Электросхема сварочного аппарата инверторного: Схема сварочного инвертора – принципиальная схема инверторной сварки
Содержание
Схема сварочного инвертора
Схема сварочного трансформатора и схема сварочного инвертора значительно отличаются друг от друга. Во втором случае базу ранних агрегатов, чтобы провести сварочные работы, составляют трансформаторы с понижающим типом, что придает им габаритность и тяжесть.
На сегодняшний день современное оборудование, за счет частой эксплуатации во время производства, стало легким, компактным, с широким спектром возможностей и особенностей.
Главный элемент в электросхеме сварочных инверторов заключается в импульсивном преобразователе, благодаря которому вырабатывается высокочастотный ток.
Классификация инверторов
Каждый отдельный тип сварочных работ подразумевает использование определенного инверторного оборудования, которое необходимо ещё правильно выбрать. У каждой модели есть схема сварочного инвертора с особенностями, отличной характеристикой от других агрегатов и спектром возможностей.
Оборудования от современных производителей одинаково используются предприятиями в производственной сфере, а также любителями бытовой эксплуатации.
Изготовители регулярно изменяют принципиальные электрические схемы сварочных инверторов для того чтобы усовершенствовать их, наделить новым функционалом и повысить качество их технических характеристик.
Инверторное оборудование является основным устройством, при помощи которого выполняют такие технологические операции:
- электродуговая сварка с использованием плавящего либо неплавящегося электрода;
- плазменная резка;
- работы со сваркой по технологии полуавтоматики либо автоматики.
Помимо перечисленного, инверторное оборудование также считается самым эффективным способом, чтобы сварить алюминиевые детали, элементы из нержавеющей стали и иных материалов со сложной свариваемостью.
Несмотря на индивидуальные особенности каждой модели и каждой электросхемы, в результате инвертор для сваривания делает шов качественным, надежным и аккуратным, вне зависимости от использованного вида технологий.
Стоит также отметить, что он отличается компактностью, легким весом, благодаря чему его можно использовать при любых условиях, отнести в любое место, где проводится сварочный процесс.
Особенности работы инвертора
Сварочный инверторный аппарат — это блок питания, который применяется сейчас в компьютерах. Электрическая энергия преобразовывается в инверторе следующим образом:
- Напряжение переменное преобразуется в постоянное.
- Ток постоянной синусоиды преобразовывается в переменный с высокой частотой.
- Снижается значения напряжения.
- Ток выпрямляется с сохранением требуемой частоты.
Данная схема сварочного инвертора позволяет снизить его массу и уменьшить габариты. Известно, что старые сварочные аппараты работают по принципу снижения величины напряжения и увеличения силы тока на вторичной обмотке трансформатора. Благодаря большой силе тока есть возможность сваривать металлы дуговым способом. Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для увеличения силы тока и снижения напряжения на вторичной обмотке уменьшают число витков и при этом увеличивают сечение проводника. В итоге сварочный аппарат трансформаторного типа весит немало и имеет значительные размеры.
Для решения данной проблемы предложили схему сварочного инвертора. Принцип основывается на повышении частоты тока до 60 или всех 80 кГц. За счет этого снижается вес и уменьшаются габариты устройства. Для реализации задуманного потребовалось увеличение частоты в тысячи раз, что стало возможным благодаря полевым транзисторам. Между собой транзисторы обеспечивают сообщение с частотой примерно 60−80 кГц. На схему их питания идет постоянный ток, что обеспечивается выпрямителем, в качестве которого используют диодный мост. Выравнивание значения напряжения обеспечивается конденсаторами.
Переменный ток передается на понижающий трансформатор после прохождения через транзисторы. В качестве трансформатора при этом используется катушка, уменьшенная в сотни раз.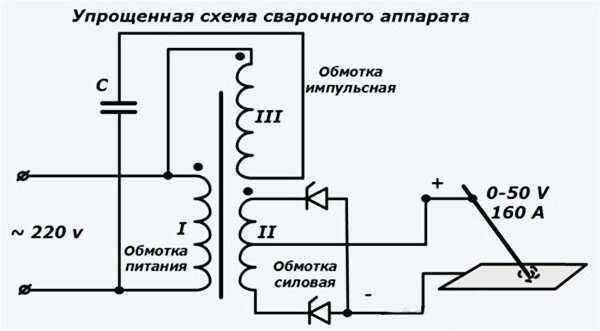 Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Катушка используется, потому что частота тока, подающегося на трансформатор, уже увеличена в тысячу раз полевыми транзисторами. В итоге получаются аналогичные данные, как при работе трансформаторной сварки, но с большой разницей в габаритах и массе.
Схема инвертора для сварки
Электрическая схема сварочного инвертора
Схема инверторного сварочного агрегата имеет особенную характеристику и функционал, в который входят следующие составляющие:
- Орган управления и индикации.
- Система, отвечающая за работу термической защитной функции и управлением охлаждающим вентилятором. Сюда также относят вентилятор самого инверторного аппарата и датчик с температурными показателями.
- Электрические принципиальные схемы подразумевают под собой наличие ШИМ-контроллера, состоящий из трансформатора с током, датчика с током нагрузки.
- Система питания на детали слаботочного участка электросхемы аппаратного инвертора для сварки.
- В преобразователе схемы может устанавливаться механизм, благодаря которому в силовую систему аппарата поступает электропитание. Сюда относится емкостный фильтр, выпрямитель, а также нелинейная зарядная цепь.
- Силовая часть с однотактным конвертором. В неё также входят: силовой трансформатор, выпрямитель вторичного типа и дроссель для выхода тока.
В каждом описании принципиальной схемы сварочного инвертора должна быть краткая характеристика всех составляющих элементов.
Элементы электрической схемы сварочных инверторов
Принципиальная электрическая схема инверторного сварочного аппарата предусматривает сочетание нескольких элементов, которые связаны между собой. Основными можно назвать:
- Блок, отвечающий за подачу энергии к силовой части. Этот элемент представлен сочетанием нескольких устройств, которые способны изменять параметры тока до требуемых значений. Как правило, включается емкостный фильтр и выпрямитель.
- В устройство входит силовой трансформатор.
 Также в блок питания сварочного инвертора входит транзистор 4n90.
Также в блок питания сварочного инвертора входит транзистор 4n90. - Отдельный элемент отвечает за питание слаботочной части конструкции.
- Для контроля основных параметров устанавливается ШИМ контроллер. Он представлен сочетанием датчика тока нагрузки и трансформатора.
- Отдельный блок отвечает за защиту конструкции от воздействия тепла. При прохождении электрического тока некоторые элементы могут серьезно нагреваться. Поэтому дополнительно устанавливается охлаждающий модуль, представленный вентилятором и датчиком температуры.
- Блоки управления, которые позволяют устанавливать основные параметры, а также элементы индикации.
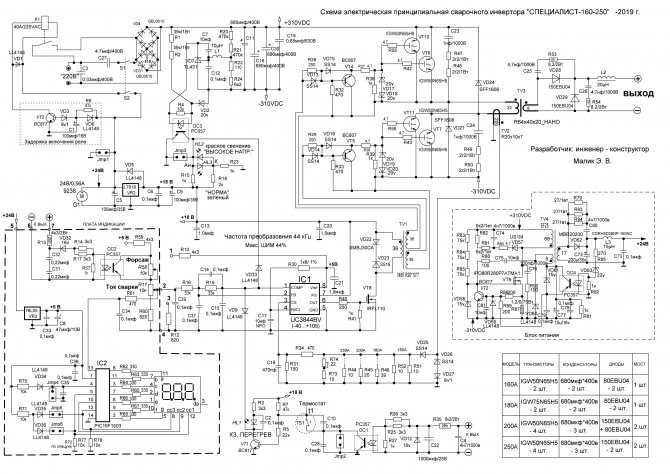
Пример принципиальной схемы для тока 250А
Оборудование диодного моста для сварочного аппарата производится и устанавливается с учетом мощности устройства и некоторых других моментов. Каждый аппарат имеет свои особенности, которые рассмотрим далее подробно.
Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
Схема инвертора для сварочных работ.
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.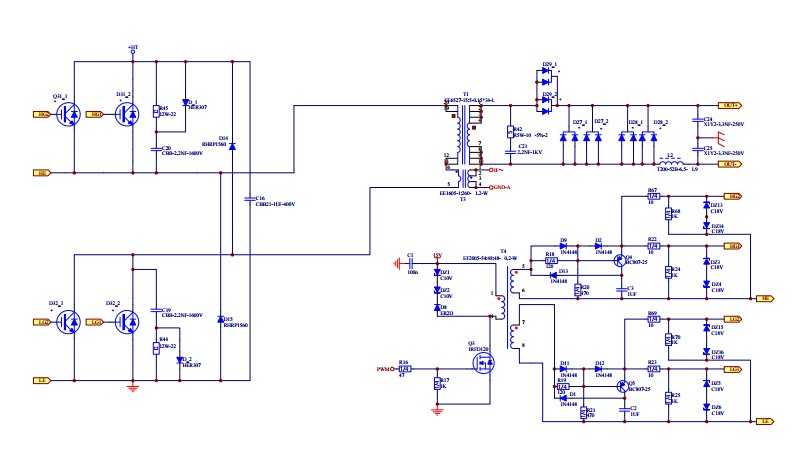
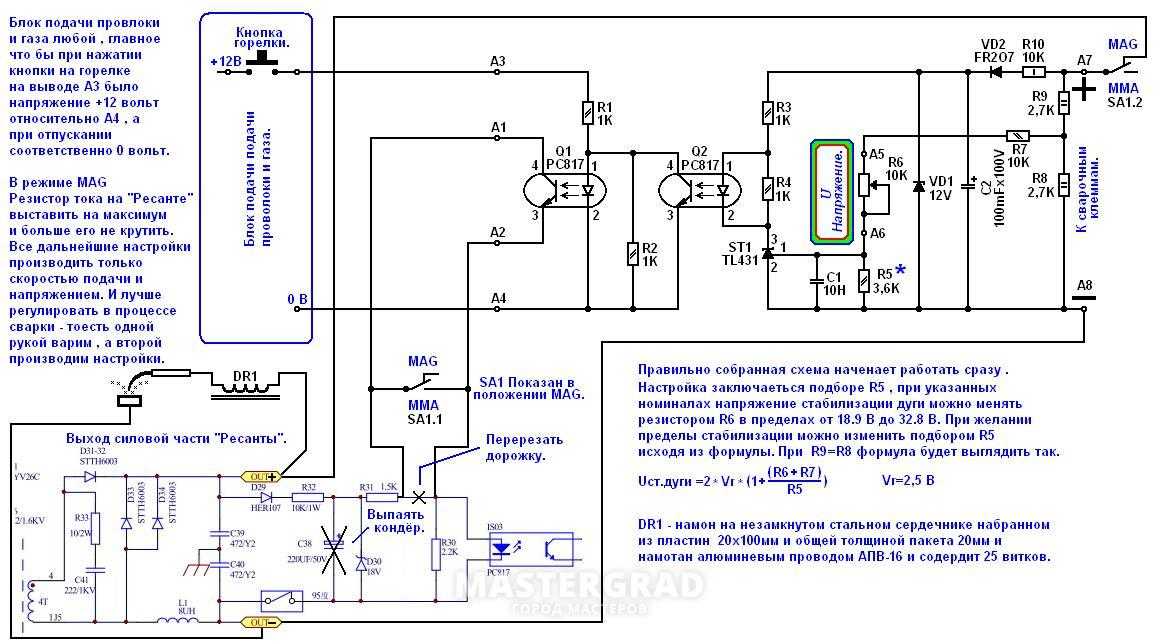
Принципиальная схема аппаратов инверторного типа
Для того чтобы понимать суть работы современного сварочного агрегата, необходимо знать из каких блоков состоит принципиальная схема сварочного инвертора, который обеспечивает энергией дугу короткого замыкания при сварочном процессе. Эти аппараты могут питаться как от трёхфазной сети 380В, так и от однофазного напряжения 220 В. Причём колебания питающего напряжения могут достигать значительных величин, что не сказывается на работоспособности агрегатов. Это позволяет работать в нестабильных сетях загородного электроснабжения, которое довольно часто присутствует в дачных поселениях.
Переменное напряжение частотой 50 Гц поступает на вход аппарата, где выпрямляется и преобразуется в высокочастотные колебания до 70−85 кГц. Это даёт возможность за счёт высококачественной элементной базы и компактных трансформаторов получать на выходе импульсный и постоянный сварочный ток. Такая схема сварочного аппарата состоит из следующих элементов:
- низкочастотный понижающий выпрямительный блок с конденсаторным фильтром;
- регулируемый инвертор, преобразующий постоянный ток в высокочастотный переменный;
- трансформатор высокой частоты, выдающий на выходе высокочастотный или постоянный сварочный ток большой мощности;
- сдвигающий фазу дроссель, стабилизирующий характеристики выходного напряжения;
- схема обратной связи, управляющая выходными параметрами и блок управления, который меняет параметры тока и напряжения сварки.
Крайне важно подбирать полупроводниковую базу от надёжных, проверенных производителей, которые обеспечивают высокие параметры при сварочных процессах и обеспечивают долговечную службу.
Мощные выходные транзисторы и диоды должны обладать эффективными теплоотводящими радиаторами, которые охлаждаются принудительной вентиляцией, интенсивность действия которой должна зависеть от сварочной нагрузки. Только в этом случае удастся избежать неисправности силового блока инверторного аппарата. Также безупречная работа обеспечивается путём соблюдения правил безопасной работы и своевременного обслуживания отдельных агрегатов и узлов. Важное место занимает регулярная очистка от пыли охлаждающих радиаторов силовых, полупроводниковых элементов.
Достоинства и недостатки сварочных аппаратов инверторного типа
Инверторный сварочный аппарат, как и любая другая техника, имеет свои достоинства и недостатки.
Схема сварочного аппарата инверторного типа.
К основным преимуществам этого оборудования, которое так умело заменило обычный трансформатор, можно отнести:
- За счет нового подхода к производству конструкций инверторного типа для сваривания металлов, а также новому контролю за током большинство моделей весит от 5 до 12 килограмм, в отличие от трансформаторов, которые имеют вес в 18-35 килограмм.
- У данных устройств есть достаточно высокий показатель КПД. Это происходит благодаря тому, что аппарат потребляет минимальное количество энергии для нагрева всех систем и механизмов. К примеру, трансформатор для сварки быстро нагревается, что приводит к перегреву и выходу из строя оборудования.
- В некоторых электросхемах трансформатора, также как и в инверторах, сварка может проходить при помощи электродов вне зависимости от его вида.
- Рассматриваемые устройства, за счет повышенного показателя КПД, тратят электроэнергию вдвое меньше, нежели простой трансформатор для сваривания.
- Многие современные оборудования имеют в своей структуре опции, благодаря которым минимизируется процесс совершения ошибок мастера во время технологических работ. К таким опциям можно отнести антизалипание и быстрый розжиг дуги.
- В некоторых устройствах встроена функция программирования, благодаря которой мастер с точностью и максимальной оперативностью регулирует режим работы во время сварочного процесса конкретного вида.

- Наличие высокое универсальности данных конструкций обуславливается регулированием всех систем, используя ток в широком диапазоне. Это дает возможность применять оборудование, что сваривает разнометалловые детали и выполняет процедуру с любой технологией.
У схем инверторных сварочных аппаратов также имеются и недостатки.
Они заключаются в следующих аспектах:
- Инверторные оборудования сваривания на рынке стоят достаточно дорого, до 50% больше, чем цена классических трансформаторов для сварочных работ.
- Принципиальная электрическая схема инверторного сварочного аппарата подразумевает, что чаще всего будет ломаться такой механизм, как транзистор. Он является достаточно уязвимой деталью, что влечет за собой ремонт стоимостью до 60% от стоимости всего оборудования. Из этого можно сделать вывод, что ремонт сам по себе – дорогое удовольствие.
- Поскольку принципиальные электросхемы у инверторов, чтобы сваривать материал, являются достаточно сложными, специалисты не советуют их эксплуатировать во время плохой погоды, либо на морозе, чтобы не вывести из строя механизмы и сохранить аппарат на долгий период.
 Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Для сварочных работ в поле либо других открытых пространствах необходимо организовать и соорудить специальное закрытое место с отоплением, где можно будет воспользоваться данным агрегатом для сваривания.
Достоинства и недостатки оборудования
Устройства на основе электрической схемы инверторного сварочного аппарата имеют следующие положительные характеристики:
- Компактные размеры готового аппарата. Устройства весят не более 12 кг, что облегчает сварку сложных конструкций и работу в труднодоступных местах.
- Высокий коэффициент полезного действия, что объясняется сниженным потреблением энергии, необходимой для нагрева механизмов. Устройства старого образца быстро выходят из строя по причине постоянного повышения температуры трансформатора.
- Наличие дополнительных функций, исключающих возникновение ошибок при сварке. К ним относят защиту от залипания, автоматический розжиг дуги.
- Наличие возможности программирования некоторых инверторов. Эта функция позволяет сварщику быстро настраивать оборудование на нужный режим, соответствующий виду свариваемых материалов.
- Универсальность. Регулировка тока в широком диапазоне позволяет использовать инверторы для сварки элементов из различных металлов по любой технологии.
Рекомендуем к прочтению Схема подключения сварочного инвертора своими руками
Инверторные приборы имеют и недостатки:
- Высокая стоимость агрегатов. Самостоятельное изготовление помогает удешевить устройство.
- Выход из строя транзисторов при сборке сварочного инвертора своими руками. Особенно часто такое наблюдается при использовании доступных деталей китайского производства.
- Затраты на обслуживание и ремонт оборудования.
- Особенности электрических схем, не позволяющие применять аппарат в сложных условиях, например в морозную или ветреную погоду. Для работы на улице требуется организация закрытого отапливаемого рабочего места.
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу.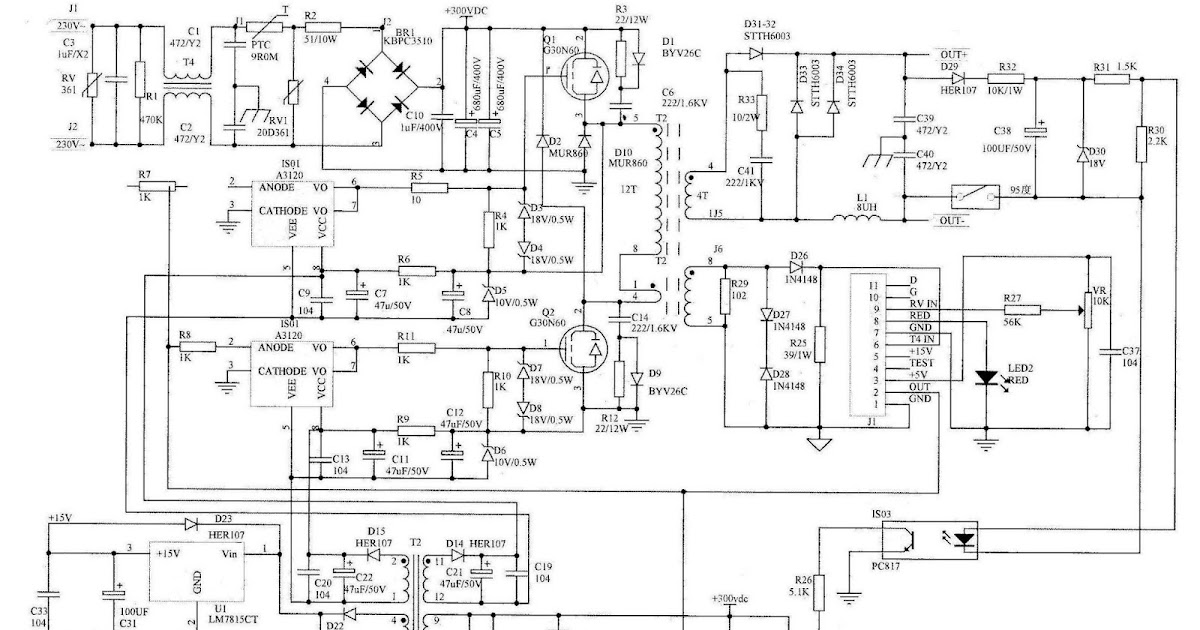 Достаточно важно обладать базовыми познаниями в сфере электротехники.
Достаточно важно обладать базовыми познаниями в сфере электротехники.
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи. Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги.
Конструкция сварочного инвертора
Строение самодельного сварочного инвертора, определяющее функциональность и технические данные, включает следующие компоненты:
- Блок питания, подающий ток к силовой части прибора. Элемент состоит из фильтра, преобразователя и зарядной цепи нелинейного типа.
- Силовая установка. Собирается на основе конвертера. В эту часть цепи также внедряют силовой трансформатор, выпрямитель, дроссель.
- Блок, питающий компоненты слаботочной системы инвертора.
- ШИМ-контроллер. В состав этого узла входит датчик нагрузочного тока.
- Блок, необходимый для защиты от перегрева.
 Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра.
Данная часть электрической схемы управляет вентиляторами охлаждения. В нее входят термодатчики, быстро реагирующие на изменение параметра. - Индикационные и управляющие элементы.
Рекомендуем к прочтению Как работает инверторный аппарат для сварки
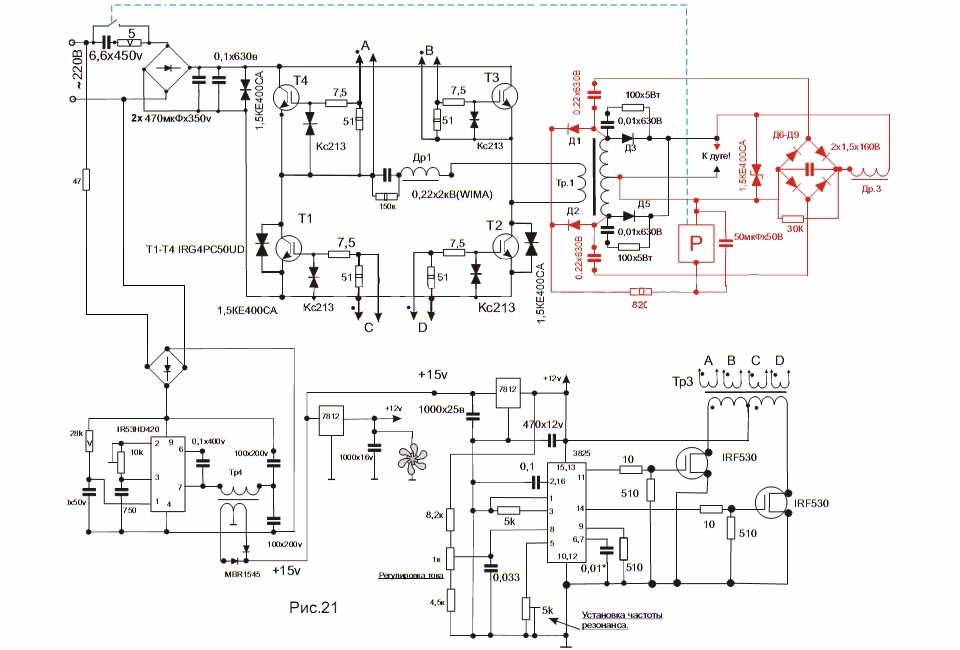
Сборка инвертора
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.

Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет. Однако важно, чтобы длина проводников не превышала 15 см.
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Ремонт сварочных инверторов в Казани
Сварочные инверторы пришли на смену объемным трансформаторным агрегатам. Главным достоинством такого аппарата являются его мобильность, небольшой вес и габариты. Его очень легко использовать в любых условиях. При этом, качество сварки остается на высшем уровне. С помощью инверторного оборудования можно проводить сцепление многих материалов. Оборудование этого типа активно используется как на бытовом уровне, так и на предприятиях. Неоспоримым достоинством является и низкое потреблении электроэнергии. Чтобы оборудование служило долго и ремонт сварочных инверторов понадобился нескоро, необходимо строго соблюдать рекомендации по эксплуатации от производителя. Тогда прибор сварки прослужит долго и исправно. Помимо этого, не стоит забывать про сервисное профилактическое обслуживание. Такая мера позволит избежать крупных неожиданных поломок и своевременно предупредить необходимость замены элементов. Проводить ремонтные работы самостоятельно не рекомендуется. Лучше доверить это дело профессионалам. Тогда работа на инверторном сварочном будет не только удобной, но и безопасной. Обратится за помощью с ремонтом или за профилактической диагностикой можно в наш сервис прямо сейчас. Контактная информация находится в разделе «Контакты» на сайте. Дополнительные вопросы можно задать нашему представителю по телефону. Заявку на обратную связь можно оставить на сайте.
Оборудование этого типа активно используется как на бытовом уровне, так и на предприятиях. Неоспоримым достоинством является и низкое потреблении электроэнергии. Чтобы оборудование служило долго и ремонт сварочных инверторов понадобился нескоро, необходимо строго соблюдать рекомендации по эксплуатации от производителя. Тогда прибор сварки прослужит долго и исправно. Помимо этого, не стоит забывать про сервисное профилактическое обслуживание. Такая мера позволит избежать крупных неожиданных поломок и своевременно предупредить необходимость замены элементов. Проводить ремонтные работы самостоятельно не рекомендуется. Лучше доверить это дело профессионалам. Тогда работа на инверторном сварочном будет не только удобной, но и безопасной. Обратится за помощью с ремонтом или за профилактической диагностикой можно в наш сервис прямо сейчас. Контактная информация находится в разделе «Контакты» на сайте. Дополнительные вопросы можно задать нашему представителю по телефону. Заявку на обратную связь можно оставить на сайте.
Ремонт и неисправности сварочных инверторов
Ремонт инверторного сварочного аппарата может понадобиться при таких признаках:
- Сварочный электрод прилипает к материалу, который поддается обработке;
- Разбрызгивание материала электрода и, как следствие, неаккуратность работы в целом;
- Прерывающееся и неровное горение дуги;
- Аппарат не работает при включении. Индикаторы работы могут работать и не работать;
- Явное повреждение кабеля;
- Сварочный аппарат перегревается. Это может происходить при длительном непрерывном использовании. Если оборудование греется, а рекомендации производителя по работе не нарушены, то стоит провести ремонт инвертора;
- Самопроизвольное выключение инвертора в период работы. Может происходить в следствии перегрева или замыкания. Более точную причину можно определить после проведения диагностики;
- Чрезмерное потребление электричества. Бывают случаи, когда электричество расходуется при выключенном аппарате;
- Присутствие нехарактерных звуков во время работы агрегата.

Ремонт сварочного инвертора «Ресанта» и других производителей требуется чаще из-за неправильной эксплуатации аппарата или неправильной работы механизма внутри. Последнее происходит в следствии отсутствия сервисного обслуживания и своевременной проверки.
При первых признаках неисправности сварочного аппарата необходимо обратится в наш сервис. Не стоит продолжать работу на ненадежном агрегате. Это может быть опасно для сварщика и людей в помещении. Не нужно вмешиваться самостоятельно в конструкцию агрегата. Это может усугубить ситуацию. Не стоит идти на риск. К тому же, обратится в наш сервис очень просто. В короткий срок после обращения опытный специалист исправит неполадку вашего аппарата, и вы сможете продолжить безопасную работу.
Мы ценим каждого нашего клиента и настроены на долговременное сотрудничество. Мы понимаем, что некоторое производство может полностью остановиться при поломке сварочного. Поэтому предлагаем услуги срочного ремонта. У нас есть свой склад с запчастями и команда опытных профессионалов. Это существенно ускорит ремонт сварочного оборудования.
Это существенно ускорит ремонт сварочного оборудования.
Ремонт сварочных инверторов в Казани
Наш сервис помогает клиентам з Казани. Мы гарантируем качество своих услуг и предполагаем индивидуальный подход к каждому нашему клиенту. Все интересующие вопросы можно задать нашему представителю при телефонном разговоре. При этом можно узнать примерную стоимость работы. Однако, точную стоимость можно узнать только после диагностики. Стоимость будет рассчитана с учетом запчастей, требующих замены и работы. Мы выгодно отличаемся от наших конкурентов. Наша ценовая политика всегда остается объективной.
Наши сервисы удобно расположены. Адреса указаны в разделе контакты на сайте. Там есть контактный номер телефона, по которому можно связаться с нашим представителем. Для клиентов, которые не могут привезти агрегат к нам в офис, мы предлагаем ремонт инверторов с выездом по адресу. Для этого необходимо оставить заявку на нашем сайте или согласовать время выезда с менеджером по телефону.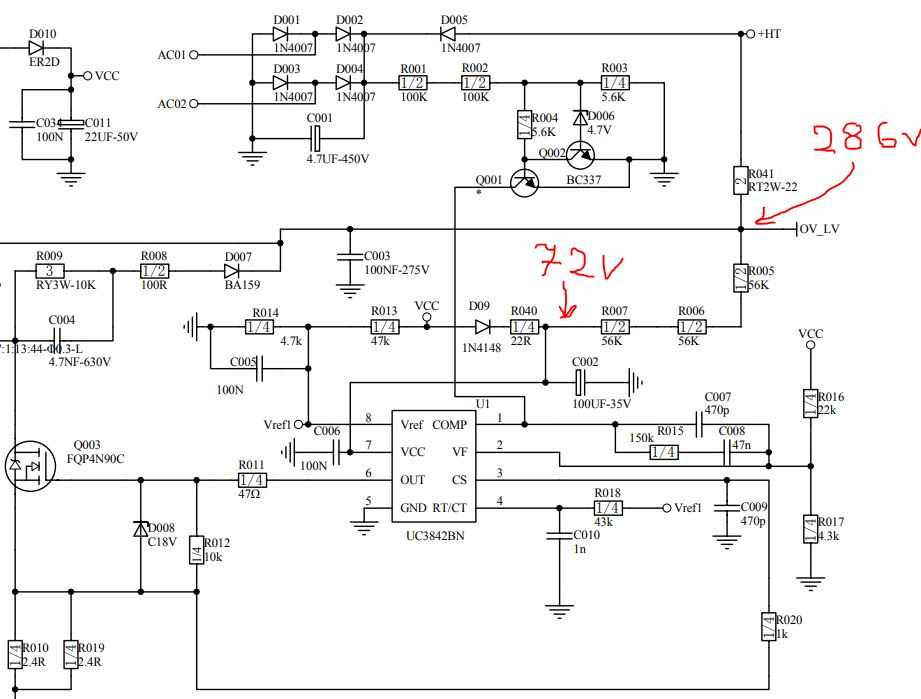 Мастер на месте проведет осмотр техники и ремонт.
Мастер на месте проведет осмотр техники и ремонт.
Мы предлагаем своим клиентам качественное сервисное обслуживание и ремонт агрегатов сварки по низким ценам. Это происходит благодаря наличию обширного склада с запчастями и прямым поставкам от производителей. Мы работаем на свою репутацию и ценим ее. Ремонт сварочных аппаратов происходит только с качественными сменными элементами.
НЕ стоит опасаться, что после ремонта вам предъявят ничем не обоснованный огромный счет. Наш сервис предлагает прозрачную политику ценоформирования. Все расходы наш мастер опишет и расскажет подробно про процесс устранения неисправности. После того, как общая стоимость за ремонт инверторных сварочных аппаратов станет понятной, наш мастер обговорит ее с клиентом. Ремонтные работы будут начаты только после согласия заказчика.
При поступлении сварочного агрегата на ремонт и после окончания всех работ оформляются договоры и другие документы. Это является гарантом для заказчика, которая говорит о честности нашего сервиса.
Помимо ремонтных работ, мы предлагаем профилактическое обслуживание сварочного инвертора. Это необходимая мера, которая позволит сэкономить деньги и время.
К нам можно сдать аппарат на ремонт по гарантии. Для этого в обязательном порядке необходимо предъявить гарантийный талон.
Чем раньше вы обратитесь за помощью при наличии признаков неисправности сварочного, тем дешевле обойдется ремонт.
сварка%20машина%20электромонтаж%20схема%20гигит-проволока%20базовый лист данных и примечания по применению
Ренесас Электроникс Корпорейшн
 org/Product»>
org/Product»>Ренесас Электроникс Корпорейшн
Ренесас Электроникс Корпорейшн
Ренесас Электроникс Корпорейшн
Ренесас Электроникс Корпорейшн
 org/Product»>
org/Product»>Ренесас Электроникс Корпорейшн
сварка%20машина%20проводка%20диаграмма%20IGBT%20база Листы данных Context Search
| Каталог данных | MFG и тип | ПДФ | Теги документов |
|---|---|---|---|
1999 — Хьюз mcw 550 Реферат: Сварщик Hughes с разрядной конденсаторной сваркой mcw-550 Сварочный аппарат с конденсаторной разрядкой Hughes VTA90 Сварщик Hughes mcw 550 MCW552 | Оригинал | МЦВ-550 ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 Хьюз сварщик разрядная конденсаторная сварка мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 сварочный аппарат Hughes mcw 550 MCW552 | |
2006 — ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА Реферат: сварка IGBT, сварка, инвертор, дуговая сварка, сварка mig, сварка, инвертор, mig mag 200, управление, сварка mig, IGBT для сварки, инверторная сварка | Оригинал | PR10073EN ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА IGBT-сварка схема сварочного инвертора дуговая сварка миг сварка сварочный инвертор миг маг 200 контрольная сварка IGBT для сварочного инвертора сварка | |
2014 — Недоступно Резюме: нет абстрактного текста | Оригинал | СН-6060 | |
инвертор для дуговой сварки Реферат: Контроллер робота FANUC r-30ia Контроллер дуговой сварки, управляемый сотовым телефоном ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА FANUC r-30ia R30I IN ARC 200 INVERTER WELDER Схема инверторной сварки r-30ia FANUC | Оригинал | 120 кГц РВ-100iC инвертор для дуговой сварки Контроллер робота FANUC r-30ia Робот, управляемый мобильным телефоном схема дуговой сварки ИНВЕРТОРНАЯ ДУГОВАЯ СВАРКА FANUC р-30иа Р30И IN ARC 200 ИНВЕРТОРНАЯ СВАРОЧНАЯ МАШИНА схема инверторного сварочного аппарата р-30иа FANUC | |
2003 — AXY52000 Резюме: AXW116421A AXW1404A | Оригинал | AXY53000 AXY52000 AXW116421A AXW1404A | |
1987 — Хьюз mcw 550 Реферат: Сварка с разрядным конденсатором Hughes Welder Сварщик Hughes mcw 550 Сварочный аппарат с разрядным конденсатором Hughes mcw-550 VTA90 Сварка «Примечание по применению» MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 Хьюз MCW 550 разрядная конденсаторная сварка Хьюз сварщик сварочный аппарат Hughes mcw 550 Сварочный аппарат с конденсаторным разрядом Hughes мкв-550 ВТА90 сварка «примечание по применению» | |
Схема ультразвуковой сварки Реферат: схема индукционной сварки схема ультразвуковой сварки аргоном для сварки сварка сопротивлением фазовому сдвигу сварка сварка «примечание по применению» дуговая сварка схема сварки J-STD-002 | Оригинал | GL000017 001EN 001EN.  D-79108 D-79008 Схема ультразвуковой сварки схема индукционной сварки Схема ультразвуковой сварки аргон для сварки контактная сварка с фазовым сдвигом сварка сварка «примечание по применению» дуговая сварка схема сварки J-STD-002 | |
2007 — Хьюз mcw 550 Реферат: Hughes Welder mcw-550 Hughes сварочный аппарат с конденсаторной разрядкой VTA90 Сварочный аппарат с разрядной конденсаторной сваркой Hughes mcw 550 Вольфрамовые электроды HUGHES MAXY90 | Оригинал | ВТА90 МАКСИ90 MCW552 МА09-11 МА-02-25 WE-2231 5954-2227Е Хьюз MCW 550 Хьюз сварщик мкв-550 Сварочный аппарат с конденсаторным разрядом Hughes ВТА90 разрядная конденсаторная сварка сварочный аппарат Hughes mcw 550 Хьюз вольфрамовые электроды МАКСИ90 | |
2013 — NRW-PS300 Резюме: нет абстрактного текста | Оригинал | NRW-PS300C НТ-ПС300 NRW-PS300 ВА-130/140 0813E | |
2010 — Схема сварочного аппарата постоянного тока Аннотация: примечание по применению sg3525 AN3200 SG3525 схема сварочного аппарата с постоянным током схема дуговой сварки схема бесплатная схема сварочный аппарат сварочный аппарат на основе igbt sg3525 WELDER сварочный аппарат трансформаторного типа | Оригинал | АН3200 схема сварочного аппарата постоянного тока примечание к применению sg3525 АН3200 Регулятор постоянного тока SG3525 схема сварочного аппарата схема дуговой сварки бесплатная схема сварочного аппарата сварочный аппарат на основе igbt SG3525 СВАРОЧНЫЙ МАШИН сварочный аппарат трансформаторного типа | |
2005 — AWG22 Резюме: AXY51000 AXY52000 AXW1109A | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 AXW1109A | |
2008 — Плата разъема M12 Резюме: AXP410618 AXP414618 AXP416618 AXP420618 AXP426618 AXP430618 AXP434618 AXP440618 AXP450618 | Оригинал | ||
2008 — AXY51000 Резюме: разъем AXY52000 0 формы с квадратными контактами | Оригинал | AXY52000 AXY51000 AXY52000 Заголовок формы 0 с квадратными контактами | |
Недоступно Резюме: нет абстрактного текста | Оригинал | AXY52000 | |
АВГ22 Резюме: AXY51000 AXY52000 | Оригинал | AXY52000 AWG22 AXY51000 AXY52000 | |
AXY10000 Аннотация: AXY20101 AXY20201 AXY20202 AXY20203 AXY20205 AXY20301 AXY20302 AXY20303 AXY20305 | Оригинал | ||
2002 — Недоступно Резюме: нет абстрактного текста | Оригинал | ||
2008 — AXW3101421A Аннотация: axw7221 AXW34014A | Оригинал | AXY51000 AXY52000 AXW3101421A ахв7221 AXW34014A | |
Х01Н2-Д Реферат: vde 0298 4 луженая медная проволока | Оригинал | H01N2-D Кап01 ПРО86 вде 0298 4 луженых медных провода | |
2010 — Схема дуговой сварки Реферат: ДУГОВАЯ СВАРКА Диодный 800-амперный контроллер сварочного аппарата, гибкий подвесной регулятор высоты горелки, высота сварочной горелки для дуговой сварки | Оригинал | 0-800А схема дуговой сварки ДУГОВАЯ СВАРКА диод 800ампер контроллер сварщика гибкая подвеска регулятор высоты горелки сварка дуговая сварка высота факела | |
2005 — робот Реферат: роботы для управления дуговой сваркой | Оригинал | ||
миг сварка Реферат: Газ аргон для сварки 09016 AMP CONNECTOR сварка | Оригинал | ||
2008 — AXY20202 Аннотация: AXY20 | Оригинал | ||
2006 — паспорт сварки стали Резюме: нет абстрактного текста | Оригинал | PR10153EN паспорт сварки стали | |
2015 — Плата инверторного сварочного аппарата Реферат: Инструкция по эксплуатации инверторного IGBT-сварщика Схема IGBT-сварщика схема изменения мощности для дуговой сварки инверторная схема дуговой сварки схема инверторного сварочного аппарата IGBT-дуговая сварка сварочный аппарат FERRITE TRANSFORMER design | Оригинал | АН4638 DocID027309 плата инверторного сварочного аппарата инструкция по эксплуатации сварочного инвертора igbt Схема сварщика IGBT схема изменения мощности для дуговой сварки схема инверторной дуговой сварки схема инверторного сварочного аппарата дуговой сварщик igbt сварщик FERRITE TRANSFORMER дизайн | |
 org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»> org/Product»>
org/Product»>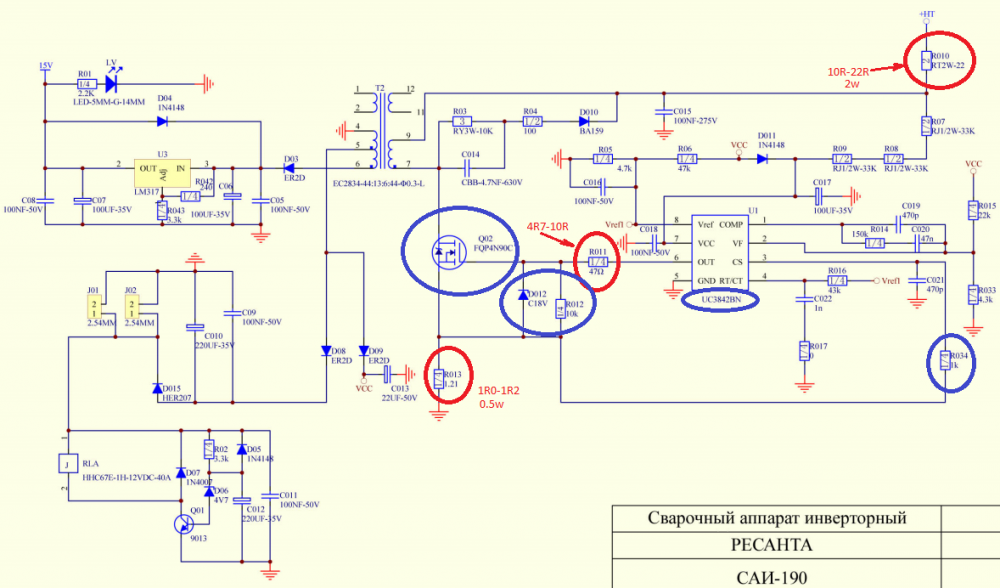 org/Product»>
org/Product»> org/Product»>
org/Product»> Предыдущий
1
2
3
. ..
..
23
24
25
Далее
Сварочный аппарат Bansal Arc MIG-50 Руководство по эксплуатации
Сварочный аппарат Bansal Arc MIG-50
Благодарим вас за выбор нашего инверторного сварочного аппарата. Перед установкой и эксплуатацией данного оборудования внимательно прочтите и уясните данное руководство по эксплуатации. Спасибо за сотрудничество.
Применение и особенности
Инверторный сварочный аппарат серии MIG/NB/NBC GMAW (CO2)/MAG представляет собой разновидность высокопроизводительного универсального полуавтомата. Он может использовать сплошную проволоку диаметром φ0,8~φ1,6 мм и порошковую проволоку для сварки конструкций из мягкой и низколегированной стали.
- Благодаря инверторной технологии схема компенсации напряжения и функция автоматической компенсации длины дуги обеспечивают стабильную сварку.
- Обладает низким уровнем разбрызгивания и высокой скоростью осаждения.
- Отличные характеристики сварки и стабильная дуга.

- Имеет легкое импульсное зажигание.
- Может исключить появление капель после сварки.
- Благодаря функции самоблокировки он может снизить трудоемкость сварщика, особенно при длительной сварке.
- Он имеет очень стабильную скорость сварки, легкий, компактный и легко перемещаемый.
- Энергосбережение и меньше требований к емкости цепи.
Меры безопасности
Меры безопасности:
- Во избежание несчастных случаев используйте машину в соответствии с данным руководством.
- При вводе питания выбор места установки и газа высокого давления должен соответствовать соответствующим стандартам.
- Посторонним лицам запрещается закрывать зону сварки.
- Только квалифицированные специалисты могут устанавливать, проверять, обслуживать и использовать сварочный аппарат.
- Не используйте сварочный аппарат для других целей (таких как зарядка, нагрев и размораживание трубопроводов)
- Если поверхность неровная, избегайте опрокидывания аппарата.

Избегайте поражения электрическим током и ожогов.
- Не прикасайтесь к токоведущим частям.
- Только квалифицированному персоналу разрешается использовать медный кабель специального диаметра для соединения машины с землей.
- Для подключения кабеля используйте специальный медный кабель, изоляционная втулка не может быть сломана.
- Обеспечьте хорошую изоляцию между людьми и основным металлом при сварке во влажной среде и в ограниченных условиях.
- Пожалуйста, используйте безопасную электросеть для работы на высоте.
- Отключайте питание, когда не используете машину.
Предотвращение дыма и сварочного газа
- Обеспечьте хорошую вентиляцию, чтобы избежать отравления газом и удушья, особенно при работе в нижней части.
Подъемная дуга и брызги вредны
- Наденьте защитное стекло, чтобы избежать появления дуги, брызг и шлака.

- Пожалуйста, используйте защитную утварь, такую как рабочая одежда с длинными рукавами, меховые перчатки, кожаная обувь, фартук и т. д., чтобы избежать дугового света, брызг и шлака.
Избегайте пожара, взрыва и поломки.
- Удалите горючие предметы, чтобы на них не попали брызги. Если они не могут быть удалены, пожалуйста, накройте их негорючими предметами.
- Кабель и основной металл должны быть надежно закреплены во избежание возгорания.
- Не выполняйте сварку в горючем газе или сварочных емкостях, содержащих горючие материалы, во избежание взрыва.
- Сварка герметичного контейнера может привести к поломке.
- Заранее подготовьте огнетушитель.
Избегайте травм от вращающихся частей.
- Не следует закрывать фигурки, одежду и одежду вращающимися деталями, такими как охлаждающее устройство и ролик подачи проволоки.
- Во время подачи проволоки не приближайте сварочный пистолет к глазам, лицу и другим частям тела, чтобы защитить себя.

Избегайте опрокидывания баллона с воздухом и повреждения регулятора.
- Опрокидывание баллонов с воздухом может привести к серьезным травмам.
- Баллон с воздухом под высоким давлением может привести к серьезной травме.
- Использование неподходящего расходомера для баллона с воздухом может привести к серьезной травме!
- Пожалуйста, проверьте, соответствует ли газ в баллоне с воздухом технологическим требованиям, и убедитесь, что все расходомеры и соединения труб находятся в хорошем состоянии.
Не причиняйте вред другим людям при перемещении машины.
- При использовании гражданского подъемника убедитесь, что под и спереди сварочного аппарата нет людей.
- При подъеме машины убедитесь, что кабель затянут, чтобы избежать травм! температура должна быть между 10℃ и 40℃.
- Градиент не должен быть меньше 15°.
- Во время сварки ветер не допускается, при необходимости приобретите щит.
- Расстояние между сварочным аппаратом и стеной должно быть более 20 см, а расстояние между сварочным аппаратом и другими аппаратами должно быть более 10 см.
- При использовании горелки с водяным охлаждением следите за тем, чтобы она не замерзла.
Качество электроэнергии
- Форма волны стандартная синусоидальная, эффективное значение 220 В ± 15 % или 380 В ± 15 %, частота 50–60 Гц.
- 3-phase voltage unbalance ≤5%
Input power
| model | MIG-250Y NB-250 | MIG-270Y NB-270 | MIG-315Y NB-315 | |
| Input power source | Single-phase AC220V | 3-phase AC380V | 3-phase AC380V | |
| Power source capability Small capability | Power grid | 12KVA | 20KVA | 22KVA |
| Motor | 20KVA | 25KVA | 30KVA | |
| Input protection | fuse | 20KVA | 25A | 30A |
| Circuit breaker | 20A | 30A | 32A | |
| Cable | Входная сторона | ≥1,5 мм² | ≥2,5 мм² | ≥2,5 мм² |
| ВЫХОДА СТОРОНА | 25 мм² | 35MM² | 35 мм. 0023 0023 | |
| Кабель заземления | ≥1,5 мм² | ≥2,5 мм² | ≥2,5 мм² | |
Примечание.
Установка оборудования
Этот аппарат небольшой, легкий и легко перемещается сварщиком. Если есть какая-либо тачка, движение будет более удобным, но, пожалуйста, убедитесь, что рояль гладкий. Сварочный аппарат серии MIG/NB/NBC с внешним газовым подключением, как на рис. 1 и рис. 2
Эксплуатация
1) Соедините соединительную клемму с основным металлом кабелем.
2) Соединения электрододержателя должны быть соединены с клеммой .
3) Подсоедините газовую трубку с механизмом подачи проволоки к расходомеру CO2.
4) Кабель нагревателя газового регулятора должен быть подключен к выходному разъему на задней панели сварочного аппарата.
5) Подсоедините 3-фазный кабель к панели переключателей, а кабель заземления должен быть хорошо заземлен.
6) Включите автоматический выключатель воздуха на задней панели сварочного аппарата.
Применение
Включите автоматический выключатель воздуха на панели переключателей, загорится индикатор сварки и заработает вентилятор охлаждения. Нажмите кнопку подачи проволоки вниз, и проволока подается быстро. Вы можете установить параметр с помощью кнопок на панели. При нажатии переключателя сварочной горелки устройство подачи проволоки начинает подавать и из головки горелки выходит газ CO2, после чего можно начинать сварку. Клиент может обратиться к list2. После сварки закройте подачу газа CO2 и выключите питание.
Welding current(A) | Welding voltage(V) | Wire diameter(mm) |
| 60~80 | 17~18 | Ф1.0 |
80~130 | 18~21 | Ф1.0、Ф1.2 |
| 130~200 | 20~24 | Ф1.0、Ф1.2 |
200~250 | 24 ~27 | Ф1.0, Ф1.2 |
| 250~350 | 26~32 | Ф1. |
 2, Ф1.6
2, Ф1.6Краткий принцип Принципиальная схема сварочного аппарата серии MIG/NB/NBC
показана на рис.3 и рис.4.
Эта машина использует технологию плавного переключения инвертора IGBT, а входная мощность — однофазная 220 В или 3-фазная 380 В. Эта технология может повышать частоту, снижать напряжение, выпрямлять и фильтровать, а затем получать постоянный ток, пригодный для сварки. Весь процесс повышает скорость динамического отклика и уменьшает размер и вес сварочного аппарата. Цепь управляется по замкнутому контуру и является отличной компенсацией сетки при сварке.
Выходная характеристика инверторного сварочного аппарата серии MIG/NB/NBC показана на рис. 5:
Эксплуатация
Передняя панель
Передняя панель: на примере NB-270 показана на рис. 6. Другие модели аналогичны .
- Измеритель выходного тока
Показывает относительное значение скорости подачи проволоки при сварке сзади без нагрузки и может показывать фактическое значение тока при сварке.
- Измеритель выходного напряжения
Показывает заданное значение при сварке без нагрузки и фактическое значение при сварке. - Ручка регулировки напряжения
Регулировка сварочного напряжения. - Ручка регулировки тока
Регулировка сварочного тока. - Ручка регулировки индуктивности
Регулирует уровень стабильности сварки и брызг. - Гнездо кабеля сварочной горелки
- Гнездо кабеля электрододержателя
- Индикатор работы
Показывает, включен ли сварочный аппарат. 9. Индикатор защиты Он показывает, если температура внутри машины слишком высока. Машина перестанет работать, когда загорится. - Ручка ручной подачи проволоки используется для быстрой подачи.
Задняя панель
Задняя панель сварочного аппарата показана на рис. 7 ниже:
- Автоматический воздушный выключатель
Этот выключатель автоматически выключается при перегрузке или поломке сварочного аппарата. Выключатель используется в целом, и его нельзя использовать в качестве выключателя питания.
Выключатель используется в целом, и его нельзя использовать в качестве выключателя питания. - Входной кабель источника питания
Желтый и зеленый провода должны быть заземлены, а другие провода могут быть подключены к однофазной или трехфазной входной мощности в соответствии с требованиями. - Выходной разъем нагревателя (AC 36V)
Подсоедините к регулятору CO2. - Забор газа
Отсюда поступает газ CO2. - Вентилятор
Снизить температуру внутри сварочного аппарата.
Технические характеристики
Основные технические параметры
| NO | Model | NBC-200 MIG-200Y | NBC-250 MIG-250Y | NBC-270 MIG-270Y | NBC-315Y MIG-315Y | |||||||||||||||||||||||||||||||
| 01 | Входное напряжение/частота | AC220V ± 15%50/60HZ | AC380V ± 15%50/60HZ | |||||||||||||||||||||||||||||||||
| 02 | РЕЙТАЯ Входная энергия | 8.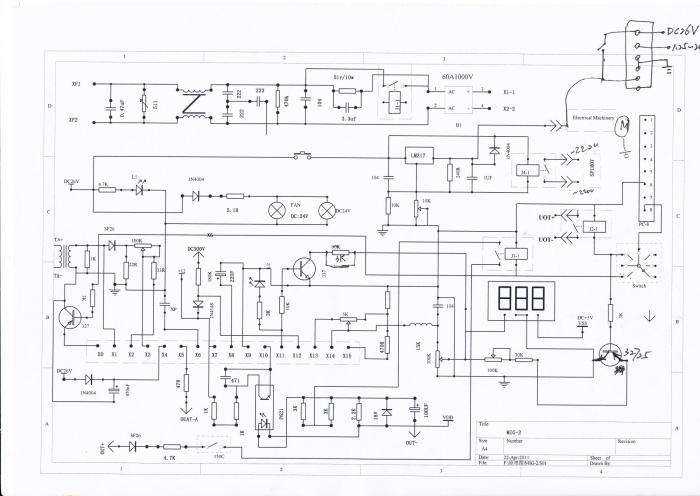 2KVA 2KVA | 8.7KATED Входной энергия | 8.2KVA | 8.7KVATED | 8.2KVA | 8.7KVAT | |||||||||||||||||||||||||||||
| 03 | Rated duty cycle | 60% | 60% | 60% | 60% | |||||||||||||||||||||||||||||||
| 04 | Adjustable range of output current | 50~200A | 50~250A | 50~270A | 50 ~300A | |||||||||||||||||||||||||||||||
| 05 | Adjustable range of output voltage | 16.5~24V | 16.5~26.5V | 16.5~28V | 16.5~29V | |||||||||||||||||||||||||||||||
| 06 | Open circuit voltage | 58V | 58V | 68V | 68V | |||||||||||||||||||||||||||||||
| 07 | Power | ≥85% | ≥85% | ≥85% | ≥85% | |||||||||||||||||||||||||||||||
| 08 | Power factor | ≥0.93 | ≥0.93 | ≥0.93 | ≥0.93 | |||||||||||||||||||||||||||||||
| 09 | Wire diameter | Ф0.8~Ф1.0 | Ф0.8~Ф1.2 | Ф0.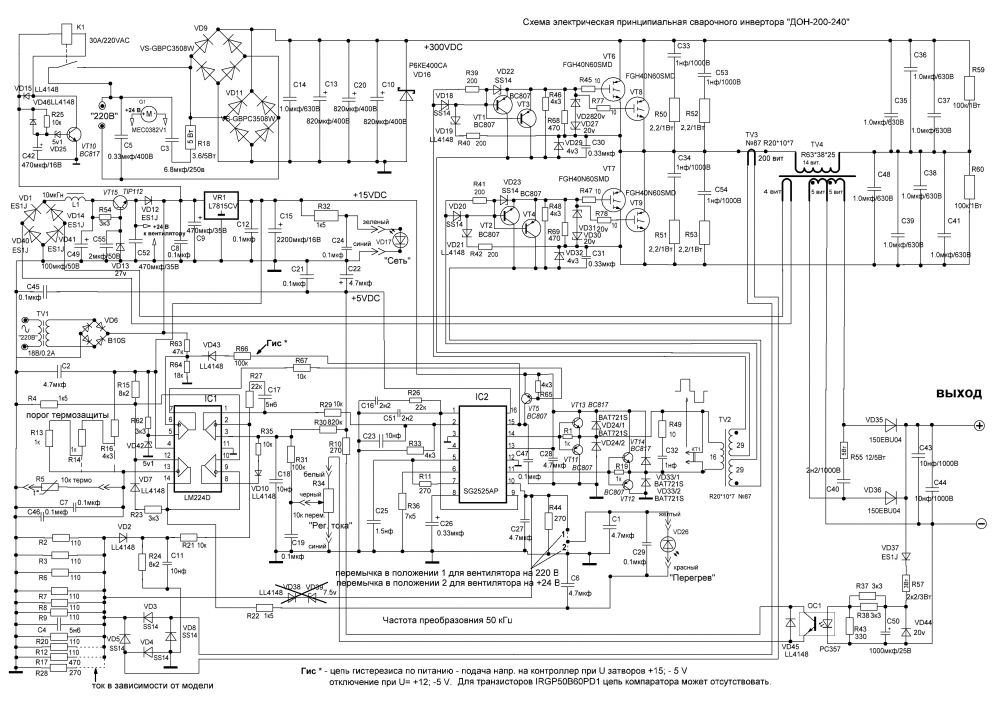 8~Ф1.2 8~Ф1.2 | Ф0,8~Ф1,2 | |||||||||||||||||||||||||||||||
| 10 | Вес | 20kg | 20kg | 30kg | 30kg | |||||||||||||||||||||||||||||||
| 11 | Type of wire feeder | Built-in | ||||||||||||||||||||||||||||||||||
| 12 | CO 2 regulator | 15-20L/min | ||||||||||||||||||||||||||||||||||
| 13 | Основная изоляция трансформатора | H | ||||||||||||||||||||||||||||||||||
| 14 | ВЫХОДНЫЙ Реактор Изоляция | |||||||||||||||||||||||||||||||||||

NO. | Проблема | Причина | Решение | |
01 | После включения питания индикатор не загорается. |
|
| |
02 | После включения питания автоматический выключатель воздуха выключается автоматически. |
|
| |
03 | Автоматический выключатель воздуха на задней панели автоматически отключается при сварке. |
|
|
|
05 | Установительный дуг и высокий Spatter | Установительный дуг и высокий Spatter | . |
|
06 | CO 2 Газовый регулятор не может нагреться |
| ||
07 | Нажать переключатель сварки, подача проволоки нормальная, но газовая горелка не работает |
|
| |
08 | Push down welding gun switch, wire feeder does not здесь работает и нет напряжения холостого хода |
|
|

Electric circuit diagram
report this ad
Documents / Resources
| Bansal Arc MIG-50 сварочный аппарат [pdf] Руководство по эксплуатации MIG-50, сварочный аппарат, сварочный аппарат MIG-50, аппарат |
