Электроды ториевые: Вольфрамовые электроды WT-20 (Красные) с торием — ВСЁ ДЛЯ СВАРКИ
Содержание
Вольфрамовый электрод WT-20 2,4 мм. ториевый
Пн — Сб: 8.00 — 18.00
Вс: Закрыто
Вход | Регистрация
‘
})
if(html.length > 0){
html += »+txt+»
$(‘#web_search_ajax_helper’).html(html)
}
else{
$(‘#web_search_ajax_helper’).html(»)
}
},
dataType : ‘json’
})
}
else $(‘#web_search_ajax_helper’).html(»)
})
function sendWSform(){
$(«#WS-search»).submit()
}
+38 (098) 867 11 90+38 (098) 372 56 05
Заказать звонок
0
Сравнить
0
Избранное
0
0
0
Корзина
- Сварочное оборудование
-
- ABICOR BINZEL
-
- Комплектующие к сварочному оборудованию
-
- Сварочные материалы
-
- Средства защиты сварщика
-
- Сварочные аксессуары
-
- Газопламенная аппаратура
-
Главная / Все категории / Сварочные материалы / Вольфрамовые электроды / Wecut / Вольфрамовый электрод WT-20 2,4 мм. ториевый
ториевый
Купить в 1 клик
В сравнение
В избранное
ДоставкаПо Кривому Рогу
Самовывоз из нашего магазина Курьером по адресу
В регионах
— самовывоз из точки выдачи
— из пункта службы доставки
— курьером по адресу
ОплатаНаличными, Безналичными, Кредит, Visa/MasterCard
Гарантия12 до 60 месяцев официальной гарантии от магазина. Обмен/возврат товара в течение 14 дней
- Описание
- Характеристики
- Отзывы (0)
Товар добавлен в корзину
Артикул:
Цена:
грн
Количество:
Сумма всех товаров:
грн
Купить в один клик
Вольфрамовые электроды WZ-8 (белые) — Всё для сварки!
Вольфрамовые электроды WZ-8 (белые) — Электроды с добавлением оксида циркония предпочтительны для сварки на переменном токе (AC), когда не допускается даже минимальное загрязнение сварочной ванны. Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Электроды дают чрезвычайно стабильную дугу. Допустимая токовая нагрузка на электрод несколько выше, чем на цериевые, лантановые и ториевые электроды. Рабочий конец электрода при сварке на переменном токе обрабатывается в форме сферы.
Советы по аргонодуговой сварке вольфрамовым электродом
На постоянном токе свариваются (сталь, нержавейка, титан, латунь, медь, чугун а также разнородные соединения). Для каждого материала нужна своя присадочная проволока и чем лучше вы подберете ту которая соответствует по химическому составу, тем крепче, красивее и надежней будет соединение. Горелка должна подключатся в «-», а зажим заземления в «+». При этом мы получаем прямую полярность, которая дает нам более стабильную направленную дугу и глубокое проплавление. При выборе вольфрамового электрода нужно обратить внимание на его диаметр т.к. он выбирается исходя из толщин свариваемых деталей.
Для сварки на постоянном токе нужно помнить самое главное требование, вольфрамовый электрод должен быть заточен очень точно и остро. На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
На крупных предприятиях для заточки вольфрамовых электродов используют специальные машинки и станки с алмазным кругом, но не имея такового можно использовать обычный лепестковый круг с мелким зерном или точильный станок. Заточка производится к острию электрода при этом не допускать его перегрева т.к. вольфрам становится более хрупким и начинает попросту крошиться. Так же нужно помнить о защитном газе, это должен быть аргон высокой частоты (объемная доля аргона должна быть не менее. 99,998 %).
Если же газ плохой, то он сразу даст о себе знать, самый главный признак, это потемнение сварочного шва. На баллоне должен быть установлен регулятор, он может быть как с манометрами так и поплавкового типа. Все чаще большинство серьезных предприятий используют импортные редукторы с двумя ротаметрами и второй используют для поддува. Это в свою очередь дает защиту обратного валика шва (сварка листов и труб).
Сама сварка производится справа налево, в правой руке горелка, в левой руке присадочный материал (если он необходим). Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
Если на аппарате присутствуют функции «спад тока» и «газ после сварки» то про них не нужно забывать, первая даст Вам плавный спад тока в конце сварки, а вторая продолжит защиту сварочного шва в процессе остывания. Горелка должна находиться под углом 700 до 850, присадка подается приблизительно под углом 200 плавно и поступательно. По окончанию сварки не нужно торопиться и отрывать горелку от места сварки т.к. это приведет к удлинению дуги и плохой защиты шва.
На переменном токе сваривается алюминий, вольфрам при подготовке не затачивают как иглу, а только слегка закругляют. При сварке алюминия важную часть нужно уделить подготовке как материала так и присадки. Во первых, поверхность должна быть зачищена и обезжирена. Во вторых снять фаски, если толщина не позволяет сделать полный провар. К присадке тоже уделяется должное внимание, необходимо грамотно подобрать хим. состав, это может быть чистый АL 99%, AlSi (силумин) или AlMg (дюраль). В остальном нужна только практика.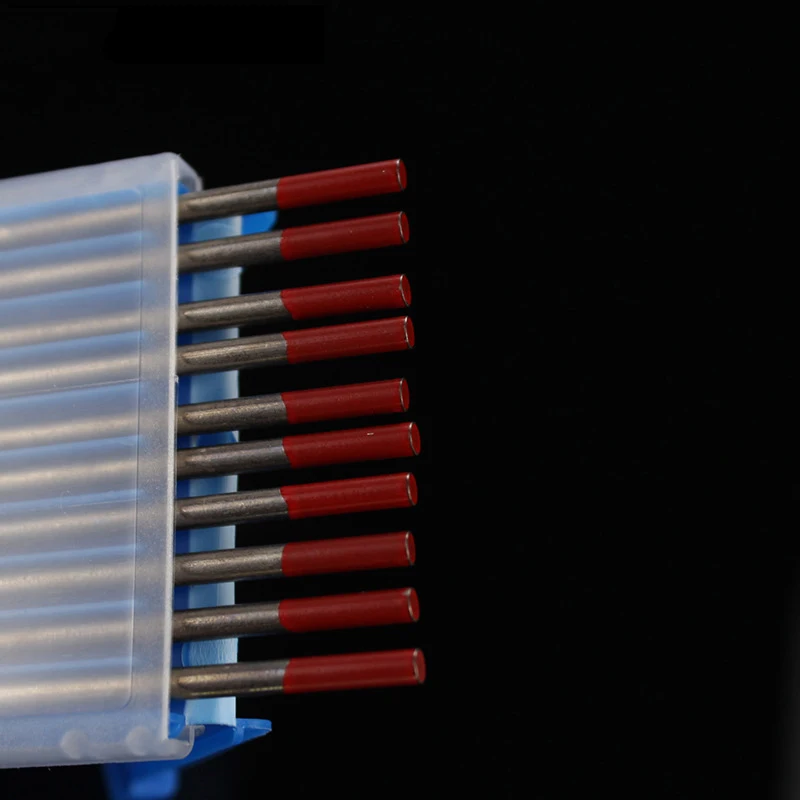
Как себя обезопасить
И в конце хотелось бы отметить что при данном виде сварке нужно должным образом относиться к средствам защиты. Выбирайте только те средства защиты в которых будет не только комфортно но и безопасно т.к. при TIG сварке очень сильное ультрафиолетовое излучение, а глаза нам даны только одни.
Рекомендуем Вам рассмотреть современное высокоэффективное средство защиты — маску «Хамелеон».
НСК сварка, https://nsksvarka.ru/, Электроды, Редукторы, ручная дуговая сварка, Рукава на полуавтомат, аксессуары для сварки, Маски, плазменная резка, https://154svarka.ru/, Всё для сварки, http://www.welding54.ru/, керамика, керамическое сопло, сопло из керамики, тиг сопло, TIG сопло, 4043 присадка, сопло для тиг сварки, сопло для TIG сварки, Welding54, MIG, MIG/MAG аппараты, полуавтомат, MIG аппарат, TIG сварка, аргонные аппараты, аргонник, расходники для полуавтомата, наконечники М6, наконечники для полуавтомата, плазмарез, присадка 4043 купить, вольфрамовые электроды, купить CUT 40, Редукторы, запасные части для плазмареза, запчасти для CUT 60, Электроды, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, пруток присадочный алюминиевый, регуляторы сварочные, mig аппараты, Электроды, аргонный аппарат, сварочные маски интернет магазин, маскиИнтернет-магазин Дом Сварки, Резак, купить резаки Новосибирск, пропановый резак, купить ацетиленовый резак, Редуктор, регулятор, вольфрамовые электроды, кислородный регулятор, ручная дуговая сварка, кислородный редуктор, купить редуктор Новосибирск, Редукторы, tig 200p ac dc, купить сварку Новосибирск, аргон, jasic, присадка, присадочный пруток, проволока, проволка, дом сварки, сварочный аппарат, аппарат сварочный, импульсный сварочный аппарат, купить сварочные аппараты постоянного тока, вольфрамовые электроды, продажа сварочных аппаратов, малогабаритный сварочный аппарат, сварочный аппарат цена, Рукава на полуавтомат, куплю сварочный аппарат, сварочный аппарат для дома, сварочные аппараты бытовые для дачи, сварочные аппараты италия, какой сварочный аппарат выбрать, многофункциональные сварочные аппараты, типы сварочных аппаратов, портативный сварочный аппарат, где купить сварочный аппарат, расходные материалы к mma mig tig cut сварке, плазменная резка, лучший сварочный аппарат, сварог, сварочные полуавтоматы купить, присадка по аллюминию, редуктор кислород, регулятор давления, присадочный пруток для сварки, сварочные маски интернет магазин, сварка алюминия, Маски, аксессуары для сварки, лайнер тефлоновый, торус, Аквамаркет, Мир-сварки, 220 вольт, АрМиг, armig, сварочное оборудование, мир сварки, Сварог, купить сварог новосибирск, все для сварки новосибирск, присадка 4043, пруток er 4043, tig 315p, присадка для сварки, тиг прутки по нержавейке, пруток 4043, пруток присадочный 308, er-308, алюминиевый пруток er 4043, вольфрамовые электроды, Маски, сопло для аргона, сопло для сварки аргоном, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, наконечник, токосъемный наконечник, вольфрамовые электроды, держатель наконечника, полуавтомат, сварочный полуавтомат, купить полуавтомат новосибирск, купить присадку, купить 4043, 154Сварка, НСКсварка, нск сварка, 54-сварка, купить сварку в новосибирске, купить сварочник в нск, купить полуавтомат новосибирск, купить сварку, сварка полуавтомат, сварка аргоном, сварка цена, супер сварка, ручная сварка, сварка алюминия, сварочный аппарат, сварка полуавтомат, купить, новосибирск, полуавтомат цена, полуавтомат 200, полуавтомат 250, какой полуавтомат, сварка проволока, инверторный сварочный аппарат, купить сварочный, полуавтомат ресанта, полуавтомат сварог, сварки, сварку, сварки полуавтоматом, сопла, наконечник для полуавтомата, наконечник М6, наконечник 08, наконечник медный, медный наконечник, наконечник под, какие наконечники, вольфрам, вольфрам альфа, какой вольфрам, цена вольфрам, вольфрам купить, сварка, сварки, сварку, пруток присадочный 308, er-308, алюминиевый пруток er 4043, сопло для аргона, сопло для сварки аргоном, Расходники CUT, вольфрамовые электроды, сопло для аргонодуговой сварки, сопло для аргонной сварки, недорогое сопло для аргона, качественная керамика, качественное керамическое сопло, надежное керамическое сопло, сопло под газовую линзу, Проволока, Рукав MB 15, булден, купить булден новосибирск, булден недорого, качественный булден, гусак MB 36, гусак MB 24, сварочный наконечник, Колпачок, Хвостовик, пистолет WP 18, 54-сварка, Дом сварки
Для чего используется торированный вольфрам?
Свойства вольфрама изменяются при его сплавлении с торием. Например, торированный вольфрамовый электрод имеет большую токонесущую способность, чем чистый вольфрам. Это позволяет ему переносить больше тепла и снижает вероятность включения вольфрама. Это также облегчает запуск сварочной дуги и делает ее геометрию более стабильной. Торированный вольфрам был и остается основой дуговой сварки вольфрамовым электродом в среде инертного газа (TIG) из-за предсказуемости, которую он привносит в процесс сварки TIG и сварные швы. Однако его главный недостаток в том, что он слаборадиоактивен.
Например, торированный вольфрамовый электрод имеет большую токонесущую способность, чем чистый вольфрам. Это позволяет ему переносить больше тепла и снижает вероятность включения вольфрама. Это также облегчает запуск сварочной дуги и делает ее геометрию более стабильной. Торированный вольфрам был и остается основой дуговой сварки вольфрамовым электродом в среде инертного газа (TIG) из-за предсказуемости, которую он привносит в процесс сварки TIG и сварные швы. Однако его главный недостаток в том, что он слаборадиоактивен.
Большая часть излучения тория выделяется в виде альфа-частиц. Это низкоэнергетический тип излучения, который можно заблокировать чем-то тонким, например, листом бумаги. Одежда и кожа образуют достаточный барьер для безопасного использования тория. Однако вольфрамовые электроды перед использованием затачивают, и когда измельченные частицы тория проглатываются или вдыхаются, они становятся канцерогенами. По этой причине во многих сварочных проектах выбирают вольфрамовые электроды, в которых используется другой легирующий оксид. Поскольку это правда, вам может быть интересно, для чего используется торированный вольфрам. В этом посте мы обсудим, когда и почему торированный вольфрам все еще используется в сварочных проектах.
Поскольку это правда, вам может быть интересно, для чего используется торированный вольфрам. В этом посте мы обсудим, когда и почему торированный вольфрам все еще используется в сварочных проектах.
Для чего используется торированный вольфрам?
Во многих процессах сварки TIG торированный вольфрам был заменен вольфрамом, легированным другим оксидом металла, таким как церий, лантан или цирконий. Имея широкий выбор типов нерадиоактивных вольфрамовых электродов, естественно задаться вопросом, почему до сих пор используются торированные вольфрамовые электроды. Частично причина в том, что торированный вольфрам имеет долгую историю хороших результатов практически во всех областях сварки TIG. Его нелегко заменить.
Сварка с очень высокими техническими характеристиками в аэрокосмической и ядерной промышленности была разработана, отработана и сертифицирована с использованием торированных вольфрамовых электродов. Разработать новые спецификации процедуры сварки непросто.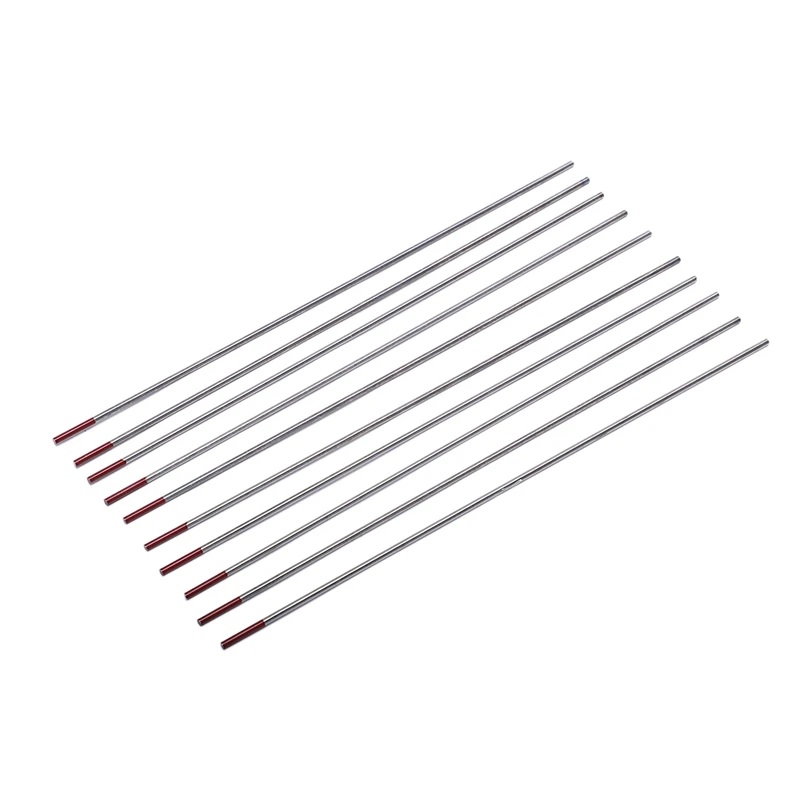 Торированный вольфрам также имеет положительную репутацию среди сварщиков и считается лучшим в сохранении острого угла заточки вольфрама при расширенной сварке без разбрызгивания или расщепления, в отличие от других вольфрамовых электродов.
Торированный вольфрам также имеет положительную репутацию среди сварщиков и считается лучшим в сохранении острого угла заточки вольфрама при расширенной сварке без разбрызгивания или расщепления, в отличие от других вольфрамовых электродов.
Торированные вольфрамовые электроды остаются единственными подходящими электродами для сварки с высокими техническими характеристиками. Даже в сварочных процессах, где другие электроды сертифицированы и доступны, сами сварщики часто предпочитают торированный вольфрам, предпочитая его другим типам вольфрамовых электродов GTAW, даже если эти типы сертифицированы. К счастью, есть способы безопасной работы с торированным вольфрамом.
Как безопасно использовать торированные вольфрамовые электроды
Поскольку радиоактивные альфа-частицы тория представляют опасность для человека только в том случае, если они вдыхаются, проглатываются или проникают через кожный барьер, риск торированного вольфрама минимален. в основном связаны с шлифованием вольфрама. Этот риск можно в некоторой степени снизить, приняв меры безопасности во время шлифования.
в основном связаны с шлифованием вольфрама. Этот риск можно в некоторой степени снизить, приняв меры безопасности во время шлифования.
Общие меры предосторожности при измельчении торированного вольфрама могут включать:
- Вентиляция: Американское общество сварщиков (AWS) рекомендует местную вытяжную вентиляцию рядом с источником шлифования для улавливания пыли. Он также рекомендует дополнить это другими мерами, если это будет сочтено необходимым.
- Респираторное оборудование: AWS также предлагает использовать средства защиты органов дыхания, но не дает конкретных сведений о форме, в которой должно использоваться респираторное оборудование. В значительной степени руководство должно решить, что больше подходит: маски или респираторы.
- Очистка и утилизация: Институт сварки (TWI), британская торговая организация, рекомендует, чтобы вся пыль, собираемая вытяжной вентиляцией или выметаемая из зоны заточки, а также все использованные наконечники помещались в герметичный контейнер, маркировались и доставлялись в территория полигона.

Приведенные выше меры предосторожности представляют собой довольно простые меры, основанные на здравом смысле, которые обычно уже используются при проведении сварочных работ даже в присутствии нерадиоактивных материалов. Реальная проблема, однако, заключается в том, что измельчение и утилизация торированного вольфрама представляет собой потенциальный источник ответственности.
Даже если вентиляция и очистка строго соблюдаются и тщательно выполняются, нет никакой возможности быть полностью уверенным в том, что с участка удалена вся пыль от шлифования торированного вольфрама. Решение для большинства сварщиков, использующих торированные вольфрамовые электроды, состоит в том, чтобы избежать его шлифовки, заказав вольфрамовые электроды, предварительно отшлифованные производителем в контролируемой среде.
Преимущество предварительно отшлифованных торированных вольфрамовых электродов
Очевидным преимуществом предварительно заточенного ториевого вольфрамового электрода является то, что он полностью исключает любой риск контакта с радиоактивной пылью. Также легче утилизировать отработанные торированные вольфрамовые электроды, поскольку их можно просто вернуть производителю.
Также легче утилизировать отработанные торированные вольфрамовые электроды, поскольку их можно просто вернуть производителю.
Менее очевидным преимуществом предварительно измельченного торированного вольфрама является то, что производитель может выполнить более точную и полированную шлифовку вольфрама, чем это возможно в цехе или на производстве. Это уменьшает количество заусенцев на вольфрамовом наконечнике, возникающих в процессе обработки, и, как следствие, значительно снижает вероятность образования вольфрамовых включений в сварном шве. В процессах сварки с высокими техническими характеристиками, где до сих пор используется торированный вольфрам, эта очень точная обработка является значительным преимуществом.
Итак, для каких процессов используется торированный вольфрам? Одним из примеров является орбитальная сварка. Орбитальная сварка TIG часто используется в аэрокосмической и атомной энергетике, где дефекты недопустимы. В этих проектах параметры орбитальной сварки были разработаны для удовлетворения строгих требований требовательных приложений в течение нескольких десятилетий, а затраты времени и денег на квалификационные сварки, выполненные с другим типом вольфрамового электрода, просто непомерно высоки. Предварительно заточенный торированный вольфрамовый электрод соответствует существующим параметрам сварки без необходимости повторной аттестации сварных швов, предотвращает риск радиационного облучения, устраняет ответственность за утилизацию и обеспечивает более высокое качество сварного шва в этих областях с высокими техническими характеристиками.
Предварительно заточенный торированный вольфрамовый электрод соответствует существующим параметрам сварки без необходимости повторной аттестации сварных швов, предотвращает риск радиационного облучения, устраняет ответственность за утилизацию и обеспечивает более высокое качество сварного шва в этих областях с высокими техническими характеристиками.
Arc Machines, Inc. рекомендует и предлагает предварительно заточенные вольфрамовые электроды Wolfram для всех своих орбитальных сварочных аппаратов. Для получения дополнительной информации о высококачественном торированном вольфраме обращайтесь по телефону по адресу [email protected] . По вопросам обслуживания обращайтесь по телефону [email protected] . Свяжитесь с нами по телефону , чтобы узнать больше о специальных решениях для орбитальной сварки.
Pro-Fusion: радиоактивность торированного вольфрама
Узнайте больше о Sharpshooter, самом безопасном решении для заточки торированных вольфрамовых электродов.
Фон
В течение некоторого времени производители вольфрама добавляли оксид к чистому вольфраму для улучшения характеристик зажигания дуги.
и долговечность сварочных электродов. В то время как вольфрам с содержанием 2% тория был наиболее часто используемым вольфрамовым материалом для
В течение многих лет этот тип электродов подвергается все более тщательному изучению из-за опасений по поводу окружающей среды и безопасности.
пользователей этого материала. Опасения возникают из-за того, что элемент торий радиоактивен. Исходя из этого, многие организации
оценили альтернативные типы вольфрама, чтобы увидеть, какие изменения в характеристиках они увидят при переходе на нерадиоактивные
вольфрам.
Проблема радиоактивности
Торий, используемый в 2-процентном торированном вольфраме, является радиоактивным элементом и поэтому может быть опасен для здоровья тех, кто подвергается воздействию
к нему и к окружающей среде. Это альфа-излучатель, однако, когда он находится внутри стержня вольфрамового электрода, он заключен в
вольфрамовая матрица, поэтому внешнее излучение мало. Основной риск для сварщика возникает при проглатывании
материала. Это происходит, прежде всего, при вдыхании пыли, возникающей при шлифовке наконечников для сварки, но также и при
в меньшей степени при вдыхании каких-либо паров, выделяющихся при сварке.
Американское общество сварщиков в своем документе A5.12 «Технические требования к электродам из вольфрама и вольфрамовых сплавов для дуговой сварки и резки» заявляет по этому вопросу следующее: «Торий радиоактивен и может представлять опасность при внешнем и внутреннем облучении. Если
Если
альтернативы технически осуществимы, их следует использовать». Они подтверждают, что главная задача при использовании этого материала
заключается в проглатывании пыли, образующейся при шлифовке точек на электродах. Они продолжают говорить:
…при шлифовке наконечников электродов образуется радиоактивная пыль с риском внутреннего облучения. Следовательно,
необходимо использовать местную вытяжную вентиляцию для контроля запыленности у источника, дополняемую при необходимости респираторной
защитная экипировка.
Европа также признала опасность 2% тория вольфрама. TWI (Институт сварки), который является британским эквивалентом
AWS сообщает, что «Управление по охране труда и технике безопасности Великобритании (HSE) выпустило информационный документ для обеспечения
хранение и использование торированных вольфрамовых электродов. В нем указано, что местная вытяжная вентиляция должна быть обеспечена во время
В нем указано, что местная вытяжная вентиляция должна быть обеспечена во время
операции шлифования, а пыль от шлифовального оборудования и отработанные наконечники утилизируются в герметичном контейнере.
на полигон для захоронения отходов». Далее, «HSE рекомендовал заводским инспекторам, что там, где торированные вольфрамовые электроды
не являются необходимыми для обеспечения качества сварного шва, пользователей следует поощрять к поиску альтернатив».
В очень подробном исследовании, проведенном DVS (Немецким обществом сварщиков), они измерили количество радиоактивного альфа-
частицы и спектры энергии гамма-излучения в окружающем воздухе при шлифовке вольфрамовых электродов. Некоторые рекомендации
этого исследования включены:
- Рекомендуется по возможности работать без использования сварочных электродов, содержащих торий.

- Если это невозможно, следует принять меры предосторожности для защиты работников от загрязнения или вдыхания
шлифовальной пыли. - Рабочая зона должна регулярно очищаться, чтобы избежать загрязнения, вызванного осаждением пыли.
Еще одно исследование было проведено в Германии Департаментом земли Бавария по вопросам развития и окружающей среды. Они
пришел к выводу, что на предприятиях, где отсутствует система пылеудаления при измельчении торированного вольфрама, воздействие вредных
частиц в четыре раза больше, чем при экстракции. Однако, несмотря на то, что сбор пыли обеспечивает значительное улучшение,
уровни могут быть все еще слишком высокими. Кроме того, они упомянули, что торированные вольфрамовые электроды, хранящиеся в ящиках на полке, не годятся.
не представляют потенциальной опасности. На данный момент предложение передано в Комиссию Европейского Сообщества.
резко ужесточить правовые нормы в отношении использования и утилизации ториевых электродов.
В штате Калифорния производители вольфрама теперь включают упаковку вольфрамовых электродов с 2% содержанием тория, которая включает
предупреждение, подобное тому, которое использует Osram Sylvania, а именно: «ВНИМАНИЕ! Этот продукт содержит или производит химическое вещество, известное
Штат Калифорния, чтобы вызвать рак. (Калифорнийский кодекс здоровья и безопасности 25249.5 и последующие)»
Наконец, один из крупнейших производителей вольфрама в США, Teledyne Tungsten Products, перечисляет следующие предостережения/предупреждения в
их листы MSDS:
«Торий — природный низкоуровневый радиоактивный элемент.
Торий в первую очередь является источником альфа-излучения. Дочери в распаде
цепи испускают альфа-, бета- и гамма-излучение. Радиоактивные элементы регулируются Комиссией по ядерному регулированию.
NRC публикует нормативные акты в отношении радиоактивных материалов».
«Последствия чрезмерного воздействия: … Хроническое вдыхание пыли может вызвать повреждение легких у людей».
«Оценка канцерогенности: НТП-1 (Тория). Примечание: НТП-1: Вещества или группы веществ, о которых известно, что они канцерогенны.
«Известные канцерогены» определяются в отчете NTP (Национальной токсикологической программы) как те вещества, для которых существует достаточно
доказательства канцерогенности из исследований на людях, чтобы указать на причинно-следственную связь между агентом и раком человека».

«Токсикологическая информация: … Сильное воздействие пыли или проглатывание большого количества растворимых соединений вызывает
изменения массы тела, поведения, клеток крови, активности холинэстеразы и спермы у экспериментальных животных».
Нерадиоактивные вольфрамовые материалы
Из-за проблемы, обсуждавшейся в предыдущем разделе, были предложены два важных альтернативных нерадиоактивных вольфрамовых материала.
развитый. Первый, представленный в 1980-х годах, чаще всего доступен в виде 2% цериевого вольфрама. Этот материал обычно
используется для сварки постоянным током с меньшей силой тока. Фактически, она занимает очень большую долю рынка орбитальной сварки.
процесс.
Совсем недавно вольфрам с содержанием лантана 1½% стал тем, что может стать будущим стандартом для вольфрамовых электродов. 1½%
по весу (в отличие от 2%) было выбрано тремя крупнейшими производителями в качестве оптимального количества содержания, исходя из
на научных исследованиях, которые показали, что это количество содержания наиболее точно отражает характеристики проводимости 2% тория
вольфрам. Таким образом, сварщики обычно могут легко заменить свой радиоактивный 2% торированный материал этим вольфрамом, а не
необходимо внести какие-либо изменения в программу сварки. Кроме того, поскольку материал оксида лантана менее плотный, чем оксид тория,
палочка из 1½% (по весу) лантанированного вольфрама фактически содержит на 15% больше оксидов по объему, чем палочка из 2% (по весу)
торированный вольфрам. Это способствует зажиганию и стабильности дуги, а также долговечности, поскольку дополнительный объем оксидов
Это способствует зажиганию и стабильности дуги, а также долговечности, поскольку дополнительный объем оксидов
Держите наконечник прохладнее.
Наконец, вольфрам с содержанием лантана 1½% подходит для сварки как на переменном, так и на постоянном токе. Таким образом, объекты, которые хранят оба
2% торированный вольфрам для сварки постоянным током и другой тип вольфрама (обычно чистый или циркониевый вольфрам) для сварки переменным током.
в наличии только один вольфрамовый тип.
Тематические исследования
Чтобы оценить возможность перехода на 1½% лантансодержащего вольфрама для сварки постоянным током, был проведен ряд исследований.
были выполнены. Ниже приводится краткое изложение некоторых из них:
Исследование №1
В 1998 Выставка Американского общества сварщиков в Детройте, штат Мичиган, один из крупных производителей вольфрама представил независимую
исследование, проведенное на 1½% лантансодержащем вольфраме. Таким образом, 2% тория, 2% церия и 1½% лантана двух производителей.
Таким образом, 2% тория, 2% церия и 1½% лантана двух производителей.
вольфрама сравнивали, наблюдая эрозию наконечника после 300 разрядов дуги постоянного тока как при 70 ампер, так и при 150 ампер. Как в нижнем, так и в
при более высокой силе тока вольфрам с содержанием лантана 1½% показал наименьшую степень эрозии острия и наиболее стабильное поведение дуги.
Исследование №2
Военно-воздушные силы провели исследование вольфрама с содержанием лантана 1½% и вольфрама с содержанием тория 2% для оценки характеристик зажигания дуги.
текущие возможности и проникновение. Они использовали электроды диаметром 5/32 дюйма для сварки алюминия 6061-T6 и нержавеющей стали 304.
с машиной Miller 350 Synchrowave GTAW. Используя как высокочастотный, так и сенсорный пуск, лантансодержащие электроды выполняли
лучше или равно торированным электродам. Кроме того, геометрия острия была более стабильной при сильном токе на лантанате.
Кроме того, геометрия острия была более стабильной при сильном токе на лантанате.
электроды. Не было обнаружено существенной разницы в стабильности дуги, проваре или форме наплавленного валика. Наконец, они пришли к выводу
что не было необходимости повторно сертифицировать существующие процедуры сварки или операторов при использовании лантансодержащих электродов.
Исследование №3
Независимые исследования были проведены в Institut de Soudure в Париже, Institut fuer Schweisstechnische Fertigungsverfahren
TH-Aachen и в Schweisstechnische Zentralanstalt в Вене. Они обнаружили, что в каждом случае срок службы
лантаносодержащие электроды были длиннее, чем ториевые электроды. Кроме того, скорость расхода электрода была выше для торированных
электродов, чем для лантаната. Никаких различий в характеристиках зажигания дуги установить не удалось.
Никаких различий в характеристиках зажигания дуги установить не удалось.
Pro-Fusion от Elderfield & Hall
Pro-Fusion специализируется на оптимизации часто упускаемой из виду переменной вольфрамового электрода в процессе сварки. Мы предлагаем превосходное качество 1½% лантанированного вольфрама различных диаметров. Кроме того, мы предлагаем шлифовальный станок для вольфрамовых электродов Sharpshooter для постоянной подготовки геометрии кончика электрода и электроды для сварки с предварительной шлифовкой, которые обеспечивают гарантированную точность электрода, поскольку они производятся в соответствии с экстремальными допусками.
Заключение
Обычно используемый тип вольфрама с содержанием 2% тория представляет собой потенциальную опасность для здоровья. Нерадиоактивный вольфрам с содержанием лантана 1½% представляет собой
Нерадиоактивный вольфрам с содержанием лантана 1½% представляет собой
альтернатива этому материалу, который обеспечивает легкий переход и часто дает лучшие характеристики. Поэтому Pro-Fusion
дает следующие рекомендации:
- Исследование материалов, альтернативных торированному вольфраму. В качестве альтернативы рассмотрите возможность использования высококачественного вольфрама с содержанием 1½% лантана.
- Рассмотрите возможность использования электродов с предварительным заземлением. Это гарантирует качество электрода, геометрические размеры наконечника и чистоту поверхности.
для оптимальных результатов сварки. Кроме того, он устраняет опасения по поводу наличия радиоактивной торированной шлифовальной пыли на вашем предприятии.
Посетите i-Tungsten.
