Электролитическое хромирование: Электролитическое хромирование
Содержание
Электролитическое хромирование
Электролитическое
хромирование применяют для восстановления
размеров изношенных поверхностей
деталей и получения декоративных,
коррозионностойких и износостойких
покрытий. Электролитический хром
обладает высокой коррозионной стойкостью,
низким коэффициентом трения, высокой
твердостью, жаростойкостью, высоким
пределом текучести. При тщательной
подготовке поверхности прочность
сцепления хрома со сталью, чугуном,
медью и латунью достигает при сдвиге
300 МПа. Однако стали с высоким содержанием
вольфрама и кобальта, а также
высокоуглеродистые стали и высококремнистые
чугуны хромировать нельзя из-за низкой
прочности сцепления. Прочность сцепления
резко снижается с увеличением толщины
покрытия, в связи с ростом остаточных
напряжений. При увеличении толщины от
0,1 до 0,5 мм предел прочности покрытия
уменьшается в 2-3 раза.
После хромирования
снижается также усталостная прочность
деталей из-за значительных остаточных
напряжений в покрытии. С увеличением
С увеличением
толщины покрытия усталостная прочность
снижается более значительно. Усталостная
прочность углеродистых сталей в
результате хромирования снижается на
25-40 %. Для ее повышения применяют
высокотемпературный отпуск и наклеп
поверхности перед хромированием с целью
создания напряжений сжатия, обратных
по знаку напряжениям, возникающим в
покрытии при его формировании.
Различают следующие
виды износостойкого хрома: гладкий по
накатке и пористый. Гладкий хром следует
применять в условиях достаточной смазки
при небольших скоростях скольжения.
Пористый хром имеет хорошую износостойкость
в условиях граничного трения, так как
смазка, находящаяся в порах покрытия,
препятствует развитию процессов
схватывания. Пористый хром по сравнению
с гладким прирабатывается значительно
легче. В промышленности применяют как
гладкие, так и пористые хромовые покрытия.
Электрохимическое
осаждение хрома отличается от других
процессов как по составу электролита,
так и по условиям протекания процесса.
В большинстве случаев осаждение хрома
осуществляется в электролите, содержащем
хромовый ангидрид с добавкой серной
кислоты. Хромовый ангидрид растворяют
в дистиллированной воде и после
отстаивания переливают в ванну, в которую
затем добавляют необходимое количество
серной кислоты.
На процесс осаждения
хрома большое влияние оказывает
соотношение между концентрациями
хромового ангидрида и серной кислоты,
которое должно находиться в пределах
90-120; при этом выход хрома по току
наибольший. Концентрацию хромового
ангидрида в электролите можно изменять
в довольно широких пределах. Однако с
ее увеличением при прочих равных условиях
выход по току падает. Поэтому на практике
получили распространение горячие
электролиты с концентрацией СrО3
от 150 до 350 г/л.
Составы электролитов
приведены в табл. 10.3.
Таблица 10.3
Электролиты для
хромирования
Концентрация | Состав электролита, | Назначение | ||
СrО3 | H2SО4 | |||
Низкая Средняя Высокая | 150 200-250 300-400 | 1,5 2,0-2,5 3,0-4,0 | Для повышения Для повышения Для | |
При хромировании
применяют нерастворимые аноды из свинца
или сплава свинца с сурьмой.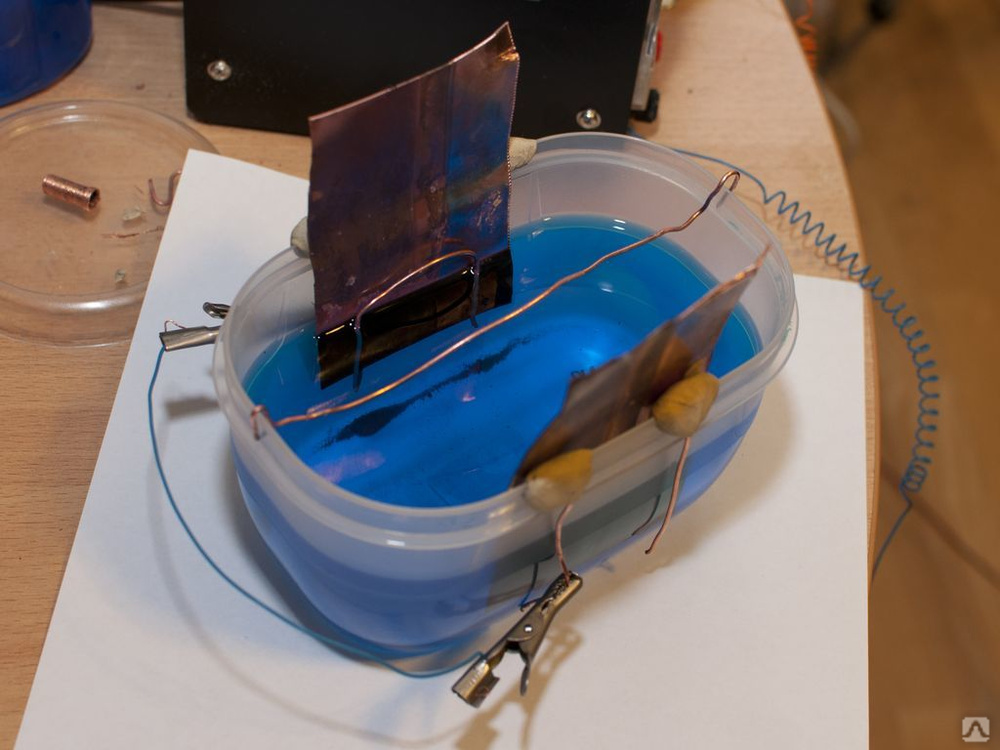
Ванны для хромирования
изготовляют из листового железа и
облицовывают внутри сплавом свинца с
5-6 % сурьмы или керамическими плитками.
Зазор между хромируемыми деталями и
анодом должен быть не менее 30 мм, а между
деталью, дном и зеркалом ванны — не менее
50 мм. Электролиты с меньшей концентрацией
СrО3
позволяют получить более высокую
твердость хромового покрытия и больший
выход по току, однако подобные электролиты
необходимо чаще корректировать в
процессе электролиза и применять большее
напряжение. Физико-механические свойства
хромового покрытия зависят от режима
хромирования и толщины покрытия. Условно
хромовые покрытия разделяют на три
вида: молочные, блестящие и матовые.
Блестящие покрытия отличаются высокой
твердостью, достаточно высокой
износостойкостью и хрупкостью, имеют
на поверхности мелкую сетку трещин.
Молочные осадки наиболее мягкие и
вязкие, без трещин, по сравнению с
блестящими обладают большей
износостойкостью. Матовые осадки имеют
повышенную твердость и хрупкость,
характеризуются низкой износостойкостью,
наличием сетки трещин на поверхности.
В табл. 10.4 приведены
данные о влиянии режимов хромирования
на вид осадка хрома. В зависимости от
условий работы деталей выбирают осадок
с требуемыми свойствами; например, для
изнашиваемых деталей, работающих при
небольших удельных нагрузках (до 0,5 МПа
), следует рекомендовать блестящие
осадки, а при больших контактных давлениях
и знакопеременных нагрузках — молочные
осадки.
Наиболее высокие
физико-механические свойства хромового
покрытия достигаются при толщине слоя
h
< 0,25 мм. Если деталь работает при
статических удельных нагрузках q
≤ 80 МПа, то рекомендуется толщина слоя
h
= 0,11-0,13 мм и цвет покрытия матово-блестящий.
При динамических
удельных нагрузках q
≤ 50 МПа толщина слоя должна быть
h = 0,05-0,11 мм,
а при q
≤ 200 МПа и повышенных температурах
рекомендуемая толщина слоя h
= = 0,03÷0,05 мм. В последнем случае применяется
покрытие молочное или молочно-блестящее.
Для повышения
износостойкости применяют пористое
хромирование. В покрытии создаются
микропоры и каналы, которые обеспечивают
большую его маслоемкость, что особенно
важно при работе в условиях недостаточной
смазки.
Таблица 10.4
Влияние
режимов хромирования на вид и свойства
электролитического осадка
Режим | Осадок | Толщина | Механические | ||
Температура | Плотность | Прочность | Прочность | ||
65 55 45 | 25 35 40 | Молочный Блестящий Матовый | 0,1 0,3 0,5 0,1 0,3 0,5 0,1 0,3 0,5 | 505 276 163 625 398 308 600 366 257 | 300 — — 300 — — 300 — — |
Пористое хромирование
отличается от твердого дополнительной
анодной обработкой (дехромирование)
после наращивания хромового покрытия.
При дехромировании растворение хрома
происходит неравномерно и преимущественно
по трещинам, которые расширяются и
углубляются. Анодная обработка ведется
в той же ванне, что и хромирование, причем
анодом служит обрабатываемая деталь,
а катодом — свинцовые пластины. Режим
де-хромирования также играет важную
роль в создании пористости.
Пористость хрома
бывает двух типов: канальчатая и точечная.
Характер пористости определяется в
основном режимом хромирования. Для
получения точечной пористости
рекомендуется следующий режим: температура
50-52°С,
плотность тока 45-55 А/дм2;
для канальчатой: температура 60°С и
плотность тока 55-60 А/дм2.
Режим анодной обработки: температура
50-60 °С, плотность тока 40-45 А/дм2,
время 5-10 мин.
Для получения
канальчатого хрома анодной обработке
подвергают молочные и молочно-блестящие
осадки, для получения пористого хрома
— матовые и матово-блестящие осадки.
Точечная пористость
обладает большей маслоемкостью и поэтому
применяется для деталей, работающих в
особо тяжелых условиях. Покрытия с
Покрытия с
точечной пористостью характеризуются
быстрой прирабатываемостью, но
износостойкость их несколько ниже, чем
канальчатых. Канальчатым хромом
покрывают, например, гильзы цилиндров,
а точечным — поршневые кольца двигателей.
Для повышения
качества покрытия и увеличения выхода
по току применяют хромирование в
саморегулирующихся электролитах,
струйное и проточное хромирование, а
также хромирование на токе переменной
полярности. Применение саморегулирующихся
сульфатно-кремне-фторидных электролитов
обеспечивает высокую стабильность
работы ванны и дает возможность получить
значительную толщину покрытия (до 1 мм)
без ухудшения механических свойств.
При этом выход по току составляет 17-24
%.
Рекомендуется
следующий состав саморегулирующегося
электролита (в г/л): 225-300 хромового
ангидрида (СrО3),
5,5-6,5 сульфата стронция (SrSO4)
и 18-20 кремнефторида калия (K2SiF6).
Температура хромирования 50-70 °С, а
плотность тока 50-100 А/дм2.
Хромирование
струйное и в проточном электролите
заключается в постоянной подаче
электролита в зону электролиза, что
обеспечивает перемешивание его в
межэлектродном пространстве. При этом
возрастает поток подводимых ионов и
облегчается разряд ионов на катоде.
Кроме того, постоянное обновление
электролита способствует повышению
проводимости электролита, быстрому
отводу газов, выделяющихся в процессе
электролиза, уменьшению степени насыщения
деталей водородом и улучшению качества
хромовых покрытий. Наиболее интенсивное
перемешивание может быть достигнуто
при анодно-струйном хромировании, при
котором подача электролита в зону
электролиза осуществляется одновременно
по всей наращиваемой поверхности через
прорези или отверстия в аноде. При этом
снижаются остаточные напряжения,
возрастает твердость и повышается
равномерность покрытия, увеличивается
прочность сцепления.
Периодическое
изменение направления тока (реверсирование)
в процессе хромирования, т. е. хромирование
е. хромирование
на токе переменной полярности, позволяет
улучшить качество осадка и интенсивность
процесса более чем вдвое. Осадки имеют
более совершенную мелкокристаллическую
структуру, достигается более равномерное
распределение хрома по всей поверхности.
Вследствие частичного удаления газов
из осадков при электролизе, шероховатость
поверхности уменьшается. При этом можно
получить как пористый, так и гладкий
хром. Рекомендуемый режим реверсивного
хромирования: плотность тока 60 — 150 А/дм2,
температура 45-60°С, продолжительность
каждого катодного цикла 10-15 мин, анодного
— 10-15 с. При увеличении анодного цикла
до 15-20 с появляется более густая сетка
трещин; дальнейшее увеличение этого
периода вызывает ухудшение структуры
пористого хрома.
Схема технологического
процесса восстановления поверхностей
деталей электролитическим хромированием
приведена на рис. 10.16.
Рис. 10.16. Схема
технологического процесса восстановления
поверхностей деталей электролитическим
хромированием
Операции,
предшествующие хромированию, являются
подготовительными. Шероховатость
Шероховатость
поверхности под хромирование должна
быть 0,1-0,2 мкм. Окончательное обезжиривание
деталей выполняется венской известью,
представляющей собой сухую смесь окиси
кальция и окиси магния в соотношении
1:1. Известь разводят водой до кашицеобразного
состояния и при помощи волосяной щетки
протирают поверхность детали. Для
удаления окисных пленок применяют
химическое или анодное декапирование.
Химическое декапирование — слабое
протравливание детали (продолжительность
до 2 мин) в 3-5%-ном растворе серной или
соляной кислоты (для деталей из черных
металлов) или в растворе, содержащем 3
% азотной и 2 % серной кислот (для деталей
из цветных металлов).
Анодное декапирование
выполняется в электролите того же
состава, который применяется для
хромирования; при этом деталь является
анодом, а катодом служат свинцовые
пластины. Часто анодное декапирование
проводится в той же ванне, в которой
хромируется деталь, а полюсность ванны
изменяют с помощью рубильника. Анодное
декапирование производится в течение
0,5-1 мин при плотности тока 25-30 А/дм2.
После хромирования
деталь промывают, термически обрабатывают
(нагрев в масляной ванне до 150-200°С с
выдержкой до 3 ч с целью удаления из
покрытия водорода, вызывающего хрупкость
слоя), а затем шлифуют до получения
необходимых размеров. При анодной
обработке у выхода из каналов появляются
бугорки высотой до 0,8 мкм. Поэтому
отделочные операции рекомендуется
выполнять после анодной обработки.
Для сохранения
пористости при снятии большого слоя
хрома механическую обработку иногда
выполняют в два этапа: предварительную
после хромирования и окончательную
после анодной обработки. Для обработки
пористого хрома рекомендуется применять
анодно-механическое шлифование.
Контроль хромового
покрытия осуществляется путем наружного
осмотра с целью обнаружения чешуйчатости,
шелушения с последующим простукиванием
медным молотком (покрытие не должно
отслаиваться).
К преимуществам
электролитического хромирования
относятся:
1) высокая прочность
сцепления покрытия с основным металлом;
2) возможность
получения покрытия с высокой
износостойкостью, а также с химической
и тепловой стойкостью.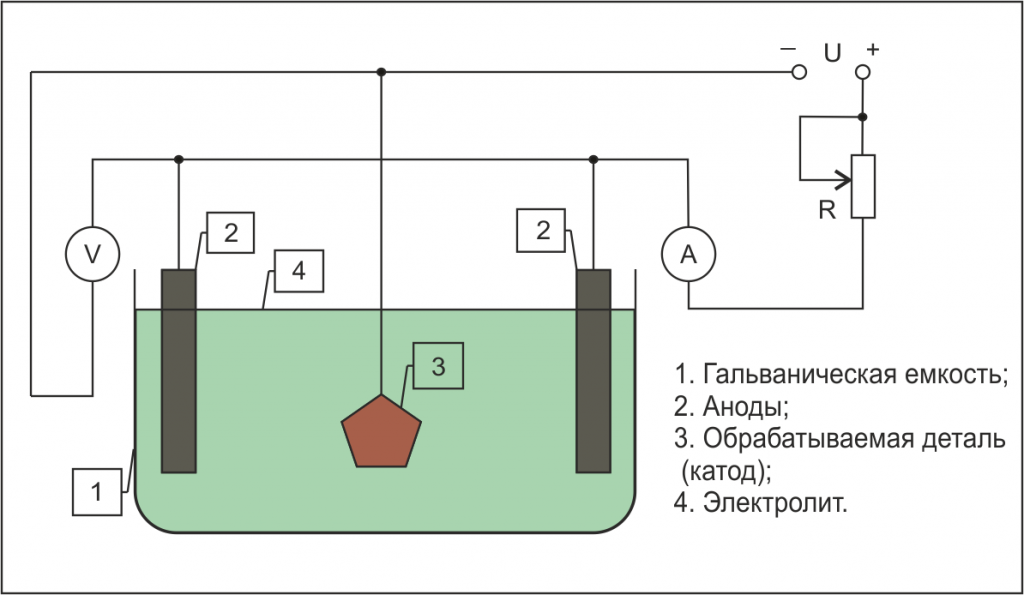
Недостатки —
длительность, сложность и трудоемкость
технологического процесса, особенно
вспомогательных операций, ограниченная
толщина покрытия, низкий выход по току
и высокая стоимость.
Хромирование
применяют при ремонте штоков насосов,
гильз цилиндров двигателей и насосов,
гнезд подшипников, шеек валов и других
деталей.
Следует учитывать,
что при хромировании можно получить
покрытия небольшой толщины. Поэтому
восстановление изношенных поверхностей
деталей хромированием применяют, когда
необходимо нарастить изношенную
поверхность в долях миллиметра или
когда надо увеличить износостойкость
трущейся части детали.
Электролитическое хромирование
Электролитическое хромирование
УДК:
351.123
Ключевые слова:
хромирование, нанесение покрытий, электролиты.
Хромирование является одним из наиболее распространенных видов гальванических покрытий. Хромирование изделий применяется как для защиты от коррозии, износа, налипания на поверхность контактирующих материалов, так и для декоративной отделки поверхности изделий. Статья посвящена блестящим защитно-декоративным и молочным износостойким хромированным покрытиям.
Хромирование изделий применяется как для защиты от коррозии, износа, налипания на поверхность контактирующих материалов, так и для декоративной отделки поверхности изделий. Статья посвящена блестящим защитно-декоративным и молочным износостойким хромированным покрытиям.
Электролитическое хромирование в практических целях осуществляется исключительно из растворов электролитов на основе шестивалентной окиси хрома. Многочисленные попытки создать промышленно полезный электролит на основе соединений трехвалентного хрома, позволяющий получать хромовые покрытия, обладающие такими же технико-эксплуатационными свойствами, особенно для получения толстослойных твердых износостойких покрытий, не привели к положительным результатам.
Все электролиты хромирования содержат свободные кислотные радикалы, которые, действуя как нерасходуемые катализаторы, способствуют осаждению хрома на катоде. Помимо этого, во всех электролитах хромирования на основе шестивалентного хрома обязательно присутствуют и ионы трехвалентного хрома. Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др.). Вместе с тем обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3–5 г/л.
Допустимое содержание ионов трехвалентного хрома для каждого электролита хромирования, как правило, определяется в соответствии с технологическими особенностями процесса и требованиями, предъявляемыми к качеству и функциональным характеристикам хромового покрытия (блеску, твердости, износостойкости и др.). Вместе с тем обычно рекомендуется поддерживать концентрацию трехвалентного хрома в электролите хромирования в интервале 3–5 г/л.
Электролитическое хромирование, проводимое на основе шестивалентных солей хрома, является высокотоксичным процессом, а используемые для этого электролиты являются агрессивными жидкостями, даже в разбавленных растворах. К тому же во время электроосаждения хрома происходит усиленное газообразование и в воздух вместе с газом, в виде аэрозоля, поступает большое количество агрессивных веществ (рис. 1). Поэтому при работе с электролитами хромирования должны строго соблюдаться правила техники безопасности и быть приняты все необходимые меры предосторожности, а используемые ванны хромирования обязательно должны быть снабжены мощными отсасывающими устройствами и вентиляционными установками, очищающими воздух от вредных аэрозольных примесей.
В зависимости от условий проведения процесса электролиза различают три типа хромовых покрытий, встречающихся на практике: это блестящие защитно-декоративные покрытия, отличающиеся небольшой толщиной и позволяющие получать блестящие осадки хрома, затем твердые износостойкие защитные покрытия, позволяющие получать хромовые покрытия большой толщины, с высокими значениями твердости и износостойкости, и молочные беспористые покрытия, использующиеся в основном как подслой для улучшения коррозионной стойкости покрытий. По функциональному назначению хромовые покрытия можно разделить на защитно-декоративные, износостойкие и молочные.
Для Цитирования:
Электролитическое хромирование. Главный механик. 2018;1-2.
Полная версия статьи доступна подписчикам журнала
Для Цитирования:
Электролитическое хромирование. Главный механик. 2018;1-2.
ФИО
Ваш e-mail
Ваш телефон
Нажимая кнопку «Получить доступ» вы даёте своё согласие обработку своих персональных данных
Ваше имя
Ваша фамилия
Ваш e-mail
Ваш телефон
Придумайте пароль
Пароль еще раз
Запомнить меня
Информируйте меня обо всех новостях и спецпредложениях по почте
На указанный Вами номер телефона был отправлен код подтверждения.
Повторно запросить код можно будет через секунд.
Код подтверждения
На указанный Вами номер телефона был отправлен код подтверждения.
Повторно запросить код можно будет через секунд.
Код подтверждения
На указанный Вами номер телефона был отправлен код подтверждения.
Повторно запросить код можно будет через секунд.
Код подтверждения
Логин
Пароль
Ваше имя:
Ваш e-mail:
Ваш телефон:
Сообщение:
На сайте используется защита от спама reCAPTCHA и применяются
Условия использования
и Конфиденциальность Google
Использовать это устройство?
Одновременно использовать один аккаунт разрешено только с одного устройства.
На указанный Вами номер телефона был отправлен код подтверждения.
Повторно запросить код можно будет через секунд.
Код подтверждения
×
Мы перевели вас на Русскую версию сайта
You have been redirected to the Russian version
Мы используем куки
4 типа хромовых покрытий
by Jane McMullen 20 апреля 2020 г.
Хромирование — это метод, который заключается в гальванопокрытии тонкого слоя химического элемента на металле для обеспечения защиты от износа и коррозии. Эта популярная процедура использует хромовое вещество для покрытия различных металлических поверхностей и используется для широкого спектра творческих и промышленных целей. К ним относятся гидравлические цилиндры и поршни, автомобильные и механические детали, пресс-штампы и инструменты, горнодобывающая и сельскохозяйственная техника, валы и роторы, текстиль и печатные инструменты, а также пресс-формы и винты.
Вот четыре различных типа приложений хрома. Все четыре могут обеспечить долговечность и устойчивость к коррозии, износу и ударам, сохраняя при этом элегантный дизайн.
1. Твердое хромовое покрытие
Твердое хромирование – это электролитический метод, при котором хром осаждается на нижележащий слой. Может наноситься на все природные технические сплавы, обеспечивая высокий уровень сцепления с подложкой. Твердый хром повышает долговечность, износостойкость и твердость, в то же время создавая низкий элемент сопротивления, что делает его лучшим выбором для использования металла и скольжения по металлу. Твердое хромовое покрытие часто наносится на внешние поверхности для упрощения последующей обработки и достижения большей пористости благодаря его толщине. 2. Хромовое покрытие без трещин
2. Хромовое покрытие без трещин
Хромирование гальванопокрытием является улучшенной версией твердого хрома, устойчиво к коррозии и применимо для пестрых и неоднородных форм. Хромовое покрытие без трещин можно использовать даже при низких температурах с широким спектром металлов, включая нержавеющую сталь, медь и латунь. В то время как все хромированные покрытия можно использовать на мягких и твердых поверхностях, этот подход больше подходит для более твердых поверхностей, где практически отсутствует опасность отслоения или отслаивания.
Хромовое покрытие без трещин можно использовать даже при низких температурах с широким спектром металлов, включая нержавеющую сталь, медь и латунь. В то время как все хромированные покрытия можно использовать на мягких и твердых поверхностях, этот подход больше подходит для более твердых поверхностей, где практически отсутствует опасность отслоения или отслаивания.
3. Декоративное покрытие
Декоративное покрытие имеет более ограниченные функции, чем твердое хромирование, но играет решающую роль в некоторых отраслях промышленности. Несмотря на его пониженную прочность и долговечность, он по-прежнему обеспечивает тонкое защитное покрытие при использовании на автомобильных деталях, инструментах, кухонной утвари и музыкальных инструментах. Декоративное хромирование также защищает металлы от ржавчины и износа, особенно когда они находятся во влажных или коррозионных условиях. Он обеспечивает гладкую и блестящую поверхность, которую легко чистить, что делает его идеальным решением для некоторых потребительских товаров. Декоративное хромирование очень удобно из-за его крошечного размера по сравнению с более прочным твердым хромированием.
Декоративное хромирование очень удобно из-за его крошечного размера по сравнению с более прочным твердым хромированием.
4. Тонкое плотное покрытие
Тонкое плотное покрытие обычно используется во внутренних областях и по внутреннему диаметру, что приводит к лучшей однородности и уменьшению хонингования гальванических поверхностей. Использование хрома в тонком плотном покрытии приводит к увеличению усталостной прочности, более гладкой поверхности и более высокой стойкости к ржавчине. Несмотря на тонкий слой, он часто дороже твердого хрома из-за его хроматного преобразования. Тем не менее, тонкое плотное покрытие имеет множество преимуществ, включая увеличенный срок службы, хорошую термостойкость и повышенную защиту от коррозии при использовании на штампах, самолетах и медицинских инструментах.
Для получения дополнительной информации о наших услугах по хромированию в Пуле и о том, как мы можем помочь с вашим следующим проектом по гальванике, отделке металла или металлизации, заполните нашу контактную форму или позвоните нам по телефону 01202 677939.
- Последнее обновление
- Сохранить как PDF
- ID Page
- 49555
- Ed Vitz, Джон В. Мур, Джастин Шорб, Ксавье Прат-Ресина, Тим Вендорф и Chemical Di Digical
- .
Важным промышленным применением электролиза является нанесение покрытия из одного металла на другой. Типичным примером является бампер автомобиля. Он сделан из стали, а затем покрыт тонким слоем хрома, чтобы сделать его устойчивым к ржавчине и царапинам. Многие другие металлические предметы, такие как булавки, винты, ремешки для часов и дверные ручки, сделаны из одного металла, а поверхность покрыта другим металлом.

Ячейка для гальваники работает почти так же, как ячейка, используемая для очистки меди. Покрываемый объект используется в качестве катода, а электролит содержит некоторое ионное соединение металла, подлежащего покрытию. По мере прохождения тока это соединение восстанавливается до металла и осаждается на поверхности катода. Например, при хромировании электролитом обычно является раствор дихромата калия K 2 Cr 2 O 7 в достаточно концентрированной серной кислоте. В этом очень кислом растворе CrO 9{-} \rightarrow \text{2Cr}(s) + \text{7 H}_2\text{O}(l) \nonumber \]
Другими металлами, на которые часто наносят гальваническое покрытие, являются серебро, никель, олово и цинк.
В случае серебра электролит должен содержать многоатомный ион Ag(CN) 2 – , а не Ag + . В противном случае твердое серебро будет осаждаться в виде зубчатых кристаллов вместо блестящего однородного слоя.
Эта страница под названием 17.

