Электрохимполировка нержавейки: Электрохимполировка — Новосибирск
Содержание
Электрополировка нержавейки в специальных ваннах с установками Clinox
Электролитическая полировка
Оформить заказ на электрополировку продукции Вы можете, заполнив нижеследующую форму либо обратившись к нашей статье в разделе «Услуги»: Услуга электрополировки.
Электролитическая полировка – это процесс, используемый для полировки металлической поверхности с помощью электрического тока и химического раствора, с использованием контейнера, снабженного электродами. Этот процесс позволяет получить зеркальную поверхность путем выборочного удаления поверхности из стали.
Это селективное удаление производится контролируемым электрическим током и специальными растворами электролитов. Электрические параметры настраиваются с помощью технологии INVERTER, встроенной в наши продукты CLINOX, в то время как электролитический раствор, называемый E-polishing Bomar, используется с нашей ванной для электрохимической полировки E-polishing Box, изготовленной из пластмассы, стойкой к кислотам и электродам из углеродного волокна, чтобы обеспечить лучшую производительность и полную безопасность.
Благодаря такой комбинации продуктов могут быть получены следующие результаты
Электрополировка нержавеющей стали: технические аспекты
Электрохимполировка – это процесс, с помощью которого вы можете производить полировку металлической поверхности. Думать о замене механической очистки этим процессом неправильно: эта технология может быть использована как процесс финишной обработки для маленьких изделий нерегулярных и сложных форм. Полировка может представлять собой отличную опору для производства, поскольку она определяет кристаллическую структуру, подходящую для сварки, наиболее эффективным способом работы решетчатых сил. С этой точки зрения процесс называется «глянцевое травление». Как и все анодные процессы, электрохимическое полирование тесно связано со структурой на основе металла. Если в нем присутствуют дефекты и примеси, эффект электролитической полировки может иметь пятна, ямочки и каверны.
Электролизер, показанный на рисунке 1, объясняет, как происходит процесс электрополировки. Изделие из нержавеющей стали, используемое для получения зеркальной поверхности, определяется анодом, катодом может быть такой металл, как свинец, медь и т. д. Во время процесса благодаря прохождению тока в определенных электролитических растворах происходит селективное анодное растворение по поверхности из нержавеющей стали, которая постепенно становится более гладкой.
Изделие из нержавеющей стали, используемое для получения зеркальной поверхности, определяется анодом, катодом может быть такой металл, как свинец, медь и т. д. Во время процесса благодаря прохождению тока в определенных электролитических растворах происходит селективное анодное растворение по поверхности из нержавеющей стали, которая постепенно становится более гладкой.
Параметры, регулирующие процесс электрополировки:
- Плотность тока;
- Вольтаж;
- Тип электролитического раствора;
- Температура;
- Перемешивание жидкости;
- Катодный материал;
- Размер и форма электродов;
- Расстояние между анодом и катодом;
- Расположение изделий.
Все эти параметры влияют на срок службы и внешний вид поверхности нержавеющего изделия. Например, температура должна поддерживаться постоянной, а перемешивание должно быть таким, чтобы не вызывать локальный нагрев.
Как видно на рисунке 2, для достижения правильной электрополировки электрические параметры должны совпадать в диапазоне Vc-Vb. При более низких значениях напряжения они вызывают анодную коррозию, детали обычно становятся непрозрачными и подвергаются коррозии. При более высоких значениях, чем Vc, образуются газообразные вещества, которые изменяют процесс растворения и вызывают нерегулярное воздействие на поверхность металла. Кривая, о которой идет речь, изменяется в зависимости от удельного сопротивления раствора электролита. Чем выше удельное сопротивление, тем больше полирующая прямая часть (полировка) будет плотной, пока она не уменьшится до точки.
При более низких значениях напряжения они вызывают анодную коррозию, детали обычно становятся непрозрачными и подвергаются коррозии. При более высоких значениях, чем Vc, образуются газообразные вещества, которые изменяют процесс растворения и вызывают нерегулярное воздействие на поверхность металла. Кривая, о которой идет речь, изменяется в зависимости от удельного сопротивления раствора электролита. Чем выше удельное сопротивление, тем больше полирующая прямая часть (полировка) будет плотной, пока она не уменьшится до точки.
Технология CLINOX и INVERTER
Наилучшие результаты следует поддерживать при четко определенных соотношениях плотности тока и напряжения. Это соотношение определяется в наших установках CLINOX, которые благодаря инверторной технологии позволяют контролировать электрические параметры, повышая электрическую эффективность и надежность процесса. Агитация не всегда принята. Она часто используется для предотвращения неконтролируемого нагрева и локальной турбулентности в электролитической ванне с высоким удельным сопротивлением. Перемешивание не должно быть слишком интенсивным и может быть реализовано с использованием пассивного материала или путем инсуффляции воздуха или азота. «Срок полезного использования» электролита довольно ограничен. Когда в ванне появляется определенное количество ионов металлов, ее полирующий эффект уменьшается или исчезает. Так что прибегают к частичной или полной замене отработанной жидкости.
Перемешивание не должно быть слишком интенсивным и может быть реализовано с использованием пассивного материала или путем инсуффляции воздуха или азота. «Срок полезного использования» электролита довольно ограничен. Когда в ванне появляется определенное количество ионов металлов, ее полирующий эффект уменьшается или исчезает. Так что прибегают к частичной или полной замене отработанной жидкости.
Обычно продолжительность процесса включает удаление 0,5-2 мкм металла в зависимости от состояния поверхности. Такое удаление предполагает использование веществ, которые быстро растворяют в ванне продукты анодного воздействия. Среди наиболее эффективных веществ следует выделить фосфорную и серную кислоту – вещества, которые содержатся в нашем электролите для электрополировки E-polishing Bomar. Материал катода может быть изготовлен из свинца, меди или углеродного волокна. Электролит используется в нашей ванне для электрополировки E-polishing Box, чтобы обеспечить более длительный срок службы электродов и уменьшить электрические рассеяния. Расстояние между анодом (механическая часть) и катодом (углеродное волокно) может варьироваться от 1 до 15 см и во время процесса поддерживается постоянным; уменьшение расстояния увеличивает ионный обмен и уменьшает время электрополировки. Кроме того, очень важен идеальный контакт электродов с соответствующими шинами, в противном случае могут возникнуть вторичные электрические воздействия внутри дефектных точек контакта.
Расстояние между анодом (механическая часть) и катодом (углеродное волокно) может варьироваться от 1 до 15 см и во время процесса поддерживается постоянным; уменьшение расстояния увеличивает ионный обмен и уменьшает время электрополировки. Кроме того, очень важен идеальный контакт электродов с соответствующими шинами, в противном случае могут возникнуть вторичные электрические воздействия внутри дефектных точек контакта.
Электрохимическая полировка нержавейки используется для обеспечения оптимального сочетания эстетической красоты и очень высоких значений пассивации. Если нержавеющая сталь была электрополирована, поверхность свободна от примесей железа и имеет очень низкую шероховатость. В этих условиях нержавеющая сталь полна чистого хрома на поверхности. Хром связывается с кислородом, присутствующим в окружающей среде, создавая «пассивный» слой, который позволяет значительно замедлить процесс коррозии.
Как видно на рис. 3, микроструктура 1 создается после механической очистки. Как вы можете видеть, микроструктура проявляется различными слоями ферритов (номера 2, 3 и 4) и слоями аустенита (номера 1, 5 и 6) различной морфологии, поскольку они были деформированы после механического процесса. Микроструктура 2 образуется после электролитической очистки, она выглядит однородной, с зернами того же размера и с той же аустенитной природой. Толщина пассивного слоя сильно варьируется в зависимости от типа микроструктуры. Толщина механически полированного образца (1) ниже, чем у электрополированного образца (2), поскольку он загрязнен посторонними частицами (остатками абразива и примесями), которые препятствуют образованию однородного слоя оксида хрома.
Как вы можете видеть, микроструктура проявляется различными слоями ферритов (номера 2, 3 и 4) и слоями аустенита (номера 1, 5 и 6) различной морфологии, поскольку они были деформированы после механического процесса. Микроструктура 2 образуется после электролитической очистки, она выглядит однородной, с зернами того же размера и с той же аустенитной природой. Толщина пассивного слоя сильно варьируется в зависимости от типа микроструктуры. Толщина механически полированного образца (1) ниже, чем у электрополированного образца (2), поскольку он загрязнен посторонними частицами (остатками абразива и примесями), которые препятствуют образованию однородного слоя оксида хрома.
Электролитно-плазменная обработка (ЭПО) — Prometal.by
Project Description
отполировать
поверхность
изделия
очистить
сварные
швы
притупить
острые
кромки
придать
зеркальный блеск
изделию
обезжирить
поверхность и провести
подготовку для нанесения покрытий
обеспечить
безупречный
внешний вид продукции
удалить
заусенцы, побежалости,
окалины и загрязнения
ЕСЛИ ВАМ НЕОБХОДИМО
притупить острые
кромки
очистить сварные
швы
придать зеркальный
блеск изделию
отполировать поверхность
изделия
удалить заусенцы,
побежалости, окалины
и загрязнения
обезжирить поверхность и
провести подготовку для
нанесения покрытий
обеспечить безупречный
внешний вид продукции
ЭЛЕКТРОЛИТНО-ПЛАЗМЕННАЯ ОБРАБОТКА
(ЭЛЕКТРОХИМПОЛИРОВКА В РАСТВОРЕ СОЛЕЙ)
Cовременный и безопасный метод полировки металлов
до сенсационной шероховатости Ra 0,1 — 0,01 мкм
ЭЛЕКТРОЛИТНО-ПЛАЗМЕННАЯ ОБРАБОТКА
(ЭЛЕКТРОХИМПОЛИРОВКА В РАСТВОРЕ СОЛЕЙ)
Cовременный и безопасный метод полировки металлов до сенсационной шероховатости Ra 0,1 — 0,01 мкм
Хотите узнать больше?
Ответим на все вопросы!
+(37529) 762 68 17
Хотите узнать больше?
Ответим на все вопросы!
Индивидуально
подберем способ
полирования
Вашего изделия, что обеспечит
оптимальное соотношение
«цена-качество»
Полируем
без брака
изделия самых сложных форм,
малого сечения и жесткости
(максимальная площадь
одновременно обрабатываемой
поверхности: 20 дм2)
Работаем с широчайшим
спектром металлов и сплавов:
полировка нержавеющей стали,
низкоуглеродистой стали, железа,
никеля, хрома, сплавов алюминия,
меди и даже титана, циркония и тантала!
Беремся даже за самые
сложные и
«безнадежные» заказы
благодаря многолетнему
научному опыту и собственным
разработкам
ПОЧЕМУ ИМЕННО МЫ?
Индивидуально подберем способ
полирования Вашего изделия,
что обеспечит оптимальное
соотношение «цена-качество»
Полируем без брака изделия
самых сложных форм, малого
сечения и жесткости (max. площадь
площадь
одновременно обрабатываемой
поверхности: 20 дм2)
Беремся даже за самые сложные и
«безнадежные» заказы благодаря
многолетнему научному опыту и
собственным разработкам
Работаем с широчайшим спектром
металлов и сплавов: полировка железа,
нержавеющей стали, низкоуглеродистой
стали, никеля, хрома, сплавов алюминия,
меди и даже титана, циркония и тантала!
ЭПО — прекрасная альтернатива неэкологичной и высокозатратной электрохимической обработке!
+(37529) 762 68 17
ЭПО — прекрасная альтернатива неэкологичной и высокозатратной электрохимической обработке!
Как это работает?
Ещё больше сочных видео на нашем канале!
Хочу посмотреть
Снижение текущих затрат
на полирование на 30-40%
Срок окупаемости
готового оборудования для ЭПО
составляет 1,5 — 2 года
Используемый электролит
на 95% состоит из воды
Легко утилизируется
традиционными методами.
Рабочая ванна не подвергается
коррозии и эксплуатируется
в течение всего срока работы
оборудования ЭПО – более 15 лет!
Уменьшение использования
растворов токсичных
кислот на 100%
Отсутствует запах при полировании.
Достаточно установки стандартных
систем вентиляции для отвода
образующегося водяного пара.
Минимальное обучение сотрудников
Полирование широкой
номенклатуры изделий:
сложной формы, малого сечения
и жёсткости, длинномерных
наружных и внутренних
поверхностей до Ra=0,1 — 0,01 мкм
ПРЕИМУЩЕСТВА
Снижение текущих затрат на
полирование на 30-40%. Срок
окупаемости готового оборудования
для ЭПО составляет 1,5 — 2 года
Полирование широкой номенклатуры
изделий: сложной формы, малого
сечения и жёсткости, длинномерных
наружных и внутренних
поверхностей до Ra=0,1 — 0,01 мкм
Используемый электролит на 95%
состоит из воды. Легко утилизируется
Легко утилизируется
традиционными методами. Рабочая
ванна не подвергается коррозии и
эксплуатируется в течение всего срока
работы оборудования ЭПО – более 15 лет!
Уменьшение использования растворов
токсичных кислот на 100%. Отсутствует
запах при полировании. Достаточно
установки стандартных систем вентиляции
для отвода образующегося водяного пара.
Минимальное обучение сотрудников
А Вы знаете, что мы ЭПОлируем даже титан марки 5!
+(37529) 762 68 17
А Вы знаете, что мы ЭПОлируем даже титан марки 5!
сантехнического
оборудования:
кранов, декоративных
накладок, змеевиков,
полотенцесушителей
деталей осветительных
приборов:
отражатели,
корпуса
мебельной
фурнитуры:
ручек, декоративных
накладок, мебельных опор
деталей торгового
оборудования:
крючков, вешалок,
держателей
изделий пищевой промышленности
из нержавеющих сталей:
ложей, вилок, ножей,
тарелок, лопаток, блюдец
изделий медицинской техники:
зубных и костных имплантатов,
черепных пластин,
фиксаторов позвоночника,
листов, фольги и проволоки,
используемых для скрепления тканей
и др.
изделий сложной формы:
отличных от деталей вращения,
деталей с полостями, поднутрениями,
выступающими конструктивными
элементами
Идеальное технологическое решение для предприятий, реализующих процессы финишной обработки
сантехнического
оборудования:
кранов, декоративных накладок,
змеевиков, полотенцесушителей
мебельной фурнитуры:
ручек, декоративных
накладок, мебельных опор
деталей осветительных
приборов: отражатели, корпуса
деталей торгового оборудования:
крючков, вешалок, держателей
изделий пищевой промышленности
из нержавеющих сталей:
ложей, вилок, ножей,
тарелок, лопаток, блюдец
изделий медицинской техники:
зубных и костных имплантатов, черепных
пластин, фиксаторов позвоночника, листов,
фольги и проволоки, используемых для
скрепления тканей и др.
изделий сложной формы:
отличных от деталей вращения, деталей с
полостями, поднутрениями, выступающими
конструктивными элементами
ИЗГОТОВИМ ОБОРУДОВАНИЕ ДЛЯ ЭПО ПОД ЗАКАЗ!
Мощность: от 3 до 1000 кВт
Максимальный рабочий ток: 830 А
Максимальная площадь одновременно обрабатываемой поверхности: 280 дм2
Узнать больше
ИЗГОТОВИМ ОБОРУДОВАНИЕ ДЛЯ ЭПО ПОД ЗАКАЗ!
Мощность: от 3 до 1000 кВт
Максимальный рабочий ток: 830 А
Максимальная площадь одновременно обрабатываемой поверхности: 280 дм2
Узнать больше
Внедрение оборудования для ЭПО не требует капитальных затрат, специальных производственных помещений и систем утилизации!
+(37529) 762 68 17
Внедрение оборудования для ЭПО не требует капитальных затрат, специальных производственных помещений и систем утилизации!
автотракторное
и машиностроение,
приборостроение
кораблестроение
авиационная
промышленность
производство изделий
медицинского
назначения
технологическое
оборудование для
пищевой промышленности
химическая
промышленность
ОБЛАСТИ ПРИМЕНЕНИЯ
автотракторное
и машиностроение,
приборостроение
кораблестроение
авиационная
промышленность
производство изделий
медицинского
назначения
технологическое
оборудование для
пищевой промышленности
химическая
промышленность
Полируем с сенсационной чистотой обработки Ra 0,01 мкм!
+(37529) 762 68 17
Полируем с сенсационной чистотой обработки Ra 0,01 мкм!
РАССЧИТАЕМ СТОИМОСТЬ ЗАКАЗА
ПО ВАШИМ СОБСТВЕННЫМ ЭСКИЗАМ
Присылайте
технические условия,
чертежи, эскиз или фото детали/изделия
на нашу электронную почту
s-galgo65@park. bntu.by
bntu.by
Или звоните по телефону
+(37529) 762 68 17
Заполнить заявку
Project Type
Footer
О нас
Республиканское инновационное унитарное предприятие
«Научно-технологический парк БНТУ “Политехник”
25 лет разрабатываем и внедряем передовые технологии обработки металлов и нанесения покрытий
Контакты
Как нас найти?
Top
Электрохимическая полировка металлов — bankingid.ru
Содержание
- Электрополировка нержавейки в специальных ваннах
- Методы полировки нержавейки
- Способы полировки нержавеющей стали
- Средства для полировки
- Периодичность ухода за внешним видом
- Как отполировать нержавейку до зеркала в домашних условиях
- Полировка нержавеющей стали – зеркало за 5 минут реально!
- 1 К каким изменениям приводит полирование?
- 2 Механические методы – классика, доступная каждому
- 3 Химическое полирование – особенности и рецепты
- 4 Электрохимическая полировка – что изменит присутствие тока?
- 5 Плазменная полировка – сложно, но эффективно
- Электрохимическая полировка металлов
- Ростов реставрация мебели.
- Химическое полирование.
- Электрохимическое полирование
- Электрохимическая полировка нержавеющей стали
- Электрохимическая полировка стали
Электрополировка нержавейки в специальных ваннах
Электролитическая полировка — это процесс, используемый для полировки металлической поверхности с помощью электрического тока и химического раствора, с использованием контейнера, снабженного электродами. Этот процесс позволяет получить зеркальную поверхность путем выборочного удаления поверхности из стали.
Это селективное удаление производится контролируемым электрическим током и специальными растворами электролитов. Электрические параметры настраиваются с помощью технологии INVERTER, встроенной в наши продукты CLINOX, в то время как электролитический раствор, называемый E-polishing Bomar, используется с нашей ванной для электрохимической полировки E-polishing Box, изготовленной из пластмассы, стойкой к кислотам и электродам из углеродного волокна, чтобы обеспечить лучшую производительность и полную безопасность.
Благодаря такой комбинации продуктов могут быть получены следующие результаты
Электрополировка нержавеющей стали: технические аспекты
Электрохим полировка — это процесс, с помощью которого вы можете производить полировку металлической поверхности. Думать о замене механической очистки этим процессом неправильно; Эта технология может быть использована как процесс финишной обработки для маленьких изделий нерегулярных и сложных форм. Полировка может представлять собой отличную опору для производства, поскольку она определяет кристаллическую структуру, подходящую для сварки наиболее эффективным способом работы решетчатых сил. С этой точки зрения процесс называется «глянцевое травление». Как и все анодные процессы, электрохимическое полирование тесно связано со структурой на основе металла. Если в нем присутствуют дефекты и примеси, эффект электролитической полировки может иметь пятна, ямочки и каверны.
Электролизер, показанный на рисунке 1, объясняет, как происходит процесс электрополировки. Изделие из нержавеющей стали, используемое для получения зеркальной поверхности, определяется анодом, катодом может быть такой металл, как свинец, медь и т. Д. Во время процесса, благодаря прохождению тока и определенных электролитических растворов, происходит селективное анодное растворение по поверхности из нержавеющей стали, делая последний постепенно более гладким. Параметры, регулирующие процесс электрополировки:
- Плотность тока
- Вольтаж
- Тип электролитического раствора
- Температура
- Перемешивание жидкости
- Катодный материал
- Размер и форма электродов
- Расстояние между анодом и катодом
- Расположение изделий
Все эти параметры влияют на срок службы и внешний вид поверхности нержавеющего изделия. Например, температура должна поддерживаться постоянной, а перемешивание должно быть таким, чтобы не вызывать локальный нагрев.
Как видно на рисунке 2, для достижения правильной электрополировки электрические параметры должны совпадать в диапазоне Vc-Vb. При более низких значениях напряжения они вызывают анодную коррозию, детали обычно становятся непрозрачными и подвергаются коррозии. При более высоких значениях, чем Vc, образуются газообразные вещества, которые изменяют процесс растворения и вызывают нерегулярное воздействие на поверхность металла. Кривая, о которой идет речь, изменяется в зависимости от удельного сопротивления раствора электролита. Чем выше удельное сопротивление, тем больше полирующая прямая часть (полировка) будет плотной, пока она не уменьшится до точки.
При более низких значениях напряжения они вызывают анодную коррозию, детали обычно становятся непрозрачными и подвергаются коррозии. При более высоких значениях, чем Vc, образуются газообразные вещества, которые изменяют процесс растворения и вызывают нерегулярное воздействие на поверхность металла. Кривая, о которой идет речь, изменяется в зависимости от удельного сопротивления раствора электролита. Чем выше удельное сопротивление, тем больше полирующая прямая часть (полировка) будет плотной, пока она не уменьшится до точки.
Технология CLINOX и INVERTER
Наилучшие результаты следует поддерживать при четко определенных соотношениях плотности тока и напряжения. Это соотношение определяется в наших установках CLINOX, которые благодаря инверторной технологии позволяют контролировать электрические параметры, повышая электрическую эффективность и надежность процесса. Агитация не всегда принята. Она часто используется для предотвращения неконтролируемого нагрева и локальной турбулентности в электролитической ванне с высоким удельным сопротивлением. Перемешивание не должно быть слишком интенсивным и может быть реализовано с использованием пассивного материала или путем инсуффляции воздуха или азота. «Срок полезного использования» электролита довольно ограничен. Когда в ванне появляется определенное количество ионов металлов, ее полирующий эффект уменьшается или исчезает. Так что прибегают к частичной или полной замене отработанной жидкости.
Перемешивание не должно быть слишком интенсивным и может быть реализовано с использованием пассивного материала или путем инсуффляции воздуха или азота. «Срок полезного использования» электролита довольно ограничен. Когда в ванне появляется определенное количество ионов металлов, ее полирующий эффект уменьшается или исчезает. Так что прибегают к частичной или полной замене отработанной жидкости.
Обычно продолжительность процесса включает удаление 0,5 — 2 мкм металла в зависимости от состояния поверхности. Такое удаление предполагает использование веществ, которые быстро растворяют в ванне продукты анодного воздействия; Среди наиболее эффективных веществ следует выделить фосфорную и серную кислоту. Вещества, которые содержатся в нашем электролите для электрополировки E-polishing Bomar. Материал катода может быть изготовлен из свинца, меди или углеродного волокна. Последний используется в нашей ванне для электрополировки, чтобы обеспечить более длительный срок службы электродов и уменьшить электрические рассеяния. Расстояние между анодом (механическая часть) и катодом (углеродное волокно) может варьироваться от 1 до 15 см, и во время процесса поддерживается постоянным; уменьшение расстояния увеличивает ионный обмен и уменьшает время электрополировки. Кроме того, очень важен идеальный контакт электродов с соответствующими шинами, в противном случае могут возникнуть вторичные электрические воздействия внутри дефектных точек контакта.
Расстояние между анодом (механическая часть) и катодом (углеродное волокно) может варьироваться от 1 до 15 см, и во время процесса поддерживается постоянным; уменьшение расстояния увеличивает ионный обмен и уменьшает время электрополировки. Кроме того, очень важен идеальный контакт электродов с соответствующими шинами, в противном случае могут возникнуть вторичные электрические воздействия внутри дефектных точек контакта.
Электрохимическая полировка нержавейки используется для обеспечения оптимального сочетания эстетической красоты и очень высоких значений пассивации. Если нержавеющая сталь была электрополирована, поверхность свободна от примесей железа и имеет очень низкую шероховатость. В этих условиях нержавеющая сталь полна чистого хрома на поверхности. Хром связывается с кислородом, присутствующим в окружающей среде, создавая «пассивный» слой, который позволяет значительно замедлить процесс коррозии.
Как видно на фиг. 3, микроструктура 1 создается после механической очистки. Как вы можете видеть, микроструктура проявляется различными слоями ферритов (номера 2, 3 и 4) и слоями аустенита (номера 1, 5 и 6) различной морфологии, поскольку они были деформированы после механического процесса. Микроструктура 2 образуется после электролитической очистки. Как видно на фиг.3, микроструктура выглядит однородной, с зернами того же размера и с той же аустенитной природой. Толщина пассивного слоя сильно варьируется в зависимости от типа микроструктуры. Толщина механически полированного образца (1) ниже, чем у электрополированного образца (2), поскольку он загрязнен посторонними частицами (остатками абразива и примесями), которые препятствуют образованию однородного слоя оксида хрома. Наконец, мы показываем серию изображений электрополированных объектов с нашей системой Nitty-Gritty.
Как вы можете видеть, микроструктура проявляется различными слоями ферритов (номера 2, 3 и 4) и слоями аустенита (номера 1, 5 и 6) различной морфологии, поскольку они были деформированы после механического процесса. Микроструктура 2 образуется после электролитической очистки. Как видно на фиг.3, микроструктура выглядит однородной, с зернами того же размера и с той же аустенитной природой. Толщина пассивного слоя сильно варьируется в зависимости от типа микроструктуры. Толщина механически полированного образца (1) ниже, чем у электрополированного образца (2), поскольку он загрязнен посторонними частицами (остатками абразива и примесями), которые препятствуют образованию однородного слоя оксида хрома. Наконец, мы показываем серию изображений электрополированных объектов с нашей системой Nitty-Gritty.
Методы полировки нержавейки
Материал имеет в своем составе легирующие элементы, которые защищают от коррозии и образования нагара. Со временем на поверхности появляются царапины и потертости, а также окисления. При этом помогает полировка нержавейки. В данном случае при обработке достигаются высокие классы шероховатости.
При этом помогает полировка нержавейки. В данном случае при обработке достигаются высокие классы шероховатости.
Способы полировки нержавеющей стали
Шлифовка нержавейки может производиться в домашних условиях. При этом применяют несколько методов обработки. К распространенным способам относят:
- механическую;
- электрохимическую;
- электролитно-плазменную.
Механическая обработка
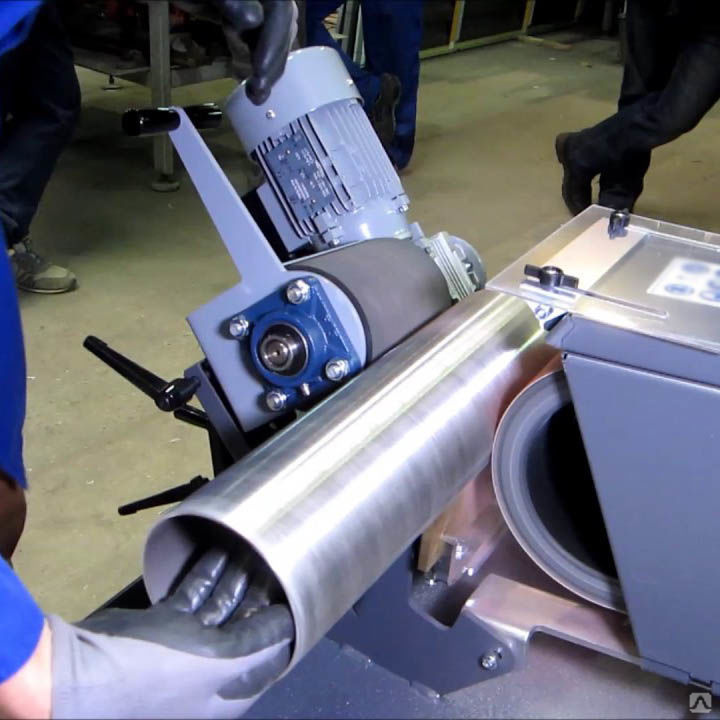
Полировку нержавеющей стали проводят при помощи материала, представленного зернами из абразивного материала. При обработке применяют круг, диск, валик, либо ленту. В качестве абразива выступает различные пасты, растворы и суспензии для полировки. Материал может содержать в составе вещества, которые в комплексе с зернами абразива удаляют неровности на металлических поверхностях. Данный тип обработки называют механическим.
В результате механических воздействий на поверхность металла образуются канавки и полосы с шероховатостью до 7 класса. При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
При этом необходима дополнительная доработка нержавейки до 10 класса при помощи шлифовки.
Доработка нержавейки может производиться в быту без использования специальных приспособлений и инструментов. Данный вид полировки распространен в частных мастерских и гаражах. В условиях промышленных предприятий применяют следующие виды инструмента:
- ручные приспособления с электрическим и пневматическим приводом;
- станки для полировки и шлифовки;
- барабанные и вибрационные агрегаты;
- установки для обработки при помощи магнитного абразива.
Для чистового шлифования применяются абразивные материалы:
В качестве основы в них содержатся минеральные масла, парафиновые и стеариновые добавки, их необходимо удалять после обработки при помощи растворителей.
Электрохимический способ
Химическая полировка представлена процессом удаления шероховатости при помощи упорядоченного движения заряженных частиц от одного электрода к другому. Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания. Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.
Для метода применяют установки с ваннами, заполненными раствором электролита. Один из электродов подключают к отрицательному полюсу источника питания. Погруженную заготовку нержавеющего металла подключают к положительной клемме источника питания.
При подаче постоянного тока на поверхности металла начинают образовываться заряженные ионы, которые затем перетекают к катоду. При освобождении частиц нержавки происходит сглаживание микровыступов. При обработке оператор может устанавливать глубину удаления металла при помощи настройки значения постоянного тока, а также временем протекания процесса.
Метод позволяет полировать детали со сложными геометрическими поверхностями. Удаляются неровности из мест с трудным доступом. Электролит имеет температуру до 90°С, плотность тока 0,5 А/см2, в составе содержатся неорганические кислоты: ортофосфорная и серная.
Электролитно- плазменное полирование
Способ основан на образовании поверх детали рубашки, представляющей собой парогазовую плазму. Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
Это позволяет снимать неровности с поверхности металла. Аппараты для полировки нержавейки в домашних условиях работают в сети переменного тока при напряжении 400 В и температуре раствора электролита 90°С. Скорость удаления слоя металла — до 3 мкм за минуту.
К достоинства такого метода относят:
- применение безопасных веществ;
- минимальные затраты.
Средства для полировки
Шлифование нержавеющей стали производят при помощи ручного инструмента с электрическим приводом. В качестве дополнительных приспособлений применяются:
- круг из войлока или фетра, салфетка, а также диск;
- валик;
- абразивный лист, диск с абразивной основой;
- материалы нетканого изготовления;
- ленты для полирования.
- шлифовальные машинки орбитального типа;
- болгарки с комплексом насадок;
- машинки ленточного типа;
- ленточник для прямого хода обработки;
- переносные шлифовальные машинки;
- напильники ленточного типа с возможностью поворота насадок.

Периодичность ухода за внешним видом
Частота полировки нержавеющей стали зависит от возникновения на поверхности металла повреждений и потертостей. После обработки на нержавке образуется защитная пленка из атомов хрома, которая предотвращает коррозию и ржавление. При этом появляется матовый оттенок.
Для сохранения металлического блеска на поверхности металла запрещено применять пасты, содержащие крупный абразив, хлор. Повреждения на металле выявляются визуально.
Как отполировать нержавейку до зеркала в домашних условиях
Шлифовка нержавки в условиях частной мастерской до зеркального блеска считается доступной. Время обработки зависит от количества царапин на поверхности, а также наличия окислений металла. Химическое полирование не рекомендуется, так как может оказаться вредным для человека. Для обработки своими руками до блеска изделия необходимо:
- На шлифовальную машинку установить полировальный круг с мелким абразивом.

- Подобрать полироль для нержавеющей стали без воска, при этом в составе рекомендуется применять абразивные зерна минимального размера.
- Полироль налить на круг.
- Поднести аппарат к левому углу изделия.
- Подать питание на машинку путем нажатия на пусковую кнопку.
- Перемещать аппарат необходимо круговыми движениями.
- После полировки отключают питание, а затем при помощи ветоши устраняют остатки полироли затирая шероховатости.
Соблюдение технологии обработки нержавеющего металла поможет получить поверхность без шероховатости до 14 класса. При этом металл приобретает зеркальный блеск.
Поддержите канал, просто читайте наши статьи, а мы будем размещать для Вас полезную информацию о металлах! Так же заходите на наш сайт , там Вы найдете множество информации о металлах, сплава и их обработке.
Полировка нержавеющей стали – зеркало за 5 минут реально!
Полироль для нержавеющей стали помогает нам обновить поверхность и очень быстро сделать ее блестящей простым механическим способом. Но это не всегда эффективно. Какие методы более действенные и насколько они доступны для бытового применения?
Но это не всегда эффективно. Какие методы более действенные и насколько они доступны для бытового применения?
1 К каким изменениям приводит полирование?
Полировка – финишная стадия при изготовлении различных изделий. Заключается этот процесс в оплавлении поверхностного слоя толщиной 0,01–0,03 мм. В результате устраняются все мелкие дефекты (микротрещины, царапины, раковины и т. д.). Поверхность получается идеально гладкой и отражает свет. Подобный эффект достигается благодаря тому, что глубина неровностей менее длины волны видимого света.
Добиться зеркальной поверхности металла можно и другими способами, например, хонингованием. Но они обычно требуют специального оборудования, материалов и знаний. Поэтому их применение оправдано только когда необходимо обеспечить заданную точность. С полированием все намного проще. Для этой операции используются довольно простые станки, а полировальный инструмент можно сделать даже в домашних условиях. Отлично проявили себя войлок, кожа, мягкая ткань. На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.
На рынке и в магазинах продаются специальные пасты, сделанные на основе окиси хрома, трепела или крокуса. Эти материалы используются для механического метода, но существуют еще и химические способы обработки поверхности в специальных растворах.
Правильно подготовить изделие очень важно. На поверхности не допускается наличие различных дефектов, поэтому перед полированием следует стадия шлифования (снятие более толстого слоя). Чтобы найти скрытые изъяны, полирование начинается с наиболее «слабых» участков. Например, в сварных конструкциях это швы, где чаще всего обнаруживаются микротрещины или раковины. Полировку нержавеющей стали, впрочем, как и иных материалов, делают в несколько подходов, каждый раз подбирая рабочий материал меньшей зернистости. Причем желательно свести количество операций к минимуму.
2 Механические методы – классика, доступная каждому
Это наиболее простой способ добиться зеркально гладкой поверхности. Заключается он в следующем. Высокая скорость вращения полировального материала и возникающее при этом трение приводит к повышению температуры, в результате тончайший поверхностный слой оплавляется и становится идеально гладким.
Заключается он в следующем. Высокая скорость вращения полировального материала и возникающее при этом трение приводит к повышению температуры, в результате тончайший поверхностный слой оплавляется и становится идеально гладким.
Существует два вида полировки – черновая и чистовая. Первая делается более крупнозернистыми материалами и необходима для устранения шероховатости поверхности. В качестве рабочего инструмента выступают специальные пасты или ленты, на которые нанесены абразивные частички. Чистовое полирование – финишный этап. В этом случае нашли свое применение специальные порошки, тонкие полировальные пасты, в состав которых дополнительно входят и поверхностно-активные вещества. Они наносятся только на мягкие круги из эластичного материала, которыми и натирают обрабатываемое изделие.
Делать полирование можно и вручную, но это займет очень много времени. Поэтому придется обзавестись специальной шлифовальной машинкой. Начинается обработка наиболее крупнозернистым материалом, а затем каждый последующий раз необходимо уменьшать размер абразива вдвое. При этом лучше не устанавливать скорость больше 4500 об/мин. Финишное полирование начинают с участков, где заметны мелкие риски.
При этом лучше не устанавливать скорость больше 4500 об/мин. Финишное полирование начинают с участков, где заметны мелкие риски.
Однако если речь идет о мелких элементах незамысловатой формы, тогда возможно избежать электрополировки нержавеющей стали и использовать ручной метод. В этом случае специальная паста наносится на кусочек войлока либо иной мягкой ткани, и поверхность натирается круговыми движениями. Также ручного способа не избежать при обработке труднодоступных мест, куда шлифовальная машинка не сможет достать.
3 Химическое полирование – особенности и рецепты
При этом способе изделие погружают в химический раствор и держат определенное время. Также очень важно соблюдать температурный режим. В результате протекания химических процессов микронеровности на поверхности расплавляются, и она получается идеально гладкой. Главное преимущество этого способа – скорость полировки, обычно процесс занимает несколько минут. Еще вам не понадобится специальный электроинструмент, источник тока. Вы прилагаете минимум усилий в отличие от ручного метода. Кроме того, поверхность равномерно полируется независимо от конфигурации. Жидкий раствор проникает даже в самые укромные места детали.
Еще вам не понадобится специальный электроинструмент, источник тока. Вы прилагаете минимум усилий в отличие от ручного метода. Кроме того, поверхность равномерно полируется независимо от конфигурации. Жидкий раствор проникает даже в самые укромные места детали.
При этом всем обилии плюсов есть и некоторые недостатки. Во-первых, это меньший блеск, поэтому такое полирование применимо только когда деталь не нуждается в зеркальной поверхности. Во-вторых, раствор недолговечен, так что придется работать интенсивно после его приготовления. В-третьих, смесь очень агрессивная, поэтому особое внимание необходимо уделить технике безопасности. Работы проводятся только в специальной одежде и при хорошей вентиляции помещения. Для химполировки нержавеющей стали используются растворы на основе кислот.
Смешивается 660 г/л соляной, 230 г/л серной кислоты и 25 г/л кислотного оранжевого красителя. Нагреваем раствор до 70–75 °C и погружаем в него деталь. Достаточно подержать ее около 3 мин. При этом смесь желательно периодически перемешивать либо встряхивать изделие, в противном случае на некоторых участках поверхности могут скапливаться пузырьки газов, что негативно скажется на качестве полировки.
При этом смесь желательно периодически перемешивать либо встряхивать изделие, в противном случае на некоторых участках поверхности могут скапливаться пузырьки газов, что негативно скажется на качестве полировки.
Во всех рецептах предполагается использование концентрированных кислот.
Еще в раствор можно добавить поверхностно-активные вещества (ПАВ), глицерин и бензиловый спирт. Смесь включает 25–35 частей фосфорной, по 5 ч. азотной и соляной, 0,5 ч. сульфосалициловой кислот и 0,5 ч. двунатриевой соли этилендиаминтетрауксусной кислоты (ЭДТА). Также необходимо 1 ч. глицерина, а содержание бензилового спирта не превышает 0,1 ч. В качестве ПАВ используются триэтаноламин, этиленгликоль и оксифос, содержание этих веществ не более 0,015; 0,017 и 0,01 частей соответственно. Изделие из нержавеющей стали предварительно обезжиривается щелочным раствором, затем промывается в проточной воде и высушивается. Тем временем нагреваем смесь до 80 °C и погружаем в нее деталь максимум на 3 минуты.
В этом случае берется 20–30 % ортофосфорной, 4–5 % азотной и около 4 % соляной кислоты, также в состав входит 1,5 % метилоранжа. Все остальное – дистиллированная вода. Раствор нагревается максимум до 25 °C, а время обработки колеблется от 5 до 10 минут. Чтобы улучшить качество полирования, изделие необходимо периодически шевелить.
4 Электрохимическая полировка – что изменит присутствие тока?
При электрохимической полировке нержавеющей стали изделие тоже погружается в раствор, но только в этом случае через него пропускают электрический ток. На металле есть тонкая оксидная пленка, ее толщина неодинакова на всей поверхности из-за наличия микровпадин и микровыступов. В углублениях она более толстая. Кислотный раствор интенсивней реагирует в местах, где этот защитный слой утончается. Из-за такой разности скорости реакции поверхность получается идеально гладкой и значительно лучшего качества, чем после механической обработки. Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
Покрытия имеют мелкозернистую структуру и лишены пор, благодаря чему значительно снижается коэффициент трения.
К достоинствам этого метода относится высокое качество поверхности, отличная производительность. Электрохимическое полирование не требует физических усилий как при механической обработке, к тому же можно исключить этап обезжиривания. Поверхность полируется очень быстро. Плюс ко всему гальванические покрытия обладают превосходной прочностью сцепления с поверхностями, отполированными механическим методом.
А вот в недостатки можно записать зависимость от электроэнергии и ее расход. Кроме того, изделие необходимо предварительно отшлифовать механическим способом. Электрохимическая полировка чувствительна к качеству состава, температуре электролита, времени выдержки и плотности пропускаемого тока. Как и в химическом методе, работать придется с вредными для организма составами, поэтому обязательно уделяем должное внимание технике безопасности. Для электрохимического полирования нержавеющих сталей преимущественно используются электролиты на основе серной, хромовой и фосфорных кислот.
Берется 730 г/л фосфорной и не более 700 г/л серной кислоты. Добавляется триэтаноламин 4–6 г/л и совсем немного катапина (0,5–1,0). Раствор нагревают до температуры не менее 60 °C и не более 80 °C. Через изделие проводится ток плотностью от 20 до 50 А/дм 2 . Делать электрохимическое полирование нужно около пяти минут.
Детали из хромоникельмолибденовой или хромоникелевой нержавеющей стали помещают в состав из ортофосфорной и серной кислот, взятых в соотношении 65 % и 15 % соответственно. Еще добавляется 12 % глицерина, 5 % хромового ангидрида и очищенная вода (оставшиеся 3 %). Процесс протекает при температуре от 45 до 70 °C и плотности тока около 7 А/дм 2 . Время выдержки зависит от ряда факторов. Сварные изделия достаточно полировать всего 10–12 минут, а после пескоструйной обработки нужно выдержать в растворе около получаса.
5 Плазменная полировка – сложно, но эффективно
Есть еще один метод обработки поверхности, основанный на процессах в металле при его погружении в раствор и одновременном воздействии высокого напряжения. В отличие от предыдущего метода используются только экологически чистые составы на основе солей аммония.
В отличие от предыдущего метода используются только экологически чистые составы на основе солей аммония.
Сущность плазменной полировки нержавеющих сталей заключается в следующем. Изделие обязательно должно быть положительным анодом. При воздействии высоких напряжений более 200 В электролит начинает закипать прямо у поверхности детали, что приводит к образованию тонкой парогазовой оболочки (50–100 мкм). Электрический ток, когда проходит через эту пленку, способствует возникновению плазменных процессов. В местах микровыступов значительно возрастает напряженность электрического поля, что приводит к возникновению импульсных разрядов.
Плазменная полировка удаляет с изделия тончайший слой с повышенным содержанием инородных включений. В результате поверхность имеет зеркальный блеск, обладает высокими адгезионными свойствами. Кроме того, этот метод объединяет в себе сразу три операции: обезжиривание, травление и активацию поверхности. Однако чтобы достичь желаемого результата, поверхность изделия должна быть тщательно подготовлена. Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования не избежать.
Любые дефекты, риски, царапины и прочее после подобной обработки не устранятся, а, наоборот, станут еще более заметными. Поэтому предварительного грубого ручного полирования не избежать.
Электрохимическая полировка металлов
Ростов реставрация мебели.
Еремеев Борис Владимирович
Владельцы сайта
- Реставратор Еремеев
Авторы страницы
- Реставратор Еремеев
Химическая полировка и шлифовка металлов
Химическое полирование.
Химическое полирование металлов осуществляется простым погружением в специальные ванны без применения электрического тока. Для обработки небольших предметов используются лабораторные стеклянные или фарфоровые стаканы и ванночки. Большие ванны изготовляют из специальных сталей.
Универсальный раствор для химического полирования имеет следующий состав: 920 г фосфорной кислоты концентрированной, 60 г азотной кислоты концентрированной, 20 г азотнокислого натрия, 1 г азотнокислой или сернокислой меди, 0,1 г смачивателя.
Рабочая температура ванны 90-100 °С. При полировании, которое протекает от 0,5 до 4 мин, выделяется большое количество удушливых и ядовитых паров. Поэтому ванна должна иметь эффективную вытяжную
Химическое декорирован вентиляцию или же полирование должно производиться в вытяжном шкафу.
Химическое полирование черных металлов используется не часто. Для химического полирования деталей из нержавеющей стали используется состав, г/л: серная кислота — 350-430, соляная кислота — 20-40, азотная кислота — 35-50, краситель оранжевый 20-25.
Рабочая температура раствора порядка 65-70 °С, выдержка от 2 до 10 мин в зависимости от состояния поверхности.
Химическое полирование цветных металлов гораздо эффективнее, чем черных, и может применяться для обработки деталей из меди, алюминия и прочих металлов. Так, для деталей из меди и ее сплавов можно применять растворы.
Состав (г/л) и режим
Уксусная кислота ледяная
Рабочая температура, °С
Для химического полирования медных, медненых’ и томпаковых деталей применяют также раствор следующего состава: серная кислота (плотность 1,84 г/см3) — 400 мл, азотная кислота (плотность 1,4 г/см3) — 100 мл, соляная кислота (плотность 1,19 г/см3) — 5 мл, хромовый ангидрид — 300 г, вода — 1 л.
Раствор используют при комнатной температуре, выдержка 1,5-2 мин.
Для изготовления ванн применяют пентапласт, винипласт, поливинилхлорид, керамику и другие кислотостойкие материалы. Все растворы для химического полирования требуют применения эффективной вентиляции.
Составы растворов и режимы для химического полирования алюминия и сплавов на его основе.
Состав (г/л) и режим
Рабочая температура, °С
Раствор № 1 рекомендуется для алюминия высокой чистоты и сплава АМГ-0,5; раствор № 2 —для сплавов АМГ и раствор № 3 — для марок АД-1, AM Г и AMЦ
Для химического полирования мелких алюминиевых деталей рекомендуется также раствор следующего
состава: серная кислота (плотность 1,84 г/см3) — 200 мл, азотная кислота (плотность 1,4 г/см3) — 150 мл, ортофосфорная кислота (плотность 1,7 г/см3) — 60 мл, мочевина — 5 г.
Рабочая температура 100-110 °С. Полирование производят при погружении и встряхивании деталей, засыпанных в корзинки из стали, в течение 15-20 с.
Для химического полирования деталей из титана можно применять быстродействующий и весьма эффективный раствор следующего состава, мл/л: азотная кислота (плотность 1,41 г/см3) — 400, серная кислота (плотность 1,84 г/см3) — 400, плавиковая кислота (40%-ная— 200.
Полирование ведется при температуре 80-95 °С в течение 2 мин. При этом скорость съема металла составляет 25-30 мкм/мин для свежеприготовленного раствора и 7-10 мкм/мин.— для истощенного.
Электрохимическое полирование
Электрохимическое полирование гораздо эффективнее химического. Детали полируются электролитическим способом в специальной ванне с помощью постоянного электрического тока. Полируемые предметы подвешиваются в ванне как аноды.
Универсальный полировальный электролит используется для полирования как черных, так и цветных металлов. Он имеет следующий состав (массовая доля, %): ортофосфорная кислота — 65, серная кислота’ — 15, хромовый ангидрид — 6, вода — 14.
Полирование проводится при температуре 75 °С и анодной плотности тока 50-70 А/дм2 в течение 3-7 мин. Используются свинцовые катоды.
Используются свинцовые катоды.
Приготовление электролита начинают с растворения хромового ангидрида в небольшом объеме воды. Затем приливают фосфорную кислоту, после чего при перемешиваний, постепенно, вводят серную кислоту, доводят добавками воды или выпариванием плотность электролита до 1,74 г/см3 и прогревают при 110-120 °С.
Для полирования деталей из нержавеющей стали хорошо зарекомендовал себя электролит следующего состава: 370 мл фосфорной кислоты концентрированной, 560 мл глицерина, 70 мл воды. Рабочая температура ванны 100-120 °С, плотность тока 80-160 А/дм2. Полированная поверхность образуется в течение 5-10 мин. Катоды из нержавеющей стали, максимальное напряжение постоянного тока 15 В.
Существует несколько разновидностей электролитов для полирования стали. Составы и режимы эксплуатации электролитов:
Состав (% по массе) и режим
Фосфорная кислота (плотность 1,7)
Серная кислота (плотность 1,84)
Рабочая температура, °С
Плотность тока, А/дм2
Электролит 1 применяется для полировки углеродистых сталей. Электролит 2 обычно используется для п олировки высокохромистых сталей в температурной области. Электролит 3 используется для полировки хромоникелевых коррозионностойких сталей.
Электролит 2 обычно используется для п олировки высокохромистых сталей в температурной области. Электролит 3 используется для полировки хромоникелевых коррозионностойких сталей.
Электролиты готовят следующим образом: сначала растворяют хромовый ангидрид в небольшом количестве воды, затем малыми порциями добавляют фосфорную и серную кислоту. Готовая смесь нагревается до температуры 100—105 °С, а плотность раствора доводится до величины 1,7—1,74 г/см 3 . По мере использования ванны в ней накапливается трехвалентный хром и железо, удаление которых из ванны очень сложно, и проще часть загрязненной ванны сменить на новую.
При электролитической полировке происходит заметное снятие металла, поэтому изделия с малыми размерными допусками, а также стальные пружины следует полировать с необходимой осторожностью. Слишком длительная выдержка изделий в ванне может быть причиной образования неустраняемого брака.
Для электролитической полировки используют стальные ванны, облицованные свинцом. Высокая температура ванны, доходящая до 90 °С и выше, делает невозможным применение пластмасс.
Высокая температура ванны, доходящая до 90 °С и выше, делает невозможным применение пластмасс.
Раствор нагревают в освинцованной пароводяной рубашке. Нагрев необходим только перед началом работы, так как при большой плотности тока при полировке выделяется столько теплоты, что может возникнуть надобность в охлаждении ванны, что в случае пароводяной рубашки нетрудно. Катодами служат свинцовые листы.
Большие затруднения связаны с подвесками. Лучшими являются подвески из меди, которые хорошо проводят электрический ток. Всю поверхность кроме захватов следует изолировать пластмассой. Быстро изнашивающиеся захваты с целью продления их службы необходимо покрывать электролитическим свинцом.
Для электролитической полировки сталей используют также электролиты с органическими соединениями. В табл. приведены примерные составы и режимы работы ванн с органическими добавками для электролитической полировки стали.
Состав (% по массе) и режим
Фосфорная кислота (плотность 1,7)
Серная кислота (плотность 1,84)
Рабочая температура, °С
Плотность тока, А/дм 2
Электролит 1 предназначен для полировки корро-зионностойкой и углеродистой стали, а электролит 2 — для полировки коррозионностойкой стали.
Независимо от состава ванны электролитическая полировка оставляет на поверхности стали пассивированные слои, ухудшающие сцепляемость гальванических покрытий. С целью предупреждения этого необходимо подвергать полированные изделия кратковременному травлению в 5 %-ной соляной кислоте.
Если электролитическая полировка стали является последней операцией, то промытые изделия необходимо
подвергнуть 15-20-мин обработке в 10 %-ном растворе едкого натра при 60-70 °С, что заметно влияет на повышение коррозионной стойкости.
Электролитическая полировка стали является хорошей подготовкой поверхности перед функциональным хромированием.
Для деталей из меди и латуни наиболее простым электролитом полирования является раствор орто-. фосфорной кислоты плотностью 1,6-1,65 г/см 3 . Рабочая температура электролита должна находиться в пределах 20-30 °С. При повышении температуры сверх указанной может иметь место растравливание поверхности, вследствие чего ванны для электрополирования снабжают охлаждающим устройством. Анодная плотность тока может быть от 5-10 до 30-50 А/дм 2 с применением медных листов в качестве катодов. Продолжительность процесса зависит от состояния поверхности и колеблется от 5-6 мин для шлифованных деталей до 2-3 мин для штампованных деталей из листового проката. Электролит требует предварительной проработки на бракованных деталях. При эксплуатации электролита следует соблюдать общие правила: в качестве материала подвесок применять медь или алюминий; полировать одновременно только детали одного наименования и изготовленные из металла одной марки; при больших количествах полируемых деталей производить очистку медных катодов жесткой щеткой в промывной ванне.
Анодная плотность тока может быть от 5-10 до 30-50 А/дм 2 с применением медных листов в качестве катодов. Продолжительность процесса зависит от состояния поверхности и колеблется от 5-6 мин для шлифованных деталей до 2-3 мин для штампованных деталей из листового проката. Электролит требует предварительной проработки на бракованных деталях. При эксплуатации электролита следует соблюдать общие правила: в качестве материала подвесок применять медь или алюминий; полировать одновременно только детали одного наименования и изготовленные из металла одной марки; при больших количествах полируемых деталей производить очистку медных катодов жесткой щеткой в промывной ванне.
Нормальная эксплуатация электролита начинается после накопления в нем меди не менее 3-5 г/л, для чего требуется его проработка в течение 3-4 ч, а при повышении содержания меди до 30 г/л электролит становится непригодным.
Для электрбполирования латуни и томпака используют плотность тока от 5 до 15 А/дм 2 с выдержкой 1-3 мин. После промывки в холодной проточной воде детали пассивируют в течение 1-2 мин в растворе, содержащем 80-100 г/л хромового ангидрида и 1-2 г/л серной кислоты, при комнатной температуре.
После промывки в холодной проточной воде детали пассивируют в течение 1-2 мин в растворе, содержащем 80-100 г/л хромового ангидрида и 1-2 г/л серной кислоты, при комнатной температуре.
Для полирования меди и ее сплавов также используется следующий электролит: 1000 мл воды, 10 г серной кислоты концентрированной, 12,5 г уксусной кислоты, 12,5 г хромового ангидрида, 37,5 гдвухромово-кислого натрия.
Рабочая температура электролита 60-75 °С, плотность тока 25-50 А/дм 2 . Катоды из нержавеющей стали или титана, кратковременно можно использовать свинцовые или железные катоды.
Высокой производительностью отличается электролит с добавкой триэтаноламина, применяющийся для меди, латуни и особенно для кремнистых и бериллие-вых бронз и имеющий состав: ортофосфорная кислота — 1200 г/л, триэтаноламин — 50 мл/л.
Процесс ведут при температуре 20-30 °С с анодной плотностью тока от 15 до 50 А/дм 2 с применением катодов из нержавеющей стали, на которых металлическая медь осаждается в виде плотного слоя.
Для устойчивости электрического режима и сокращения продолжительности полирования в электролит часто добавляют хромовый ангидрид. Электролит, пригодный для полировки меди, латуни и гальванических медных покрытий, содержит следующие компоненты, г/л: ортофосфорная кислота — 850-900; хромовый ангидрид—120. Плотность электролита 1,60-1,62 г/см 3 , анодная плотность тока 30-50 А/дм 2 . Процесс ведется при температуре 20-40 °С с выдержкой 0,5-2 мин.
Электролит требует проработки при температуре до 40 °С и плотности тока до 50 Адм после чего производят полирование при более низких режимах. Катодами служат свинцовые пластины. Скорость растворения металла при плотности тока 40 А/дм составляет 2-3 мкм/мин.
Для электролитической полировки алюминия применяют кислые и щелочные ванны. Лучший блеск получают в кислых ваннах, подобных ванне для полировки стали. Кислая ванна имеет состав, г/л: фосфорная кислота (плотность 1,7) — 400-500, серная кислота (плотность 1,84) — 350-400, хромовый ангидрид — 50-60. Состав щелочной ванны, г/л: тринатрийфосфат — 320-350, углекислый натрий (сода) — 230-250.
Состав щелочной ванны, г/л: тринатрийфосфат — 320-350, углекислый натрий (сода) — 230-250.
При использовании кислой ванны требуется очень высокая плотность тока (25-50 А/дм и температура 65-75 °С. Время полировки 5-10 мин. Стечением времени в ванне накапливается трехвалентный хром, снижающий проводимость и повышающий вязкость ванны, но не влияющий так отрицательно на протекание процесса, как при полировании стали. В результате анодного растворения изделий во время полировки ванна постепенно загрязняется алюминием, допустимая концентрация которого 30-35 г/л. Для дальнейшей эксплуатации необходима замена ванны наполовину свежим раствором. Рабочая плотность ванны должна сохраняться в пределах 1,65-1,70. Очень большая плотность ванны приводит к образованию белых пятен на поверхности изделий. В этом случае доливают воду, снижая таким образом плотность до 1,65 и нагревают ванну до 85 °С в течение 2 ч.
Щелочная ванна не дает такого большого блеска, как кислая, но состоит из простых компонентов. Рабочая температура ванны достигает80-85 0 С, плотность тока 2-6 А/дм 2 , время обработки 10-20 мин. Изделия погружают в ванну и после 30 с выдержки включают ток. После 20 минут полировки изделие теряет слой — 5 мкм. Радужный слой с поверхности полированных изделий удаляют в водном растворе, содержащем 55 см 3 фосфорной кислоты и 30 г хромового ангидрида в 1 л. Обработка длится — 3 мин при 60 °С. Вместо вышеуказанного раствора можно применить 10%-ную азотную кислоту. В качестве добавки, улучшающей работу щелочных ванн для полировки алюминия, применяют алюмока-лиевые квасцы (- 15 г/л), чем также снижают концентрацию тринатрийфосфата.
Рабочая температура ванны достигает80-85 0 С, плотность тока 2-6 А/дм 2 , время обработки 10-20 мин. Изделия погружают в ванну и после 30 с выдержки включают ток. После 20 минут полировки изделие теряет слой — 5 мкм. Радужный слой с поверхности полированных изделий удаляют в водном растворе, содержащем 55 см 3 фосфорной кислоты и 30 г хромового ангидрида в 1 л. Обработка длится — 3 мин при 60 °С. Вместо вышеуказанного раствора можно применить 10%-ную азотную кислоту. В качестве добавки, улучшающей работу щелочных ванн для полировки алюминия, применяют алюмока-лиевые квасцы (- 15 г/л), чем также снижают концентрацию тринатрийфосфата.
По мере эксплуатации в щелочных ваннах накапливается алюминий, легко удаляемый при декантации раствора, так как соединения алюминия осаждаются на дне ванны. Катодами в щелочных ваннах служат стальные листы. Для экстраполирования изделий из титана и его сплавов применяется электролит, имеющий следующий состав, массовая доля, %: этиленгликоль — 87-90, фтористый аммоний — 4-5, фтористоводородная кислота — 2-3, вода — 2-3.
Процесс полирования ведут при температуре 50-70 °С и плотности тока 20-25 А/дм.
Электрохимическая полировка нержавеющей стали
Электрохимическая полировка стали
Электрохимическая полировка – процедура обработки поверхности заготовки при помощи ее погружения в раствор кислоты под действием электрического тока.
Она сглаживает поверхность детали и позволяет производить полирование металлов без использования лакокрасочных покрытий.
В результате взаимодействия химических компонентов и электрических зарядов запускаются реакции, придающие изделию зеркальный блеск.
Описание метода
В основе процедуры электрохимического полирования лежит анодное растворение поверхности обрабатываемой заготовки.
Во время этого процесса происходит быстрое растворение выступов на поверхности с шероховатым рельефом. Во впадинах детали происходит растворение в замедленном режиме.
Шероховатая сторона становится гладкой из-за несбалансированной скорости растворения, что приводит к появлению дополнительного блеска.
Процесс электрохимической полировки детали происходит в несколько этапов:
- Изготовление электролитических ванн, предназначенных для полирования поверхности изделия. В их состав входят универсальные электролиты: ортофосфорная кислота, серная кислота, хромовый ангидрид и вода. При полировке изделий, произведенных из нержавеющей стали, дополнительно используется глицерин. Создание ванн происходит при температуре до 90° C, анодной плотности тока до 80 а/дм2 и напряжении до 8 В. Электролитические ванны, нагретые до высоких температур, представляют опасность для здоровья человека. При попадании растворов на кожные покровы высок риск образования химических ожогов.
- Подготовка заготовки к обработке. Изделия не должны иметь на своей поверхности глубокие рисунки и крупные царапины, не подлежащие электрохимической полировке. Важно, чтобы деталь была произведена из мягких металлов. Данный параметр оказывает влияние на степень эффективно полирования. Чем тверже металл, тем труднее достичь однородной поверхности при сглаживании шероховатых сторон заготовки.

- Взаимодействие детали с растворами электролитов. В этом случае металлическая заготовка выступает в качестве анода – электрода с положительным зарядом, а электролитическая ванна – в роли катода. Время выдержки изделия в растворе зависит от типа материала. Заготовки из алюминия выдерживаются в течение 2 – 3 мин, литые детали из нержавеющей стали – до 30 мин. В результате реакции осуществляется постепенное сглаживание шероховатостей из-за появления гидроксидной или оксидной пленки. Полирование происходит за счет обмена частиц между анодом и электролитом. После завершения электрохимической полировки поверхность заготовки становится однородной и приобретает зеркальный блеск.
Теоретически механизм электрохимической полировки объясняется гипотезой вязкой пленки. В соответствии с гипотезой, полирование детали осуществляется после образования поверхности анода в результате растворения частиц вязкой пленки, в состав которой входят продукты анодного растворения.
Пленочная поверхность обладает высокими показателями сопротивления, толщина которой различается на впадинах и выступах заготовки.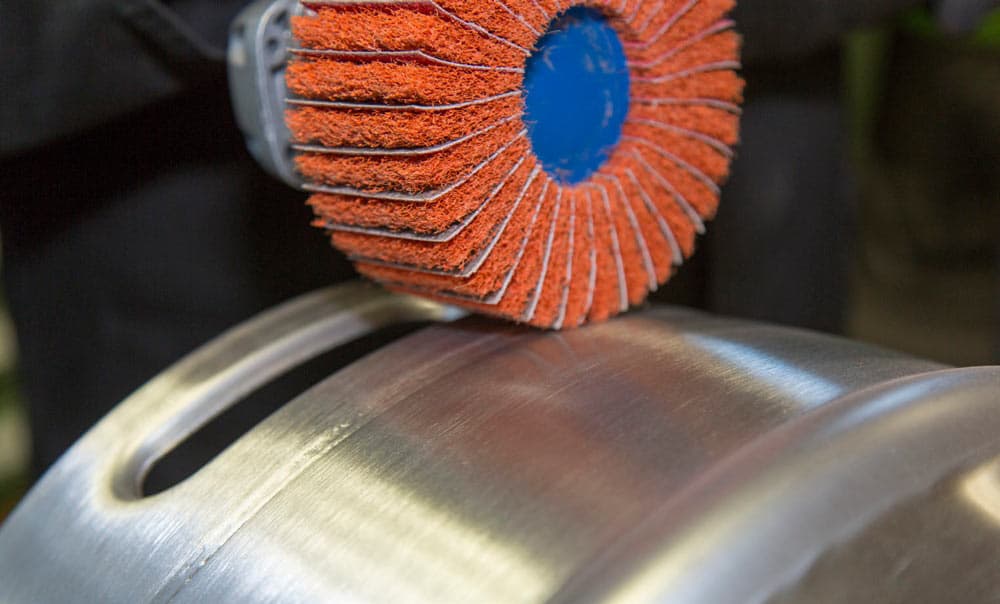 Из-за разницы величины сопротивления вязкой пленки и способности тока собираться на остриях, на разных участках изделия изменяется скорость растворения шероховатостей.
Из-за разницы величины сопротивления вязкой пленки и способности тока собираться на остриях, на разных участках изделия изменяется скорость растворения шероховатостей.
В результате шероховатая сторона полностью сглаживается и приобретает однородную поверхность.
Электрохимическую полировку деталей возможно проводить в домашних условиях. Для этого необходимо приобрести оборудование с валом электромотора и кругами для шлифования или создать электролитическую ванну и изготовить химический раствор из соответствующих веществ.
Если деталь имеет множество больших дефектов, то перед началом электрохимической полировки она подвергается механической обработке при помощи шлифовальной машины с вращающимися кругами.
После завершения этого процесса заготовка помещается в щелочной раствор и подсоединяется к заряженному электроду. Процедура электрохимической полировки включает в себя макрополирование: растворение выступающих вершин большого размера, и микрополирование: сглаживание маленьких поверхностей изделия.
Процесс полировки может быть ускорен при следующих условиях:
- толщина обрабатываемой пленки одинакова на всей поверхности детали;
- перемешивание и повышение температуры электролитов;
- наличие комплексных солей или солей слабодиссоциирующих кислот в составе электролитов;
- увеличение значений напряжения и силы тока.
Эти факторы уменьшают величину поверхностного слоя заготовки, что позволяет производить процедуру полировки за меньший промежуток времени.
Оборудование и материалы
Для электрополировки металла необходимы источники постоянного тока с низкими показателями напряжения и инструменты, для настройки электрического режима.
Электролитические ванны должны быть оборудованы нагревателями, поддерживающими температуру химического раствора.
Они помещаются в прочную оболочку, располагающуюся на внутренней поверхности ванны, облицованной химическими и теплостойкими материалами.
Для соблюдения техники безопасности в лабораториях для облицовки внутренних конструкций электролитической ванны применяют стеклянные, фарфоровые и керамические материалы. В лабораторных условиях источником тока являются выпрямители, изготовленные из селена или германия. В зависимости от требуемого напряжения возможна установка нескольких выпрямителей.
В лабораторных условиях источником тока являются выпрямители, изготовленные из селена или германия. В зависимости от требуемого напряжения возможна установка нескольких выпрямителей.
Для полирования стальных заготовок требуется регулировочное оборудование. Для настройки величины тока в промышленных условиях применяют первичную обмотку трансформатора, соединенного с выпрямителями. С его помощью осуществляется бесступенчатое регулирование тока посредством изменения значений напряжения.
Электрохимическая полировка металлов проводится с применением электролитов, составленных на основе серной, фосфорной и хромовой кислот. Дополнительно добавляется глицерин, увеличивающий суммарную вязкость раствора. Смешивать все электролиты необходимо в правильной пропорции. В следующей таблице представлены соотношения кислот для полирования деталей, изготовленных из разных типов металлов:
Электрохимическая очистка сварного шва. Установки для обработки сварных швов нержавейки — Inox System
Электрохимические установки для обработки нержавеющей стали
В поиске новых решений для безопасного и удобного использования химических продуктов, RICERCA CHIMICA GROUP предлагает всем пользователям самые современные технологии, которые позволяют минимизировать время работы, гарантируя экономию времени и энергии, позволяя каждому оператору отрасли работать безопасно. Совместное использование таких установок с нашими электролитами гарантирует чрезвычайно низкое воздействие на окружающую среду и оператора. Все производимое нами оборудование соответствует директивам 2014/30 / UE — 2014/35 / UE — 2011/65 / UE и имеет маркировку CE.
Совместное использование таких установок с нашими электролитами гарантирует чрезвычайно низкое воздействие на окружающую среду и оператора. Все производимое нами оборудование соответствует директивам 2014/30 / UE — 2014/35 / UE — 2011/65 / UE и имеет маркировку CE.
INOX SYSTEM REVOLUTION
Технологически продвинутая установка INOX SYSTEM REVOLUTION является единственной системой, с помощью которой возможно реализовать полный цикл обработки нержавеющей стали: обезжиривание, дезоксидация, травление, электрохимическое полирование, пассивацию в соответствии со стандартами B 117 и ASTM 967.
Обладая низким воздействием на окружающую среду и оператора установкой INOX SYSTEM REVOLUTION возможно обрабатывать сварные швы после сварки TIG, PLASMA, LASER, RESISTANCE ORBITAL и MIG мгновенно и эффективно, без потерь и с минимальным воздействием на окружающую среду; концентрация испарений, выделяющихся во время обработки, ниже предельно-допустимых.
INOX SYSTEM REVOLUTION может обновляться и настраиваться дистанционно в соответствии с потребностями обработки. Оборудование изготовлено в соответствии со стандартами безопасности ЕС и снабжена маркировкой CE. В комплект входит профессиональный кофр на колесиках для хранения и транспортировки оборудования, укомплектованный щетками из углеродного волокна для очистки сварного шва разных размеров, наборами салфеток и электродов трех типоразмеров от 40 до 350 мм шириной.
Оборудование изготовлено в соответствии со стандартами безопасности ЕС и снабжена маркировкой CE. В комплект входит профессиональный кофр на колесиках для хранения и транспортировки оборудования, укомплектованный щетками из углеродного волокна для очистки сварного шва разных размеров, наборами салфеток и электродов трех типоразмеров от 40 до 350 мм шириной.
Почему INOX SYSTEM REVOLUTION ?
1. МОЩНОСТЬ: ЭТО САМЫЙ МОЩНЫЙ АППАРАТ В МИРЕ, ЧТО ДЕЛАЕТ ПРОЦЕСС ОБРАБОТКИ БЫСТРЕЕ
2. ФУНКЦИОНАЛЬНОТСЬ: аппарат позволяет выполнять работу 2-ум операторам одновременно,
выполняя все возможные элеткрохимические процессы:
- ОБЕЗЖИРИВАНИЕ
- ТРАВЛЕНИЕ
- ПАССИВАЦИЯ
- ЭЛЕКТРОХИМПОЛИРОВКА
- ЭЛЕКТРОХИМИЧЕСКАЯ МАРКИРОВКА
- Используются БЕЗОПАСНЫЕ, НЕТОКСИЧНЫЕ ЭЛЕКТРОЛИТЫ
3. ЭФФЕКТИВНОСТЬ: для максимального удобства и эффективности аппарат имеет разные насадки:
электроды, максимальная ширина до 35 см – для больших поверхностей и щетки из углеродного
волокна – для узких и труднодоступных мест.
4. ФОРМА ВОЛНЫ: запатентованная система, оптимизированная для различных типов сварных
соединений. АДАПТИВНОСТЬ: система использует 12 ПРОГРАММ для выполнения различных
действий, оптимизированных в зависимости от поверхности и типа сварки (TIG или MIG), в том числе
снятие черных пятен после сварки.
5. ИНТЕРНЕТ ПОДДЕРЖКА: аппарат можно перепрограммировать дистанционно из нашей
лаборатории посредством интернет-соединения, тем самым оптимизируя новые программы к
конкретным потребностям каждого клиента.
6. УДАЛЕННОСТЬ РАБОЧЕГО МЕСТА: аппарат может быть оснащен кабелем длиной до 30 м,
автоматически регулирует сигнал в зависимости от длины кабеля.
7. МОБИЛЬНОСТЬ: оборудование на колесиках и с телескопической ручкой. Удобно перемещать в
любое необходимое место.
8. БЕЗОПАСНОСТЬ: аппарат не обеспечивает полную мощность с самого начала работы, что поможет
избежать случайного короткого замыкания и серьезных повреждений на поверхности.
9. АВТОМАТИЗАЦИЯ: возможность подсоединения к манипулятору робота для автоматической обработки после автоматической сварки.
10. Сертифицировано по стандарту ASTM 967, ASTM G48-11 (2015)
INOX SYSTEM EVOLUTION 2.0
Новая система INOX SYSTEM MINI Evolution 2.0 с помощью электрохимического процесса позволяет в реальном времени выполнять:
обезжиривание / дезоксидацию / травление/ немедленную пассивацию/ эффективную локальную электрохимическую полировку/электрохимическую маркировку нержавеющей стали и алюминия
- Процессы обезжиривания, дезоксидации, травления и пассивации нержавеющей стали проводят с использованием неопасных электролитов (нетоксичных, неагрессивных, не раздражающих кожу, не раздражающих глаз)
- Установка и электролиты могут перевозиться воздушным транспортом по всему миру: ADR / IATA / IMDG не требуется для перевозки электролитов.
- ЭФФЕКТИВНОСТЬ: для максимального удобства и эффективности аппарат имеет разные насадки:
электроды, максимальная ширина до 20 см – для больших поверхностей и электрод-щетки из угольного волокна – для узких и труднодоступных мест.
- Кофр с колесами для легкой транспортировки и удобного хранения.
INOX SYSTEM MONSTER
Самая мощная установка ISR-MONSTER позволяет выполнять электрохимическое травление с использованием специальных электролитов, неопасных для здоровья оператора, но эффективных для быстрой и надежной обработки нержавеющей стали до и после сварки.
Благодаря использованию больших насадок MAXI DISOX (200 мм) и SET DISOX (350 мм) о INOX SYSTEM MONSTER чрезвычайно эффективен и быстр для обработки и восстановления больших поверхностей нержавейки.
Съем и потери при электрохимполировке
Н. С. Михайлова, М. В. Сенкевич
Электрохимическое полирование — один из способов обработки поверхности ювелирных изделий. Этот способ позволяет повысить чистоту поверхности на
один-два класса, удалить некондиционный поверхностный слой металла, не подвергая деформации, улучшить отражательную способность металла [1].
По сравнению с механическим полированием этот способ обладает рядом преимуществ: позволяет обрабатывать детали сложной конфигурации, исключает
необходимость в дорогостоящих пастах; высокая скорость процесса позволяет включить его в технологический цикл.
Для нормирования расхода драгоценных металлов основным параметром, определяющим процесс электрохимического полирования, является величина съема.
Зависимость величины съема от массы изделий по группам сложности отливок на операции «анодное травление» на Кишиневском заводе (А) и
ЛПО «Русские самоцветы» (Б)
кружок, треугольник и квадрат — обозначения величин съемов для отливок соответственно 2, 3 и 4 групп сложности
Электрохимическое полирование отливок (анодное травление) связано со съемом поверхностного дефектного слоя, обогащенного золотом по сравнению с
основной массой изделия. Полностью ли снят обогащенный слой, проверяют визуально, сравнивая отливку по цвету с эталоном.
Анализ величины съема при выполнении данной операции проводился на основании данных, полученных на Ленинградском ПО «Русские самоцветы» и
Кишиневском ювелирном заводе (рис.)
Авторами проанализированы данные по величине фактического съема на операции «анодное травление» для отливок с разными массами и площадями
поверхностей, а также разных групп литейной сложности.
Анализ собранных данных показал, что на величину съема при анодном травлении отливок значительное влияние оказывают:
— условия проведения предшествующих термохимических операций;
— условия проведения самой операции электрохимического травления;
— возможная погрешность визуальной оценки полноты снятия обогащенного слоя.
Из данных, полученных по результатам работы ванны «анодного травления» отливок на ЛПО «Русские самоцветы» за 9 месяцев (табл. 1), видно, что
величина съема для одного и того же шифра отливок резко отличается. При этом средняя величина съема составляет от 1 до 2% к массе изделия или
отливки после операции. На Кишиневском ювелирном заводе величина фактического съема колеблется от 2,5 до 5% к массе металла после операции.
Различие в величинах съемов при анодном травлении однотипных отливок на ЛПО «Русские самоцветы» и Кишиневском ювелирном заводе можно объяснить
разными режимами литья на этих предприятиях.
Согласно [2] температура сплава ЗлСрМ 583-80 при изготовлении отливок методом центробежного литья должна находиться в диапазоне 1100 — 1150°С.
На многих предприятиях отрасли фактическая температура сплава при литье значительно отличается от рекомендованной и нередко изменяется в диапазоне
1050 — 1200°С, поэтому и толщина обогащенного слоя на отливках, и соответственно величина съема могут меняться.
Таблица 1
Значения минимального и максимального фактического съема при анодном травлении отливок.
| Шифр | Обозначение детали | Средняя масса детали, г | Средний % съема | Съем | |||
|---|---|---|---|---|---|---|---|
| мин. | макс. | в г на 1 изделие | |||||
| мин. | макс. | ||||||
| Категория сложности отливок — 2 | |||||||
| 04203 | Каст | 1,5 | 1,38 | 0,59 | 2,99 | 0,01 | 0,046 |
| 03013 | » | 2,7 | 1,43 | 0,79 | 2,80 | 0,022 | 0,075 |
| 07592 | Основание | 1,4 | 1,44 | 0,55 | 3,58 | 0,008 | 0,043 |
| 03493 | Каст | 2,5 | 2,29 | 1,20 | 3,18 | 0,03 | 0,071 |
| 04008 | » | 3,0 | 1,47 | 0,55 | 2,80 | 0,017 | 0,082 |
| 11193 | Колесо малое | 1,15 | 1,52 | 0,63 | 2,1 | 0,008 | 0,026 |
| 05288 | Каст | 2,4 | 1,71 | 0,76 | 3,56 | 0,018 | 0,062 |
| 04209 | Основание | 2,0 | 1,43 | 0,80 | 3,13 | 0,016 | 0,055 |
| 03430 | Накладка | 1,8 | 1,51 | 0,70 | 2,85 | 0,013 | 0,045 |
| 07589 | Основание | 2,4 | 1,89 | 0,95 | 3,72 | 0,023 | 0,080 |
| Категория сложности отливок — 3 | |||||||
| 19335 | Основание | 2,6 | 1,48 | 0,89 | 3,13 | 0,024 | 0,082 |
| 03149 | Ободок | 7,2 | 1,14 | 0,57 | 1,54 | 0,042 | 0,105 |
| 03149 | Вертушка | 5,2 | 1,27 | 1,13 | 1,41 | 0,058 | 0,072 |
| 07310 | Основание | 2,7 | 1,57 | 0,97 | 2,67 | 0,021 | 0,052 |
| 11193 | Карета | 5,0 | 1,75 | 1,49 | 2,15 | 0,073 | 0,105 |
| 19347 | Основание | 2,7 | 1,48 | 0,67 | 3,35 | 0,018 | 0,088 |
| 07106 | » | 4,0 | 1,98 | 0,84 | 4,39 | 0,034 | 0,145 |
Была проанализирована зависимость величины съема от площади поверхности отливок. Анализ полученных данных показал, что с увеличением площади
Анализ полученных данных показал, что с увеличением площади
отливки увеличивается масса съема. Эта зависимость теоретически должны была бы носить прямопропорциональный характер, так как производительность
процесса электрохимического полирования не связана ни с величиной, ни с конфигурацией обрабатываемых деталей. Однако различия в условиях
изготовления и обработки, определении качества поверхности при анодном травлении объясняют расхождения в величинах удельного съема металла с
единицы поверхности отливок, подвергающихся анодному травлению (табл. 2).
Таблица 2
Зависимость величины фактического съема с единицы поверхности от конфигурации, массы и площади поверхности отливок при анодном травлении
| Шифр изделия | Группа сложности | Средняя масса отливки, г | Площадь поверхности отливки, см2 | Фактический съем отливки, г | Удельный фактический съем, см2 |
|---|---|---|---|---|---|
| 04203 | 2 | 1,5 | 1,0 | 0,021 | 0,021 |
| 03013 | 2 | 2,7 | 1,8 | 0,039 | 0,022 |
| 03493 | 2 | 2,5 | 1,7 | 0,057 | 0,033 |
| 05288 | 2 | 2,4 | 1,7 | 0,041 | 0,025 |
| 07589 | 2 | 2,4 | 1,9 | 0,045 | 0,024 |
| 04209 | 2 | 2,0 | 1,6 | 0,029 | 0,018 |
| 03430 | 2 | 1,8 | 0,9 | 0,027 | 0,030 |
| 03149 | 3 | 7,2 | 5,1 | 0,082 | 0,016 |
| 19347 | 3 | 2,7 | 1,7 | 0,040 | 0,024 |
| 07106 | 3 | 4;0 | 5,3 | 0,080 | 0,015 |
Распределение обогащенного слоя по поверхности отливки зависит от группы литейной сложности. При неравномерном распределении обогащенного слоя
При неравномерном распределении обогащенного слоя
удаление его из труднодоступных мест приводит к увеличению времени обработки отливок. Однако это не оказывает значительного влияния на величину
съема. Зависимость величины съема от массы изделий по группам сложности отливок на операции «анодное травление» показана на рисунке.
Таким образом, величина съема при анодном травлении отливок зависит только от толщины обогащенного слоя, площади поверхности и ее микрорельефа,
который в свою очередь определяется режимом предшествующей обработки поверхности. Поскольку на разных предприятиях существуют различия в режимах
литья и последующей обработке отливок перед операцией анодного травления, при нормировании величины съема целесообразно устанавливать максимальную
и минимальную границы съемов при анодном травлении отливок. Нормативная служба каждого предприятия должна устанавливать действующий норматив съема
с учетом особенностей производства, при этом он не должен выходить из этого интервала значений.
ЛИТЕРАТУРА
1. Штанько В. М., Карязин П. П. Электрохимическое полирование. М., «Металлургия», 1979.
2. Типовой технологический процесс «Изготовление отливок ювелирных изделий из сплавов золота и серебра методом центробежного литья по
выплавляемым моделям», РТМ 25.146-73.
3. Круглов Г. А. Обработка алмазными резцами деталей приборов. М., «Машиностроение», 1968.
4. Руденко А. П. Отделочные операции в машиностроении. Киев, «Техника», 1985.
Шишов Ю. Ф., Чередилова В. К.
Большое количество ювелирных изделий из сплавов золота изготавливается с применением пайки [1]. В результате нагревания изделий в пламени
бензиновой горелки до тем¬пературы плавления припоя с последующим отжигом для снятия внутренних напряжений на поверхности изделий происходит
окисление меди, входящей в состав золотого сплава, с образованием окислов меди различного состава. Ювелир¬ные изделия разных типов отличаются по
конфигурации, несу и линейным размерам. Эти факторы по разному влияют на число паек: чем больше паек и чем длительнее процесс пайки, тем больше
Эти факторы по разному влияют на число паек: чем больше паек и чем длительнее процесс пайки, тем больше
меди окисляется на поверхности изделия.
После технологических операций пайки и отжига поверхность ювелирных изделий из сплавов золота покрыта темным слоем окислов меди. Для осветления
поверхности производится отбел изделий в 5%-ном растворе серной кислоты. При этом окислы меди из поверхностного слоя изделий растворяются в серной
кислоте. На поверхности образуется светлозеленый, обогащенный золотом и серебром, слой с более высокой пробой, чем проба исходного сплава. Толщина
обогащенного слоя на разных изделиях различна. После осветления изделия подвергаются шабровке до появления цвета поверхности, характерной для
золота исходного сплава. С части поверхности обогащенный слой снимается. Величина снятой части обогащенного слоя зависит от конфигурации изделия
(в труднодоступных местах остается) и квалификации рабочего.
С целью придания блеска поверхности и облегчения работы шлифовальщиков (обогащенный слой на изделиях трудно шлифуется по глубине узоров и
рисунков), при производстве ювелирных изделий из сплавов золота широко при¬меняется электрохимическое полирование [I] — процесс анодного растворения
металла, в результате которого возникает блеск и улучшается микрогеометрия поверхности [2]. При электрохимическом полировании сплавов золота в
При электрохимическом полировании сплавов золота в
цианистых электролитах чистота поверхности увеличивается на 1 — 2 класса. Электрохимическое полирование сплавов золота не обеспечивает такой
чистоты поверхности, которую можно получить при механическом, однако является незаменимым при полировании сложнопрофилированных изделий, где
невозможно применить механическое.
При электрохимическом полировании образуются безвозвратные потери, учитываемые в процентах к весу золота в чистоте, снятого с изделий при
полировании. Эти потери возникают за счет уноса капель электролита полирования в бортовую вентиляцию [3], неполноты промывки в сборниках —
уловителях (при сборе, переплавке и анализе катодного золота). Для разработки методики определения норм безвозвратных потерь при электрохимическом
полировании была проведена данная работа с использованием изделий из сплава золота 583° Ленинградского ювелирного завода «Русские самоцветы».
Электрохимическое полирование изделий производилось в оптимальном (по данным ювелирных фабрик) составе цианистого электролита (в г/л):
| Цианистый калий KCN | 25—30 |
| Железистосинеродистый калий К4[Fе(CN)6] | 20—25 |
| Режим работы: | |
| Температура электролита | 80—90°С |
| Анодная плотность тока | 20—30 а/дм2 |
| Катод | нержавеющая сталь 1Х18Н9Т |
| Анод | изделие из сплава золота |
соотношение SK : SA не менее 20 : I. | |
Время полирования определялось в зависимости от исходного состояния поверхности и составляло 0,5—3 минуты. За это время вся поверхность изделия
приобретает характерный цвет полированного золота 583°.
Электрохимическое полирование производилось путем опускания под током изделий, подвешенных на крючок из платиновой проволоки диаметром 1—3 мм. В
процессе полирования изделия энергично покачивались с целью быстрого отвода продуктов анодной реакции, что приводило к более равномерному
полированию. В качестве катода использовался корпус ванны, изготовленный из нержавеющей стали.
При электрохимическом полировании происходит анодное растворение сплава золота с поверхности изделий; компоненты сплава растворяются в
электролите с последующим осаждением большей части их па катоде и образованием гальванического осадка катодного золота. По разности веса партии
изделий до полирования и после определяется съем с изделий сплава золота, который для различных типов изделий составляет 1—4% от исходного веса
изделий. После проведения опыта с корпуса ванны тщательно счищалось катодное золото. Оставшееся на стенках ванны катодное золото и золото из
После проведения опыта с корпуса ванны тщательно счищалось катодное золото. Оставшееся на стенках ванны катодное золото и золото из
электролита полирования осаждалось на катодную полированную пластину из нержавеющей стали 1Х18Н9Т, для чего корпус ванны подключался в качестве
анода. Промывные воды упаривались до минимального объема и присоединялись к основному электролиту. На катодную пластину для облегчения снятия
катодного золота перед электролизом наносился тонкий слой смазки (вазелин, солидол).
Режим работы [4]:
| Катодная плотность тока | 0,2—0,3 а/дм2 |
| Температура электролита | 60—70oС |
Электролиз проводили до полного снятия золота со сте¬нок ванны и доведения содержания в электролите золота до 0,02 г/л и серебра до 0,034 г/л
[4]; и после этого из электролита ионообменным методом доизвлекалн золото и серебро.
Катодное золото с пластины и стенок ванны промывалось холодной и горячей дистиллированной водой, высушивалось и сплавлялось. Электролит
полирования и слиток катодного золота анализировались на содержание золота, серебра, меди и других компонентов по методике описанной Жендаревой О.
Г. и Мухиной 3. С. [5].
Количество золота в чистоте, которое было снято с изделий при электрохимическом полировании, должно равняться количеству золота в чистоте в
катодном слитке с учетом безвозвратных потерь. Однако количество золота в чистоте, фактически получаемое на предприятиях ювелирной промышленности
после электрохимического полирования паянных изделий из золота 583°, всегда больше («припек») расчетного количества золота в чистоте, равного
лигатурному весу растворенного сплава, умноженному на пробу золотого сплава. «Припек» возникает из-за наличия на поверхности изделий обогащенного
слоя с пробой выше, чем проба исходного золотого сплава. При электрохимическом полировании обогащенный слой снимается полностью. Нормы
безвозвратных потерь при наличии «припека» определить невозможно.
В последнее время на ряде предприятий отрасли внедрен технологический процесс безокислительного отжига в печах фирмы «Solo» [7]. При этом
происходит осветление поверхности изделий при температуре 500—700°С в результате восстановления окислов меди до меди. Восстановленная медь остается
на поверхности изделий. Средняя проба поверхностного слоя должна быть равна исходной, а процент «припека» в этом случае должен быть равен нулю.
С целью проверки этого предложения все изделия, использованные в работе, после пайки отжигались в печи «Solo». В таблице приведены результаты
опытов по электрохимическому полированию этих изделий*.
/p>
Таблица
| № опыта | Число изделий | Лигатурный вес изделий, г | Лигатурный съем, г | Съем золота в чистоте | Лигатурный вес катодного золота, г | Вес золота в чистоте в слитке катодного золота, г | |
|---|---|---|---|---|---|---|---|
| до полирования | после полирования | ||||||
| 1 | 125 | 540,30 | 537,03 | 3,27 | 1,91 | 3,09 | 1,82 |
| 2 | 4555 | 17523,90 | 17285,6 | 241,22 | 140,63 | 234,54 | 137,82 |
*Электрохимическое полирование изделий производилось в гальваническом цехе Ленинградского Ювелирного завода «Русские самоцветы».
Из данных таблицы видно, что «припек» при электрохимическом полировании изделий, прошедших безокислительный отжиг в печи «Solo», отсутствует.
Фактические безвозвратные потери золота в чистоте в опыте 1 составили 0,09 г или 4,7% от снятого золота в чистоте. Столь большие потери золота в
чистоте обусловлены несомненно малым числом взятых для полирования изделий. В опыте 2, где использовано 4555 изделий, фактические безвозвратные
потери золота в чистоте составили 2,8 г или 28% от снятого золота в чистоте.
Результаты опытов показали, что для установления норм безвозвратных потерь при электрохимическом полировании паяных изделий из сплавов золота
необходимо полировать изделия, не имеющие обогащенного поверхностного слоя. Пайку и отжиг паяных изделий следует производить в восстановительной
атмосфере.
ЛИТЕРАТУРА
1. Селиванкин С. А., Тарасов С. В. Ювелирные изделия и часы М.. 1967.
2. Щиголев П. В. «Электрическое и химическое полирование металлов». М. Изд-во Академия наук, 1959.
3. Лайнер В. И., Кудрявцев Н. Т. «Основы гальваностегии» Металлургиздат. М., 1957.
4. Производственная инструкция Ленинградского ювелирного завода «Русские самоцветы» Электрохимическое полирование изделий из золота 583°. Л , 1970.
5. Жендарева О. Г., Мухииа 3. С. Анализ гальванических ванн. М. Химиздат, 1970.
6. Отчет но теме 17—69. «Разработка типового технологического процесса злектрополнровкн изделий из золота 583°». Л Внииювелирнром. 1970.
7. Отчет по теме 51—67. «Разработка типового технологического процесса безокислнтелыюго отжига драгоценных металлов на оборудовании
фирмы «Solo». Л. ВНИИювелирпром. 1968.
Электрохимическая полировка нержавеющей стали
Металлическому изделию можно придать блеск различными способами. Для этого не обязательно использовать специальные покрытия, можно воспользоваться методом полировки. Она может быть механической, например, с помощью наждачных кругов, химической — когда металл погружают в специальный раствор, а также электрохимической. В этом случае сочетается воздействие химических компонентов и электроразрядов, которые запускают определенные реакции или усиливают их. Электрохимическая полировка металлов может быть выполнена и в обычных домашних условиях, если собрать все необходимое оборудование.
Электрохимическая полировка – оборудование и технологии
Для заказа услуг по электрополировке Вы можете заполнить нижеследующую форму либо обратиться к нашей статье в разделе «Услуги»: Услуга электрополировки.
Процесс дополняет финишную механическую обработку
Использование электрополировки сталей практикуется в коммерческих целях с 1930-х годов, в основном, касалось придания внешней привлекательности потребительским товарам, таким как посуда и авторучки, фурнитура и др. В последние же годы акцент сместился на обработку инженерного оборудования, особенно в пищевой, медицинской, фармацевтической и полупроводниковой промышленности. Электрохимическое растворение металлической поверхности используется для улучшения гладкости, отражающей способности, чистоты и пассивности стальных изделий
или некоторой комбинации этих характеристик поверхности. При применении к компонентам трубопроводных систем электролитическая полировка помогает достигать и поддерживать необходимые показатели коэффициента шероховатости поверхности.
В то время как обычные процессы механической обработки представляют собой процессы удаления макрометалла, электрополировка – это микропроцесс. Таким образом, она не является конкурентом таких процессов, как шлифование, бластинг, пескоструйная обработка и механическая полировка, а скорее является дополнением.
Почти все металлы и сплавы могут быть электрополированы, но на практике нержавеющая сталь составляет наибольшую часть коммерческого электрополирования. Собственная прочность и коррозионная стойкость нержавеющей стали делают ее предпочтительным материалом для технологического оборудования и многих потребительских товаров.
Отличия электрополирования от химического
Электрополирование, как и электроплазменная обработка, отличается от химического процесса тем, что через электролит подается электрический ток.
При химическом полировании изделие опускается в емкость с химическим раствором кислоты или щелочи. Здесь происходит растворение поверхностного слоя. Это сопровождается бурным кипением содержимого сосуда. Деталь приобретает нужную шероховатость за несколько секунд. В отличие от электрополирования такой метод менее затратный. Здесь не требуется сложного оборудования. Но присутствуют и недостатки:
- Сложность контроля над протеканием процесса.
- Без применения электрического тока качество получаемого изделия ниже. У него отсутствует блеск. Поэтому такому способу обработки больше подвергаются изделия из цветного металла, имеющие сложную конфигурацию, которым не предъявляется высоких требований.
Технология электрополировки
Изделие, подлежащее электрохимической полировке, соединяется с анодной (+) стороной источника постоянного тока, а катодная (-) сторона соединена с инертным металлом, обычно, свинцом или нержавеющей сталью. И деталь, и катод погружены в раствор кислот, так называемый электролит, и, когда ток протекает через эту цепь, металл на поверхности растворяется. Почти сразу на поверхности детали выделяется большое количество кислорода, образуя плотный газовый слой. Из-за тенденции электрического тока течь от точек и выступов, растворяются преимущественно эти области, что приводит к сглаживанию поверхности. Вязкий пограничный слой, образующийся в результате выделения газов, способствует преимущественному растворению пиков. Процесс оптимизируется путем контроля химического состава раствора, температуры, плотности тока и времени.
Электрополировка обычно считается погружным процессом. Некоторые детали, такие как большие трубы или сосуды, могут сами стать резервуаром для внутренней электрохимполировки. Бывают случаи, когда очень большие детали необычной формы, которые не помещаются в резервуар для полировки или не могут стать резервуаром, обрабатываются с помощью установок для местной электрополировки. В этих случаях сама деталь является анодом. Электролит и катод подаются на деталь с помощью специального оборудования, которое в разговорной речи называется аппаратами для травления и пассивации сварочных швов.
В большинстве случаев размер и конфигурация изделий, подходящих для электрополировки, ограничены только воображением специалиста по электрополировке.
- Размер изделий варьируется от маленьких (полые иглы) до больших (емкости по 45 000 литров).
- Некоторые детали могут быть погружены непосредственно в ванны для электрополировки, в то время как другие могут потребовать предварительной обработки для удаления жира, загрязнений или окалины. После обработки детали должны быть тщательно промыты для удаления раствора электролита.
- Детали простой формы можно электрополировать с помощью катодов общего назначения, расположенных на расстоянии нескольких сантиметров или более от детали. Сложные формы могут потребовать использования сложных приспособлений и специально сконструированных соответствующих катодов (катодной сетки) для обеспечения равномерной электрополировки по всей поверхности, а также для электрохимической полировки выбранных областей.
- Электролиты очень «кислые» (на основе агрессивных кислот) и коррозийные, требуют коррозионно-стойкого оборудования и пристального внимания к безопасности сотрудников в средствах индивидуальной защиты и рабочих методах, предотвращающих контакт с раствором.
- Еще одним моментом, с точки зрения соображения безопасности, является образование выделений газа. Процесс генерирует выделение кислорода и водорода; перемешивание раствора снижает это явление.
- Электролитическая полировка крупных деталей может потребовать ток до нескольких тысяч ампер, что требует использования больших выпрямителей и тяжелых кабелей или шин. Кроме того, может потребоваться использование системы охлаждения для поддержания температуры раствора и электрических разъемов.
- Удаление металла с плоской поверхности, как правило, составляет менее одной тысячной сантиметра, но нередко на острых кромках удаляется до 10 раз более толстый слой. По этой причине электрополировка часто используется для удаления заусенцев. В целом, изогнутые и сложные формы электрополировать легче, чем плоские поверхности.
- Время электрохимической полировки колеблется от одной до 20 минут, хотя иногда необходимо более продолжительное время.
Для обработки изделий, сравнительно небольших по габаритам, тем более если вы их производите большими партиями, лучше всего на своем предприятии организовать цех по электрохимической обработке. В этом случае лучше всего использовать специальные ванны для полировки методом погружения изделия в электролит. Тогда как очень габаритные или трудно транспортируемые изделия можно электрополировать с помощью подрядных организаций. Внешняя электрополировка не обязательно более опасна, чем в специальной ванне, но она требует особого внимания к некоторым факторам. Электролиты очень коррозийны и опасны. Кроме того, промывочные (отработанные) воды считаются опасными отходами, поэтому лучше всего, если на площадке имеется возможность обработки отходов и сточных вод, которые содержат трехвалентный хром, ионы никеля и разбавленную кислоту.
Если на объекте нет таких средств, необходимо собрать отработанные отходы и передать их в специализированные компании для их вывоза и последующей утилизации.
Улучшение поверхности
Электрохимическая полировка может создавать зеркальные отражающие поверхности, которые повышают привлекательность продукта и сохраняют его внешний вид. Если использовать стандартную меру – среднюю арифметическую шероховатость (RA), которая измеряется в микродюймах (µin. ), – электрополировка часто уменьшает шероховатость поверхности примерно наполовину. Т.е., поверхность с 100-µin. RА часто можно улучшить до 50 µin. RА, а при 10 µin. RА часто улучшается до 5 µin. RA.
Тем не менее, эта обработка истончает изделие. По мере того, как начальная поверхность становится все более и более гладкой, последующая обработка уже не даст такого же результата. В некоторых случаях электрополировка может фактически увеличить шероховатость поверхности, обнажая пустоты или включения, которые ранее были «размазаны» и скрыты механической обработкой.
Гладкость, достигаемая электрохимполировкой, более или менее соответствует крупности абразивных материалов:
Взаимосвязь между количеством абразивной крошки и шероховатостью поверхности, измеряемой в микродюймах, иногда используется для определения гладкости поверхности:
Поверхностные характеристики
Известно, что электрополирование улучшает три характеристики поверхности, каждая из которых улучшает способность поверхности противостоять коррозии:
- Электрополировка улучшает микроочистку детали.
При осмотре на сканирующем электронном микроскопе (СЭМ) даже на самой зеркально полированной (механически) поверхности могут быть выявлены пятна и включенные абразивные материалы, оксиды и мусор. Та же поверхность после электрополировки может не отличаться при осмотре невооруженным глазом, но при сканировании SEM с увеличением в 1000 раз, как правило, обнаруживается абсолютно чистая поверхность, свободная от посторонних материалов и абразивных повреждений. Этот процесс микроочистки улучшает коррозионную стойкость электрополированных поверхностей. - Электрополировка улучшает пассивность или коррозионную стойкость нержавеющей стали.
В качестве доказательства этого последняя версия ASTM A967 признает электрохимическую полировку как принятый метод пассивации. Хотя явление пассивности не до конца понято, факты показывают, что свободное железо удаляется из тонкого поверхностного слоя глубиной всего в несколько ангстрем, в результате чего образуется поверхность с более высоким содержанием никеля и хрома, чем исходный материал. Кроме того, хром и никель на поверхности быстрее окисляются, чем это происходит естественным путем. - Электрополировка удаляет весь или часть механически деформированного и напряженного слоя.
Тем самым обеспечивается третий механизм для улучшения коррозионной стойкости. Такое удаление поверхностного слоя с высоким напряжением также может улучшить сопротивление коррозии.
Кроме того, электрополированные поверхности легче чистить, что особенно выгодно при эксплуатации оборудования, используемого для пищевых продуктов и напитков, фармацевтических и медицинских производственных линий.
Оценка поверхности
В то время как отражающая способность, блеск и сияние, которые производит электрополировка, очевидны с первого взгляда, некоторые из более тонких эффектов становятся очевидными только при более сложных исследованиях, таких как химический анализ поверхности, профилометрия и испытания рабочих характеристик в процессе эксплуатации.
Методы оценки электрополировки включают в себя:
- Сканирующая электронная микроскопия (SEM).
SEM идеально подходит для проверки поверхности на гладкость и для обнаружения особенностей, которые могут позволить частицам накапливаться, SEM обеспечивает огромное увеличение. При этом методе снимается несколько снимков под разными углами. Это похоже на исследование поверхности апельсина несколькими камерами и создание единого изображения части поверхности апельсина. - Оже-электронная спектроскопия (AES).
Этот метод, который анализирует атомный состав сплава, является мощным, но имеет несколько ограничений. Во-первых, он определяет идентичность элементов, присутствующих только на поверхности. Во-вторых, он не может отличить металлический хром от трехвалентного или шестивалентного хрома. В сочетании с другими методами можно использовать AES для изучения различных глубин или слоев. Это похоже на определение элементов в одном конкретном слое. Этот метод предоставляет данные, которые могут быть представлены в виде диаграмм, графиков или линий тренда. - Электронная спектроскопия для химического анализа (ESCA).
Инструмент для определения состава оксида, ESCA может различать различные формы присутствующих элементов, таких как металл, трехвалентный и шестивалентный хром. Измерения также могут быть сделаны на различной глубине от поверхности. Это похоже на определение различных компонентов в одном слое. Собранные данные могут быть использованы для выражения соотношений хрома к железу, толщины оксидного слоя и степени образования оксида в слое. Этот метод предоставляет данные, которые могут быть представлены в виде диаграмм или графиков.
Пропорции создания хим состава
Полировка проводится в специальных ваннах. Важно помнить, что их составляющие относятся к токсичным веществам и опасны для здоровья, особенно если используется нагрев, поэтому обращаться со всеми компонентами необходимо с максимальной осторожностью, соблюдая положенную технику безопасности.
Изделия из цветных или черных металлов можно обрабатывать при помощи универсального состава, который окажет необходимое воздействие. Для этого следует добавить все компоненты, соблюдая пропорции. Ортофосфорная кислота составляет основу — 65%. Серной кислоты должно быть 15% и 14% обычной воды. Хромовый ангидрид занимает 6%.
Подготовка к электрохимической полировке
Некоторые детали можно электрополировать без механической подготовки.
Например, некоторые виды фрезерной обработки дают отличные результаты электрополировки без предварительной механической обработки. Холоднокатаный 2B универсальный материал получается ярким, гладким и чистым, хотя любые царапины, полученные при обработке и изготовлении, требуют предварительной механической обработки, чтобы получить однородную электрополированную поверхность. Финишная обработка 2B, на самом деле, предпочтительнее обработки, которая производится с помощью относительно грубых абразивов с зернистостью от 50 до 150, которые оставляют видимые царапины.
Горячекатаный, обработанный кислотой материал после электрополировки становится блестящим и белым, однако проявляются многие углубления и неровности, которые возникают в результате процесса горячей прокатки и удаления окалины. Получение зеркального блеска на этом материале требует многократных проходов с абразивами с постепенно снижающейся зернистостью перед электрополировкой.
Пескоструйная, дробеструйная, стеклоструйная, дробеметная обработка обычно приводят к получению слишком грубых поверхностей, чтобы их можно было полностью сгладить с помощью электрополировки. SEM-исследование после электрохимполировки поверхностей данными видами обработки показывает, что поверхность очищена и сглажена, но так и не стала идеально гладкой:
Аналогичным образом на поверхностях, полированных грубыми абразивными материалами, никогда не удаляются все царапины. По большей части, электрополировка полностью сглаживает абразивные царапины от зернистости 220 и более, но царапины от более грубых материалов, чем 220 зернистости, остаются видимыми. Обратите внимание, что подготовка с абразивами менее 320 зернистости не всегда приводит к получению более качественного покрытия после электрополировки.
Электрополировка может быть отличным инструментом для удаления заусенцев.
В некоторых случаях это единственный экономически оправданный метод. Например, заусенец в очень маленьком просверленном, пробитом или резьбовом отверстии. Электрополировка может удалить такой заусенец, и, поскольку процесс обеспечивает преимущественное удаление выступов, он делает это без изменения размеров детали.
Некоторые заусенцы требуют механического удаления. Пробитое отверстие может иметь заусенец перпендикулярно поверхности, слишком большой, чтобы его можно было удалить путем электрополировки. Механическая операция, такая как абразивная шлифовка, может использоваться для удаления большей части заусенцев, оставляя небольшие, острые заусенцы в отверстии. Оставшиеся заусенцы можно затем удалить электрополировкой. Заусенцы, наиболее подверженные удалению методом электрополировки, представляют собой мелкие, острые и их трудно или невозможно удалить механически.
Электрополировка также является ценным инструментом для получения точных радиусов.
Например, когда встречаются две шлифованные поверхности, она может удалить любой мелкий заусенец и оставить небольшой, но определенный радиус. Электрополировка может считаться методом точной обработки, особенно подходящим, когда необходимо удалить очень тонкий слой металла для достижения точного размера с тонкой обработкой поверхности.
Сварка перед электрополировкой может быть особой проблемой, которая связана с процессом сварки и навыками сварщика. С одной стороны, сварной шов может иметь пустоты и включения, которые при удалении поверхностного слоя будут видны. С другой стороны, сварные швы высшего качества могут быть хорошо электрополированы без предварительной обработки. Пассивация перед электрополировкой может быть необходима для достижения наилучших результатов.
Кроме того, фазовые изменения, сегрегация сплавов и выделение карбидов могут стать более заметными после электрополировки, особенно когда эти изменения вызваны сваркой и находятся в ограниченных областях. В некоторых случаях эти проблемы могут быть сведены к минимуму таким же образом, путем пассивации перед электрополировкой.
Результат электрохимического полирования
В процессе электрохимического полирования с поверхности изделий удаляются следы механической или термической обработки, удаляются заусенцы, немного притупляются острые кромки изделий. Поверхность изделий из нержавеющей стали, меди или никеля приобретает зеркальный блеск, класс чистоты поверхности может быть увеличен на две позиции. После полирования поверхность идеально подходит для дальнейшей обработки – нанесению декоративного или функционального гальванического покрытия (хромирования или никелирования). Дефекты поверхности деталей после правильно проведенного процесса полирования как правило являются результатом недостаточной механической обработки (шлифовки, галтовки или крацевания) или наличию на поверхности дефектов, возникших при изготовлении деталей (раковин, крупных царапин или трещин). На отполированном изделии такие дефекты более заметны, чем до обработки.
Возможно Вас заинтересуют статьи: |
Упаковка
Если упаковочные материалы и процессы транспортировки изделий перед электрохимической полировкой выбраны неправильно и не верно используются, они могут создать проблемы при последующей обработке. Кроме того, неправильная упаковка может привести к повреждению при транспортировке, которое невозможно будет исправить во время обработки.
Пузырьковая пленка является подходящим упаковочным материалом, но она не должна вступать в прямой контакт с металлическим компонентом. Химические вещества в обертке оставляют рисунок, который становится очевидным во время обработки. Лучшая практика после электрополировки – обернуть детали в бескислотную, не содержащую серу бумагу.
При необходимости детали могут быть обернуты пузырьковой пленкой поверх бумаги.
В работах по финишной обработке металла принято возвращать детали в той же упаковке, в которой они прибыли. Это следует учитывать при подготовке деталей к отправке на электрохимическую полировку.
Перед электрополировкой должны быть полностью удалены защитные покрытия, особенно в местах, подверженных нагреву, например, в зоне сварного шва. Остатки клея также необходимо полностью удалить, обычно изделие протирают растворителем или ацетоном, перед механической обработкой или электрополировкой.
Во время последующей обработки или монтажа оборудования следует соблюдать осторожность, чтобы избежать контакта с углеродистой сталью или непассивированной нержавеющей сталью. Такой контакт может привести к переносу свободного железа, что ухудшает пассивность детали.
Особенности эксплуатации ванны электрополирования
Детали с малым допуском на обработку во избежание выхода из допуска полируют при анодной плотности тока 75 . 100 А/дм2 в течение 2 . 3 минут.
Предварительная обработка отполированных деталей в случае, если они предназначены для нанесения какого-либо гальванического покрытия, состоит в декапировании продолжительностью 15 . 20 секунд в 5%-ном растворе HCl, что обеспечивает прочное сцепление покрытия.
Если электрополирование является финишной операцией, то для повышения коррозионной устойчивости деталей их подвергают щелочной обработке продолжительностью до 15 минут в 10%-ном растворе едкого натра с температурой 65 . 75С.
Подвески для загрузки деталей в полировочную ванну должны изготавливаться из освинцованной стали, а их конструкция должна обеспечивать надежный контакт с анодной штангой. Большую эксплуатационную надежность показали подвески из титана. Изоляцию нерабочей поверхности подвески можно выполнить поливинилхлоридом.
Последние тенденции
За последние несколько лет возник большой интерес к производству чрезвычайно чистых и устойчивых к коррозии компонентов для использования со сверхчистыми газами и жидкостями.
Электрополировка оказалась эффективным методом в этой области. Трубопроводы, клапаны, сосуды, насосы и другие компоненты, используемые при работе со сверхчистыми газами и жидкостями, часто подвергаются механической обработке, а затем электрополируются до чрезвычайно низких значений шероховатости поверхности. Окончательная оценка электрополировки состоит из двух компонентов: внешний вид поверхности и химический состав поверхности. Первая оценка предназначена для определения эффективности самого полирующего действия; Во вторых, необходимо обеспечить, чтобы полученная поверхность была как можно более пассивирована и максимально защищена.
Другим инновационным процессом, который имеет потенциал, является электрополировка в качестве подготовки к физическому осаждению из паровой фазы (PVD)
. Некоторые данные свидетельствуют о том, что PVD-покрытия можно наносить на электрополированные поверхности из нержавеющей стали с большим успехом, чем на никелированные хромированные поверхности. Одна из причин этого успешного применения состоит в том, что электрополированные поверхности практически не имеют характеристик и обеспечивают чрезвычайно чистую поверхность для покрытия PVD. Большинство из этих применений также включают механическую полировку или полировку, по меньшей мере, на выбранных участках с последующей электрополировкой перед нанесением PVD-покрытия.
Узнать цены на услуги
Оставьте заявку, чтобы бесплатно получить быстрый расчет стоимости
интересующей Вас услуги. Менеджеры ответят на любой Ваш вопрос!
Описание процесса
Во время электрохимического полирования обрабатываемая поверхность металла приобретает зеркальный блеск. Также уменьшаются имеющиеся шероховатости. Процесс происходит следующим образом:
- Деталь считается анодом, то есть, электродом, несущим положительный заряд. Ее необходимо поместить в ванну со специальным составом.
- Еще один важный компонент — катоды, которые необходимы для осуществления реакции.
- В результате воздействия протекает реакция, и происходит растворение. Оно неравномерно, сначала удаляются самые заметные шероховатости, которые выступают над поверхностью больше всего. Одновременно происходит полировка — изделие приобретает зеркальный блеск.
Удаление заметных больших неровностей называется макрополированием, а сглаживание мелких дефектов — это микрополирование. Если эти процессы во время проведения обработки протекают одновременно и равномерно, то изделие приобретает блеск и гладкость. Возможно и такое, что блеск будет получен без сглаживания или наоборот. Два вида полирования не обязательно связаны.
Химическая полировка металла приводит к тому, что на поверхности обрабатываемой детали во время процесса образуется особая пленка. По составу она может быть оксидной или гидроксидной. Если она равномерно охватывает всю поверхность, это создает условия для микрополирования. При этом внешняя часть покрытия, располагающаяся на поверхности, непрерывно растворяется. Чтобы получить возможность провести микрополирование, необходимо обеспечить поддержание равновесия между непрерывным образованием покрытия и растворением, во время работы с деталью толщина слоя должна оставаться неизменной. Это позволит электронам обрабатываемого металла и применяемого состава в процессе взаимодействовать без опасности растворения металлического изделия в агрессивной среде.
Макрополирование тоже напрямую зависит от образующейся пленки. Она покрывает изделие неравномерно, на выступающих неровностях этот слой более тонкий, поэтому они быстрее растворяются, за счет воздействия тока.
СОВЕТ: эффективность общего воздействия полирующего состава можно повысить, если использовать для обработки электролиты, содержащие в своем составе соли слабо диссоциирующих кислот, которые увеличивают общее сопротивление покрытия.
Кроме этого играет роль механическое воздействие, заключающееся в перемешивании. Может уменьшаться толщина пленки или диффузный слой. Некоторые используемые электролиты выполняют свою функцию только при нагреве, также общее правило, которое действует для всех составов — при нагревании снижается нейтрализация, а скорость растворения пленки повышается. Плотность тока и уровень напряжения также входят в число факторов, оказывающих серьезное влияние на процесс. Например, если необходимо провести полировку медных изделий, то для нее подбирается состав с фосфорной кислотой и устанавливается предельный режим тока без образования кислорода. Именно поэтому важно точно соблюдать все необходимые параметры, чтобы добиться качественной полировки.
Что такое электрополировка? Как работает электрополировка?
- Общие приложения
- Преимущества электрополировки
- Этапы процесса
- Советы и рекомендации
Электрополировка — это процесс электрохимической отделки, при котором удаляется тонкий слой материала с металлической детали, обычно из нержавеющей стали или аналогичных сплавов. Процесс оставляет блестящую, гладкую, ультрачистую поверхность.
Также известен как электрохимическая полировка , анодная полировка или электролитическая полировка электрополировка особенно полезна для полировки и снятия заусенцев с хрупких деталей или деталей сложной геометрии.
Процесс электрополировки отличается от пассивации, хотя эти два процесса легко спутать. Оба являются немеханическими, химическими процессами, но только электрополировка использует электрический ток. Оба процесса предназначены для повышения коррозионной стойкости, хотя в отрасли ведутся споры об эффективности электрополировки для повышения коррозионной стойкости. Подробный обзор различий см. в разделе 9.0013 Пассивация и электрополировка .
Электрополировка может рассматриваться как обратное гальванопокрытие . Вместо добавления тонкого покрытия из положительно заряженных ионов металла электрополировка использует электрический ток для растворения тонкого слоя ионов металла в растворе электролита.
Как работает электрополировка?
Как работает электрополировка
Источник: Википедия |
При электрополировке металлическая деталь или заготовка служит положительно заряженным анодом. Заготовка подключается к положительной клемме выпрямителя постоянного тока. Отрицательно заряженный катод, обычно изготовленный из нержавеющей стали или циркония, подключается к отрицательной клемме выпрямителя постоянного тока.
И анод, и катод погружаются в ванну с регулируемой температурой раствора электролита, обычно состоящего из высоковязкой смеси серной и фосфорной кислот.
Электрический ток от выпрямителя проводится от анода к катоду через электролит. Электрический ток заставляет ионы металла на поверхности детали окисляться и растворяться в электролите. Этот процесс может растворять чрезвычайно малые, строго контролируемые количества металла, что приводит к удалению поверхности на микронный уровень.
Величина удаления металла с поверхности контролируется следующими факторами:
- Химический состав электролита
- Температура электролита (обычно 170–180 °F)
- Продолжительность воздействия электрического тока
- Плотность электрического тока (зависит от электролита; типичный диапазон составляет 140–250 ампер на квадратный фут)
- Состав металлического сплава, подвергающийся электрополировке
В процессе электрополировки заусенцы и другие пики шероховатости поверхности притягивают электрический ток большей плотности и сначала разрушаются в результате явления, известного как анодное выравнивание . Преимущественное удаление выступающих частей поверхностной структуры приводит к более гладкой металлической поверхности.
Процесс электрополировки: взгляд под микроскопом
Источник: Astro Pak. Используется с разрешения.
Кто использует электрополировку?
С 1950-х годов ученые в коммерческих целях использовали комбинацию электричества и химикатов для улучшения качества поверхности металлов. Это обычная процедура финишной обработки в самых разных отраслях, включая следующие:
- Хирурги и стоматологи используют электрополировку, чтобы их инструменты оставались чистыми и хорошо функционировали.
- Производство пищевых продуктов, напитков и фармацевтических препаратов выигрывает от стерилизующих свойств электрополировки.
- Производители бытовой техники используют электрополировку в бытовой технике, такой как холодильники и стиральные машины, чтобы детали дольше служили и выглядели лучше.
- Производители аэрокосмической техники используют электрополировку деталей, важных для полета, для уменьшения трения и обеспечения максимальной производительности.
- Производители полупроводников используют электрополировку хрупких изделий неправильной формы.
- Автопроизводители и представители гоночной индустрии электрополируют шестерни и топливопроводы для уменьшения трения, повышения производительности и обеспечения длительного срока службы деталей.
Примеры металлических деталей, обычно подвергаемых электрополировке:
- Трубопроводы и трубки
- Крепеж
- Пружины
- Решетки
- Лезвия
Электрополировка нержавеющей стали
Электрополировка нержавеющей стали является наиболее распространенным применением процесса. Электрополированная нержавеющая сталь имеет гладкую, блестящую, сверхчистую поверхность, устойчивую к коррозии. Хотя подойдет почти любой металл, наиболее часто электрополируемые металлы — это нержавеющая сталь серий 300 и 400.
Детали, изготовленные из нержавеющей стали (SS) серии 400, обладают преимуществом повышенной твердости и прочности, но недостатком является повышенная восприимчивость к коррозии. Электрополируя нержавеющую сталь, инженеры могут использовать нержавеющую сталь серии 400 и при этом обеспечивать защиту от коррозии.
Если вы используете нержавеющую сталь серии 400, переход на электрополировку деталей из нержавеющей стали может дать вам лучшее из обоих миров — коррозионную стойкость, твердость и прочность.
Какие другие металлы можно подвергать электрополировке?
Помимо нержавеющей стали, другие металлы, совместимые с электрополировкой, включают:
- Алюминий
- Латунь
- Углеродистые стали
- Кобальт-хром
- Медные сплавы
- Никелевые сплавы
- Титан
- Нитинол
Обратите внимание, что с литыми металлами, такими как сплавы, содержащие значительные количества кремния, серы или углерода, можно добиться лишь ограниченного успеха. Электрополировка алюминиевых и цинковых отливок неэффективна, но большинство других сплавов алюминия дают хорошие результаты.
Титан и нитинол также совместимы с электрополировкой; однако раствор электролита для этих металлов легко воспламеняется и требует охладителей, чтобы предотвратить воспламенение электролита при комнатной температуре.
Лучшей альтернативой для полировки титана, нитинола и литых металлов является революционно новый процесс под названием Сухая электрополировка . См. нашу страницу Что такое сухая электрополировка? , чтобы узнать об этой захватывающей альтернативе традиционной электрополировке, в которой вместо жидкого электролита используются шарики электролита. Компания Best Technology рада предложить оборудование для сухой электрополировки для титана, нитинола и других металлов в качестве более безопасной и менее опасной альтернативы.
Видео: Что такое электрополировка? Как работает традиционная электрополировка?
В этом видеоролике наглядно демонстрируется процесс электрополировки , а также то, как работает традиционное электрополировочное оборудование для удаления заусенцев и полировки деталей.
Сколько материала удаляется системами электрополировки?
Количество материала, удаляемого системами электрополировки, прямо пропорционально времени работы / времени цикла и ампер-минутам, которые проходят через площадь поверхности детали. Всеми этими переменными можно управлять, чтобы обеспечить стабильное и надежно контролируемое качество поверхности.
Удаление материала обычно составляет от 0,0003 до 0,0007 дюйма для большинства операций по удалению заусенцев и полировке после механической обработки. При точном контроле электрополировка может удалить всего 0,0001 дюйма. Для процесса электрополировки с более длительным циклом и ампер-минутами может быть удалено от 0,003 до 0,005 дюйма материала.
Чем дольше подается электрический ток, тем больше материала удаляется, но тем менее однородна получаемая поверхность. Таким образом, процесс лучше всего применять к микрозаусенцам или к тем, которые выступают менее чем на 0,0015″ от поверхности детали.
Электрополировка как вторичный процесс отделки
Процесс электрополировки имеет ограничения. Максимальное улучшение шероховатости поверхности (Ra или среднее значение шероховатости) составляет 50%. Таким образом, если свежеобработанная деталь имеет шероховатость поверхности 80 Ra, лучшее, чего можно добиться с помощью электрополировки, — это 50% от шероховатости, что составляет 40 Ra.
Для некоторых деталей может потребоваться предварительная обработка механическими средствами, чтобы соответствовать строгим требованиям к чистоте поверхности. В предыдущем примере, если свежеобработанная деталь имеет шероховатость поверхности 80 Ra и вам нужно довести ее до 20 Ra, вы можете использовать другой процесс (вероятно, механический, такой как центробежная барабанная галтовка или вибрационная галтовочная чаша ), чтобы сгладить деталь до 40 Ra, а затем выполнить электрополировку детали до 20 Ra.
В приведенном выше примере массовая обработка удаляет макроскопические дефекты поверхности, а затем электрополировка удаляет микроскопические дефекты поверхности. Этот тип дополнительной обработки требует экспериментов с прототипами, чтобы найти наилучшие результаты.
Настольная машина для электрополировки – 399
Преимущества электрополировки
| Преимущества | Описание |
| Декоративный внешний вид | Яркое и блестящее покрытие, часто с высокой отражающей способностью, эстетично и имеет равномерный блеск без тонких линий, которые появляются при абразивной полировке. |
| Микроскопическая гладкость | Выравнивает пики и впадины и обеспечивает до 50% улучшение шероховатости поверхности (Ra). В отличие от механической обработки, электрополировка не смазывает, не изгибает, не напрягает и не ломает кристаллическую поверхность металла. |
| Удаление заусенцев | На микроскопическом уровне электрополировка удаляет небольшие кусочки смещенного поверхностного материала, которые могут зацепиться и сломаться. |
| Сверхчистая отделка | Создает чистую поверхность, которую легче стерилизовать. Удаляет въевшиеся загрязнения, которые могут привести к коррозии. |
| Удаляет дефекты поверхности | Увеличивает срок службы за счет удаления сколов и трещин с поверхности, тем самым устраняя места, где может закрепиться коррозия. Помогает частям, которые должны сгибаться и изгибаться, чтобы служить дольше. |
| Уменьшает трение | Продлевает срок службы деталей, находящихся в постоянном движении. Уменьшает истирание резьбовых деталей, улучшая уплотнение. |
| Удаляет накипь | Удаляет обесцвечивание от теплового оттенка и окалины. |
| Подходит для хрупких деталей | Работает с хрупкими деталями, которые могут быть повреждены в процессе галтовки. Может заменить некоторые методы механической отделки, такие как шлифовка, полировка, фрезерование и пескоструйная обработка. |
| Подходит для сложных деталей | Может полировать области, недоступные для других методов полировки, не вызывая повреждений. Эффективно обрабатывает крошечные поверхности на сложных компонентах. |
| Контроль размера | Может использоваться для небольшого уменьшения размеров деталей при необходимости. |
Что такое мгновенная электрополировка?
Мгновенная электрополировка — это метод удаления окалины или окисления с поверхности термообработанного металла. Например, некоторые хирургические инструменты из нержавеющей стали (SS) 17-4 приобретают коричневый цвет после сварки и/или термической обработки. Чтобы убрать коричневый оттенок, детали подвергают электрополировке. «Вспышка» относится к тому, как быстро происходит полировка: всего 10 секунд электрополировки по сравнению с минимум 2 минутами для большинства применений.
Мгновенная электрополировка нержавеющей стали — это единственный способ удалить накипь без очень трудоемкого процесса, а дополнительным преимуществом этого метода является достижение стабильных результатов. Напротив, использование пескоструйной обработки для удаления окалины на инструменте SS 17-4 занимает в 4 раза больше времени и часто приводит к непостоянным, волнистым результатам на поверхности после очистки.
Обратите внимание, что мгновенная электрополировка отличается от «флэш-атаки» — дефекта, который может возникнуть в процессе пассивации.
Этапы процесса: Электрополировка нержавеющей стали
Наиболее часто используемым отраслевым стандартом для электрополировки нержавеющей стали является ASTM B912, Пассивирование нержавеющей стали с помощью электрополировки. Стандарт содержит руководство по электрополировке нержавеющей стали. Для процесса электрополировки нержавеющей стали определены три этапа:
- Подготовка поверхности
- Электрополировка
- После погружения
1. Подготовка поверхности
На этом этапе удалите загрязнения, такие как масло и жир, которые мешают однородности при подаче электрического тока. После очистки следите за тем, чтобы детали из нержавеющей стали не соприкасались с руками или оборудованием. Неправильная очистка является частой причиной брака деталей.
Типичные этапы подготовки поверхности:
- Обезжиривание паром и/или щелочной очиститель для замачивания
- Полоскание
- Кислотное травление, обеззараживание или удаление накипи (этот дополнительный этап можно использовать для удаления обесцвечивания в результате сварки, лазерной резки или электроэрозионной обработки перед электрополировкой нержавеющей стали.)
- Полоскание
2.
Электрополировка
На этом этапе выполняется фактическая электрополировка нержавеющей стали для сглаживания, придания блеска и удаления заусенцев с металла.
- Электрополировка — время обработки может варьироваться от 10 секунд до 20 минут.
- Кипячение / ополаскивание распылением или окончательное ополаскивание — этот резервуар улавливает использованный раствор электролита.
3. Последующее погружение
На этом этапе, также называемом постобработкой, удалите остатки электролита и побочные продукты электрохимической реакции и высушите металл, чтобы предотвратить появление пятен. Побочные химические продукты обычно представляют собой фосфаты и сульфаты тяжелых металлов и должны быть удалены для обеспечения однородной обработки поверхности и стерилизации продукта. Без этого шага после высыхания появятся белые пятна.
- Азотная пропитка и/или лимонная кислота – ASTM B912 требует, чтобы после пропитки удалялась остаточная пленка электролита.
- Холодное ополаскивание – остатки кислоты можно удалить холодной водой, так как они лучше растворяются в воде, чем остатки щелочи.
- Горячая промывка и/или сушка (дополнительно) — повышает температуру металла, вызывая мгновенную сушку деталей. Для деталей, которые не полностью высыхают после ополаскивания горячей водой, могут использоваться сушильные установки других типов (центробежная сушилка или камера с подогревом воздуха).
Крупногабаритные электрополировальные машины
Как добиться наилучших результатов при электрохимическом полировании
Конструкция системы
Тепловое перемещение — это самый важный момент в конструкции системы, который люди часто неправильно понимают. Емкость для электрополировки должна быть соответствующего размера, чтобы обеспечить вытеснение тепла раствором электролита. Электрический ток, подаваемый на раствор электролита, выделяет тепло. Если резервуар слишком мал или выпрямитель слишком велик, тепло может вызвать кипение раствора или привести к катастрофическому повреждению резервуара и, таким образом, создать опасность химического ожога.
С другой стороны, если выпрямитель слишком мал, это может привести к увеличению времени обработки. Вместо обычных 2-10 минут процесс электрополировки с недостаточной мощностью может потребовать 20 минут, потому что деталь должна оставаться погруженной дольше для достижения желаемого результата — если желаемый результат вообще может быть достигнут.
Существует множество различных типов растворов электролитов. Используемый электролит во многом зависит от типа металла, подлежащего электрополировке. Большинство растворов электролитов представляют собой смесь фосфорной и серной кислот и требуют осторожного обращения и соблюдения правил техники безопасности и охраны здоровья. Повышенные рабочие температуры этих электролитов приводят к образованию паров, которые могут вызывать проблемы с дыханием и вызывать коррозию внутренних помещений. Надлежащая вентиляция необходима для проектирования системы для использования с этим химическим веществом.
Альтернативой химии является электролит на основе гликоля, не требующий вентиляции. Знание химического состава раствора электролита является важным первым шагом при планировании новой установки для электрополировки.
Система электрополировки нержавеющей стали
Решение проблем электрополировки
Слишком много дефектов электрополировки? Эти советы и рекомендации помогут вам решить проблемы с электрополировкой.
Помните, что электрополировка удаляет не только заусенцы. Если размеры заусенцев большие, вам может потребоваться увеличить размер детали при ее механической обработке, чтобы уменьшить размер до правильного допуска на размер во время электрополировки. Учитывайте ширину точки контакта бора с деталью. Если у бора узкое основание, то при электрополировке он быстро оторвется. Но если заусенец имеет широкое основание, его электрополировка может занять гораздо больше времени, а может быть даже невозможно удалить заусенец с помощью электрополировки.
Крепление может быть сложным. В то время как наука и проектирование оборудования для электрополировки принимают во внимание площадь поверхности, время и электрический ток, на практике настройка крепежных приспособлений и стеллажей для оптимального размещения деталей является чем-то вроде искусства. Детали должны проходить через равномерное распределение электрического тока.
Например, единственный способ электрополировать внутренние размеры (ID) трубы — это разработать приспособление, которое делает трубу положительной и пропускает отрицательный катод внутрь детали. Но этот подход рискует оказаться в тупике, когда положительное и отрицательное случайно соединится. Конструкция светильника должна включать точки изоляции между плюсом и минусом, чтобы предотвратить их соединение.
Поскольку крепление основано на профиле отдельной детали, Best Technology рекомендует, чтобы крепление и стеллажи определялись заказчиком для каждой детали. Для сложных деталей определение наилучшего крепления и смеси химических электролитов может потребовать много времени и экспериментов с прототипами.
Управление пузырьками водорода. Следите за чрезмерным образованием пузырей на металлической поверхности во время электрополировки, что может привести к образованию полос на отделке. Возможные решения для полосатой отделки включают: 1) замедлить процесс электрополировки, уменьшив плотность тока, или 2) отрегулировать крепление деталей, или 3) найти механический способ откачки пузырьков с поверхности детали. .
Обслуживание оборудования и электролита
Регулярно удаляйте осадок электролита. Различные электролиты образуют разное количество шлама. Растворы электролитов классифицируются в зависимости от того, производят ли они низкое, среднее или высокое количество осадка.
Удаление шлама считается плановым профилактическим обслуживанием. Если вы не очистите резервуар для шлама, вы столкнетесь со значительными рисками, и это повлияет на ваш технологический процесс.
- Если шлам коснется катодов, он рассеет электрическую энергию, что напрямую повлияет на качество электрохимической полировки. Дополнительная энергетическая нагрузка заставляет выпрямитель работать очень тяжело, и в конечном итоге выпрямитель может сгореть.
- Если шлам попадет на нагревательный элемент, нагревающий электролит, нагреватель перегорит.
Регулярно сливайте раствор электролита. Что такое декантация? Слив электролита означает удаление 10-20% раствора и замену его свежим электролитом.
Поскольку электролиты работают лучше, когда они уже содержат некоторое количество металла, поглощенного раствором, обычно вы заменяете только часть использованного раствора за один раз. За исключением электролита с высоким содержанием шлама, как правило, нет необходимости заменять 100% использованного электролита за один раз.
Как узнать, нужно ли сливать электролит? Один из методов заключается в измерении удельного веса раствора. Сравните удельный вес с надлежащим рабочим диапазоном, указанным в техническом паспорте электролита. По мере того, как вы используете электролит и он поглощает металл, удельный вес будет увеличиваться. В какой-то момент он превысит рекомендуемый удельный вес, и следует выполнить процесс декантации. В некоторых случаях ваш поставщик электролита может предложить анализ использованного электролита, чтобы помочь в принятии решения о том, когда производить декантацию.
Исключением из метода удельного веса являются электролиты на основе гликоля, для которых это измерение не применяется. В этих случаях лучше просто декантировать на регулярной ежемесячной основе.
Использованный электролит электролитической полировки считается опасным отходом из-за содержания металла. Его нельзя просто нейтрализовать и смыть. То же самое относится и к шламу на дне бака для электрополировки. Утилизацией использованного электролита и шлама обычно занимается такая служба, как SafetyKleen, чтобы обеспечить соблюдение экологических норм. Обратите внимание, что утилизация использованной лимонной кислоты после погружения может также потребовать утилизации опасных отходов, поскольку побочные продукты металла изменяют химическую природу лимонной кислоты.
Передовой опыт в области электрополировки
Хотите узнать больше об электрополировке нержавеющей стали? Посетите нашу страницу , посвященную оборудованию для электрополировки , чтобы узнать, как вы можете реализовать процесс электрополировки своими силами.
Или , свяжитесь со специалистом по электрополировке , чтобы узнать, как вы можете бесплатно получить тестовый образец электрополированных деталей из нержавеющей стали.
Процедура электрополировки нержавеющей стали
Бесплатная индивидуальная помощь в отделке металла!
(——)
Актуальные вопросы и ответы:
9 декабря 2020 г.
В. Я изготавливаю гибкий шланг из нержавеющей стали SS291 и 304
. И мне нужно знать процесс электрополировки для получения зеркального блеска. Я хочу начать с небольшого аквариума размером 120 см x 80 см.
Пожалуйста, кто-нибудь может помочь мне с полным процессом.
Поскольку я новичок в этой области. 9
декабрь 2020 г.
А. Привет, Азиз. Вам нужно механически подготовить компонент, затем правильно очистить и промыть его, а затем провести электрополировку. К сожалению, я не знаю точно, что означает «новичок в этой области»; но вы не научитесь электрополировать исключительно из ответа на ваш вопрос здесь. Вы можете начать с предыдущих вопросов и ответов в этой теме, выполнить поиск по сайту с термином «электрополировка нержавеющей стали» и ознакомиться с 22-страничной главой в «Справочнике по гальванотехнике» 9.
1999 г.
А. Привет, Фрэнк. Ваш вопрос недостаточно конкретен, чтобы на него можно было ответить в рамках форума, Фрэнк, потому что объяснение всего процесса занимает около 20 страниц. См. главу об электрополировке в Руководстве по гальванотехнике ; это превосходно и вполне полно. Но если этот текст недоступен, Metal Finishing Guidebook и ASM Metals Handbook Vol. 5 имеют довольно хорошее знакомство. Если что-то непонятно, пожалуйста, вернитесь сюда и попросите разъяснений. Спасибо. 9
1999 г.
В. Я пытаюсь решить проблему электрополировки с проволокой T304SS (диаметр 0,187 дюйма). У нас возникают случайные проблемы с полками для гальванопокрытий, когда некоторые проволоки выходят с «морозной» поверхностью. определил какие-либо загрязнения, а металлография образцов поперечного сечения показывает, что «морозные» участки кажутся корродированными (т. е. значительные потери металла относительно хороших электрополированных проводов). Спасибо, 9
2001 г.
В. У меня есть электрополировальная машина. Я занимаюсь полировкой нержавеющей стали для товаров для дома, то есть стальных очков.
Моя проблема в следующем: Я смешиваю серную — 50 кг и фосфорную 100 кг. и темп. сделать воду горячей составляет от 60 до 80 градусов. и время занимает около 25 минут. Но после всего этого я не могу добиться идеального блеска/яркости на очках.
Можете ли вы дать мне решение для этого, с помощью которого я могу получить идеальный блеск и меньше затрат времени? 9
24 октября 2011 г.
Привет, Дхиреш. К сожалению, есть около 20 страниц того, что вы должны сделать правильно, включая правильную очистку, правильную рецептуру, правильную температуру, правильное стеллажирование, правильное перемешивание, правильную плотность тока, правильную процедуру, исключающую предварительную очистку водой для ополаскивания… почти невозможно догадаться, какой из них был пропущен. Но, похоже, вы довольно хорошо разбираетесь в этом процессе, поэтому моя первая мысль заключается в том, что форма, положение и расположение стаканов вызывают проблемы. Пожалуйста, попробуйте электрополировать простую плоскую форму и сообщите нам результат. Удачи. 9
9 мая 2013 г.
A. Привет, Майкл. Последовательность процесса довольно проста: замачивание, двойное ополаскивание, электрополировка, двойное ополаскивание. Но это нелегко сделать правильно, если у вас нет предыдущего опыта, хотя Справочник по гальванотехнике будет большим подспорьем. Есть такие компании, как Metal Coating Process Corp. , которые специализируются на обучении людей электрополировке, и другие компании, такие как Russamer Lab [рекламодатель, поддерживающий отделку.com], которые лицензируют свои знания и процессы. Удачи.
9
июнь 2017 г.
А. Привет Херб. Одной из причин для этого будет соблюдение спецификаций; есть некоторые, которые требуют этого. Второй возможной причиной является улучшенная коррозионная стойкость. Традиционно считалось, что электрополировка обеспечивает превосходную пассивацию без необходимости дальнейшей обработки, но некоторые считают, что пассивация лимонной кислотой после электрополировки улучшает ее. Мы подождем, пока кто-то, кто выступает за это, сделает свое дело.
С уважением, 9
23 июня 2017 г.
A. Herb,
Многие люди говорят, что электрополировка пассивирует нержавеющую сталь, но мы всегда должны быть осторожны со словом «пассивировать», потому что оно означает много разных вещей в зависимости от того, о каком процессе и о каком материале вы говорите. .
Электрополировка (или механическая полировка, если уж на то пошло) создает очень гладкую поверхность, которая хорошо защищает от коррозии.
Ванна с азотной или лимонной кислотой удаляет железо с поверхности, что также способствует коррозионной стойкости. 9
Неравномерное хромирование деталей из нержавеющей стали
—-
Изд. примечание: изначально это было опубликовано на ветке хромирования, но по мере развития истории рассматриваемый процесс на самом деле является электрополировкой, а не хромированием.
—-
9 января 2020 г.
В. Наш отделщик недавно прислал нам детали с неравномерным хромовым покрытием. Детали состоят из формованного стержня из нержавеющей стали, приваренного методом TIG к трубе из нержавеющей стали. Наш чистильщик считает, что стержень не из нержавеющей стали, но мы подтвердили, что это так.
9
январь 2020 г.
А. Привет, Джон. Картинки могут быть обманчивы, как известно всему миру по знаменитому золотому и белому платью, которое, по словам моего сына, сине-черное. Но ваш компонент выглядит так, как будто он вообще не был покрыт металлом. Вы подразумеваете под «хромированием» и в какой теме вы разместили свой запрос, что ваш финишер должен был покрыть его никель-хромовым покрытием? Или он должен был электрополировать, вручную полировать, что ли?
«Нержавеющая сталь» — это очень широкое описание материала конструкции, и вам, наверное, следует попытаться выяснить, из каких нержавейки бывают стержень и трубка, и получить хотя бы общее описание того, что же такое предполагаемый процесс отделки является. Но лично я бы, наверное, нанял консультанта по отделке на вашем месте. 9
9 января 2020 г.
! Тед,
Спасибо за ответ! Я быстро проверил, и вы абсолютно правы — эти детали должны подвергаться электрополировке.
Как ни странно, это смешанная партия. У некоторых деталей изогнутый стержень хорошо отполирован, а у других не отполирован вовсе. Мы даже нашли одну деталь, отполированную электрополировкой посередине изогнутого стержня, сразу за сварным швом. Остальное — неотполированный серый вид.
Джон Хорнер 9
январь 2020 г.
A. Еще раз привет, Джон. Я и другие читатели хотели бы помочь, но финишная обработка ничем не отличается: мы могли бы немного помочь вашему цеху электрополировки, если бы они точно рассказали нам, какие этапы они выполняют, и если бы мы были на 100% уверены в сплавах. … но, к сожалению, может быть непрактично пытаться угадать, что пошло не так, только по картинке конечного результата 🙁
Был ли стержень черным перед отправкой? Кто-нибудь делал термообработку после сварки? Почему детали подвергаются электрополировке — только для внешнего вида, коррозионной стойкости или чистоты/гигиеничности? Можете ли вы отправить одну неудачно отполированную деталь в другой цех электрополировки, чтобы посмотреть, что они скажут и чего добились? Вы можете выполнить поиск на сайте по запросу «электрополировка нержавеющей стали», чтобы узнать некоторые основы. Спасибо.
9
Вопрос, ответ или комментарий в ЭТОЙ теме -или-
Начать НОВУЮ тему
Отказ от ответственности: с помощью этих страниц невозможно полностью диагностировать проблему отделки или опасность операции. Вся представленная информация предназначена для общего ознакомления и не является профессиональным мнением или политикой работодателя автора. Интернет в значительной степени анонимен и непроверен; некоторые имена могут быть вымышленными, а некоторые рекомендации могут быть вредными.
Если вы ищете продукт или услугу, связанную с отделкой металлов, пожалуйста, проверьте эти каталоги:
О компании/Контакты — Политика конфиденциальности — ©1995-2022 Finishing.com, Пайн-Бич, Нью-Джерси, США
Электрополировка нержавеющей стали электролит, состоящий из смеси серной и фосфорной кислот. Детали заряжаются положительно во время электрополировки с использованием постоянного тока. Электролит действует как проводник, и небольшое количество металла растворяется с поверхности деталей.
Процесс оставляет после себя чистую, гладкую и пассивированную поверхность. Затем детали подвергаются нескольким этапам промывки, чтобы гарантировать удаление любого остаточного электролита перед сушкой, проверкой и упаковкой деталей для отправки.
Материал считается пассивированным, если он может продемонстрировать высокую коррозионную стойкость в среде, в которой, как ожидается, может возникнуть коррозия. Существует несколько способов пассивации изделий и компонентов из нержавеющей стали. Пассивация может быть достигнута с помощью химических процессов, таких как пассивация азотной кислотой и пассивация лимонной кислотой, или с помощью электрополировки.
Хром в нержавеющей стали образует тонкий пассивный слой, обогащенный кислородом, на поверхности металла. Именно этот слой делает нержавеющую сталь устойчивой к коррозии. Производственный процесс, такой как механическая обработка, резка, штамповка, лазерный шлак и сварка, разрушает пассивный слой и внедряет свободное железо и примеси в поверхностный слой металла. Эти примеси приводят к коррозии, если их не обрабатывать.
В зависимости от потребностей клиента NEE обычно рекомендует использовать электрополировку для достижения пассивации. Пассивация с помощью электрополировки обеспечивает большую коррозионную стойкость, чем пассивация азотной или лимонной кислотой, а также улучшает микрообработку деталей и обеспечивает эстетически приятную отделку.
- Пассивированные детали соответствуют требованиям ASTM B912, ASTM A967 и ASTM A380
- Электрополировка увеличивает слой оксида хрома до уровня выше
традиционные методы пассивации. - Удаление мелких микрозаусенцев с сохранением геометрии детали
- Регулируется с точностью до 0,0002 дюйма
- Электрополировка удаляет глубоко въевшиеся загрязнения под поверхностью.
- Повторяемый
- Разглаживающий эффект и хорошая эстетика
- Простая очистка и техническое обслуживание
- Уменьшает трение и поверхностное сопротивление
Ra и среднеквадратичное значение — это два представления, используемые для измерения шероховатости поверхности металла. Ra рассчитывается путем измерения среднего значения измеренных микроскопических пиков и впадин. RMS рассчитывается как среднеквадратичное значение измеренных микроскопических пиков и впадин на металлической поверхности. Каждое значение использует одни и те же отдельные измерения высоты пиков и впадин поверхности, но использует измерения в другой формуле. Сегодня Ra является наиболее часто используемым измерением. Электрополировка может помочь снизить Ra детали на 10-30% в зависимости от исходной обработки.
Практический пример
Деталь считается пассивированной, если она устойчива к коррозии в среде, в которой, как ожидается, может возникнуть коррозия. Одним из таких мест, где, как можно было бы ожидать, будет происходить коррозия, будут районы вокруг соленой воды, где воздействие сульфидов увеличивается. Ниже приводится тематическое исследование исторической Бэттери-Уорф в Бостоне, штат Массачусетс. На балконах ряда зданий, музеев и квартир было установлено более 900 панелей из нержавеющей стали. Панели были вырезаны и изготовлены без какой-либо пассивирующей обработки перед установкой.
За короткое время окружающая среда вызвала коррозию и ржавчину многих панелей. Тестовые панели были сняты и отправлены в компанию New England Electropolish для проведения электрополировки, повторной установки и последующего контроля. Электрополировка оказалась эффективной для удаления коррозии и защиты панелей от дальнейших проблем после повторной установки.
Лучшие результаты в отрасли
New England Electropolishing — одно из немногих предприятий по обработке металлов в США, специализирующееся исключительно на электрополировании нержавеющей стали. NEE является лидером отрасли, обслуживающим различные отрасли, такие как медицинское оборудование, полупроводники, лаборатория, промышленность и общественное питание.
Специализируясь на прецизионной электрополировке мелких деталей, наша деятельность с годами расширилась, чтобы обрабатывать крупные сварные детали, сосуды и вакуумные насосы. Поскольку мы часто являемся последним этапом производственного процесса, мы усовершенствовали наши системы, чтобы обеспечить точное качество в кратчайшие сроки.
В 1996 году компания New England Electropolishing стала одной из первых в стране компаний по обработке металлов, получивших регистрацию по стандарту ISO 9001. В настоящее время наша компания сертифицирована по стандартам ISO 9001 и ISO 13485, а также соответствует требованиям ITAR.
Позвольте нам помочь с вашим следующим проектом. Свяжитесь с нами, чтобы узнать, как компания New England Electropolish может помочь вам в электрополировке нержавеющей стали. NEE может обработать предложения менее чем за 1 рабочий день и предоставить образцы для оценки по себестоимости.
5 Преимущества электрополировки нержавеющей стали для применения в фармацевтике
Существует множество различных способов отделки нестандартной металлической формы. От шлифования поверхности для придания ей шероховатости или сглаживания, до ее пассивации, гальванопокрытия, погружения в полимер и электрополировки — варианты невероятно разнообразны.
Одной из самых популярных отделок для медицинских и фармацевтических целей является электрополировка. Электрополировка нержавеющей стали популярна для этих применений, потому что она обеспечивает несколько важных преимуществ для нестандартных форм проволоки и листового металла, которые имеют отношение к отрасли.
Ниже приводится краткое описание процедуры электрополировки нержавеющей стали и ее преимуществ для применения в фармацевтике и медицине.
Что такое процесс электрополировки?
Электрополировка или электрохимическая полировка — это электрохимический процесс удаления материала с металлической заготовки. Этот процесс уменьшает шероховатость поверхности за счет выравнивания микроскопических пиков и впадин, что, в свою очередь, улучшает качество поверхности. Это часто используется вместо механической полировки нержавеющей стали, которая может быть очень абразивной.
Как работают процедуры электрополировки нержавеющей стали?
Процедуры электрополировки нержавеющей стали аналогичны процедурам пассивации в том смысле, что они используют химическую ванну для удаления загрязнений с поверхности металла. Однако есть одно ключевое отличие — растворы для электрополировки нержавеющей стали пропускают через раствор электрический ток во время процесса.
Когда ток проходит через раствор электролита, он вызывает реакцию, которая растворяет поверхностный слой электрополируемого материала. Это оставляет только микроскопически гладкую, почти зеркальную поверхность.
Преимущества электрохимической полировки и электрополировки нержавеющей стали
Каковы преимущества использования электрополировки нержавеющей стали по сравнению с использованием гладкой поверхности для медицинских и фармацевтических применений? Вот шорт-лист:
1: Улучшенный санитарный контроль для медицинских приложений
Анимация является ключевой проблемой для любого медицинского или фармацевтического применения. Когда медицинские инструменты или контейнеры имеют шероховатую или неровную поверхность, это создает небольшие пятна, в которых могут прятаться микробы или грязь. Это увеличивает риск того, что некоторые бактерии, вирусы или загрязнения не будут полностью стерилизованы или удалены при очистке медицинского оборудования.
При электрополировке нержавеющей стали эти микроскопические укрытия удаляются, и загрязнениям негде прятаться. Это упрощает полную стерилизацию электрополированного оборудования из нержавеющей стали между использованиями.
2: Уменьшение истирания и заклинивания медицинских механизмов
Наличие микроскопически гладкой поверхности помогает уменьшить трение деталей в сложном медицинском оборудовании. Вот почему производители медицинского оборудования часто применяют к своей продукции методы электрополировки, чтобы предотвратить истирание и заклинивание оборудования.
Часто используется для тонких нитевидных материалов.
3: Улучшенный внешний вид поверхности медицинского оборудования
В медицинских учреждениях это может быть так же важно для детали или инструмента, как выглядеть чистым, так как на самом деле должен быть чистым. Ведь скальпель, покрытый следами ожогов на стыке лезвия и рукоятки, не внушал бы особой уверенности в стерильности инструмента.
Процедуры электрополировки очищают поверхность нержавеющей стали, оставляя чистую, гладкую и однородную поверхность. Это облегчает определение того, является ли рассматриваемый инструмент или деталь стерильным или нет.
4: Снижение риска образования острых предметов или заусенцев
Еще одним преимуществом использования нержавеющей стали, прошедшей электрополировку, является то, что этот процесс позволяет удалять острые предметы и заусенцы, образовавшиеся в результате сварки или других процессов обработки металлов давлением. Вырезая острые предметы и заусенцы, металлические формы можно сделать более безопасными для ручного использования.
Это помогает предотвратить легкие травмы, а также риск случайного заражения от открытых порезов в медицинских или фармацевтических учреждениях.
5: Улучшенная структурная целостность деталей из нержавеющей стали
Обычная проблема с деталями, которым была изменена форма, заключается в том, что процесс формообразования может оставить микроскопические трещины на поверхности детали. Это особенно распространено в изготовленных на заказ металлических лотках и корзинах, которые были подвергнуты холодной штамповке (т.е. согнуты без предварительного нагрева).
В то время как большинство медицинских применений не требуют применения сил, которые могли бы сделать это проблемой, в некоторых случаях может быть проверена максимальная вместимость корзины для хранения или очистки деталей. В этих случаях микроскопические поверхностные трещины могут напрягаться и углубляться, ослабляя корзину.
Поскольку электрополировка удаляет поверхностный слой формы из нержавеющей стали, она также может устранить эти микроскопические трещины. Это помогает сделать электрополированную проволоку прочнее, чем неэлектрополированную проволоку той же толщины, избавившись от мелких дефектов, которые в противном случае были бы слабым местом.
Это лишь некоторые из преимуществ электрополировки нержавеющей стали для использования в фармацевтике. Для получения дополнительной информации о том, как использовать нестандартные металлические формы для ваших медицинских или фармацевтических приложений, обратитесь к команде Marlin Steel сегодня.
Электрополировка — Arrow Cryogenics
Часто задаваемые вопросы
Процесс обратного покрытия, часто называемый «электрополировкой», также называют электрохимической полировкой, анодной полировкой, электролитической полировкой или ЭП.
Процесс электрополировки включает прохождение электрического тока через детали из нержавеющей стали или сплава, погруженные в ванну с серной или фосфорной кислотой, для удаления тонкого поверхностного слоя металла.
- Полирует участки, недоступные для других методов полировки
- Улучшает отражательную способность и яркость поверхности
- Выравнивает микропики и впадины для лучшей стерилизации (толщиной примерно 20-40 микрометров)
- Удаляет поверхностное железо и увеличивает содержание хрома/никеля
- При необходимости немного уменьшает размер детали
- Обеспечивает коррозионно-стойкую поверхность
- Удаляет обесцвечивание поверхности в результате термообработки и/или окисления
Таблица преобразования шероховатости поверхности | |||||||
| Ra (микрометры) | Ra (микродюймы) | СКЗ | CLA (Н) | Рт | Н | Длина отреза (дюймы) | Длина отрезка (мм) |
| 0,025 | 1 | 1,1 | 1 | . 3 | 1 | 0,003 | 0,08 |
| 0,05 | 2 | 2,2 | 2 | 0,5 | 2 | 0,01 | 0,25 |
| .1 | 4 | 4,4 | 4 | 0,8 | 3 | 0,01 | 0,25 |
| .2 | 8 | 8,8 | 8 | 1,2 | 4 | 0,01 | 0,25 |
| 0,4 | 1,6 | 17,6 | 16 | 2,0 | 5 | 0,01 | 0,25 |
| 0,8 | 32 | 32,5 | 32 | 4,0 | 6 | 0,03 | 0,8 |
| 1,6 | 63 | 64,3 | 53 | 8,0 | 7 | 0,03 | 0,8 |
| 3,2 | 125 | 137,5 | 125 | 13 | 8 | 0,1 | 2,5 |
| 6,3 | 250 | 275 | 250 | 25 | 9 | 0,1 | 2,5 |
| 12,5 | 500 | 550 | 500 | 50 | 10 | 0,1 | 2,5 |
| 25,0 | 1000 | 1100 | 1000 | 100 | 11 | 0,3 | 8,0 |
| 50,0 | 2000 | 2200 | 2000 | 200 | 12 | 0,3 | 8,0 |
| Ra = среднее значение шероховатости в микрометрах или микродюймах. RMS = среднеквадратичное значение в микродюймах. CLA = Среднее значение осевой линии в микродюймах. Rt = Общая шероховатость в микронах N = Новые номера шкалы ISO (марки). Длина отсечки = Длина, необходимая для образца. | |||||||
Электрополировка | |||||
| ASTM B912-02 | 1.1 Настоящая спецификация охватывает пассивация нержавеющей стали стальные сплавы марок 200 (UNS2XXXX), 300 (UNS3XXXX) и 400 (UNS4XXXX) и дисперсионно-твердеющие сплавы с использованием процедур электрополировки | 6. Тест Процедуры 6.1 Испытание погружением в воду (Спецификация A967/A967M) — Изделие(я) поочередно погружают в дистиллированную воду. в течение 1 часа, затем дают высохнуть в течение 1 часа для двенадцати циклов влажного-высыхания. (всего 24 часа). На неисправность указывает наличие красной ржавчины или же окрашивание в результате присутствия свободного железа на поверхность. | 6.2 Испытание на влажность (Практика A380/A380M, Спецификация А967/A967M) — Изделие должно быть подвергнуто 100 % влажности при 38 6 2°C в подходящем шкафу влажности для период 24 часа. На неисправность указывает наличие красной ржавчины или окрашивание в результате присутствия свободного железа на поверхность. | 6.3 Испытание соляным туманом (методом B117) (ИСО 9227))— Изделие(я) должно быть подвергнуто установленному испытанию на минимум 2 часа в аккредитованном кабинете. Отказ указывается наличием красной ржавчины или окрашиванием в результате наличие свободного железа на поверхности. | 6. 4 Медь Сульфатный тест (Практика A380/A380M, спецификация A967/A967M) — см. Приложение X2. Статья проверена подкисленным раствором медного купороса. Неудача указано наличием налета медного цвета или медного цвета пятна или и то, и другое. Этот тест не следует использовать для мартенситного сплава 400. серия нержавеющих сталей. |
| ES2005 Rev A (подразделение быстроразъемных муфт Parker Hanifin) | 2.3 Процесс электрополировки в этой спецификации должен использоваться в первую очередь для улучшения внешнего вида и коррозионной стойкости. 2.4 Если только иное не указано на чертеже, удаление материала должно быть от 0,0002 до 0,0004 дюйма. | 3.1 Детали, подлежащие электрополировке должны быть очищены любым способом, который оставляет детали свободными от масло, жир, ржавчина, окалина или другие посторонние вещества без неблагоприятное воздействие на основной материал. 3.2 Электрополировка можетбыть выполнено любым применимым процессом при условии, что продукт соответствует требованиям этой спецификации. 3.3 Ан электрополированные деталидолжны иметь гладкий, высокий блеск, однородный блестящая поверхность, без поверхностных загрязнений, остаточный раствор и окрашивание раствором. 3.4 Электрополированная деталь должна быть способна соблюдения применимых положений по обеспечению качества QQ-P-35C (заменено ASTM A967-17). | АСТМ А967-17 Методы испытаний, которые мы предлагаем – 13.3.1 Практика A – Испытание погружением в воду (см. 14.1), 13.3.2 Методика В — Испытание при высокой влажности (см. 14.2), 13.3.3 Практика С. Испытание в солевом тумане (см. 14.3). 13.3.4 Практика D — испытание на сульфат меди (см. 14.4) | ||
Отрасли
Отрасли
Ваш единый источник комплексных решений
Мы выходим за рамки сегодняшнего дня, чтобы повысить эффективность и обслуживать ваш бизнес.
End-to-End
Готово Означает Готово. Готово
Мы избавляем вас от необходимости отправлять ваши детали в другие места.
Конвейерная лента, по которой незавершенные детали проходят через коробку с логотипом Arrow Cryogenics, после чего детали очищаются от заусенцев и очищаются.
Электрополировка | НИССХО АСТЕК КО., ЛТД.
Электролитическая полировка обеспечивает высокий уровень гигиены и стабильность состава продукта
Электрополировка (EP) Промышленные шарики для душа с обработанной поверхностью
Электролитическая полировка (электрополировка, электрополировка, EP) использует электролитическую реакцию для расплавления металлических поверхностей, таких как нержавеющая сталь, титан и алюминий. Этот процесс используется для плавления сверхтонких неровностей и превращения объектов в сглаженные и зеркальные металлические поверхности. На поверхности электрополированного металла образуется однородная, богатая хромом пассивирующая пленка с отличной коррозионной стойкостью.
Удалите грязь с металлической поверхности и сделайте так, чтобы ее было трудно испачкать
Даже если нержавеющая сталь отполирована, на ее поверхности все еще остаются мелкие заусенцы, царапины, частицы и т. д. В случае труб и резервуаров, используемых на пищевых и химических предприятиях, это может привести к проблемам с качеством и безопасностью, таким как рост микробов из-за застойных веществ, влияние на состав продукта и коррозию металлических поверхностей.
(1) Удаляет такие загрязнения, как абразивы, металлический порошок, масла и жиры (2) Образует гладкую поверхность, которую трудно загрязнить и которую легко чистить.
Покройте металлическую поверхность однородной пленкой и создайте основание, на котором пленка может быть легко восстановлена, даже если она повреждена.
Нержавеющая сталь представляет собой сплав с превосходной коррозионной стойкостью против ржавчины, вызывающей различные проблемы. Эта характеристика достигается благодаря пассивирующей пленке (слою оксида хрома), покрывающей поверхность металла. (3) необходимо сформировать идеальную пленку, чтобы не было зазоров для ржавчины, и (4) сделать ее основой, которую можно легко ремонтировать автоматически, чтобы она могла выдерживать длительное использование.
Для электролитической полировки нержавеющая сталь, которая легко обрабатывается и не ржавеет на поверхности, дополнительно упрочняется с (1) по (4). Благодаря этим шагам внутренняя часть труб и резервуаров из нержавеющей стали всегда остается чистой.
Содержание (со ссылками)
1. Пассивация нержавеющей стали
2. Преимущества и особенности электролитической полировки
3. Оборудование для электролитической полировки
4. Принципы электролитической полировки
5. Состояние поверхности после электролитической полировки
6. Более совершенная электролитическая полировка
7. Электролитическая полировка для материалов, отличных от нержавеющей стали
e 8
2
1. Пассивирующая пленка из нержавеющей стали
Нержавеющая сталь — это сплав железа, который очень полезен, так как не ржавеет. В дополнение к нержавеющей стали (железу) титан и алюминий обладают свойством легко подвергаться химической коррозии, но они также обладают свойством отталкивать ржавчину благодаря образующейся на поверхности оксидной пленке (пассивирующей пленке).
Даже если пассивирующая пленка нержавеющей стали повреждена, хром (Cr) в нержавеющей стали соединяется с наружным воздухом и влагой, в результате чего пленка немедленно автоматически восстанавливается, поэтому нержавеющая сталь используется в различных условиях.
Электролитическая полировка (Electro полировка, EP), как следует из названия, также сглаживает поверхность металла путем электролитического растворения, и более важным моментом является создание пассивирующей пленки в идеальном состоянии для защиты и ремонта.
Рис.1: Пассивирующая пленка из оксида хрома из нержавеющей стали
* Пассивирующая пленка из нержавеющей стали представляет собой оксид хрома (левая часть рисунка), но в реальных условиях (атмосфера и т. д.) существует в состоянии гидратированного оксигидроксида в сочетании с водой и кислородом (правая часть рисунка).
Даже если объект представляет собой материал из нержавеющей стали для санитарных целей, состояние поверхности металла из-за полировки и обработки не такое идеальное, как на молекулярной модели, показанной на рис. 1, из-за царапин, пятен и изменений. Общеизвестно, что «нержавеющая сталь не ржавеет легко». Однако, чтобы полностью использовать свои возможности, состояние поверхности нержавеющей стали должно быть физически и молекулярно подготовлено, чтобы она могла быстро и правильно реагировать на коррозию. Электролитическая полировка (Electro Polishing, EP) — это электролитический процесс, обеспечивающий физическое сглаживание и химическую гомогенизацию для приведения поверхности нержавеющей стали в наилучшее состояние.
2. Преимущества и особенности электролитической полировки (ЭП)
(1) Особенности электролитической полировки (ЭП)
Обработанная поверхность гладкая и зеркальная
Формируется плотная пассивирующая пленка
Покрыт слоем с высоким содержанием хрома (слой с высоким содержанием хрома) с отличной коррозионной стойкостью
(2) Преимущества электролитической полировки (EP)
Удаление грязи
Обработанный слой альтерации удаляется и снижается влияние на коррозионную стойкость.Трудно загрязняется
Мелкий порошок и грязь с меньшей вероятностью прилипают и остаются. Влияние их на продукт вряд ли проявится.
Очистка становится проще, а нагрузка по очистке снижается.Защита от ржавчины
Улучшается эффект предотвращения ржавчины, а влияние коррозии на продукт и аварии с утечкой становятся менее вероятными.
Повышенная устойчивость к химическим веществам и пищевым материалам, что упрощает поддержание качества.
(3) Зачем нужна электролитическая полировка (EP)? Скрытые проблемы в нагартованном слое
Проблемы нагартовочного слоя
Нагартованный слой — это поверхностный слой металла, металлический материал которого изменился механически и термически в результате обработки, такой как механическая полировка, и представляет собой место, где энергия высока, то есть химически нестабильна и легко изменяется. В реальности он находится в сложном состоянии из-за разводов и царапин от полировки, грязи от абразивов и органических веществ. Обработанные трубы из нержавеющей стали и тому подобное обертываются таким неустойчивым слоем.
[Фото 2-3-1] Потенциальная хрупкость обработанного слоя и металлической поверхности
※ На рис. 2 показано изображение металлической поверхности. Это преувеличенный воображаемый вид, а не диаграмма реальной фотографии в разрезе.
Коррозионная стойкость нержавеющей стали может быть улучшена за счет формирования пассивирующей пленки на поверхности металла. Однако, когда состояние поверхности микроскопически шероховатое, трудно получить чистую и однородную пассивирующую пленку, даже если оксидная пленка образуется путем пассивации.
Даже если он визуально близок к зеркальной поверхности, существует вероятность того, что причина проблем, таких как будущая коррозия и вымывание примесей, может быть внутренней, и нельзя отрицать, что это может привести к проблемам с качеством в тяжелых производственных условиях. .
Электролитическая полировка (электрополировка, EP) – это работа по улучшению и выравниванию грунта.
Обработка для удаления полировки улучшает этот нестабильный рабочий слой и максимизирует свойства, присущие нержавеющей стали. Это как переработка сайта.
[Удаление металлолома и т.п.]
Удаляет налипшие и накопившиеся загрязнения
[Разрушение хрупких пород и засыпка заболоченных участков]
Расплавление структурно неустойчивых по составу металла деталей
[Выравнивание плоскостей строительным оборудованием]
Выравнивание неровностей на металлическая поверхность
[Укладка щебня и заливка бетона]
На подготовленной металлической поверхности образуется однородная неподвижная пленка.
Это создает стабильную землю, которая не позволяет осадкам течь даже в дождевой воде, не трескается на солнце, не вызывает впадин или поднятий, легко очищается и легко проходит.
Кроме того, при выравнивании обследованная площадь земли почти равна общей площади фактической поверхности, включая холмы и впадины, и сводится к минимуму. Точно так же на металлических поверхностях минимизация площади контакта с окружающей средой и жидкостями также сводит к минимуму возможность потенциальных проблем.
Слой Beilby:
Полировка металла создает на его поверхности слой жидкости толщиной приблизительно 1-10 нм. Он заполняет неровности на поверхности металла и создает кажущуюся гладкой поверхность. Слой выглядит как полированная поверхность металла, но проявляет неметаллические свойства и химически нестабилен.
Пластическая деформация:
Деформация, при которой деформация из-за внешней силы сохраняется, даже если приложенная внешняя сила устранена. Деформация, возвращающаяся к исходной, называется упругой деформацией, но при ее превышении предела возникает пластическая деформация, и форма не может быть восстановлена.
Пассивирование:
Нержавеющая сталь образует оксидную пленку даже в атмосфере, но ее легко разрушить, поскольку она тонкая и неоднородная. Следовательно, это обработка, при которой поверхность принудительно окисляется путем погружения ее в жидкость, такую как азотная кислота, для повышения коррозионной стойкости. Это также имеет эффект удаления загрязняющих веществ.
3. Оборудование для электролитической полировки
Материал помещают в раствор для электролитической полировки, а металлический материал используется в качестве анода для проведения постоянного тока.
Реальная электролитическая полировка не так проста, как в модели ниже, а форма и расположение электродов регулируются в соответствии с формой материала и детали, подлежащей электрополировке. Мы получаем много запросов на электрополировку сложных форм, таких как сборные трубы и изготовленные на заказ емкости и внутреннюю поверхность, и мы используем различные ноу-хау для контроля электролиза.
【Рис. 3-1】Конфигурация оборудования для электролитической полировки
*Электролитическая полировка представляет собой процесс микроскопической химической реакции, который не устраняет большие неровности.
*Необходимо предварительно обработать материал из нержавеющей стали полировкой и т.д.
【Изображение 3-2】Оборудование для электролитической полировки VINA ASTEC, дочерней компании во Вьетнаме
4. Принцип электролитической полировки (электрополировка, EP)
материал (нержавеющая сталь) в качестве примера.
(1) Электролитическая полировка сантехнических материалов
При увеличении изображения поверхности сантехнического материала можно увидеть множество следов полировки и царапин размером менее 1/100 мм. Существует также загрязнение мелкими частицами. Я объясню процесс сглаживания этих неровностей электролитической полировкой.
【Рисунок 4-1】Схема сечения полируемого металлического материала
【Рисунок 4-2】Состояние поверхности металлического материала
*Единица символа SI:
Длина 1 мкм равна 1×10−6 метрам 1 мкм=0,001 мм=1000 нм
(2) Погружение в жидкость для электролитической полировки
Подсоедините электрополируемый санитарный материал к аноду (+) источника питания постоянного тока и погрузите его в раствор для электролитической полировки. Поместите катоды так, чтобы вся электрополированная поверхность (или каждая полируемая поверхность) металлического материала была примерно одинаковой.
【Рисунок 4-3】Погрузите материал в раствор для электролитической полировки
(3)Формирование вязкого начального оксидного слоя
При подаче напряжения металлический материал на стороне анода вступает в реакцию с раствором электролита с образованием вязкого начального оксидного слоя. Расстояние (граница раздела) между этим слоем и жидкостью электролитического полирующего раствора практически плоское. Если катод расположен правильно, интерфейс и электрод будут обращены друг к другу на почти равных расстояниях.
【Рисунок 4-4】Формирование вязкого начального участвующего слоя
По сравнению с электролитическим раствором с хорошим возбуждением начальный оксидный слой имеет электрическое сопротивление примерно на порядок, что затрудняет прохождение электричества. Поэтому потенциал почти эквипотенциален от катода к границе раздела, а оттуда к металлу, толщина исходного оксидного слоя становится электрическим сопротивлением и происходит большое изменение протекания тока.
(4) Приоритетное элюирование с выпуклой части металла
Поскольку металлическая выпуклая часть, выступающая в сторону границы раздела, имеет низкое электрическое сопротивление, протекает большой ток и происходит растворение. Поскольку металлическая выемка находится на расстоянии от поверхности раздела, и ток не проходит легко, плавление затруднено.
Поэтому выпуклые части металла избирательно и преимущественно оплавляются, а поверхность металла постепенно становится плоской.
【Рисунок 4-5】Селективное элюирование металлов
【Рисунок 4-6】Причина избирательного элюирования выпуклых частей поверхности металла
(5) Прекращение действия электролитической полировки и образование пассивирующей пленки расстояние между границей раздела и металлом становится равным. Тогда электрическому току становится трудно равномерно протекать в любом месте металла, и эффект электролитической полировки постепенно уменьшается.
【Рисунок 4-7】Состояние металла после электролитической полировки
Чрезвычайно однородная и прочная пассивирующая пленка (оксид хрома) образуется на сплющенной металлической поверхности, покрывающей металлическую деталь. Даже при наличии неоформленной части пленки ток течет преимущественно по ней, что способствует пленкообразованию и в результате в целом формируется однородная пассивирующая пленка.
*Толщина пассивирующей пленки при обычной электролитической полировке составляет приблизительно от 1 до 3 нм (нанометров).
5. Состояние поверхности после электролитической полировки
(1) Однородная пассивирующая пленка
При полировке сантехнического материала из нержавеющей стали первоначально образовавшаяся пассивирующая пленка соскабливается, поэтому ее обычно пропитывают азотной кислотой или Например, для принудительного формирования пассивирующей пленки (метод погружения в азотную кислоту / пассивирующая обработка). Однако этим методом сложно сформировать однородную пассивирующую пленку на «микрошероховатой» металлической поверхности.
Как упоминалось выше, электролитическая полировка (ЭП) удаляет загрязнения и образует однородную пассивирующую пленку без несформированных частей на хорошо отглаженной металлической поверхности.
【Рисунок 5-1】Состояние поверхности металлического материала – после электролитической полировки
(2) Повышение способности к самовосстановлению! Поверхность с высоким содержанием хрома
Как показано на рис. 6 ниже, металлический поверхностный слой после электролитической полировки имеет концентрацию хрома (Cr) 60 % (30 % железа), что обычно составляет около 18 % в нержавеющей стали SUS316 при поверхностный слой от 1 до 3 нм. Вы можете видеть, что он находится в состоянии более высокой коррозионной стойкости, богатой хромом.
【Рисунок 5-2】Состояние поверхности нержавеющей стали после электролитической полировки концентрированного хрома
【Рисунок 5-3】Начальное изменение скорости коррозии из-за различных обработок поверхности (кипение・сверхчистая вода・в 18 МОм・SUS316)
*Толщина пассивирующей пленки при обычной электролитической полировке составляет примерно 1 ~ 3 нм (нанометры)
6. Более совершенная электролитическая полировка – GOLD EP / GOLD EP WHITE
У нас есть технологии и ноу-хау для выполнения GOLD EP ( или GEP) и GOLD EP WHITE (или GEPW), которые образуют более прочную пассивирующую пленку в дополнение к обычной электролитической полировке (EP) для клиентов, которым требуется более высокое качество поверхности.
Раствор для предварительной электролитической полировки | Раствор для электролитической полировки | Обработка GEP | Обработка GEPW |
|---|---|---|---|
Неоднородная степень окисления и зернистые частицы легко удаляются после воздействия на поверхность. | Устранить равномерную степень окисления с помощью электрополировки. Поверхность становится ровной и гладкой металлической поверхностью. | Сжечь объект в окислительной атмосфере. Пассивирующий слой пленки оксида хрома растет и увеличивается в толщине. Кроме того, верхний слой покрывает пассивирующий слой из пленки оксида железа. | Удалите пленку оксида железа с поверхности химическим раствором. Поверхностный слой представляет собой пассивный слой из пленки оксида хрома толщиной в три раза больше, чем обычный ЭП.. |
На поверхность металла сильно влияет физическая обработка, такая как ухудшение кристаллической структуры и прилипание грязи. | Образуется обогащенный хромом слой с отличной коррозионной стойкостью. Его толщина составляет от 1 до 3 нанометров. | Эта поверхность металла подавляет элюирование ионов металлов в спиртовой жидкости или озонированной воде, имеющей большое количество остаточного кислорода. | Эта поверхность металла подавляет элюирование ионов металлов в сверхчистой воде или растворе органического амина с сильным коррозионным действием. |
【Рис. 6-1】 Сравнение общей электролитической полировки (EP) с GOLD EP и GOLD EP WHITE
* GEP означает GOLD EP, а GEPW означает GOLD EP WHITE.
Особенности GOLD EP/GOLD EP WHITE
Эффективен против вымывания ионов металлов и загрязнения TOC (общий органический углерод)
GOLD EP: устойчив к элюированию спиртом и озоном в воде с большим количеством остаточного кислорода
GOLD EP WHITE: устойчив к элюированию сверхчистой водой и органическими аминамиВ результате получается очень гладкая поверхность, устойчивая к таким частицам, как пыль, загрязнения и т.
д.) Отличная термостойкость и устойчивость к давлению, широкий спектр применения
Отличная обрабатываемость, например, при гибке, соединении наконечников и сварке.
Механическая прочность эквивалентна нержавеющей стали
Повышенная коррозионная стойкость за счет образования толстой пассивирующей пленки (в случае GOLD EP толщина пленки примерно в 10 раз больше, чем у обычного EP)
Подробнее о «GOLD EP/ GOLD EP WHITE»
【Рисунок 6-2】 Сравнение EP и GOLD EP/GOLD EP WHITE
* GEP означает GOLD EP, а GEPW означает GOLD EP WHITE.
Мы опубликуем фотографию общего наконечника, прошедшего электрополировку нами.
(1) Электролитическая полировка сантехники / GOLD EP
Левая сторона — колено 90 градусов после общего EP (TEE 2.0S сзади), а правая сторона — GOLD EP с образованием пленки оксида железа на поверхности нержавеющей стали путем дальнейшей термообработки. Визуально большой разницы нет, кроме цвета, но GOLD EP имеет прочную пассивирующую пленку, которая примерно в 10 раз толще обычного EP.
【Рисунок 6-3】Сравнение внешнего вида фитингов с общей электролитической полировкой (EP) и GOLD EP
(2)Образцы сантехнических труб после GOLD EP/GOLD EP WHITE
Золотая труба GOLD EP и белая ЗОЛОТОЙ ЭП БЕЛЫЙ. GOLD EP WHITE является результатом удаления пленки оксида железа GOLD EP, образовавшейся в результате термической обработки, путем химической обработки. Под удаленной пленкой оксида железа образуется пассивирующая пленка из толстой пленки оксида хрома (примерно в 3 раза больше, чем у обычного EP), поэтому элюирование в сверхчистую воду и органические аминовые реагенты минимально.
【Изображение 6-4】 Образцы труб после GOLD EP, GOLD EP WHITE
(3) Ротор после GOLD EP
Не только трубопроводы, по которым проходят продукты, но и оборудование, подвергающееся воздействию капель, таких как приправы и коррозионно-активные жидкости, требуют мер по защите от коррозии для важных частей, чтобы обеспечить долгосрочную работу.
【Изображение 6-5】Сравнение внешнего вида фитингов с общей электролитической полировкой (EP) и GOLD EP
Подробнее о “GOLD EP/ GOLD EP WHITE”
7. Электролитическая полировка материалов, отличных от нержавеющей стали
VINA ASTEC CO., LTD., – наша местная дочерняя компания во Вьетнаме, начала выполнять электролитическую полировку активных металлов, таких как титан (Ti) и алюминий (Al) в дополнение к к нержавеющей стали (Fe).
(1) EP для алюминиевого материала
Ниже представлен образец электролитической полировки (круглый брусок) алюминия. Слева — фото до ВП, справа — фото после ВП. Отделка поперечного сечения и боковой поверхности круглого прутка отличается, но при прокатке металла в круглый прут кристаллическая структура имеет направленность, поэтому поперечное сечение имеет сатинированную поверхность. Сатинирование также проявляется в ЕР круглых прутков из нержавеющей стали.
【Изображение 7-1】Сравнение внешнего вида до и после электролитической полировки алюминиевого круглого прутка
(2) EP для титанового материала
Это образец электролитической полировки титановой детали.
【Изображение 7-2】Сравнение внешнего вида титановой детали до и после электролитической полировки
(3) Окраска титанового материала
поверхность оксидной пленки отражала свет. Контролируя толщину образующейся оксидной пленки (прозрачной), можно добиться желаемого цвета.
【Изображение 7-3】Окрашивание путем формирования оксидной пленки на титановых винтах
【Рисунок 7-4】интерференция отраженного света (фазовый сдвиг) поверхности металла различаются расстоянием, которое проходит через пассивацию даже при одном и том же источнике света (красная часть на рис. 7-4 слева), и, следовательно, фазовому сдвигу. В результате возникает явление, называемое «интерференцией света», при котором свет определенной длины волны (цвета) ослабляется или усиливается.
В отличие от покраски и окрашивания, окрашивание титана осуществляется с помощью этой интерференции света, поэтому, даже если вы соскребете металл, краска того цвета, который вы видите, не выйдет. Если сделать толщину пассивирующей пленки одинаковой по всему объекту, весь металл будет выглядеть одинакового цвета, а при контроле толщины пассивирующей пленки видимый цвет будет различаться.
Активный металл
Металлы с низкой энергией ионизации (слабая способность удерживать электроны на собственных атомах) легко ионизируются и называются «активными металлами». Железо, алюминий, титан и др. — активные металлы, легко растворяющиеся при взаимодействии с водой или кислотой. Кроме того, титан и алюминий являются металлами с гораздо более высокой активностью, чем железо, и можно сказать, что они «склонны к коррозии». Однако, поскольку элюированные ионы сразу же образуют твердую оксидную пленку (пассивирующую пленку), он практически используется как очень стабильный металл. Обратите внимание, что эти высокоактивные металлы также активно выделяют газ в процессе электролитической полировки.
8. Необходимость учитывать требования к этапам обработки до и после электролитической полировки
В 1985 году (Showa 60) был выпущен блокбастер Super Mario Bros. , а когда Nippon Telegraph and Telephone Public Corporation была приватизирована и стала NTT, мы промышленная электролитическая полировка. Кроме того, с 2015 года наша дочерняя компания во Вьетнаме VINA ASTEC CO., LTD. осуществляет электролитическую полировку японского качества во Вьетнаме.
Форма и размер изделий, подлежащих полировке
Мы также обладаем богатыми ноу-хау в области обработки длинномерных труб, фитингов и нестандартных изделий различной формы, таких как операции по выполнению равномерной и качественной электролитической полировки, электродов и приспособлений.
【Рис. 8】 Актуальная электролитическая полировка (ЭП) (опубликовано на YouTube))
Качество обработки поверхности, включая предварительную и последующую обработку
На наших заводах мы можем выполнять все, от механической обработки до обработки поверхности и монтажных работ, и мы всегда знаем, что наша продукция будет работать на производственных объектах и складах наших клиентов.
