Электроды виды: Виды сварочных электродов. Какие марки применять в конкретном случае
Содержание
Сварочные электроды | Классификация и типы электродов для сварки
Добиться нужного качества сваривания невозможно без правильного выбора электродов. Избежать ошибки поможет четкое понимание рынка. Необходимо знать о видах продукции от разных производителей, рекомендациях относительно применения конкретной марки, принципах маркировки электродов.
СОДЕРЖАНИЕ
- Назначение сварочных электродов
- Какие бывают электроды для сварки
- Классификация электродов согласно ГОСТу 9466-75
- Виды электродов по назначению
- По толщине покрытия
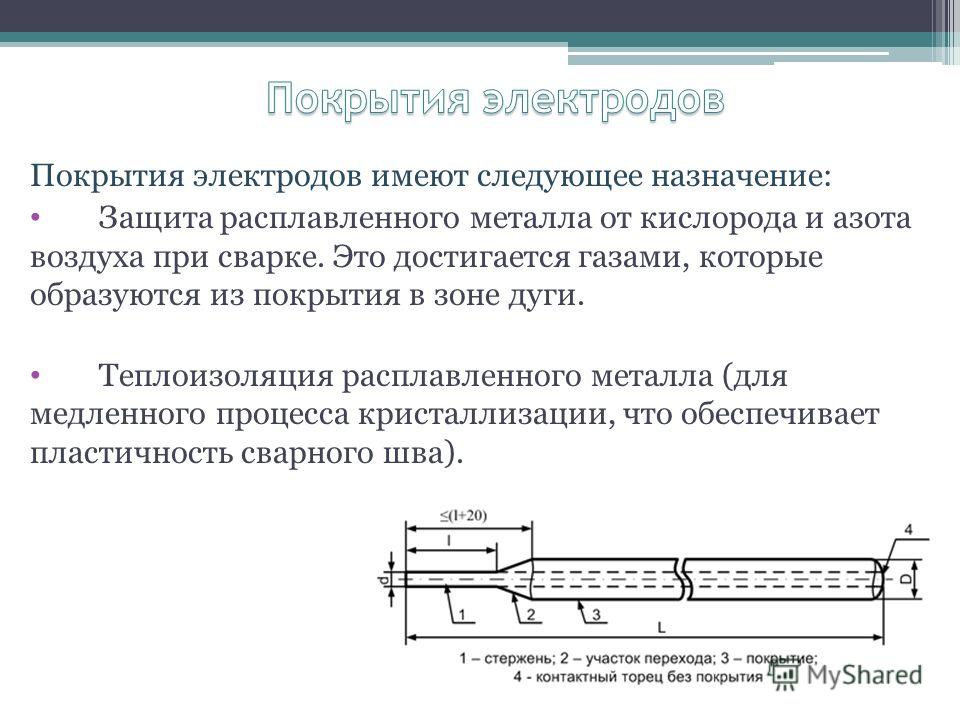
- Типы покрытия электродов
- По пространственному расположению наплава
- По виду и полярности тока
- Из чего состоит электрод для сварки
- Плавящиеся и неплавящиеся электроды
- Электроды для точечной сварки
- Виды и состав обмазки сварочных электродов
- Правила маркировки
- Сушка и прокалка электродов
- Как научиться варить
Назначение сварочных электродов
Роль электродов сводится к формированию дуги в электродуговой сварке. Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
Качество электродов напрямую влияет на эффективность работы и результат. Насколько стабильной будет дуга, как глубоко прогреется металл, легко ли разжечь дугу и другие нюансы во время сварки определяются выбором электродов. Они должны:
- поддерживать во время работы стабильную дугу;
- плавиться равномерно;
- формировать аккуратный шов с нужным химическим составом;
- создать условия для минимизации разбрызгивания раскаленного металла;
- способствовать повышению эффективности сварочных работ;
- обеспечивать прочность стыка;
- обладать низкой степенью токсичности.
Помимо этого, должен легко удаляться шлак, который образуется в процессе сварочных работ.
Какие бывают электроды для сварки
Все представленные на отечественном рынке электроды делятся на типы, которые предназначаются для работы с различными металлами. Есть отдельная группа продукции для сварки по разным маркам стали, по чугуну, цветным металлам, алюминию и его сплавам. Благодаря такому делению сварщику легче выбрать оборудование и оптимальный режим при работе с конкретным металлом. Есть еще и отдельная группа электродов, которые используются исключительно для так называемой «наплавки металлов».
Благодаря такому делению сварщику легче выбрать оборудование и оптимальный режим при работе с конкретным металлом. Есть еще и отдельная группа электродов, которые используются исключительно для так называемой «наплавки металлов».
Особенности ручных технологических операций тоже являются определяющим фактором, который влияет на классификацию электродов. Ведь сварочные работы могут выполняться с разным расположением электрода, степенью проплавления металла, глубиной сварочной ванны и другими особенностями.
Толщина электрода определяет его принадлежность к изделиям тонким (М), толстым (Д) или среднего размера (С). В зависимости от типа обмазки продукция делится на четыре группы:
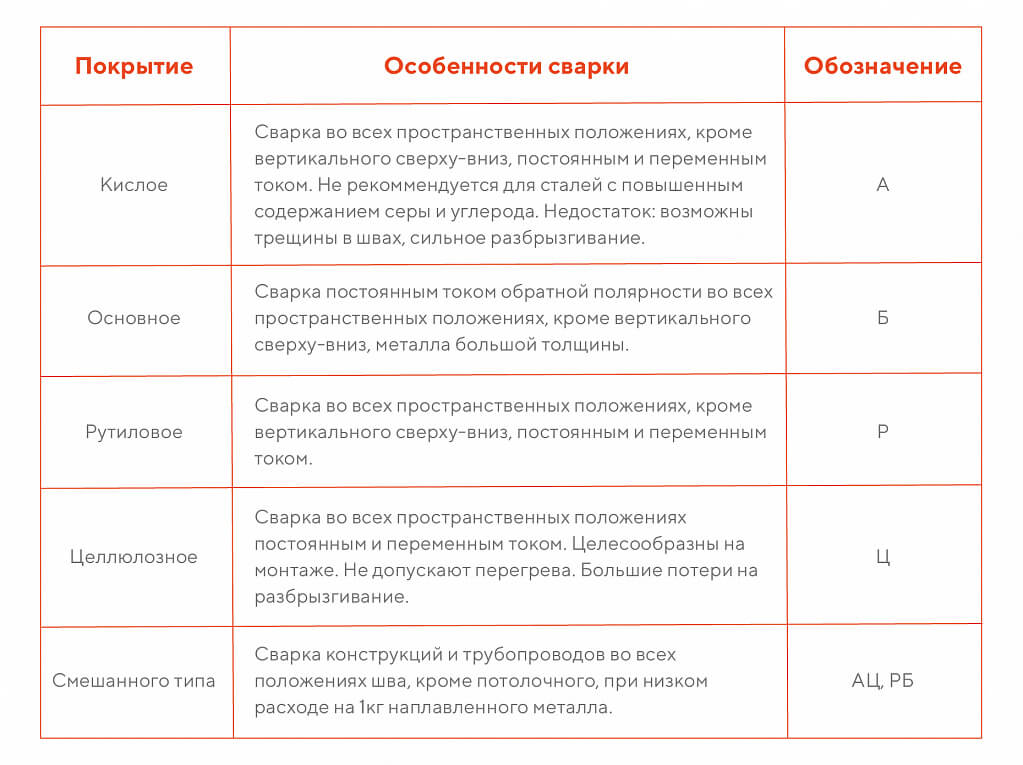
- кислая – маркируется А;
- целлюлозная – Ц;
- основная – Б;
- рутиловая – Р;
- комбинированная или смешанная. Маркируется в зависимости от того, какие виды обмазок использованы – РБ, РЦ, АР или другое.
Если электрод обладает покрытием, которое выходит за рамки приведенной классификации, он обозначается буквой «П» – прочие. В состав обмазки включаются добавки, которые предназначаются для улучшения качества сварного шва из конкретного материала. К примеру, рутиловое покрытие электрода препятствует образованию пустот и трещин в области сварного шва. Еще электроды классифицируются в зависимости от полярности питающего тока, величины напряжения, диаметра, длины стержня.
В случае возникновения крайней необходимости электроды можно изготовить самостоятельно. Для этого понадобится стальная проволока диаметром в диапазоне от 1,6 до 6 мм. Из нее делаются отрезки длиной около 35 сантиметров. Для обмазки подойдет смесь мела и силикатного клея.
Классификация электродов согласно ГОСТу 9466-75
Предназначенные для ручной дуговой сварки металлические покрытые электроды делятся на группы по нескольким параметрам: назначению, химическому составу и механическим свойствам, толщине и виду нанесенного покрытия. Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Помимо этого, принимаются во внимание и сварочно-технологические показатели.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Виды электродов по назначению
В зависимости от сферы использования продукция предназначается:
- для работы с углеродистыми или низкоуглеродистыми материалами, степень сопротивления на разрыв которых не превышает 600 Мпа. Они маркируются литерой «У»;
- для соединения заготовок из конструкционной легированной стали, сопротивление на разрыв которых не превышает 600 Мпа. Электроды маркируются буквой «Л»;
- для сваривания легированной стали, устойчивой к высоким температурам. Продукты обозначаются литерой «Т»;
- для сварки высоколегированной стали, обладающей особыми характеристиками. Визуальный маркер — буква «В»;
- для создания наплавляемого слоя на поверхности материалов с особыми свойствами.
 Электроды имеют обозначение — литеру «Н».
Электроды имеют обозначение — литеру «Н».
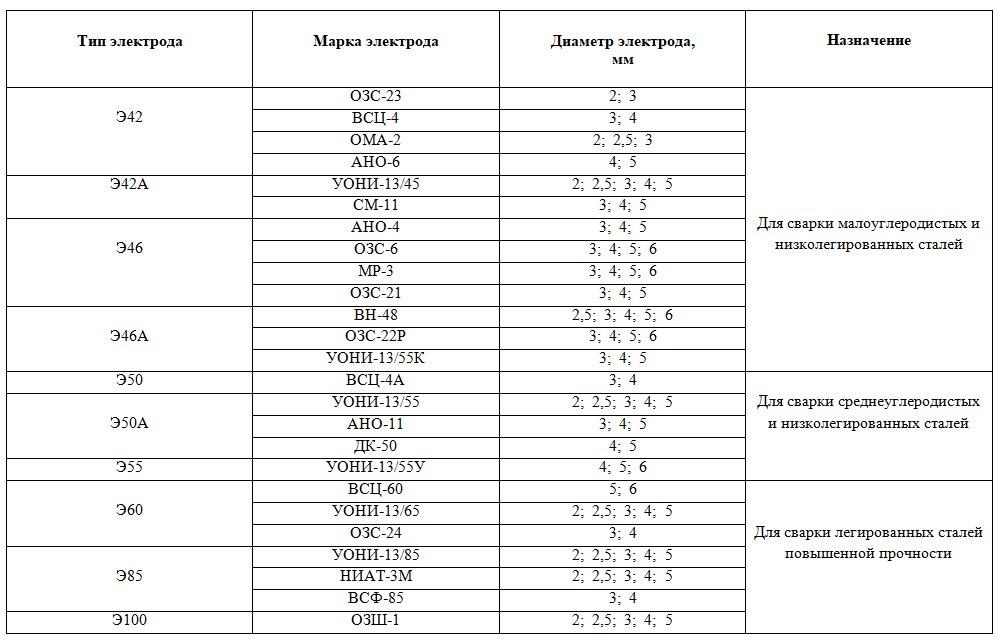
Перечисленными стандартами электроды разделяются на типы в зависимости от химического состава наплавленного металла и в соответствии с механическими характеристиками обрабатываемого материала. В маркировке присутствуют цифры, обозначающие минимальное сопротивление на разрыв в кгс/мм2: Э42, Э42А, Э50 и другие. Буква после цифрового маркера обозначает высокие пластические характеристики, хорошую вязкость и ограничения по химическим составляющим.
По толщине покрытия
По данному показателю предусмотрено деление продуктов с учетом соотношения D/d, где D соответствует диаметру покрытия, а d — величине окружности металлического стержня. Принято различать электроды по толщине покрытия:
- тонкое. Соотношение диаметров меньше 1,2. Маркируются буквой «М»;
- среднее. Результат находится в диапазоне 1,2 < х < 4,5. Обозначаются литерой «С»;
- толстое.
 Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»;
Коэффициент меньше 1,8, но больше 1,45. Маркер — «Д»; - особо толстое. Число, полученное от деления двух диаметров, выше 1,8. Маркировка «Г» является отличительной особенностью продукта.
Согласно положениям ГОСТа 9466 — 75 предусмотрено деление на три группы, которые отличаются по качеству. Оно определяется состоянием покрытия, точностью исполнения покрытия и стержня, содержанием фосфора и серы в наплаве.
Типы покрытия электродов
Значения приведены в таблице ниже:
| Тип покрытия | Обозначение по ГОСТ 9466-75 | Международное обозначение ISO |
|---|---|---|
| Кислое | А | A |
| Основное | Б | B |
| Рутиловое | Р | R |
| Целлюлозное | Ц | C |
| Смешанные покрытия | ||
| Кисло-рутиловое | АР | AR |
| Рутилово-основное | РБ | RB |
| Рутилово-целлюлозное | РЦ | RC |
| Прочие (смешанные) | П | S |
| Рутиловые с железным порошком | РЖ | RR |
По пространственному расположению наплава
Электроды следует подбирать в зависимости от пространственного расположения стыка:
- рекомендуется для работы в любом положении — обозначается «1»;
- допускается расположение сварного шва в любом положении кроме направления сверху-вниз — «2»;
- для следующего пространственного расположения: вертикаль, горизонталь, низ и вертикаль снизу-вверх — «3»;
- для работы в нижнем положении, в том числе способом в лодочку — «4».
По виду и полярности тока
Все значения собраны в виде таблицы:
| Рекомендуемая полярность постоянного тока | Напряжение холостого хода источника переменного тока, В | Обозначение | |
|---|---|---|---|
| Номинальное напряжение | Предельное отклонение | ||
| Обратная | — | — | 0 |
| Любая | 50 | ±5 | 1 |
| Прямая | 2 | ||
| Обратная | 3 | ||
| Любая | 70 | ±10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ±5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 | ||
Из чего состоит электрод для сварки
По большому счету электрод представляет собой отрезок проволоки, по которому во время сварки проходит электрический ток. Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются — непокрытыми.
Поверхность укрыта специальным химическим составом, определяющим свойства продукта. Есть электроды, которые представляют собой только кусок проволоки и не имеют дополнительного покрытия. Они так и называются — непокрытыми.
Плавящиеся и неплавящиеся электроды
Стержень внутри электроды выполнен из металлического и реже — из медного прутка. Его задача состоит в том, чтобы заполнить сварочною ванну расплавом, соединяющим две заготовки между собой. Обмазка вокруг металлического стержня определяет химические характеристики электрода и содержит вещества, улучшающие качество шва.
Неплавящиеся электроды изготавливают из порошкообразных материалов. Наиболее часто используется уголь или вольфрам. Они повышают качество сцепления соединяемых частей. Шов формируется без расплава металлического стержня, а материал электрода расходуется как присадочная проволока. Наиболее распространенный материал, который применяется в производстве таких электродов — аморфный уголь. Готовый продукт представляет собой удлиненный овальный стержень.
Такого рода угольные электроды применяются для формирования швов с высокими эстетическими показателями. Они востребованы и для воздушно-дуговой резки толстых металлических заготовок.
Электроды для точечной сварки
Отдельно нужно уделить внимание оборудованию, предназначенное для точечной сварки. Особенности технологии заключаются в том, чтобы сохранить начальную форму соединяемых частей и обеспечить нужную степень электропроводности.
Для решения задач подобного рода предусмотрены специальные аппараты, работающие без привычных электродов. Их роль замещена специальными медными контактами, выполненными в форме заостренных стержней. В домашних условиях такие контакты можно изготовить самостоятельно. К примеру, приспособить отработанные жала от мощных паяльников.
Виды и состав обмазки сварочных электродов
Для ручной дуговой сварки применяются электроды, состоящие из стержней длиной 25-45 см, на поверхность которых нанесен слой специального покрытия. На рынке представлено их несколько классов:
На рынке представлено их несколько классов:
- стабилизирующие. В своем составе имеют элементы, которые отлично ионизируют сварочную дугу. В большинстве своем покрытие наносится на стержни тонком слоем — тонкопокрытые электроды;
- защитные. Покрытие выполнены из смеси разных материалов. Основная задача состава — защитить зону расплава от воздействия атмосферного воздуха. Помимо этого, они способствуют стабильному горению дуги, рафинируют и легируют шов;
- магнитные. Наносятся на стержень непосредственно в процессе выполнения сварочных работ. Напыление осуществляется под воздействием электромагнитных сил, которые образуются между проволокой под напряжением и ферримагнитным порошком, засыпанным в специальный бункер. Проволока или стержень подаются в сварочную зону именно через этот бункер.
Существуют такие основные виды электродных покрытий:
- руднокислые. В их составе есть окислы марганца и железа, кремнезема и много ферромарганца.
 Чтобы создать защитную среду в состав включаются органические вещества — крахмал, древесная мука, целлюлоза и прочие;
Чтобы создать защитную среду в состав включаются органические вещества — крахмал, древесная мука, целлюлоза и прочие; - рутиловые. Становятся все более популярными, благодаря развитию технологий по добыче рутиловых минералов. Основной его компонент — двуокись титана (TiO2). Помимо рутила в покрытиях содержатся и другие элементы: карбонаты калия и магния, ферромарганец, кремнезем;
- фтористо-кальциевые. В состав включены карбонаты кальция и магния, ферросплавов и плавикового шпата;
- органические. В составе преимущественно органические соединения. Чаще всего используется оксицеллюлоза с добавлением шлакообразующих материалов, раскислителей и легирующих присадок.
Правила маркировки
Для маркировки всех типов существующих электродов используется определенная схема. Согласно ее построению, первая цифра определяет тип электрода, следующая позиция информирует о марке продукта, а за ней следует обозначение диаметра.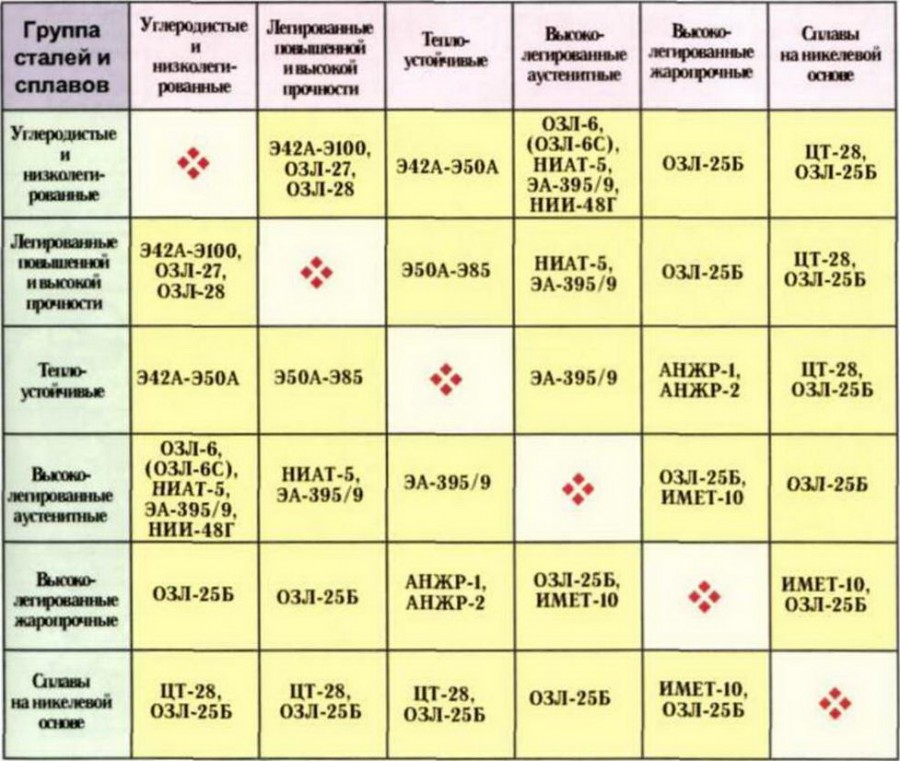
Четвертой в данной схеме идет шифр, определяющий назначение, а пятым – толщину покрытия. Шестым расположен шифр, который характеризует сварочный шов или наплав металла. Далее можно прочитать информацию о покрытии стержня. Восьмая позиции предоставляет сведения о пространственном расположении электрода во время сварки, а девятая – о напряжении и виде тока.
Для большего понимания стоит рассмотреть конкретный пример:
Первые четыре символа «Э46А» несут информацию о виде электродного стержня. Расшифровывается она так:
- Э – предназначен для электродугового способа сваривания;
- 46 – единица сопротивляемости разрыва дуги согласно нормативов ГОСТ 9467-75;
- А – усовершенствованный класс стержня.
Следующий в маркировке индекс «У» обозначает то, что электрод может использоваться в работе с легированной и низкоуглеродистой сталью. «Д2» присвоена второй группе продуктов по толщине покрытия.
Маркировка в знаменателе 432(5) – это параметр наплавленного соединения, которое формирует шов.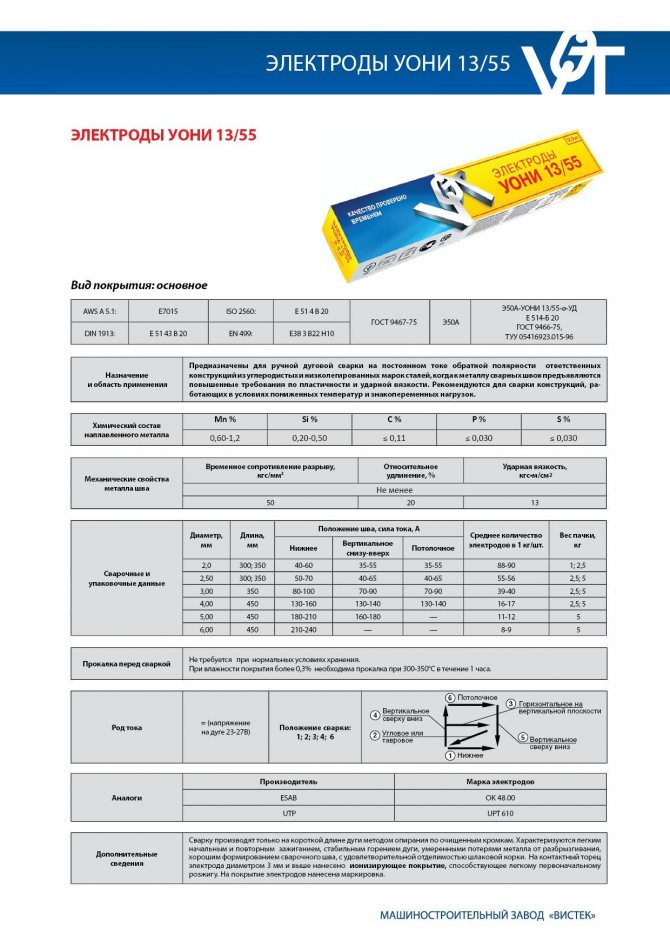 «Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
«Б» — тип покрытия электрода основной. Положение электрода во время выполнения работ соответствует значению «1». Токовый режим «0» — это обратная полярность постоянного тока.
Ниже приведена таблица о значении маркировок покрытия металлического стержня:
| Тип покрытия | Маркировка по ГОСТ 9466-75 | Международная маркировка по ISO | Маркировка по старому ГОСТ 9467-60 |
|---|---|---|---|
| кислое | А | A | Р (руднокислое) |
| основное | Б | B | Ф (фтористокальциевое) |
| рутиловое | Р | R | Т (рутиловое (титановое)) |
| целлюлозное | Ц | C | О (органическое) |
| смешанные типы покрытия | |||
| кислорутиловое | АР | AR | |
| рутилово-основное | РБ | RC | |
| смешанные прочие | П | S | |
| рутиловые с железным порошком | РЖ | RR | |
Сушка и прокалка электродов
Во время транспортировки или хранения электроды могут отсыреть. В таком случае нужна предварительная сушка, а еще лучше – прокалка. Это очень важная процедура, которая в конечном итоге положительно влияет на загорание дуги.
Не стоит часто прибегать к прокалке электродов, поскольку неоднократное нагревание способно повредить покрытие стержня. Подвергать процедуре желательно только требуемое для текущих работ количество электродов. Или же их должно остаться совсем немного.
Прокалывание практично еще и тем, что поднимает температуру электродов непосредственно перед работой. Это важно, например, для сварки труб или при работе с толстыми заготовками. Предварительный прогрев дает возможность получать герметичные стыки во время «сварки под давлением». Но следует иметь ввиду, что важен постепенный нагрев. При резком перепаде температуры не исключено образование известкового налета.
Прокалка связана с предельными сроками и длительностью хранения электродов. Согласно общепринятым нормативам максимальный срок годности отечественной продукции составляет пять лет. На практике электроды могут храниться несколько дольше, не теряя при это своих характеристик.
Как научиться варить
Практика и еще раз практика – это наиболее действенный способ обучения сварочным работам. Несложный с теоретической точки зрения процесс требует навыков и профессиональной ловкости. На первых порах можно просто наблюдать, как работы выполняют специалисты, чтобы потом использовать их приемы самостоятельно.
Держатель нужно брать так, чтобы не заслонять обзор зоны сварки. Потом нужно наклонить электрод по отношению к рабочей поверхности под углом 30 градусов. Делается несколько скользящих движений электродом по детали, чтобы инициировать розжиг дуги. В этот момент важно выдержать расстояние между стержнем и заготовкой, чтобы не разорвать дугу и не допустить «залипание» электрода.
Через небольшой промежуток времени в зоне сварки появится красное пятно – результат плавления флюса. Примерно через 2-3 секунды посредине красного пятна проявится оранжевый цвет. Его яркость будет заметно выше, а по краям проявляется мелкая рябь. Именно эта часть называется сварочной ванной – место, где металл расплавляется и после остывания формируется сварочный шов.
Читайте также: Маркировка электродов для ручной дуговой сварки
Виды электродов таблица — краткое описание, применение
Электроды описание — виды электродов, применение, характеристики
Для удобства предлагаем для клиентов описание видов электродов. В таблице Вы найдете все электроды, которые производятся на заводе сварочных электродов ООО Ватра. У нас Вы можете купить электроды оптом и в розницу по самым низким ценам.
Купить электроды в розницу можно в фирменных магазинах «Эксперт — все для сварки и стройки», по РБ в филиалах (Барановичи, Брест, Витебск, Гомель, Гродно, Могилев, Полоцк, Солигорск и др. ) и у партнеров в РФ.
) и у партнеров в РФ.
Электроды сварочные собственного производства
| ||||
|
Марка электрода |
Тип Электрода по ГОСТ 9467-45 Гост 9466-75 |
Диаметр, мм |
Род сварочного тока |
Назначение |
|
Электроды для сварки углеродистых сталей рядовых и ответственных конструкций
| ||||
|
МР-3 |
Э46 |
2.5; 3.0; 4.0 |
Переменный и постоянный обратной полярности |
Рутиловое покрытие. Электроды предназначены для сварки черных металлов. Область применения- строительство и машиностроение.  Электроды позволяют выполнять сварку на низких токах, а для электродов малого диаметра-от источников питания, включенных в бытовую сеть. Обеспечивают легкое отделение шлака и хорошее повторное зажигание, равномерное горение дуги в процессе сварки. Электроды позволяют выполнять сварку на низких токах, а для электродов малого диаметра-от источников питания, включенных в бытовую сеть. Обеспечивают легкое отделение шлака и хорошее повторное зажигание, равномерное горение дуги в процессе сварки.
|
|
ОЗС-12 |
Э46 |
2.5; 3.0; 4.0 |
Переменный и постоянный прямой и обратной полярности | |
|
АНО-21 |
Э46 |
2.5; 3.0; 4.0 |
Постоянный ток любой полярности, переменный от трансформатора с напряжением холостого хода не менее 50В |
Для сварки конструкций из низкоуглеродистых сталей малых толщин марок Ст3, 10, 20 и др. Электроды обеспечивают легкое зажигание дуги, мелкочешуйчатое формирование металла шва, легкую или самопроизвольную отделяемость шлаковой корки. Они могут применяться для сварки водопроводных труб, газопроводов малого давления. 
|
|
АНО-36 |
Э46 |
2.5; 3.0; 4.0 |
Переменный и постоянный обратной полярности |
Рутил-целллюлозное покрытие. Предназначены для сварки рядовых и ответственных конструкций из углеродистых сталей, во всех пространственных положениях шва. Также используется для сварки потолочных и вертикальных швов. Для сварки черных металлов. |
|
Электроды для сварки углеродистых сталей особо ответственных конструкций
| ||||
|
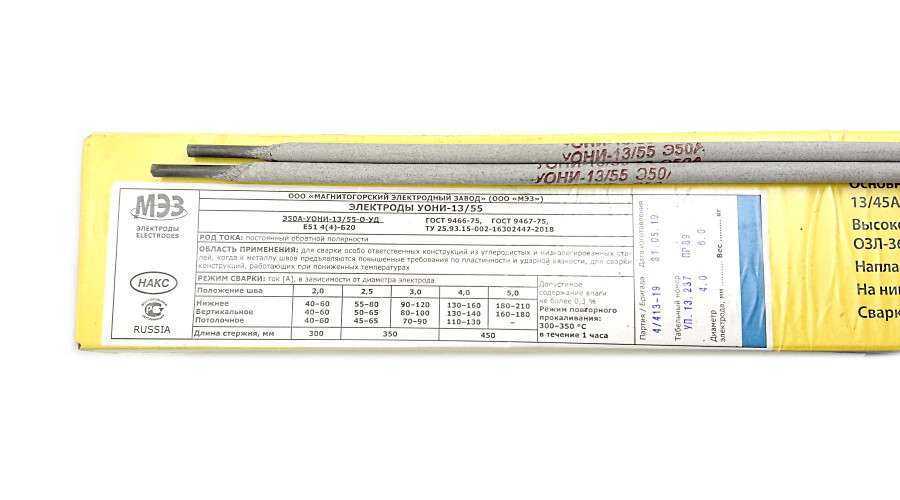
УОНИ 13/55 |
Э50А |
2.5; 3.0; 4.0 |
Постоянный ток обратной полярности |
Для сварки ответственных конструкций из углеродистых и низколегированных сталей, когда к металлу сварных швов предъявляются повышенные требования по пластичности, ударной вязкости.  Сварка во всех пространственных положениях, кроме вертикального. Свариваемая поверхность должна быть тщательно очищена от окисов, ржавчины, жиров, влаги, краски и других загрязнений. Сварка во всех пространственных положениях, кроме вертикального. Свариваемая поверхность должна быть тщательно очищена от окисов, ржавчины, жиров, влаги, краски и других загрязнений.
|
|
УОНИ 13/45 |
Э42А |
2.5; 3.0; 4.0 |
Постоянный ток обратной полярности | |
|
ТМУ-21У |
Э50А |
2.5; 3.0; 4.0 |
Постоянный ток обратной полярности | |
|
Электроды наплавочные
| ||||
|
Т-590 |
Э-120Х6С2ГР3 |
2.5; 3.0; 4.0 |
Постоянный ток обратной полярности |
Предназначены для наплавки деталей из стали |
|
ЭН-60 |
Э-70Х3СМТ |
2.  5; 3.0; 4.0 5; 3.0; 4.0
|
Постоянный ток обратной полярности | |
|
Электроды для сварки серого, высокопрочного и ковкого чугуна
| ||||
|
ЦЧ-4В |
ГОСТ 9466-75 |
3.0; 4.0; 5.0 |
Постоянный ток обратной полярности |
Предназначены для холодной сварки или заварки деталей из высокопрочного чугуна. |
|
МНЧ-2 |
ГОСТ 9466-75 |
3.0; 4.0; 5.0 |
Постоянный ток обратной полярности | |
|
Электроды для сварки изделий из коррозионностойких хромоникелевых сталей (электроды для нержавейки)
| ||||
|
ЦЛ-11 |
Э-08Х20Н9Г2Б |
3.  0; 4.0; 5.0 0; 4.0; 5.0
|
Постоянный ток обратной полярности |
Электроды используются для сварки коррозионно- стойких нержавеющих сталей. Сварка во всех пространственных положениях. |
|
ОЗЛ-8 |
Э-07Х20Н9 |
3.0; 4.0; 5.0 |
Постоянный ток обратной полярности | |
|
НЖ-13 |
Э-09Х19Н10Г2М2Б |
3.0; 4.0; 5.0 |
Постоянный ток обратной полярности | |
|
Электроды для сварки разнородных сталей (нержавейка+сталь)
| ||||
|
ОЗЛ-6 |
Э-10Х25Н13Г2 |
3.0; 4.0 |
Постоянный ток обратной полярности |
Данные электроды используются для сварки разнородных жаропростойких сталей.  Сварка во всех пространственных положениях. Сварка во всех пространственных положениях.
|
|
ОЗЛ-9А |
Э-28Х24Н16Г6 |
3.0; 4.0 |
Постоянный ток обратной полярности | |
|
ОЗЛ-17У |
ГОСТ 9466-75 |
3.0; 4.0 |
Постоянный ток обратной полярности | |
|
ОЗЛ-25Б |
Э-10Х20Н70Г2М2Б2В |
3.0; 4.0 |
Постоянный ток обратной полярности | |
|
ЦТ-15 |
Э-08Х19Н10Г2Б |
3.0; 4.0 |
Постоянный ток обратной полярности | |
|
ЭА-395/9 |
Э-11Х15Н25М6АГ2 |
3.0; 4.0 |
Постоянный ток обратной полярности | |
|
ЭА-400/10У |
Э-07Х19Н11МГ2Ф |
3.  0; 4.0 0; 4.0
|
Постоянный ток обратной полярности | |
Типы электродов
Неизолированные электроды
Неизолированные сварочные электроды изготавливаются из проволоки, состав которой требуется для конкретных применений. Эти электроды не имеют никаких покрытий, кроме тех, которые требуются для волочения проволоки. Эти покрытия для волочения проволоки оказывают небольшое стабилизирующее действие на дугу, но в остальном не имеют никакого значения. Неизолированные электроды используются для сварки марганцевой стали и других целей, где электрод с покрытием не требуется или нежелателен.
Электроды со светлым покрытием
Электроды со светлым покрытием имеют определенный состав. На поверхность наносится легкое покрытие путем мытья, погружения, чистки кистью, распылением, галтовкой или вытиранием. Покрытия улучшают характеристики потока дуги. Они перечислены под серией E45 в системе идентификации электродов.
Покрытие обычно выполняет функции, описанные ниже:
- Растворяет или восстанавливает примеси, такие как оксиды, сера и фосфор.
- Он изменяет поверхностное натяжение расплавленного металла, так что шарики металла, покидающие конец электрода, становятся меньше и чаще. Это помогает сделать поток расплавленного металла более равномерным.
- Повышает стабильность дуги за счет введения материалов, легко ионизирующихся (т. е. превращающихся в мелкие частицы с электрическим зарядом) в поток дуги.
Некоторые легкие покрытия могут образовывать шлак. Шлак довольно тонкий и не действует так же, как шлак типа экранированного дугового электрода.
Электроды для дуговой сварки или электроды с толстым покрытием
Электроды для дуговой сварки или электроды с толстым покрытием имеют определенный состав, на который нанесено покрытие погружением или экструзией. Электроды изготавливаются трех основных типов: с целлюлозным покрытием; с минеральными покрытиями; и те, чьи покрытия представляют собой комбинации минералов и целлюлозы. Целлюлозные покрытия состоят из растворимого хлопка или других форм целлюлозы с небольшим количеством калия, натрия или титана и, в некоторых случаях, с добавлением минералов. Минеральные покрытия состоят из силиката натрия, глины оксидов металлов и других неорганических веществ или их комбинаций. Электроды с целлюлозным покрытием защищают расплавленный металл газовой зоной вокруг дуги, а также зону сварки. Электрод с минеральным покрытием образует отложения шлака. Электроды с защитной дугой или электроды с толстым покрытием используются для сварки сталей, чугуна и наплавки твердым сплавом. См. рисунок 5-31 ниже.
Целлюлозные покрытия состоят из растворимого хлопка или других форм целлюлозы с небольшим количеством калия, натрия или титана и, в некоторых случаях, с добавлением минералов. Минеральные покрытия состоят из силиката натрия, глины оксидов металлов и других неорганических веществ или их комбинаций. Электроды с целлюлозным покрытием защищают расплавленный металл газовой зоной вокруг дуги, а также зону сварки. Электрод с минеральным покрытием образует отложения шлака. Электроды с защитной дугой или электроды с толстым покрытием используются для сварки сталей, чугуна и наплавки твердым сплавом. См. рисунок 5-31 ниже.
Функции электродов с защитной дугой или электродов с толстым покрытием
Эти сварочные электроды создают восстанавливающий газовый экран вокруг дуги. Это предотвращает загрязнение металла сварного шва атмосферным кислородом или азотом. Кислород легко соединяется с расплавленным металлом, удаляя легирующие элементы и вызывая пористость. Азот вызывает хрупкость, низкую пластичность, а в некоторых случаях низкую прочность и плохую стойкость к коррозии.
Они снижают содержание таких примесей, как оксиды, сера и фосфор, так что эти примеси не ухудшают качество наплавленного металла.
Они снабжают дугу веществами, повышающими ее стабильность. Это устраняет большие колебания напряжения, так что дуга может поддерживаться без чрезмерного разбрызгивания.
Уменьшая силу притяжения между расплавленным металлом и концом электродов или уменьшая поверхностное натяжение расплавленного металла, испарившееся и расплавленное покрытие вызывает распад расплавленного металла на конце электрода на мелкие, мелкие частицы.
Покрытия содержат силикаты, которые образуют шлак на расплавленном сварном шве и основном металле. Поскольку шлак затвердевает относительно медленно, он удерживает тепло и позволяет нижележащему металлу медленно охлаждаться и затвердевать. Это медленное затвердевание металла исключает попадание газов в сварной шов и позволяет твердым примесям всплывать на поверхность. Медленное охлаждение также оказывает эффект отжига на наплавленный металл.
Физические характеристики наплавленного металла изменяются путем включения легирующих материалов в покрытие электрода. Флюсовое действие шлака также приводит к получению металла шва лучшего качества и позволяет проводить сварку на более высоких скоростях.
Вольфрамовые электроды
Неплавящиеся сварочные электроды для дуговой сварки вольфрамовым электродом (TIG) бывают трех типов: чистый вольфрам, вольфрам, содержащий 1 или 2 процента тория, и вольфрам, содержащий 0,3-0,5 процента циркония.
Тип вольфрамовых электродов можно определить по окрашенным концевым меткам следующим образом.
- Зеленый — чистый вольфрам.
- Желтый — 1 процент тория.
- Красный — 2% тория.
- Коричневый — от 0,3 до 0,5% циркония.
Электроды из чистого вольфрама (99,5% вольфрама) обычно используются для менее ответственных сварочных операций, чем электроды из легированного вольфрама. Этот тип электрода имеет относительно низкую токонесущую способность и низкую устойчивость к загрязнениям.
Вольфрамовые электроды с горловиной (1 или 2 процента тория) превосходят электроды из чистого вольфрама из-за их более высокого выхода электронов, лучшего зажигания дуги и стабильности дуги, высокой пропускной способности по току, более длительного срока службы и большей устойчивости к загрязнению.
Вольфрамовые сварочные электроды, содержащие от 0,3 до 0,5% циркония, по рабочим характеристикам обычно занимают промежуточное положение между чисто вольфрамовыми электродами и вольфрамовыми электродами с горлом. Тем не менее, есть некоторые признаки лучшей производительности при определенных типах сварки с использованием переменного тока.
Более точное управление дугой можно получить, если электрод из вольфрамового сплава заточен до точки (см. рис. 5-33). Когда электроды не заземлены, они должны работать при максимальной плотности тока, чтобы получить достаточную стабильность дуги. Вольфрамовые электроды трудно обслуживать, если в качестве источника питания используется стандартное оборудование постоянного тока, а зажигание дуги от прикосновения является стандартной практикой. Сохранение формы электрода и уменьшение вольфрамовых включений в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при использовании контактного пуска.
Сохранение формы электрода и уменьшение вольфрамовых включений в сварном шве лучше всего достигается путем наложения высокочастотного тока на обычный сварочный ток. Вольфрамовые электроды, легированные торием и цирконием, дольше сохраняют форму при использовании контактного пуска.
Вылет сварочного электрода за пределы газовой камеры определяется типом свариваемого соединения. Например, удлинение газового колпачка на 1/8 дюйма (3,2 мм) может использоваться для стыковых соединений тонколистового материала, а удлинение примерно от 1/4 до 1/2 дюйма (от 6,4 до 12,7 мм) может потребоваться для некоторых угловых швов. Вольфрамовый электрод горелки должен быть слегка наклонен, а присадочный металл должен добавляться осторожно, чтобы избежать контакта с вольфрамом. Это предотвратит загрязнение электрода. Если загрязнение все же произошло, электрод необходимо снять, заново заточить и заменить в горелке.
Электроды для дуговой сварки постоянным током
При использовании определенного типа сварочного электрода необходимо следовать рекомендациям производителя. Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (отрицательный электрод), либо для обоих. Многие, но не все электроды постоянного тока можно использовать с переменным током. Постоянный ток предпочтителен для многих типов покрытых, цветных, неизолированных электродов и электродов из легированной стали. Рекомендации производителя также включают тип основного металла, для которого подходят данные электроды, поправки на плохую подгонку и другие особые условия.
Как правило, экранированные дуговые электроды постоянного тока предназначены либо для обратной полярности (электрод положительный), либо для прямой полярности (отрицательный электрод), либо для обоих. Многие, но не все электроды постоянного тока можно использовать с переменным током. Постоянный ток предпочтителен для многих типов покрытых, цветных, неизолированных электродов и электродов из легированной стали. Рекомендации производителя также включают тип основного металла, для которого подходят данные электроды, поправки на плохую подгонку и другие особые условия.
В большинстве случаев электроды с прямой полярностью обеспечивают меньшее проплавление, чем электроды с обратной полярностью, и по этой причине обеспечивают более высокую скорость сварки. Хорошее проплавление может быть получено при использовании любого типа сварки с надлежащими условиями сварки и манипулированием дугой.
Электроды для дуговой сварки на переменном токе
Доступны электроды с покрытием, которые можно использовать как с постоянным, так и с переменным током.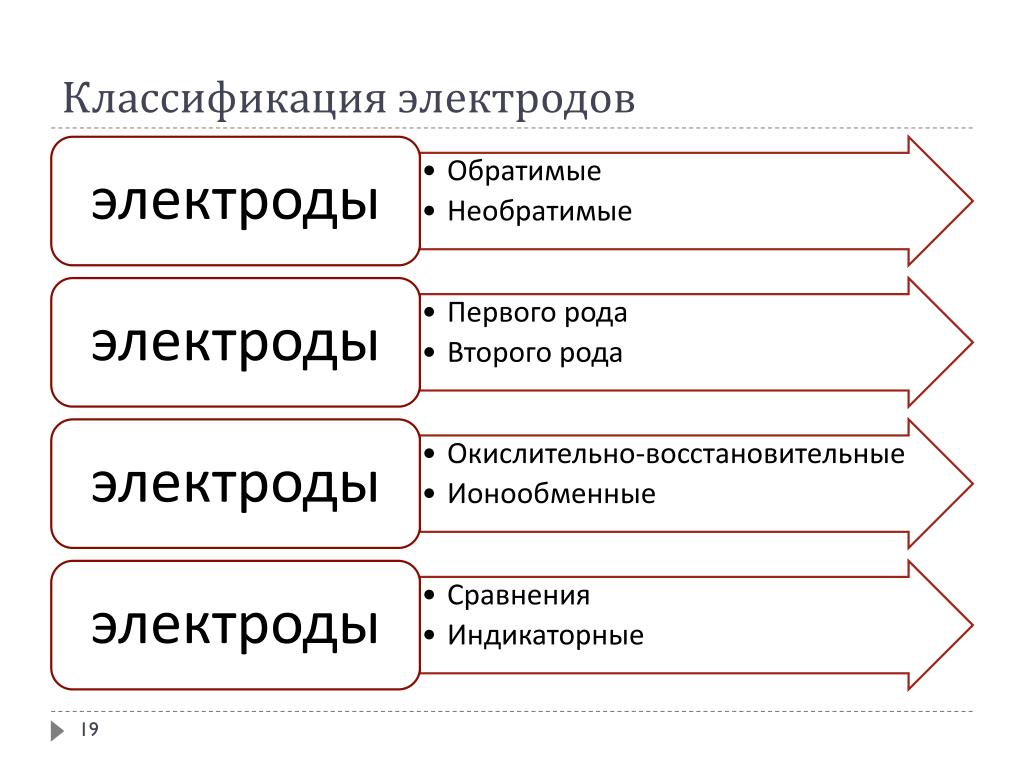 Переменный ток более предпочтителен при сварке в ограниченных зонах или при использовании высоких токов, необходимых для толстых профилей, поскольку он уменьшает дуговой разряд. Дуга дуги вызывает пузыри, шлаковые включения и непровар в сварном шве.
Переменный ток более предпочтителен при сварке в ограниченных зонах или при использовании высоких токов, необходимых для толстых профилей, поскольку он уменьшает дуговой разряд. Дуга дуги вызывает пузыри, шлаковые включения и непровар в сварном шве.
Переменный ток используется при сварке атомарным водородом и в тех процессах угольной дуги, которые требуют использования двух угольных электродов. Это обеспечивает равномерную скорость сварки и расход электрода. В угольно-дуговых процессах, где используется один угольный электрод, рекомендуется постоянный ток прямой полярности, потому что электрод будет расходоваться с меньшей скоростью.
Углеродные электроды
Американское общество сварщиков не предоставляет спецификации для угольных сварочных электродов, но есть военная спецификация, №. MIL-E-17777C , озаглавленный «Электроды для резки и сварки углерод-графит без покрытия и с медным покрытием».
В данной спецификации представлена система классификации, основанная на трех сортах: гладкий, без покрытия и с медным покрытием. Он предоставляет информацию о диаметре, информацию о длине и требования к допускам на размер, обеспечению качества, отбору проб и различным тестам. Области применения включают сварку угольной дугой, сварку двойной угольной дугой, углеродную резку, а также резку и строжку воздушно-дуговой дугой.
Он предоставляет информацию о диаметре, информацию о длине и требования к допускам на размер, обеспечению качества, отбору проб и различным тестам. Области применения включают сварку угольной дугой, сварку двойной угольной дугой, углеродную резку, а также резку и строжку воздушно-дуговой дугой.
Сварочные электроды
Сварочные электроды различаются по:
- размеру : распространенные размеры 1/16, 5/64, 3/32 (наиболее распространенные), 1/8, 3/16, 7/16 32, 1/4 и 5/16 дюймов. Стержневая проволока, используемая с электродами, должна быть уже, чем свариваемые материалы.
- материал : стержневые сварочные электроды изготавливаются из чугуна, высокоуглеродистой стали, мягкой стали, не содержащей железа (цветной) и специальных сплавов.)
- прочность : называется пределом прочности при растяжении. Каждый сварной шов должен быть прочнее свариваемого металла. Это означает, что материалы электрода также должны быть прочнее.
- положение сварки (горизонтальное, плоское и т.д.): для каждого положения сварки используются разные электроды.
- смесь железного порошка (до 60% во флюсе): железный порошок во флюсе увеличивает количество расплавленного металла, доступного для сварки (тепло превращает порошок в сталь).
- Обозначение мягкой дуги : для более тонких металлов или для металлов, которые не имеют идеальной посадки или зазора.
Сварочный электрод SMAW Схема
Как описано выше, существует много видов электродов. Вот самые популярные электроды для сварки электродами (SMAW):
- E6013 и E6012: для тонких металлов и соединений, которые трудно стыкуются друг с другом.
- E6011: Подходит для работы на замасленных, ржавых или загрязненных поверхностях. Универсален тем, что работает с полярностью постоянного или переменного тока. Создает мало шлака, еще один большой плюс.
 Обратите внимание, что этот электрод не следует помещать в электродную печь.
Обратите внимание, что этот электрод не следует помещать в электродную печь. - E6010: Аналогичен E6011, но работает только с постоянным током (DC). Обратите внимание, что этот электрод не следует помещать в электродную печь.
- E76018 и E7016: Изготовлены из железного порошка во флюсе. Создает прочные сварные швы, но имеет лужу, которая может представлять некоторые проблемы с управлением для начинающих.
Найдите подходящие типы сварочных электродов для вашего проекта
/ Types Of Welding / By
Джоэл
Contents
Какие бывают типы сварочных электродов?
- Электроды Sick Welding обычно состоят из проволоки с сердечником, покрытой флюсом. Расходный материал.

- Mig представляют собой сплошную неизолированную проволоку, которая находится на катушке с проволокой. Сварочная проволока подается к сварному шву через систему привода катушки сварочного аппарата MIG. Расходный материал.
- аналогичны сварочным аппаратам MIG, однако проволочный электрод содержит внутренний флюс внутри проволоки. Это исключает использование защитного газа. Расходный материал.
- Tig Welding изготовлены из высококачественной вольфрамовой стали и являются неплавящимися.
Сварочные электроды
Электроды для безгазовой подачи проволоки
Электроды
Сварочные электроды Stick – одноразовые плавящиеся стержневые электроды для ручной дуговой сварки низкоуглеродистой стали, специальных сталей, нержавеющей стали и чугуна. Типичные типы стержневых электродов включают электроды с низким содержанием водорода и электроды из железного порошка.
Электроды MIG – Расходуемые электроды непрерывной подачи проволоки используются для сварки низкоуглеродистой стали, нержавеющей стали и алюминия. Сварочная проволока MIG доступна в катушках различных размеров, которые подходят для конкретных типов сварочных аппаратов MIG. Каждая катушка с проволокой соответствует типу выполняемой сварки. Для сварки низкоуглеродистой стали используется стальная проволока, для сварки нержавеющей стали используется проволока из нержавеющей стали, а для сварки алюминиевой проволоки такая же алюминиевая проволока используется в качестве присадочного материала.
Сварочная проволока MIG доступна в катушках различных размеров, которые подходят для конкретных типов сварочных аппаратов MIG. Каждая катушка с проволокой соответствует типу выполняемой сварки. Для сварки низкоуглеродистой стали используется стальная проволока, для сварки нержавеющей стали используется проволока из нержавеющей стали, а для сварки алюминиевой проволоки такая же алюминиевая проволока используется в качестве присадочного материала.
Электроды для сварки MIG основаны на системе подачи проволоки, содержащей проволоку с изготовленным сердечником. Сердечник проводит электрическую энергию через проволоку, чтобы расплавить основной металл, обеспечивая дополнительный слой заполнения. Типичные сердечники проволоки включают углеродистую сталь и нержавеющую сталь для низколегированных электродов, а также проволоку из нержавеющей стали 316L и 308L. Также существует несколько специальных вариантов проволоки, включая алюминиевую и предназначенную для наращивания и закалки.
Электроды для сварки TIG. – Сварка TIG аналогична газовой сварке, когда пользователь использует сварочный стержень с присадочной проволокой для подачи в зону сварки. Сварщики TIG используют твердый вольфрамовый электрод, который создает основную дугу и сварочную ванну, куда вводится присадочный стержень для завершения сварного шва.
– Сварка TIG аналогична газовой сварке, когда пользователь использует сварочный стержень с присадочной проволокой для подачи в зону сварки. Сварщики TIG используют твердый вольфрамовый электрод, который создает основную дугу и сварочную ванну, куда вводится присадочный стержень для завершения сварного шва.
Газовая сварка или кислородно-ацетиленовая сварка – Газовая сварка не использует сварочные электроды, но аналогична сварке TIG, однако, когда газовая сварочная горелка используется для нагрева и плавления основного металла, где также вводится присадочная проволока в качестве наполнителя. Оксиацетилен используется для сварки мягкой стали и железа. Похожим способом является пайка, при которой присадочный стержень изготавливается не из стали, а из бронзы. Пайка используется для сварки латуни и меди.
Выбор электродов для сварки электродами
Выбор электродов для сварки электродов зависит от типа основного металла, толщины металла, а также напряжения и силы тока используемого сварочного аппарата.
Распродажа
Forney 30301 E6013 Сварочный стержень, 3/32 дюйма, 1 фунт
- Продукт LB 3/32. условия
- Превосходное смачивающее действие, обеспечивающее гладкие и плоские валики с устойчивой дугой как на переменном, так и на постоянном токе
- Малое разбрызгивание и отличное удаление шлака, практически самоочистка в вертикальных галтелях вниз
Hobart 770479 7018 Стержень, 1/8-10 фунтов
- Электрод с низким содержанием водорода для использования во всех положениях на низко-, средне- и высокоуглеродистых сталях
- Предел прочности при растяжении 70 000 PSI
- Не рекомендуется для низковольтных сварочных аппаратов переменного тока
- Сделано в США
Электрод для кузнечной сварки США E6011 1/8 дюйма на 14 дюймов, 10-фунтовая коробка # 51134
- Страна происхождения: Китай
- Длина упаковки: 16,5 дюйма
- Ширина упаковки: 9,5 дюйма
- Высота упаковки: 4,78 дюйма
7
Weldcote Nickel 99 Чугунный сварочный электрод Ремонт 1/8 дюйма 1 фунт
NBSP;
Основными типами электродов являются целлюлозно-рутиловые и основные низководородные.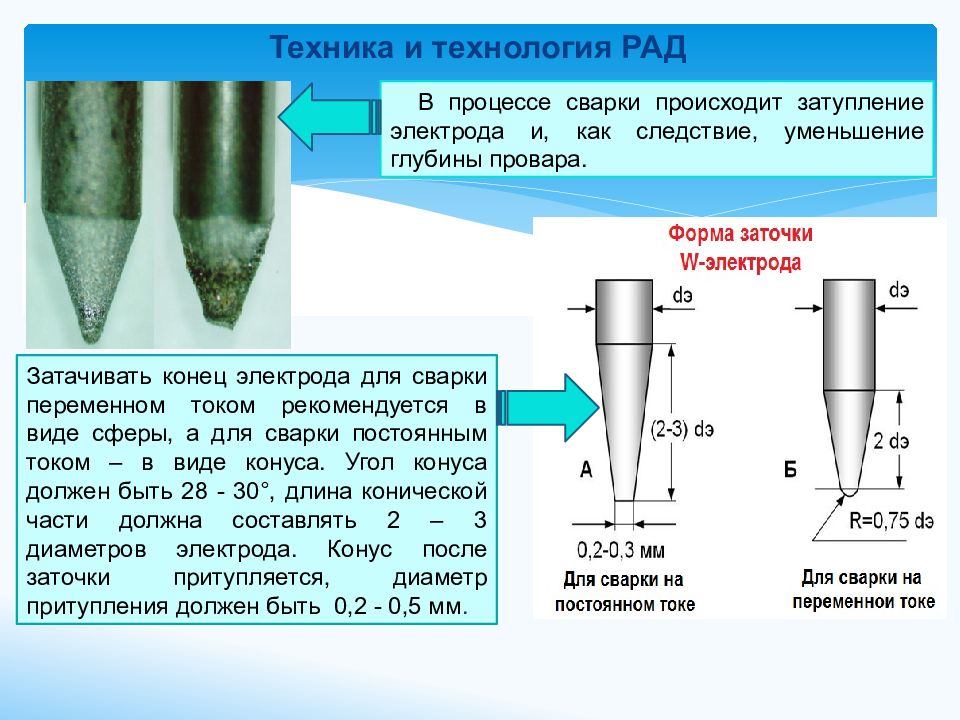 Они называются в соответствии с типом покрытия.
Они называются в соответствии с типом покрытия.
Электроды могут быть классифицированы как расходные материалы как несоответствие. Дуговая сварка или сварка стержнем (SMAW) использует расходуемые электрические электроды, в то время как сварка TIG использует неплавящиеся электроды. В отличие от неплавящихся электродов, плавящиеся электроды приплавляются к основному металлу и являются присадочным компонентом.
Сварочные электроды и их применение
6013 Использование сварочных электродов
6013 сварочные электроды в основном предназначены для сварки низкоуглеродистой стали и являются отличными электродами общего назначения. Их можно использовать для сварки других низкоуглеродистых или мягких сталей, таких как оцинкованная сталь, а также кованого железа. Подходит для сварки во всех положениях: внизу, над головой, вертикально вверх и идеально подходит для вертикального положения вниз. Может использоваться со сварочными аппаратами переменного или постоянного тока и обеспечивает хороший внешний вид во всех положениях.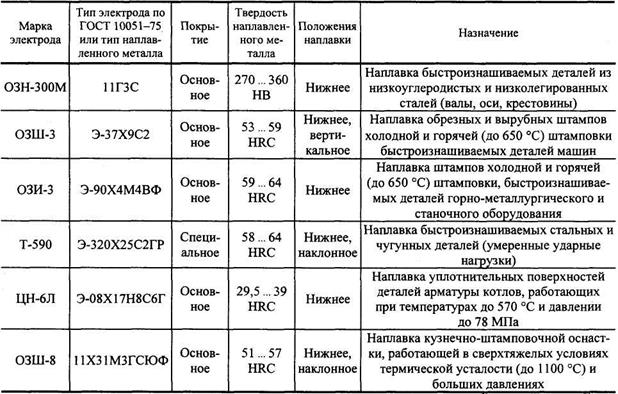
Наиболее распространенные номера стержней для сварки SMAW
Электрод E610– E610 характеризуется глубоким проникновением – мощным распылением. Фильтроподобные сварные швы обычно имеют довольно однородные поверхности сварки, которые имеют довольно грубую неравномерную рябь. Покрытие в основном состоит из целлюлозы со средней массой 30%. Другие материалы, обычно используемые для формирования покрытия, включают диоксид титана и раскислители металлов, включая ферромарганец. Благодаря составу покрытия этот электрод обычно относится к натриевому электроду с высоким содержанием целлюлозы.
Какие числа напечатаны на электродах?
Цифровая классификационная схема электродов на первый взгляд иногда может показаться запутанной, но если вы привыкнете к цифрам, это несложно. Система AWS показывает, достаточно ли прочна проволока, чтобы выдержать свой вес, что подходит для сварки, каков состав флюса и когда ток должен использовать стержень. Наиболее распространены проволоки для сварки 7018, 7314, 6013, 6011 и 7010.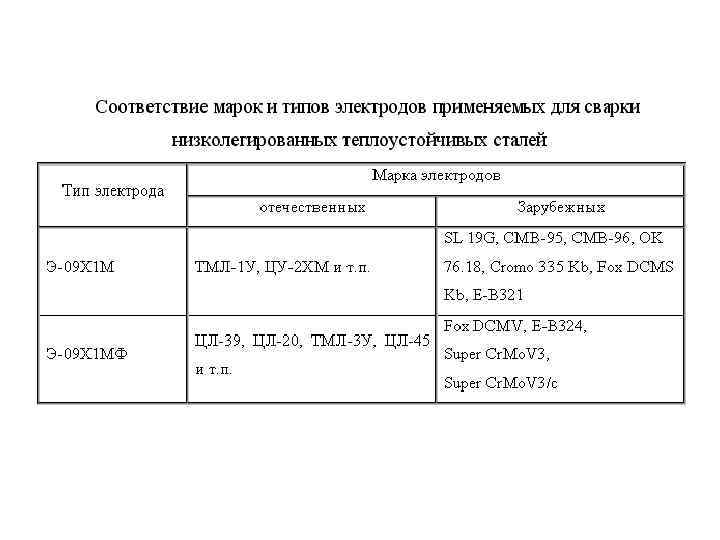 Прочность на растяжение стержня 7018 определяется двумя числами. Число А представляет вес в квадратных дюймах (PSI).
Прочность на растяжение стержня 7018 определяется двумя числами. Число А представляет вес в квадратных дюймах (PSI).
Руководство по наименованию сварочных электродов
Американское общество сварщиков (AWS) разработало числовой алфавит для обозначения сварочных электродов. Это основной метод идентификации сварочных прутков как здесь, так и за рубежом. Судя по названию, эта буквенно-цифровая техника включает в себя буквы и цифры и обычно выгравирована на каждом сварочном стержне. Есть такие интересные слова, как E6000 — E7018. Подскажите систему наименования: Основная буква «Э» в названии начинается с условного обозначения электрода. Следующие два числа указывают нашу минимальную прочность на растяжение, измеренную в фунтах на кв. дюйм.
Углеродные электроды
Американское общество сварщиков не имеет технических требований к углеродным сварочным электродам, но существуют военные стандарты, не так ли? MIL-E-17777C, озаглавленный: «Электрорезка и сварка углеродного графита без покрытия и медного покрытия». Эти спецификации имеют три системы классификации: обычная без покрытия, с покрытием и с медным покрытием. В книге приводятся размеры, длина и спецификации размеров, допусков, качества, отбора проб,
Эти спецификации имеют три системы классификации: обычная без покрытия, с покрытием и с медным покрытием. В книге приводятся размеры, длина и спецификации размеров, допусков, качества, отбора проб,
Скорость осаждения
Каждый тип электрода различается по скорости осаждения в зависимости от состава покрытия. Это железные электроды с порошковым покрытием с высокой скоростью наплавки. В Америке железо используется для покрытия от 10 до 50 %. Это можно определить по железному порошку и толщине покрытия по сравнению со стандартным весом покрытия. Этот процент соответствует спецификациям Американского общества сварщиков. Используя европейский метод определения энергии железа, вес наплавленного металла по отношению к весу сырья, используемого в производстве.
Классификация сварочных электродов
Различные международные стандарты классифицируют типы сварочных электродов. Обычно для классификации электродов используются стандартные стандарты Европы и США. Классификация электродов основана на требованиях к испытаниям, указанным в стандарте на сварные наплавки, для определения качества или характеристик сварных швов. Производители электродов часто сертифицируют свое оборудование по международным стандартам для широкого спектра применений. Простейшая международная классификация сварочных электродов включает:
Производители электродов часто сертифицируют свое оборудование по международным стандартам для широкого спектра применений. Простейшая международная классификация сварочных электродов включает:
Покрытые сварочные электроды
Металлургический металл расплавлен и поглощает кислород и азот, что делает его хрупким. Необходимо укрывать расплавленные и затвердевшие сварочные материалы от воды. Обычно в основе таких покрытий лежит электропроводящий электрод. Это зависит от состава покрытия сварочных электродов и конфигурации электродов. Типичные покрытия на сварочных электродах могут быть разработаны с использованием установленных принципов металлургии.
Сварочные электроды Флюсовые покрытия
Флюсовое покрытие содержит металлические и неметаллические компоненты, добавленные для улучшения характеристик сварного соединения. Флюсовое покрытие играет важную роль в стабилизации дуги и создает защитный газ, защищающий сварочную дугу от загрязнения воздухом и образующий шлам для защиты металла сварного шва, контролирующий уровень водорода, очищающий металл сварного шва и многое другое.
Покрытие на целлюлозных электродах содержит примерно 42% ацетата горючей целлюлозы.
Хранение сварочных электродов
Электрод должен высохнуть. Влага ухудшает желаемые свойства покрытия и может привести к чрезмерному разбрызгиванию, а также может вызвать пористость и трещины на свариваемых поверхностях. Электроды, находящиеся на влажном воздухе, следует просушить в теплой сухой печи (рис. 532) в течение 1-2 часов. После высыхания их хранят во влагостойкой таре.
Основы
Для зажигания дуги на оборудовании, постукивая по точке на ее месте и добавляя легкий подъем или царапающее движение, вы определите правильную длину дуги и предотвратите прилипание к электроду. Когда целлюлозный и рутиловый электроды созданы, можно приступать. Однако электроды с низким содержанием водорода не могут должным образом защитить сварку из-за состава покрытия при зажигании дуги. Важно зажигать дуги длиной около 3,5 дюймов для достижения оптимальных характеристик дуги.