Электроды сварочные по алюминию: Сварочные электроды для алюминия – купить по выгодной цене в магазинах «Всё для сварки»
Содержание
Электроды по алюминию – особенности сварки, фото, видео
- Выполнение сварки алюминия
- Способы сварки алюминия
- Виды электродов
Электроды по алюминию очень удобны в применении. С их помощью можно достаточно легко выполнять сварку деталей, изготовленных из алюминиевых сплавов. Осуществлять такие технологические операции стало возможным потому, что использование таких электродов позволяет разрушить прочную оксидную пленку, покрывающую поверхность изделий из алюминия и его сплавов.
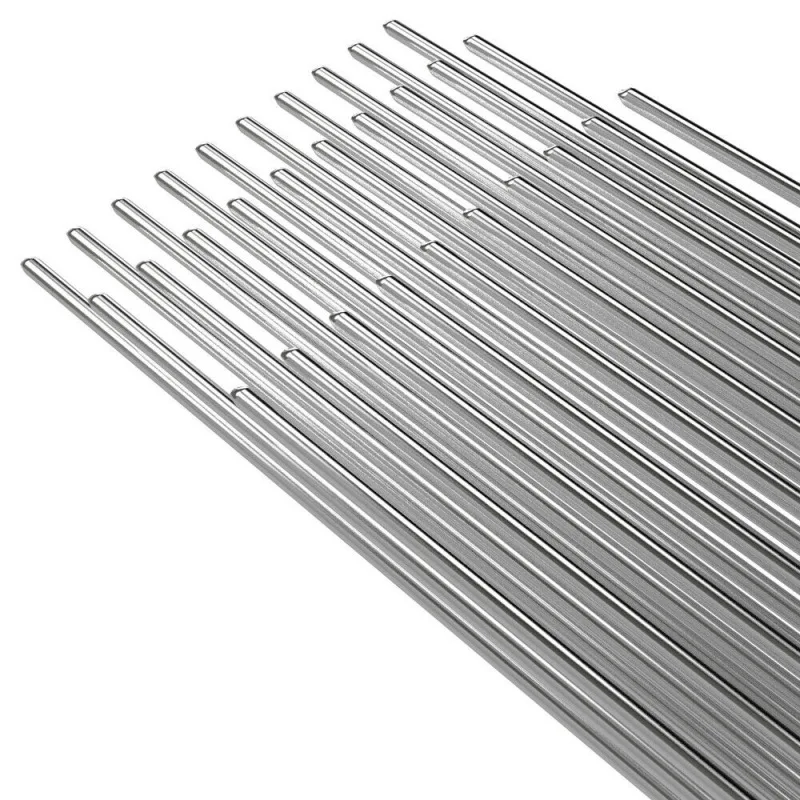
Алюминиевые прутки для сварки
Выполнение сварки алюминия
Наличие таких электродов — не единственное условие, которое необходимо соблюсти, чтобы получить качественное сварное соединение деталей, изготовленных из этого распространенного металла. Прежде всего, чтобы варить такие изделия, необходимо тщательно очистить их поверхности от различных загрязнений и окислов, а также подготовить их кромки: придать им оптимальный профиль.
Для очистки алюминиевых деталей и удаления с их поверхности жира используются органические растворители, а в производственных условиях для этого делают щелочные ванны. Из наиболее распространенных растворителей, которые для этого применяются, можно выделить «Уайт-спирит», технический ацетон, составы «РС-1» и «РС-2». Такие растворители несложно приобрести в специализированных точках продаж.
Если есть необходимость в использовании щелочной ванны, то приготовить ее своими руками можно и в домашних условиях. Для этого необходимо смешать следующие компоненты:
- 1000 мл воды;
- 50 г кальцинированной соды;
- 50 г технического тринатрийфосфата;
- 30 г жидкого стекла.
Электроды для ручной сварки алюминия Kjellberg Finsterwalde CMA 512
Для того чтобы обработать алюминиевую деталь, полученный состав необходимо предварительно нагреть до температуры 65 градусов. Важно и время выдержки изделия из алюминия в таком растворе, которое составляет 5 минут.
Следующая операция, которую необходимо будет выполнить, — это очистка алюминия от оксидной пленки. Выполняется такая процедура при помощи специальных щеток, щетина которых состоит из тонкой (диаметр до 0,1 мм) стальной проволоки. После очистки такой щеткой поверхность алюминия необходимо еще раз обработать растворителем, чтобы обезжирить.
В предварительной подготовке нуждаются и электроды для сварки алюминия. Чтобы сварное соединение получилось более качественным, специалисты рекомендуют просушивать электроды перед использованием при температуре 200 градусов, для чего используются специальные печи. Такую просушку необходимо выполнять в течение 2 часов. После выполнения всех вышеуказанных процедур можно начинать варить алюминиевые детали, для чего может быть использован обычный инвертор.
Принцип сварки вольфрамовым электродом в среде защитного газа
Режимы для сварки выбирают следующие: постоянный ток, подключаемый с обратной полярностью, сила которого должна составлять 25–30 ампер на один миллиметр диаметра используемого электрода. Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Если к качеству и надежности получаемого соединения предъявляются повышенные требования, то детали лучше всего нагреть предварительно до 250–400 градусов. Важно, что чем больше толщина алюминиевых деталей, тем до более высокой температуры их необходимо нагревать.
Детали из алюминия нагревают перед сваркой для того, чтобы обеспечить хорошую проплавляемость зоны соединения и, соответственно, хорошее качество шва. Чтобы минимизировать риск коробления деталей из алюминия после сварки и избежать кристаллизационных дефектов готового соединения, необходимо обеспечить их медленное остывание после окончания процесса.
Если варить предполагается крупногабаритные детали, то их нагревают не целиком, а только те участки, которые находятся в зоне будущего сварного соединения. Когда сварка алюминиевых деталей завершена, выполняются следующие технологические операции:
- сварной шов очищается от образовавшейся корки шлака;
- не успевший остыть шов поливается горячей водой;
- выполняется обработка шва при помощи щетки с металлической щетиной.
Сварочный шов при использование электродов ОЗАНА-2
Способы сварки алюминия
Варить детали, изготовленные из алюминия и его сплавов, можно различными способами. Наиболее распространенными из них являются следующие.
Ручная сварка при помощи электрической дуги
В качестве электродов при выполнении такой сварки могут использоваться металлические или угольные стержни, которые и обеспечивают горение электрической дуги, нагрев и плавление кромок соединяемых частей. За счет введения в зону сварки алюминиевого прутка, поверхность которого покрыта специальным флюсом, обеспечивается формирование шва. При помощи такой дуговой сварки можно соединять детали небольшой толщины, а также устранять небольшой брак в алюминиевых отливках.
Автоматическая электродуговая сварка, выполняемая при помощи специального оборудования
Таким методом можно варить встык алюминиевые детали, толщина которых превышает 4 мм. Для получения соединения данным методом применяются плавящиеся электроды и ток с обратной полярностью. Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Формирование сварного шва происходит под слоем специального флюса, который предварительно замешивают, перетирают через сито и прокаливают при температуре 300 градусов.
Режимы аргонодуговой сварки алюминия вольфрамовым электродом
Сварка, осуществляемая в среде газов — гелия и аргона, которые выполняют защитную функцию
Такой технологический процесс, в котором также используется дуговой разряд, выполняется при помощи неплавящегося электрода, изготовленного из вольфрама. Благодаря использованию защитного газа дуга при такой сварке отличается исключительной стабильностью горения, поэтому применять данную технологию можно для соединения даже очень тонких деталей. Чтобы варить таким способом, могут использоваться автоматические или ручные аппараты. В первом случае применяется сварочная проволока, которая в зону сварки подается автоматически, во втором — неплавящиеся электроды для формирования дуги и присадочный материал из алюминия. Сварка по данной технологии может выполняться и на трехфазном токе, для этого должна использоваться погружаемая и импульсная дуга.
Сварка алюминия, при которой применяется плазменная дуга, питаемая переменным током
В аппаратах, работающих по данной технологии, применяются вольфрамовые электроды (диаметр 0,8–1,5 мм), а защита дуги обеспечивается гелием или азотом.
Виды электродов
Для сварки алюминия, а также сплавов на его основе применяется несколько видов электродов. В частности, к ним относятся следующие.
Электроды щелочно-солевой группы (ОК: 96.10, 96.20, 96.50)
Оптимальнее всего использовать такие электроды, чтобы варить сплавы, основу которых составляет алюминий, магний и марганец, а также детали из технического алюминия. Такие электроды очень критично относятся к условиям хранения по причине высокой гигроскопичности, поэтому они нуждаются в надежной защите от повышенной влажности.
Электроды ОК 96.20
Электроды по алюминию популярной торговой марки «ОЗАНА»
Существует две модификации электродов данной марки, одна из которых («ОЗАНА-1») применяется для соединения или наплавки деталей, изготовленных из сплавов марки А0-А3, а вторая («ОЗАНА-2») — для работы с марками АЛ4, АЛ9, АЛ11 и др. Отличительными характеристиками таких электродов является не только их способность обеспечивать стабильность дуги и высокое качество формируемого шва, но также то, что с их помощью можно варить как горизонтальные, так и вертикальные швы.
Отличительными характеристиками таких электродов является не только их способность обеспечивать стабильность дуги и высокое качество формируемого шва, но также то, что с их помощью можно варить как горизонтальные, так и вертикальные швы.
Электроды торговой марки «ОЗА», которые изготавливаются из алюминиевой сварочной проволоки: СвА1, СвА3, СвА5, СвА10
Такими электродами сваривают детали из чистого алюминия, а также изделия из сплава на основе алюминия с кремнием.
Электроды марки «УАНА»
Эти электроды используют для соединения деталей из сплавов алюминия, относящихся к литейной и деформируемой группе.
Электроды, изготавливаемые из вольфрама, которыми оснащают аппараты для сварки в среде защитных газов.
Несмотря на все свои преимущества, такие электроды обладают одним значительным недостатком — зажигать дугу с ними достаточно сложно.
Вольфрамовые электроды Elitech WP
Электроды для сваривания алюминия выпускаются современной промышленностью в большом ассортименте и в достаточном количестве, но их стоимость находится на высоком уровне. Однако можно серьезно сэкономить на их приобретении, если изготовить такие электроды своими руками. Сделать это совсем несложно, если придерживаться следующего алгоритма действий:
Однако можно серьезно сэкономить на их приобретении, если изготовить такие электроды своими руками. Сделать это совсем несложно, если придерживаться следующего алгоритма действий:
- алюминиевую проволоку диаметром 3–4 мм порезать на куски длиной 250–350 мм;
- подготовить обмазку для электродов, в которую войдет сильно измельченный мел, смешанный с силикатным клеем;
- доведенную до пастообразного состояния смесь следует равномерным слоем (1–2 мм) нанести на подготовленную проволоку и просушить готовые электроды до полного затвердевания их обмазки.
С помощью электродов легко выполнять сварку деталей из алюминия. Значительно сэкономить на этом технологическом процессе позволит изготовление электродов своими руками.
Сварочные электроды по алюминию для инвертора
Ручная дуговая сварка для соединения двух алюминиевых заготовок используется не часто. Но это самый дешевый и простой вариант, поэтому электроды по алюминию с обмазкой применяют в небольших мастерских или в полевых условиях, где нет возможности использовать другой более дорогой вид сварки, требующий наличие сложного оборудования. В состав обмазки таких электродов входят фториды или хлориды щелочноземельных металлов, которые вступая в соединение с оксидом алюминия, превращаются в газы и шлаки. Оксид алюминия – это тугоплавкая пленка, которая всегда находится на поверхности алюминиевых деталей.
Но это самый дешевый и простой вариант, поэтому электроды по алюминию с обмазкой применяют в небольших мастерских или в полевых условиях, где нет возможности использовать другой более дорогой вид сварки, требующий наличие сложного оборудования. В состав обмазки таких электродов входят фториды или хлориды щелочноземельных металлов, которые вступая в соединение с оксидом алюминия, превращаются в газы и шлаки. Оксид алюминия – это тугоплавкая пленка, которая всегда находится на поверхности алюминиевых деталей.
Дуговую сварку можно использовать для соединения алюминиевых заготовок толщиною не меньше 4 мм. При этом диаметр используемых электродов составляет 4-5 мм, меньше не стоит, потому что скорость плавления стержня электрода в три раза быстрее, чем у стального, отсюда и трудности сварочного процесса. Они могут привести к непровариванию металла на всю глубину сварочного шва.
Чаще всего электроды с покрытием используются для сваривания чистого алюминия, или его сплавов с добавлением кремния или марганца, при этом их процентное содержание не должно превышать 5%.
Содержание страницы
- 1 Характеристики электродов для алюминия
- 1.1 ОЗАНА
- 1.2 ОЗА
- 1.3 УАНА
- 1.4 Электроды от шведской компании ESAB
- 2 Полезные советы
Характеристики электродов для алюминия
Список сварочных электродов, с помощью которых можно варить алюминиевые сплавы или чистый металл, не так уж и много.
ОЗАНА
Здесь две позиции:
- ОЗАНА-1, с помощью этих электродов можно варить чистый алюминий марки А0-А3. Шов получается ровным и аккуратным, коррозионная стойкость его высокая. Если варить детали толщиной до 10 мм, то подогревать электроды не надо. В остальных случаях прокалка обязательна до температуры 200С в течение получаса. Особое внимание чистоте соединяемых кромок. Сварка производится переменным током обратной полярности. Обмазка – солевая. Варить можно в нижнем положении и в вертикальном.
- ОЗАНА-2. Применяется для сваривания только алюминиевых сплавов.
 Все остальные характеристики и условия проводимого процесса точно такие же, как и у предыдущего вида.
Все остальные характеристики и условия проводимого процесса точно такие же, как и у предыдущего вида.
ОЗА
Эта разновидность электродов используется для сваривания, как чистого алюминия, так и сплавов. При этом толщина соединяемых деталей – 3-16 мм. В основе расходника лежит металлический стержень, покрытый соляной обмазкой. Режим работы:
- Ток – постоянный;
- Полярность – обратная;
- Положение – нижнее и вертикальное;
- Предварительный подогрев сварочного элемента или свариваемых поверхностей до +250С;
- Обязательная зачистка кромок до металлического блеска.
В настоящее время производители предлагают электроды диаметром 4; 5 и 6 мм.
УАНА
Данный вид применяется для сваривания заготовок из деформируемых и литейных сплавов алюминия. Все остальные позиции, а это режим сварки, способы подготовки в точности повторяют марку ОЗА. Единственное отличие – это положение электрода. Оно может быть только нижним и верхним (потолочным).
Электроды от шведской компании ESAB
Шведы предлагают марку электродов ОК, специально для сваривания и наплавки алюминиевых деталей в среде защитного инертного газа аргона. Здесь несколько позиций.
- ОК 96.10. Отличительной чертой этой модели является новая обмазка, сделанная из солей фтора и хлора, как композитный материал. Именно такая обмазка позволяет держать сварную дугу в стабильном состоянии, разбрызгивание металла практически отсутствует, шлаки легко отделяются от поверхности сварочного шва. Сам шов очень ровный и аккуратный. Предназначен электрод для сваривания чистого алюминия. Нагрев расходника не обязателен, но предпочтителен. От этого качество шва не меняется, но нагрев уменьшает расход электродов. Сильно зачищать кромки нет необходимости, надо их просто промыть горячей водой. Обмазка – щелочно-солевая.
- ОК 96.20. Используют его, если сборная конструкция или детали не подвергаются большим нагрузкам, то есть, требование к ним минимальные.
 Сваривать можно только сплавы, в которых присутствует магний или марганец, их содержание не должно превышает 3%. Покрытие стержня – солевое. Положение сварки – любое. По всем остальным позициям полное совпадение с предыдущим видом.
Сваривать можно только сплавы, в которых присутствует магний или марганец, их содержание не должно превышает 3%. Покрытие стержня – солевое. Положение сварки – любое. По всем остальным позициям полное совпадение с предыдущим видом. - ОК 96.50. Применяется только для соединения сплавов алюминия (марганцевых, магниевых и медных). Стержень электрода изготовлен тоже из сплава: алюминия и марганца, поэтому можно его использовать в качестве присадочного прутка в автогенной сварке. Обмазка – щелочно-солевая.
Все перечисленные виды можно отнести к категории – электроды для сварки алюминия инвертором. Но этот металл и его сплавы можно соединять и неплавящимися вольфрамовыми электродами в среде инертного газа. Для этого необходимо использовать присадочную проволоку. Она может быть алюминиевой или циркониевой. Марка таких электродов – ЭВЧ.
Полезные советы
Новичкам иногда сложно сделать выбор, потому что в алюминиевых сплавах присутствуют разные компоненты, от которых зависит качество конечного результата соединения. Поэтому стоит прислушаться к рекомендациям профессионалов.
Поэтому стоит прислушаться к рекомендациям профессионалов.
- Хорошо, если электрод по своему составу точно подходил под состав сплава. Многие производители это указывают на упаковке или в маркировке, что облегчает процесс подбора.
- Выбор толщины расходника также является немаловажным. Нельзя варить толстым электродом тонкие детали. Это гарантия появления прожога основного металла.
- Нельзя в сварке использовать расходники, которые просушивались дважды или трижды. У них снижено качество.
- Предварительная обработка кромок сваривания – обязательное условие. Надо из зачистить сначала металлической щеткой, а затем обработать растворителем. Только таким образом можно удалить оксидное покрытие.
- Новичку не стоит браться за тонкие заготовки, лучше опыта набираться на толстых деталях. Все дело в скорости сварочного процесса. Он проходит быстро, так что прожечь тонкий металл несложно. Плюс появляется вероятность образования толстого сварного шва за счет большой текучести алюминия.

- Чем толще металл свариваемых изделий, тем длительнее процесс прокалки электродов.
- Варить лучше при умеренных токах, что позволит хорошо проплавить основной металл.
- Если варятся толстые детали, то оптимальный вариант – это локальный нагрев по участкам. Закончили сварку, удалили своими руками шлак, промыли шов горячей водой и зачистили его металлической щеткой. Переходите к следующему участку.
- При дуговой сварке необходимо точно подобрать величину сварочного тока. Здесь можно использовать вот такое соотношение: на один миллиметр толщины свариваемых деталей применять ток силой 25-30 ампер. К примеру, если толщина заготовок равна 5 мм, то для их соединения необходим ток, равный 150 амперам.
Любой сварщик скажет, что варить алюминиевые сплавы достаточно сложно. У каждого свой опыт, который набит большим количеством испорченных стыков. И все дело в текучести металла и оксидной пленке, которая является тугоплавким материалом. Поэтому у данного процесса свой собственный технологический подход.
Можете ли вы сварить алюминий? Вот как это сделать…
Да! Алюминий можно сваривать. Это сложнее, чем сварка стали палочкой, и внешний вид готового соединения может быть менее художественным. Вам нужен правильный электрод, правильные настройки, достаточный опыт и соответствующие ожидания.
Поскольку это более сложная и менее привлекательная процедура, некоторые говорят, что сварка алюминия электродом невозможна или не стоит затрачиваемых усилий.
Но они пораженцы и просто не правы.
Итак, давайте рассмотрим эту тему поближе, и мы должны начать с обзора того, почему сварка алюминия отличается и более требовательна.
Проблемы при сварке алюминия стержнем
Многие проблемы при сварке алюминия связаны с его высокой теплопроводностью и низкой температурой плавления.
Добавьте к этому проблемы, связанные с химическим составом, и мы получим множество уникальных проблем, связанных с алюминием, которые необходимо решить.
Мощность сварщика
Первая из этих проблем связана с мощностью вашего сварочного аппарата.
Так как алюминий так хорошо проводит тепло, тепло очень быстро уходит от соединения в окружающий алюминий. Таким образом, вам нужно направить больше тепла в сварочную ванну, даже если температура плавления ниже.
Также…
Вы должны иметь возможность изменять выходную мощность сварочного аппарата, чтобы получить нужный нагрев.
Он должен быть достаточно высоким, чтобы обеспечить необходимое тепло. Для сварки алюминия потребуется больше мощности, чем для стали той же толщины.
Вам нужна короткая дуга
Другая проблема связана с низкой температурой плавления алюминия.
Поскольку тепло отводится от места соединения очень быстро, трудно добиться нужной температуры в сварочной ванне.
Лужа схватывается быстрее, чем обычно, из-за невероятно эффективной теплопроводности алюминия. Это означает, что вы должны держать короткую дугу и двигаться быстрее, чем ожидалось.
Требуемая короткая дуга создает еще одну проблему при сварке алюминия…
Ваша палка может «замерзнуть» в луже. Требуется некоторая практика, чтобы избежать расплавления электрода-стержня в быстро остывающей ванне и добиться более быстрого движения, необходимого в самый раз.
Грубый внешний вид
Многие пользователи считают внешний вид одной из наиболее важных «проблем» или проблем.
Когда вы свариваете алюминий, вы обычно используете положительный электрод постоянного тока («DCEP») или обратную полярность, что приводит к большему разбрызгиванию флюса, чем обычно.
Но брызги — это лишь одна из эстетических проблем. Короткая, быстро движущаяся дуга может быть неустойчивой и обычно дает бусину, противоположную сложенным десятицентовикам.
Даже при большом опыте короткая, быстро движущаяся дуга может создать менее привлекательные бусинки.
Кроме того, оксид магния обесцвечивает сустав.
В основном это происходит из-за того, что используется неправильный наполнитель. Итак, выбор электрода имеет решающее значение при сварке алюминия. (Подробнее об этом позже.)
Итак, выбор электрода имеет решающее значение при сварке алюминия. (Подробнее об этом позже.)
Деформация и прожоги
Поскольку количество тепла, нагнетаемого в металл, может быть высоким, деформация более тонких деталей может стать проблемой.
Кроме того, при использовании более тонкой заготовки нередко происходит прожигание металла или даже расплавление больших участков соединения.
Правильный нагрев сварочной ванны требует некоторой практики, и даже опытные сварщики время от времени прожигают тонкий алюминий.
Растрескивание
Теплопроводность и состав сплава алюминия также могут вызывать растрескивание.
Горячее и холодное растрескивание является постоянной проблемой, и выбор хорошего наполнителя имеет жизненно важное значение.
Сварщики часто предварительно нагревают алюминий с помощью ацетиленовой горелки, чтобы «выровнять» тепловое расширение и сжатие металла во время сварки, что также помогает предотвратить коробление.
Но предварительный нагрев также помогает замедлить проблему «затекания» тепла, что позволяет образоваться и проникнуть в лужу, улучшить текучесть и обеспечить более прочный сварной шов с меньшей пористостью.
Специальные электроды
Еще одна «проблема» при сварке алюминия электродами связана с хранением специальных электродов, которые вам понадобятся.
Алюминиевые электроды покрыты специальным флюсом, очень чувствительным к влаге.
Храните эти алюминиевые электроды в сухом защищенном месте, иначе они быстро испортятся. Таким образом, получение и обслуживание «свежих» электродов может быть проблемой.
Также стоит отметить, что алюминиевые стержневые электроды дороги. Так что, если вы ищете дешевый ремонт, сварка электродом может быть не такой экономичной, как вы думаете.
Подготовка поверхности важна
Если этот список еще не был достаточно длинным, есть еще одна проблема с алюминием, о которой мы должны упомянуть…
Этот металл образует уникальный слой оксида алюминия на поверхности при воздействии воздуха.
Защищает алюминий и предотвращает его ржавление, поэтому полезно. Но это также затрудняет привязку чего-либо к нему.
По этой причине правильная очистка алюминиевого соединения перед сваркой имеет первостепенное значение.
Лучшие процессы для сварки алюминия
Для быстрого ремонта в полевых условиях электродуговая сварка может быть простым и быстрым методом выполнения работы.
Но это не лучший способ сварки алюминия.
Сварочные аппараты MIG и TIG производят более привлекательные и «чистые» сварные швы с алюминием.
Вы лучше контролируете нагрев более тонкой бумаги, что помогает предотвратить коробление, растрескивание и прожоги.
Сварка алюминия MIG
Для сварки MIG требуется алюминиевая проволока. Эту мягкую, легко сгибающуюся проволоку трудно протолкнуть через кабель горелки MIG без запутывания или образования птичьих гнезд.
По этой причине многие предпочтут использовать шпульный пистолет, который является более надежным способом подачи алюминиевой проволоки в сварной шов в качестве присадочного материала.
Еще одна вещь, о которой следует помнить при сварке MIG, вам нужен защитный газ. (На рынке нет порошковой алюминиевой проволоки.)
Это не проблема в магазине, но в полевых условиях может быть трудно таскать большой тяжелый баллон с газом на сварочном аппарате. Баллон с газом не нужен при сварке электродом.
Читать далее : Сварка алюминия методом МИГ – Руководство для начинающих
Сварка алюминия методом ВИГ
Сварочные аппараты ВИГ производят самые красивые сварные швы на алюминии. Если вам нужны эти профессиональные сложенные десятицентовики, используйте этот процесс.
Но сварщики TIG также нуждаются в защитном газе, и их использование более суетливо, чем сварочные аппараты. Вы должны использовать обе руки, а TIG медленнее палки.
Таким образом, при использовании аппаратов для сварки MIG и TIG вы получаете более красивые валики. Но поскольку они используют защитный газ, оба не являются хорошим выбором на открытом воздухе на ветру.
Хотя для алюминия я бы предпочел использовать сварку MIG или TIG, а не электродуговую сварку, на сварочные аппараты не так сильно влияет слабый или умеренный ветер в полевых условиях.
Кроме того, сварочный аппарат легче освоить и использовать.
Таким образом, несмотря на то, что сварочные аппараты MIG и TIG являются лучшим выбором для алюминия во многих ситуациях, сварка алюминия электродами имеет свое применение.
Как сварить алюминий с помощью сварочного аппарата
Сварка алюминия электродом выполняется в соответствии с большинством основных «правил» сварки электродом. Но есть некоторые моменты, характерные для сварки алюминия палкой, и их стоит рассмотреть.
1. Проверьте свой сварочный аппарат
Сварка алюминия электродом начинается с проверки мощности вашего сварочного аппарата.
Он должен иметь переменную выходную силу тока, чтобы вы могли регулировать температуру. Вы захотите иметь возможность изменять мощность усилителя в зависимости от толщины алюминия и диаметра используемого электрода.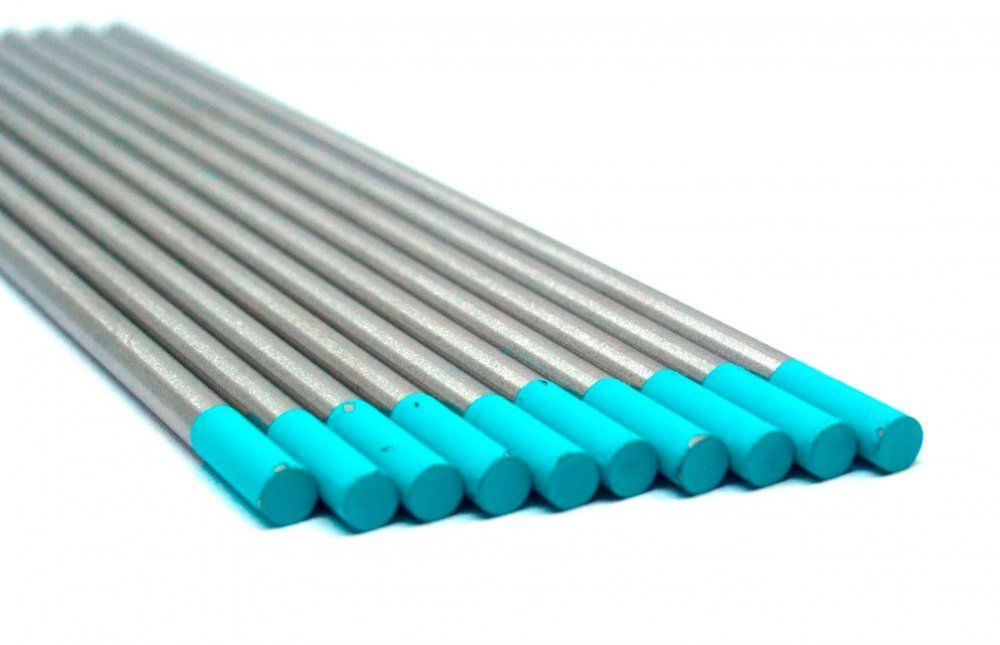
Кроме того, ваш сварочный аппарат должен быть в состоянии обеспечить достаточную силу тока для верхнего конца используемого электрода (обратитесь к спецификациям производителя электрода).
2. Выберите правильный электрод
Используемый электрод имеет решающее значение.
Обычно используется электрод 4043 (подобно этим), но есть и другие варианты в зависимости от свариваемого алюминиевого сплава.
Для электрода 3/32 дюйма требуется 50–80 ампер, для электрода 1/8 дюйма требуется 80–130 ампер, а для электрода 5/32 дюйма требуется 100–160 ампер.
Убедитесь, что у вас достаточно электродов. Вам понадобится больше, чем вы думаете, и планируйте часто менять электроды во время работы. Они быстро сгорают.
3. Проверьте толщину алюминия
Сварка алюминия электродом хорошо подходит для более толстых материалов. Но с более тонким материалом это становится случайным.
Некоторые говорят, что они могут уменьшить толщину только до 1/4 дюйма, но другие считают, что можно уменьшить толщину до 1/8 дюйма.
Если вы хотите сделать тоньше, я предлагаю вам попробовать несколько тестовых сварных швов, чтобы определить, сможете ли вы сварить материал.
4. Подготовка поверхности
Необходимо удалить защитный слой оксида алюминия, чтобы обеспечить прочное соединение соединительных деталей.
Проволочные щетки из нержавеющей стали обычно используются, но шлифовальная машина не рекомендуется.
Шлифовальные машины, как правило, просто «вворачивают» оксидный слой в алюминий, что не помогает.
Таким образом, проволочная щетка из нержавеющей стали, легкая шлифовка или химические методы очистки работают лучше всего.
5. Правильная сборка
Хорошо подгоните детали, чтобы не было значительных зазоров, которые потребуют лишнего наполнителя.
Сварка алюминия электродом достаточно прочная, не создавая дополнительных проблем.
6. Настройки сварочного аппарата
Используемый ток должен соответствовать выбранному вами электроду (рекомендуемые настройки начального тока см. в разделе выбора электрода выше).
в разделе выбора электрода выше).
Каждый производитель электродов указывает рекомендуемый ток для своих алюминиевых электродов.
Кроме того, для большинства электродов требуется установка положительного электрода постоянного тока («DCEP»).
Обязательно перепроверьте полярность и правильность ее установки для используемого электрода.
Если вы обратитесь к «калькуляторам» электродов в Интернете, вы обнаружите, что сварка алюминиевых электродов не популярна.
Алюминий не включен ни в один из этих калькуляторов или таблиц. Таким образом, вы должны использовать диапазон, указанный для электрода, в качестве отправной точки. Затем настройте параметры усилителя, чтобы получить подходящее проникновение для свариваемой толщины.
7. Получите правильное движение дуги
Движение дуги может быть личной проблемой для некоторых.
Многие советуют плести кончик, и лучше сделать несколько пробных запусков, чтобы определить, что лучше всего подходит для вас. А вообще надо двигаться быстро , быстрее обычной сварки стали.
А вообще надо двигаться быстро , быстрее обычной сварки стали.
Некоторые считают, что это трудно сделать правильно. Но если двигаться слишком медленно, можно прожечь заготовку.
Двигайтесь слишком быстро, и вы не получите надлежащего провара, что приведет к слабому сварному шву.
Также нужно держать короткую дугу.
Сварщики, не умеющие сваривать алюминий электродом, находят это странным, так как вы должны держать наконечник достаточно близко, чтобы почувствовать, как флюс на электроде «волочится» по сварному шву.
Чтобы стать мастером, нужна практика, так что запланируйте несколько пробных сварных швов. Вам нужно пройти по тонкой линии, где вы почти вплавляете электрод в ванну, но не подходите достаточно близко к металлу, чтобы оплавить наконечник в сварочной ванне.
8. Используйте правильный угол
Угол наклона электрода может быть индивидуальным, но он не должен быть слишком крутым.
Также необходимо наклонить электрод так, чтобы угол был направлен к конечной точке.
9. Конец сварного шва
Кратеры представляют собой проблему на концах алюминиевых сварных швов. Не просто убегайте в конце сварки.
Выделите время в конце сварки, чтобы немного вернуться назад и заполнить место соединения.
Если у вас образовалась одна или две кратеры ближе к концу сварного шва, вам нужно будет подправить свою работу и вернуться, чтобы заполнить эти кратеры.
Кратеры могут быть отправными точками для образования трещин, которые затем распространяются по всей длине сварного шва.
10. Очистка
Будьте готовы к некоторым работам по очистке. Сварной алюминий получает достаточное количество брызг, которые необходимо очистить.
Чтобы не констатировать очевидное, но шлак тоже нужно почистить.
Вы обнаружите, что шлак от алюминиевых сварных швов особенно трудно удалить. Итак, будьте готовы.
Последнее обновление от 24.11.2022 / Партнерские ссылки / Изображения из Amazon Product Advertising API
Hobart 4043 Сварочный электрод с алюминиевым стержнем H722844-RDP
8 вопросов и вопросов
9 Ответов
Задать вопрос
Рик М
из Molalla Oregon спросил:
29 апреля 2020 г.
Как сварные швы сместились? Потолочная сварка под лодкой.
1 Ответ
Сварочный электрод Harris 26 Aluminium Stick — 1 #, подходит для сварки в любом положении.
Представлено:
Киберсварка
29 апреля 2020 г.
Answer
patrick
from 59231 asked:
March 24, 2016
how meney rods in the package h722844-rdp
1 Answer
The Hobart 4043 Aluminum Stick Welding Electrode H722844-RDP package contains 10 electrodes
Представленный:
Обслуживание клиентов
28 марта 2016 г.
Ответить
Мелвин Грин
из Хьюстона Техас 77489 спросил:
31 марта 2014 г.
У меня есть AC-225-&AC/DC 225/125 LINCOLN ELECTRICOLN ELECTRICOLN ELECTRICOLN ELECTRICOLN
Будет ли ваш Harris 26 Aluminium Stick Welding Electrode-1#.
Работа с моим Mac. Мелвин Грин
1 Ответ
Сварочный электрод Harris 26 Aluminium Stick — 1# предназначен для работы только на постоянном токе сварки.
Обслуживание клиентов
31 марта 2014 г.
Ответить
tim
из High Point Norh Carolina спросил:
28 ноября 2013 г.
использовать эту 1/8-дюймовую удочку как обычную 1/8-дюймовую E6010 или мне нужно работать в той же полярности, что и мой Tig Rig
1 Ответ
Сварочный электрод Harris 26 Aluminium Stick — 1# работает на обратной полярности постоянного тока.
Представлено:
Обслуживание клиентов
3 декабря 2013 г.
Ответить
Ник
из Миссури спросил:
10 октября 2013 г.
У меня есть инверторный сварочный аппарат ST80i компании Northern Industrial Welders. Будут ли эти электроды работать с этим сварочным аппаратом? Я спрашиваю только потому, что читал, что вам нужен переменный ток для сварки палками из-за загрязняющих веществ, которые могут попасть в сварной шов.
1 Ответ
Сварочный электрод Harris 26 Aluminium Stick — 1# предназначен для работы на постоянном токе обратной полярности. (электрод положительный). Таким образом, вам понадобится сварочный аппарат, который производит сварку на постоянном токе
.
