Фильеры для волочения: Разновидность волок (фильеров) для волочения проволоки
Содержание
Разновидность волок (фильеров) для волочения проволоки
По существу волока — это рабочий инструмент для механической обработки металла. Он имеет специфическую конструкцию, представленную внутренним каналом воронкообразного типа. Именно через него и выполняется процесс протягивания металлической трубы, проволоки или же прутка.
Выбор фильер в зависимости от целей
Учитывая, что волоки (фильеры) для волочения проволоки (или другие их виды) испытывает огромное динамическое и температурное воздействие особое внимание уделяется технологии их производства. Для этих целей преимущественно используют синтетическую, алмазную структуру или твёрдые сплавы особой прочности. Также достаточно часто используют и так называемую инструментальную сталь. Сам же выбор изделия напрямую зависит от особенностей производственного процесса и его планируемых экономических показателей.
Так, например, волоки (фильеры) напорная способна эффективно обеспечивать поступление смазочного, обслуживающего агента непосредственно в зону деформации. На практике генерирующиеся в процессе работы трение в несколько раз уменьшается, так же как и усилие деформации. Таким образом волока (фильера) напорная гарантирует уменьшение расходов энергетического потребления при машинной обработки. К тому же износ волоки будет незначительным и не потребует её скорого восстановления или замены. Что касается основной области её использования, то это исключительно «сухое волочение», где применяются специальные смазки в порошкообразном виде.
На практике генерирующиеся в процессе работы трение в несколько раз уменьшается, так же как и усилие деформации. Таким образом волока (фильера) напорная гарантирует уменьшение расходов энергетического потребления при машинной обработки. К тому же износ волоки будет незначительным и не потребует её скорого восстановления или замены. Что касается основной области её использования, то это исключительно «сухое волочение», где применяются специальные смазки в порошкообразном виде.
На что обратить в первую очередь внимание?
Вообще не стоит забывать, что перед покупкой волок (фильер) для волочения проволоки или других их модификаций стоит убедиться в её эксплуатационных характеристиках. Важнее всего получить информацию о её реальной стойкости. Это параметр говорит о фактическом количестве проволоки, которая протягивается до механической поломки самого инструмента. Отдельно оценивается стойкость износа, что подразумевает число полученной продукции на 1 единицу внутреннего канала (измеряется в микронах).
Решения для разных технологических задач
А вот фильеры (волоки) скальпирующие позволяют получать более качественную и конкурентоспособную проволоку благодаря специальному, механическому воздействию. В результате на выходе проволока получает свойства улучшенной сопротивляемости коррозийным процессам, а также борьбе с агрессивными примесями, воздействующими на поверхность металла. Больше того — фильеры (волоки) скальпирующие могут использоваться для материала с диаметром 16 мм (в том числе и латунь, медь и алюминий).
Если целью вашего технологического процесса является необходимость протягивания хромоникелевых сталей, то целесообразно будет купить волоки (фильера) твёрдосплавные. Дело в том, что именно этот тип изделий выделяется идеальным балансом рабочей производительности и общего КПД. Не будет лишним сказать и об их высокой устойчивости к трению в условиях ежедневной, безостановочной эксплуатации. Да и хорошая пригодность к шлифованию волок (фильер) твёрдосплавных не подлежит сомнению.
Один из самых надёжных вариантов
Ну и, пожалуй, в конце стоит сказать о самых востребованных и популярных волоках (фильерах) алмазных на современном рынке. Например, наше предприятие занимается изготовлением сразу двух видов — из монокристаллических и природных алмазов. Они обладают очень высокой прочностью, а стало быть и огромным, эксплуатационным ресурсом. При этом способны и выдерживать большой, температурный нагрев (для волоков (фильер) алмазных природных это не менее 2300 W/Mk).
Изготовление фильер для волочения проволоки
Оборудование
Комплектующие
Материалы
Эмульсии
Санкт-Петербург
Канал ООО «СЗКСК»
Каталог
/
Комплектующие для оборудования
/
Фильеры, бандажи
 org/BreadcrumbList»>
org/BreadcrumbList»>| ТАКЖЕ МЫ ПОСТАВЛЯЕМ СОЖ ОТ КОМПАНИИ RICHARDSAPEX |
|
Эмульсии для волочения медной проволоки… Масло и эмульсии для волочения алюминиевой проволоки… Эмульсии для волочения проволоки из стали и других металлов…
|
Для производства металлической проволоки применяются специализированные линии, станки и комплектующие для этих станков – фильеры (волоки), бандажные кольца и конусы, глазки, вкладыши, вставки. В процессе волочения материал проволоки и детали, с ним контактирующие, испытывают значительные механические нагрузки. Поэтому фильера для проволоки должна обладать высоким качеством и иметь выше среднего показатели прочности, твёрдости, износостойкости. Только в этом случае в конечном итоге вы получите качественную продукцию, а ваша технологическая линия волочения будет работать ритмично и бесперебойно, без непродуктивных простоев и излишних затрат на ремонт.
В процессе волочения материал проволоки и детали, с ним контактирующие, испытывают значительные механические нагрузки. Поэтому фильера для проволоки должна обладать высоким качеством и иметь выше среднего показатели прочности, твёрдости, износостойкости. Только в этом случае в конечном итоге вы получите качественную продукцию, а ваша технологическая линия волочения будет работать ритмично и бесперебойно, без непродуктивных простоев и излишних затрат на ремонт.
Изготовление фильер в настоящее время ведется в основном с применением твердосплавных и алмазных заготовок. Именно эти материалы обеспечивают выполнение требований к фильерам, которые упомянуты выше.
Мы предлагаем своим клиентам исключительно высококачественные фильеры для волочения, как стандартных размеров, типов и форм, так и выполненные под заказ по вашим индивидуальным конкретным запросам и чертежам.
Твердосплавные волоки (фильеры) Для волочения проволоки преимущественно из черных металлов, а также для изготовления деталей, имеющих большой диаметр, применяются твердосплавные волоки (фильеры). Они же применяются при изготовлении небольших партий проволоки, а также в тех…
Они же применяются при изготовлении небольших партий проволоки, а также в тех…
Read more…
Алмазные волоки для волочения (фильеры) В процессе изготовления проволоки методом волочения решающую роль для получения качественного продукта играют волоки алмазные. При протягивании сквозь волоку металл значительно деформируется. Процессы, происходящие при этом с металлом, сходны…
Read more…
Волочильные бандажные кольца и конусы Любые по конструкции конусы, кольца волочильные бандажные, втулки, вставки, направляющие, барабаны волочильные, разнообразные ролики и другие детали и запасные части для волочения с повышенной износостойкостью производства итальянской фирмы «Paganoni…
Read more…
Твердосплавные заготовки (вставки, вкладыши) глазки Твердосплавные заготовки (вкладыши, вставки, глазки), которые используются при изготовлении дорнов, штампов и фильер, а также других приспособлений, производят по стандартам качества ISO 9001:2000. Твердосплавные вставки, глазки делаются из твердосплавных…
Твердосплавные вставки, глазки делаются из твердосплавных…
Read more…
Алмазные заготовки фильер Поликристаллические заготовки изготавливаются из сверхтвердых синтетических материалов и применяются для изготовления инструментов, требующих высоких характеристик. PCD вставки для фильер Типоразмеры заготовок Изготавливаются из поликристаллического алмаза, синтезируемого при высокой температуре…
Read more…
Эмульсии и воски для проката к…
Подробнее…
Шнеки и шнековые пары для лить…
Подробнее…
Слюдяные ленты с покрытием — с…
Подробнее. ..
..
Оборудование
для производства кабеля
8 (812) 244-07-34, 8-800-301-05-59,
This email address is being protected from spambots. You need JavaScript enabled to view it.
Комплектующие
для кабельных производств
8 (812) 244-07-39, 8-800-301-05-59 ,
This email address is being protected from spambots. You need JavaScript enabled to view it.
Материалы
обмоточные ленты и нити
8(812)244-07-38, 8800-301-05-59,
This email address is being protected from spambots. You need JavaScript enabled to view it.
Эмульсии
и др. продукты RichardsApex
продукты RichardsApex
8(812)244-48-14, 8800-301-05-59,
This email address is being protected from spambots. You need JavaScript enabled to view it.
Политика конфиденциальности
Наш адрес: 196603, Россия, Санкт-Петербург, Пушкин, ул. Гусарская д.4, лит.Ц.
Сайт: www.czksk.ru
Комплексные решения для кабельных производств. Будем рады видеть Вас в числе наших клиентов!
Статьи, новости отрасли
Карта сайта
Наш офис в Москве: 117545, Россия, Москва, ул.Дорожная, д.8, корп. 1, офис 110. Перед приездом обязательно позвоните нам!
›
‹
Матрицы для волочения проволоки для производства сварочных материалов — WESPEC
Свойства и характеристики типов волочильных головок:
твердый цемент карбидный композит, изготовленный из порошка карбида вольфрама и подходящего связующего материала. Например, кобальт. Наиболее распространенные наконечники из карбида вольфрама изготавливаются из порошка карбида вольфрама средней зернистости с 6-13% связующего кобальта.
Например, кобальт. Наиболее распространенные наконечники из карбида вольфрама изготавливаются из порошка карбида вольфрама средней зернистости с 6-13% связующего кобальта.
Основными преимуществами наконечников из карбида вольфрама являются ударная вязкость и сопротивление разрушению, которые зависят от размера зерна вольфрамового порошка и количества используемого кобальта. Более высокое содержание связующего кобальта приводит к получению более пластичного материала штампа с более низкой твердостью и износостойкостью. эти матрицы используются для волочения проволоки большего диаметра с большим обжатием на более низкой скорости без больших потерь в сроке службы матрицы.
танталовые добавки Улучшают стойкость к образованию лунок и уменьшают повреждения, вызываемые истиранием и царапаньем штампа. Матрицы с добавлением тантала используются для волочения нержавеющей стали, алюминиевых сплавов, оцинкованной проволоки. Добавки титана повышают твердость, улучшают стойкость к истиранию и снижают плотность, но повышают хрупкость.
Субмикронный вольфрам, содержащий титан, увеличивает срок службы штампа при волочении тонкой проволоки из высокоуглеродистой стали, такой как шинный корд. Эти легирующие добавки задерживают точку, в которой кратеры на поверхности штампа делают его непригодным для дальнейшего использования. При выборе марки карбида вольфрама всегда желательно использовать самую твердую марку с наименьшим содержанием связующего и максимально возможным размером зерна, не сталкиваясь с комплектом штампа. это даст максимальный срок службы штампа.
Для любого конкретного применения обычно существует одна оптимальная комбинация размера зерна и содержания связующего. Однако, чтобы поставлять штампы для каждого отдельного применения, производители карбида должны иметь в наличии сотни марок. Поскольку это невозможно, производители выбрали в качестве эталонов самые популярные композиции. В приведенной ниже таблице показано содержание кобальта и размер зерна карбида вольфрама для наиболее распространенных марок, используемых для волочения проволоки через прутки (РИС.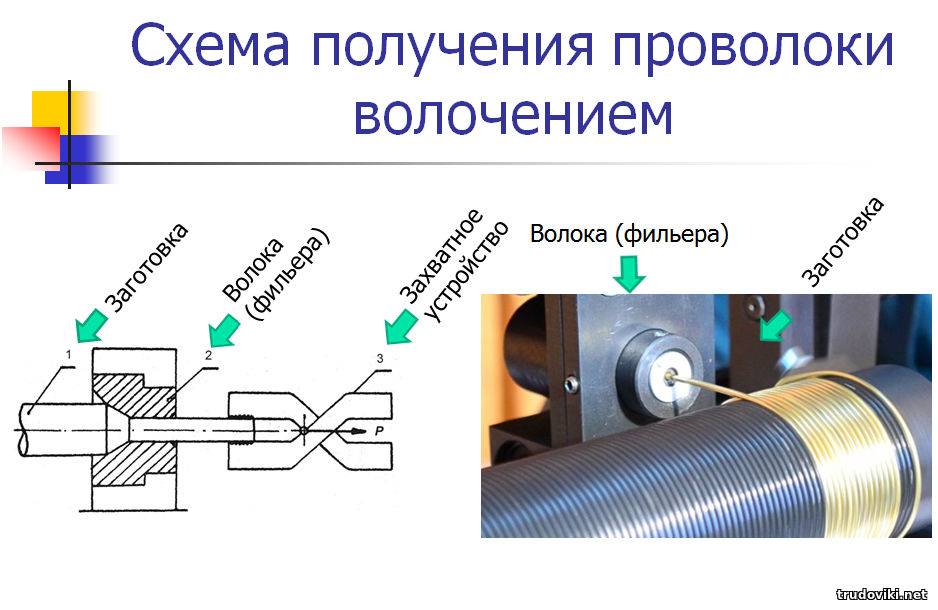 9).0019 h5 ) .
9).0019 h5 ) .
Матрицы из карбида вольфрама – лучший выбор для волочильного оборудования в проволочной промышленности, когда требуется экономичный вариант, а не лучшая износостойкость и чистота поверхности проволоки. Матрицы из карбида вольфрама представляют собой небольшой сверхтвердый прецизионный инструмент с небольшим отверстием в центре.
Матрица из карбида вольфрама обычно приобретается как матрица с грубым сердечником, что требует шлифовки и полировки матрицы для подготовки ее к волочению. Если готовые штампы приобретаются у поставщика штампов, они обычно возвращаются поставщику по мере износа. Затем использованные штампы необходимо очистить, осмотреть и, если они сильно изношены, перерезать до большего диаметра перед повторным использованием в волочильной машине.
Карбид вольфрама почти в три раза тверже стали и имеет большую плотность, чем титан. Для компаний, использующих штампы, это означает, что штампы из карбида вольфрама обладают превосходной износостойкостью по сравнению с штампами, изготовленными из других материалов. Когда штампы служат дольше, это равнозначно снижению стоимости денег за счет отсутствия затрат на их замену и сокращению времени простоя оборудования, ожидающего установки новых штампов.
Когда штампы служат дольше, это равнозначно снижению стоимости денег за счет отсутствия затрат на их замену и сокращению времени простоя оборудования, ожидающего установки новых штампов.
Карбид вольфрама имеет твердость от 85HRA до 92ХРА. Алмаз имеет рейтинг твердости 10, однако алмазы не так универсальны и, очевидно, являются очень дорогим материалом для штампов. В частности, он обладает самой высокой твердостью и теплопроводностью среди всех сыпучих материалов. Эти свойства определяют основные промышленные применения алмаза в режущих и полировальных инструментах.
Алмазные матрицы:
— это углерод со специальной кубической кристаллической структурой. Это самый твердый из всех материалов для штампов. Природный алмаз также обладает лучшей теплопроводностью. три типа алмазов используются для волочильных волок:
– SCN : монокристалл натуральный
– SCS : монокристалл синтетический
– PCD :поликристаллический алмаз
900 02
SCN Dies:
, так как это монокристалл. Его можно полировать до очень гладкой поверхности с очень низким трением. Твердость и коэффициент трения кристаллов монокристаллического природного алмаза меняются в зависимости от кристаллографической ориентации и приводят к повышенному износу штампа в определенных кристаллографических направлениях. Прочность природного алмаза очень низкая, поскольку алмазный кристалл имеет естественные слабые места, называемые плоскостями спайности, где легко происходит разрушение. Монокристаллические алмазы обеспечивают максимальную чистоту поверхности и используются для конечных штампов, где требуется яркая чистая поверхность.
Его можно полировать до очень гладкой поверхности с очень низким трением. Твердость и коэффициент трения кристаллов монокристаллического природного алмаза меняются в зависимости от кристаллографической ориентации и приводят к повышенному износу штампа в определенных кристаллографических направлениях. Прочность природного алмаза очень низкая, поскольку алмазный кристалл имеет естественные слабые места, называемые плоскостями спайности, где легко происходит разрушение. Монокристаллические алмазы обеспечивают максимальную чистоту поверхности и используются для конечных штампов, где требуется яркая чистая поверхность.
SCS Dies:
производится синтетически, но расположение атомов углерода в монокристалле такое же, как в природных алмазах. Синтетический алмаз обеспечивает более равномерный износ матрицы, чем матрицы из монокристаллического природного алмаза. Матрицы SCS имеют немного меньшую стойкость к истиранию и немного меньшую вязкость разрушения, чем натуральные алмазы. Теплопроводность в 2-3 раза лучше, чем у матрицы с природными алмазами, что было бы выгодно при высокоскоростном волочении, когда выделяемое тепло выше и вызывает быстрый износ матрицы, плохое качество проволоки и разрушение смазки. Матрицы из природного алмаза и синтетического монокристалла обычно используются для волочения проволоки малого диаметра на машинах для волочения проволоки во влажном состоянии.
Теплопроводность в 2-3 раза лучше, чем у матрицы с природными алмазами, что было бы выгодно при высокоскоростном волочении, когда выделяемое тепло выше и вызывает быстрый износ матрицы, плохое качество проволоки и разрушение смазки. Матрицы из природного алмаза и синтетического монокристалла обычно используются для волочения проволоки малого диаметра на машинах для волочения проволоки во влажном состоянии.
Штампы из поликристаллического алмаза:
Заготовки из поликристаллического алмаза в настоящее время производятся в виде самонесущих заготовок или заготовок с опорой из карбида вольфрама, которые чаще используются для волочения проволоки из черных металлов.
Самонесущие заготовки, как правило, предлагаются с двумя размерами зерна (≤1-5 микрон) и двумя сортами (термически стабильный металл с удаленным катализатором-TS и заполненный металлом, содержащий металл катализатора-MF). Заготовки с опорой из карбида вольфрама имеют сердцевину, неразрывно связанную с кольцом на основе карбида вольфрама. эти заготовки обычно предлагаются в четырнадцати размерах и четырех размерах зерна (3-5-25-50 мкм).
эти заготовки обычно предлагаются в четырнадцати размерах и четырех размерах зерна (3-5-25-50 мкм).
Поликристаллические алмазы характеризуются размером зерна, обычно в четырех категориях: крупный, средний, мелкий, сверхмелкий. Размер зерна трудно классифицировать, потому что каждый производитель оценивает размер зерна по-разному. Существуют определенные тенденции производительности, связанные с размером зерна, как показано на (РИС. J4).
Выбор сплава следует обсудить с поставщиком матрицы, чтобы обеспечить наилучший технический подход для конкретных применений волочения проволоки. Имейте в виду, что алмазные заготовки имеют ограниченную высоту, поэтому угол подхода и длина подшипника должны быть скомпрометированы, чтобы обеспечить контакт проволоки в правильном месте внутри заготовки для данного обжатия. Как правило, в штампах PCD используются более широкие углы и короткие подшипники. Рисунок K4 показывает применение различных типов штампов PCD.
Поставщики штампов используют ряд методов для установки заготовок штампов из ПКА в подходящий корпус. На рис. L4 показан типичный способ крепления поддерживаемой заготовки.
Спецификация алмазной матрицы
Алмазные матрицы используются на машинах для влажного волочения, когда требуется очень жесткий допуск на диаметр или высокое качество поверхности, а также для стальной проволоки (0,18 мм) и меньше. давление матрицы при волочении тонкой проволоки относительно низкое, и поломка алмазной матрицы маловероятна.
Алмазные матрицы используются для проволоки диаметром от (0,18 до 0,76 мм) при более высоких скоростях волочения, где важна теплопроводность. поликристаллический алмаз заменяет карбид вольфрама и природный алмаз во многих областях применения, в которых желательны следующие параметры:
— повышенная скорость волочильного станка
— лучший допуск на размер
— более стабильное качество проволоки
— лучшая экономическая эффективность
Технические характеристики для монокристаллических и поликристаллических алмазных штампов для волочения различных металлов перечислены на (РИС М4) .
Как правило, сухой процесс волочения проволоки используется для волочения стали и проволоки больших размеров. В случае меди, алюминия и их сплавов обычно используется мокрое волочение проволоки.
Волочильные штампы
Специалисты по прецизионным твердосплавным штампам для холодной высадки, холодной штамповки и ударного прессования | |||||||||||||||||||||||||||||||||||||||||||||
|
| ||||||||||||||||||||||||||||||||||||||||||||
 ..
..  По этой причине твердосплавные штампы используются в процессе волочения всеми основными производителями. Тянутые материалы включают мягкую сталь, нержавеющую сталь и высокоуглеродистую сталь, а также другие стальные сплавы. Более мягкие материалы, такие как алюминиевые и медные сплавы, также часто вытягиваются. Raven Carbide Die производит эти изделия как в индивидуальной, так и в стандартной конфигурации, с корпусом или без него. В дополнение ко всем обычным преимуществам, которые клиенты получают при работе с карбидными штампами Raven, которые мы называем конкурентным преимуществом RCD, наши штампы для волочения служат дольше в суровых условиях по сравнению с нашими конкурентами.
По этой причине твердосплавные штампы используются в процессе волочения всеми основными производителями. Тянутые материалы включают мягкую сталь, нержавеющую сталь и высокоуглеродистую сталь, а также другие стальные сплавы. Более мягкие материалы, такие как алюминиевые и медные сплавы, также часто вытягиваются. Raven Carbide Die производит эти изделия как в индивидуальной, так и в стандартной конфигурации, с корпусом или без него. В дополнение ко всем обычным преимуществам, которые клиенты получают при работе с карбидными штампами Raven, которые мы называем конкурентным преимуществом RCD, наши штампы для волочения служат дольше в суровых условиях по сравнению с нашими конкурентами. Это уменьшает диаметр проволоки, чтобы получить желаемый размер и допуск проволоки, в то время как объем остается прежним. Размер проволоки определяется путем протягивания ее через ряд волочильных волок, причем каждая последующая волока имеет меньший диаметр отверстия, чем предыдущая. Последняя матрица в серии формирует проволоку до ее окончательного размера.
Это уменьшает диаметр проволоки, чтобы получить желаемый размер и допуск проволоки, в то время как объем остается прежним. Размер проволоки определяется путем протягивания ее через ряд волочильных волок, причем каждая последующая волока имеет меньший диаметр отверстия, чем предыдущая. Последняя матрица в серии формирует проволоку до ее окончательного размера. Для этой цели используются самые разные металлы, в том числе многие стальные и медные сплавы. Отрезной нож используется для определения длины стержней и стержней. Изготовленные компанией RCD высококачественные волочильные штампы с жесткими допусками обеспечат длительный срок службы штампа, максимальное количество стержней или стержней, которые можно произвести до замены волочильного штампа. Это экономит деньги вашей компании, поскольку не нужно покупать столько штампов, а также сокращается время простоя рабочих и машин, которым нужны новые волочильные штампы.
Для этой цели используются самые разные металлы, в том числе многие стальные и медные сплавы. Отрезной нож используется для определения длины стержней и стержней. Изготовленные компанией RCD высококачественные волочильные штампы с жесткими допусками обеспечат длительный срок службы штампа, максимальное количество стержней или стержней, которые можно произвести до замены волочильного штампа. Это экономит деньги вашей компании, поскольку не нужно покупать столько штампов, а также сокращается время простоя рабочих и машин, которым нужны новые волочильные штампы.
