присадочной проволоки и электродов для сварки MIG из нержавеющей стали, вам может понадобиться знать правильное название при поиске. Сварка MIG — это просто принятый сленговый термин, но правильное название — GMAW или дуговая сварка металлическим газом. При поиске электродов и просмотре чертежей это то, что вам нужно искать. Вы можете не найти проволоку MIG, но вы обязательно найдете электроды GMAW. Вот 3 наиболее распространенных электрода из нержавеющей стали для MIG и наиболее распространенные размеры:
Вот 3 наиболее распространенных электрода из нержавеющей стали для MIG и наиболее распространенные размеры:
- ER 308L
- ER 309L
- ER 316L
Общие размеры сварки MIG MIG
- .023
- .030
- .035
- .045
- . В большинстве случаев вы будете использовать электрод серии ER 308L . Если вы свариваете нержавеющую сталь более высокого качества, вам следует рассмотреть электрод ER 316L. Наконец, ER 309L предназначен для сварки нержавеющей стали со сталью. ЭР 309Электродом L довольно трудно сваривать, и он дает грубый сварной шов. Суть в выборе электродов или присадочной проволоки заключается в том, чтобы спросить поставщика сварки о том, что делать. Они могут не уметь сваривать, но точно знают, какую продукцию выбрать и почему.
Защитные газы для сварки MIG нержавеющей стали
Основные варианты защитного газа для нержавеющей стали:
- C2 или 2% углекислого газа и 98% аргона
- C5 или 5% углекислого газа и 95% аргона
- C10 или 10 % углекислого газа и 95 % аргона
- C25 или 25 % углекислого газа и 95 % аргона
- Tri-Mix Gas 90 % гелия, 7,5 % аргона и 2,5 % двуокиси углерода нержавеющая сталь обычно изготавливается со смесью газов аргона и углекислого газа, содержание углекислого газа может составлять от 2% до 25% углекислого газа.
 В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90 % гелия, 7,5 % аргона и 2,5 % углекислого газа. В большинстве случаев используется газ C2 или 2% углекислого газа и 98% аргон.
В некоторых случаях используется трехкомпонентный защитный газ, содержащий 90 % гелия, 7,5 % аргона и 2,5 % углекислого газа. В большинстве случаев используется газ C2 или 2% углекислого газа и 98% аргон. Как выбрать правильные газы и электроды для сварки MIG нержавеющей стали
Когда дело доходит до выбора защитных газов и присадочной проволоки, лучше всего обратиться в магазин сварочных материалов. Именно они знают, какие газы лучше всего работают с выбранным основным металлом и присадочной проволокой. Для некоторых электродов требуется особый защитный газ, и именно их производители держат склады сварочных материалов в курсе того, какие комбинации работают лучше всего.
Наиболее часто используемые электроды для сварки MIG из нержавеющей стали и газовая смесь
Сварка MIG из нержавеющей стали, выполненная сварочной проволокой ER308L и газом C2.
Как правило, в большинстве случаев используется электрод ER308L, использующий газовую смесь C2.
 Это то, что используется в большинстве магазинов, но подходит не для всех ситуаций. Наконец, вы также можете найти некоторую информацию о некоторых сварочных аппаратах, у которых есть таблица настройки напряжения. На приведенном ниже рисунке изображен сварочный аппарат Lincoln MIG, а в таблице напряжений указаны рекомендуемые электроды из нержавеющей стали и газ, которые они рекомендуют для использования с этим сварочным аппаратом. Опять же, это электрод ER308 L и газ C2 для защиты.
Это то, что используется в большинстве магазинов, но подходит не для всех ситуаций. Наконец, вы также можете найти некоторую информацию о некоторых сварочных аппаратах, у которых есть таблица настройки напряжения. На приведенном ниже рисунке изображен сварочный аппарат Lincoln MIG, а в таблице напряжений указаны рекомендуемые электроды из нержавеющей стали и газ, которые они рекомендуют для использования с этим сварочным аппаратом. Опять же, это электрод ER308 L и газ C2 для защиты.Lincoln MIG Welding Electrode and Gas Selection Chart Settings
Поиск программ для специалистов по сварке
Получите информацию о программах для специалистов по сварке, введя свой почтовый индекс и запросив регистрационную информацию.
Блог Welders Warehouse
« Вернуться на главную страницу блога
Общая техническая информация
Четверг, 19 марта 2020 г.
Сварка нержавеющей стали не представляет большого труда.
 Пока вы используете подходящий сварочный пруток или проволоку для того типа нержавеющей стали, которую вы собираетесь сваривать, все должно быть довольно просто.
Пока вы используете подходящий сварочный пруток или проволоку для того типа нержавеющей стали, которую вы собираетесь сваривать, все должно быть довольно просто.Сварка нержавеющей стали не сильно отличается от сварки мягкой стали, поэтому я говорю, что это не имеет большого значения, однако есть несколько вещей, которые стоит отметить.
- Нержавеющая сталь не так быстро проводит тепло, как мягкая сталь, поэтому обычно требуется немного меньше энергии.
- Нержавеющая сталь более подвержена деформации.
Типы нержавеющей стали
Я мог бы написать книгу обо всех различных типах нержавеющей стали, но для целей этой статьи я остановлюсь только на двух основных нержавеющих сталях Austinetic, с которыми, вероятно, столкнется большинство из нас. .
- 304/304L — это наиболее распространенная нержавеющая сталь «общего назначения», свариваемая одним из сварочных стержней или проволоки спецификации 308.
- 316/316L — этот сорт чаще всего используется в пищевой промышленности, например, в промышленном кухонном оборудовании, и сваривается с помощью сварочных стержней или проволоки спецификации 316.

Типы сварочного прутка или проволоки
Общее правило для сварки нержавеющей стали заключается в том, чтобы сваривать ее с помощью сварочного прутка того же класса, проволоки TIG или MIG Wire или более высокого класса. Таким образом, вы можете сваривать нержавеющую сталь 304 с стержнем/проволокой 308 или 316, но вы не должны сваривать 316 с стержнем/проволокой 308.
Сварочные прутки/проволоки марок 308 и 316 часто модифицируют из основного сплава. Эти модификации указаны в базовом номере спецификации, например, наиболее распространены 308L и 316L, буква «L» означает Low Carbon. Многие провода Mig и Tig могут быть 308LSi и 316LSi, что означает низкий уровень углерода и добавление кремния. Добавление кремния сделает расплавленный металл сварного шва немного более жидким и, следовательно, лучше течет.
Процессы сварки нержавеющей стали
Нержавеющую сталь можно сваривать с помощью сварочного аппарата Tig, Mig Welder или Stick Welder, поэтому давайте рассмотрим плюсы и минусы каждого из них.

- Сварка TIG — это самый медленный процесс сварки нержавеющей стали, однако в умелых руках он позволяет получить самые красивые сварные швы, а благодаря превосходному контролю деформация может быть лучше уменьшена. Нержавеющая сталь сварена TIG с выходом постоянного тока (DC).
Pro = контроль/качество
Con = медленный - Сварка MIG — это самый быстрый и, возможно, самый простой процесс сварки нержавеющей стали, который идеально подходит для производственных условий. Сварные швы вряд ли будут произведениями искусства, но если это не важно, Миг — хороший вариант для большинства операторов.
Pro = Быстрее и не сложнее, чем сварка Mig для малоуглеродистой стали, никаких модификаций машины не требуется, достаточно катушки с проволокой из нержавеющей стали и газа аргона/углекислого газа.
Con = Не подходит для декоративных сварных швов. Ограниченный контроль искажений. - Сварка электродом – сварка нержавеющей стали аппаратом электродуговой сварки так же проста, как и малоуглеродистой стали; во всяком случае, немного легче, так как удилища имеют тенденцию двигаться с приятной мягкой, плавной дугой.

