Фартук токарного станка 16к20 ремонт: Фартук станка 16К20 | 16К20 Токарный станок
Содержание
Фартук токарного станка. Устройство фартука токарного станка
- Устройство фартука токарно-винторезного универсального станка
- Кинематическая схема токарно-винторезного станка
- Описание режимов работы фартука станка
- Конструкция фартука токарно-винторезного станка
- Чертежи фартука токарно-винторезного станка 1к62
Содержание
Устройство фартука токарно-винторезного универсального станка
Фартук токарно-винторезного станка жестко крепится к переднему торцу каретки суппорта.
Фартук преобразует вращательное движение ходового винта или ходового валика в поступательное перемещение суппорта (подачу) вдоль направляющих станины. Движение от ходового валика используется также для механического перемещения поперечных салазок.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Ходовой винт используется при нарезании резьбы. Вращательное движение ходового винта преобразовывается в поступательное движение суппорта (движение подачи) с помощью разъемной маточной гайки. Скорость вращения ходового винта, следовательно, скорость подачи, регулируется коробкой подач токарного станка.
Вращательное движение ходового винта преобразовывается в поступательное движение суппорта (движение подачи) с помощью разъемной маточной гайки. Скорость вращения ходового винта, следовательно, скорость подачи, регулируется коробкой подач токарного станка.
Ходовой валик используется при выполнении всех остальных токарных работ. Вращательное движение ходового валика преобразовывается в поступательное движение суппорта (движение подачи) с помощью червяка на скользящей шпонке, зубчатой рейки закрепленной на станине и сцепленного с рейкой зубчатого колеса. Это колесо может получать вращение либо механически — от ходового вала, либо вручную от вращения рукоятки (маховичка).
Механизмы в фартуке могут преобразовывать вращательное движение ходового валика в поступательное движение (механическую подачу) поперечных салазок суппорта.
Для ускоренного движения суппорта используется отдельный электродвигатель, который вращает ходовой валик с повышенной скоростью.
Смазку всех приводных частей, подшипниковые опоры и направляющие суппорта и каретки обеспечивает плунжерный насос. Он смонтирован и нижней крышке фартука и приводится в действие от вала червячной шестерни.
Он смонтирован и нижней крышке фартука и приводится в действие от вала червячной шестерни.
Смазка ходового винта производится при помощи ручной масленки при включенной маточной гайке.
Читайте также: Описание конструкции токарно-винторезного станка 1К62
Схема кинематическая токарно-винторезного станка
1. Схема кинематическая токарно-винторезного станка. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка. Смотреть в увеличенном масштабе
3. Схема кинематическая токарно-винторезного станка. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка имеет четыре кулачковые муфты, позволяющие осуществить прямой и обратный ход каретки и суппорта. Управление перемещениями каретки осуществляется мнемонической рукояткой 25. Направление включения рукоятки совпадает с направлением перемещения суппорта. Включение быстрых перемещений суппорта в указанных четырех направлениях осуществляется дополнительным зажатием кнопки 12, встроенной в рукоятку 25. Этим и нажатием включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Этим и нажатием включается электродвигатель быстрых ходов, который через клиноременную передачу сообщает движение ходовому валу.
Фартук имеет блокирующее устройство, препятствующее одновременному включению продольной и поперечной подач суппорта, а также предохранительную кулачковую муфту, которая срабатывает под действием усилий, возникающих при перегрузке фартука.
Для нарезания резьбы следует рукояткой 24 включить маточную гайку и вывести из зацепления реечную шестерню путем вытягивания на себя кнопки 6.
Описание режимов работы фартука станка
Рис 9. Схема фартука токарно-винторезного станка
Продольная подача каретки суппорта
Продольная подача суппорта станка при выполнении всех токарных работ, кроме нарезания резьбы резцом, осуществляется при помощи закрепленной на станине зубчатой рейки 14 и катящегося по ней зубчатого колеса 17. Это колесо может получать вращение либо механически — от ходового вала 1, либо вручную от вращения рукоятки. Механическая продольная подача осуществляется следующим образом. В длинную шпоночную канавку 2 ходового вала 1 входит шпонка сидящего на нем червяка 9. Вращаясь, червяк приводит в движение червячное колесо 8. Для включения механической продольной подачи нужно рукояткой 11 соединить (с помощью муфты) червячное колесо с колесом 10. Последнее сообщит вращение колесу 15, а вместе с ним будет вращаться сидящее на том же валике реечное колесо 17. Это колесо катится по неподвижной рейке 14, приводя в движение фартук и каретку суппорта вдоль станины.
Механическая продольная подача осуществляется следующим образом. В длинную шпоночную канавку 2 ходового вала 1 входит шпонка сидящего на нем червяка 9. Вращаясь, червяк приводит в движение червячное колесо 8. Для включения механической продольной подачи нужно рукояткой 11 соединить (с помощью муфты) червячное колесо с колесом 10. Последнее сообщит вращение колесу 15, а вместе с ним будет вращаться сидящее на том же валике реечное колесо 17. Это колесо катится по неподвижной рейке 14, приводя в движение фартук и каретку суппорта вдоль станины.
Ручная продольная подача производится рукояткой 13 через колеса 12, 15, 17 и рейку 14.
Поперечная подача салазок суппорта
Для осуществления механической поперечной подачи рядом с червяком 9 на ходовом валу сидит коническое зубчатое колесо 7, шпонка которого также скользит в длинной шпоночной канавке 2 ходового вала 1. Вращаясь вместе с валом, колесо 7 приводит во вращение другое коническое колесо 4 и цилиндрические колеса 5, 3, 6 и 21. Посредством кнопки 18 можно колесо 21 сцепить с колесом 19. Вместе с колесом 19 приходит во вращение винт 20, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо 21 выводят из зацепления с колесом 19, пользуясь той же кнопкой 18.
Посредством кнопки 18 можно колесо 21 сцепить с колесом 19. Вместе с колесом 19 приходит во вращение винт 20, осуществляя поперечную подачу резца. Для выключения поперечной подачи колесо 21 выводят из зацепления с колесом 19, пользуясь той же кнопкой 18.
Ручная поперечная подача производится рукояткой 16.
Нарезание резьбы на токарно-винторезном станке
Рис. 10. Устройство разъемной гайки (маточной гайки) токарно-винторезного станка
Для продольного перемещения суппорта при нарезании резьбы пользуются ходовым винтом 22, с которым связана разъемная гайка (маточная гайка) 23, установленная в фартуке.
Устройство разъемной гайки показано на рис. 10. При нарезании резьбы обе половины гайки 23 сближают при помощи рукоятки 25; сближаясь, они захватывают нарезку винта 22, при вращении которого фартук, а вместе с ним и суппорт с резцом получают продольное перемещение. Для сдвигания и раздвигания половин разъемной гайки на валике рукоятки 25 закреплен диск 24 с двумя спиральными прорезями 26, в которые входят пальцы 27 нижней и верхней половины гайки 23. При повороте диска 24 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться.
При повороте диска 24 прорези заставляют пальцы, а следовательно, и половины гайки сближаться или раздвигаться.
Конструкция фартука токарно-винторезного станка
Фартук токарно-винторезного станка. Смотреть в увеличенном масштабе
Включение подачи по ходовому винту осуществляется замыканием маточной гайки (фиг. I, 15). Она состоит из двух полугаек 1 и 2, которые могут перемещаться по направляющим, выполненным в фартуке. С помощью рукоятки 4 на лицевой стороне фартука полугайки можно сближать, замыкая их на ходовом винте, или освобождать его; перемещение их осуществляется диском 5 с фасонными пазами, в которые входят штифты 3, запрессованные в полугайки.
Движение от ходового валика передается через скользящую по нему вместе с фартуком шестерню z = 27 (см. фиг. 1, 6) на червячную передачу фартука. С вала червячного колеса вращение передается в зависимости от того, какая из зубчатых муфт М6, М7, М8 или М9 включена — либо на реечную шестерню г = 10 — для получения продольной подачи, либо на шестерню г = 20, сидящую на подающем винте XXI поперечных салазок, — для получения механической поперечной подачи. Включение всех этих муфт на станке мод. 1К62 производится одной рукояткой (фиг. I, 16), причем направление включения совпадает с направлением подачи резца. Продольное перемещение суппорта вручную производится, при помощи маховичка на валу XXII, когда рукоятка включения механической подачи установлена в среднее положение. В фартуке имеется устройство, исключающее включение подачи одновременно по ходовому винту и ходовому валику (блокировка), так как такое включение привело бы к поломке.
Включение всех этих муфт на станке мод. 1К62 производится одной рукояткой (фиг. I, 16), причем направление включения совпадает с направлением подачи резца. Продольное перемещение суппорта вручную производится, при помощи маховичка на валу XXII, когда рукоятка включения механической подачи установлена в среднее положение. В фартуке имеется устройство, исключающее включение подачи одновременно по ходовому винту и ходовому валику (блокировка), так как такое включение привело бы к поломке.
Фартук токарно-винторезного станка
Для предохранения цепи подач от перегрузок, а также для работы по упорам (см. стр. 46), на оси червяка установлена предохранительная зубчатая муфта Мп (см. фиг. 1,6), пружина которой отрегулирована на передачу определенного крутящего момента. Если момент превысит допустимый, муфта начнет прощелкивать.
Сокращение времени на выполнение вспомогательных движений является важным резервом повышения производительности станков; поэтому у большинства современных станков предусмотрены механизмы, обеспечивающие быстрые («ускоренные») холостые перемещения инструмента. В станке 1К62 для этой цели на правом торце станины установлен отдельный электродвигатель (фиг. I, 17) мощностью 1 кВт, соединенный клиноременной передачей с ходовым валиком. Односторонняя муфта обгона Мо в коробке подач позволяет сообщать вращение ходовому валику как от коробки подач, так и от вспомогательного двигателя.
В станке 1К62 для этой цели на правом торце станины установлен отдельный электродвигатель (фиг. I, 17) мощностью 1 кВт, соединенный клиноременной передачей с ходовым валиком. Односторонняя муфта обгона Мо в коробке подач позволяет сообщать вращение ходовому валику как от коробки подач, так и от вспомогательного двигателя.
Обгонная муфта (фиг. I, 18) имеет наружное кольцо 2, фасонный диск 1, ролики 3 и пружины 4, поджимающие ролики. Такая муфта может передавать крутящий момент при заклинивании роликов только в одном направлении.
В коробке подач станка наружное кольцо обгонной муфты Жестко связано с блоком шестерен z — 56 (см. фиг. 1,6), а внутренний диск — с ходовым валиком XVI. Когда вспомогательный электродвигатель не включен, сообщается движение ходовому валику от коробки подач; когда этот двигатель включен, диск муфты вращается в том же направлении, что и наружное кольцо, но с большей скоростью, и это приводит к пробуксовке обгонной муфты. После остановки двигателя цепь рабочих подач автоматически восстанавливается. Двигатель быстрых перемещений включается кнопкой К (см. фиг. I, 16) на рукоятке включения автоматических подач. Механизм быстрых перемещений обеспечивает скорость продольного перемещения суппорта 3,4 м/мин и поперечного 1,7 м/мин. В тяжелых токарно-винторезных станках, имеющих несколько суппортов, быстрые продольные и поперечные перемещения осуществляются от отдельных электродвигателей, установленных на каждом суппорте.
Двигатель быстрых перемещений включается кнопкой К (см. фиг. I, 16) на рукоятке включения автоматических подач. Механизм быстрых перемещений обеспечивает скорость продольного перемещения суппорта 3,4 м/мин и поперечного 1,7 м/мин. В тяжелых токарно-винторезных станках, имеющих несколько суппортов, быстрые продольные и поперечные перемещения осуществляются от отдельных электродвигателей, установленных на каждом суппорте.
Фото фартука токарно-винторезного станка
Фартук токарно-винторезного станка
Чертежи фартука токарно-винторезного станка 1к62
Общий вид фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
Устройство фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Устройство фартука токарно-винторезного станка. Смотреть в увеличенном масштабе
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Список литературы:
Пекелис Г. Д., Гельберг Б.Т. Л., «Машиностроение». 1970 г.
Читайте также: Заводы производители токарных станков в России
Фартук токарно-винторезного станка. Видеоролик
Быстрая замена фартука
Пошаговая установка фартука
Фрезеровка направляющей крышки фартука
Полезные ссылки по теме
Ремонт токарно-винторезных станков недорого и профессионально
- Главная
>
 org/ListItem»>
org/ListItem»>
Ремонт станков>
- Токарные станки
>
Ремонт винторезных токарных станков
Для того чтобы обеспечить бесперебойную работу токарно-винторезных станков, необходимо проводить их периодическое обслуживание. Данное оборудование выдерживает серьезные нагрузки, но интенсивная эксплуатация приводит к выходу из строя ряда деталей. Кроме того, некоторые части имеют ограниченный ресурс – именно поэтому следует их вовремя заменить, чтобы восстановить работоспособность станка.
Компания «Станко Ретро-Сервис» проводит профессиональную диагностику, текущий, а при необходимости и капитальный ремонт оборудования этого вида. Наши специалисты оперативно устранят поломки или заменят коробку передач, заднюю бабку, восстановят работу электрооборудования и т.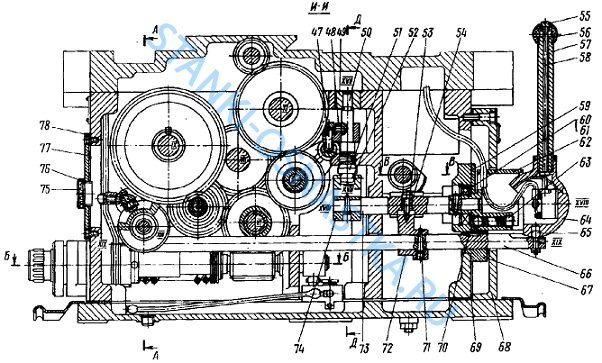 д. На нашем складе есть все требуемые запчасти. Работы проводим на территории заказчика, предоставляем гарантию.
д. На нашем складе есть все требуемые запчасти. Работы проводим на территории заказчика, предоставляем гарантию.
- Предварительный осмотр и ремонт проводится каждый день перед началом работы. Подобная процедура проводится для выявления неисправностей, которые можно выявить при быстром осмотре: плохое питание электрооборудования из-за повреждения кабеля, нарушение крепления задней бабки, механическое повреждение токарно-винторезных станков 16К20 и 1К62, которые появились из-за внешнего воздействия. Подобный осмотр – требования техники безопасности не только при использовании 16К20 и 1К62, но и других моделей.
- Текущий ремонт проводится после планового осмотра. Проведение текущего ремонта подразумевает диагностику не только открытых элементов станков 16К20 и 1К62, к примеру, задней бабки, но и электрооборудования и других составляющих конструкции. Основная задача – исправление всех неисправностей, которые не позволяют проводить работы с заданными технологическими параметрами.

- Капитальный ремонт – самый сложный и дорогостоящий из приведенных в этом списке. Его проведение позволяет не только обеспечить нужные условия для работы, но и значительно увеличивает срок эксплуатации электрооборудования, составных частей привода, задней бабки, передачи и других составляющих конструкции. Основная задача, которую ставят перед собой, когда проводят капитальный ремонт, это возвращение показателей работы станка 16К20 и 1К62 к тем, который были заданы на заводе или приближение состояния оборудования к первоначальному. Капитальный ремонт предусматривает разбор корпуса, замену электрооборудования и других частей конструкции при необходимости.
Особенности капитального ремонта токарно-винторезных станков
При проведении работы по полному осмотру винторезного станка обращают особое внимание на следующее:
- Станину. Станина является связующим элементом и от ее состояния зависит точность обработки, наличие вибрации и многое другое.

- Суппорт предназначен для крепления инструмента и его передвижения относительно заготовки. Как и другие части конструкции, он подвержен износу.
- Фартук предназначен для преобразования вращательного движения в возвратно-поступательное. От его состояния будет зависеть плавность хода суппорта. Поэтому проводится проверка его состояния.
- Коробку скоростей и передач.
- На особенности работы всего электрооборудования.
- Состояние задней бабки.
Этапы ремонта токарно-винторезных станков
- При осмотре токарно-винторезных станин стоит помнить, что именно этот элемент конструкции является связующим. Так правильность расположения задней бабки может зависеть от степени деформации токарно-винторезных станин 16К20 и 1К62. Наличие деформации – результат высоких нагрузок.
- Монтаж коробки подач и скоростей токарно-винторезных станков. Коробка подач – один из наиболее важных элементов конструкции.

- Восстановление направляющих каретки токарно-винторезных станков – также один из важных этапов, который содержит технология капитального ремонта 16К20 и 1К62.
- Диагностика и монтаж фартука.
- Обслуживание передней бабки. Один из наиболее важных этапов – демонтаж, диагностика передней бабки, которая состоит из огромного количества важных элементов. Конструкция 16К20 и 1к62 устроена так, что коробка скоростей и подач расположена в этой части.
- Замена сменных шестерен.
- Замена суппорта 16К20 и 1К62, его наладка.
- Монтаж и наладка задней бабки.
- Проверка исправности электрооборудования, защитного устройства.
- Проверка состояния системы охлаждения.
- Замена и монтаж кожухов, различных защитных крышек, обновление табличек с техническими данными.
Примеры работ
Ремонт фартука токарного станка 1к62
Ремонт задней бабки токарного станка 1А616
Восстановление направляющих консолей станка 6Р81
Замена масляного отбойника фрезерного станка 6Р12
Шабровка станины токарного станка 1А61К
Ремонт суппорта токарного станка 1А616
Ремонт электромагнитной муфты подач токарного станка 1М63
Ремонт маслонасоса в токарном станке 1К62
Токарные станки Саут-Бенд | Необходима информация о восстановлении фартука токарного станка на южном изгибе 1920-х годов | Практик-механик
Кискульптор
Алюминий
#1
Я только что взял этот токарный станок, и мне нужно решить некоторые проблемы с фартуком. Механизм, который едет на стойке, довольно хрустящий. Есть ли хороший справочник или руководство о том, как удалить и восстановить эти фартуки старого стиля? Я планирую снять видео процесса, чтобы другие, кто хочет это сделать, могли иметь отправную точку.
ТомРид
Алюминий
#2
Я занимаюсь восстановлением похожего фартука из тяжелого 9-го образца 1927 года. Все довольно просто, но есть одна большая проблема, которая меня достала. На моем болте за колесиком переключения режимов (подача каретки, поперечная подача, нарезание резьбы) есть болт. Не пытайтесь повернуть его. Моя была закреплена на чугунной скобе. Я не повернулся, и чугунная скоба сломалась. Если моя первая попытка ремонта не сработает, мне придется попытаться сварить его.
На моем болте за колесиком переключения режимов (подача каретки, поперечная подача, нарезание резьбы) есть болт. Не пытайтесь повернуть его. Моя была закреплена на чугунной скобе. Я не повернулся, и чугунная скоба сломалась. Если моя первая попытка ремонта не сработает, мне придется попытаться сварить его.
Кейт524
Алюминий
#3
Я тоже готовлюсь к переделке моего 16 с таким же фартуком. Я получаю комплект от Стива на ebay, он продает книгу, руководство по ремонту токарного станка Southbend. у них нет вырубных войлоков для него, купи он делает мне масленки. Мэйби, пойди с ним и возьми книгу и комплект! Удачи!
Кискульптор
Алюминий
#4
Спасибо за информацию, поищу книгу.
комплект455
Титан
#5
Моя копия книги не распространяется на фартук Series O. Я не думаю, что каждый раз видел разобранный вид или руководство по восстановлению для одного.
аллан
СВИГИН
Чугун
#6
Вот единственные 3 фотографии задней части моего 9-дюймового фартука 1922 года, когда я его разбирал.
Это мой первый токарный станок, и у меня не было проблем с его разборкой и сборкой. Если вы столкнулись с конкретной проблемой, просто спросите, и мы постараемся ответить.
ТомРид
Алюминий
#7
Фартук моей серии «О» немного отличается. Там, где у вас есть простой рычаг для включения сцепления, у меня есть встроенная блокировка полугайки.
Кейт524
Алюминий
#8
ТомРид сказал:
Фартук у моей серии «О» немного другой. Там, где у вас есть простой рычаг для включения сцепления, у меня есть встроенная блокировка полугайки.
Нажмите, чтобы развернуть…
вы имеете в виду поршень для включения питания? это то, что есть у моего 16.
Джонодер
Алмаз
#9
вы имеете в виду плунжер для включения питания? это то, что есть у моего 16.
Нажмите, чтобы развернуть…

Серия N. Плунжер имеет функцию диапазона вместо ручки со звездочкой, как в серии O 9.0007
набухает
Нержавеющая сталь
#10
Более поздние 20-е и 30-е годы серии O (G-3) имели предохранительную блокировку на разрезных гайках, см. фото и сравните с фартуком SWIGIN G-2 без блокировки. Вполне возможно, что более ранний фартук без блокировки будет иметь звездообразную ручку на переключателе передач, а более поздний фартук с блокировкой может иметь круглую рифленую ручку с меньшей звездой, отлитой в центре._2022-03-16_15-04-40.jpg)
Стив Уэллс
Посмотреть вложение 92267 Посмотреть вложение 92268
ТомРид
Алюминий
#11
Такой же, как мой фартук, и у него рифленая ручка со звездой посередине.
Кискульптор
Алюминий
№13
Всем спасибо за информацию! У меня еще не было возможности начать работать над этим, но когда я это сделаю, я опубликую много фотографий.
Кейт524
Алюминий
№14
вот как выглядит мой, я не могу перевести поршень в нейтральное положение. Я не могу найти среду, либо кроссфид, либо комбикорм. в чем дело?
ТомРид
Алюминий
№15
Похоже, ваш фартук использует плунжер для установки режима работы. Найдите положение, в котором стопорный штифт выйдет из полугаек. Вероятно, это будет «центральное» положение плунжера. Попробуйте немного надавить на стопорный штифт, чтобы толкнуть поршень режима.
Найдите положение, в котором стопорный штифт выйдет из полугаек. Вероятно, это будет «центральное» положение плунжера. Попробуйте немного надавить на стопорный штифт, чтобы толкнуть поршень режима.
Кискульптор
Алюминий
№16
Думаю, первый вопрос, как снять его с токарного станка. Как снять винт подачи? Мне просто отвинтить винт от токарного станка и снять их вместе или прокрутить седло до конца
и просто сдвиньте его? Седло тоже снимать?
ТомРид
Алюминий
# 17
На моем редуктор QC отвинчен от станины станка. Пока полугайка не закрыта, ходовой винт будет выскальзывать из фартука. Затем в поперечной подаче есть 2 болта, которые крепят фартук.
Кейт524
Алюминий
# 18
Я снял седельные болты, когда под фартуком была тележка для устойчивости, чёрт возьми, весит тонну! Я открутил скобу ходового винта в конце станины и просто сдвинул фартук в сторону хвостовой части станка.
