Электрохимическая полировка: Электрохимическая полировка нержавеющей стали | Электрополировка нержавейки
Содержание
Установка сухой электрохимической полировки DLyte 10000 по цене производителя с доставкой – «TopStanok»
- Описание
-
Характеристики
Хар-ки
- Комплектация
Описание
DLyte® 10000 — это запатентованная инновационная система шлифовки и полировки металлических изделий. Новинка была представлена в 2019 году на выставке EMO и предназначена для полирования большого объема изделий при массовом производстве. Установка имеет объем рабочей камеры 1200 литров что в 200 раз больше самой маленькой установки и позволяет одновременно обрабатывать более 200 изделий размером 50х50х50. Установка может быть в исполнении с крановидным держателем для обработки большого количества изделий, либо с роботом для полировки больших изделий со сложной геометрией.
В основе технологии обработки DryLyte® лежит процесс переноса ионов с поверхности обрабатываемого изделия посредством свободных твердых тел. Революционная технология сухого электрополирования, при которой жидкости не используются в качестве электролита, позволяет добиваться состояния зеркального блеска в один шаг. Установка в большей степени используется для полировки изделий после 3д печати металлом (SLM).
Одним из самых главных плюсов технологии является полное сохранение первоначальной формы детали, включая острые кромки, а так же проникновение во все труднодоступные области, включая канавки и пустоты. Добиться таких результатов не представлялось возможным ни одним существующим до этого методом. В результате обработки достигается равномерная шероховатость по всей детали менее 0,1 мкм, это значит, что на поверхности полностью отсутствую какие либо следы шлифования и микрозадиры. Металл, в виду полученных после обработки поверхности свойств, становится более устойчив к коррозии, снижается коэффициент смятия и повышается усталостная прочность.
Установка очень проста в использовании, для работы не требуется никаких специальных знаний и долгого обучения. Сразу после покупки установка начинает приносить выгоду.
Видео
Общие характеристики
| Характеристика | d10t |
|---|---|
|
dlyte | |
| Габариты антивибрационной платформы | отсутствует |
| Количество обрабатываемых деталей | 200 |
| Мощность | 100 кВт |
| Обрабатываемые материалы | Алюминий, Кобальт-хром, Медь, Нержавеющая сталь, Сталь, Титан |
| Объем контейнера | 1200 л |
| Рабочая зона | Ø1330 мм x 850 мм |
| Серия | Промышленная |
| Требуемое давление воздуха | 4-5 бар |
|
Общие характеристики Постобработка готовых изделий | |
| Назначение | Промышленная линейка оборудования |
| Обрабатываемые материалы | Металл |
| Обработка изделий полученных технологией | DMLS, EBM, SLM, DMP, DMT |
Стандартная комплектация
Развернуть все
Свернуть все
-
Опора держателя
-
Гаечный ключ
-
Стилус для сенсорной панели управления
-
Инструмент для проверки образца
-
Техническая документация
-
Сертификация СЕ
-
Стол-поднос
-
Держатель для образцов
-
3-х метровый кабель питания
Дополнительные опции
Развернуть все
Свернуть все
-
Вибрационный держатель для образцов
-
Держатель для образцов Gripper
-
Держатель для образцов Clamp
-
Держатель для образцов Plate
-
Держатель для образцов Finger
-
Держатель для образцов Crown
-
Держатель для образцов Spring
-
Электролит CoCr 01
Для кобальт-хромовых сплавов
-
Электролит CoCr 02
Кобальт-хромовые сплавы.

Только для зеркальной обработки поверхности и сложных геометрических форм
-
Электролит SS 01
Для сплавов нержавеющей стали; никель-хромовых жаропрочных сплавов, латуни, меди, бронзы
-
Электролит SS 02
Для сплавов нержавеющей стали; никель-хромовых жаропрочных сплавов, латуни, меди, бронзы
Только для зеркальной обработки поверхностей и сложных геометрических форм.
-
Электролит CS 01
Для группы углеродистой стали
-
Электролит Ti 01
Для группы титана (титановые сплавы, никель-титановые сплавы)
-
Держатель для образцов Threaded
Особенности
Сохраняет исходную геометрию изделия
Электрохимический процесс полировки в отличие от механического происходит без снятия слоя верхнего материала, благодаря чему острые углы и кромки остаются в первозданном виде, сохраняются допуски.
Позволяет прогнозировать время обработки и контролировать затраты
Обработка происходит в автоматическом режиме без участия человека, с понятным заранее временным циклом обработки. Благодаря этому вы можете планировать производственный процесс и контролировать затраты на обработку, чего нельзя сделать при ручной полировке.
Обрабатывает детали со сложной геометрией
Технология позволяет обрабатывать труднодоступные полости, комплексные сложносборные изделия без разборки.
Улучшает свойства металла
В ходе обработки на поверхности изделия создается случайная текстура, которая повышает износостойкость, корозионную стойкость и выносливость детали.
Полирование до зеркального блеска в один шаг
Зеркальный блеск поверхностей изделия достигается за один шаг, не требуется использование нескольких типов станков, а для некоторых металлов даже технологий для того что бы получить такой результат.
Применение
Авиастроение
Стоматология
Каркасы, коронки, мосты, штифты, вкладки
Медицина
Промышленность
Электрохимическая обработка нержавеющей стали. Пассивация.
ООО Хамерус
| Статьи, Электрохимическая обработка сварного шва
Принципы и рекомендуемые режимы работы, особенности использования, расход материалов.
Безопасно – быстро – просто – выгодно!
Современные системы электрохимической очистки сварного шва с максимальной эффективностью удаляют цвета побежалости с поверхности нержавеющей стали (а в некоторых моделях – и с поверхности алюминия), при этом никак не изменяя саму поверхность. Подходят для обработки после сварок TIG/MIG и точечной сварки.
Подходят для обработки после сварок TIG/MIG и точечной сварки.
Системы электрохимической очистки и пассивации формируют на обрабатываемой поверхности нержавеющей стали равномерный и прочный слой оксида хрома, который защищает изделие от коррозии. Они дают безопасную, быструю и выгодную альтернативу использованию травильных паст и других способов очистки сварного шва.
Копания Хамерус предлагает оборудование для электро-химической обработки нержавеющей стали следующих брендов
Безопасность:
Электролиты популярных торговых марок электрохимических систем имеют сертификат международного стандарта качества NFS для использования на пищевых производствах и не оказывают влияния на здоровье оператора.
Скорость:
Равномерная очистка и пассивация от 90 до 150 см в минуту!
Простота использования:
Некоторые модели систем электрохимической очистки и пассивации имеют встроенный резервуар и систему автоматической подачи электролита, что обеспечивает непрерывность работы. Если в модели нет встроенного резервуара, графитовая кисть или электрод с салфеткой периодический обмакивается в электролит, налитый в отдельную ёмкость.
Если в модели нет встроенного резервуара, графитовая кисть или электрод с салфеткой периодический обмакивается в электролит, налитый в отдельную ёмкость.
Экономичность:
При обработке сварного шва хорошего качества 1 литра электролита хватает на обработку до 200 погонных метров шва.
Что такое пассивация нержавеющей стали и почему пассивация так важна?
Нержавеющая сталь устойчива к коррозии благодаря защитной плёнке оксида хрома, которая образуется на её поверхности. Формирование этого защитного слоя и называется пассивацией. Механическое повреждение поверхности или воздействие высоких температур (как при проведении сварочных работ) разрушают защитный слой, и сталь моментально начинает ржаветь.
Пассивация происходит, когда хром, содержащийся в нержавеющей стали, вступает в контакт с кислородом в атмосфере. Эта химическая реакция создаёт плёнку оксида хрома Cr₂O₃, которая защищает поверхность нержавеющей стали.
Чтобы сформировать достаточно толстый и равномерный защитный слой, поверхность изделия из нержавеющей стали должна быть полностью очищена от любых загрязнений и включений. Механические повреждения поверхности, термическая обработка, сварка, соли и сильные кислоты, гальваническое воздействие повреждают защитную плёнку оксида хрома. Решить эту проблему можно либо путём абразивной обработки (удаляется поверхностный слой материала, содержащий окисленное железо, необходима обработка до зерна Р240), либо электрохимической обработкой без удаления поверхностного слоя.
Для полного восстановления антикоррозийных свойств поверхности нержавеющей стали цвета побежалости, как и все поверхностные загрязнения, также должны быть удалены.
Современные системы электрохимической обработки и пассивации безопасны, эффективны, и позволяют обрабатывать шов максимально быстро. Процесс пассивации начинается мгновенно после окончания электрохимического воздействия установки. До полного окончания процесса пассивации и стабилизации слоя оксида хрома требуется от 24 до 48 часов.
Режимы работы электрохимических установок очистки и пассивации.
Установки электрохимической обработки могут работать в двух режимах: режим переменного тока (AC mode) для очистки поверхности, и режим постоянного тока (DC mode) для электрохимической полировки. В обоих режимах работа идёт с применением электролита.
1. Режим переменного тока AC Mode – электрохимическая очистка
Процесс электрохимической очистки использует сочетание воздействий электрического тока и очищающих свойств электролита для удаления цветов побежалости, которые представляют собой стекловидные окислы железа, образующиеся под воздействием высоких температур при сварке. При этом поверхность изделия остаётся неповреждённой. Электрохимическая очистка удаляет цвета побежалости, загрязнения, и способствует быстрому формированию плёнки оксида хрома, которая защитит поверхность нержавеющей стали от дальнейшего оксидирования. Выполнять электрохимическую очистку следует всегда в режиме переменного тока.
2. Режим постоянного тока DC Mode – электрохимическая полировка
Электрохимическая полировка с применением электролита – это процесс, который, помимо очистки и осветления шва, удаляет часть материала с поверхности изделия. По сути, в результате электролитического разрушения микронеровностей происходит изменение оптических свойств поверхности. Такой процесс применяется чаще всего для обработки сварных швов на тех изделиях из нержавеющей стали, где требуется получить зеркальную полировку. При этом следует понимать, что что таким способом невозможно убрать царапины и сколько-нибудь серьёзные повреждения поверхности; повреждённый участок будет блестеть (оптических эффект полировки), но по сути неровности останутся. Электрохимическая полировка выполняется всегда в режиме постоянного тока.
Автор: Валерия Румянцева
Мы надеемся, что изложенная в статье информация была Вам полезна, однако для точного подбора инструментов под Ваши задачи в зависимости от материалов и серийности изделий мы рекомендуем обратиться за консультацией к нашим технологам. При использовании материалов сайта ссылка на источник обязательна.
При использовании материалов сайта ссылка на источник обязательна.
8 800 333-05-37 (бесплатный по России)
+7 812 448-61-36 (Санкт-Петербург)
WhatsApp, Telegram, Viber +7 999 0258672 /мы отвечаем только в рабочие часы/
ПН-ЧТ 8:30-17:00, ПТ 8:30-15:00
ОТПРАВИТЬ ЗАЯВКУ ПРЯМО СЕЙЧАС
Сухое электрохимическое полирование для обработки изделий после 3D-печати
Постобработка деталей является одной из основных стадий процесса аддитивного производства и на текущий момент самой трудоемкой.
По статистике, постобработка занимает от 30 до 70 % времени, потраченного на весь процесс аддитивного производства. Одной из основных причин такого распределения времени является то, что постобработка практически всегда выполняется вручную. Это позволяет сделать вывод, что узкое место аддитивного производства заключается в постобработке изделия, а не в его печати.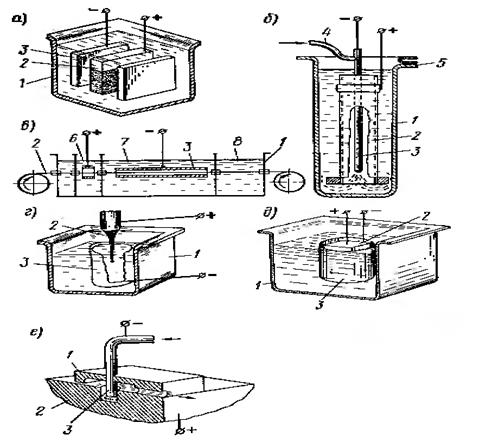
На текущий момент все технологии постобработки сосредоточены над решением двух основных задач: улучшения качества поверхности и удаления поддержек.
В конце 2017 года была представлена уникальная технология по улучшению качества поверхности — DryLyte, о ней здесь и пойдет речь.
DryLyte — это технология сухого электрохимического шлифования и полирования металлических изделий с помощью переноса ионов металла посредством свободных твердых тел (рис. 1). Отличительной особенностью и уникальностью DryLyte является то, что жидкости не используются в качестве электролитов. Также, в отличие от традиционного способа полирования, обработка по технологии DryLyte сохраняет исходные формы изделия, включая углы и режущие кромки, происходит процесс объемного шлифования и полирования, при котором обрабатывается вся поверхность детали, какую бы сложную геометрию она ни имела.
Рис. 1. Электрополирование металлических изделий по технологии DryLyte
Технология DryLyte обеспечивает зеркальную поверхность высочайшего качества, обработку за один шаг (рис. 2) и, что самое важное, позволяет предварительно рассчитать затраты. В 2018 году DryLyte была удостоена самой престижной премии в области технологий для аддитивного производства за лучшее решение для постобработки — TCT Awards.
2) и, что самое важное, позволяет предварительно рассчитать затраты. В 2018 году DryLyte была удостоена самой престижной премии в области технологий для аддитивного производства за лучшее решение для постобработки — TCT Awards.
а) контргайка
б) лопатка
в)
г)
Рис. 2. Изделия до и после обработки
Генеральный директор компании TopStanok Евгений Андреевич Кузьмин поделился кейсом внедрения технологии DryLyte для обработки напечатанных стоматологических изделий.
В компанию обратилась международная стоматологическая компания 3DMED, деятельность которой сосредоточена на производстве систем исправления прикуса на основе собственных запатентованных технологий с использованием аддитивного производства взамен традиционного литейного.
Одно из выпускаемых изделий, систему зубных брекетов (рис. 3), компания производит с помощью SLM-печати. Сами изделия имеют размер немногим больше спичечной головки и достаточно сложную индивидуальную геометрию, исходящую из особенностей поверхности зубов пациента (рис. 4). Изделия устанавливаются непосредственно в ротовую полость и в связи с этим имеют высокие требования к финальному качеству поверхности и к безопасности.
4). Изделия устанавливаются непосредственно в ротовую полость и в связи с этим имеют высокие требования к финальному качеству поверхности и к безопасности.
Рис. 3. Система зубных брекетов с напечатанными изделиями
Рис. 4. Напечатанное металлическое изделие до и после обработки по технологии DryLyte
Учитывая вышеперечисленные характеристики, полировка изделия производилась исключительно вручную и занимала большое количество времени. Этап приемки качества изделия также был временнозатратным, так как каждый раз оператор допускал различные ошибки в процессе полировки или, что еще хуже, совершал брак. В случае брака приходилось печатать новое изделие и еще сильнее затягивать и без того долгий процесс производства.
Помимо этого компания попадала в большую зависимость от операторов постобработки: после их увольнения знания уходили вместе с сотрудниками, новых приходилось подолгу обучать. Оператор — достаточно подвижная категория специалистов, и делать это приходилось часто.
После очередного увольнения сотрудника компанией было принято решение искать автоматизированные решения для полировки, и она обратилась в TopStanok. Компания и ранее обращалась к различным специалистам, но на тот момент никто из инжиниринговых компаний не смог предложить автоматизированное решение для полировки таких мелких и сложных изделий.
Задача от заказчика была достаточно тривиальная — автоматизировать весь процесс постобработки, минимизировать необходимость участия человека в процессе, повысить эффективность и получить стабильное качество обработки от изделия к изделию.
Мы предложили решение для массовой полировки изделий, установку сухого электрохимического полирования Dlyte. На тот момент у нас было реализовано несколько проектов и огромное количество технологических тестов, и мы достаточно точно могли спрогнозировать результат обработки. Единственной загвоздкой являлся держатель деталей для обработки 96 изделий за раз — примерно такое количество два оператора успевали обработать за день. Наши технологи совместно с производителем разработали новый, на базе стандартного ювелирного держателя, причем даже с удвоенной вместимостью, что актуально для растущей компании.
Наши технологи совместно с производителем разработали новый, на базе стандартного ювелирного держателя, причем даже с удвоенной вместимостью, что актуально для растущей компании.
Приведем цифры по проекту.
Во‑первых, удалось добиться шероховатости поверхности изделия на ответственных поверхностях Ra 0,08 мкм, ранее же, при ручной полировке, нельзя было даже приблизиться к таким цифрам. Во‑вторых, впервые получилось отполировать замок изделия, до этого элемент не полировался ввиду труднодоступности.
Время обработки в пересчете на единицу изделия сократилось более, чем в 5 раз: с 5 минут до 56 секунд. Сократилась в 3,36 раза стоимость полировки единицы изделия (без учета амортизации) при недельном объеме полирования 480 единиц. При увеличении недельного объема производства до 960 единиц и использовании увеличенного держателя стоимость сокращалась в 6,23 раза. Это позволило обрабатывать за один рабочий день весь объем напечатанных за неделю изделий и освободить оператору 32 часа в неделю для реализации других задач. Этап приемки качества полирования партии изделий сократился до 5 минут на всю партию.
Этап приемки качества полирования партии изделий сократился до 5 минут на всю партию.
Таким образом, производственный цикл существенно сократился, а производительность выросла. Это позволило внедрить дополнительную линейку изделий, более дешевого ценового диапазона. Данная линейка долгое время была в планах компании, но ее ввод подразумевал существенное увеличение штата операторов, что влекло за собой дополнительные организационные сложности и расходы в связи с этим реализация проекта была отложена.
В результате проделанной работы был получен полностью автоматизированный, а самое важное, прогнозируемый процесс полировки изделия, стандартное качество от изделия к изделию независимо от партии.
В данном кейсе была использована самая маленькая установка Dlite серии 1 с объемом рабочей зоны 6 литров. Для сравнения — самая большая установка Dlyte больше описанной в 200 раз и имеет объем рабочей зоны 1200 литров.
Проведя огромное количество технологических тестов, мы можем с уверенностью заявить, что Dlyte — универсальный инструмент для финальной обработки и подходит как для полировки мелких изделий ювелирного типа, так и для партий крупногабаритных изделий, как, например, лопатка турбины. ■
■
Автор: Парфенов Дмитрий Андреевич, Евгений Кузьмин, TopStanok
Источник журнал «Аддитивные технологии» № 4-2019
Сухое электрохимическое полирование для обработки изделий после 3D-печати, TopStanok, журнал «Аддитивные технологии» № 4-2019, Технология DryLyte, решение для постобработки — TCT Awards, аддитивное производство, стоматологическая компания 3DMED, SLM
ОБРАБОТКА И ПОЛИРОВКА МЕТАЛЛИЧЕСКИХ ДЕТАЛЕЙ ЗУБНЫХ ПРОТЕЗОВ
Все детали зубных протезов, выполненные из сплавов металлов, должны быть тщательно обработаны. Обработка металлических деталей проводится в несколько этапов с целью повышения химической стойкости, снижения электролитического потенциала, улучшения гигиенического содержания зубных протезов.
На первом этапе необходимо с помощью различных режущих инструментов удалить с поверхности излишки материала, различного характера неровности (небольшие поры, неглубокие трещины, наплывы, грат, остатки литниковой системы).
Доказано, что даже небольшие царапины, а тем более трещины концентрируют напряжение.
Поверхность детали, толщина которой превышает 0,35-0,4 мм, шлифуют абразивными инструментами (круги различных размеров, фасонные головки, металлические фрезы), добиваясь большой чистоты. Чистота обработки зависит от качества абразивного материала, размера зерен, скорости движения и давления инструмента на поверхность. При быстром движении инструмента по поверхности с малой приложенной силой поверхность обрабатывается медленнее, зато снимается меньший слой, а следовательно, можно получить более гладкую поверхность. Мелкое абразивное зерно также способствует этому. Крупное абразивное зерно, видимое при осмотре инструмента, быстрее снимает поверхность металла, но оставляет глубокие насечки, поэтому вначале производят грубую, а затем среднюю и тонкую шлифовку. Для шлифовки используют фасонные головки с мелким зерном на керамической связке, алмазные абразивы или шлифующий инструмент на вулканитовой связке.
Важное свойство абразивного инструмента — его способность «самозатачиваться»: по мере истирания режущего зерна оно крошится, обнажая грани подлежащих зерен.
Оценка обработанной поверхности проводится визуально.
После шлифовки приступают к полировке металлической поверхности. Полировку можно проводить двумя способами: механическим и электрохимическим.
Механический способ полировки принципиально не отличается от метода шлифовки. Для полировки используют абразивные круги с очень мелким абразивным зерном, фетровые фильтры, волосяные и матерчатые щетки с обязательным применением полировочных паст. Полированием создают зеркально гладкую поверхность.
В ряде случаев сложность контуров поверхности протеза не позволяет подвести к ней быстро вращающийся полировочный инструмент. В таких случаях, а также для облегчения процесса окончательной обработки металлических деталей протезов применяют электрохимический способ.
Хороших результатов, т.е. почти гладкой поверхности, можно добиться, применяя пескоструйную обработку. Этот вид механического способа обработки поверхности металлического каркаса протезов проводят в специальном герметически закрытом пескоструйном (пескометном) аппарате. В сопло аппарата со струей воздуха под давлением 3—5 атм подается кварцевый песок, который и обрабатывает поверхность металла, снимая мелкие неровности поверхности. К струйной обработке прибегают после грубой и средней шлифовки.
Этот вид механического способа обработки поверхности металлического каркаса протезов проводят в специальном герметически закрытом пескоструйном (пескометном) аппарате. В сопло аппарата со струей воздуха под давлением 3—5 атм подается кварцевый песок, который и обрабатывает поверхность металла, снимая мелкие неровности поверхности. К струйной обработке прибегают после грубой и средней шлифовки.
Метод струйной обработки хорошо зарекомендовал себя при очистке металлических деталей от огнеупорной массы, позволив полностью отказаться от применения различных химических средств, не безопасных в производстве.
Микроудары частиц песка создают в поверхностных слоях металла наклеп, что делает протез значительно прочнее.
Электрохимическая полировка — метод, позволяющий изменить поверхность металлического каркаса протезов за счет растворения мельчайших выступов и шероховатостей. Процесс растворения состоит в переносе с острия выступов и шероховатостей ионов металла в электролит, т. е. перемещении металла с анода на катод. Следовательно, процесс протекает в специальных электролитах при подведении к детали определенной силы тока. Скорость переноса зависит от силы тока, структуры и состава сплава металла, состава электролита и его температуры.
е. перемещении металла с анода на катод. Следовательно, процесс протекает в специальных электролитах при подведении к детали определенной силы тока. Скорость переноса зависит от силы тока, структуры и состава сплава металла, состава электролита и его температуры.
В ортопедической стоматологии разработаны методика и электролиты только для цельнолитых протезов из одного сорта нержавеющей стали и для кобальтохромового сплава. Для паяных протезов метод электрополировки неприменим.
Для проведения электрополировки необходимо собрать установку (см. рис. 60, б): выпрямитель тока, электролитная ванна, металлический зажим, соединенный проводами с положительным полюсом выпрямителя. В качестве катода используют листовую медь, изогнутую по периметру электролитической ванны.
Источником постоянного тока служат выпрямители со шкалой напряжения до 24 В. Электролитическая ванна может быть прямоугольной или круглой формы. Изготовляют ее из стекла, фарфора, полиэтилена. Катод при помощи металлического зажима и соединительных проводов подключают к отрицательному полюсу выпрямителя, а каркас зубного протеза—к положительному полюсу. Электролит для полирования заливают в ванну ниже уровня катода (меди), иначе происходит растворение контактов на катоде (зажимов).
Электролит для полирования заливают в ванну ниже уровня катода (меди), иначе происходит растворение контактов на катоде (зажимов).
Приводим составы электролитов для` полирования каркасов протезов из кобальтохромового сплава (в граммах на 1 л): серная кислота —350, ортофосфорная кислота —200, глицерин—10, вода дистиллированная 370. Каркас зубного протеза из кобальтохромового сплава после пескоструйной обработки, промывки со стиральным порошком в проточной воде и обезжиривания спиртом и эфиром закрепляют в зажиме и опускают в электролит. На выпрямителе устанавливают напряжение 6—8 В. Процесс электрополировки длится 2—3 мин в растворе комнатной температуры. По истечении этого времени выпрямитель отключают, каркас извлекают из электролита и промывают проточной водой.
Для полирования каркасов зубных протезов из нержавеющей стали используют электролит другого состава (в процентах): ортофосфорная кислота—60, серная кислота —20, дистиллированная .вода —20,.
Процесс проводится при температуре 70—80°С и плотности тока 160 А/мм
в течение 2—3 мин.
Химическая и электрохимическая полировка ствола
zloyqadrat
Каждый хочет иметь ровную и гладкую внутреннюю поверхность своего нарезного стволика 😊 При этом из-за снижения трения растет скорость, пуля нарезается однороднее, растет повторяемость скоростей, соответственно — кучность, да и ствол реже чистить нужно.
Обычно внутреннюю поверхность обрабатывают механической полировкой пастами типа Флитца, но есть же еще и химический и электрохимический способ полировки. К примеру
http://techno.x51.ru/index.php?mod=text&uitxt=523
http://www.anytech.narod.ru/chPolish-Cu_alloy.htm
Хотелось бы узнать и обсудить, можно ли отполировать таким образом именно внутреннюю поверхность пневматического ствола (сталь, латунь, начиная от калибра 4.5), и какие здесь особенности технологии и подводные камни.
Непушист
zloyqadrat
Каждый
Почему каждый? Не так уж и много здесь любителей страдать никчемной херней, рискуя одновременно просадить или еще как-то попортить канал. Предлагаю это обсудить 😊 Первый аргумент: регулярная практическая стрельба на большие дистанции с обычным стволом нормального заводского качества показывает, что подобные морочева нужны лишь как средство медитации, вызывающее иллюзорные и галлюцинаторные ощущения.
Предлагаю это обсудить 😊 Первый аргумент: регулярная практическая стрельба на большие дистанции с обычным стволом нормального заводского качества показывает, что подобные морочева нужны лишь как средство медитации, вызывающее иллюзорные и галлюцинаторные ощущения.
Впрочем на оргах и не такое предлагали. Нр стучать «шмелю в попку со смазкой пастой», и так ровно 2000 раз… В результате, по слухам, можно получить идеально калиброванный канал, вот только забыл, в какой фазе должна быть при этом Луна и кожа какого вепря должна быть натянута на бубен…
zloyqadrat
перфекционизм — профессиональное заболевание пневманутых 😊
так что можно рассматривать тему с этой точки зрения, ничего не имею против, лишь бы только результат был 😊
справка: Перфекционизм — в психологии, убеждение, что наилучшего результата можно (или нужно) достичь. В патологической форме — убеждение, что несовершенный результат работы неприемлем. Может быть как «нормальной» характеристикой личности, так и невротическим психическим отклонением.
Может быть как «нормальной» характеристикой личности, так и невротическим психическим отклонением.
Непушист
zloyqadrat
перфекционизм — профессиональное заболевание пневманутых
Ты не понял.
Перфекционизм это когда нр СМ хорошо работает, но хочется нр чуть-чуть изменить форму шептала, чтобы работал вообще идеально. Или когда отправляют на дрова буратину, у которой шейка вышла чуть тонковата и это не мешает удобству удержания, но раздражает глаз — чтобы вырезать новую. Или когда знаешь, что вот эту царапину можно удалить без следа и т. д. А когда лезут в канал ствола с целью сделать его глаже, но с одновременным риском нагадить — это уже не перфекционизм. Потому что давно установлено, качество канала, до известного предела конечно, далеко не первый фактор влияния на точность. И если винт пуляэ точно, лучше ничего не делать со стволом и беречь его от любых вмешательств как зеницу ока. А если канал до того поганый, что это сказывается на точности — его не спасут никакие полировки и прочие шаманства в ночь накануне Ивана Купалы. Вот как-то так.
А если канал до того поганый, что это сказывается на точности — его не спасут никакие полировки и прочие шаманства в ночь накануне Ивана Купалы. Вот как-то так.
zloyqadrat
Непушист
Потому что давно установлено, качество канала, до известного предела конечно, далеко не первый фактор влияния на точность. И если винт пуляэ точно, лучше ничего не делать со стволом и беречь его от любых вмешательств как зеницу ока. А если канал до того поганый, что это сказывается на точности — его не спасут никакие полировки и прочие шаманства в ночь накануне Ивана Купалы.
вот между этими двумя крайностями и есть та золотая середина, когда для улучшения в общем неплохого стволика и можно использовать полировку.
если выяснится, что химически это можно сделать надежно и без вредных последствий — это же здорово.
Непушист
Перфекционизм это когда нр СМ хорошо работает, но хочется нр чуть-чуть изменить форму шептала, чтобы работал вообще идеально
а вот здесь можно влететь по-крупному. .. но никого это не останавливает 😊
.. но никого это не останавливает 😊
Непушист
zloyqadrat
вот между этими двумя крайностями и есть та золотая середина
Вот ты опять не понял. Эта золотая середина и есть обычный канал хорошего качества. Такой как нр варевский (ЛВ), чизовский, диановский, удачный ижевский, удачный кросмановский. Ну да ладно, я просто высказал мнение.
ycb1
Космонавт-78,Виталик делал такое(руками) говорит лучше стало,но он одержимый,перешел на нарезняк ,с Рем-700 на 800м тренируется.. 😊
Vadikk
Категорицки целиком и полностью согласен с zloyqadrat — стволы надо полировать! И не только снаружи 😀
Не все, конечно. Как прально заметил Непушист, «варевский (ЛВ), чизовский, диановский, удачный ижевский, удачный кросмановский» и прочия удачныя стволы могут в ней и не нуждатца.
Но не всем же стволам так повезло с праизводителем? Если стволы Хацанов и Крысманов имеет шероховатую поверхность, то полировка улучшит не только их скользящие свойства и повторяимость выстрела но и меньшую налипаемость, т.е. отталкиваемость свинца и мн. другое — читайте про пасту Flitz!
ycb1
Виталик ДИ драил.. 😊
Электрохимическая полировка металлов: описание процесса, область применения
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки. Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их. Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.
Содержание
- Описание процесса
- Оборудование и химикаты
- Пропорции создания хим состава
- Область применения
- Преимущества и недостатки
Описание процесса
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется. Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной. Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается. Плотность тока и уровень напряжения также входят в число факторов, оказывающих серьезное влияние на процесс. Например, если необходимо провести полировку медных изделий, то для нее подбирается состав с фосфорной кислотой и устанавливается предельный режим тока без образования кислорода. Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки.
Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки.
Оборудование и химикаты
Для работы с различными металлами необходимо подобрать соответствующие электролиты, которые помогут добиться нужного результата:
- Чаще всего применяются составы на основе кислоты различного вида — серной, фосфорной или хромовой.
- Глицерин может быть добавлен для увеличения общей вязкости, если это потребуется.
- Сульфоуреид выступает в роли ингибитора травления.
- Для очистки различных изделий после проведения процедуры могут применяться различные растворители или щелочные средства. Нередко используются составы с поверхностно-активными действующими веществами.
Пропорции создания хим состава
Полировка проводится в специальных ваннах. Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности.
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Нержавеющую сталь можно полировать схожим составом, только воды в нем должно быть 13%, а еще следует добавить глицерин в соотношении 12%. Детали могут находиться в ванне до получаса, хотя штампованным изделиям требуется меньше времени для обработки.
Область применения
Химическая полировка металла используется, чтобы придать поверхности зеркальный блеск. Такое действие может быть направлено на придание деталям более привлекательного облика, если они находятся на виду и являются частью какой-то конструкции. Помимо эстетического назначения, полировка служит не только для красоты. С ее помощью можно избавить деталь от неровностей и шероховатостей, а также защитить от воздействия ржавчины, кислот и различных атмосферных явлений.
Разные виды полировки имеют свои особенности, у электрохимической также есть плюсы и минусы:
- Этот способ благоприятно влияет на все свойства стали, увеличивая устойчивость к воздействию коррозии, а также облегчая проведение вытяжки и штамповки. Именно поэтому полировку такого типа часто используются как в лабораторных исследованиях, так и непосредственно для проведения различных работ в промышленности.
- Электрохимическая полировка является более дешевым и быстрым способом обработки металлических изделий. Если механический метод занял бы несколько часов, то с воздействием химикатов и электричества можно закончить дело за несколько минут, получив качественный результат.
- Полировка с электрохимическим воздействием незаменима при работе со сложными деталями, которые имеют различные полости и отверстия.
Химическая полировка металлов кроме преимуществ, имеет некоторые недостатки. Практически каждый существующий металл требует для проведения работы с ним специального состава, поэтому для разных изделий необходимо делать индивидуальные растворы. Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование. Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Также важно правильно подобрать соотношение компонентов, температуру нагрева, плотность тока — от этого напрямую зависит качество полученного результата. Перед проведением такой обработки может потребоваться предварительное механическое шлифование. Кроме того, процедура требует повышенного расхода электроэнергии. Однако при определенных условиях достоинства метода вполне перевешивают его недостатки, позволяя проводить полировку.
Что такое электрополировка | Harrison Electropolishing
Электрополировка — это электрохимический процесс, при котором поверхностный материал удаляется путем анодного растворения. Электрополировка удаляет поверхностный материал, начиная с выступающих точек в пределах микроскопической текстуры поверхности. Удалив эти точки, процесс электрополировки улучшит качество поверхности металла, такого как нержавеющая сталь, никель и хастеллой, оставив более гладкую и отражающую поверхность. Общие детали и компоненты, подвергаемые электрополировке, включают резервуары, трубопроводы, фитинги, стержни, диски, крупные детали и поверхности и многое другое.
СВЯЖИТЕСЬ С НАМИ
Преимущества электрополировки
Преимущество электрополировки заключается в том, что она обеспечивает более гладкую, отражающую поверхность, что снижает адгезию продукта и улучшает очищаемость поверхности. Возможно, более важно то, что электрополировка предпочтительно растворяет свободное железо, включения и внедренные частицы с поверхности заготовки. Этот процесс улучшает приповерхностный химический состав материала и способствует формированию улучшенного коррозионностойкого поверхностного слоя.
Harrison Electropolishing — ведущий поставщик услуг по электрополировке для промышленных и высокочистых производств. С момента открытия в 1980 году мы постоянно работали над расширением и улучшением наших услуг. Сегодня, имея более 50 сотрудников и расширенный рабочий график, Harrison Electropolishing хорошо подходит для предоставления услуг электрополировки во множестве отраслей промышленности.
ПРОМЫШЛЕННЫЕ СТАНДАРТЫ
АСТМ Б912
Стандартные технические условия
для пассивации нержавеющей стали с использованием электрополировки
ПОЛУ F17
Спецификация
для высокочистых электрополированных трубок из нержавеющей стали 316L, трубных заглушек и фитингов, изготовленных из трубок
ПОЛУ F19
Спецификация для отделки смачиваемых поверхностей
компонентов из электрополированной нержавеющей стали 316LАСМЭ БПЭ
Спецификация для биотехнологического оборудования в фармацевтической промышленности, компонентов системы распределения или конвейерных лент
Процесс электрополировки
Электрополировка осуществляется путем создания электрохимической ячейки, в которой полируемый материал заряжается анодно. Катод сформирован так, чтобы отражать геометрию рабочей поверхности, и оба погружены в ванну с нагретым электролитом. При подаче постоянного тока электрический заряд вынуждает ионы металла растворяться с рабочей поверхности из нержавеющей стали. В зависимости от продолжительности процесса электрополировки и допусков на размеры детали, подлежащей электрополировке, количество материала, которое можно удалить, колеблется от 0,0003 дюйма до 0,003 дюйма.
Катод сформирован так, чтобы отражать геометрию рабочей поверхности, и оба погружены в ванну с нагретым электролитом. При подаче постоянного тока электрический заряд вынуждает ионы металла растворяться с рабочей поверхности из нержавеющей стали. В зависимости от продолжительности процесса электрополировки и допусков на размеры детали, подлежащей электрополировке, количество материала, которое можно удалить, колеблется от 0,0003 дюйма до 0,003 дюйма.
Перед электрополировкой
Ключом к процессу электрополировки является разница в плотности тока на поверхности. В пределах микроскопического профиля поверхности плотность тока выше в верхних точках и меньше в нижних. Скорость реакции электрополировки прямо пропорциональна плотности тока. Повышенная плотность тока в приподнятых точках заставляет металл растворяться быстрее в этих точках и, таким образом, имеет тенденцию к выравниванию материала поверхности. После обработки электрополировкой заготовка проходит ряд этапов для нейтрализации, промывки, очистки и сушки поверхностей.
Возможности электрополировки
Наши возможности позволяют обрабатывать детали любых размеров. В то время как большая часть технологического оборудования может поместиться в наших резервуарах для электрополировки, мы разработали запатентованные технологии для электрополировки более крупных компонентов. Эти запатентованные технологии позволяют нам обрабатывать оборудование любого размера на нашем предприятии или в полевых условиях.
Цех электрополировки
- Цех площадью 25 000 квадратных футов, расширенный и обновленный в 2021 г.
- Чистое помещение класса 1000 площадью 360 квадратных футов
- Четыре мостовых крана
- Грузоподъемность 15 000 фунтов
- Четыре стационарные линии электрополировки
- Расширенные рабочие баки
Применение электрополировки
Компания Harrison является лидером в области электрополировки для следующих отраслей и областей применения:
- Marine
- Paper & Pulp
- Petrochemical
- Pharmaceutical
- Semiconductor
- Oil & Gas
- Biotech
- Polymer
- Solar
- Nuclear
Benefits of Electropolishing
Learn more about some of the Преимущества электрополировки.
ЧИТАТЬ ДАЛЕЕ
Электрополировка нержавеющей стали
Нержавеющая сталь сочетает желаемые механические свойства с известным и проверенным уровнем коррозионной стойкости.
ЧИТАТЬ ДАЛЕЕ
Электрополировка никеля
Никелевые сплавы, включая хастеллой, инконель и монель, требуют особого внимания при электрополировке.
ЧИТАТЬ ДАЛЕЕ
Электрополировка Hastelloy
Электрополировка Hastelloy может обратить вспять неблагоприятные последствия деградации в реальных условиях производства и обработки.
ЧИТАТЬ ДАЛЕЕ
Спецификации ASME BPE
ASME-BPE является ведущим стандартом проектирования и изготовления оборудования и систем, используемых в производстве биофармацевтических препаратов.
ЧИТАТЬ ДАЛЕЕ
Электрополировка конвейерных лент
Компания Harrison Electropolishing разработала и смонтировала систему непрерывной полировки, предназначенную для электрополировки конвейерных лент из нержавеющей стали.
ЧИТАТЬ ДАЛЕЕ
Портфолио электрополировки
Посмотрите наше портфолио работ по электрополировке.
ЧИТАТЬ ДАЛЕЕ
Изучение механизма электрохимического полирования меди с наблюдением за диффузией акцепторов воды
Введение
Электрохимическое полирование меди (ЭХП) представляет собой электрохимический процесс, который делает поверхность меди гладкой, когда медные электроды анодно поляризованы в электролитах ЭХП. Этот метод Cu ECP имеет несколько преимуществ, таких как процесс на основе раствора, в котором используется простое оборудование, селективность по отношению к проводящей подложке и отсутствие механических повреждений. Благодаря этим уникальным свойствам процесс Cu ECP можно использовать в различных приложениях для обработки поверхностей в косметических целях (Du and Suni, 2004), для подложек для выращивания графена (Zhang et al. , 2012), для образцов TEM и EBSD ( Sun et al., 2005; Lapeire et al., 2013), а также для планаризации Cu в полупроводниковых соединениях (Chang et al., 2002; Chang et al., 2003; Padhi et al., 2003; Liu et al., 2005). ; Suni and Du, 2005; West et al., 2005; Liu et al., 2006; Liu et al., 2006). Несмотря на множество потенциальных возможностей Cu ECP, его фактические механизмы все еще остаются спорными.
, 2012), для образцов TEM и EBSD ( Sun et al., 2005; Lapeire et al., 2013), а также для планаризации Cu в полупроводниковых соединениях (Chang et al., 2002; Chang et al., 2003; Padhi et al., 2003; Liu et al., 2005). ; Suni and Du, 2005; West et al., 2005; Liu et al., 2006; Liu et al., 2006). Несмотря на множество потенциальных возможностей Cu ECP, его фактические механизмы все еще остаются спорными.
Простой механизм ЭХП Cu в концентрированных растворах фосфорной кислоты был впервые предложен теорией вязких пленок Жаке (Jacquet, 1936). На подложке Cu образуется голубоватый вязкий слой, толщина которого различна между его выступами и впадинами. Эта разница означает, что сопротивления на выступах отличаются от сопротивлений во впадинах, и, следовательно, возникает ВТП. Эта теория была поставлена под сомнение теорией диффузии Элмора (Elmore, 1939; Elmore, 1940), согласно которой толщина диффузионного слоя ионов Cu от поверхности Cu до объема электролита различна на выступах и во впадинах. Эти разные толщины диффузионного слоя влияют на предельный ток реакции растворения Cu. В выступах предельный ток выше, а во впадинах меньше. Следовательно, эти явления вызывают ЭКП. Затем, в отличие от этой теории, Эдвардс (1953) предложенная теория акцепторной диффузии, в которой ECP определяется диффузией анионных акцепторов, таких как (PO 4 ) 3−, (HPO 4 ) 2− и (H 2 PO 4 ) − на поверхность меди из объема электролита. Скорости ECP зависят от диффузии акцепторов на поверхность Cu; скорость диффузии высока на выступах и низка во впадинах.
Эти разные толщины диффузионного слоя влияют на предельный ток реакции растворения Cu. В выступах предельный ток выше, а во впадинах меньше. Следовательно, эти явления вызывают ЭКП. Затем, в отличие от этой теории, Эдвардс (1953) предложенная теория акцепторной диффузии, в которой ECP определяется диффузией анионных акцепторов, таких как (PO 4 ) 3−, (HPO 4 ) 2− и (H 2 PO 4 ) − на поверхность меди из объема электролита. Скорости ECP зависят от диффузии акцепторов на поверхность Cu; скорость диффузии высока на выступах и низка во впадинах.
После тщательной оценки этих механизмов механизм соляной пленки и механизм акцептора воды стали считаться основными процессами, объясняющими поведение Cu ECP. Ландольт. (1987) впервые описал механизм соляной пленки, при котором соли осаждаются, когда концентрация ионов металлов на поверхности Cu, образующаяся в результате реакции растворения, превышает предел растворимости; на поверхности Cu образуется пленка осажденной соли. Из-за этой солевой пленки растворение металла ограничивается диффузией ионов металла из пленки в объем электролита. Напротив, механизм акцептора воды аналогичен теории акцепторной диффузии Эдварда, за исключением того, что акцептором является вода, а не анионные акцепторы. И в отличие от соляно-пленочного механизма, наиболее важным фактором полирующего эффекта является не диффузия ионов меди в объем электролита, а диффузия акцепторов воды на поверхность меди.
Из-за этой солевой пленки растворение металла ограничивается диффузией ионов металла из пленки в объем электролита. Напротив, механизм акцептора воды аналогичен теории акцепторной диффузии Эдварда, за исключением того, что акцептором является вода, а не анионные акцепторы. И в отличие от соляно-пленочного механизма, наиболее важным фактором полирующего эффекта является не диффузия ионов меди в объем электролита, а диффузия акцепторов воды на поверхность меди.
Между этими двумя механизмами механизм акцептора воды был более признан исследованиями электрохимической импедансной спектроскопии (ЭИС) (Glarum and Marshall, 1985a, Glarum and Marshall, 1985b; Vidal and West, 1995a, Vidal and West, 1995b), которые показали, что обедненный водой слой действует как вязкая пленка, поэтому решающим фактором становится реакция массообмена акцепторов воды. Вагнер. (1954) математически проанализировали идеальный процесс ЭХП Cu, основанный на механизме акцептора воды, и различные другие исследования предложили механизмы для объяснения поведения ЭХП Cu (Hoar and Rothwell, 19). 64; Кодзима и Тобиас, 1973 год; Pointu и др., 1981; Pointu et al., 1983a, Pointu et al., 1983b). Механизм акцептора воды остается наиболее приемлемым на основе предыдущих исследований. Однако механизмы ЭХП Cu все еще остаются спорными, поскольку процесс ЭХП сложен, и на процесс влияет множество факторов, таких как ион металла, анионы и акцепторы. Поэтому необходимы новые анализы для прямого объяснения и подтверждения поведения ЭХП Cu.
64; Кодзима и Тобиас, 1973 год; Pointu и др., 1981; Pointu et al., 1983a, Pointu et al., 1983b). Механизм акцептора воды остается наиболее приемлемым на основе предыдущих исследований. Однако механизмы ЭХП Cu все еще остаются спорными, поскольку процесс ЭХП сложен, и на процесс влияет множество факторов, таких как ион металла, анионы и акцепторы. Поэтому необходимы новые анализы для прямого объяснения и подтверждения поведения ЭХП Cu.
Соответственно, в этой статье мы сообщаем о механизмах и поведении Cu ECP с использованием традиционных методов электрохимического анализа и нового метода электрохимического анализа. Таким образом, было проведено сравнение и изучение электрохимического поведения ЭХП Cu при различных потенциалах ЭХП. В дополнение к этим обычным анализам количество воды на различных расстояниях от подложки Cu оценивали путем измерения токов реакции электролиза воды с использованием системы сканирующей электрохимической микроскопии (СЭХМ) для прямого наблюдения и проверки поведения ЭХП Cu на основе акцептора воды. механизм. Основываясь на данных, мы здесь обсуждаем механизмы, поведение и критические факторы Cu ECP.
механизм. Основываясь на данных, мы здесь обсуждаем механизмы, поведение и критические факторы Cu ECP.
Материалы и методы
Сначала мы провели типичный анализ и эксперименты в ячейке объемом 100 мл с обычной трехэлектродной системой. Трехэлектродная система состояла из электроосажденной медной подложки в качестве рабочего электрода, покрытой платиной титановой пластины в качестве противоэлектрода и насыщенного электрода Ag/AgCl (3M насыщенного KCl) в качестве электрода сравнения. Для изготовления рабочих электродов затравочные слои Ti (20 нм)/Cu (200 нм) наносили на пластину Si методом испарения, а пленку Cu гальваностатически осаждали при -50 мА/см 9 .0153 2 на 300 с на подложках Si/Ti (20 нм)/Cu (200 нм) площадью 1 × 1 см 2 .
Химические вещества реактивной чистоты использовались для всех экспериментов по электроосаждению Cu и Cu ECP. Электролиты для электроосаждения Cu состояли из 1,0 М сульфата меди (CuSO 4 , 99,5%, YAKURI, Япония), 0,58 М серной кислоты (H 2 SO 4 , 95%, Daejung Chemicals & Metals, Корея), и 1,9 мМ соляной кислоты (HCl, 35%, Daejung Chemicals & Metals, Корея) в 100 мл деионизированной воды с сопротивлением 18,6 МОм. 85% фосфорных кислот (H 3 PO 4 ) использовались в качестве электролитов для Cu ECP.
85% фосфорных кислот (H 3 PO 4 ) использовались в качестве электролитов для Cu ECP.
Традиционный электрохимический анализ, осаждение и полировку проводили с использованием потенциостата/гальваностата (VersaSTAT 4, AMETEK Inc., США). Для анализа электрохимического поведения и соответствующего выбора потенциала ECP был проведен анализ LSV в диапазоне потенциалов от потенциала разомкнутой цепи (OCP) до 2,5 В относительно Ag/AgCl со скоростью сканирования 10 мВ/с без перемешивания. После подбора потенциалов ВТП 0,25, 0,375, 0,50, 0,90 и 1,30 В, подложки Cu электрохимически полировали при потенциале 1,3 В в 85%-ной фосфорной кислоте без перемешивания. Поверхности электрохимически полированных медных подложек исследовали с помощью сканирующей электронной микроскопии с полевой эмиссией (FESEM; MIRA3, TESCAN Orsay Holding, a.s., Чехия). Анализ EIS также проводился при выбранных потенциалах ECP с амплитудой 10 мВ в диапазоне частот от 50 кГц до 10 Гц, чтобы понять поведение Cu ECP. EIS и SECM были выполнены после «предварительного кондиционирования», при котором выбранный потенциал применялся в течение 60 с к подложкам Cu в фосфорной кислоте, чтобы установить стационарное состояние интерфейса на подложках Cu (Grimm et al., 19).92).
EIS и SECM были выполнены после «предварительного кондиционирования», при котором выбранный потенциал применялся в течение 60 с к подложкам Cu в фосфорной кислоте, чтобы установить стационарное состояние интерфейса на подложках Cu (Grimm et al., 19).92).
Для оценки количества акцепторов воды на различных расстояниях от медной подложки были измерены токи электролиза с помощью электрохимического сканирующего зонда системы SECM. Конфигурация ячейки для этого анализа показана на рисунке 1. Электроды состояли из наконечника Pt (диаметр 10 мкм) и медной подложки для рабочего электрода, Pt-провода для противоэлектрода и электрода Ag/AgCl (3 M KCl насыщенный) для электрода сравнения. Наконечник Pt и подложка Cu располагались вместе с каждым потенциостатом в качестве рабочих электродов. Эти конфигурации были идентичны типичной конфигурации анализа SECM. На основе конфигурации электродов растворы и реакции для анализа проиллюстрированы на рисунке 2. Для анализа растворов использовали 85% фосфорную кислоту, и детали процесса следующие. Во-первых, когда потенциал подложки Cu был приложен к 0,25 ~ 1,3 В, реакция растворения Cu происходила на поверхности подложки Cu с этими двухстадийными реакциями (Matlosz et al., 19).94; Han and Fang, 2019):
Во-первых, когда потенциал подложки Cu был приложен к 0,25 ~ 1,3 В, реакция растворения Cu происходила на поверхности подложки Cu с этими двухстадийными реакциями (Matlosz et al., 19).94; Han and Fang, 2019):
Cu→Cuad2++2e−(1)
Cuad2++6H2O→[Cu(h3O)6]2+(2)
РИСУНОК 1 . Схема конфигурации ячейки для измерения тока электролиза воды с использованием системы SECM.
РИСУНОК 2 . Схема измерения электродных реакций для измерения тока электролиза воды в системе SECM. Ионы Cu растворялись из подложки Cu при приложении потенциала от 0,25 до 1,3 В. Молекулы воды гидратировали растворенные ионы Cu. Выделение кислорода происходит на наконечнике Pt приложенным потенциалом 3,5 В после предварительного кондиционирования в течение 60 с. Наконечник Pt перемещался со скоростью сканирования 5 мкм/с.
После 60 с предварительного кондиционирования к медной подложке был приложен потенциал наконечника Pt до 3,5 В для достижения устойчивого состояния диффузии акцептора воды. Реакция выделения кислорода в результате разложения воды происходила на поверхности зонда с платиновым наконечником со следующей реакцией: величины, и эти токи были измерены на различных расстояниях от наконечника Pt до подложки Cu. Начальное расстояние наконечника от подложки Cu было установлено равным 1 мкм, чтобы предотвратить протекание постоянного тока между наконечником Pt и подложкой Cu; затем расстояние до кончика варьировалось от 1 мкм до 1500 мкм при скорости сканирования 5 мкм/с. Все электрохимические анализы проводили при 20°С.
Реакция выделения кислорода в результате разложения воды происходила на поверхности зонда с платиновым наконечником со следующей реакцией: величины, и эти токи были измерены на различных расстояниях от наконечника Pt до подложки Cu. Начальное расстояние наконечника от подложки Cu было установлено равным 1 мкм, чтобы предотвратить протекание постоянного тока между наконечником Pt и подложкой Cu; затем расстояние до кончика варьировалось от 1 мкм до 1500 мкм при скорости сканирования 5 мкм/с. Все электрохимические анализы проводили при 20°С.
Результаты и обсуждение
LSV представляет собой фундаментальный и мощный метод анализа для изучения электрохимического поведения Cu ECP. Поэтому мы сначала провели анализ LSV в 85% фосфорной кислоте, и полученная вольтамперограмма показана на рисунке 3. В начальном диапазоне потенциалов анодный ток начал увеличиваться до 0,375 В. Согласно Shieh et al. (2004), эти анодные токи в этом диапазоне потенциалов связаны с прямым растворением меди, что приводит к тусклым протравленным поверхностям. При превышении 0,375 В анодный ток снижался до 0,50 В. Это явление указывает на образование пассивирующего слоя на поверхности анода. Когда потенциал ЭХП был приложен выше 0,50 В, ток оставался почти постоянным до 1,7 В. Эта область плато тока обычно считается реакцией Cu ЭХП (Jacquet, 19).36; Элмор, 1939 год; Гларум и Маршалл, 1985а; Ландольт, 1987; Хан и Фанг, 2019). После этого плато тока ток снова увеличился от потенциала выше 1,7 В за счет реакции выделения кислорода (Shieh et al., 2004), что вызвало серьезные ямки травления.
При превышении 0,375 В анодный ток снижался до 0,50 В. Это явление указывает на образование пассивирующего слоя на поверхности анода. Когда потенциал ЭХП был приложен выше 0,50 В, ток оставался почти постоянным до 1,7 В. Эта область плато тока обычно считается реакцией Cu ЭХП (Jacquet, 19).36; Элмор, 1939 год; Гларум и Маршалл, 1985а; Ландольт, 1987; Хан и Фанг, 2019). После этого плато тока ток снова увеличился от потенциала выше 1,7 В за счет реакции выделения кислорода (Shieh et al., 2004), что вызвало серьезные ямки травления.
РИСУНОК 3 . Линейная скан-вольтамперограмма субстрата Cu в 85% фосфорной кислоте. Развертку выполняли со скоростью сканирования 10 мВ/с.
В дополнение к интерпретации предыдущих работ мы выбрали пять потенциальных точек для точной интерпретации результатов LSV: 1) 0,25 В как потенциал до точки пика, 2) 0,375 В как потенциал в точке пика, 3) 0,50 V как потенциал после точки пика, 4) 0,90 В и 5) 1,30 В как потенциалы в области плато. Затем подложки Cu были анодно поляризованы в пяти потенциальных точках с плотностью заряда 2,5 Кл/см 2 ; их верхние СЭМ-изображения представлены на рис. 4. По сравнению с СЭМ-изображениями Cu-подложки до поляризации (рис. 4A) эффект Cu ECP наблюдался при всех потенциалах ECP (рис. 4C–F), за исключением 0,25 В, где тускло наблюдалась протравленная медь (рис. 4В). Эти результаты показывают, что реакция растворения Cu на Cu-подложке или на границе между Cu-подложкой и фосфорной кислотой начала изменяться по пиковому потенциалу. Соответственно, мы проанализировали разницу в реакциях растворения или межфазных условиях между потенциалом до точки пика и потенциалами после точки пика.
Затем подложки Cu были анодно поляризованы в пяти потенциальных точках с плотностью заряда 2,5 Кл/см 2 ; их верхние СЭМ-изображения представлены на рис. 4. По сравнению с СЭМ-изображениями Cu-подложки до поляризации (рис. 4A) эффект Cu ECP наблюдался при всех потенциалах ECP (рис. 4C–F), за исключением 0,25 В, где тускло наблюдалась протравленная медь (рис. 4В). Эти результаты показывают, что реакция растворения Cu на Cu-подложке или на границе между Cu-подложкой и фосфорной кислотой начала изменяться по пиковому потенциалу. Соответственно, мы проанализировали разницу в реакциях растворения или межфазных условиях между потенциалом до точки пика и потенциалами после точки пика.
РИСУНОК 4 . СЭМ-изображения анодно поляризованных подложек Cu в 85% фосфорной кислоте при различных потенциалах с плотностью заряда 2,5 Кл/см 2 : (А) до поляризации, (Б) 0,25 В, (В) 0,375 V, (D) 0,50 В, (E) 0,90 В и (F) 1,30 В. 1985a, Гларум и Маршалл, 19 лет.85б; Ландольт, 1987; Видал и Уэст, 1995а, Видал и Уэст, 1995b). Одной из них является модель соляной пленки, в которой соли Cu осаждаются на подложке Cu, когда растворение Cu превышает предел растворения солей Cu. Другая модель — это модель диффузии акцепторов воды, в которой акцепторы воды распространяются по направлению к подложке из меди. Однако в обеих моделях механизм ECP все еще остается спорным. Поэтому, чтобы точно определить состояние интерфейса поверхности меди во время ЭХП, мы провели анализ ЭИС в пяти потенциальных точках, описанных ранее.
На рис. 5 показаны схематические графики Найквиста во всем диапазоне частот, где R s — растворное сопротивление от левой точки пересечения полуокружности, R p — поляризационное сопротивление от диаметра полуокружности, а C dl — емкость двойного слоя, рассчитанная из соотношения ω max = 1/R p C dl . ω max представляет частоту, когда Z img имеет максимальное значение в полукруге. В области низких частот угол линии увеличился примерно с 45 o до 90 o (по вертикали) по мере увеличения потенциала полировки. Этот результат может быть связан с диффузией акцептора воды и будет обсуждаться позже. Графики Найквиста для Cu ECP в 85% фосфорной кислоте в соответствии с потенциалом ECP были получены при двух временах предварительного кондиционирования, 0 с и 60 с, что соответствует фигуре 6A и фигуре 6B соответственно.
РИСУНОК 5 . Схематический график Найквиста в соответствии с частотным диапазоном.
РИСУНОК 6 . Графики Найквиста для медных подложек при различных потенциалах полировки в 85% фосфорной кислоте, измеренные в соответствии со временем предварительной обработки (A) 0 с и (B) 60 с. Частоты были установлены в диапазоне от 50 кГц до 10 Гц.
Результаты подгонки графиков Найквиста приведены в таблице 1. В высокочастотной области значения R s почти соответствовали 6,0 Ом см 2 независимо от потенциала полировки и времени предварительной обработки. Эти результаты, то есть R s не изменились, свидетельствовали о диффузии акцепторов воды, поскольку в модели соляной пленки R s изменялись в зависимости от полирующего потенциала (Vidal and West, 1995a). Однако R p увеличивался, а C dl уменьшался по мере увеличения анодного потенциала. Эти изменения R p и C dl с различными полирующими потенциалами отличались от результатов ЭИС водоакцепторного механизма, измеренных Видалем и Вестом (19).95а). Наши значения R p и C dl изменились при изменении времени предварительного кондиционирования. Эти изменения, связанные с потенциалами и временем прекондиционирования, можно объяснить изменениями как толщины соляной пленки, так и толщины обедненного слоя в модели соляной пленки и модели акцептора воды соответственно (Grimm et al., 1992).
ТАБЛИЦА 1 . Подгонка результатов графиков Найквиста в зависимости от времени предварительного кондиционирования и приложенных потенциалов.
На низкочастотные области наших графиков Найквиста значительное влияние оказали потенциалы и время предварительной обработки. Когда графики Найквиста были получены при применении полирующих потенциалов без предварительного кондиционирования (рис. 6А), линия в низкочастотной области начала демонстрировать импеданс Варбурга от 0,50 до 1,30 В. Угол изменился до 90° в низкочастотных областях, когда полирующие потенциалы превышали 0,90 В. На графиках Найквиста, полученных при времени предварительного кондиционирования 60 с (рис. 6B), импеданс Варбурга наблюдался по пиковому потенциалу, 0,375 В, как видно на рис. 3. Когда мы сравнили графики Найквиста в условиях 0,375 В между временами предварительного кондиционирования 0 с (рис. 6А) и 60 с (рис. 6В), ЭХП меди происходила, когда реакция растворения меди регулировалась реакцией управления массопереносом воды. акцепторы. Вертикальные линии наблюдались, когда анодные потенциалы превышали 0,50 В.
Эти результаты подтвердили, что все линии низкочастотной области связаны с процессом диффузии из-за импеданса Варбурга. В частности, вертикальные линии в низкочастотной области при высоких потенциалах ЭКП были связаны с элементами Варбурга конечного пространства (FSW), в которых условием диффузии является ограниченный диффузионный слой и ограниченное электроактивное вещество (Oldenburger et al., 2019). ). Это указывало на два возможных условия диффузии, одно из которых представляло собой пористую соляную пленку, а другое — обедненный водоакцепторный слой (Гримм и др., 19).92; Матлош и др., 1994). Однако в предыдущих отчетах Видала и Уэста не было пояснений по поводу низкочастотной области. (1995a), Видаль и Уэст. (1995b), поэтому до сих пор неясно, какой механизм был правильным. Для интерпретации этих результатов потребовался дополнительный анализ, поэтому мы разработали новый метод анализа, который может непосредственно наблюдать диффузию акцепторов воды.
Чтобы наблюдать за диффузией акцепторов воды на различных расстояниях от подложки Cu, мы измерили ток электролиза воды в результате реакции выделения кислорода с помощью системы SECM. Конфигурация ячейки измерительной системы и схема метода измерения представлены на рис. 1, 2 соответственно. В трехэлектродной системе в измерительную ячейку устанавливались два рабочих электрода (Pt-наконечник и Cu-подложка). На подложке Cu реакция растворения Cu происходила при анодном приложении потенциалов. На концевом Pt-электроде количество акцепторов воды оценивали с помощью реакции выделения кислорода, которая наблюдалась в LSV на рисунке 3, когда потенциалы превышали 1,7 В. Поэтому потенциал на концевом Pt-электроде был установлен на 3,5 В для достаточный электролиз остальных акцепторов воды, и реакция выделения кислорода могла происходить без растворения платинового электрода.
Сначала к подложке из меди прикладывали потенциал в течение 60 с (предварительное кондиционирование, описанное ранее). Затем к платиновому наконечнику подавали потенциал и измеряли ток платинового острия при перемещениях от поверхности подложки Cu к объему электролита. Два профиля электролиза воды из этого эксперимента представлены на рисунке 7. Профили расстояния между наконечником и током наконечника и профили расстояния I V / I OCP (средн.) до наконечника показаны в левой и правой частях рисунка. 7 соответственно. я V /I OCP (Avg.) — расстояние между наконечником представляет собой отношение тока наконечника при приложенном потенциале «V» на медной подложке и среднего тока наконечника при потенциале разомкнутой цепи (OCP) медной подложки.
РИСУНОК 7 . Профили токов электролиза воды, измеренные с помощью SECM в 85% фосфорной кислоте (слева) токов наконечника и (справа) I V /I OCP (AVG.) на расстоянии наконечника от подложки Cu. Я В и Я OCP означают токи наконечника при приложенном потенциале «V» и OCP подложки Cu. Система измерения показана на рис. 2.
Эти профили показали, что профиль тока зонда меняется в зависимости от потенциала медной подложки. На ОКФ подложки Cu ток был практически постоянным независимо от положения концевого электрода, так как акцепторы воды на реакцию растворения Cu не расходовались. По мере увеличения потенциалов ВТП на подложке из меди токи острия уменьшались; токи наконечника на поверхности Cu (расстояние между наконечником Pt и подложкой Cu: 1 мкм) составляли 590 нА, 200 нА, 72 нА, 45 нА, 23 нА и 21 нА, когда потенциал ECP был OCP, 0,25, 0,375, 0,50, 0,90 и 1,30 В соответственно. Токи наконечника увеличивались, когда наконечник Pt перемещался в направлении объема электролита при всех анодных потенциалах. Эти результаты показали, что на количество акцепторов воды влияли потенциалы ECP, потому что величина тока наконечника пропорциональна количеству акцепторов воды. Таким образом, профили свидетельствовали о механизме диффузии акцепторов воды.
Используя эти профили электролиза воды и доказанный механизм диффузии акцепторов воды, можно также объяснить результаты LSV и EIS. В LSV на рисунке 3 явление полировки возникало при пиковом потенциале 0,375 В. Такое поведение LSV может показаться поведением анодной пассивации, но этот пик возник из-за истощения акцепторов воды. Кроме того, явления полировки наблюдались после потенциальной области, в которой происходило истощение и диффузия акцепторов воды на поверхности Cu; следовательно, диффузия акцептора воды была тесно связана с эффектами полировки Cu. Результаты графиков Найквиста (рис. 6) также можно объяснить диффузией акцепторов воды. В области высоких частот C dl уменьшался, а R p увеличивался по мере увеличения потенциала ВТП, поскольку толщина диффузионного слоя акцептора воды увеличивалась при увеличении потенциала ВКФ. Поэтому сложность реакции растворения Cu увеличивалась из-за недостаточного количества акцепторов воды. Наличие вертикальной линии в низкочастотной области указывает на то, что эти условия соответствуют условию диффузии СТП, при котором вязко-диффузионный слой и акцепторы воды были согласованы со слоем ограниченной диффузии и электроактивным веществом, ограниченным водой, соответственно. Следовательно, диффузионное поведение FSW было вызвано этим значительным и вязким диффузионным слоем акцепторов воды. Эти новые электрохимические измерения выявили схему механизма ЭХП Cu, которая представлена на рисунке 8. В исходном состоянии ЭХП Cu (рис. 8A), когда к подложке Cu прикладывался потенциал выше 0,375 В, происходили значительные реакции растворения Cu как в выступы и впадины субстрата Cu, потому что многие акцепторы воды гидратировали ионы Cu. Однако концентрация акцепторов воды на поверхности Cu быстро уменьшалась по мере приложения потенциала; акцепторы воды в конечном итоге истощались из-за гидратации ионов Cu, а реакция растворения Cu регулировалась реакцией управления переносом массы акцепторов воды. Следовательно, акцепторы воды преимущественно распространялись на выступы поверхности, которые растворялись быстрее, чем впадины (рис. 8В). В результате быстрого растворения на выступах поверхность Cu сглаживалась.
РИСУНОК 8 . Схема механизма электрохимического полирования меди: исходное состояние (А) и стационарное состояние (Б) .
Заключение
Мы успешно определили механизм Cu ECP, используя различные стандартные методы электрохимического анализа, а также наш новый метод электрохимического анализа. Из анализа LSV эффект полировки Cu наблюдался, когда потенциал был выше 0,375 В. Анодные потенциалы были выбраны для анализов EIS и SECM. Низкочастотная область полученных графиков Найквиста указывала на то, что диффузия акцепторов воды была связана с явлениями полировки Cu в анализах EIS. Затем профили токов электролиза воды и расстояния позволили впервые наблюдать диффузию акцепторов воды из анализов SECM. Эти профили свидетельствовали о том, что механизм акцептора воды, скорее всего, объясняет явление полировки. Знание точного механизма Cu ECP будет полезно для новых интерпретаций, конструкций и приложений ECP.
Заявление о доступности данных
Исходные материалы, представленные в исследовании, включены в статью/дополнительные файлы, дальнейшие запросы можно направлять соответствующим авторам.
Вклад авторов
KP и JL в равной степени внесли свой вклад в эту работу и являются первым автором. Ю.К. особенно способствовал настройке оборудования и проведению экспериментов. SY и BY являются главными организаторами и консультантами этой работы.
Финансирование
Это исследование было поддержано Программой фундаментальных научных исследований через Национальный исследовательский фонд Кореи (NRF), финансируемой Министерством науки, ИКТ и т.д. Планирование будущего (№ 2015R1A5A1037548). Это исследование также было поддержано Национальным исследовательским фондом Кореи (NRF) (№ NRF-2020R1A2C2009).462). Эта работа также была поддержана Программой технологических инноваций (Разработка нецианидного раствора для золотых ударов и процесса покрытия для процесса соединения полупроводниковых устройств, 20017189), финансируемой Министерством торговли и промышленности; Energy (MOTIE, Корея).
Конфликт интересов
Авторы заявляют, что исследование проводилось при отсутствии каких-либо коммерческих или финансовых отношений, которые могли бы быть истолкованы как потенциальный конфликт интересов.
Примечание издателя
Все претензии, изложенные в этой статье, принадлежат исключительно авторам и не обязательно представляют претензии их дочерних организаций или издателя, редакторов и рецензентов. Любой продукт, который может быть оценен в этой статье, или претензии, которые могут быть сделаны его производителем, не гарантируются и не поддерживаются издателем.
Сокращения
ЭХП, электрохимическое полирование; EIS, спектроскопия электрохимического импеданса; LSV, линейная сканирующая вольтамперометрия; SEM, сканирующая электронная микроскопия; СЭКМ; сканирующая электрохимическая микроскопия; FSW, конечное пространство Варбурга; OCP, потенциал холостого хода.
Ссылки
Chang, S.-C., Shieh, J.-M., Dai, B.-T., Feng, M.-S., Li, Y.-H., Shih, C.H., et др. (2003). Суперполировка для выравнивания межблочных соединений из дамасской меди. Электрохим. Твердотельный латыш. 6 (5), Г72–Г74. doi:10.1149/1.1565853
Полный текст CrossRef | Google Scholar
Chang, S. -C., Shieh, J.-M., Huang, C.-C., Dai, B.-T., and Feng, M.-S. (2002). Влияние структуры на эффективность планаризации электрополировки Cu. Япония. Дж. Заявл. физ. 41 (12), 7332–7337. doi:10.1143/Jjap.41.7332
Полный текст CrossRef | Google Scholar
Ду, Б., и Суни, И.И. (2004). Механистические исследования электрополировки Cu в фосфорнокислых электролитах. Дж. Электрохим. соц. 151 (6), C375–C378. doi:10.1149/1.1740783
Полный текст CrossRef | Google Scholar
Эдвардс, Дж. (1953). Механизм электропокрытия меди в растворах фосфорной кислоты. Дж. Электрохим. соц. 100 (7), 189С–С194. doi:10.1149/1.2781122
Полный текст CrossRef | Google Scholar
Elmore, WC (1939). Электролитическая полировка. J. Appl. физ. 10 (10), 724–727. doi:10.1063/1.1707257
Полный текст CrossRef | Google Scholar
Elmore, WC (1940). Электролитическая полировка. II. J. Appl. физ. 11 (12), 797–799. doi:10.1063/1. 1712738
Полный текст CrossRef | Google Scholar
Гларум С. Х. и Маршалл Дж. Х. (1985a). Анодное растворение меди в фосфорной кислоте: I. Вольтамперометрия и колебательное поведение. Дж. Электрохим. соц. 132 (12), 2872–2878. doi:10.1149/1.2113686
Полный текст CrossRef | Google Scholar
Glarum, SH, and Marshall, JH (1985b). Анодное растворение меди в фосфорной кислоте. II. Импедансное поведение. Дж. Электрохим. соц. 132 (12), 2878–2885. doi:10.1149/1.2113687
Полный текст CrossRef | Google Scholar
Гримм Р. Д., Уэст А. С. и Ландольт Д. (1992). Исследование импеданса по переменному току анодно сформированных солевых пленок на железе в растворе хлорида. Дж. Электрохим. соц. 139 (6), 1622–1629. doi:10.1149/1.2069467
Полный текст CrossRef | Google Scholar
Хан В. и Фанг Ф. (2019). Фундаментальные аспекты и последние разработки в области электрополировки. Междунар. J. Производство станков 139, 1–23. doi:10.1016/j.ijmachtools.2019.01.001
Полный текст CrossRef | Google Scholar
Хоар, Т. П., и Ротвелл, Г. П. (1964). Влияние потока раствора на анодную полировку. Медь в водной о-фосфорной кислоте. Electrochimica Acta 9 (2), 135–150. doi:10.1016/0013-4686(64)85001-5
Полный текст CrossRef | Google Scholar
Jacquet, PA (1936). Об анодном поведении меди в водных растворах ортофосфорной кислоты. Пер. Электрохим. соц. 69 (1), 629–655. doi:10.1149/1.3498234
Полный текст CrossRef | Google Scholar
Кодзима К. и Тобиас К.В. (1973). Интерпретация импедансных свойств пленки поверхности анода при электрополировке меди в фосфорной кислоте. Дж. Электрохим. соц. 120 (9), 1202–1205. doi:10.1149/1.2403661
Полный текст CrossRef | Google Scholar
Ландольт, Д. (1987). Основные аспекты электрополировки. Electrochimica Acta 32 (1), 1–11. doi:10.1016/0013-4686(87)87001-9
Полный текст CrossRef | Google Scholar
Лапейр Л. , Мартинес Ломбардия Э., Вербекен К., Де Граев И., Кестенс Л. А. И. и Террин Х. (2013). Влияние соседних зерен на микроскопическое коррозионное поведение зерна в поликристаллической меди. Коррозионная наука. 67, 179–183. doi:10.1016/j.corsci.2012.10.017
Полный текст CrossRef | Google Scholar
Лю Ф.К., Ду Т., Дубуст А., Цай С. и Хсу В.-Ю. (2006а). Планаризация Cu при электрохимической механической планаризации. Дж. Электрохим. соц. 153 (6), C377–C381. doi:10.1149/1.2186180
Полный текст CrossRef | Google Scholar
Лю С.-Х., Ши Дж.-М., Чен С., Дай Б.-Т., Хенсен К. и Ченг С.-С. (2005). Двухаддитивные электролиты для суперпланаризации дамасских металлов Cu. Электрохим. Твердотельный латыш. 8 (3), С47–С50. doi:10.1149/1.1854124
Полный текст CrossRef | Google Scholar
Лю С.-Х., Ши Дж.-М., Чен К., Хенсен К. и Ченг С.-С. (2006б). Роль добавок в электрополировке дамасской меди. Дж. Электрохим. соц. 153 (6), C428–C433. doi:10.1149/1.2193348
Полный текст CrossRef | Google Scholar
Матлош М., Магайно С. и Ландольт Д. (1994). Импедансный анализ модельного механизма электрополировки с ограничением акцептора. Дж. Электрохим. соц. 141 (2), 410–418. doi:10.1149/1.2054741
Полный текст CrossRef | Google Scholar
Ольденбургер М., Бедурфтиг Б., Груле А., Гримсманн Ф., Рихтер Э., Финдейзен Р. и др. (2019). Исследование низкочастотного импеданса Варбурга литий-ионных аккумуляторов с помощью измерений в частотной области. Дж. Энерг. Хранение 21, 272–280. doi:10.1016/j.est.2018.11.029
Полный текст CrossRef | Google Scholar
Падхи Д., Яхалом Дж., Гандикота С. и Диксит Г. (2003). Планаризация тонких медных пленок электрополировкой в фосфорной кислоте для приложений ULSI. Дж. Электрохим. соц. 150 (1), G10–G14. doi:10.1149/1.1523415
Полный текст CrossRef | Google Scholar
Pointu, B., Braizaz, M., Poncet, P., and Rousseau, J. (1981). Фотоэффекты на границе Cu/h4PO4. J. Electroanalytical Chem. Межфазная электрохимия 122, 111–131. doi:10.1016/S0022-0728(81)80144-1
Полный текст CrossRef | Google Scholar
Pointu, B., Braizaz, M., Poncet, P., and Rousseau, J. (1983a). Фотоэффекты на границе Cu/h4PO4: Часть II. Ленточная модель интерфейса в темноте. J. Electroanalytical Chem. Межфазная электрохимия 151 (1), 65–77. doi:10.1016/S0022-0728(83)80424-0
Полный текст CrossRef | Google Scholar
Pointu, B., Braizaz, M., Poncet, P., and Rousseau, J. (1983b). Фотоэффекты на границе Cu/h4PO4: Часть III. Интерпретация фототоков на границе раздела. J. Electroanalytical Chem. Межфазная электрохимия 151 (1), 79–87. doi:10.1016/S0022-0728(83)80425-2
Полный текст CrossRef | Академия Google
Ши, Дж.-М., Чанг, С.-К., Ван, Ю.-Л., Дай, Б.-Т., Ченг, С.-С., и Тинг, Дж. (2004) . Уменьшение ямок травления электрополированной меди добавками. Дж. Электрохим. соц. 151 (7), C459–C462. doi:10.1149/1.1757461
Полный текст CrossRef | Google Scholar
Сунь Б. Б., Ван Ю. Б., Вен Дж., Ян Х., Суй М. Л., Ван Дж. К. и др. (2005). Артефакты, возникающие в металлических стеклах во время подготовки образцов для ПЭМ. Scripta Materialia 53 (7), 805–809. doi:10.1016/j.scriptamat.2005.06.007
Полный текст перекрестной ссылки | Google Scholar
Суни И.И. и Ду Б. (2005). Планаризация Cu для обработки ULSI электрохимическими методами: обзор. IEEE Trans. Полуконд. Производство. 18 (3), 341–349. doi:10.1109/Tsm.2005.852091
Полный текст CrossRef | Google Scholar
Видаль Р. и Уэст А.С. (1995a). Электрополировка меди в концентрированной фосфорной кислоте: I . Экспериментальные выводы. Дж. Электрохим. соц. 142 (8), 2682–2689. Дои: 10.1149/1.2050074
Полнотекстовая перекрестная ссылка | Google Scholar
Видаль Р. и Уэст А.С. (1995b). Электрополировка меди в концентрированной фосфорной кислоте: II. Теоретическая интерпретация. Дж. Электрохим. соц. 142 (8), 2689–2694. doi:10.1149/1.2050075
Полный текст CrossRef | Google Scholar
Вагнер, К. (1954). Вклад в теорию электрополировки. Дж. Электрохим. соц. 101(5) , 225–228. дои: 10.1149/1.2781235
Полнотекстовая перекрестная ссылка | Google Scholar
West, AC, Deligianni, H., Andricacos, PC (2005). Электрохимическая планаризация металлизации межсоединений. IBM J. Res. Дев. 49(1) , 37–48. doi:10.1147/rd.491.0037
Полный текст CrossRef | Google Scholar
Чжан Б., Ли В. Х., Пинер Р., Холманов И., Ву Ю., Ли Х. и др. (2012). Низкотемпературное химическое осаждение из паровой фазы графена из толуола на электрополированную медную фольгу. Acs Nano 6 (3), 2471–2476. doi:10.1021/nn204827h
PubMed Abstract | Полный текст перекрестной ссылки | Google Scholar
Процесс электрохимической полировки Delmet
Процесс электрохимической полировки
, когда поверхность отделка из нерва, особенно важна для требований или из -за признания. сам элемент, другие виды обработки поверхности сложны или дороги, этот процесс, безусловно, является одной из наиболее подходящих альтернатив. Например, в первом случае рассмотрите компоненты, используемые в электронной промышленности и внутрикостных имплантатах, а во втором рассмотрите компоненты с очень высоким соотношением пустоты/твердой части, такие как сетки, сетки, перфорированные листы и т. д.
Существуют также особые случаи, когда отделка поверхности чрезвычайно важна в определенных областях применения, например, в вопросе гигиены материала. Это также связано с возможностью перехода материала в вещество или окружающую среду, с которой он вступает в контакт, или с загрязнением другими металлами, что может создать проблемы с коррозией или изменить его физические характеристики при вводе компонента в эксплуатацию.
Основными отраслями, в которых для определенных компонентов необходимо уделять особое внимание отделке поверхности, являются пищевая, фармацевтическая, химическая и электронная отрасли.
Во всех этих случаях необходимо гарантировать особенно высокую коррозионную стойкость, а также «инертность» поверхностей компонентов по отношению к обрабатываемым веществам.
Электролитическая полировка позволяет получить чрезвычайно «чистую» и гладкую поверхность, что является необходимым условием для предотвращения трещин, подверженных коррозии. Понятие «шероховатость»
Каждая металлическая поверхность, если рассмотреть ее очень внимательно под большим увеличением, имеет профиль, более или менее похожий на показанный на рис. поверхности, как показано на схеме, тесно связана с технологическим циклом, который прошел материал, т. е. с инструментами, обрабатывающими заготовку.
Помимо профиля на рисунке показана средняя линия, разделяющая профиль таким образом, что сумма площадей над ним равна сумме площадей под ним. Наконец, на рисунке показана базовая длина, которая состоит из длины профиля, выбранного для оценки шероховатости. Если мы рассмотрим две декартовы оси (xy), где ось x совпадает со средней линией, мы увидим, как различные значения y, положительные или отрицательные, представляют отклонения отдельных точек на профиле от средней линии. 9Рис. 1 – График профиля шероховатости.
Таким образом, значение шероховатости определяется как сумма по абсолютной величине всех точек ординат (y) относительно средней линии:
, где «n» указывает число рассматриваемых ординат.
Значение шероховатости измеряется в микронах (мкм) — наиболее широко используемой единице измерения, включенной как в итальянские, так и в зарубежные стандарты.
Однако есть несколько других параметров для выполнения этого измерения, таких как Rmax, определяемое в микронах как расстояние между самой высокой точкой и самой низкой точкой профиля; или Rm, определяемый как среднее значение шероховатости Rmax, измеренное на 5 соседних участках основания. В дополнение к ним существуют и другие важные параметры, позволяющие полностью охарактеризовать профиль поверхности: они относятся не к «вертикальным» вариациям профиля по отношению к средней линии (как видно для определения Ra, Rmax, Rm), а к «горизонтальным» явлениям, то есть пространствам между различными вершинами.
Из вышеизложенного видно, что нельзя выразить тесную связь между шероховатостью и видом обработки поверхности данного металлического материала, так как эта связь зависит от многих факторов.
Даже если ответ представляет значительную ценность с эстетической точки зрения, следует иметь в виду, что в целом металл с очень шероховатой поверхностью, безусловно, более подвержен коррозии по сравнению с тем же металлом с более гладкой поверхность.
Эта концепция еще более верна, если мы рассматриваем самопассивирующиеся материалы, такие как нержавеющая сталь (см. брошюру «Подразделение обработки»).
Фактически, если мы рассмотрим концепцию, изложенную в вышеупомянутой самопассивации имеет смысл, что чем больше значение шероховатости, тем больше «пиков» и «впадин», то есть положительных значений «y» и отрицательных значений «y». Это, очевидно, создает «почву», которая очень склонна удерживать различные виды отложений, которые могут быть источником коррозионного воздействия.
И наоборот, чем более гладкой является поверхность (особенно на самопассивирующихся металлах), поэтому при очень ограниченных значениях «y» «рельеф» поверхности металла менее склонен удерживать отложения.
В результате может быть видно, что низкое значение шероховатости также влияет на способность металла очищаться, очищаться или дезинфицироваться
Хотя, как упоминалось выше, не может быть двусторонней корреляции между типом отделки и шероховатостью поверхности, были проведены чисто экспериментальные испытания на некоторых образцах для проверки значений шероховатости, записанных в различных состояниях чистовой обработки..
Естественно, значения следует рассматривать как ориентировочные и действительные только для данной конкретной совокупности отобранных образцов.
На рис. 2 представлены диаграммы шероховатости, полученные на испытанных образцах. Затем эти значения были помещены в логарифмическую шкалу (рис. 3). Наконец, в таблице 1 приведены значения шероховатости, выраженные в миллиметрах, для трех видов отделки: прокаткой, истиранием и электрополировкой.
Рис. 2 — Диаграммы шероховатости. Рис.
Таблица 1 – Шероховатость поверхности, измеренная на листах из нержавеющей стали перпендикулярно направлению прокатки.
Теперь посмотрим, из чего именно состоит обработка электролитическим полированием.
ПРИНЦИП ПРОЦЕССА
Схематически процесс можно описать следующим образом: система представляет собой анодную ванну с электролитическим раствором, в которой электролизера, а катод обычно изготавливается из меди, нержавеющей стали AISI 304 или, иногда, из свинца, пластины.
Резервуар, содержащий раствор электролита, обычно имеет внутреннюю облицовку из пластмассы, кислотоупорного кирпича или свинца (рис. 4).
Рис. 4 — Анод состоит из полируемого изделия.
Электрооборудование должно обеспечивать подачу постоянного тока напряжением 5 ÷ 15 В, а плотность тока относительно обрабатываемой поверхности обычно не превышает 0,5 А/см2, поэтому необходимо иметь сила тока пропорциональна суммарным поверхностям всех заготовок, обрабатываемых одновременно.
Температура ванны всегда выше температуры окружающей среды и должна быть установлена в соответствии с типом раствора и типом обрабатываемого материала.
Принцип электролитической полировки противоположен гальваническому осаждению. Он заключается в удалении материала путем селективного растворения поверхности заготовки, служащей анодом, в электролитической ванне под действием внешнего источника тока.
Растворение металла геометрически выравнивает заготовку, без межкристаллитного разрушения и без механического, термического или химического воздействия на материал.
В процессе полирования под действием тока на поверхности заготовок образуется так называемая полировальная пленка, порошкообразный слой воды, вязкий с газообразованием, с высоким сопротивлением диффузии, электрохимическая активность медленно размывается тонкий поверхностный слой (в среднем от 20 до 30 мкм) обрабатываемой детали. Форма, которую принимает эта эрозия, чрезвычайно важна, поскольку она придает электрополировке одну из ее основных характеристик, также определяемую как микроудаление заусенцев. Микрозаусенцы обработанной детали и «выступы» на поверхности постепенно удаляются, и поверхность становится все более гладкой.
Точки шероховатости с размерами меньше толщины полировальной пленки предпочтительно удаляются, что приводит к микроскопическому сглаживанию и нивелированию. Макроскопические структуры сглажены и округлы на поверхности, но не выровнены.
Толщина слоев, удаляемых электрохимической полировкой, может быть точно воспроизведена посредством плотности тока и времени обработки.
Большинство металлов и сплавов, которые могут использоваться технически, могут быть обработаны электрохимической полировкой, при которой обычно используются электролиты, состоящие из концентрированных смесей минеральных кислот.
ХАРАКТЕРИСТИКИ ПОВЕРХНОСТИ
Электрохимическая полировка устраняет поврежденные поверхностные слои, загрязнённые посторонними материалами, таким образом, что заполняет их чистую поверхность вместе с напряжениями и микротрещинами на конечной поверхности неповрежденная базовая структура рассматриваемого материала.
Электрохимически полированная поверхность является металлически чистой, полированной и микроскопически компактной, а также значительно меньше выступает по сравнению с механически обработанными поверхностями. Эта поверхность имеет низкий уровень потенциальной энергии и, как правило, свободна от местных растягивающих и сжимающих напряжений.
Макроскопически характеризуется некоторой остаточной рябью, размер которой зависит от исходного поверхностного слоя, продолжительности электрохимической полировки и тонкости кристаллической структуры. Эта остаточная рябь обычно не имеет существенного значения с точки зрения функционального поведения поверхностей, но тем не менее дает ложное впечатление о качестве поверхности, если для ее определения приводятся только значения шероховатости.
Это геометрические данные, которые не являются решающими для функционального сравнения поверхностей, полученных с помощью различных процедур.
Степень блеска электрохимически полированных поверхностей в целом выше, чем механически полированных, однако — за счет остаточной ряби — наблюдается не эффект зеркального блеска, а слегка рассеянное отражение. При электрополировке трудно добиться полировки до зеркального блеска, чего можно добиться при механической полировке.
Электрохимически полированные поверхности не имеют заусенцев, чешуек, микрозаусенцев и микротрещин по всей поверхности, даже в труднодоступных местах.
УЛУЧШЕННЫЕ ФУНКЦИОНАЛЬНЫЕ ХАРАКТЕРИСТИКИ ПОВЕРХНОСТЕЙ
При электрохимической полировке снижается износ поверхностей скольжения и металлопластиковых муфт.
Кроме того, электрохимическое полирование применяют для повышения сопротивления усталости, благодаря устранению зарождения трещин, для снижения потерь на облучение в гелиопоглотителях и теплообменниках, для снижения температурных потерь в жидких газах, для улучшения характеристик в высоких частотными методами, для проведения предварительной обработки перед гальваническим, химическим или физическим напылением, для улучшения технических характеристик пайки и сварки, а также для повышения скорости дегазации в высоковакуумных системах.
Очень важной областью применения электрохимической полировки является удаление заусенцев с поверхностей и кромок в области точной механики, машиностроения, электротехники, гидравлики и пневматической промышленности.
КОРРОЗИОННАЯ СТОЙКОСТЬ И ПАССИВНОСТЬ
Благодаря устранению местных элементов, таких как примеси, структурные дефекты и напряжения, имеют наилучшую возможную коррозионную стойкость материала нержавеющие стали.
При электрохимическом полировании на поверхности заготовок выделяется кислород, который обогащается в полировальной пленке и приводит к образованию пассивных слоев, содержащих оксиды, сразу после отключения полирующего тока.
Электрохимическая полировка создает, особенно на поверхностях из нержавеющей стали, идеальные условия для образования пассивного слоя, в котором небольшое обогащение легирующими элементами хромом и никелем является дополнительным преимуществом.
Было проведено несколько исследований с целью сравнения поведения механически обработанных поверхностей с поверхностями, обработанными электрополировкой, с тем же типом нержавеющей стали.
Рис. 5 – Слева – поверхность трубы, полученной горячей прокаткой и травлением. Справа та же трубка после электролитической полировки.
Все проведенные испытания в различных условиях как по температуре, так и по концентрации коррозионно-активных элементов позволяют сделать вывод о том, что электрохимическая обработка, пусть и не очень тщательная, повышает коррозионную стойкость материала.
В качестве доказательства вышесказанного можно сделать ссылку, например, на параметр CPT (критическая температура точечной коррозии), который представляет собой критическую температуру, при которой начинается точечная коррозия для трех типов отделки: травление, сатинирование и электрополировка. , для стальной трубы AISI 316 L (EN 1.4404). Этот параметр можно соотнести со способностью нержавеющей стали сопротивляться «локальным триггерам коррозии», таким как «точечная коррозия». В связи с этим в Таблице 2 и на Рисунке 7 показаны данные, полученные из: «Влияние различных условий поверхности на стойкость к точечной коррозии труб из нержавеющей стали типа EN 1.4404» Троэлса Матезена, Торбена С. Нильсена, Яна Элькьяера Франтсена, Force Technology, Brøndby. , Дания и Джон Колд, Энн Р. Бойе-Мёллер, Датский технологический институт, Колдинг, Дания
Таблица 2. Критические температуры точечной коррозии, определенные в соответствии с ASTM G150
a. Эквивалент стойкости к точечной коррозии, PRE = Cr +3,3 Mo + 16 N
значительно выше при электрополировке.
Положительное влияние электрополировка обработки на потенциал намысленности очевидно по графику на рисунке 6.
Рис. 6. 60002
Рис. 60009 температур (поляризация). Сравнение травления, сатинирования и электрополировки труб из стали AISI 316 L (EN 1.4404) в растворе с 5% хлора.
СТАНДАРТЫ
Основными стандартами, касающимися электролитической полировки, как для самого процесса, так и для подготовки образцов для испытаний, являются международные стандарты ISO и американские стандарты ASTM.
Однако в коммерческих целях часто также делаются ссылки на все еще широко используемые стандарты отдельных европейских стран, такие как немецкий DIN.
Вот наиболее значимые, как международные, так и национальные:
- ISO 15730
- АСТМ В-912
- АСТМ Е-712
- DIN 8590
- VDI 3401 (фольга 2)
ПРИМЕРЫ ПРИМЕНЕНИЯ
0002
Ниже приведен список примеров продуктов, которые прошли обработку электролитическим полированием с чисто функциональной целью, т. е. для улучшения химико-физических характеристик поверхности нержавеющей стали, из которой состоит сама деталь.
Рис. 7 — Процесс для фармацевтической отрасли, в EN 1.4401 (AISI 316). Он был отполирован сатином с зернистостью 240, а затем подвергнут внутренней электрополировке с шероховатостью, равной Ra 0,40 мкм.
Фиг. Обработка сложной поверхностной сетки оставляет микроскопические заусенцы, которые удаляются электрополировкой.
Fig. 9 — Four-position manifold (dispenser) in EN 1.4401 (AISI 316 ) используется в фармацевтической промышленности. Выполнена обработка: зеркальная механическая предварительная полировка и последующая электрополировка внутренняя и наружная с конечной шероховатостью Ra менее 0,10 мм.
Рис. 10 — Электрополированные Stainless Steel Compons Made.
9
0004
Рис. 11 — Плесень для мороженого в EN 1,4301 (AISI 304), где высокая глюс и опорожнение пищевого продукта.
Рис. ), установленный у входа в новую школу Бичвуд в Слау (Беркшир) в честь строительства нового здания.
Притирка, полировка и электрополировка
Теперь у WS Associates есть все три процесса подготовки поверхности и отделки металла для удовлетворения потребностей наших клиентов.
Партнеры WS Associates уже давно являются экспертами в области электрополировки для производства компонентов высокой чистоты, особенно газовых фитингов из нержавеющей стали для использования в полупроводниковой, биотехнологической, медицинской, фармацевтической, промышленной и аэрокосмической отраслях.
Недавно были добавлены притирка и полировка. В этой статье описываются все три этих процесса, а также некоторые сведения о новой возможности притирки.
Притирка
Притирка включает две поверхности, которые притираются друг к другу с абразивным материалом между ними. Один из них — продукт, который находится в стадии завершения; другой представляет собой чугунную пластину высокой плотности, известную как пластина внахлестку. Притирка может быть ручной операцией, однако в коммерческих условиях притирка выполняется на притирочном станке, таком как Lapmaster 15, который обеспечивает более воспроизводимые результаты при большем объеме.
Существует два типа притирки. При первом типе притирки абразивный материал представляет собой абразивную суспензию, состоящую из таких материалов, как оксид алюминия, оптическая румяна, наждак, карбид кремния или алмаз, взвешенных в жидкой среде, обычно воде или масле. Притирка вызывает микроскопические раковистые изломы, которые представляют собой разрывы в материале, не соответствующие естественным плоскостям разделения. Когда абразив прокатывается между двумя поверхностями, он удаляет материал с обеих.
Другая форма притирки включает в себя более мягкий материал, такой как смола или керамика, которые «заряжены» абразивом. Затем круг используется для резки более твердого материала. Абразив встраивается в более мягкий материал, который удерживает его и позволяет ему надрезать и разрезать более твердый материал.
Lapmaster 15
Lapmaster 15 представляет собой настольный притирочный и полировальный станок, который имеет прочную, легкую литой алюминиевую основу и использует притирочные кольца для непрерывного достижения высокого стандарта плоскостности и чистоты поверхности за счет специального позиционирования кондиционирующие кольца.
Кондиционирующие кольца обеспечивают сохранение плоскостности притирочной пластины и, таким образом, гарантируют, что притирка готового изделия также будет ровной.
Некоторые особенности Lapmaster 15 включают в себя три кондиционирующих кольца с роликовым хомутом и подшипниковыми узлами, систему подачи абразива, обеспечивающую непрерывную подачу шлама на притирочную поверхность, автоматический цифровой таймер цикла и привод с высоким крутящим моментом.
Полировка
Полировка и шлифовка — это отделочные процессы для выравнивания поверхности с использованием абразива и рабочего круга. Технически полировка относится к процессам, в которых используется абразив, приклеенный к рабочему кругу, а при полировке используется свободный абразив, нанесенный на рабочий круг. Полировка — более агрессивный процесс, в то время как полировка менее жесткая, что приводит к более гладкой и яркой поверхности.
Полировка часто используется для улучшения внешнего вида предмета, предотвращения загрязнения инструментов, удаления окисления, создания отражающей поверхности или предотвращения коррозии труб. В металлографии и металлургии полирование применяется для создания ровной бездефектной поверхности для исследования микроструктуры металла под микроскопом. В процессе полировки можно использовать полировальные диски на силиконовой основе или алмазный раствор.
В производственных условиях полировка часто выполняется на том же типе оборудования, что и процесс притирки. При полировке используется другая пластина с полировальной пастой или порошком. При использовании подходящего полировального порошка можно получить однородную чистоту поверхности 1-2 микродюйма.
Электрополировка
Электрополировка также известна как электрохимическая полировка или электролитическая полировка. Электрополировка — это электрохимический процесс, при котором материал удаляется с металлической заготовки. Используется для полировки, пассивации и удаления заусенцев с металлических деталей. Его часто описывают как обратную сторону гальваники. Его можно использовать вместо тонкой абразивной полировки при подготовке микроструктуры.
Как правило, заготовка погружается в ванну с электролитом с регулируемой температурой и служит анодом, так как она подключается к положительной клемме источника питания постоянного тока, а отрицательная клемма присоединяется к катоду. Ток проходит от анода, где металл на поверхности окисляется и растворяется в электролите, к катоду. На катоде протекает реакция восстановления. Используемые электролиты представляют собой растворы кислот с высокой вязкостью.
Для электрополировки шероховатой поверхности выступающие части профиля поверхности должны растворяться быстрее, чем углубления. Электрополировка работает, потому что пики на шероховатой поверхности создают более сильные электрические поля и более быстрое пополнение электролитов; поскольку удаление материала зависит от этих двух факторов, электрополировка предпочтительно удаляет пики, а не впадины в материале.
Электрополировка имеет множество применений в отделочной обработке металлов. Из-за своей простоты его можно применять к объектам сложной формы. В полупроводниковой, медицинской и других отраслях газовые соединители из нержавеющей стали высокой чистоты должны иметь тщательно отполированную поверхность. Электрополировка является методом для достижения этого. Электрополировка также широко применяется для подготовки тонких металлических образцов для просвечивающей электронной микроскопии. Компоненты сверхвысокого вакуума (UHV) обычно подвергаются электрополировке, чтобы получить более гладкую поверхность для улучшения вакуумного давления, скорости дегазации и скорости откачки.
Резюме
WS Associates объединяет притирку, полировку и электрополировку с современными производственными процессами, которые уже доступны нашим клиентам. С 1970 года компания WS Associates обслуживает потребности точного производства в различных отраслях промышленности. Сегодня, когда развивающиеся технологии быстро меняют обрабатывающую промышленность, мы следим за последними улучшениями, чтобы соответствовать строгим ожиданиям наших клиентов.
Подставка для электрохимической полировки медной фольги
Подставка для электрополировки фольги
Состав
- 1 Конструктор
- 2 пр.
- 3 Дизайн
- 3.1 Концепция
- 3.2 Спецификация
- 3.3 Сметная стоимость
- 3.
 4 Направления
4 Направления - 3.5 Параметры
- 3.5.1 support_and_slider.scad
- 3.5.2 фрейм.scad
- 3.5.3 frame_attach.scad
- 3.5.4 слайдер_винт.scad
- 3.6 Возможные проблемы и способы их решения
- 3.7 Будущие усовершенствования
- 4 части 3D модели
- 5 окончательных отпечатков
Петри Мустонен
Университет Аалто,
Кафедра электроники и наноинженерии
Полировка медной фольги необходима для получения высококачественного CVD-графена. Процесс изготовления этих фольг методом холодной прокатки оставляет на поверхности фольги глубокие полосы макроразмера, а также многочисленные микродефекты. Как правило, эти полосы и дефекты удаляются с помощью процесса электрохимической полировки. Несмотря на то, что это легко сделать вручную, по мере увеличения размера фольги изгиб фольги становится проблемой. Электроды должны быть как можно более прямыми, чтобы обеспечить постоянную плотность тока вдоль фольги, что необходимо для плавного процесса полировки.
Этот проект предназначен для использования в качестве инструмента для удержания фольги прямо, а также позволяет легко изменять расстояние между электродами. Модель сделана OpenSCAD и имеет широкие возможности настройки.
ВНИМАНИЕ! Вам необходимо проверить химическую устойчивость вашего печатного материала! Я предлагаю начать с полипропилена (ПП) и фторированного этиленпропилена (ФЭП) и проверить, подходят ли они вам.
Данный проект является финальным проектом автора для L3999 курс осень 2017.
Концепт[править | править код]
Вся конструкция предназначена для размещения поверх коробки, в которой выполняется процесс полировки. Основная опорная планка представляет собой просто прямоугольный блок, поверх которого находится ползунок. Этот ползунок соединен с винтом, который также прикреплен к основной опорной планке, ползунок перемещается за счет вращения этого винта. Вторичный ползунок закреплен в одном месте опорной планки. Оба ползунка соединены с рамой. Эти рамки имеют медную фольгу, закрепленную между ними (фольга закреплена между двумя половинками рамки).
Более подробное описание в видео ниже.
Спецификация[править | править код]
- Базовая опорная балка
- Ползунок с винтовой опорой (называемый «основной ползунок»)
- Ползунок без винтовой опоры (называемый «дополнительный ползунок»)
- Гайка
- Винт
- Кадр x 4 (каждый «кадр» составляет только половину всего кадра)
- Ползунок-рама — крепежный элемент x 2
- Штифты рамы x 8 (соединяют рамы вместе)
- Штифты слайдера x 2 (крепление вторичного слайдера к основной планке)
Ориентировочная стоимость[edit | править код]
37 г PLA и 8 г PP (рама и крепежные штифты) =~$1,5
Используя эти материалы: https://web. archive.org/web/20210617213737/https://gizmodorks.com/polyпропилен-3d-printer-filament/ ~$62,5/1kg и https://web.archive.org/web /20220603014826/https://lulzbot.com/store/polymaker-polylite-pla-filament 25 долларов США/1 кг.
https://ecoreprap.com/filament/pla-filament/ $22/1кг
Направления[править | редактировать источник]
- Загрузите файлы scad и STL из репозитория NIH. Файлы STL по умолчанию могут вмещать кусочки фольги размером 5×5 см, а расстояние между электролитом и нижней частью основной опорной планки составляет 5 см. Обратите внимание, что допуски по умолчанию относятся к PLA!
- Если нет необходимости изменять параметры, используйте файлы STL для печати. Если параметры необходимо изменить, используйте список в разделе «Параметры», а затем список «Основные параметры» в каждом scad-файле. Если требуется дополнительная настройка, найдите параметры в разделе «Точная настройка» в файлах scad.
- Распечатать! Я бы рекомендовал использовать небольшую высоту слоя для крепежных деталей (штифтов), рамы, гайки и винта (я использовал 0,1 мм). Остальное можно сделать с большей высотой (я использовал 0,2 мм). Другие переменные используются по умолчанию для Lulzbot mini с высокой детализацией печати (см. здесь), также использовался мини-принтер Lulzbot.
Параметры[править | редактировать источник]
Многочисленные параметры можно настраивать, однако наиболее важные из них перечислены здесь:
support_and_slider.scad[править | изменить источник]
- bar_length Длина основной опорной балки
- frame_hole_wr Место для маневра отверстия под основной опорный стержень (ширина, высота)
- pin_radius_wr и pin_slit_width_wr Пространство для пазов для крепежных штифтов
frame.scad[edit | редактировать источник]
- frame_size Внешние размеры рамы (ширина, высота, толщина)
frame_attach.scad[edit | изменить источник]
- pin_length Длина штифтов, крепящих ползунок к раме
slider_screw.
scad[edit | изменить источник]
ВНИМАНИЕ! Изменения ДЛИНЫ ВИНТА должны быть сделаны в файле data-metric_cyl_head_bolts.scad!
- Screw_name Название винта (из файла data-metric_cyl_head_bolts.scad)
- потоков Отрисовывать потоки или нет (рендеринг сильно замедляет предварительный просмотр)
Возможные проблемы и способы их решения[edit | изменить источник]
Я бы порекомендовал вам сначала распечатать винт, гайку и главный ползун, чтобы убедиться, что все они хорошо соединяются друг с другом. Сторона гайки, которая обращена к печатной площадке, возможно, меньше, и, возможно, ее нужно починить. Я счищал небольшие кусочки с гайки с помощью канцелярского ножа, пока винт не прошел хорошо. Я бы порекомендовал сделать это и не использовать гайку большего размера, так как лучше, чтобы уплотнение было плотным, а винт не болтался. Относительно этого также лучше, чтобы сфера на конце винта плотно входила в прорезь на основном бегунке. Если это качается, может быть трудно держать фольгу полностью вертикально. Если гайка слишком свободно сидит в своем пазу (передвигается), то вам необходимо изменить параметр «nut_scaling» в разделе параметров «Точная настройка» файла «support_and_slider.scad».
Детали крепления (штифты и крепление рамки) могут иметь проблемы с печатью из-за небольшого размера, можно ожидать деформации. Для печати PLA я использовал столярный клей, чтобы улучшить сцепление с печатной подушкой. Также можно использовать плот или край, но я обнаружил, что полное удаление этих конструкций может быть проблемой. Эта проблема может возникнуть и с фреймами, но для меня этого недостаточно, чтобы это стало проблемой.
Может быть трудно правильно прикрепить второй ползунок к основной опоре с помощью штифтов ползуна. Если это так, то вы можете либо попытаться улучшить посадку, либо использовать тонкий кусок PLA (я использовал кусок рамы) и вставить его между ползунком и опорной планкой. Это, вероятно, удержит ползунок на месте намного лучше.
Будущие улучшения[edit | править код]
- Более надежный способ крепления вторичного ползуна к опорной планке (возможно, винтового типа)
- Удаление лишнего пластика
- Соединение рамы-ползунка — соединительного элемента и одной стороны рамы в одну конструкцию
Деталь крепления для крепления рамы к направляющим.
Гайка для винта.
Штифты для крепления вторичного ползуна к основной опорной балке.
Для закрепления фольги между двумя половинками рамки.
Для изменения расстояния между двумя ползунками.
Слайдер, к которому крепится полированная фольга.
Половина полной рамы, между которыми прикреплена фольга.
Основная опорная балка для всей конструкции.
Дополнительный ползунок для крепления второго электрода.
| Авторы | Петри Мустонен |
|---|---|
| Лицензия | CC-BY-SA-4. 0 |
| Какие здесь ссылки | 14 страниц |
| Impact Количество посещений этой страницы и ее перенаправлений. | 169 |
| Создан | 26 октября 2017 г., Петри Мустонен |
| Модифицированный | 9 июня 2022 г. Кэти Нативи |
| Укажите как | Петри Мустонен (2017–2022). «Поддержка электрохимической полировки медной фольги». Appropedia. Проверено 4 марта 2023 г. |
Файлы cookie помогают нам предоставлять наши услуги. Используя наши услуги, вы соглашаетесь на использование нами файлов cookie.
Стандартное руководство по электролитической полировке металлографических образцов
Лицензионное соглашение ASTM
ВАЖНО — ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ЭТИ УСЛОВИЯ ПЕРЕД ВХОДОМ В ЭТОТ ПРОДУКТ ASTM.
Приобретая подписку и нажимая на это соглашение, вы вступаете в
контракт, и подтверждаете, что прочитали настоящее Лицензионное соглашение, что вы понимаете
его и соглашаетесь соблюдать его условия. Если вы не согласны с условиями настоящего Лицензионного соглашения,
немедленно покиньте эту страницу, не входя в продукт ASTM.
1. Право собственности:
Этот продукт защищен авторским правом как
компиляции и в виде отдельных стандартов, статей и/или документов («Документы») ASTM
(«ASTM»), 100 Barr Harbour Drive, West Conshohocken, PA 19.428-2959 США, если не указано иное
прямо указано в тексте отдельных документов. Все права защищены. Ты
(Лицензиат) не имеет прав собственности или иных прав на Продукт ASTM или Документы.
Это не продажа; все права, право собственности и интерес к продукту или документам ASTM
(как в электронном, так и в печатном виде) принадлежат ASTM. Вы не можете удалять или скрывать
уведомление об авторских правах или другое уведомление, содержащееся в Продукте или Документах ASTM.
2. Определения.
A. Типы лицензиатов:
(i) Индивидуальный пользователь:
один уникальный компьютер с индивидуальным IP-адресом;
(ii) Одноместный:
одно географическое местоположение или несколько
объекты в пределах одного города, входящие в состав единой организационной единицы, управляемой централизованно;
например, разные кампусы одного и того же университета в одном городе управляются централизованно.
(iii) Multi-Site:
организация или компания с
независимое управление несколькими точками в одном городе; или организация или
компания, расположенная более чем в одном городе, штате или стране, с центральным управлением для всех местоположений.
B. Авторизованные пользователи:
любое лицо, подписавшееся
к этому Продукту; если Site License также включает зарегистрированных студентов, преподавателей или сотрудников,
или сотрудник Лицензиата на Одном или Множественном Сайте.
3. Ограниченная лицензия.
ASTM предоставляет Лицензиату ограниченное,
отзывная, неисключительная, непередаваемая лицензия на доступ посредством одного или нескольких
авторизованные IP-адреса и в соответствии с условиями настоящего Соглашения использовать
разрешенных и описанных ниже, каждого Продукта ASTM, на который Лицензиат подписался.
A. Конкретные лицензии:
(i) Индивидуальный пользователь:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные копии
отдельных Документов или частей таких Документов исключительно для собственного использования Лицензиатом.
То есть Лицензиат может получить доступ к электронному файлу Документа (или его части) и загрузить его.
Документа) для временного хранения на одном компьютере в целях просмотра и/или
печать одной копии документа для личного пользования. Ни электронный файл, ни
единственный печатный отпечаток может быть воспроизведен в любом случае. Кроме того, электронный
файл не может распространяться где-либо еще по компьютерным сетям или иным образом. Это
электронный файл нельзя отправить по электронной почте, загрузить на диск, скопировать на другой жесткий диск или
в противном случае разделены. Одна печатная копия может быть распространена среди других только для их
внутреннее использование в вашей организации; его нельзя копировать. Индивидуальный загруженный документ
иным образом не может быть продана или перепродана, сдана в аренду, сдана в аренду, одолжена или сублицензирована.
(ii) Односайтовые и многосайтовые лицензии:
(a) право просматривать, искать, извлекать, отображать и просматривать Продукт;
(b) право скачивать, хранить или распечатывать отдельные копии
отдельных Документов или частей таких Документов для личных целей Авторизованного пользователя.
использовать и передавать такие копии другим Авторизованным пользователям Лицензиата в компьютерной сети Лицензиата;
(c) если образовательное учреждение, Лицензиату разрешается предоставлять
печатная копия отдельных Документов отдельным учащимся (Авторизованные пользователи) в классе по месту нахождения Лицензиата;
(d) право на отображение, загрузку и распространение печатных копий
Документов для обучения Авторизованных пользователей или групп Авторизованных пользователей.
(e) Лицензиат проведет всю необходимую аутентификацию
и процессы проверки, чтобы гарантировать, что только авторизованные пользователи могут получить доступ к продукту ASTM.
(f) Лицензиат предоставит ASTM список авторизованных
IP-адреса (числовые IP-адреса домена) и, если многосайтовый, список авторизованных сайтов.
B. Запрещенное использование.
(i) Настоящая Лицензия описывает все разрешенные виды использования. Любой другой
использование запрещено, является нарушением настоящего Соглашения и может привести к немедленному прекращению действия настоящей Лицензии.
(ii) Авторизованный пользователь не может производить этот Продукт, или
Документы, доступные любому, кроме другого Авторизованного Пользователя, будь то по интернет-ссылке,
или разрешив доступ через его или ее терминал или компьютер; или другими подобными или отличными средствами или договоренностями.
(iii) В частности, никто не имеет права передавать, копировать,
или распространять любой Документ любым способом и с любой целью, за исключением случаев, описанных в Разделе
3 настоящей Лицензии без предварительного письменного разрешения ASTM. В частности,
за исключением случаев, описанных в Разделе 3, никто не может без предварительного письменного разрешения
ASTM: (a) распространять или пересылать копию (электронную или иную) любой статьи, файла,
или материал, полученный из любого продукта или документа ASTM; (b) воспроизводить или фотокопировать любые
стандарт, статья, файл или материал из любого продукта ASTM; в) изменять, видоизменять, приспосабливать,
или переводить любой стандарт, статью, файл или материал, полученный из любого продукта ASTM;
(d) включать любой стандарт, статью, файл или материал, полученный из любого продукта ASTM или
Документировать в других произведениях или иным образом создавать любые производные работы на основе любых материалов.
получено из любого продукта или документа ASTM; (e) взимать плату за копию (электронную или
иным образом) любого стандарта, статьи, файла или материала, полученного из любого продукта ASTM или
Документ, за исключением обычных расходов на печать/копирование, если такое воспроизведение разрешено
по разделу 3; или (f) систематически загружать, архивировать или централизованно хранить существенные
части стандартов, статей, файлов или материалов, полученных из любого продукта ASTM или
Документ. Включение печатных или электронных копий в пакеты курсов или электронные резервы,
или для использования в дистанционном обучении, не разрешено настоящей Лицензией и запрещено без
Предварительное письменное разрешение ASTM.
(iv) Лицензиат не может использовать Продукт или доступ к
Продукт в коммерческих целях, включая, помимо прочего, продажу Документов,
материалы, платное использование Продукта или массовое воспроизведение или распространение Документов
в любой форме; а также Лицензиат не может взимать с Авторизованных пользователей специальные сборы за использование
Продукт сверх разумных расходов на печать или административные расходы.
C. Уведомление об авторских правах . Все копии материала из ASTM
Продукт должен иметь надлежащее уведомление об авторских правах от имени ASTM, как показано на начальной странице.
каждого стандарта, статьи, файла или материала. Сокрытие, удаление или изменение
уведомление об авторских правах не допускается.
4. Обнаружение запрещенного использования.
A. Лицензиат несет ответственность за принятие разумных мер
для предотвращения запрещенного использования и незамедлительного уведомления ASTM о любых нарушениях авторских прав или
запрещенное использование, о котором Лицензиату стало известно. Лицензиат будет сотрудничать с ASTM
при расследовании любого такого запрещенного использования и предпримет разумные шаги для обеспечения
прекращение такой деятельности и предотвращение ее повторения.
B. Лицензиат должен приложить все разумные усилия для защиты
Продукт от любого использования, не разрешенного настоящим Соглашением, и уведомляет
ASTM о любом использовании, о котором стало известно или о котором было сообщено.
5. Постоянный доступ к продукту.
ASTM резервирует
право прекратить действие настоящей Лицензии после письменного уведомления, если Лицензиат существенно нарушит
условия настоящего Соглашения. Если Лицензиат не оплачивает ASTM какую-либо лицензию или
абонентской платы в установленный срок, ASTM предоставит Лицензиату 30-дневный период в течение
что бы вылечить такое нарушение. Для существенных нарушений период устранения не предоставляется
связанные с нарушениями Раздела 3 или любыми другими нарушениями, которые могут привести к непоправимым последствиям ASTM.
вред. Если подписка Лицензиата на Продукт ASTM прекращается, дальнейший доступ к
онлайн-база данных будет отклонена. Если Лицензиат или Авторизованные пользователи существенно нарушают
настоящую Лицензию или запрещать использование материалов в любом продукте ASTM, ASTM оставляет за собой право
право отказать Лицензиату в любом доступе к Продукту ASTM по собственному усмотрению ASTM.
6. Форматы доставки и услуги.
A. Некоторые продукты ASTM используют стандартный интернет-формат HTML.
ASTM оставляет за собой право изменить такой формат с уведомлением Лицензиата за три [3] месяца,
хотя ASTM приложит разумные усилия для использования общедоступных форматов.
Лицензиат и Авторизованные пользователи несут ответственность за получение за свой счет
подходящие подключения к Интернету, веб-браузеры и лицензии на любое необходимое программное обеспечение
для просмотра продуктов ASTM.
B. Продукты ASTM также доступны в Adobe Acrobat
(PDF) Лицензиату и его Авторизованным пользователям, которые несут единоличную ответственность за установку
и настройка соответствующего программного обеспечения Adobe Acrobat Reader.
C. ASTM приложит разумные усилия для обеспечения онлайн-доступа
доступны на постоянной основе. Доступность будет зависеть от периодического
перерывы и простои для обслуживания сервера, установки или тестирования программного обеспечения,
загрузка новых файлов и причины, не зависящие от ASTM. ASTM не гарантирует доступ,
и не несет ответственности за ущерб или возврат средств, если Продукт временно недоступен,
или если доступ становится медленным или неполным из-за процедур резервного копирования системы,
объем трафика, апгрейды, перегрузка запросов к серверам, общие сбои сети
или задержки, или любая другая причина, которая может время от времени делать продукт недоступным
для Лицензиата или Авторизованных пользователей Лицензиата.
7. Условия и стоимость.
A. Срок действия настоящего Соглашения _____________ («Период подписки»).
Доступ к Продукту предоставляется только на Период Подписки. Настоящее Соглашение останется в силе
после этого для последовательных Периодов подписки при условии, что ежегодная абонентская плата, как таковая, может
меняются время от времени, оплачиваются. Лицензиат и/или ASTM имеют право расторгнуть настоящее Соглашение.
в конце Периода подписки путем письменного уведомления, направленного не менее чем за 30 дней.
B. Сборы:
8. Проверка.
ASTM имеет право проверять соответствие
с настоящим Соглашением, за свой счет и в любое время в ходе обычной деятельности
часы. Для этого ASTM привлечет независимого консультанта при соблюдении конфиденциальности.
соглашение, для проверки использования Лицензиатом Продукта и/или Документов ASTM. Лицензиат соглашается
разрешить доступ к своей информации и компьютерным системам для этой цели. Проверка
состоится после уведомления не менее чем за 15 дней, в обычные рабочие часы и в
таким образом, чтобы не создавать необоснованного вмешательства в деятельность Лицензиата. Если
проверка выявляет нелицензионное или запрещенное использование продуктов или документов ASTM,
Лицензиат соглашается возместить ASTM расходы, понесенные при проверке и возмещении
ASTM для любого нелицензированного/запрещенного использования. Применяя эту процедуру, ASTM не отказывается от
любое из своих прав на обеспечение соблюдения настоящего Соглашения или на защиту своей интеллектуальной собственности путем
любым другим способом, разрешенным законом. Лицензиат признает и соглашается с тем, что ASTM может внедрять
определенная идентифицирующая или отслеживающая информация в продуктах ASTM, доступных на Портале.
9. Пароли:
Лицензиат должен немедленно уведомить ASTM
о любом известном или предполагаемом несанкционированном использовании(ях) своего пароля(ей) или о любом известном или предполагаемом
нарушение безопасности, включая утерю, кражу, несанкционированное раскрытие такого пароля
или любой несанкционированный доступ или использование Продукта ASTM. Лицензиат несет исключительную ответственность
для сохранения конфиденциальности своего пароля (паролей) и для обеспечения авторизованного
доступ и использование Продукта ASTM. Личные учетные записи/пароли не могут быть переданы.
10. Отказ от гарантии:
Если не указано иное в настоящем Соглашении,
все явные или подразумеваемые условия, заверения и гарантии, включая любые подразумеваемые
гарантия товарного состояния, пригодности для определенной цели или ненарушения прав
отказываются от ответственности, за исключением случаев, когда такие отказы признаются юридически недействительными.
11. Ограничение ответственности:
В пределах, не запрещенных законом,
ни при каких обстоятельствах ASTM не несет ответственности за любые потери, повреждения, потерю данных или за особые, косвенные,
косвенные или штрафные убытки, независимо от теории ответственности,
возникающие в результате или в связи с использованием продукта ASTM или загрузкой документов ASTM.
Ни при каких обстоятельствах ответственность ASTM не будет превышать сумму, уплаченную Лицензиатом по настоящему Лицензионному соглашению.
12. Общие.
A. Прекращение действия:
Настоящее Соглашение действует до
прекращено. Лицензиат может расторгнуть настоящее Соглашение в любое время, уничтожив все копии
(на бумажном, цифровом или любом носителе) Документов ASTM и прекращении любого доступа к Продукту ASTM.
B. Применимое право, место проведения и юрисдикция:
Это
Соглашение должно толковаться и толковаться в соответствии с законодательством
Содружество Пенсильвании. Лицензиат соглашается подчиняться юрисдикции и месту проведения
в суды штата и федеральные суды Пенсильвании по любому спору, который может возникнуть в соответствии с настоящим
Соглашение. Лицензиат также соглашается отказаться от любых претензий на неприкосновенность, которыми он может обладать.
C. Интеграция:
Настоящее Соглашение представляет собой полное соглашение
между Лицензиатом и ASTM в отношении его предмета. Он заменяет все предыдущие или
одновременные устные или письменные сообщения, предложения, заверения и гарантии
и имеет преимущественную силу над любыми противоречащими или дополнительными условиями любой цитаты, заказа, подтверждения,
или другое сообщение между сторонами, относящееся к его предмету в течение срока действия
настоящего Соглашения.
