Флюсовая проволока для полуавтомата: Порошковая (флюсовая) сварочная проволока для полуавтоматов купить в Москве с доставкой по России, цены
Содержание
Проволока сварочная флюсовая для полуавтомата
индустрия »
Электротехника »
Сварочные аппараты »
Сварочный инвертор
Для проведения сварочных работ полуавтоматом без использования защитного газа применяется проволока сварочная флюсовая для полуавтомата. Применения такой проволоки
особенно выгодно, когда полуавтомат приобретен для работы в гараже или использования в быту, на даче, когда не нужно приобретать баллон, наполненный газом. Баллон нужно систематически отвозить на заправку, тратить время и деньги, к тому же он достаточно много весит, что дополнительно создает массу неудобств.
Когда же используется проволока сварочная флюсовая для полуавтомата, то использование полуавтомата для дома заметно упрощается. К тому же, сама стоимость сварки выходит гораздо ниже, чем с применением защитного газа.
Специальная флюсовая проволока, либо порошковая сварочная проволока служит заменителем защитного газа. Если посмотреть на такую проволоку в разрезе, то можно увидеть тонкостенную стальную трубку, которая заполнена флюсом. По своему составу флюс очень похож на обмазку обычных электродов для сварки. Флюс в процессе сварки сгорая создает небольшое облачко защитного газа, по сути выделяя тот-же углекислый газ, именно в точке свариваемых элементов.
Если посмотреть на такую проволоку в разрезе, то можно увидеть тонкостенную стальную трубку, которая заполнена флюсом. По своему составу флюс очень похож на обмазку обычных электродов для сварки. Флюс в процессе сварки сгорая создает небольшое облачко защитного газа, по сути выделяя тот-же углекислый газ, именно в точке свариваемых элементов.
Проволока может иметь в своем составе сразу компоненты флюса, которые включены в металл из которого она изготовлена.
Каковы преимущества имеет сварочный полуавтомат без газа на флюсовой проволоке и надежный ли это заменитель полуавтомату с использованием защитного газа?
В процессе разряда электрической дуги проволока начинает плавиться из-за действия высокой температуры. В ванне сварки при этом обязательно появляется облачко, в состав которого входят именно те вещества, которые находятся в составе проволоки. Именно это облачко и заменяет защитный газ, применяемый в обычных условиях, полностью изолируя зону сварки от атмосферного воздуха.
Аппарат для сварки флюсовой проволоке гораздо компактнее, чем модели для работы с газом, так как проволока занимает гораздо меньший объем, чем баллон с углекислым газом или аргоном.
Рабочие параметры сварочных полуавтоматов для работы на флюсовой проволоке:
- Проволока 0.5 — 3 мм;
- Сварочный ток от 35 до 100 Ампер и выше;
- Мощность от 1.5 кВт и выше.
Регулировка силы сварочного тока выполняется с помощью реостата в управляющем блоке.
При этом методе сварки без защитного газа, плюсовой вывод питания подается на свариваемое изделие.
Нужно учитывать, что сварочная проволока для полуавтомата без газа достаточно хрупкая по структуре, с достаточно тонкими стенками и при работе не допускаются резкие изгибы или повороты шланга, по которому она подается к месту сварки.
Нельзя заменять порошковую проволоку обычной при работе без газа, так как сварочный шов будет неровным и иметь внутренние пустоты, а значит и минимальную надежность.
Выполняя, например, вертикальный шов необходимо учесть, что тепло идет всегда снизу вверх. Исходя из этого, нужно всегда вести шов в сверху вниз. Особенно это важно учитывать при работе с тонким листовым металлом. При этом горелку нужно держать с некоторым наклоном вверх, чтобы лучше можно было удерживать саму сварочную ванну, как раз ту зону сварки, где образуется защитное облачко газа от сгораемого флюса.
Вдоль шва горелку нужно передвигать достаточно быстро, опережая появления сверху капли расплавленного металла. При этом сварочная проволока для полуавтомата без газа должна всегда быть на переднем крае сварочной ванны.
Опытный сварщик может вести сварной шов со скоростью до 2 см в секунду, благодаря подаче проволоки (0.5- 3мм) в автоматическом режиме.
Недостатком работы с флюсовой сварочной проволокой является невозможность выполнения потолочного шва. Это связано с тем, что образовавшаяся углекислота в облачке благодаря силе тяжести просто выпадает из сварочной ванны.
Используя для работы сварочный полуавтомат без газа на флюсовой проволоке нужно представлять, что сварка без газа похожа на сварку обычным электродом, когда шлак может попадать в ванну сварки. В связи с этим приходится ложить дополнительный сварной шов поверх получившегося шва, предварительно очистив предыдущий от шлака.
Как в случае с применением углекислого газа, либо его смеси с аргоном, газ препятствует горению, а значит метал будет меньше нагреваться и выгорать. Флюс выполняет ту же функцию, защищая металл от нагрева и выгорания.
Читайте также
- Схема сварочного полуавтомата своими руками
Как легко и просто сделать сварочный полуавтомат самостоятельно, не прибегая к дорогостоящим покупкам. …
- Полумостовой инвертор сварочный
Что такое полумостовой инвертор, а так-же как он используется в сварочном деле, вы узнаете из этой статьи. …
- Сварочный мостовой инвертор
Какие схемы управления используются для контроля за работой сварочных инверторов, вы узнаете из этой статьи.
 …
…
Флюсовая проволока для полуавтомата в категории «Промышленное оборудование и станки»
Флюсовая сварочная проволока для полуавтомата E71T-GS 0,8 (1кг)
Доставка из г. Киев
250 грн
Купить
Сварка полуавтомат для сварки без газа флюсовой проволокой Kaiser ARC Flux 120
На складе в г. Кропивницкий
Доставка по Украине
4 500 грн
5 200 грн
Купить
Кропивницкий
Флюсовая сварочная проволока для полуавтомата Edon 1 мм 1 кг
Доставка по Украине
325.85 — 338 грн
от 2 продавцов
338 грн
343 грн
Купить
Флюсовая проволока для полуавтомата, вес 1 кг. Толщина 0.8 мм. ФП1-08
Заканчивается
Доставка по Украине
650 грн
Купить
Флюсовая проволока для полуавтомата, вес 1 кг. Толщина 1 мм. ФП1-1
Доставка по Украине
595 грн
700 грн
Купить
Флюсовая проволока для полуавтомата, вес 1 кг. Толщина 0,8 мм. ФПЛ 0,8
Толщина 0,8 мм. ФПЛ 0,8
Заканчивается
Доставка по Украине
650 грн
Купить
Сварочный полуавтомат для сварки без газа Kaiser ARC Flux 120 в комплекте бухта флюсовой проволоки
На складе в г. Кропивницкий
Доставка по Украине
4 745 грн
5 400 грн
Купить
Кропивницкий
Флюсовая(порошковая) проволока Edon 1.0мм на полуавтомат 1кг
На складе
Доставка по Украине
345 грн
Купить
Полуавтомат для сварки без газа Kaiser ARC-FLUX 120 с флюсовой проволокой
Доставка из г. Кропивницкий
4 780 грн
5 680 грн
Купить
Кропивницкий
Флюсовий дріт (0.8 мм, 5 кг) Gradient E71T-GS для напівавтомата
На складе
Доставка по Украине
1 649 грн
2 061.25 грн
Купить
Сварочная проволока флюсовый (самозащитная) E71T-GS 0. 8 мм (1 кг) без газа ТОП
8 мм (1 кг) без газа ТОП
На складе в г. Львов
Доставка по Украине
679.20 грн
849 грн
Купить
Сварочная проволока флюсовый (самозащитная) E71T-GS 0.8 мм (1 кг) без газа ROM
На складе в г. Львов
Доставка по Украине
639.20 грн
799 грн
Купить
Флюсовая(порошковая) проволока Edon 0.8мм на полуавтомат 1кг
Доставка по Украине
329 грн
Купить
Проволока для полуавтомата без газа флюсовая (0.8 мм, 1 кг) Gradient E71T-GS
Доставка из г. Львов
350 грн
437.50 грн
Купить
Флюсовая сварочная проволока для полуавтомата Edon 0.8мм 1кг
Доставка по Украине
325.85 — 338 грн
от 2 продавцов
325.85 грн
343 грн
Купить
Смотрите также
Сварка полуавтомат для сварки без газа флюсовой проволокой Kaiser ARC Flux 120
На складе в г. Кропивницкий
Доставка по Украине
4 450 грн
5 150 грн
Купить
Кропивницкий
Проволока 0. 8 флюсовая 1 кг. Китай для полуавтомата
8 флюсовая 1 кг. Китай для полуавтомата
Доставка по Украине
425 грн
Купить
Флюсовая проволока (0.8 мм, 5 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
1 648 — 1 649 грн
от 2 продавцов
1 649 грн
2 061.25 грн
Купить
Проволока флюсовая для полуавтомата сварочного толщина 0,8-1 мм Flux #71T-GS
На складе
Доставка по Украине
385 грн
Купить
Флюсовая проволока (0.8 мм, 1 кг) Gradient E71T-GS для полуавтомата
Доставка из г. Львов
348 — 349 грн
от 2 продавцов
349 грн
436.25 грн
Купить
1-Проволока флюсовая для полуавтомата сварочного толщина 0,8-1 мм Flux #71T-GS
Доставка из г. Харьков
385 грн
Купить
Харьков
Флюсовая сварочная проволка для полуавтомата Edon E71T-GS 0.8мм 1кг
На складе
Доставка по Украине
по 285 грн
от 2 продавцов
285 грн
Купить
Сварочный полуавтомат без газа Kaiser ARC-FLUX 120 с Маской хамелеон и Бухтой флюсовой проволоки в комплекте
На складе в г. Кропивницкий
Кропивницкий
Доставка по Украине
5 370 грн/комплект
6 170 грн/комплект
Купить
Кропивницкий
Сварочный полуавтомат без газа Kaiser ARC-FLUX 120 с Бухтой флюсовой проволоки в комплекте
На складе в г. Кропивницкий
Доставка по Украине
4 737 грн
5 520 грн
Купить
Кропивницкий
Проволка для полуавтомата, флюсовая проволка, порошковая проволка 0,8мм флюсовая Турция
Доставка по Украине
399 грн
Купить
Флюсовая сварочная проволка для полуавтомата Edon E71T-GS 1 мм 1кг
Доставка из г. Харьков
399 грн
Купить
Харьков
Флюсовая(порошковая) проволока Edon на полуавтомат (1кг) 1.0 мм
Доставка по Украине
350 грн
Купить
Флюсовая(порошковая) проволока Edon на полуавтомат (1кг) 0.8 мм
Доставка по Украине
349 грн
Купить
Сварочная проволока флюсовая ТМ Edon 0,8мм 1кг
На складе в г. Николаев
Николаев
Доставка по Украине
300 грн
Купить
Николаев
Дуговая сварка с флюсовой проволокой (FCAW) Объяснение
Дуговая сварка с флюсовой проволокой (FCAW) — это автоматический или полуавтоматический процесс, в котором для соединения металлов используется расходуемый трубчатый электрод в электрической дуге. Он был представлен как решение для преодоления ограничений дуговой сварки защищенным металлом (SMAW), также известной как дуговая сварка.
Сварка FCAW стала идеальным выбором для сварки черных металлов. Этот метод сварки используется в судостроении, строительстве и машиностроении. Его популярность обусловлена эффективностью и портативностью по сравнению с другими процессами сварки.
Давайте подробнее рассмотрим эту технику сварки.
Что такое дуговая сварка порошковой проволокой?
Сварка порошковой проволокой представляет собой процесс дуговой сварки, при котором присадочный материал наносится с защитным флюсом в сварочную ванну.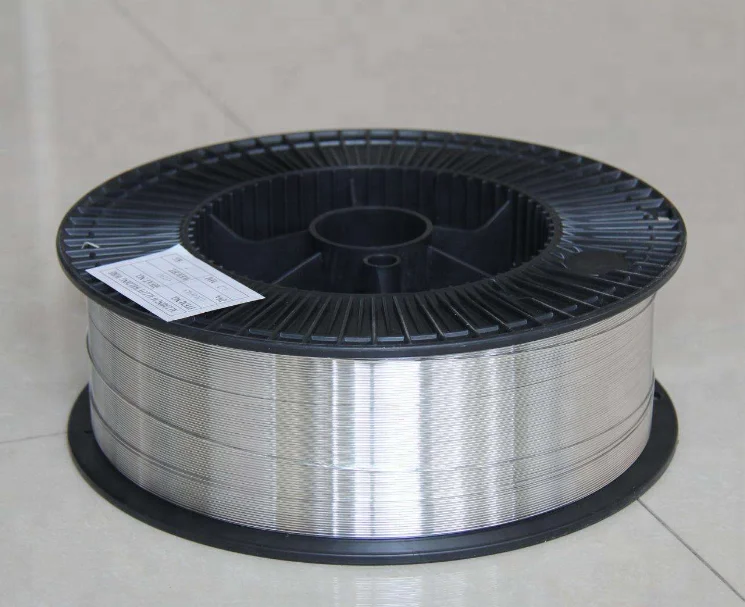 Плавление происходит, когда сварочная дуга устанавливается между электродом с флюсовой сердцевиной и основным металлом.
Плавление происходит, когда сварочная дуга устанавливается между электродом с флюсовой сердцевиной и основным металлом.
Трубчатая электродная проволока подается через катушку и направляется сварочным пистолетом к сварному шву. По мере плавления электрода флюс внутри него выделяет защитный газ, защищающий сварочную ванну от атмосферных загрязнений.
Сварку порошковой проволокой часто путают с дуговой сваркой металлическим электродом в среде защитного газа (GMAW), поскольку оба метода сварки могут выполняться на одном и том же или аналогичном сварочном оборудовании, но между ними есть небольшие различия.
Различия между FCAW и GMAW (MIG/MAG)
Как правило, дуговая сварка порошковой проволокой и газовая дуговая сварка используют принцип использования защитного слоя и непрерывного электрода с подачей проволоки.
Сварка FCAW использует электрод с флюсовой сердцевиной, который образует защитный защитный слой, когда он осаждается в сварочной ванне. FCAW выделяет токсичные пары флюса, которые блокируют зону сварки от загрязнений. Этот процесс предпочтительнее для черных металлов, поскольку он практически не требует предварительной очистки.
FCAW выделяет токсичные пары флюса, которые блокируют зону сварки от загрязнений. Этот процесс предпочтительнее для черных металлов, поскольку он практически не требует предварительной очистки.
В некоторых случаях FCAW может использовать защитный газ поверх основного защитного флюса для дополнительной защиты сварочной ванны от окисления. FCAW с двойным экраном обеспечивает более стабильные механические свойства и более высокую скорость наплавки, чем электроды со сплошной проволокой или стержневые электроды.
GMAW (сварка MIG/MAG) использует сплошной проволочный электрод вместе с внешним защитным газом для предотвращения загрязнения металла сварного шва. GMAW оставляет больше сварочных брызг, чем FCAW, и обеспечивает меньшее проникновение. Сварка MAG и MIG предлагает универсальность для сварки самых разных металлов.
GMAW имеет большую электродную проволоку (2–5 мм) по сравнению с FCAW (0,9–3,2 мм).
Хотя это два отдельных типа сварки , единственное существенное отличие заключается в защите зоны сварки с помощью электродов и защитных газов .
Что такое дуговая сварка порошковой проволокой? (FCAW)
Процесс сварки порошковой проволокой
В процессе FCAW используется тепло дуги, образующейся между трубчатым электродом и заготовкой. Электрод представляет собой полый электрод с флюсовым сердечником внутри, выступающим в качестве защитного агента при наплавке в зоне сварки. Когда флюсовая сердцевина расходуется, она образует барьер, защищающий сварной шов от атмосферного загрязнения.
Когда флюсовая сердцевина расходуется, она образует барьер, защищающий сварной шов от атмосферного загрязнения.
Существует два основных варианта выполнения FCAW:
FCAW-S (Самозащитная) – Самозащитная сварка основана исключительно на газовой защите ядра флюса и его шлаковых отложений. Этот процесс в основном используется для проектов на открытом воздухе с непредсказуемыми условиями.
FCAW-G (газовая/двойная защита) – При сварке с двойной защитой используется порошковая проволока вместе с внешним защитным газом для обеспечения дополнительной защиты зоны сварки. Этот процесс обеспечивает более высокую скорость осаждения и обеспечивает лучшее проникновение в более толстые металлы.
Определенные условия также могут влиять на выбор процесса сварки, например, портативность, требуемые механические свойства и основной металл.
FCAW может выполняться полуавтоматически, при этом профессиональный сварщик управляет сварочной горелкой, индивидуально регулируя параметры. Это также может быть выполнено полностью автоматически с помощью роботов, которые могут создавать согласованные шарниры перемещения.
Это также может быть выполнено полностью автоматически с помощью роботов, которые могут создавать согласованные шарниры перемещения.
Переменные для дуговой сварки порошковой проволокой
Для достижения оптимальных результатов можно настроить следующие параметры для каждой операции:
Электроды/проволока
Существует три основных классификации флюсовых электродов для данного метода сварки:
Газозащитная проволока для сварки во всех положениях. Проволока для сварки порошковой проволокой во всех положениях, как правило, меньше 1/16 дюйма (~ 1,6 мм) с быстрозамерзающим флюсовым сердечником. Эти электроды в основном применяются для обеспечения большего контроля при сварке над головой. Недостатком является то, что их нельзя использовать с основным металлом с высоким уровнем загрязнения.
Плоское положение в газовой среде. Сварочные электроды в плоском положении обычно имеют диаметр более 1/16 дюйма (~ 1,6 мм) и обеспечивают высокую скорость наплавки, подходящую для более толстых металлов.
 Они в основном используются для горизонтального или плоского положения сварки, и они лучше, чем все электроды для положения, против загрязнения основного металла.
Они в основном используются для горизонтального или плоского положения сварки, и они лучше, чем все электроды для положения, против загрязнения основного металла.Самозащитный — эти электроды пригодятся для наружного применения, например, в строительстве или производстве. Они также идеально подходят для сварки оцинкованной стали или в тех редких случаях, когда газовые баллоны труднодоступны.
Выбор типа электрода в первую очередь зависит от следующих критериев: тип сварочного тока, положение, желаемые механические свойства, химический состав и окружающая среда.
Материалы
Хотя дуговая сварка с флюсовой проволокой известна для сварки черных металлов, она также популярна благодаря своей универсальности при сварке следующих металлов:
Защитный газ
Сварка с двумя защитными газами Защитный газ подается из баллонов или резервуаров в сварочную горелку через шланг подачи . Эти защитные газы защищают сварочную ванну от атмосферы, снижая риск пористости и хрупкости. В качестве элементов газовой защиты могут использоваться как инертные, так и активные газы.
В качестве элементов газовой защиты могут использоваться как инертные, так и активные газы.
Аргон и двуокись углерода – Сочетание этих двух газов иногда используется для уменьшения разбрызгивания. Обычно он состоит из 75% аргона и 25% СО2, при этом присадочный металл обеспечивает более высокие прочностные характеристики, чем чистый газ СО2.
Аргон и кислород – Чистый аргон иногда смешивают с 1–2 % кислорода для сварки металлов, которые могут подвергаться коррозии под действием CO2, таких как нержавеющая сталь. Смесь также способствует меньшему разбрызгиванию в зоне сварки, подобно смеси аргона и CO2.
Сварочный пистолет
С воздушным охлаждением – Обычно горелки с воздушным охлаждением достаточны для проектов со сварочным током менее 500 ампер. Окружающего воздуха достаточно, чтобы охладить эти пушки с флюсовым сердечником. Присутствие защитного газа дополнительно охлаждает сварочный пистолет.
 Кроме того, горелки с воздушным охлаждением дешевле и легче, что облегчает маневрирование и позволяет создавать качественные сварочные швы.
Кроме того, горелки с воздушным охлаждением дешевле и легче, что облегчает маневрирование и позволяет создавать качественные сварочные швы.
С водяным охлаждением – Для операций, требующих сварочного тока более 600 ампер, рекомендуется иметь горелки с водяным охлаждением. Как правило, это предпочтительный выбор для непрерывной дуговой сварки с флюсовой проволокой, когда горелка подвергается воздействию высоких температур в течение более длительного времени. Пистолеты с водяным охлаждением позволяют воде обтекать сопло и контактную трубку для быстрого снижения температуры.
Устройство подачи проволоки
Трубчатый электрод непрерывной подачи приводится в действие двигателем подачи проволоки. В этом аппарате можно настроить скорость подачи проволоки, чтобы контролировать подачу проволоки с катушки на сварочную горелку.
Источник питания
В качестве источника питания для этого метода сварки желательно использовать постоянный ток, так как он в основном применяется для черных металлов. Источник питания постоянного тока также создает более стабильную дугу и обеспечивает лучшее проплавление.
Источник питания постоянного тока также создает более стабильную дугу и обеспечивает лучшее проплавление.
постоянного тока с положительной полярностью (DCEP) — наиболее распространенная настройка мощности, поскольку она обеспечивает глубокое проникновение в металл сварного шва. Также предпочтительно использовать внешний защитный газ для безопасного нанесения присадочного металла на сварной шов.
DC отрицательной полярности (DCEN) используется для сварки более тонких металлов. В то время как самозащитные флюсовые электроды могут использоваться как с положительной, так и с отрицательной полярностью, DCEN иногда является выбором для достижения определенного результата.
Применение дуговой сварки порошковой проволокой
Общий ремонт
Некоторые предпочитают использовать порошковую сварку при выполнении общего ремонта из-за ее портативности. Он может выдерживать суровые внешние условия, в то же время он может сваривать черные металлы.
Трубопроводы
Поскольку сварка FCAW дает сварные швы с минимальной пористостью, производители трубопроводов предпочитают использовать этот метод. Благодаря сварным швам с постоянными механическими свойствами трубы обладают непревзойденной прочностью и долговечностью.
Производство
Обрабатывающая промышленность использует преимущества автоматизации процесса дуговой сварки под флюсом с помощью роботов. В результате получается точный и равномерный сварной шов, а все параметры сварки контролируются.
Судостроение
Трубчатый электрод непрерывной подачи обеспечивает эффективную работу в судостроении. Из-за большого количества мелких компонентов, которые необходимо сваривать, судостроителям приходится постоянно менять места сварки. Сварка порошковой проволокой работает лучше всего, так как ее легко выполнять, когда судостроители маневрируют сварочной горелкой под разными углами.
Подводная сварка
Дайверы пользуются преимуществами защиты, обеспечиваемой слоем защитного газа, создаваемым электродами с флюсовой сердцевиной. Выполнение этой процедуры мокрой сварки требует навыков и обучения, поскольку опасности несравнимы с условиями над землей.
Выполнение этой процедуры мокрой сварки требует навыков и обучения, поскольку опасности несравнимы с условиями над землей.
Преимущества дуговой сварки порошковой проволокой
FCAW обеспечивает более высокое проплавление, чем сварка MIG/MAG.
Возможность сварки черных металлов, так как электрод раскисляет основной металл.
Более портативный, чем сварка MIG, поскольку мы можем использовать FCAW без баллона с защитным газом.
Легче научиться, чем сварка электродом и сварка TIG.
- Для сварки FCAW и MIG
используется один и тот же аппарат.
Флюс создает защитный слой, что позволяет использовать его при сварке на открытом воздухе.
Недостатки дуговой сварки порошковой проволокой
Очистка от шлака.
Полуавтоматическая сварка FCAW приводит к менее качественному сварному шву, чем сварка TIG.
- Трубчатые электроды из флюса
дороже, чем сплошные проволоки.

Распад флюса приводит к чрезмерному выделению токсичных паров.
Захваченные газы в зоне сварки могут образовывать отверстия по мере затвердевания металла.
Замена присадочного металла занимает много времени, поскольку в FCAW используются катушки по сравнению с некоторыми другими процессами, в которых используются короткие электроды.
Важные моменты, которые следует помнить
Дуговая сварка с флюсовой проволокой — это универсальный и эффективный процесс сварки, что делает его лучшим выбором для некоторых применений. Его легче освоить, а переносимость, которую он приносит на стол, делает его привлекательным процессом.
FCAW постепенно заменяет дуговую сварку металлическим электродом в среде защитного газа (SMAW) в таких отраслях, как производство и строительство. Основной причиной этого является автоматизация, при которой роботы берут на себя сборочные линии, выполняя сварку с высочайшей точностью в любом положении сварки.
Мы определенно можем ожидать, что сварка с флюсовой проволокой останется сегодня одним из самых популярных методов сварки, поскольку постоянные инновации еще больше повышают ее эффективность и универсальность.
Как следует из названия, дуговая сварка с флюсовой проволокой представляет собой тип процесса автоматической или полуавтоматической дуговой сварки, в котором используется трубчатый электрод, содержащий флюс, а не твердый электрод. Этот электрод с флюсовой сердцевиной делает FCAW идеальным выбором для многих современных требований к сварке. Существует два типа дуговой сварки порошковой проволокой: для одной требуется внешняя подача защитного газа, а для другой — самозащитная. Самозащитный тип FCAW получает защитный газ от трубчатого электрода с непрерывной подачей. Мало того, что этот электрод содержит флюс, он также содержит ингредиенты, которые выделяют защитный газ, когда электрод вступает в контакт с сильным нагревом сварщика. Преимущества FCAW FCAW имеет ряд преимуществ перед другими методами сварки. Например, при дуговой сварке с флюсовой проволокой скорость отложений выше, чем при сварке МИГ. Фактически, он может наплавлять как минимум в три раза больше сварного шва в час, чем сварка MIG. С FCAW также меньше перезапусков, что снижает вероятность дефектов в области перезапуска. В дополнение к высокой скорости наплавки дуговая сварка с флюсовой проволокой может выполняться на открытом воздухе, даже в ветреную погоду, и при этом получается прочный и качественный сварной шов. Это преимущество делает FCAW популярным выбором в строительной и сельскохозяйственной отраслях. Электрод, используемый в FCAW, выступает длиннее, чем проволока, используемая при дуговой сварке в среде защитного газа. Это позволяет сварщику намного легче видеть расплавленную ванну и контролировать ее. Электроды с флюсовой сердцевиной содержат раскислители, которые уменьшают или устраняют пористость сварных швов. Процесс FCAW можно выполнять во всех положениях с правильным расходуемым электродом. Наконечники FCAW Диаметр флюсовых проволок для FCAW варьируется от 0,035 дюйма до 1/8 дюйма. Диаметр наиболее часто используемой проволоки в FCAW составляет 0,045 дюйма. Проволока большего размера позволяет сварщику выполнять сварку при более высоком уровне тока. Пористый сварной шов является слабым сварным швом. Хотя проволока FCAW содержит раскислители, рекомендуется правильно очищать зону сварки, чтобы предотвратить пористость сварного шва. Это означает удаление грязи, масла, ржавчины, краски или покрытия, жира и любого другого мусора с металла. Чтобы получить желаемые результаты сварки, обычно необходимо поддерживать надлежащий подвод тепла.  |
 Газ защищает дугу и расплавленный металл от атмосферы.
Газ защищает дугу и расплавленный металл от атмосферы.
