Фреза чертеж шпоночная: Шпоночная фреза | Чертежи
Содержание
Фреза шпоночная вк8 в категории «Инструмент»
Фреза шпоночная ц/х 14,0 мм 70/16 ВК8 т/с напайки
На складе в г. Кременчуг
Доставка по Украине
150 грн
Купить
СТАНОЧНИК Интернет-магазин
Фреза шпоночная ц/х 8,0 мм 40/11 ВК8 т/с монолит
На складе в г. Кременчуг
Доставка по Украине
480 грн
Купить
СТАНОЧНИК Интернет-магазин
Фреза шпоночная ц/х 3,0 мм 30/8 ВК8 т/с монолит
На складе в г. Кременчуг
Доставка по Украине
125 грн
Купить
СТАНОЧНИК Интернет-магазин
Фреза шпоночная ц/х 6,0 мм 35/10 ВК8 т/с монолит
На складе в г. Кременчуг
Доставка по Украине
255 грн
Купить
СТАНОЧНИК Интернет-магазин
Фреза шпоночная ц/х 10,0 мм 45/13 ВК8 т/с монолит
На складе в г. Кременчуг
Доставка по Украине
690 грн
Купить
СТАНОЧНИК Интернет-магазин
Фреза шпоночная 14мм 2-перая км2 ВК8 с послаблением. СССР
СССР
На складе
Доставка по Украине
280 грн
Купить
ОТК-Инструмент
Фреза шпоночная М20 ВК8 к\хв (СССР)
Доставка по Украине
242 грн
Купить
ТОВ «Ватек»
Фреза шпоночная М18 ВК8 ц/хв (СССР)
Доставка по Украине
274 грн
Купить
ТОВ «Ватек»
Фреза шпоночная М16 ВК8/Т5Л10 к/хв (СССР)
Доставка по Украине
220 грн
Купить
ТОВ «Ватек»
Фреза шпоночная М14 ВК8 к/хв (СССР)
Доставка по Украине
220 грн
Купить
ТОВ «Ватек»
Фреза шпоночная М13 ВК8 к/хв (СССР)
Доставка по Украине
198 грн
Купить
ТОВ «Ватек»
Фреза шпоночная монолитная твердосплавная ф 5 мм 36/8 ВК8
Доставка по Украине
118.20 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Фреза шпоночная ц/хв т/с Ф2 монолитная ВК8
Доставка по Украине
от 70 грн
Купить
«ТД Максимус»
Фреза шпоночная ц/хв т/с Ф3 монолитная ВК8
Доставка по Украине
от 80 грн
Купить
«ТД Максимус»
Фреза шпоночная ц/хв т/с Ф5 монолитная ВК8
Доставка по Украине
от 150 грн
Купить
«ТД Максимус»
Смотрите также
Фреза шпоночная ц/хв т/с Ф6 монолитная ВК8
Доставка по Украине
от 160 грн
Купить
«ТД Максимус»
Фреза шпоночная ц/хв т/с Ф7 монолитная ВК8
Доставка по Украине
от 210 грн
Купить
«ТД Максимус»
Фреза шпоночная с напайными твердосплавными пластинами 12 мм ВК8 ц/х
Доставка по Украине
320 грн
Купить
Компания «КВРС»
Фреза шпоночная ц/х 4,0 мм 32/7 ВК8 т/с монолит
На складе
Доставка по Украине
155 грн
Купить
СТАНОЧНИК Интернет-магазин
Фреза шпоночная с напайными твердосплавными пластинами ц/х ф 12 мм ВК8 Китай
Доставка по Украине
282. 20 грн
20 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Фреза шпоночная с напайными твердосплавными пластинами ц/х ф 14 мм ВК8 Китай
Доставка по Украине
258.60 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Фреза шпоночная с напайными твердосплавными пластинами ц/х ф 16 мм ВК8 Китай
Доставка по Украине
249.40 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Фреза шпоночная с напайными твердосплавными пластинами к/х ф 12 мм ВК8 КМ2 Китай
Доставка по Украине
288.80 грн
Купить
ООО «СЛОБОДАИНСТРУМЕНТ»
Фреза шпоночная ц/х 7,0 мм 35/10 ВК8 т/с монолит
На складе
Доставка по Украине
330 грн
Купить
СТАНОЧНИК Интернет-магазин
Фреза шпоночная М10 ВК8 монолит. (СССР)
Доставка по Украине
264 грн
Купить
ТОВ «Ватек»
Фреза шпоночная ц/х 5,0 мм 32/8 ВК8 т/с монолит
На складе
Доставка по Украине
210 грн
Купить
СТАНОЧНИК Интернет-магазин
Фреза шпоночная d 4,0х10х32 ц/х ВК8 цельная
Под заказ
Доставка по Украине
820. 40 грн
40 грн
Купить
ООО «ВЕЛДОН»
Фреза Шпоночная d 5,0х10х30 ц/х ВК8 цельная
Под заказ
Доставка по Украине
760.10 грн
Купить
ООО «ВЕЛДОН»
Фреза Шпоночная d 6,0х10х35 ц/х ВК8 цельная
Под заказ
Доставка по Украине
1 117.20 грн
Купить
ООО «ВЕЛДОН»
5. Фрезерование шпоночных пазов шпоночными фрезами.
5.1 Шпоночный паз закрыт с двух сторон.
Основное технологическое время
определяется из выражения:
при фрезеровании за один проход
где h — глубина шпоночного паза, мм
SM B , SMпр’ — вертикальная и продольная
подачи соответственно, мм/мин;
D — диаметр фрезы, мм;
l — длина шпоночного паза, мм.
Рис.
16 Схемы фрезерования шпоночной фрезой,
шпоночного паза, закрытого с двух сторон
при фрезеровании за несколько проходов
(8)
где i — число проходов.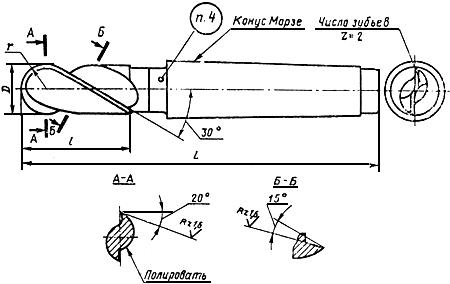
Число проходов в выражении (8) равно
i=h/t,
где t — глубина резания, т.е. углубление
шпоночной фрезы за каждый двойной ход
фрезы.
5.2. Шпоночный паз закрытый с одной стороны.
Основное технологическое время
определяется из выражения:
Рис.
17 Схемы фрезерования шпоночной фрезой,
шпоночного паза, закрытого с одной
стороны
6. Типы врезания в шпоночные пазы
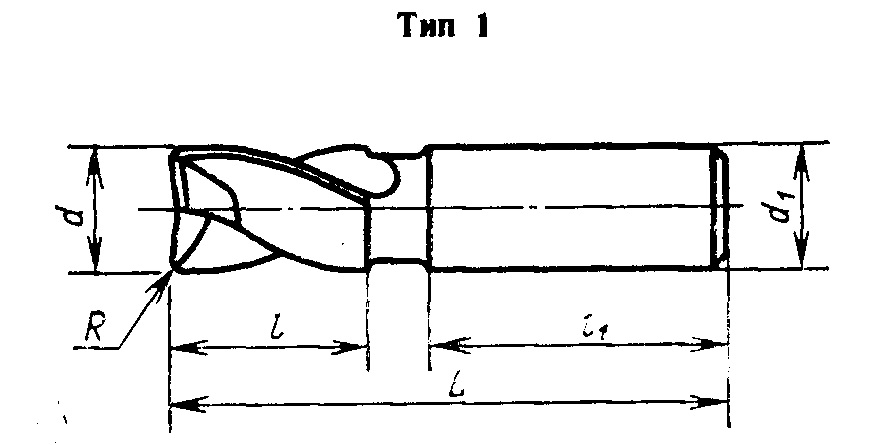
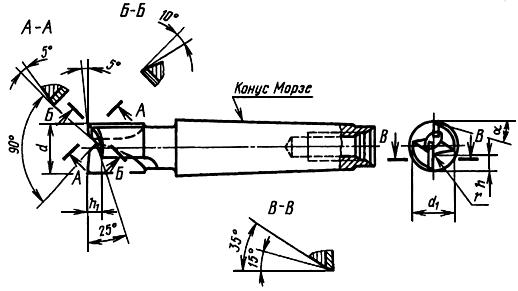
6.1 Шпоночная фреза
Разновидностью концевых фрез являются
шпоночные двухзубые фрезы (рис. 18).
Рассматриваемые шпоночные фрезы, подобно
сверлу, могут углубляться в материал
заготовки при осевом движении подачи
и высверливать отверстие, а затем
двигаться вдоль канавки. В момент осевой
подачи основную работу резания выполняют
торцовые кромки. Одна из них должна
доходить до оси фрезы, чтобы обеспечить
сверление отверстия.
Рис.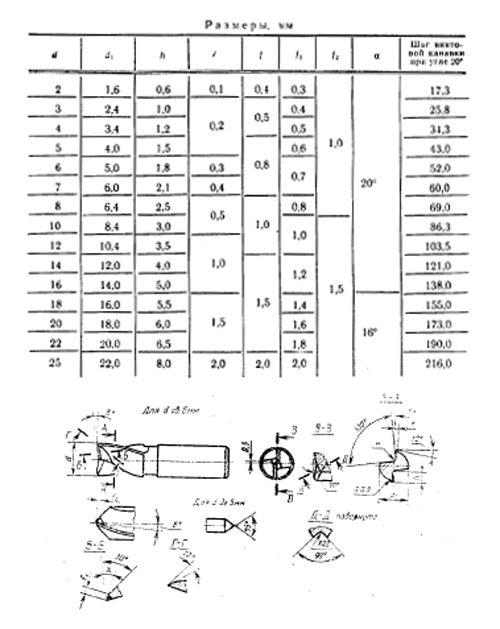
18 Шпоночная фреза
6.2 Сверление лидерного отверстия
Методы расфрезеровывания закрытых
пазов или карманов в цельной заготовке
Наиболее распространенным методом
обработки длинного и узкого паза является
врезание под углом со сверлением
предварительного отверстия. При обработке
неглубоких пазов хорошей альтернативой
является фрезерование с осевой подачей.
Фрезерование методом круговой интерполяции
с врезанием подойдет для обработки
широких пазов и карманов.
6.3 Маятниковое врезание
Производится на станках с ЧПУ. Угол
врезания – 3градуса.
6.4 Технологические особенности
Для операций обработки закрытого
шпоночного паза существуют специальные
рекомендации, в дополнение к общим
рекомендациям по обработке плоскостей
и пазов.
Направление сил резания и отжим
инструмента при фрезеровании закрытого
шпоночного паза не позволяют получить
точного прямоугольного сечения.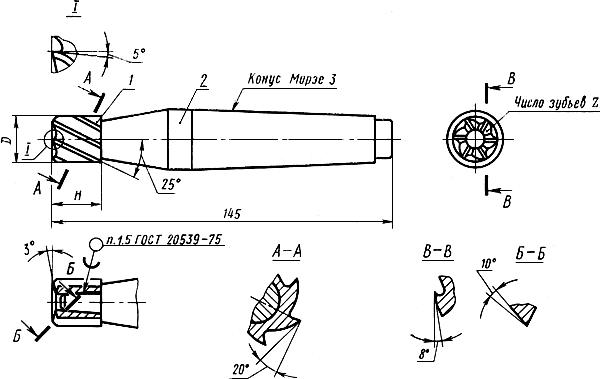
Точность обработки может быть повышена,
если использовать фрезу несколько
меньшего диаметра и обрабатывать паз
за два прохода:
1. Профрезеровать шпоночной паз на полную
глубину начерно.
2. Профрезеровать паз по контуру, применив
метод встречного фрезерования и
обеспечив, таким образом, перпендикулярность
стенок.
На чистовых этапах обработки необходимо
работать с небольшой глубиной резания,
чтобы минимизировать отжим инструмента,
что является определяющим фактором
качества обработанной поверхности и
геометрической точности паза (угол в
90°).
Рис.
19 Обработка шпоночной фрезой за два
прохода
7. Способы установки обрабатываемых деталей.
Детали средних размеров единичного или
мелкосерийного производства устанавливают
в машинных тисках с ручным (винтовым)
зажимом (рис. 20). Для закрепления деталей
цилиндрической формы класса валов
(валы, оси, пальцы и т п. ) используют
) используют
приспособления с базированием детали
по наружной цилиндрической поверхности
(рис.21) или в центровых отверстиях.
Крупногабаритные детали класса корпусов
(станины, стойки, кронштейны) устанавливаются
и крепятся непосредственно на столе
продольно — фрезерных, карусельно-фрезерных
или барабанно-фрезерных станков
специальными крепежными болтами и
прихватами за Т — образные пазы.
В массовом и серийном производствах
для фрезеровании плоскостей и пазов
применяют специальные приспособления
с механизированным зажимом деталей.
В машиностроении имеются детали
цилиндрической формы с равномерным или
неравномерным расположением по
окружности лазов, канавок, и т.п., которые
обрабатываются фрезерованием. Для
их установки применяют универсальные
делительные головки УДГ — 100. УДГ — 135 и
УДГ — 160 (шифры 100,135 и 160 обозначают высоту
центров головки), позволяющие осуществлять
поворот обрабатываемой детали на любое
(четное или нечетное) количество частей.
Рис.
20 Схема установки детали в тисках при
фрезеровании
Рис.
21 Схема базирования детали по цилиндрической
поверхности.
Варианты вырезания и протяжки шпоночного паза: шпоночная посадка, протяжка и т. д.
Когда производители хотят прикрепить шестерню, ступицу шкива или муфту к валам приводного оборудования, они обычно используют метод блокировки шпоночного паза . В этом методе шпонка блокирует вращение вала и помогает передавать крутящий момент. Чтобы это работало, для изготовления шпоночного паза в валу и ступице муфты используются различные типы вариантов нарезки шпоночного паза . В этой статье будут рассмотрены наиболее популярные сегодня технологии нарезания шпоночных пазов.
Начало работы с Hansford Davis Keyseater
1. Установка шпоночных пазов (для больших и специальных шпоночных пазов) удары. Некоторые станки для ключей имеют только однозубую фрезу, в то время как другие машины (например, Davis Keyseater) используют фрезу с несколькими зубьями для достижения скорости резания, такой же высокой, как протяжка.

Вот как это работает: Фреза на посадочном месте для ключей медленно продвигается наружу с каждым последующим резом. Это тонкое движение позволяет с каждым штрихом удалять немного больше материала. Процесс повторяется до тех пор, пока разрез не станет достаточно глубоким, чтобы соответствовать спецификациям печатного чертежа ступицы муфты.
Основное преимущество шпоночной посадки заключается в том, что она обеспечивает большую гибкость для больших и специальных шпоночных канавок. Зубчатые фрезы нестандартного размера легко приобрести, а также их можно быстро модифицировать в инструментальной мастерской на месте, чтобы они соответствовали уникальным спецификациям. Однако, в зависимости от типа вашего станка и режущего инструмента, шпоночная посадка может потребовать более длительного цикла, чем традиционная протяжка. Чтобы получить представление о времени цикла, просмотрите нашу диаграмму, которая иллюстрирует время нарезания шпоночных пазов для различных шпоночных пазов и материалов.
2. Протяжка шпоночного паза (для скорости)
Нарезка шпоночного паза на протяжном станке аналогична посадке шпонок. Однако чаще всего прошивной станок имеет фрезу с несколькими зубьями. Опять же, резец на протяжном станке проталкивается через ступицу и удаляет больше материала с каждым зубом, чем дальше он продвигается. Благодаря множеству зубов можно быстрее удалить больше материала. Протяжка шпоночного паза обычно может прорезать шпоночный паз за 1-3 удара.
Важно отметить, что режущие зубья протяжки, как и другие режущие инструменты, необходимо затачивать при затуплении. Подробнее об этом читайте в нашей статье о заточке протяжки. Еще одна особенность заключается в том, что протяжные станки можно выравнивать по горизонтали или вертикали, чтобы проталкивать или тянуть протяжку через деталь.
Одной из проблем прошивания является первоначальная стоимость прошивок. Они могут стоить до десятков тысяч долларов и требуют регулярного обслуживания. Другой вопрос – время. Если нестандартной протяжки нет в наличии, изготовление протяжки может занять от нескольких недель до месяцев.
Если нестандартной протяжки нет в наличии, изготовление протяжки может занять от нескольких недель до месяцев.
3. Проволочная электроэрозионная обработка (для малых и специальных тиражей)
Электроэрозионная обработка шпоночного паза (электроэрозионная обработка) обычно используется для небольших тиражей, требующих точности или других специальных параметров резки. Изготовители инструментов и штампов используют проволочный электроэрозионный станок для удаления материала методом, который можно описать как «удар» или «испарение». В этом методе намотанный медный провод подносится близко к цели, чтобы порезать ее электрическими искрами (но не касается компонента напрямую).
Если вам нужна скорость, проволочный электроэрозионный станок, вероятно, не лучший вариант для резки шпоночного паза. Стандартная машина может работать со скоростью 12 квадратных дюймов в час. Например, если ваша деталь имеет толщину 6 дюймов, проволочный электроэрозионный станок будет резать на глубину 2 дюйма в час. Однако одним из плюсов этого является то, что электроэрозионные станки могут работать без активного оператора. С учетом сказанного, некоторые приложения, которые лучше всего подходят для проволочной электроэрозионной обработки, включают в себя: прототипы деталей, срочные заказы и разовые запросы.
Однако одним из плюсов этого является то, что электроэрозионные станки могут работать без активного оператора. С учетом сказанного, некоторые приложения, которые лучше всего подходят для проволочной электроэрозионной обработки, включают в себя: прототипы деталей, срочные заказы и разовые запросы.
4. Придание формы (для глухих шпоночных пазов)
Формование – хороший вариант для вырезания глухих шпоночных пазов. «Слепые» относятся к шпоночным канавкам, которые не проходят по всей длине детали. Некоторые из вышеперечисленных вариантов нарезки шпоночных пазов, такие как протяжка и проволочная электроэрозионная обработка, не предназначены для работы с глухими шпоночными пазами.
Как и в случае некоторых ключей, для формовки используется однозубый режущий инструмент. В отличие от ключей, формирователи не направляются вниз через вырез на фиксированной стойке. В результате формирующие резы не могут достичь того же уровня точности, что и шпоночные резы, из-за неуправляемого отклонения.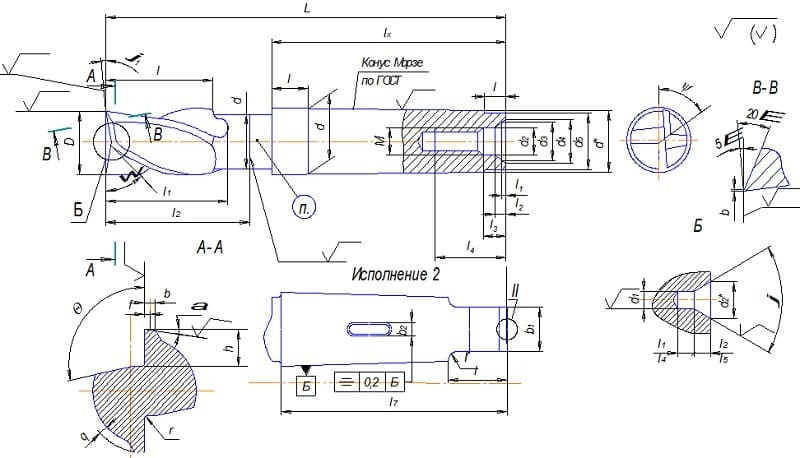 Это увеличивает потребность в надлежащей проверке допусков.
Это увеличивает потребность в надлежащей проверке допусков.
Чтобы вырезать глухие шпоночные канавки, шейперы требуют, чтобы пользователи предварительно вырезали «рельеф» в конце шпоночной канавки, которую вскоре предстоит вырезать. Рельеф позволяет металлической стружке ломаться. Они могут быть сформированы путем прорезания внутренней канавки по внутреннему диаметру для ступиц или путем предварительного сверления отверстия.
5. Фрезерование (только для шпоночных пазов вала)
Подобно формованию, фрезерование позволяет пользователям нарезать неполные по длине, конические или прямые шпоночные канавки. Фрезерование популярно для нарезания внешних шпоночных пазов вала. Однако фрезерование шпоночных канавок внутреннего диаметра на ступицах не является обычным явлением, потому что другая сторона муфты мешает (при традиционных методах прямого фрезерования). Но при необходимости внутренний шпоночный паз можно отфрезеровать специальным 9Угловая фрезерная головка 0º.
Как и при формовании, качество является важным фактором при фрезеровании шпоночных пазов (из-за отсутствия неуправляемых проходов). Допуски, такие как качество углового радиуса, требуют особого внимания для обеспечения правильных характеристик. В противном случае могут возникнуть проблемы, такие как дисбаланс системы передачи мощности или неподходящий ключ.
Допуски, такие как качество углового радиуса, требуют особого внимания для обеспечения правильных характеристик. В противном случае могут возникнуть проблемы, такие как дисбаланс системы передачи мощности или неподходящий ключ.
Готовы начать вырезание шпоночного паза?
Мы надеемся, что это руководство дало вам более четкое представление о возможностях вырезания шпоночных пазов. Если вы готовы начать нарезку шпоночных пазов или ищете способ сократить время цикла и производственные затраты в текущем процессе нарезки шпоночных пазов, свяжитесь с нами. Во время нашей беседы мы можем обсудить, какой вариант нарезки шпоночного паза лучше всего подходит для вашего применения.
Какая фреза используется для фрезерования шпоночного паза?
Эшли Чан 31 декабря 2021 г.
Чтобы шпонка функционировала, вал и вращающийся элемент машины должны иметь шпоночный паз и шпоночное гнездо, то есть прорезь и карман, в который входит шпонка.
Википедия
Функция шпоночного паза обычно используется для фиксации по окружности вращающихся частей для передачи крутящего момента и крутящего момента.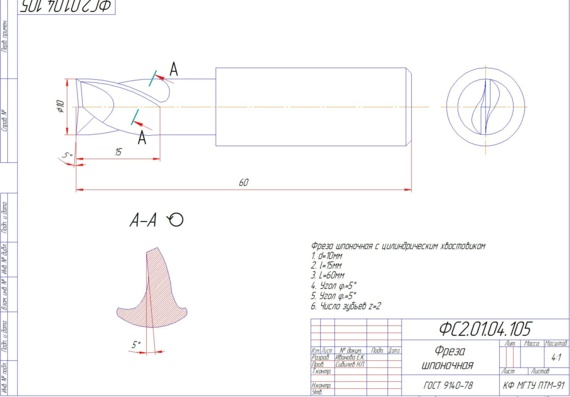 Шпоночный паз широко используется в механических деталях, а также неотделим от различных механизмов зубчатой передачи. Какая фреза используется для фрезерования шпоночного паза при обработке шпоночного паза?
Шпоночный паз широко используется в механических деталях, а также неотделим от различных механизмов зубчатой передачи. Какая фреза используется для фрезерования шпоночного паза при обработке шпоночного паза?
Что такое фрезерование шпоночного паза?
Фрезерование шпоночных пазов — это процесс использования фрезерного станка для изготовления шпоночных пазов. Фреза для шпоночных пазов — это разновидность фрезерного инструмента с ЧПУ, в основном используемая для обработки шпоночных пазов и закрытых углублений.
Чтобы преодолеть влияние радиальной силы резания, фреза для шпоночного паза имеет две симметричные режущие кромки. Во время фрезерования силы резания на двух режущих кромках представляют собой прямоугольную пару сил, а радиальные силы компенсируют друг друга. И цилиндр, и торец фрезы со шпоночным пазом имеют режущие кромки, а режущая кромка торца проходит через центр инструмента, поэтому ее можно фрезеровать в осевом направлении инструмента. Он имеет функцию плунжерного бурения и может непосредственно обрабатывать закрытую депрессию.
Концевые фрезы обычно имеют более 3 режущих кромок, а центр торца обычно имеет центральное отверстие. Поэтому он не может фрезероваться по оси инструмента и не может непосредственно обрабатывать закрытые углубления. Он в основном используется для полузакрытой или открытой обработки. Фрезы для шпоночных пазов на самом деле относятся к специальной концевой фрезе.
Как выбрать фрезу для шпоночного паза?
Шпоночный паз можно разделить на три типа:
- Открытый тип
- Полуоткрытый тип
- Закрытого типа
В процессе фрезерования шпоночного паза выбор фрезы строго обязателен, что напрямую влияет на точность и шероховатость поверхности шпоночного паза. В нормальных условиях фрезерование шпоночного паза выполняется дисковой фрезой; при фрезеровании закрытого шпоночного паза часто используются концевая фреза и фреза для шпоночного паза. Выбор типа фрезы при фрезеровании различных шпоночных пазов:
Фрезерование закрытого шпоночного паза
Используйте концевую фрезу для фрезерования закрытого паза, диаметр выбранного инструмента должен быть равен или меньше ширины паза. Из-за силы, прилагаемой во время фрезерования, концевая фреза имеет тенденцию к деформации, когда ее жесткость недостаточна. Чрезмерное усилие может привести к поломке фрезы. Используйте метод послойного фрезерования для фрезерования до указанного размера, и инструмент будет поднят за пределы паза для фрезерования расширения, и инструмент не может быть захвачен вперед и назад. При расширении паза следует избегать попутного фрезерования, чтобы не прогрызть и не повредить заготовку.
Из-за силы, прилагаемой во время фрезерования, концевая фреза имеет тенденцию к деформации, когда ее жесткость недостаточна. Чрезмерное усилие может привести к поломке фрезы. Используйте метод послойного фрезерования для фрезерования до указанного размера, и инструмент будет поднят за пределы паза для фрезерования расширения, и инструмент не может быть захвачен вперед и назад. При расширении паза следует избегать попутного фрезерования, чтобы не прогрызть и не повредить заготовку.
Фрезерование полуоткрытого шпоночного паза
Используйте твердосплавную концевую фрезу для увеличения и фрезерования полуоткрытого шпоночного паза, а сквозной паз нельзя фрезеровать с вертикальной подачей. Отверстие следует сначала просверлить, а затем фрезеровать концевой фрезой меньше ширины паза, а затем фрезеровать до необходимой ширины фрезой, равной ширине паза, или фрезеровать сменной фрезой. Предотвратите попутное фрезерование во время фрезерования с расширением и в любое время подтяните неиспользуемые направления.
Фрезерование открытого шпоночного паза
Трехсторонние фрезы обычно используются для обработки прямоугольных пазов и ступенчатых деталей, но иногда их можно использовать и для обработки открытых шпоночных пазов. Метод обработки аналогичен обработке прямоугольных канавок и ступенчатых деталей. Отличие в том, что следует быть осторожным, чтобы не поцарапать заготовку при установке ножа сбоку, чтобы не повредить качество поверхности заготовки. Метод фрезерования также должен обращать внимание на использование встречного фрезерования и в то же время добавлять охлаждающую жидкость, а охлаждение должно быть достаточным и своевременным, чтобы предотвратить повреждение инструмента от нагрева.
Фрезерование шпоночного паза фрезой для шпоночного паза
Фрезер для шпоночного паза может обрабатывать различные типы шпоночного паза. При выборе инструмента вы должны обратить внимание на пробную резку, чтобы ошибка, вызванная инструментом в производственном процессе, не увеличила фрезерование шпоночного паза.