Фрезерно центровальный станок 2г942: Обзор фрезерно-центровального станка 2Г942: описание, технические характеристики
Содержание
Фрезерно-центровальный станок: характеристики, модели, выбор
2Г942 станок фрезерно-центровально-обточной. Назначение и область применения
Станок 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате:
- фрезерование торцов и сверление центровых отверстий с двух сторон
- обточка шеек на концах валов
- Может производиться также сплошная цековка до диаметра 40 мм
- кольцевая подрезка
- расточка
Особенности конструкции фрезерно-центровально-обточного станка 2г942
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемещаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12.2009—80.
Пределы длины обрабатываемых деталей, мм:
- 2Г942.04 — 100-500
- 2Г942.00 — 100-1000
- 2Г942.08 — 100-2000
Презентация к разделу «Фрезерные станки»
Фрезерные станки
Основные типы станков.
Область применения фрезерных станков обширна: обработка плоских и фасонных поверхностей, прямых и винтовых канавок, резьб, зубчатых колес цилиндрическими, концевыми, торцевыми, шпоночными, фасонными, модульными (концевыми и дисковыми) фрезами.
На рисунке 1. представлены фрезерные станки различных типов. Существуют и другие станки указанной группы.
Рисунок 1 — Основные типы фрезерных станков:
а – консольный вертикальный; б – непрерывного движения; в – копировальные; г – вертикальный бесконсольный с крестовым столом; д – продольныйдвухстоечный; е – широкоуниверсальные; ж – консольный горизонтальный.
Рисунок 2 — Вертикальные
консольно—фрезерныестанкиFSS315MR
Рисунок 3 -Фрезерно—копировальный
станокWinner LH-1000AT.
Рисунок 4-Вертикальный бесконсольный фрезерный станок с крестовым столом.
ъ
Рисунок 5 — Широкоуниверсальный фрезерный станок FUV 321M
Горизонтальные консольно-фрезерные станки
Горизонтальные консольно-фрезерные станки предназначены для фрезерных работ по чугуну, стали и цветным металлам твердосплавным инструментом в условиях мелко- и крупносерийного производства. Наличие в станке возможности поворота стола вокруг вертикальной оси обеспечивает фрезерование винтовых канавок сверл и других аналогичных изделий.
Рисунок 6 — Горизонтальный консольно-фрезерный станок:
1 — станина; 2 — хобот; 3 — шпиндель; 4, 6 — подвески; 5 — фрезерная оправка; 7 — стол; 8 — поворотная плита; 9 — салазки; 10—поперечныеуправляющие; 11 — консоль; 12 — колонка; 13 — фундаментная плита
Рисунок 7 — Горизонтальный
консольно-фрезерный станок
Бесконсольные вертикально-фрезерные станки
Особенностью конструкции бесконсольного вертикально-фрезерного станка с крестовым столом (рисунок 8. ), является более жесткая станина и стойка, червячно-реечный привод стола, отсутствие консоли. Все это позволяет обрабатывать крупные заготовки с большими припусками на высоких режимах резания. Фрезерование осуществляется в основном торцовыми головками, в том числе с твердосплавными пластинами.
), является более жесткая станина и стойка, червячно-реечный привод стола, отсутствие консоли. Все это позволяет обрабатывать крупные заготовки с большими припусками на высоких режимах резания. Фрезерование осуществляется в основном торцовыми головками, в том числе с твердосплавными пластинами.
На неподвижной станине 1
размещается крестовый стол
4,
с возможностью перемещения по направляющим салазок
3
в продольном направлении и по направляющим
2
станины — в поперечном. Шпиндельная бабка 7 с коробкой скоростей монтируется на вертикальных направляющих стойки
9
станины
1
. Главное вращательное движение шпинделю
6
сообщается от электродвигателя
8;
продольное и поперечное движения подачи стола — от коробки подач
10,
находящейся в станине. Управление станком происходит обычно от подвесного пульта
5.
У некоторых станков шпиндельную бабку можно поворачивать в вертикальной плоскости.
Рисунок 8 — Бесконсольный вертикально-фрезерный станок: 1— станина; 2 — направляющие; 3 — салазки; 4 — крестовый стол; 5 — подвесной пульт; 6 — шпиндель; 7 — шпиндельная бабка; 8 — электродвигатель; 9 — стойка; 10 — коробка подач
Рисунок 9 — Бесконсольный вертикально-фрезерный станок
Фрезерно-центровальные станки
Фрезерно-центровальные станки предназначены для двустороннего фрезерования и зацентровки торцов деталей типа валов. Оба торца фрезеруют одновременно, а затем одновременно зацентровывают. Такая технология позволяет обеспечить параллельность торцов между собой и перпендикулярность центровых отверстий к этим торцам, что очень важно при последующей обработке валов.
Рисунок 9 — Фрезерно-центровальный станок:
1,5 — фрезерно-сверлильные бабки; 2 — тиски; 3 — фрезерная головка; 4 — сверлильная головка; 6 — каретка; 7 — станина; 8,9 — направляющие; 10 — шкаф электрооборудования
Продольно-фрезерные станки
Продольно-фрезерные станки предназначены для обработки одновременно набором фрез горизонтальных, вертикальных, наклонных и фасонных поверхностей корпусных и других крупных деталей. Инструмент — торцовые, цилиндрические и фасонные фрезы. Область применения — средне- и крупносерийное производство. Продольно-фрезерные станки обеспечивают высокую производительность за счет высоких скоростей вращения шпинделей, больших подач при обработке заготовок твер-лосплавным инструментом. Это обеспечивается достаточной мощностью шпиндельных бабок и большой тяговой силой столов.
Инструмент — торцовые, цилиндрические и фасонные фрезы. Область применения — средне- и крупносерийное производство. Продольно-фрезерные станки обеспечивают высокую производительность за счет высоких скоростей вращения шпинделей, больших подач при обработке заготовок твер-лосплавным инструментом. Это обеспечивается достаточной мощностью шпиндельных бабок и большой тяговой силой столов.
Станки изготовляют одностоечными (рисунок 10, а)
и двухстоечными (рисунок 10,
б).
В одностоечных станках предусмотрена одна шпиндельная бабка 5. В двухстоечном станке предусмотрены три или четыре шпиндельные бабки 5, из которых две монтируются на стойках
4
и перемещаются вертикально по направляющим стойки, а одна или две бабки, расположенные на траверсе
8,
перемещаются по горизонтальным направляющим от коробки подач
9
и электродвигателя .В свою очередь траверсе сообщается вертикальное перемещение. У ряда модификаций станков шпиндельные бабки
5
могут поворачиваться в вертикальной плоскости для обработки наклонных поверхностей. Вращение шпинделей
Вращение шпинделей
2
в бабках 5 происходит от отдельных электродвигателей
3
через коробки скоростей. Столу
1
, смонтированному на направляющих станины 7, сообщается продольное перемещение с бесступенчатым регулированием величины подачи от электродвигателя
10
постоянного тока. Управление станком осуществляется от подвесного пульта
6.
В станках предусмотрены различные автоматические циклы . работы стола: ускоренный подвод, рабочая подача, ускоренный перебег для обработки следующей заготовки, быстрый отвод и останов.
Рисунок 10 -Одностоечный (а) и двухстоечный (б) продольно-фрезерные станки с ручным управлением:
1 — стол; 2 — шпиндель; 3, 10, 11 — электродвигатели; 4 — стойки; 5 — шпиндельные бабки; 6 — подвесной пульт; 7 — станина; 8 — траверса; 9 —коробка подач
Рисунок 11 — Общий вид продольно-фрезерного станка модели 6255
Рисунок 12 —
Одностоечный продольно-фрезерные станок с ручным управлением
Рисунок 13 —
Двухстоечный продольно-фрезерные станок с ручным управлением
Фрезерные станки с ЧПУ
Фрезерные станки с ЧПУ предназначены для обработки плоских и пространственных поверхностей заготовок сложной формы.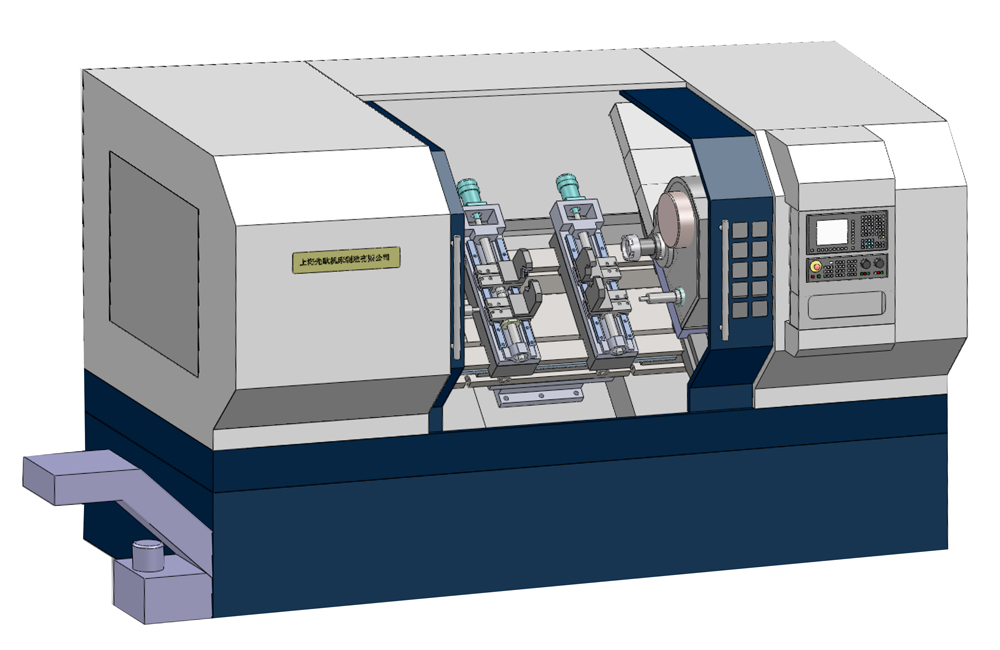 Конструкции фрезерных станков с ЧПУ аналогичны конструкциям традиционных фрезерных станков. Отличие от последних заключается в автоматизации перемещений узлов по УП при формообразовании.
Конструкции фрезерных станков с ЧПУ аналогичны конструкциям традиционных фрезерных станков. Отличие от последних заключается в автоматизации перемещений узлов по УП при формообразовании.
Фрезерные станки с ЧПУ различают по расположению шпинделя (горизонтальное или вертикальное), по числу координатных перемещений стола или фрезерной бабки, по числу используемого инструмента (одноинструментные и многоинст-рументные) и по способу его установки в шпиндель станка (вручную или автоматически).
Фрезерные станки оснащают прямоугольными и контурными системами ЧПУ. При прямоугольном управлении (условное обозначение Ф2) стол станка совершает движение в направлении, параллельном одной из координатных осей, что делает невозможной обработку сложных поверхностей. Станки с прямоугольным управлением применяют для фрезерования плоскостей, скосов, уступов, пазов, разновысоких бобышек и других аналогичных поверхностей. При контурной и комбинированной системах ЧПУ траектория перемещения узлов станка более сложная. Такие станки используют для фрезерования различных кулачков, штампов, пресс-форм и других деталей с аналогичными поверхностями. Число управляемых координат, как правило, равно трем, в некоторых случаях — четырем и пяти. При контурном управлении движение формообразования производится не менее чем по двум координатным осям одновременно.
Такие станки используют для фрезерования различных кулачков, штампов, пресс-форм и других деталей с аналогичными поверхностями. Число управляемых координат, как правило, равно трем, в некоторых случаях — четырем и пяти. При контурном управлении движение формообразования производится не менее чем по двум координатным осям одновременно.
Для обеспечения главного движения во фрезерных станках с ЧПУ используют электромеханический привод: асинхронные электродвигатели (тогда необходима коробка скоростей) и электродвигатели постоянного и переменного тока с бесступенчатым регулированием частоты вращения их выходного вала (с последующей передачей вращения на шпиндель зубчатыми или ременными передачами). В станках нового поколения применяют мотор-шпиндели с бесступенчатым регулированием скорости, т.е. электрический привод.
Привод подач фрезерных станков с ЧПУ также электромеханический: короткие кинематические цепи передают движение от электродвигателя через шариковую винтовую передачу (ШВП)’ непосредственно исполнительному органу. Во фрезерных станках с ЧПУ нового поколения применяют линейные двигатели, которые не требуют преобразования вращения в поступательное перемещение с помощью ШВП.
Во фрезерных станках с ЧПУ нового поколения применяют линейные двигатели, которые не требуют преобразования вращения в поступательное перемещение с помощью ШВП.
Рисунок 14 — Вертикально-фрезерный станок с ЧПУ
Станки с электромеханическим приводом.
На рисунке 15 представлен фрезерный станок с комбинированной системой ЧПУ, предназначенный для обработки сложных пространственных поверхностей. Число одновременно управляемых координат равно трем.
На станине 1 по продольным направляющим, закрытым телескопическими щитками 4,
перемещаются салазки
2.
Стол
12
станка установлен на поперечных направляющих, которые также закрыты телескопическими щитками
15
от попадания стружки. Зона резания и инструментальный магазин 7 (на 32 инструмента) закрыты ограждениями 5.
Шпиндель 10 получает главное вращательное движение от электродвигателя переменного тока мощностью 15 кВт с бесступенчатым регулированием частоты вращения в пределах 10… 3500 мин»-1. Между электродвигателем и шпинделем станка нет никаких механических передач — это мотор-шпиндель.
Между электродвигателем и шпинделем станка нет никаких механических передач — это мотор-шпиндель.
В шпиндельной бабке 8
размещена система охлаждения маслом мотор-шпинделя и привод вертикального перемещения шпиндельной бабки от шагового электродвигателя и ШВП. Бабка перемещается по вертикальным направляющим
16.
Для местного освещения используется галогеновая лампа
11.
УЧПУ размещено в подвесном пульте 14, на котором имеется клавиатура и дисплей 13.
Продольное и поперечное движение подачи обеспечивают индивидуальные приводы от шаговых двигателей через ШВП.
Автооператор 6 с двумя руками по команде системы ЧПУ забирает необходимый режущий инструмент из магазина 7и находится в позиции ожидания до окончания очередного перехода при обработке заготовки. По окончании цикла автооператор вынимает инструмент из шпинделя и вставляет его конусную расточку оправку с другим режущим инструментом. В станке предусмотрены кнопки 9
ручной установки и снятия инструмента.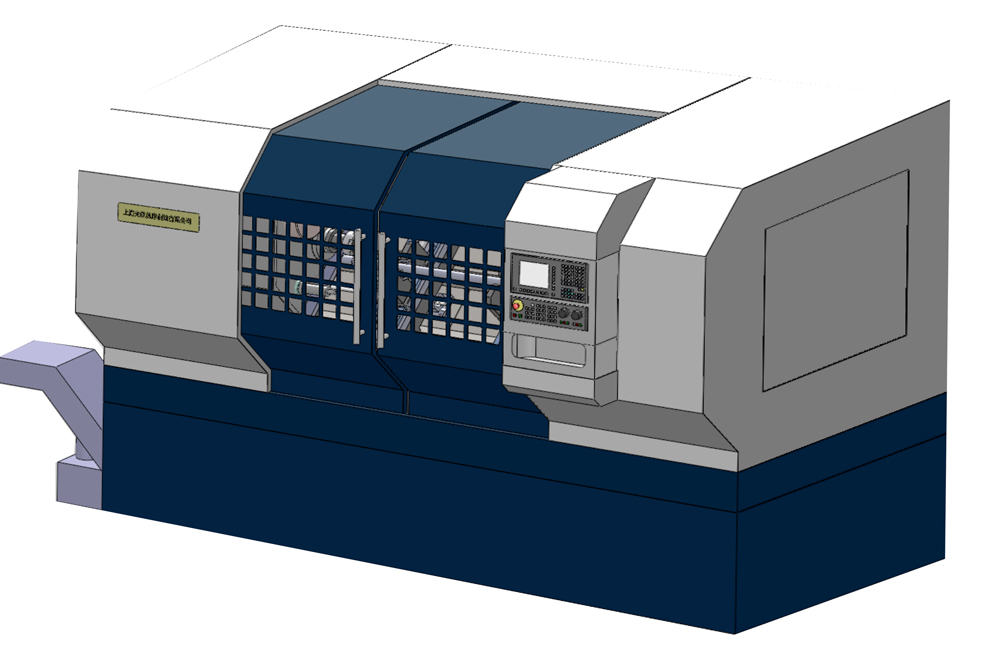
Стружка постоянно выводится из зоны резания транспортером 3
Рисунок 15 — Фрезерный станок с комбинированной системой ЧПУ:
1 — станина; 2
— салазки;
3
— транспортер стружки;
4, 15 —
телескопические щитки; 5 — ограждения рабочей зоны;
6 —
автооперагор; 7 — инструменютальный магазин;
8
— шпиндельная бабка; 9 — кнопки ручной установки и снятия инструмента;
10 —
шпиндель; 11 — галогеновая лампа местного освещения;
12
— стол станка;
13
— дисплей;
14
— подвесной пульт;
16
— вертикальные направляющие
Контрольные вопросы
- В чем состоит различие узлов консольных и бесконсольных горизонтально-фрезерных станков?
- Какие виды обработки выполняются на фрезерно-центровальных станках?
- Расскажите о назначении продольно-фрезерных станков и приведите несколько примеров типовых деталей, обрабатываемых на них.

- Чем отливается кинематика фрезерного станка с ручным управлением от фрезерного станка с ЧПУ?
Общий вид сверлильного центровального станка 2Г942
Характеристики полуавтомата 2Г942
Костромской завод автоматических линий
Станок модели 2Г942 предназначен для обработки торцов деталей типа валов в серийном и массовом производстве со встройкой автоматических загрузочных устройств и в составе автоматических линий.
Основные операции, выполняемые на полуавтомате: фрезерование торцов и сверление центровых отверстий с двух сторон, обточка шеек на концах валов. Может производиться также сплошная цековка до диаметра 40 мм, кольцевая подрезка и расточка.
Класс точности полуавтомата Н по ГОСТ 8—77.
Категория качества — высшая.
Корректированный уровень звуковой мощности LpA не должен превышать 102 дБА.
Уровень вибрации, возникающий на рабочем месте при работе станков в эксплуатационном режиме в соответствии с ГОСТ 12. 2000—80.
2000—80.
Фрезерные и сверлильные шпиндели расположены горизонтально.
Загрузка, фрезерование, зацентровка и выгрузка обрабатываемых деталей производится последовательно. Обрабатываемая деталь неподвижна, перемешаются фрезерные и сверлильные головки.
Левые и правые сверлильные и фрезерные головки не снабжены механизмами синхронизации. Одновременность работы левых и правых шпинделей обеспечивается гидроприводом.
Приводы подач сверлильных и фрезерных шпинделей, зажима деталей, упора заготовок — гидравлические.
Обработка на станке за одну установку торцов обрабатываемой детали, сверление на них центровых отверстий, обточка базовых шеек обеспечивает высокую точность баз для дальнейшей обработки, причем обработка торцов является окончательной.
Транспортер полуавтомата — шнековый. Диаметр шнека — 150 мм.
| Основные данные | |
|---|---|
| Длина обрабатываемой детали, мм | 100-1000 |
| Диаметр устанавливаемых в тисках валов, мм | 20-160 |
| Наибольшее усилие зажима обрабатываемой детали, Н | 25500 |
| Диаметр применяемых центровочных сверл, мм: | |
| — стандартных | 3,15-10,12 |
| — специальных | до 12 |
| Наибольший диаметр, мм: | |
| — сверления | 16 |
| — устанавливаемой фрезы | 160 |
| — подрезаемого торца | 40 |
| — подрезаемой кольцевой поверхности | 100 |
| — обточки шеек | 100 |
| — растачиваемых отверстий | 100 |
| Длина обточка шеек, мм | 40 |
| Количество шпинделей | 4 |
| Количество скоростей шпинделя: | |
| — сверлильного | 8 |
| — фрезерного | 6 |
| Частота вращения шпинделя, об/мин: | |
| — сверлильного | 290-2300 |
| — фрезерного | 125-712 |
| Бесступенчатая подача шпинделя, мм/мин: | |
| — сверлильного | 20-2000 |
| — фрезерного | 20-2000 |
| Ускоренный ход, м/мин: | |
| — продольный | 6,0 |
| — поперечный | 4,5 |
| Ход пиноли сверлильного шпинделя, мм | 100 |
| Наибольшее усилие подачи при фрезеровании, Н | 15000 |
| Привод, габарит и масса полуавтомата | |
| Питающая электросеть: | |
| — род тока | Переменный, трехфазный |
| — чатота, Гц | 50 |
| — напряжение, В | 220/380 |
| Тип автомата на вводе | Выключатель автоматический А 3712Б |
| Номинальный ток расцепителей вводного автомата, А | 160 |
| Количество электродвигателей на станке | 8 |
| Электродвигатели: | |
| — фрезерных головок: | |
| — тип | 4А132М4У3, ГОСТ 19523-74 |
| — мощность, кВт | 11 |
| — частота вращения, об/мин | 1500 |
| — сверлильно-обточных головок: | |
| — тип | 4А90М4У3, ГОСТ 19523-74 |
| — мощность, кВт | 4 |
| — частота вращении, об/мин | 1500 |
| — гидронасоса: | |
| — тип | 4А112М4У3, ГОСТ 19523-74 |
| — мощность, кВт | 5,5 |
| — частота вращении, об/мин | 1500 |
| — станции смазки: | |
| — мощность, кВт | 0,08 |
| — частота вращении, об/мин | 2760 |
| — транспортера стружки: | |
| — тип | 4А71М6У3, ГОСТ 19523-74 |
| — мощность, кВт | 0,55 |
| — частота вращения, об/мин | 1000 |
| Насос для подачи СОЖ: | |
| — тип | П-90 |
| — мощность электродвигателя насоса | 0,12 |
| — частота вращения электродвигателя насоса, об/мин | 2800 |
| Импульсная централизованная система смазки | |
| — тип | И-ЦСЭ-2,5-0,1 |
| — производительность насоса, л/мин | 0,5 |
| — объем масла станции, л | 2,5 |
| Гидростанция: | |
| — тип насоса | 18Г12-33М |
| — производительность, л/мин | 18/35 |
| — количество насосов | 2 |
| — емкость резервуаров, л | 63 |
| Количество гидроцилиндров на станке | 7 |
| Габарит, мм: | |
| — полуавтомата с рекомендуемым расположением выносного оборудования | 4650 х 1810 х 2100 |
| — гидростанции | 700 х 450 х 2000 |
| — шкафа электрооборудования | 900 х 400 х 2000 |
| Масса полуавтомата, кг | 6500 |
Прецизионные станки и обрабатывающие центры
ДОБРО ПОЖАЛОВАТЬ НА YASDA USA (МЕКСИКА, КАНАДА) ВЕБ-САЙТ
ЯПОНСКИЙ ШТАБ-САЙТ | ЕВРОПЕЙСКИЙ ВЕБ-САЙТ
YASDA PRECISION AMERICA
Стремление к лучшему, а не к самому большому.
Лучшие станки для твердосплавного фрезерования
Решения для штампов и пресс-форм и доверительные отношения.
Высочайшие стандарты качества
Точность спроектирована, изготовлена и протестирована.
Последние новости
Производитель медицинских форм реализует хирургическую точность с помощью YMC 430
- 30 сентября 2021 г.
Компания Applied Medical Technology (AMT) приняла решение перевести все производство в свои руки и построить инструментальную комнату с нуля.
Вертикальный 3-осевой станок YBM950V успешно достиг высочайшей точности при фрезеровании твердых сплавов
- 15 августа 2022 г.
YBM950V добился точности размеров и шага в пределах ±2 мкм (0,000079 дюйма) в сотрудничестве с ведущими поставщиками в Центре точного машиностроения Methods Machine Tools Acton Precision Center.
YASDA расширяет сотрудничество с Methods и Maruka в MN
- 13 мая 2022 г.
С декабря 2021 года Maruka USA берет на себя ответственность за продажи и обслуживание клиентов YASDA в штате Миннесота через эксклюзивное дистрибьюторство YASDA с Methods.
Производитель медицинских форм реализует хирургическую точность с помощью YMC 430
- 30 сентября 2021 г.
Компания Applied Medical Technology (AMT) приняла решение перевести все производство в свои руки и построить инструментальную комнату с нуля.
Yasda in
Современный механический цех
- 15 января 2021 г.
Компания Yasda and Methods досрочно поставила клиентам NRL & Associates автоматизированные 5-координатные обрабатывающие центры.
Станок
PX30i увеличивает рентабельность инвестиций в 5-осевое фрезерование титановых медицинских деталей
- 19 августа 2020 г.

5-осевой обрабатывающий центр Yasda PX30i — идеальный выбор для фрезерования титановых медицинских деталей.
YASDA — пионер в твердом фрезеровании твердого сплава
- 29 июля 2020 г.
Твердое фрезерование твердых сплавов началось в 2012 году с выпуска концевых шаровых фрез с алмазным покрытием.
YBM9150V — Лучшее решение для прецизионной обработки основания пресс-формы
- 5 июня 2020 г.
Точность форм и требования к стабильности процесса обработки становятся все более строгими.
Станок PX30i теперь доступен с инструментом 513 ATC
- 13 марта 2020 г.
Дополнительный магазин ATC на 513 инструментов (стандартно на 323 инструмента) теперь доступен с 5-осевым обрабатывающим центром Yasda PX30i.
Микроцентр YMC650+RT20 теперь предлагается со шпинделем HSK-E40
- 13 марта 2020 г.
Микроцентр Yasda YMC650+RT20 теперь доступен с новым шпинделем HSK-E40 собственного производства и новым 102 Tool ATC.
Отзыв клиента Yasda
- 12 сентября 2019 г.
Клиент Yasda, компания F&S Tool, рассказывает, почему они выбрали Yasda, а не другие бренды, для своих потребностей в механической обработке.
Yasda In
Технология изготовления пресс-форм
- 16 июня 2019 г.
Наш клиент, X-Cell Tool and Mold, Inc., использует 5-осевой станок Yasda YMC430+RT для точного твердого фрезерования в процессе чистовой обработки пресс-форм.
Yasda In
Технология изготовления пресс-форм
- 23 мая 2019 г.
Клиент YASDA, компания Custom Mold & Design, владеет девятью станками Yasda для точного фрезерования твердого сплава в процессе чистовой обработки пресс-форм.
YMC430 Special Optical Nano Ra Surface Edition
- 30 августа 2018 г.
Дополнительный пневматический шпиндель 80 000 об/мин для тех клиентов, которые специализируются на оптических формах: Ra более 15 нм при микрофрезеровании.
Бесконтактный автоматический инструмент для измерения длины и ширины
- 5 июля 2018 г.
Бесконтактный тип Автоматическое измерение длины и ширины инструмента и профиля торца шаровой концевой фрезы с помощью Dyna Line: Позвольте нам контролировать точность профиля ваших шаровых концевых фрез для субмикронной точности фрезерования.
Термовизуальное измерение
- 13 февраля 2018 г.
Вы измеряли и контролировали изменения температуры вашей машины? Для тех, кто хочет зафиксировать механические изменения ваших фрезерных станков и повысить их точность, свяжитесь с нами для нашей службы теплового мониторинга.
Машинные приложения
МАТРИЦА И ФОРМА
Точная обработка и опыт фрезерования твердых сплавов с 19 лет94.
Микроформа
Высокоскоростные микрофрезерные станки с линейным двигателем, 3- и 5-осевые, с точностью от субмикронной до нанометровой.
