Формы заточки сверла: Угол заточки сверла по металлу: таблица и рекомендации
Содержание
Угол заточки сверла — РИНКОМ
Угол заточки сверла — РИНКОМ
Главная
Статьи
Угол заточки сверла
Угол заточки сверла
11 мая 2023
Гирин Кирилл
Корректный подбор угла заточки гарантирует восстановление режущей способности сверла, исключает сложности при обработке материала. Инструмент формирует отверстия правильной формы без заусенцев, задиров и прочих дефектов.
В материале:
- Почему требуется заточка?
- Способы формирования угла
- Рекомендуемые углы заточки
- Как ведет себя сверло при неправильной заточке?
- Проверка угла заточки
- Частые вопросы
Корректный подбор угла заточки гарантирует восстановление режущей способности сверла, исключает сложности при обработке материала. Инструмент формирует отверстия правильной формы без заусенцев, задиров и прочих дефектов.
Почему требуется заточка?
Изменение заводского угла сверла происходит при истирании режущей части. В результате появляются следующие проблемы.
В результате появляются следующие проблемы.
- Увеличение продолжительности операций.
- Уменьшение размера стружки.
- Избыточный нагрев рабочей зоны.
О необходимости заточки или корректировки угла свидетельствует интенсивный шум при работе.
Заточка инструмента осуществляется в различных режимах.
- Нормальная заточка режущей кромки в рамках одной операции.
- Аналогичная заточка с постепенным приданием краям заданной формы.
- Одинарная заточка, включающая доработку поперечного края и ленточки.
- Двойная заточка, ориентированная на ленточку либо кромки.
При выборе режима учитываются параметры эксплуатации инструмента, его диаметр и материал обрабатываемых заготовок.
Рис. 1 Затупившееся сверло
Способы формирования угла
Создание требуемого угла заточки сверла возможно несколькими способами.
| Обозначение | Описание | Эскиз |
| Н | Одинарная заточка нормальным способом. Наиболее распространенный вариант для сверл диаметром до 12 мм Наиболее распространенный вариант для сверл диаметром до 12 мм |
|
| НП | Формирование угла спирального сверла за счет обработки поперечной кромки. Уменьшение длины последней снижает внешнюю нагрузку на инструмент, продлевает срок его службы. |
|
| НПЛ | Обработка ленточки и поперечной кромки. В результате уменьшается поперечный размер ленточки, формируется требуемый задний угол сверла по металлу. Такая заточка уменьшает интенсивность износа рабочей части. |
|
| ДП | Угол сверла для стали, чугуна и цветных металлов формируется в результате двойной заточки. Инструмент получает одну поперечную и 4 дополнительных режущих кромки. |
|
| ДПЛ | Комплексная заточка с последовательной обработкой ленточки. Это улучшает рассеивание тепла, снижает риск температурной деформации инструмента. |
|
Перечисленные режимы обеспечивают различные варианты заточки.
| Тип заточки | Схематическое изображение |
| Стандартная заточка |
|
| Свободная заточка |
|
| Разбавленная заточка |
|
| Раздельная заточка |
|
| Тяжелая заточка |
|
Заточной инструмент подбирается с учетом сплава, из которого выполнено сверло. Неправильный выбор увеличит продолжительность процедуры либо способствует снятию избыточного объема металла.
По завершении работ необходимо добиться: одинаковой длины кромок, высокой остроты обеих кромок, требуемого угла заточки сверла по металлу по таблице.![]()
Рис. 2 Наименование и обозначение параметров, учитываемых при заточке
Рекомендуемые углы заточки
Узнать, под каким углом точить сверла, поможет профильная таблица.
| Тип материала | Описание | Схематическое обозначение |
| Жесткие стали | При работе с жесткими сталями рекомендуемый угол при вершине сверла составляет 140 градусов, оптимальный задний угол – 7 градусов. |
|
| Нержавеющие стали | Обеспечить качественную работу с нержавеющими сталями помогут сверла с углом при вершине 135 градусов. Размер заднего угла – 9 градусов. |
|
| Глубокое сверление | При выполнении операций по глубокому сверлению используется универсальный инструмент. Угол заточки сверла по металлу в градусах составляет 130 и 9 соответственно. |
|
| Чугун | Для работы с чугуном требуется двухсторонний угол заточки в 118 и 90 градусов. Задний угол сверла составляет 12 градусов. Задний угол сверла составляет 12 градусов. |
|
| Медь | Медь и сплавы на ее основе обрабатываются остроконечными сверлами с углом при вершине в 100 градусов. Величина внутреннего угла составляет 12 градусов. |
|
| Алюминий | Обработка алюминия производится сверлами с углом при вершине 118 градусов. Внутренний угол составляет 15 градусов. Инструмент подходит для сверления латуни и мягкой бронзы. |
|
| Бакелит | Для работы с бакелитом и пластиком целесообразно применять сверла с углом при вершине в 118 градусов. Задний угол – 17 градусов. |
|
| Резина | Сформировать отверстия в резине и волокнистых материалах помогут остроконечные сверла с углом при вершине в 60 градусов при заднем угле в 12 градусов. |
|
Размеры угла при вершине для материалов и изделий, не вошедших в перечень.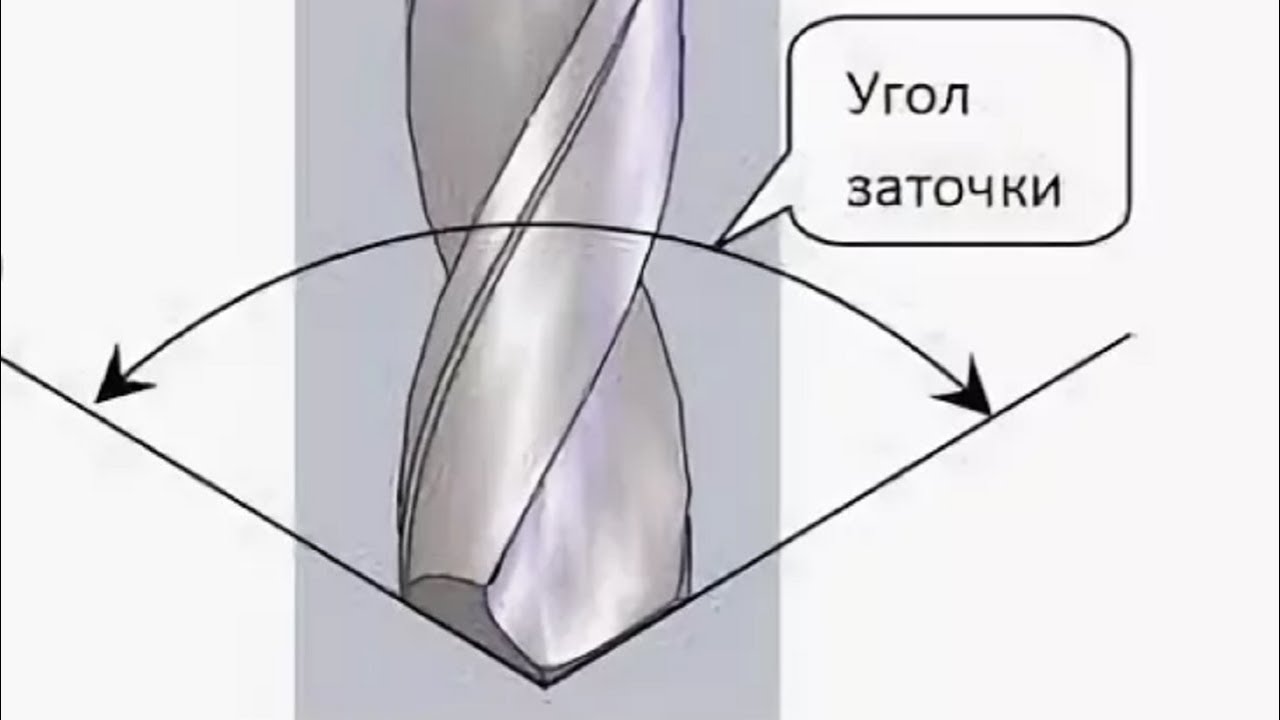
- Твердые поковки, а также изделия из закаленной стали – 125 градусов.
- Силумин – от 90 до 100 градусов.
- Сплавы на базе магния – от 110 до 120 градусов.
- Эбонит и продукция из целлулоида – от 80 до 90 градусов.
- Титан и сплавы с его участием – от 90 до 120 градусов, в зависимости от химического состава.
- Мрамор, керамическая плитка и прочие хрупкие материалы – от 90 до 100 градусов.
Затачивать сверло под углом в 70 градусов стоит при работе со всеми типами органического стекла.
Как ведет себя сверло при неправильной заточке?
Некорректный угол заточки сверла для стали, чугуна и прочих материалов приводит к следующим проблемам:
- снижение производительности труда;
- низкая эффективность инструмента при корректном подборе режима обработки;
- избыточное тепловыделение;
- периодическое закусывание сверла.

Правильный угол заточки сверла исключает проблемы при формировании и отведении стружки. Если при подготовке инструмента допущены ошибки, стружка отделяется одним сплошным фрагментом, имеет значительную толщину.
Рис. 3 Отвод стружки при правильной и неправильной заточке сверла
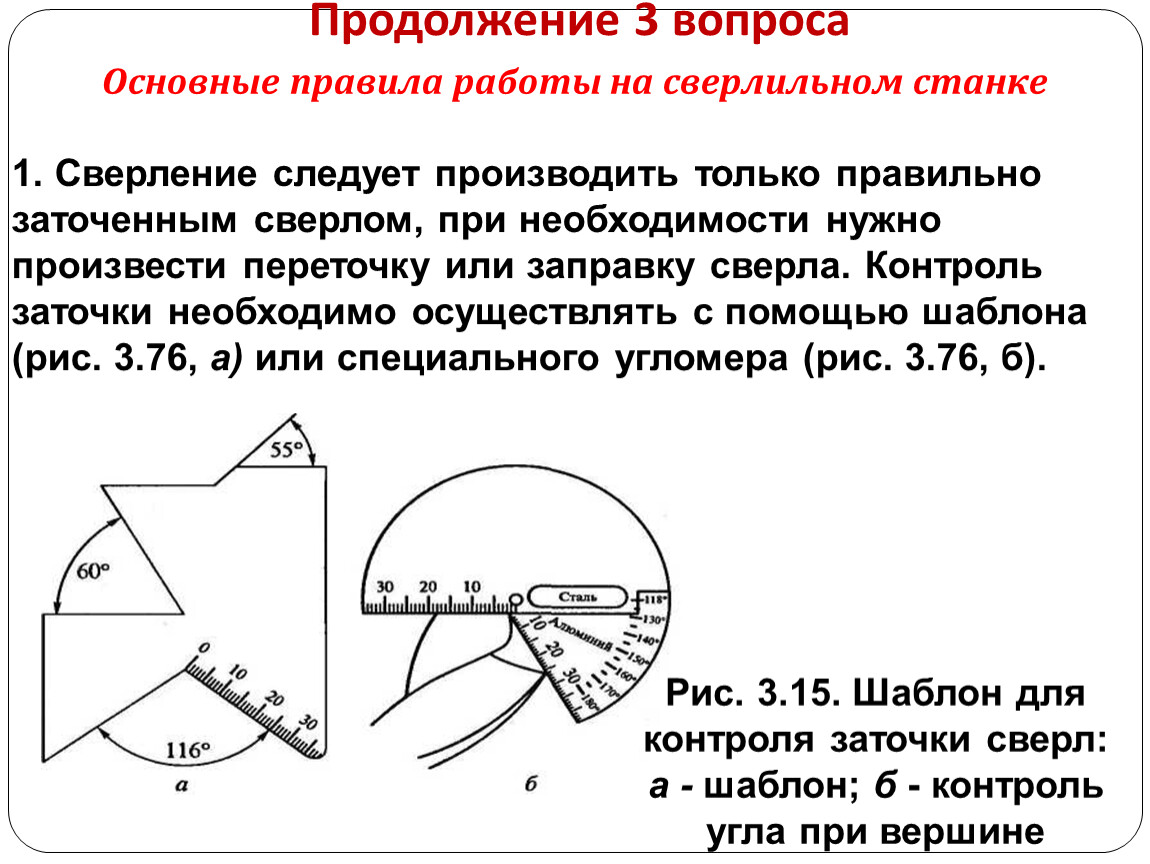
Проверка угла заточки
Проверить качество заточки помогут профильные шаблоны. Они предполагают установку восстановленного сверла в соответствующий проем. Если изделие надежно фиксируется в пазе, значит, его заточка произведена верно. Если наблюдается значительный люфт – требуется корректировка.
Современные производители предлагают широкий спектр шаблонов. В продаже решения для сверл, резцов, упоров и прочего затачиваемого инструмента. Для оснащения рабочего места профильного предприятия рекомендуется приобрести комплектный набор.
Рис. 4 Шаблоны для проверки угла заточки
Альтернативный вариант – использование проверочного прибора В. А. Слепина. Изделие содержит два диска, расположенных под углом. С его помощью можно работать с любыми сверлами, проводить полный спектр измерений. Единственная сложность связана с покупкой приспособления.
А. Слепина. Изделие содержит два диска, расположенных под углом. С его помощью можно работать с любыми сверлами, проводить полный спектр измерений. Единственная сложность связана с покупкой приспособления.
В ряде случаев наблюдается чрезмерный износ инструмента. Восстановление подобных изделий нецелесообразно – проще и выгоднее приобрести новые. В решении данной задачи поможет магазин «РИНКОМ» мы предлагаем металлорежущий инструмент для частного и коммерческого использования. В ассортименте оснастка для монтажных и высокоточных операций, работы с конструкционными и легированными сталями.
Наши клиенты получают следующие преимущества.
- Покупка сертифицированной продукции из Китая, Японии, России, ЕС и США.
- Богатый ассортимент товаров. Возможность подобрать вариант для любых нужд.
- Полное информационное сопровождение. Взаимодействие с опытными консультантами.
- Выгодные условия для оптовиков.
- Доставка по России.

Каталог регулярно пополняется новыми сверлами и вспомогательными приспособлениями для работы с ними.
Частые вопросы
Под каким углом точить сверла по металлу?
Универсальный угол при вершине для сверл, работающих с конструкционными сталями – 140 градусов. Для инструмента, взаимодействующего с нержавейкой, параметр составляет 135 градусов.
Для чего нужны сверла с углом 90 градусов?
Сверла с 90-градусной заточкой подойдут для работы с силумином, эбонитом, титаном и его сплавами. Допускается взаимодействием с керамикой, мрамором, плиткой и прочими хрупкими материалами.
Какой угол заточки сверла по дереву?
Размер угла при вершине для сверл, работающих с древесиной, – 60 градусов. Рекомендованная величина заднего угла – 12 градусов.
Больше полезной информации
Полезные обзоры и статьи
Все статьи
6 июля 2023
Сверление титана
4 мая 2023
Сверление глубоких отверстий
28 апреля 2023
Момент затяжки болтов
12 января 2023
Рейтинг сверлильных станков
Все статьи
Подписывайтесь на нас
Присылаем скидки на инструмент и только полезную информацию!
Не нашли нужной позиции в каталоге?
Мы готовы изготовить и поставить уникальные виды инструмента специально под ваш заказ!
Заказать
Каталог
Корзина
Сравнить
Вход
Мы используем файлы cookie. Они помогают улучшить ваше взаимодействие с сайтом.
Они помогают улучшить ваше взаимодействие с сайтом.
Принимаю
?>
Заточка и подточка сверл — Сверление металла
Заточка и подточка сверл
Категория:
Сверление металла
Заточка и подточка сверл
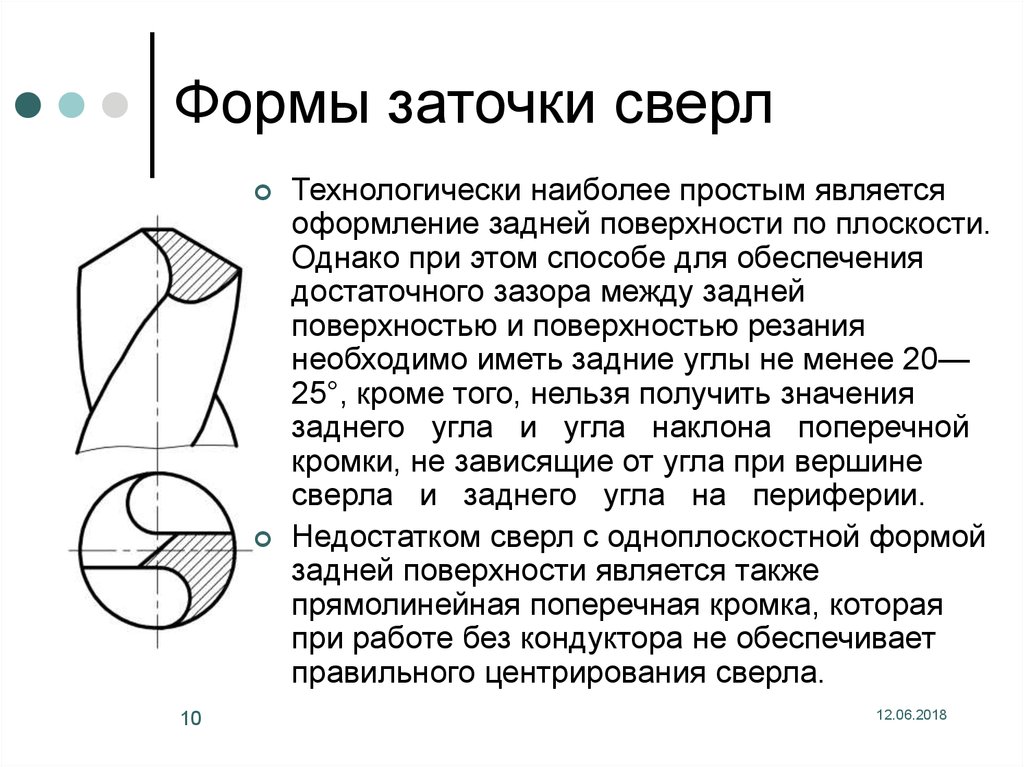
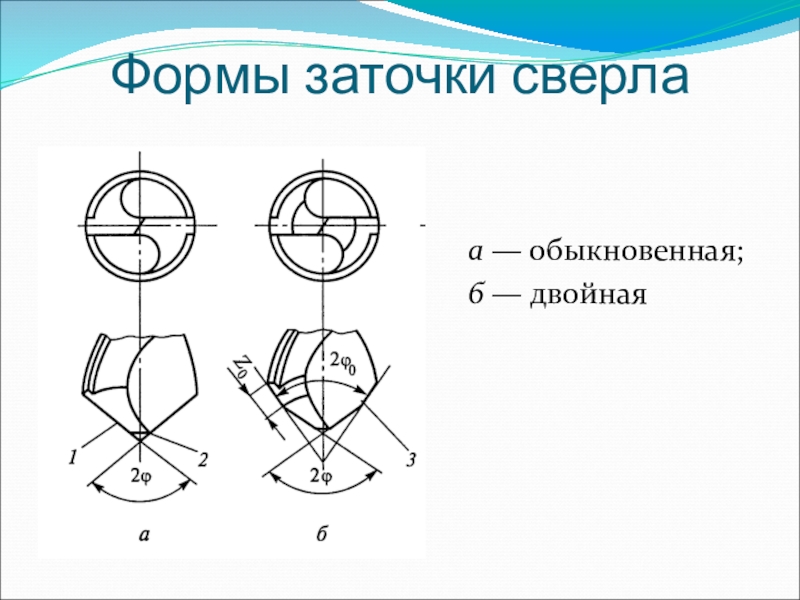
Существуют различные формы заточки сверл, которые могут сопровождаться улучшением (подточкой) поперечной кромки и ленточки. Ниже перечисляются виды заточек (рис. 1).
Рис. 1. Виды заточек сверл с подточками:
а—заточки с подточками и их обозначение, б — сверло с подточенными поперечной кромкой и передней поверхностью, в — подточка ленточки, а — нормальная заточка сверла, д — двойная заточка
3) заточка нормальная с подточкой поперечной кромки и ленточки — применяется при сверлении стали и стального литья с пределом прочности более 50 кг/мм2 со снятой коркой; обозначается буквами НПЛ\
4) заточка двойная с подточкой поперечной кромки — применяется при сверлении стального литья с пределом прочности более 50 кг/мм2 с неснятой коркой и чугуна с неснятой коркой; обозначается буквами ДП;
5) заточка двойная с подточкой поперечной кромки и ленточки — применяется при сверлении стали и стального литья с пределом прочности более 50 кг/мм2 со снятой коркой и чугуна со снятой коркой; обозначается буквами ДПЛ.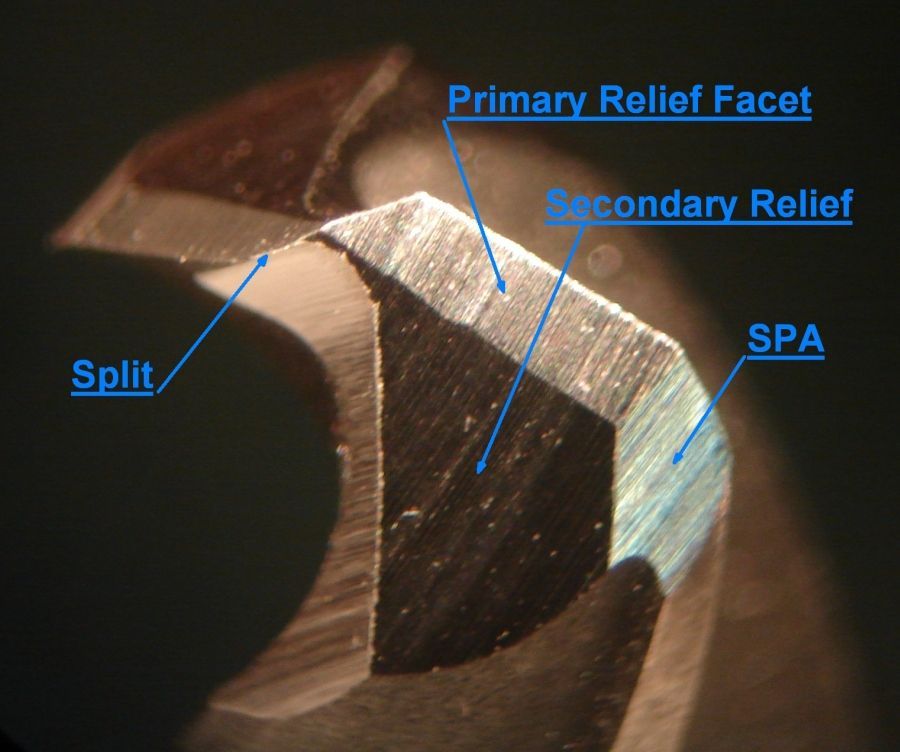
Рис. 2. Заточка сверла:
а —на заточном станке в приспособлении, б — вручную, в — заточка коротких сверл при помощи специальной втулки, г — подточка поперечной кромки и передней поверхности, д — получение искаженных размеров отверстия при работе неправильно заточенным сверлом
Нормальная заточка дает на режущей части сверла одну поперечную и две режущие кромки; двойная заточка — одну поперечную и четыре режущие кромки в виде ломаных линий.
Подточкой поперечной кромки уменьшают ее длину по мере стачивания режущей части сверла; без подточки эта длина постепенно возрастала бы. Подточкой ленточки уменьшают ее ширину У режущей части сверла.
Сверла затачивают по форме Н до диаметра 12 мм. Сверла Диаметром свыше 12 мм затачивают по остальным формам.
Сверла нужно затачивать своевременно, не доводя режущие кромки до полного затупления; о затуплении сверла во время работы можно судить по звуку, напоминающему свист.
Заточка сверла производится на специальных станках или на обычных заточных станках с приспособлением, либо вручную (рис. 2).
2).
Как правило, заточка должна производиться в специальных мастерских специалистами-заточниками, однако и слесарь обязан хорошо знать правила заточки и при необходимости уметь сам заточить сверло вручную на заточном станке.
При заточке вручную сверло держат левой рукой за рабочую часть, возможно ближе к режущей части (конусу), а правой рукой — за хвостовик. Прижимая режущую кромку сверла к боковой поверхности заточного круга, плавным движением правой руки покачивают сверло, добиваясь, чтобы его задняя поверхность получила правильный наклон и приняла надлежащую форму. Снимать надо небольшие слои металла при несильном нажиме сверлом на круг. Необходимо следить за тем, чтобы режущие кромки имели одинаковую длину и были заточены под одинаковыми углами. Сверла с режущими кромками разной длины или с разными углами их наклона будут сверлить отверстия больше своего диаметра.
Рис. 3. Проверка углов сверла при заточке:
а — проверка длины и угла наклона режущей кромки, б — проверка заточки задней поверхности, в — проверка угла наклона поперечной кромки
После заточки задней поверхности сверла режущие кромки его должны стать прямолинейными, а угол наклона поперечной кромки должен быть равен: для сверл диаметром до 15 мм — 50°, свыше 15 мм — 55°. Большое значение для прочности сверла имеет длина поперечной кромки; она зависит от диаметра инструмента: у сверл диаметром меньше 10 мм длина поперечной кромки составляет 0,25 диаметра, у сверл диаметром больше 10 мм — 0,15 диаметра.
Большое значение для прочности сверла имеет длина поперечной кромки; она зависит от диаметра инструмента: у сверл диаметром меньше 10 мм длина поперечной кромки составляет 0,25 диаметра, у сверл диаметром больше 10 мм — 0,15 диаметра.
Правильность заточки сверла проверяется специальным шаблоном.
Реклама:
Читать далее:
Сверлильные станки по металлу
Статьи по теме:
- Сверлильные станки
- Уход за сверлильным станком и правила безопасной работы на сверлильных станках
- Получение отверстий электроискровой обработкой
- Развертывание при обработке металла
- Зенкование и зенкерование
Справочник по заточке сверл
Тупые сверла начинают дымить в древесине, нагреваются и просто не сверлят эффективно. Тупое сверло не будет резать чисто, а перегрев вызывает трещины и поломку материала. Существует множество приспособлений для заточки сверл. Но заточить можно и вручную.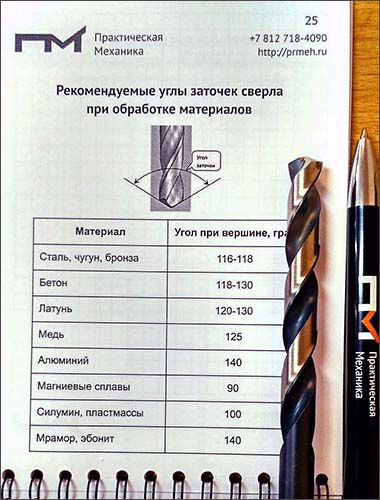
Последовательная заточка
118° Четыре грани. 1 – Универсальное острие, 2 – ребро, 3 – Вторичный зазор 4 – Режущая кромка
Сначала необходимо обработать заднюю поверхность. Делать это нужно осторожно, в несколько этапов. Плотно прижмите сверло к поверхности шлифовального круга. Обратите внимание на угол заточки (см. ниже), он должен быть неизменным.
Следующий этап — заточка режущей кромки. Вы должны сохранять угол. Аккуратно сформируйте полотно сверла (формирование полотна). Его размер не должен превышать 0,4 мм (0,016 дюйма) для сверла диаметром около 8 мм (5/16 дюйма) или меньше. Размер перемычки больших сверл может быть в диапазоне от 1 до 0,5 мм (0,02-0,04 дюйма).
Коническая заточка
Сверла диаметром 1/8″ и больше обычно затачивают методом конической заточки. Такую заточку легко выполнить на обычном станке с шлифовальным кругом. Торцевая кромка сверла прижимается к шлифуемой поверхности под углом 118° и более.
Представьте себе конус, у которого сторона направлена вдоль режущей кромки, а также шлифовальный круг. Вершина размещается, как показано на рисунке. При этом угол при острие должен быть равен 26°. Ось сверла должна пересекаться с осью воображаемого конуса под углом примерно 45°. Если начать вращать долото вокруг оси конуса, на задней грани будет образовываться коническая поверхность. Чтобы образовался прямой задний угол, необходимо расположить ось сверла примерно на 1/15 D относительно оси воображаемого конуса.
Вершина размещается, как показано на рисунке. При этом угол при острие должен быть равен 26°. Ось сверла должна пересекаться с осью воображаемого конуса под углом примерно 45°. Если начать вращать долото вокруг оси конуса, на задней грани будет образовываться коническая поверхность. Чтобы образовался прямой задний угол, необходимо расположить ось сверла примерно на 1/15 D относительно оси воображаемого конуса.
Чем больше значение смещения, тем больше будет задний угол. Этот вид заточки немного сложен, но достаточно эффективен. Чтобы правильно выполнить конусное шлифование, нужно взять в левую руку сверло как можно ближе к конусу, а в правой держать хвост сверла. Нажмите на режущую кромку сверла и начните плавное движение правой руки так, чтобы задняя поверхность прижималась к кругу и постепенно приобретала коническую форму. Повторите процесс со второй стороной сверла.
Если это слишком сложно для вас, вы можете заточить режущую кромку, а затем поднять вершину сверла на 10-15°, чтобы сформировать заднюю поверхность (руководство YouTube из моментов обработки)
Утонение перемычки
Перемычки сверла являются нережущей частью сверла, они не участвуют в процессе резания, но потребляют мощность и крутящий момент при движении через заготовку. Вы должны уменьшить его длину, чтобы она была как можно короче!
Вы должны уменьшить его длину, чтобы она была как можно короче!
Без утончения, полученное с завода полотно выглядит так
Обычная утонение – припуск удаляется по контуру канавки
Разделенное острие – режущие кромки сходятся почти в центре
Зубчатое острие помогает центрировать и уменьшить радиальную силу
Выравнивание торца
Тип канавки – Шлифование двух полукруглых канавок вблизи центра сверла
Углы вершины сверла
Общего назначения
Фаска (для уменьшения заусенцев)
Спиральное острие (самоцентрирующееся)
Для мягких и пластичных материалов
Разрез ( уменьшение осевого усилия и самоцентрирование -NC)
Высоколегированные стали
Сводка
| |||||||||||||||||||||||||||||||||||||||||||||
| |||||||||||||||||||||||||||||||||||||||||||||
ПОИСК | |||||||||||||||||||||||||||||||||||||||||||||
В наши дни настольные шлифовальные машины невероятно дешевы. Давайте посмотрим, как это делается. Легко, да? Во-первых, не думайте, что раз это выглядит просто, Особенно при заточке небольших сверл, Однако, как только вы научитесь затачивать сверла (и Когда затачивать Понятно, что заточка сверл обычно Однако сверла также могут потребоваться
Термины На этом этапе я бы хотел, чтобы вы отправились в мастерскую или ящик с инструментами и взяли большое сверло – такое, которое еще имеет «заводскую» остроту и конец Держите дрель вертикально и поворачивайте ее, пока она не Здесь угол при вершине виден для большого Вращайте сверло в пальцах, пока не сможете Вот он на сверле 12,5 мм…. …и здесь он выделен. Заточка Перед заточкой сверла необходимо иметь очень Первым шагом при заточке сверла является Встаньте немного левее шлифовального круга, Держите дрель горизонтально, но Следующим шагом является шлифовка губ Левой рукой поворачивайте хвостовик сверла Потренируйтесь выполнять эти движения с помощью дрели, которую вы Последовательность движений: левая рука вниз и Если угол при вершине и зазор кромки были При шлифовании используйте только легкое давление и Оценка При обучении заточке сверл, нет
Правильно заточенное сверло должно иметь одинаковую
Просверлите отверстие в куске стали.
Проблемы А что, если вы заточили сверло и
визуально осмотрите сверло, обращая особое внимание на зазор
Различные материалы Как мы уже говорили ранее, если вы откажетесь от сверления На этих диаграммах показаны варианты – обратите внимание, Заключение Острые сверла правильной формы для
Вам понравилась эта статья? Поддержите AutoSpeed небольшим взносом. Подробнее…
| |||||||||||||||||||||||||||||||||||||||||||||
 ..
.. Извините, что говорю вам, но
Извините, что говорю вам, но


 Однако, если вы повернете
Однако, если вы повернете
 Как показано на следующих диаграммах, если посмотреть на сверло торцом вверх,
Как показано на следующих диаграммах, если посмотреть на сверло торцом вверх, Но когда вы начнете затачивать сверла, возьмите
Но когда вы начнете затачивать сверла, возьмите

