Электрохимическая полировка алюминия: ЭХП алюминия
Содержание
Способы и особенности полировки алюминия
Содержание
- 1 Способы полировки алюминия
- 1.1 Химический метод
- 1.2 Использование электрополировки
- 1.3 Особенности декоративного травления
- 1.4 Особенности электрохимической полировки
- 2 Предупреждения
Алюминий очень популярный металл, используемый в различных сферах. Особенно при изготовлении деталей. Он обладает высокими показателями теплопроводности, стойкости к коррозии, электропроводности и пластичности. Также его сваривают с иными металлами, полируют для достижения особой гладкости и ровности поверхности.
Содержание
- Способы полировки алюминия
- Химический метод
- Использование электрополировки
- Особенности декоративного травления
- Особенности электрохимической полировки
- Предупреждения
Способы полировки алюминия
Для полирования алюминия используется несколько методов. Некоторые из них возможно использовать самостоятельно в домашних условиях. Они были выявлены с учетом многочисленных свойств и характеристик этого прихотливого металла.
Они были выявлены с учетом многочисленных свойств и характеристик этого прихотливого металла.
Химический метод
Химический метод состоит из нескольких стадий. Это обработка специальным составом, промывка и повторная обработка, снова промывка и полирование.
- Вначале проходит травление металла в серной кислоте (50%).
- Затем его промывают обыкновенной водой.
- Затем применяют азотную кислоту (30%) и снова промывают.
- В самом конце алюминий проходит через состав из фосфорной кислоты, азотной кислоты, серной кислоты, меди и воды в течение 60-120 секунд при температуре 80-90 градусов по Цельсию.
В крайних случаях изделия проходят стадию анодирования. Весь процесс занимает немного времени и помогает добиться зеркальной поверхности, гладкости. Но, существуют и ограничения. Подобный эффект не удается получить при использовании чистоты в 99,5% и менее. Специалисты, работающие многие годы с данным металлом так и не смогли найти выход из этой ситуации.
Использование электрополировки
При обработке такого вида металла для получения желаемого результата следует провести предварительный осмотр изделия, устранить все недостатки перед работой – риски, забоины, раковины, так как в дальнейшем избавиться от них будет невозможно. Наилучшего результата можно достигнуть, выполняя полировку на малых изделиях – так появляется максимальный блеск (цилиндрическая поверхность проходит обработку лучше, чем плоская). Метод содержит и ряд недостатков:
- Повышенный уровень токсичности, взрывоопасности и пожароопасности.
- Повышенный уровень сложности процесса.
- Повышенный уровень энергоемкости.
- Появление коррозии на оборудовании.
Здесь можно выделить предварительную и окончательную стадии. Вначале применяется удаление всех неровностей поверхности с помощью механического способа, а затем применяется электрополировка для достижения зеркальной и ровной поверхности. После процедуры появляются защитные свойства от негативных факторов окружающей среды.
Особенности декоративного травления
Декоративное травление представляет собой особый вид электрополирования. При нем используют фосфорно-хромовые электролиты. Благодаря такому составу сверху изделия появляется налет. Через определенный промежуток времени он приобретает выраженность (своеобразный рисунок – изморозь, розетка, тонкие нити кристаллического вида). В самом конце используют пасты и смеси для промывания и высушивания деталей (продаются в специализированных магазинах). Данный метод возможно проводить самостоятельно. Этапы процесса:
- Понадобится анодная штанга, на которую располагают алюминиевые элементы.
- Следует провести напряжение в 25-30 В.
- Затем напряжение поднимают до отметки в 40 В (при этом должен прослеживаться предел в 8-12 А/дм², температура будет также менять показатели от 50 до 80 градусов по Цельсию).
- Рекомендуется немного подождать до появления кристаллического орнамента.

Здесь все элементы следует тщательно промыть и просушить. Далее детали должны пройти путь анодного оксидирования. После этого разрешается пользоваться краской с органическим составом.
Существует и иной способ декоративного травления – искрит. Он позволяет добиться зеркального блеска и ровности. Специалисты применяют разработанную схему. Она подразумевает термическую обработку металла вначале и при окончании процесса работы. Здесь можно получить матовую (снежную) поверхность. Важен каждый этап и их последовательность. Благодаря им появляется возможность достичь желаемого результата.
Особенности электрохимической полировки
Электрохимическое полирование представляет собой такую обработку, при которой алюминиевые элементы проходят через электролит. При данном способе используется также постоянное напряжение в 10-20 В. В процессе элементы подключают к аноду (положительному полюсу) источника питания. Сам способ сглаживания напрямую связан с пассивирующей пленкой (тонким покрытием на металле). Чем выше будет электрический заряд для обработки, тем ровней и глаже будет состояние алюминия. Также происходит снижение высоты микровыступов, округление вершин, образование определенного рельефа. Показатели достигаются благодаря правильному распределению электрического тока и концентрации электролита. Качественные же критерии зависят от состава сплава, металла, наличия деформации и толщины.
Чем выше будет электрический заряд для обработки, тем ровней и глаже будет состояние алюминия. Также происходит снижение высоты микровыступов, округление вершин, образование определенного рельефа. Показатели достигаются благодаря правильному распределению электрического тока и концентрации электролита. Качественные же критерии зависят от состава сплава, металла, наличия деформации и толщины.
При данном методе используются специальные емкости (гальванические ванны), контакты подвесных устройств и электродные штанги. Специалисты рекомендуют применять серную кислоту, разбавленную водой, в случаях образования окисной пленки после контактирования алюминиевого элемента и электрического контакта. Также в промышленности для данных целей используют ортофосфорную кислоту и хлорную. Но не каждый вид металла может проходить через подобные кислоты. Наряду с алюминием – это титан, сталь. Антикоррозийное свойство достигается путем применения раствора NaOH (обычно это температура в 60-70 градусов по Цельсию в течение 15-20 минут). Раствор соляной кислоты в соотношении 3-5% применяют для сцепки гальванического покрытия с деталью.
Раствор соляной кислоты в соотношении 3-5% применяют для сцепки гальванического покрытия с деталью.
Предупреждения
- При использовании оборудования нужно обязательно соблюдать технику безопасности, а также правила по работе с такими механизмами во избежание риска травматизма.
- При самостоятельной обработке металла следует выбирать только безопасные товары – пасты и смеси во избежание отравления.
- Снизить риск отравления помогут и средства индивидуальной защиты (костюм, очки и респиратор).
- Если не провести гигиенические и санитарные процедуры после окончания работ появится риск попадания алюминиевой пыли или иных частиц в легкие (организм).
- Получить отравление может ребенок или животное при использовании алюминиевой посуды или при вдохе ее частиц, оставшихся после обработки.
Данный металл имеет на поверхности защитную пленку, но все же может навредить как взрослому, так и детскому организму, животным и растениям (при оседании пыли). Он оказывает токсичное, канцерогенное воздействие. При попадании в ЖКТ, легкие, костные ткани постепенно провоцирует различные серьезные заболевания. При работе с алюминием нужно обязательно соблюдать осторожность.
Он оказывает токсичное, канцерогенное воздействие. При попадании в ЖКТ, легкие, костные ткани постепенно провоцирует различные серьезные заболевания. При работе с алюминием нужно обязательно соблюдать осторожность.
Полировка алюминия – это сложный и трудоемкий процесс. Домашний и самостоятельный способ используют крайне редко. Для данных целей изобретены специальные пасты, упрощающие его. Для деталей же применяется высокотехнологичное оборудование, позволяющее добиться нужных показателей.
Зачем нужна шлифовка алюминия — ОКСИ Про
В настоящее время изделия из алюминия пользуются заслуженным спросом. Для улучшения их свойств и качеств применяются различные способы его обработки.
Известно, что алюминий в естественной среде окисляется. В результате происходящих химических процессов на поверхности металла образуется защитный слой, составляющий примерно 10 микрон. Однако он не обладает столь мощным защитным действием, чтобы противостоять многочисленным агрессивным средам, которые постепенно разрушают его, провоцируя при этом возникновение разнообразных, порой, опасных химических соединений. Подобное воздействие агрессивных средств может привести к образованию трудновыводимых пятен, разводов, а также способствовать более серьезным повреждениям. Справедливости ради стоит заметить, что окисленная поверхность является хорошей основой для нанесения надежного защитного покрытия.
Подобное воздействие агрессивных средств может привести к образованию трудновыводимых пятен, разводов, а также способствовать более серьезным повреждениям. Справедливости ради стоит заметить, что окисленная поверхность является хорошей основой для нанесения надежного защитного покрытия.
Чтобы защитить и улучшить внешний вид алюминиевых поверхностей были разработаны различные технологии. Наиболее часто используются:
- шлифовка или полировка;
- электрохимическое или химическое окисление;
- эмалирование или окрашивание специальной краской.
Шлифовка или полировка алюминия может быть как химической, так и электрохимической. Оба способа не защищают поверхность металла от агрессивного воздействия, но существенным образом улучшают внешний вид металлического покрытия, делая его гладким, ровным и блестящим. Кроме того, отполированная поверхность приобретает более серьезную устойчивость к коррозии. Защитить же алюминиевую поверхность призваны более серьезные методы, как например, химическое и анодное окисление.
Химическая полировка
С помощью химической полировки можно избавить поверхность изделий от видимых повреждений, не увеличивая при этом ее отражающую способность.
Процесс химической полировки заключается в погружении деталей или изделий в некоторую емкость со специально подготовленным составом для обработки поверхности.
В такой состав может входить: смесь кислот различной концентрации, а также нитрат меди. Перед погружением детали или изделия предварительно очищают от жира специальными средствами. Изделия держат в растворе несколько минут, затем тщательно промывают в большом количестве воды: сначала горячей, потом холодной.
Электрохимическая шлифовка
Данный вид обработки дает возможность вернуть изделиям идеальные контуры, устранить имеющиеся шероховатости и неровности. Электрохимическая шлифовка основывается на применении метода анодного распада.
Сначала предварительно обезжиренные и чистые изделия погружаются в специальный раствор, который призван удалить естественный слой окисленного алюминия. Обычно этот этап длится всего 20-30 секунд. Затем проводят электрический разряд между специально подбираемым катодом и анодом, которым является сама деталь. Возникает явление поляризации, ток снижает свое значение. В результате анод, т.е. обрабатываемая деталь, покрывается тонким окисленным слоем. После просушивания становится очевидным, что при помощи данного процесса можно значительно улучшить светоотражающие свойства поверхности. Однако стоит отметить, что отшлифованная поверхность не обладает серьезными защитными свойствами и требует проведения последующих защитных мероприятий, к примеру, анодирования.
Обычно этот этап длится всего 20-30 секунд. Затем проводят электрический разряд между специально подбираемым катодом и анодом, которым является сама деталь. Возникает явление поляризации, ток снижает свое значение. В результате анод, т.е. обрабатываемая деталь, покрывается тонким окисленным слоем. После просушивания становится очевидным, что при помощи данного процесса можно значительно улучшить светоотражающие свойства поверхности. Однако стоит отметить, что отшлифованная поверхность не обладает серьезными защитными свойствами и требует проведения последующих защитных мероприятий, к примеру, анодирования.
Алюминий анодированный
Электрополировка алюминия Содержание:
- Схема электрополировки
- Определение электрополировки
- Ванна для электрополировки:
- Статьи по теме:
Схема электрополировки
Прежде чем алюминий будет подвергнут анодированию, материал должен сначала пройти электрополировку, этот процесс откроет поверхностную пленку над алюминиевой частью, потому что в магазине или в пути после того, как алюминий будет произведен, он будет реагировать со свободным воздухом, образуя оксид алюминия, который покрывает поверхность алюминия. Чтобы открыть поверхностную пору, нельзя использовать просто погружение в воду, а необходимо использовать электрический ток. Даже если окунуть в горячую воду, поры могут закрыться.
Чтобы открыть поверхностную пору, нельзя использовать просто погружение в воду, а необходимо использовать электрический ток. Даже если окунуть в горячую воду, поры могут закрыться.
Электрополировка Определение
Электрополировка является отличной подготовкой металлов к гальваническому покрытию, это своего рода обработка поверхности металла перед процессом анодирования или другим видом процесса. Электрополировка не только обеспечивает химически и физически чистую поверхность, но и устраняет механические повреждения поверхности. В результате последующие гальванические пластины имеют наилучшую возможную адгезию и сниженную склонность к образованию ямок и пустот, снижающих защиту от коррозии. Металлические поверхности, прошедшие механическую обработку, шлифовку, выборку и прокатку, абразивную полировку и шлифовку, имеют неровности, которые наносят ущерб однородности и безямчатости гальванических пластин, адгезии пластины и прочности области сопряжения основного металла пластины.
Электрополировка — это процесс получения полированного и блестящего края на поверхности металлов. В этом процессе металлическую часть или устройство, которое нужно покрыть слоем подходящего металла, погружают в качестве анода в раствор, имеющий такой состав, что когда металл становится анодом, возникают неустойчивые условия пассивности, которые проявляются в аномальное изменение силы тока настраивается на получение ранее определенной наблюдением плотности тока, характерной для данного металла и данного раствора, при которой происходит превращение матовой поверхности в блестяще полированную.
Ванна для электрополировки:
Наиболее часто используемые в ваннах электрополировки основаны на серной и фосфорной кислотах в весовом соотношении примерно 50/50 при температуре примерно от 54 до 105 o C для сплавов черных металлов, 85% фосфорной кислоты для меди при температуре примерно от 43 до 60 o C; и фосфорная кислота с примерно 5-7% хромового ангидрида (CrO 3 ) при температуре примерно 60 o C для латуни.
Плотность тока при практической электрополировке колеблется от 5 до 40 А/дм2 в зависимости от обрабатываемого металла, типа ванны и температуры. Требуемое время обычно составляет от 2 до 7 мин при плотности тока от 15 до 30 А/дм 9 .0031 2 и температуре от 54 до 82 o С.
Растворы, используемые для полировки алюминия, можно разделить на две группы. Первый из них включает фосфатный, щелочной и раствор борно-фтористой кислоты. Они характеризуются низкой скоростью растворения металла и используются в качестве финишной обработки механически полированных деталей с целью получения очень высокой отражательной способности. Они используются для обработки отражателей, где нельзя получить высокий коэффициент отражения только механической полировкой. Борнофтористая кислота и фосфатные электролиты подходят только для обработки алюминия высокой чистоты. Ко второй группе относятся растворы, содержащие фосфорную, серную и хромовую кислоты. Они характеризуются более высокой скоростью растворения металла, чем растворы первой группы, позволяют сгладить микронеровности и получить блестящую, но не зеркально отполированную поверхность. Эти растворы используются вместо операций механической обработки поверхности деталей из алюминия различных марок чистоты и некоторых деформируемых алюминиевых сплавов. В дополнение к вышеперечисленному для полировки алюминия также рекомендуются растворы хлорной кислоты и уксусного ангидрида. Однако использование этих электролитов требует принятия определенных мер предосторожности из-за опасности взрыва.
Эти растворы используются вместо операций механической обработки поверхности деталей из алюминия различных марок чистоты и некоторых деформируемых алюминиевых сплавов. В дополнение к вышеперечисленному для полировки алюминия также рекомендуются растворы хлорной кислоты и уксусного ангидрида. Однако использование этих электролитов требует принятия определенных мер предосторожности из-за опасности взрыва.
Чистота алюминия является важным фактором при электрополировке металла. Заметное увеличение отражательной способности может быть достигнуто только при значительно менее удовлетворительном количестве примесей. Очень часто полировка становится невозможной из-за неравномерного растворения поверхности анода. Этот фактор затрудняет полировку алюминиевых сплавов, особенно содержащих кремний. Для обработки отливок из алюминиевого сплава, содержащего 5 % кремния, рекомендуется электролит, состоящий из 13 % фтористоводородной кислоты и 52 % глицерина. Раствор используют при 25 0С с плотностью тока 200 ампер/кв. м, время полировки 10 минут. Во время полировки раствор перемешивают.
м, время полировки 10 минут. Во время полировки раствор перемешивают.
Статьи по теме:
- Анодирование алюминия
- Состав
- Рабочее состояние гальванического покрытия
- Раствор плавиковой кислоты
- Щелочной раствор
- Раствор фосфорно-серной хромовой кислоты
- Анодирование в щавелевой кислоте
- Герметизирующая оксидная пленка
- Цвет анодированного алюминия
Электрополировка Нержавеющая сталь Алюминий Медь Латунь
РАБОТАЕТ ПН — ПТ 10:00 —
18:00
Электрополировка
метод полировки различных металлов, таких как нержавеющая сталь, алюминий,
и сталь
по
электрохимический процесс, который избирательно удаляет высокие точки
на металлическую поверхность для придания ей гладкости и блеска.
У нас есть наборы, которые можно использовать для
полировать нержавеющую сталь и алюминий. Наши системы электрополировки
Наши системы электрополировки
сглаживает, полирует, удаляет заусенцы и очищает нержавеющую сталь и/или алюминий. Вы просто погружаете чистую деталь в один из наших
химикаты для электрополировки, включите ток через питание
поставка,
и через несколько минут у вас будет хорошо отполированная деталь. Емкость для электрополировки установлена
вверх так же, как покрытие танк. Вам понадобится бак, электрополировка
раствор, свинцово-олово-сурьмяные аноды,
выпрямитель большой мощности, нагреватель бака и
пара промывочных баков.
Электрополировка имеет свои ограничения. Вы не можете поместить часть в решение, которое
ржавый и изъеденный, то ожидайте, что он выйдет зеркальным. Часть должна быть в
достаточно хорошей формы или должен быть гладко отшлифован. Детали должны быть без ржавчины и
без грязи. Более чистые сорта нержавеющей стали
(например, 316L) будут полироваться до зеркального блеска, в то время как другие марки по-прежнему будут давать хорошие результаты. Алюминий показывает хорошие результаты, но
Алюминий показывает хорошие результаты, но
Алюминиевые сплавы серий 1000 и 6000 кажутся
выйти лучшим. Ниже приведены 24 из примерно
1000 одинаковых алюминиевых деталей (6061), которые прошли электрополировку на нашем
решение.
Электрополировка как бизнес
возможность очень хорошая, по мнению этого автора. Этому легко научиться.
Кривая обучения составляет всего около одной-двух недель. Рынок для него очень
хорошо, особенно для нержавеющей стали. Есть много работы, которую нужно закупить в
медицинской, так и пищевой промышленности. Медицинское оборудование изготавливается в основном из
из нержавеющей стали и очень дорогие. Чтобы сэкономить деньги, клиники и больницы будут
лучше отремонтировать свое оборудование из нержавеющей стали, чем покупать новое.
процедура электрической полировки на самом деле затачивает хирургические инструменты во время полировки
это….. аккуратно, да? Что касается пищевой промышленности, FDA требует, чтобы ВСЕ металлические
оборудование, которое
приходит
в контакте с пищей быть из нержавеющей стали. И по закону эти предметы должны
И по закону эти предметы должны
периодически заменять или электрически полировать. Возьмите местную телефонную книгу и
вы найдете мало компаний, которые занимаются полировкой электрооборудования на местном уровне.
Так что, скорее всего, эти местные медицинские клиники и рестораны отправляют свои
вещи из города или даже из штата. Так что, будучи местным парнем, который предлагает
эта же услуга, скорее всего, вы получите их бизнес. Процесс
быстро, так что вы можете получить довольно много загрузок, обработанных в
час.
Например, линия на двадцать пять галлонов
легко заработает 200 долларов в час с
всего один оператор. Для профессиональной электрополировки вам понадобится совсем немного оборудования.
по сравнению с другими процессами нанесения покрытия, и правила EPA очень легки в отношении этого процесса. Мы
предлагаем три различных решения для электрополировки для различных областей применения. Мы
также могут создавать индивидуальные решения для обработки меди, латуни или бронзы, но есть
Минимум 21 галлон для специального раствора смеси.
Э-ПОЛИРОВКА
SS — используется для электрополировки любой нержавеющей стали серии 300, такой как 303, 304,
316 и т. д. Дает удовлетворительные результаты для нержавеющей стали серий 17, 18 и 400, но
эти сплавы лучше всего подходят для использования с SSA.
E-POLISH SSA – можно использовать для
электрополировка любая нержавеющая сталь серий 300, 400, 17-7, 18-8 ас
а также сплавы никеля, сплавы кобальта и инколой. Это также электрополировка
4130, 4140, 1040, 1050 и аналогичные стали
E-POLISH AA — в основном используется для
кто-то, кто хочет только электрополировать различные алюминиевые сплавы. Этот
решение обеспечивает очень хорошую отделку на различных более чистых сортах алюминия, и это
также эффективен для менее чистых сортов
алюминиевые сплавы. Этот
решение не будет работать на алюминиевом литье с чистотой менее 92%. Требует
Резервуар из ПВХ для тяжелых условий эксплуатации Schedule 80
E-POLISH CBB — Для электрополировки различных
медные сплавы, такие как латунь, бронза и медь.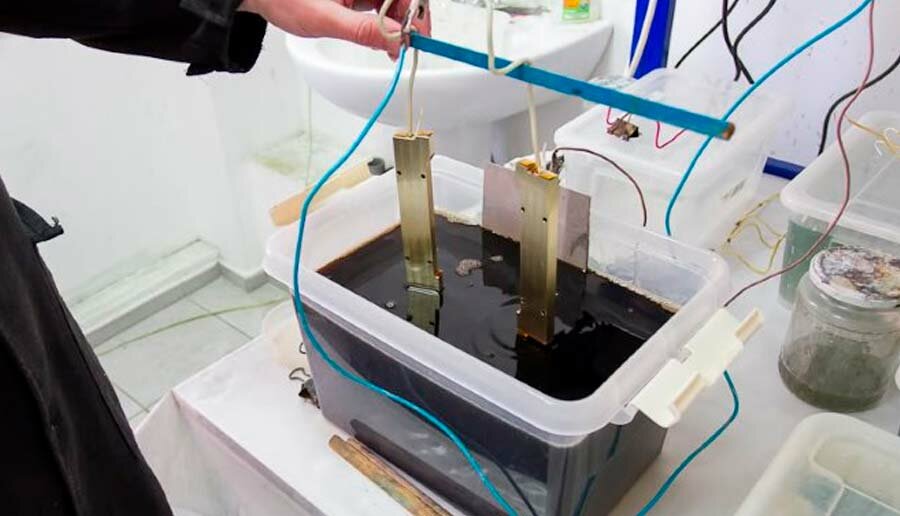 Этот
Этот
раствор дает очень хорошую отделку на большинстве видов меди, латуни и бронзы
сплавы.
Все вышеперечисленные решения входят в
коммерческий сорт и сорт для хобби. Оба достигнут одинаковых результатов, но
Химикаты любительского уровня занимают больше времени, но они гораздо менее кислые.
Наши наборы для электрополировки
продаются 4 способами:
Система C — это вариант системы для домашнего использования, представленный на нашем веб-сайте, но обновленный для
коммерческое использование со всеми коммерческими химическими веществами, большинство нагревателей, как
а также катоды коммерческого класса, шины и выпрямитель. C-системы
продается ТОЛЬКО коммерческим пользователям.
Hobby Kits для гальванопокрытий диапазон от
Системы от 2,3 галлона до 15
галлонные системы, продаваемые на веб-сайте, поставляются с
экологически чистые химикаты и не поставляются с выпрямителем, химические вещества с воздушным приводом
комплект для микширования и любые другие коммерческие обновления.
Гибридный комплект на 50% коммерческий и на 50% некоммерческий. В нем есть
коммерческие резервуары для всех важных этапов
с некоммерческими резервуарами для некритических шагов. Гибрид тоже есть
со всеми нагревателями промышленного класса, выпрямителями,
катоды, охлаждающий змеевик, седло и шина. Промывочные баки, баки для не
критические химические стадии, один из нагревателей и система химической смеси
также некоммерческий.
Полностью коммерческая гальваническая система
это лучший способ обратиться в механические мастерские , но это также и самый
дорогой способ. Система
пластины детали быстрее, легче учиться
на, более прочный, производит более стабильный
результатов и более удобен для пользователя, поскольку
система коммерческого класса. Вариант под ключ
доступен и сокращает время установки до одного дня.
2.3
GAL TANK KIT (баки 9x7x9,5 дюймов) с 2 галлонами
электрополировать
решение для нержавеющей стали, анодов, бака, очистителя и нагревателя
Hobby Kit = 729 долл. США Система «C» = 1480 долл. США Добавьте 80 долл. США за
США Система «C» = 1480 долл. США Добавьте 80 долл. США за
Комплект ССА. Добавьте 120 долларов за CBB. AA недоступен для комплекта этого размера
5
GAL TANK KIT с (баками 11×8,75×14,5″)
Раствор для электрополировки объемом 4 галлона для нержавеющей стали, анодов, резервуара, очистителя и
нагреватель Наборы для хобби = 998 долл. США «C»
система = 1798 долларов США Добавьте 120 долларов США за
Комплект ССА. Добавьте 160 долларов за CBB. Добавьте 250 долларов за комплект AA
с нестандартным баком ПВХ Щ-80.
10
GAL TANK KIT с баками 15,5x12x12,5 дюймов
Раствор для электрополировки емкостью 8 галлонов для нержавеющей стали, анодов, бака, очистителя и
нагреватель Hobby Kit = 1490 долларов США Система «C» = 2390 долларов США
Полукоммерческие = 3098 долларов США Добавьте 160 долларов США за
Комплект ССА. Добавьте 220 долларов за CBB. Добавьте 370 долларов за комплект AA
с нестандартным баком ПВХ Щ-80.
15
GAL TANK KIT с (баком 15,5x 12x 18,75″)
Раствор для электрополировки на 12 галлонов для нержавеющей стали, анодов, резервуара, очистителя и
нагреватель Hobby Kit = 179 долларов США0 Система «C» = 2998 долл. США
Полукоммерческие = 3895 долл. США Добавьте 200 долл. США за
Комплект ССА. Добавьте 270 долларов за CBB. Добавьте 440 долларов за комплект AA
с нестандартным баком ПВХ Щ-80. Коммерческий обогреватель с тефлоновым покрытием доступен за 400 долларов.
дополнительный. Коммерческий комплект для электрополировки от 490 долларов США
ПОЛУ
КОММЕРЧЕСКИЕ И КОММЕРЧЕСКИЕ СИСТЕМЫ ЭЛЕКТРОПОЛИРОВКИ
Пользователи, которым требуются ASME BPE, EFS,
Спецификации ASTM-B912 или SEMI для электрополированных деталей лучше всего подходят
с использованием полностью коммерческой системы, цена которой ниже полукоммерческой
система. Цены ниже включают в себя все необходимое оборудование, за исключением
выпрямитель и система смешивания химикатов, которые не являются «универсальными», поэтому они должны
оцениваться индивидуально
13-галлонный настольный коммерческий
система с баком для электрополировки 13x12x18 дюймов = 7 990 долл. США
США
15-галлонный настольный коммерческий
система с баком для электрополировки 18x10x18 дюймов = 8 490 долл. США
17-галлонный настольный коммерческий
система с баком для электрополировки 13x12x24″ = 8 990 долл. США
2 3
GAL KIT с баком (24x12x18) полукоммерческий = 5390 долларов США Коммерческий = 8790 долларов США
Добавьте 250 долларов за комплект SSA.
Добавьте 340 долларов за CBB. Добавьте 450 долларов за комплект ПВО с нестандартным баком из ПВХ Щ-80. Нестандартные размеры резервуаров
доступны до тех пор, пока они имеют аналогичный рабочий объем за дополнительную плату.
27
ГАЛ КОМПЛЕКТ с (18x18x18)
полукоммерческий вариант = 6196 долларов США Коммерческий – 9797 долларов США.
Добавьте 270 долларов за
Комплект ССА.
Добавьте 390 долларов за CBB. Добавьте 490 долларов за комплект ПВО с нестандартным баком из ПВХ Щ-80. Нестандартные размеры резервуаров
Нестандартные размеры резервуаров
доступны до тех пор, пока они имеют аналогичный рабочий объем за дополнительную плату.
КОМПЛЕКТ НА 30 ГАЛЛ. с баком (24x12x24) полукоммерческий = 7395 долл. США
Коммерческий — 10 580 долларов США
Добавьте $310 за
Комплект ССА. Добавьте 420 долларов за CBB. Добавьте 535 долларов за комплект AA
с нестандартным баком ПВХ Щ-80. Нестандартные размеры резервуаров доступны, если они
имеют аналогичный водоизмещение за добавленный заряд.
45
GAL KIT с баком (24x18x24) полукоммерческий = 8980 долларов США.
Коммерческий — 13 998 долларов США
Добавьте 390 долларов за комплект SSA.
Добавьте 500 долларов за CBB. Добавьте 630 долларов за комплект ПВО с нестандартным баком из ПВХ Щ-80. Нестандартные размеры резервуаров
доступны до тех пор, пока они имеют аналогичный рабочий объем за дополнительную плату.
61 галлон
КОМПЛЕКТ с баком (24x24x24)
полукоммерческий вариант = 9393 долл. США Коммерческий
США Коммерческий
16 690 долларов США
Добавьте 450 долларов за комплект SSA.
Добавьте 600 долларов за CBB. Добавьте 710 долларов за комплект ПВО с нестандартным баком из ПВХ Щ-80. Нестандартные размеры резервуаров
доступны до тех пор, пока они имеют аналогичный рабочий объем за дополнительную плату.
70
КОМПЛЕКТ GAL с баком (36 x 18 x 24) Коммерческий = 18 880 долл. США Добавьте 480 долл. США за комплект SSA.
Добавьте 690 долларов за CBB. Добавьте 780 долларов за комплект ПВО с нестандартным баком из ПВХ Щ-80. Нестандартные размеры резервуаров
доступны до тех пор, пока они имеют аналогичный рабочий объем за дополнительную плату.
92
GAL KIT с баком 48x18x24 или
бак 36x24x24) Коммерческий
= 22 990 долларов США
Добавьте 550 долларов за комплект SSA.
Добавьте 800 долларов за CBB. Добавьте 950 долларов за комплект ПВО с нестандартным баком из ПВХ Щ-80. Нестандартные размеры резервуаров
доступны до тех пор, пока они имеют аналогичный рабочий объем за дополнительную плату.
