Фрезерное приспособление для токарного станка: Фрезерное приспособление — переходная пластина :: АвтоМотоГараж
Содержание
Фрезерное приспособление для токарного станка: основное и дополнительное оснащение
Фрезерное приспособление значительно расширяет возможности токарного станка. Оно дает возможность выполнять фрезерование граней, делать выборки, вырезать пазы и производить шлифовку. Дополнительные устройства превращают узкоспециализированное оборудование в универсальное.
Содержание:
- 1 Какие есть фрезерные приспособления?
- 2 Разновидности и назначение
- 3 Приспособления для фрезерования и шлифовки
- 4 Дополнительные детали
- 5 Как использовать кулачковый патрон?
- 6 Советы и рекомендации
Какие есть фрезерные приспособления?
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами. С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Разновидности и назначение
В зависимости от конструкции и технологического применения, устройства для фрезеровки условно делятся на группы:
- головка с отдельным приводом;
- приставка;
- приспособление для фиксации детали.
Фрезерная головка устанавливается на корпус суппорта сзади и перемещается вместе с ним в продольном и поперечном направлении. Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
Головка имеет свой электропривод, коробку скоростей и органы управления.
У приставки конструкция значительно проще. Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю. Приставка запитывается от сети оборудования.
Важно!
На настольные модели токарных станков фрезерная приставка может подключаться напрямую к бытовой сети 220 В.
Простое механическое устройство – приспособление для фрезеровки, позволяет производить фрезеровку в ручном режиме. Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Устройство для фрезерования и шлифовки имеет свой электродвигатель, соединенный с валом шпиндельной головки ременной передачей. Потребление электроэнергии осуществляется от системы станка. Читайте также: какие бывают фрезы для фрезерного станка по металлу.
Скорость вращения инструмента регулируется диаметрами шкивов. Обычно в домашних устройствах используется одна частота. Реверс отсутствует. Органы управление узлом расположены на его корпусе, обычно сверху, на двигателе и состоят из кнопок «Пуск» и «Стоп».
Важно!
При длительной работе двигатель греется. На шлифовальных устройствах устанавливается дополнительное охлаждение мотора.
Дополнительные детали
Использование фрезеровальных приспособлений на токарном станке невозможно без использования дополнительных деталей. Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Дополнительные опоры – люнеты, уменьшат прогиб длинного вала при его обработке. Центра удерживают деталь большой длины. Цанги необходимы для крепления фрез в кулачковом патроне токарного станка и шпинделе приспособления. Они жестко фиксируют хвостовик инструмента, центрируют его и повышают точность обработки.
Применение машинных поворотных тисков увеличивает угол поворота детали без переустановки, повышает возможности оборудования. При работе по шаблону устанавливается копировальная втулка или подшипник. Он точно ведет инструмент по заданной траектории.
Читайте также: токарный станок ОТ-5 описание технические характеристики
Как использовать кулачковый патрон?
Использование кулачкового патрона зависит от конструкции фрезерного устройства. В головке и приставке вращается инструмент. Патроном фиксируется деталь и проворачивается по мере обработки. Фрезерное приспособление удерживает деталь неподвижно и перемещает ее относительно шпинделя станка. В этом случае в патрон через цангу закрепляется фреза.
Фрезерное приспособление удерживает деталь неподвижно и перемещает ее относительно шпинделя станка. В этом случае в патрон через цангу закрепляется фреза.
Советы и рекомендации
Выбирая устройство для токарного станка, следует определиться с объемом и типом проводимых работ, их точностью. Затем подобрать соответствующую модель по размерам оборудования.
Изготавливать единичные детали для ремонта автомобиля и домашней техники, подойдет простое приспособление, фиксирующее деталь и перемещающее ее относительно вращающегося патрона с инструментом.
Для частной мастерской, занимающейся изготовлением деталей и простых изделий, стоит купить фрезерную головку и с высокой производительностью и точностью делать сложные детали.
Фрезерное приспособление при малой загруженности может заменить станок. При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
Поделиться в социальных сетях
Приспособления для токарных станков расширяющие возможности
Главная / ЧПУ станок / Токарный станок / Приспособления для токарных станков расширяющие возможности
Приспособления для токарных станков, такие как, копировальные устройства, фрезерные, шлифовальные и быстро сверлильные головки, задняя бабка с револьверной головкой, приспособления для растачивания, долбления, затылования и др. значительно расширяет универсальность станка и позволяет обрабатывать на нем заготовки режущими инструментами различного вида без перестановки обрабатываемых заготовок на другие станки. Благодаря этому сокращаются затраты времени на установку, закрепление, съем и транспортирование деталей и повышается коэффициент использования станка во времени, что особенно важно для тяжелых станков.
Применение копировальных устройств позволяет выполнять с наименьшей затратой труда токарную обработку тел вращения с криволинейной образующей и ступенчатых валиков.
На рис. 1 изображено механическое копировальное приспособление для токарного станка В. К. Семинского, предназначенное для обработки ступенчатых валиков, конических и фасонных поверхностей.
Рис. 1. Копировальное приспособление конструкции В.К. Семинского для токарного станка
Корпус приспособления 3 устанавливают вместо резцедержателя на суппорт станка и ему сообщается продольная подача. В корпусе под углом к линии центров станка расположена скалка с резцом 2, которая под действием пружины 6 опирается призмой 4 на копир 5. Копир закреплен от осевого смещения в кронштейне, установленном на станине станка. Для возврата суппорта в исходное положение скалку с помощью эксцентрика 7 подают вперед.
Аналогично по принципу действия и приспособление для токарных станков предназначенное для обработки сферических поверхностей (рис. 2). Для крепления шаблона 1 в данном случае используется и ноль задней бабки. Если сообщить поперечным салазкам суппорта подачу, то ролик 2, закрепленный в резцедержателе, а вместе с ним и резец 3 будут копировать профиль шаблона 1.
2). Для крепления шаблона 1 в данном случае используется и ноль задней бабки. Если сообщить поперечным салазкам суппорта подачу, то ролик 2, закрепленный в резцедержателе, а вместе с ним и резец 3 будут копировать профиль шаблона 1.
Рис. 2. Обработка сферической поверхности
Недостатки механического копирования — сложность изготовления точного и достаточно прочного копира, способного воспринимать силу резания, и его быстрый износ.
Современные токарно-винторезные станки оснащаются специальными гидро- и электрокопировальными устройствами, которые выпускаются серийно станкостроительными заводами.
На рис. 3 показана установка гидрокопировального суппорта ГС-1 конструкции завода «Красный пролетарий» на поперечных салазках суппорта станка вместо его поворотной части и резцовой каретки. К поперечным салазкам суппорта крепится кронштейн 1 с пазом, параллельным линии центров станка, в котором скользит планка 2, зафиксированная от осевого смещения роликом, который входит в поперечный паз кронштейна 4, закрепленного на станине станка. К планке 2 винтами крепится копир 5, по которому скользит палец 3 копировального суппорта.
К планке 2 винтами крепится копир 5, по которому скользит палец 3 копировального суппорта.
Рис. 3. Установка гидрокопировального суппорта ГС-1 на токарно винторезном станке
Гидравлическая схема этого суппорта обеспечивает постоянство расстояния между вершиной резца и копировальным пальцем, скользящим вдоль копира, благодаря чему вершина резца повторяет профиль копира.
Электрокопировальное устройство, как еще один вид приспособления для токарных станков, состоит из электрической копировальной головки, жестко закрепленной на поперечных салазках суппорта; ее палец скользит вдоль неподвижного копира, когда всему суппорту сообщается продольная подача. В фартуке суппорта для включения, выключения и реверсирования поперечной подачи имеются специальные электромагнитные муфты. При движении каретки суппорта вдоль направляющих станины копир отклоняет щуп. Это приводит к замыканию контактов в копировальной головке и подаче сигнала на включение той электромагнитной муфты, которая сообщает поперечным салазкам подачу, восстанавливающую нейтральное положение щупа, т. е. и здесь система обеспечивает постоянство расстояния между щупом и вершиной резца.
е. и здесь система обеспечивает постоянство расстояния между щупом и вершиной резца.
Основным достоинством не механических систем копирования является то, что щупу, скользящему по шаблону, не приходится воспринимать силу резания. Он только подает команду исполнительному органу (гидроцилиндру или муфтам), который сообщает рабочую подачу инструменту. Благодаря малому давлению щупа на копир и малым размерам щупа оказывается возможной обработка крутых и тонких переходов профиля на повышенных режимах, притом — по копирам, изготовленным из дешевых материалов.
Для выполнения на токарно-винторезном станке фрезерных работ может быть использовано приспособление для токарных станков, изображенное на рис. 4. Державка 1 закрепляется в резцедержателе станка. Поворотная часть приспособления 2 с направляющими может поворачиваться относительно державки и закрепляться на ней винтами 6. По направляющим поворотной части 2 с помощью ходового винта 3 перемещается каретка 5, в которой закрепляется обрабатываемая заготовка 4. Фреза закрепляется в коническом отверстий шпинделя, а установка на глубину резания и рабочая подача могут осуществляться как поперечными салазками суппорта, так и ходовым винтом приспособления.
Фреза закрепляется в коническом отверстий шпинделя, а установка на глубину резания и рабочая подача могут осуществляться как поперечными салазками суппорта, так и ходовым винтом приспособления.
Рис. 4. Фрезерное приспособление для токарного станка
Для фрезерования зубчатых (шлицевых) валиков и нарезания зубьев колес служит приспособление для токарного станка (рис. 5), устанавливаемое вместо резцедержателя на суппорт станка. Фрезерный шпиндель с фрезой 1 получает вращение от отдельного электродвигателя 3 через ременную передачу 4 со сменными шкивами. Натяжение ремня достигается поворотом электро двигателя вокруг оси 2.
Рис. 5. Приспособление для фрезерования зубчатых колес и шлицевых валиков.
Деление заготовки для нарезания следующего шлица или зуба можно производить способом, описанным в другой статье (см. Наладка и настройка токарного станка), либо с помощью специальных делительных головок. Для наружного и внутреннего шлифования можно использовать приспособление для токарного станка, изображенное на рис. 6.
Для наружного и внутреннего шлифования можно использовать приспособление для токарного станка, изображенное на рис. 6.
Рис. 6. Приспособление для круглого наружного и внутреннего шлифования на токарном станке
Четырехпозиционные резцедержатели, применяемые в настоящее время на токарно-винторезных станках, ограничивают число инструментов, которые одновременно можно установить на суппорте. Быстросменные резцедержатели со сменными державками для инструментов позволяют Оснастить станок самым разнообразным инструментом, установка которого требует минимальных затрат времени. Одна из конструкций быстро сменной державки изображена на рис. 7. На резцовой каретке суп порта с помощью болта 4, гайки и штифта закрепляется высокая шестерня 3.
Сменные резцедержатели 1 имеют венцы с внутренними зубьями, которые входят во впадины шестерни. Для закрепления резцедержателя служит хомут 5, Т-образные выступы которого входят в пазы резцедержателя. С помощью эксцентриковой рукоятки 6 резцедержатель надежно скрепляется с шестерней. Для установки резца по высоте служит винт 2.
С помощью эксцентриковой рукоятки 6 резцедержатель надежно скрепляется с шестерней. Для установки резца по высоте служит винт 2.
Рис. 7. Быстросменный резцедержатель токарного станка
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Фрезерное приспособление для токарного станка: основное и дополнительное оснащение
Какие есть фрезерные приспособления?
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами. С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Приспособления фрезеровщика А. Г. Стаханов
Стаханов А.Г.
Приспособления фрезеровщика.
(Москва: Издательство «Машиностроение», 1987. — Серия «Библиотека станочника»)
Описаны приспособления для фрезерных работ, разработанные и внедренные известным рабочим-новатором. Приспособления расширяют технологические возможности станков, позволяют сократить вспомогательное время и повысить точность обработки. Для рабочих-станочников и мастеров.
Для рабочих-станочников и мастеров.
ОГЛАВЛЕНИЕ Предисловие 3
Высокопроизводительные приспособления 5
- Приспособление для фрезерования шлицев 5
- Специальная делительная головка 7
- Приспособление для групповой обработки деталей типа стержней 9
- Приспособление для фрезерования набора гаек 11
- Приставка к делительной головке 13
- Самофиксирующаяся делительная головка 16
- Трехпозиционная делительная головка 19
- Делительная головка с патроном и цанговым зажимом 20
- Делительная головка для обработки крупногабаритных заготовок 23
- Делительная головка с вертикальной осью вращения 214
- Приспособление для одновременного закрепления четырех заготовок 25
- Приспособление для групповой обработки заготовок, устанавливаемых в ряд 26
- Устройство для поворота заготовок на заданный угол при групповой обработке 27
- Приспособление для групповой обработки заготовок, устанавливаемых в два ряда 29
- Приспособление для группового фрезерования заготовок вилок 29
- Приспособление для фрезерования заготовок втулок 30
- Приспособление для фрезерования пазов, расположенных под углом 180° друг к другу 31
- Приспособление для фрезерования шлицев без закрепления заготовок 33
- Двухкулачковый патрон 34
Приспособления для рационального базирования и закрепления обрабатываемых заготовок 35
- Приспособление с базированием обрабатываемой заготовки по наружному диаметру 36
- Оправки специальные 37
- Фрезерование маслоподводящих канавок, расположенных под углом 180°, без закрепления заготовки 38
- Фрезерование заготовок, набранных в пакет 39
- Приспособление для обработки мелких штырей 40
- Приспособления для обработки пазов в цилиндрических заготовках 41
- Приспособление для фрезерования вилок 43
- Приспособление для группового базирования 43
- Приспособление для фрезерования шпоночных пазов на заготовках валиков насоса 44
- Приспособление для закрепления заготовок винтов 45
- Приспособление для установки инструмента относительно обрабатываемой поверхности 47
- Приспособление с набором зажимных планок 47
- Приспособление для фрезерования заготовок леерных стоек 48
- Обработка пазов, расположенных на цилиндрической поверхности заготовки 48
- Фрезерование заготовок многошлицевых гаек 49
- Приспособление для внутреннего фрезерования заготовок гаек 50
- Поворотное приспособление 51
- Приспособление для закрепления заготовок поршней 51
- Стол с подвижной кареткой 53
Приспособления к зубообрабатывающим станкам 54
- Подставка со сменными оправками к зубофрезерному станку 54
- Подставка для обработки крупногабаритных зубчатых колес 56
- Устройство для поворота шпиндельной головки 58
- Приспособление для обработки заготовок конических колес 59
- Счетчик зубьев 61
- Приспособление к зубофрезерному станку для крепления и выталкивания оправок 63
- Приспособление к зубодолбежному станку 5140 63
- Подставка к зубодолбежному станку 5140 64
- Приспособление для выталкивания концевого инструмента 65
- Цанговые зажимы к зубообрабатывающим станкам 66
- Оправка для крепления заготовок конических колес 67
- Приспособление для регулирования величины подачи 69
- Способ закругления зубьев переключаемых колес 71
- Приспособление для проверки пятна контакта в конических парах 73
Вспомогательные приспособления 74
- Ключ для навинчивания круглых заготовок 74
- Клиновой домкрат 75
- Быстроустанавливаемый домкрат 76
- Домкрат с вращающейся головкой 78
- Болт-домкрат 79
- Домкрат с двумя контргайками 80
- Эксцентриковый зажим 81
Приспособление для обработки гаек обтекателя гребных валов 82
- Универсальный прихват 83
- Установка ударного действия для правки прутков 84
- Приспособление для удаления заусенцев с винтов 85
- Оправки с выталкивателем для концевых фрез 86
- Цанговая оправка 87
- Приспособление с раздвижными осями к станку с ЧПУ 87
- Приспособление к станку с ЧПУ для закрепления пакетов заготовок 88
- Индикатородержатель к станку 532 89
- Оправка повышенной жесткости 89
Расчетные данные, используемые при работе на фрезерных станках 91
Режущие инструменты 99
- Сборный режущий инструмент 99
- Торцовая фреза 102
- Концевая фреза 102
Оргоснастка 104
Список литературы 109
Для того, чтобы скачать файл с книгой Приспособления фрезеровщика автора А. Г. Стаханов, кликните на кнопку вверху страницы описания — СКАЧАТЬ КНИГУ (1,5 МБ)
Г. Стаханов, кликните на кнопку вверху страницы описания — СКАЧАТЬ КНИГУ (1,5 МБ)
Разновидности и назначение
В зависимости от конструкции и технологического применения, устройства для фрезеровки условно делятся на группы:
- головка с отдельным приводом;
- приставка;
- приспособление для фиксации детали.
Фрезерная головка устанавливается на корпус суппорта сзади и перемещается вместе с ним в продольном и поперечном направлении. Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
У приставки конструкция значительно проще. Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю. Приставка запитывается от сети оборудования.
Важно!
На настольные модели токарных станков фрезерная приставка может подключаться напрямую к бытовой сети 220 В.
Простое механическое устройство – приспособление для фрезеровки, позволяет производить фрезеровку в ручном режиме. Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
Универсальные приспособления для фрезерных станков
Продолжаем публикацию материалов из Справочника фрезеровщика под редакцией В.Ф. Безъязычного. На этот раз разберем универсальные приспособления для обрабатывающих станков.
Фрезерные станки при необходимости могут оснащаться различными универсальными приспособлениями. Так, например, применение тисков значительно сокращает затраты вспомогательного времени при фрезеровании.
Рис. 4.18. Винтовые машинные тиски
Машинные тиски с ручным приводом (винтовые), представленные на рис. 4.18, просты, удобны и надежны в эксплуатации. Корпус тисков выполнен литым из серого чугуна. На корпусе 1 размещены неподвижная 2 и подвижная 4 губки, между которыми на подкладке 12 помещают заготовку 3. Ползун 5 при вращении винта 6 рукояткой 10 перемещается по направляющим корпуса, обеспечивая зажим или отжим заготовки.
Корпус тисков выполнен литым из серого чугуна. На корпусе 1 размещены неподвижная 2 и подвижная 4 губки, между которыми на подкладке 12 помещают заготовку 3. Ползун 5 при вращении винта 6 рукояткой 10 перемещается по направляющим корпуса, обеспечивая зажим или отжим заготовки.
Буртик 8, гайка 7 и кольцо 9 со стопором препятствуют смещению винта 6 в осевом направлении. Две шпонки 11 предназначены для ориентации тисков на столе станка. Винты 13 служат для крепления сменных накладок к губкам тисков.
Рис. 4.19. Машинные тиски с пневмоприводом
Машинные тиски с пневматическим односторонним приводом показаны на рис. 4.19. Неподвижную губку 1 вращением винта 2 устанавливают на размер обрабатываемой заготовки. При этом учитывают ход подвижной губки 3, имеющий пределы 5…7 мм. Пружина 4 обеспечивает отвод подвижной губки при отжатии заготовки. Для ее закрепления в рабочую полость диафрагменного привода подают воздух и шток 5 поворачивает угольник 6 (по часовой стрелке). Угольник сдвигает толкатель 7 и раму 8 с губкой 3 по направляющим. Сила зажима достигает 40 кН. Накладки к губкам тисков изготовлены из высокоуглеродистых сталей с последующей термической обработкой. Форма накладок может быть фасонной, когда требуется закрепить заготовки сложной формы. Рабочие поверхности губок выполняют гладкими или с насечкой.
Угольник сдвигает толкатель 7 и раму 8 с губкой 3 по направляющим. Сила зажима достигает 40 кН. Накладки к губкам тисков изготовлены из высокоуглеродистых сталей с последующей термической обработкой. Форма накладок может быть фасонной, когда требуется закрепить заготовки сложной формы. Рабочие поверхности губок выполняют гладкими или с насечкой.
При необходимости верхнюю часть тисков, смонтированную на корпусе 9, можно повернуть относительно основания 10. Крепление корпуса (после поворота) относительно основания осуществляется винтами, головки которых помещены в круговом Т-образном пазу 11 основания. Круглые поворотные столы в зависимости от их конструкции обеспечивают:а) позиционное деление, необходимое при фрезеровании различных поверхностей заготовки, б) поворот заготовки на определенный угол и в) непрерывное вращение заготовки в процессе ее обработки. Поворотные столы с диаметром планшайбы 160, 200 и 250 мм имеют ручной привод, а столы с диаметром планшайбы 320, 400, 500, 630, 800, 1000 и 1250 мм – механический и ручной приводы.
Рис. 4.20. Круглый поворотный стол
Круглый стол (рис. 4.20), позволяющий осуществлять при необходимости непрерывное вращение заготовки, состоит из неподвижной части – основания 1 и поворотной планшайбы 2. Крепление поворотного стола к столу станка производят при помощи болтов 3, установленных в пазах стола. Фиксация стола выполняется двумя шпонками 4. На планшайбе стола имеются Т-образные пазы и центральное конусное отверстие для центрирования и крепления заготовок.
Маховик 5 предназначен для поворота планшайбы. Отсчет угла поворота ведут по шкале 6 и нониусу 7. Рукоятка 8 служит для поворота эксцентриковой гильзы при выводе из зацепления червячной пары. Переставные кулачки 9 обеспечивают включение и выключение рукоятки 10 реверсивного механизма. Валик 11 служит для присоединения к столу механического привода. Зажим планшайбы стола достигается поворотом против часовой стрелки рукоятки 12. Для обеспечения непрерывного вращения стола на фрезерных станках 6Н11, 6Р12 и 6Р13 в механизме подач предусмотрен специальный привод.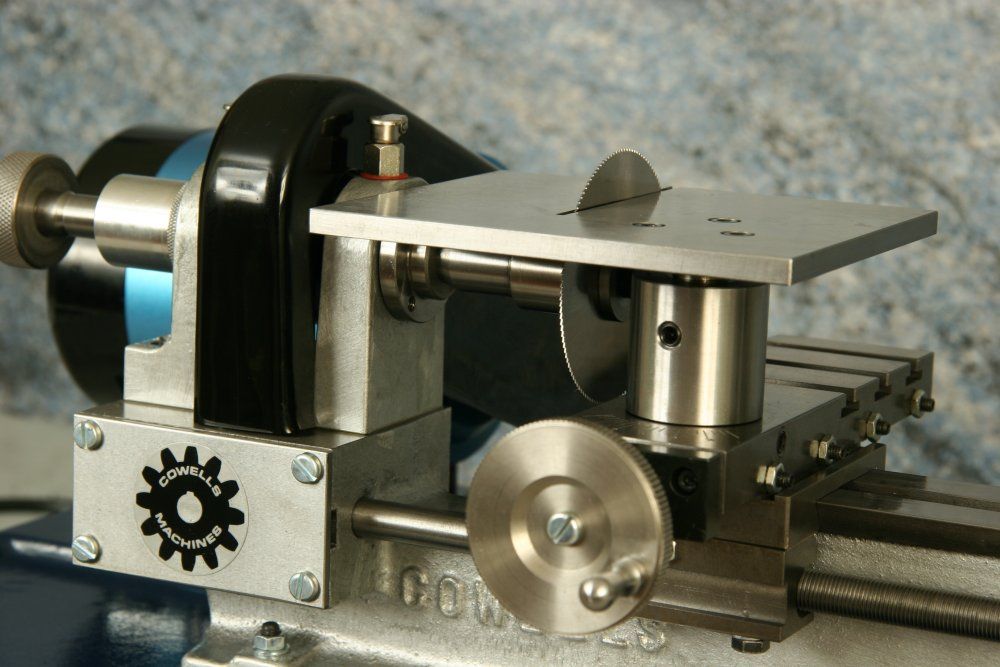 На станках, где такой привод отсутствует, используют вращательное движение ходового винта продольной подачи стола через зубчатую передачу.
На станках, где такой привод отсутствует, используют вращательное движение ходового винта продольной подачи стола через зубчатую передачу.
Некоторые конструкции поворотных столов имеют встроенный привод (пневматический или гидравлический), предназначенный для крепления обрабатываемой заготовки на столе, а также зажима поворотной части.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Устройство для фрезерования и шлифовки имеет свой электродвигатель, соединенный с валом шпиндельной головки ременной передачей. Потребление электроэнергии осуществляется от системы станка.
Дополнительные детали
Использование фрезеровальных приспособлений на токарном станке невозможно без использования дополнительных деталей. Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Дополнительные опоры – люнеты, уменьшат прогиб длинного вала при его обработке. Центра удерживают деталь большой длины. Цанги необходимы для крепления фрез в кулачковом патроне токарного станка и шпинделе приспособления. Они жестко фиксируют хвостовик инструмента, центрируют его и повышают точность обработки.
Применение машинных поворотных тисков увеличивает угол поворота детали без переустановки, повышает возможности оборудования. При работе по шаблону устанавливается копировальная втулка или подшипник. Он точно ведет инструмент по заданной траектории.
Виды фрезерной оснастки и инструмента
Данные изделия представлены во множестве вариантов исполнения, различаясь по видам, конструкции, назначению и иным параметрам. Существуют следующие категории:
- Режущий инструмент. Это разнообразные фрезы, пластины, сверла, головки, приспособления для обработки резьбы, микроинструмент, расточные системы.
- Запасные части: картриджи, опорные пластины, штифты, крепежные винты, прижимы и прочие комплектующие.
- Инструментальная оснастка. Сюда входят модульные и цельные угловые головки, мультипликаторы, стартовые (стандартные) комплекты, оправки для инструмента, удлинители и переходные втулки, стоп-блоки.
- Аксессуары. Это многочисленная категория, включающая разные виды цанг и цанговых патронов-переходников, зажимные ключи и гайки, переходные втулки, штревели, стойки для сборки инструмента, заглушки, удлинители для термозажимных патронов и др.
- Зажимные приспособления. Для фиксации заготовок необходимо купить станочные тиски, также предлагаются быстросменные системы крепления, компактные зажимы, различные виды вакуумной оснастки.
- Расходные материалы. Они не влияют на функциональность станка, но жизненно необходимы для его работы. Это масла и прочие смазочные материалы, фильтры и фильтрующие элементы, воздушные пистолеты со шлангами, щетки-сметки, помывочные пистолеты и шланги для них и пр.

- Щупы и прочие принадлежности. К этой категории относятся ломкие предохранители, наладочные и измерительные щупы, центровки, удлинители и иные приспособления, в том числе для контактных датчиков.
Советы и рекомендации
Выбирая устройство для токарного станка, следует определиться с объемом и типом проводимых работ, их точностью. Затем подобрать соответствующую модель по размерам оборудования.
Изготавливать единичные детали для ремонта автомобиля и домашней техники, подойдет простое приспособление, фиксирующее деталь и перемещающее ее относительно вращающегося патрона с инструментом.
Для частной мастерской, занимающейся изготовлением деталей и простых изделий, стоит купить фрезерную головку и с высокой производительностью и точностью делать сложные детали.
Фрезерное приспособление при малой загруженности может заменить станок. При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
Фрезерное приспособление для токарного станка: основное и дополнительное оснащение
Какие есть фрезерные приспособления?
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами. С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.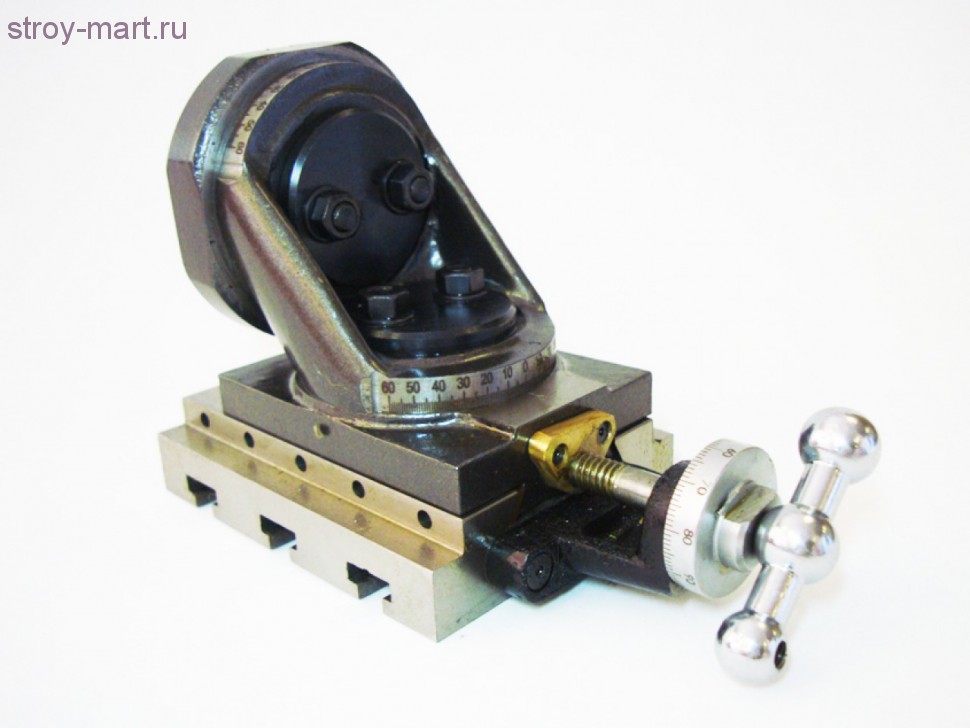
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Шаблоны для фрезера
Очень большое распространение получили шаблоны. Они изготавливаются для производства конкретных изделий. Именно поэтому довольно большое распространение получил вопрос, как сделать шаблон для фрезера своими руками.
Фрезерный шаблон характеризуется следующими особенностями:
- Некоторые варианты исполнения предназначены для фрезерования заготовки по прямолинейному контуру, другие под углом или округлой формы. Очень часто применяется шаблон для фрезерования закругленных углов различного радиуса.
- Некоторые модели рассматриваемой оснастки оснащаются кольцами или подшипниками. Они подходят для ручных фрезеров. В случае применения кольца следует учитывать, что он не должен соприкасаться с установленным режущим инструментом во время фрезерования заготовки.
- Довольно сложной задачей можно назвать создание пазов необычной формы.
 В последнее время фрезерование пазов проводится при применении именно рассматриваемой оснастки. К примеру, можно быстро сделать трафарет для резьбы по дереву фрезером или для создания паза, подходящего к дверным петлям.
В последнее время фрезерование пазов проводится при применении именно рассматриваемой оснастки. К примеру, можно быстро сделать трафарет для резьбы по дереву фрезером или для создания паза, подходящего к дверным петлям.
Шаблоны для фрезера своими руками зачастую изготавливаются из дерева. Этот выбор можно связать с тем, что подобный материал характеризуется высокой степенью обрабатываемости. Именно поэтому узоры на дереве ручным фрезером получить намного проще, так как шаблон будет полностью повторять геометрию.
В продаже можно встретить самые различные шаблоны, к примеру, ласточкин хвост. Однако, практически все мастера сталкиваются с тем, что приходится создавать подобное изделие своими руками при изготовлении уникальных деталей для мебели или других изделий.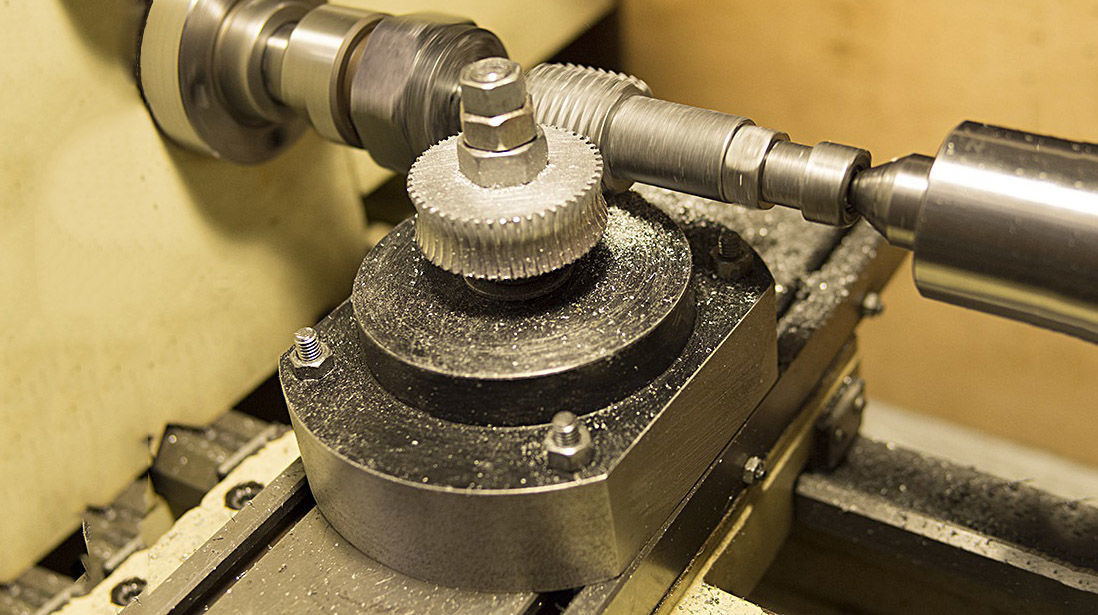
Разновидности и назначение
В зависимости от конструкции и технологического применения, устройства для фрезеровки условно делятся на группы:
- головка с отдельным приводом;
- приставка;
- приспособление для фиксации детали.
Фрезерная головка устанавливается на корпус суппорта сзади и перемещается вместе с ним в продольном и поперечном направлении. Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
У приставки конструкция значительно проще. Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю. Приставка запитывается от сети оборудования.
Важно!
На настольные модели токарных станков фрезерная приставка может подключаться напрямую к бытовой сети 220 В.
Простое механическое устройство – приспособление для фрезеровки, позволяет производить фрезеровку в ручном режиме. Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
Копировальное кольцо
Самые различные приспособления для ручного фрезера позволяют существенно упростить процесс обработки различных заготовок. Копировальное кольцо для фрезера – своеобразное изделие, выступающее в качестве бортика. Во время проведения работы кольцо скользит вдоль используемого шаблона, задавая положение фрезера по дереву. Станочные варианты исполнения могут изготавливаться при использовании самых различных материалов. При этом создаются различные механизмы крепления:
- Винтовые.
- В виде резьбового отверстия.
- При применении специальных усиков.
Стоит учитывать, что применяемые кольца должны иметь диаметр, значение которого приближено к фрезеру. Однако, во время проведения обработки оно не должно касаться кольца, так как это приведет к повреждению режущего инструмента.
Однако, во время проведения обработки оно не должно касаться кольца, так как это приведет к повреждению режущего инструмента.
Копировальное кольцо для фрезера
Крепление копировального кольца также может проводиться при применении распространенных струбцин. При изготовлении колец применяется сталь, рассчитанная на прикладывание усилия. Мягкие сплавы не применяются по причине того, что они могут деформироваться, и этом приведет к серьезным погрешностям.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Устройство для фрезерования и шлифовки имеет свой электродвигатель, соединенный с валом шпиндельной головки ременной передачей. Потребление электроэнергии осуществляется от системы станка.
Кондуктор для вырезания пазов и отверстий ручным фрезером
Здравствуйте, уважаемые читатели и самоделкины!
Одним из самых важных и незаменимых инструментов столяра является ручной фрезер. С его помощью можно выполнять огромное количество операций. Одна из его возможностей — выборка самых разнообразных по форме выемок, отверстий и пазов.
Для удобства и точного выполнения этой операции обычно изготавливают шаблон, и используют его в паре с копировальными втулками.
Также можно закрепить на заготовке одну или несколько направляющих, с учетом диаметра фрезы и ширины подошвы фрезера. Но все это — весьма медленно, не очень удобно, и каждый раз нужно либо делать новый шаблон, либо выполнять разметку на заготовке.
В данной статье автор YouTube канала «김팀장 크래프트Dekay’s Crafts» расскажет Вам, как можно изготовить специальный кондуктор-направляющую, которая подойдет как для фрезеровки пазов, так и прямоугольных отверстий или выемок.
Это приспособление достаточно простое в изготовлении, и может быть повторено минимальным набором инструментов.
Материалы , необходимые для самоделки. — Листовая фанера, ДВП, палисандр — Т-образная направляющая — Болты, гайки M6 — Секундный и столярный клей, парафин, наждачная бумага, двухсторонний скотч.
Инструменты , использованные автором. — Универсальный разметочный рейсмус — Ручной фрезер, фрезы — Циркулярная пила, торцовочная пила — Диски для циркулярной пилы — Мини-сверлильный станок или шуруповерт — Стамески, киянка, станочные тиски — Стальные F-образные струбцины — Столярный уголок для сборки рамок — Рулетка, карандаш, нож. Процесс изготовления. Материалом для основания кондуктора послужит листовая ДВП толщиной 4 мм. Также подойдет тонкая, но жесткая и ровная фанера. Разметку Г-образного основания автор выполняет с помощью универсального разметочного рейсмуса, который имеет шкалу наподобие штангенциркуля. Рекомендую обратить внимание на такой инструмент, он пригодится не только столярам.
Итак, отступ от краев прямоугольной заготовки делается с учетом половины ширины подошвы фрезера, плюс ширина П-образного алюминиевого профиля, и запас в 20 мм. От размера исходной заготовки зависят максимальные размеры получаемых пазов и выемок.
Затем параллельный упор отодвигается от края пильного диска на то же расстояние, что было использовано при разметке. Два перпендикулярных друг другу пропила делаются не до конца.
Оставшийся стык в углу прорезается стамеской, и излишек в виде прямоугольника убирается.
От того же края автор делает отступ по 20 мм.
В качестве направляющих для ползунков послужит алюминиевый П-образный профиль, или Т-трек. Направляющие нарезаются на торцовочной пиле под углом 45 градусов.
Обе направляющие приклеиваются к основанию вдоль размеченных линий с помощью секундного клея. Эта операция требует точного соблюдения угла в 90 градусов.
Как видно, автор оставил достаточно большой запас основания для последующей обработки.
После приклеивания острые углы профилей закругляются наждачной бумагой вручную. Также проверяется полученный угол. Именно от этого зависит точность работы приспособления.
Из 20-мм фанеры автор вырезает четыре одинаковых прямоугольных заготовки для корпусов ползунков.
Затем заготовки попарно склеиваются.
Чтобы получить точные параллелепипеды, мастер использует пару вот таких столярных уголков. На время склейки между этими уголками фиксируются обе заготовки, и стягиваются струбцинами. Как Вы уже догадались, такие уголки подойдут для сборки прямоугольных рамок и корпусов.
После высыхания клея на нижней части корпусов автор размечает контуры пазов, совпадающие с размерами профиля направляющих. Отступ от края корпуса — 20 мм.
Выборка материала осуществляется ручным фрезером с прямой фрезой по дереву, либо с помощью торцовочной пилы за несколько пропилов.
Конечно, выборка фрезером была бы намного «чище». Заготовка фиксируется на верстаке струбциной, и дно паза выравнивается стамеской.
Чтобы уменьшить трение, автор смазывает паз обычной парафиновой свечой.
В центре паза высверливается сквозное отверстие диаметром 6 мм. Оно нужно для длинного болта М6.
Чтобы не тратить деньги на специальные гайки для Т-трека (или Т-болты), автор решил сделать их самостоятельно. Для этого он вырезает из палисандра две детали, которые помещаются внутрь направляющих.
В полученных заготовках сверлится отверстие для тела болта.
Вставив болт в отверстие, автор размечает контуры его головки.
Зафиксировав заготовку в столярных тисках, излишек древесины убирается фрезером. Окончательная подгонка под головку выполняется стамеской.
Получился своеобразный Т-болт М6.
Теперь кондуктор с жертвенной подкладкой фиксируется на верстаке, и выполняется «обход» фрезером по внутреннему периметру. При этом автор использует ту прямую фрезу, с которой он и будет в дальнейшем работать на этом приспособлении.
Таким образом выравниваются оба края основания, которые и будут служить ориентиром при фрезеровке по разметке.
Для завершения конструкции ползунков, автор вырезал пару прямоугольных подкладок. Эти детали приклеиваются к нижней передней части корпусов ползунков на секундный клей. Оставшаяся часть подкладки имеет форму квадрата, с размерами сторон, равных расстоянию от края направляющей до края основания.
Прижимные ручки автор сделал из деревянного кругляка, высверлив в центре цилиндров отверстия, и вклеив гайки. Вот приспособление и готово. Прижимными рукоятками будет фиксироваться положение ползунков.
Чтобы кондуктор не скользил относительно заготовок, на его нижнюю часть автор приклеивает крупнозернистую наждачную бумагу (она имеет клеевую основу). Излишки бумаги срезаются ножом вдоль краев основания кондуктора.
Первым изделием, для которого будет делаться выемка будет обрезок алюминиевого профиля. Сначала деталь зажимается между обоими ползунками, и убирается.
Приложив к обрабатываемой заготовке настроенный кондуктор, автор делает фрезером обход вдоль направляющих и упоров.
Для обработки второй части паза кондуктор разворачивается на 180 градусов, и операция повторяется.
Конечно, в углах выемки остаются закругления, которые нужно подрезать стамеской вручную.
Теперь будет делаться выемка для вот такой прямоугольной детали.
И снова, убрав деталь, делается обход вдоль ограничителей, упирая в них подошву фрезера.
Снова разворот кондуктора, и обработка оставшегося угла.
Вот с такой точностью автор подготовил выемку и паз для деталей.
Берите и себе на вооружение такой простой кондуктор для ручного фрезера. Также в недавней статье был описан процесс изготовления похожего приспособления, но с более сложной конфигурацией.
Благодарю автора за простое, но полезное приспособление для ручного фрезера!
Всем хорошего настроения, крепкого здоровья, и интересных идей!
Авторское видео можно найти здесь.
Источник (Source)
Становитесь автором сайта, публикуйте собственные статьи, описания самоделок с оплатой за текст. Подробнее здесь.
Дополнительные детали
Использование фрезеровальных приспособлений на токарном станке невозможно без использования дополнительных деталей. Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Дополнительные опоры – люнеты, уменьшат прогиб длинного вала при его обработке. Центра удерживают деталь большой длины. Цанги необходимы для крепления фрез в кулачковом патроне токарного станка и шпинделе приспособления. Они жестко фиксируют хвостовик инструмента, центрируют его и повышают точность обработки.
Применение машинных поворотных тисков увеличивает угол поворота детали без переустановки, повышает возможности оборудования. При работе по шаблону устанавливается копировальная втулка или подшипник. Он точно ведет инструмент по заданной траектории.
Параллельный упор
Для выполнения прямых и фигурных резов может использоваться параллельный упор. Это приспособление на сегодняшний день пользуется весьма большой популярностью, входит в поставку многих инструментов. Это приспособление для фрезерования включает в себя несколько конструктивных элементов:
- Направляющие, выполнение в виде штанг для ниш, образованных в корпусе фрезера по дереву.
- Стопорный винт, применяются для фиксирования устройства в нужной позиции.

- Винт, предназначенный для точной промежутка между осью и поверхностью заготовки.
- Контактные губки. Они требуются для того, чтобы упор для фрезера базировался на поверхности.
Боковой упор для фрезера применим при проведении самых различных работ. Подготовить его для работы можно следующим образом:
- Как ранее было отмечено, в основе приспособления по дереву есть отверстия, предназначенные для размещения штанги. Она вставляется в них и фиксируется в требуемом положении при помощи стопорного винта.
- После фиксации устройства стопорный винт немного ослабляется, настроечным проводится смена положения упора.
Зная конструктивные особенности приспособления его можно изготовить своими руками. Для этого понадобятся бруски и металлические элементы, а также винты. В продаже встречается довольно большое количество различных моделей параллельных упоров, которые подбираются непосредственно под особенности фрезера, предназначенного для работы с заготовками из дерева.
Советы и рекомендации
Выбирая устройство для токарного станка, следует определиться с объемом и типом проводимых работ, их точностью. Затем подобрать соответствующую модель по размерам оборудования.
Изготавливать единичные детали для ремонта автомобиля и домашней техники, подойдет простое приспособление, фиксирующее деталь и перемещающее ее относительно вращающегося патрона с инструментом.
Для частной мастерской, занимающейся изготовлением деталей и простых изделий, стоит купить фрезерную головку и с высокой производительностью и точностью делать сложные детали.
Фрезерное приспособление при малой загруженности может заменить станок. При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
Направляющая шина
При обработке дерева важно контролировать положение применяемого инструмента. Направляющая шина, как и предыдущая оснастка, предназначена для обеспечения перемещения фрезера по строго прямолинейной траектории. Все фрезерные приспособления по дереву изготавливаются так, чтобы могли применяться при выполнении определенных работ. Отличительными особенностями данного приспособления можно назвать нижеприведенные моменты:
- Направляющие для ручного фрезера могут располагаться под любым углом относительно обрабатываемой кромки. За счет этого устройство обеспечивается точное перемещение инструмента в любом направлении в рамках горизонтальной плоскости.
- Часто проводится обработка фанеры фрезером с целью получения отверстий, который расположены относительно друг друга с определенным шагом. Рассматриваемая конструкция может иметь дополнительные элементы, которые и позволяют получить отверстия с заданными параметрами.
- Для фиксации устройства применяется специальный зажим для фрезерного станка. Если в комплект поставки не входят зажимы, то их можно заменить обычными струбцинами.
- Некоторые модели поставляются со специальным адаптером для фрезерного стола.
Направляющая шина для фрезера
Простейшая самодельная конструкция может быть изготовлена из длинного бруса, который будет крепиться на обрабатываемое детали при помощи струбцин. Для того чтобы его было комфортно использовать можно снабдить брус дополнительными боковыми упорами.
Вышеприведенное предложение не всегда комфортно в использовании. Большей популярностью пользуется следующая самодельная конструкция:
- Приспособление представлено сочетанием двух досок, которые расположены параллельно относительно друг друга и фанерного листа.
- Применяется рассматриваемая конструкция только в том случае, если для фрезерования применяются фрезы одинакового диаметра.
- За счет применения двух досок существенно повышается точность обработки и устойчивость шаблона во время фрезерования.
В случае, когда применяются фрезы различного диаметра, целесообразно применять несколько иную конструкцию. Она характеризуется наличием откидной доски, которая крепиться при помощи петель. Назначение этого элемента конструкции заключается в фиксации шаблона. После его фиксации доска откидывается и можно использовать фрезы различного диаметра.
Стоит учитывать, что для крепления самодельных шаблонов практически во всех случаях применяется струбцины.
Именно они обеспечивают надежную фиксацию оснастки. Во время работы приспособление будет прижиматься к поверхности шаблона, за счет чего и обеспечивается точность обработки.
приспособления +для токарных станков
Приспособления для токарных станков позволяют облегчить некоторые работы и расширить функциональные возможности серийных станков. Приспособления могут быть заводскими, которые выпускают некоторые фирмы, а могут быть и самодельные. В этой статье я опишу несколько интересных приспособлений, которые будут очень полезны любому мастеру, имеющему в своей мастерской токарный станок, и большинство приспособлений можно изготовить своими руками.
Самодельные приспособления для токарных станков.
Фрезерная приставка к токарному станку.
Начнём пожалуй с самого нужного и полезного приспособления, которое поможет превратить обычный токарный станок в фрезерный и существенно расширить возможности любого мастера. Эта самодельная фрезерная приставка рассчитана на токарный станок ТВ-4 и ему подобные школьники. Но такую приспособу несложно сделать для любого токарного станка, подогнав размеры под размеры конкретного суппорта.
Эта простая, но надёжная конструкция фрезерной приставки была разработана ещё в советские годы и опубликована в журнале «Моделист конструктор». И с помощью этой приставки можно выполнять на токарном станке фрезерование плоскостей, обработку различных деталей по контуру, производить выборку различных канавок и пазов.
Да и вообще можно осуществлять обработку концевыми и торцовыми фрезами любых поверхностей деталей, за счёт того, что каретка и суппорт станка перемещается по трём координатам, каретка перемещается в вертикальной плоскости, а кронштейн приставки перемещается в горизонтальной плоскости.
Как видно из чертежей, основная деталь приспособления — это кронштейн , который закрепляется на суппорте токарного станка, вместо снятой каретки (салазок) малой продольной подачи. А сама каретка малой продольной подачи снимается с суппорта станка и закрепляется двумя болтами на передней стенке кронштейна приставки вертикально и позволяет вертикально перемещать обрабатываемую деталь.
Резцедержатель можно использовать для закрепления в нём уже не резца, а какой то плоской детали, подлежащей фрезерованию. А можно снять резцедержатель и использовать вместо него какие то самодельные тисочки, если обрабатываемая деталь более объёмная.
Так же вместо резцедержателя можно закрепить на штатной шпильке не тиски, а патрон от маленького токарного станка, если фрезеруемая деталь цилиндрическая, а не плоская. Или вместо патрона использовать планшайбу из комплекта токарного станка. И именно вариант с планшайбой 3 (с прихватами 4) и показан на чертеже ниже.
Планшайба насаживается на штатную шпильку для резцедержателя и зажимается гайкой. Ну а обрабатываемая деталь уже зажимается в планшайбе с помощью прихватов 4, как обычно. А вообще вариантов закрепления обрабатываемой детали может быть несколько, в зависимости от её конфигурации и размеров.
Кронштейн приставки вырезается болгаркой из обычной листовой стали толщиной 8 мм и затем его передняя стенка 1, боковые стенки 2 и основание 3 свариваются между собой электросваркой. При сварке разумеется везде учитываем, чтобы были выдержаны прямые углы.
Когда кронштейн будет сварен, в нём с помощью свёрл и шарошек делаем центральное отверстие и отверстия для крепления кронштейна к суппорту станка, с помощью штатных шпилек и гаек М8. Для центровки кронштейна на суппорте станка служит направляющая шайба 4, которая приваривается к нижней пластине и хорошо видна на верхнем чертеже.
Благодаря полукруглым пазам в передней стенке 1 кронштейна, которые сделаны на 30º в каждую сторону, можно будет прокручивать в вертикальной плоскости закреплённую каретку и деталь на эти же 30º в разные стороны, что расширяет возможности обработки фрезой детали под разными углами.
А благодаря штатным пазам в суппорте, всю приставку можно будет разворачивать и в горизонтальной плоскости, используя штатную шкалу в градусах на суппорте. В общем прокрутить и зажать обрабатываемую деталь можно будет в обоих плоскостях, и перемещать при обработке тоже как в вертикальной, так и в горизонтальной плоскости.
Фреза для обработки детали закрепляется в штатном патроне токарного станка, а если фреза имеет конусный хвостовик, соответствующий конусу Морзе в шпинделе вашего станка, то можно снять патрон и закрепить фрезу непосредственно в шпинделе станка.
А чтобы сделать точным слежение за перемещением фрезы, не помешает изготовить планшет держатель чертежей 7, по которому будет скользить следящая указка 8, закрепляемая на суппорте станка и которая показана на рисунке.
Изготовив такое не сложное приспособление, вы существенно расширите функциональные возможности вашего токарного станка.
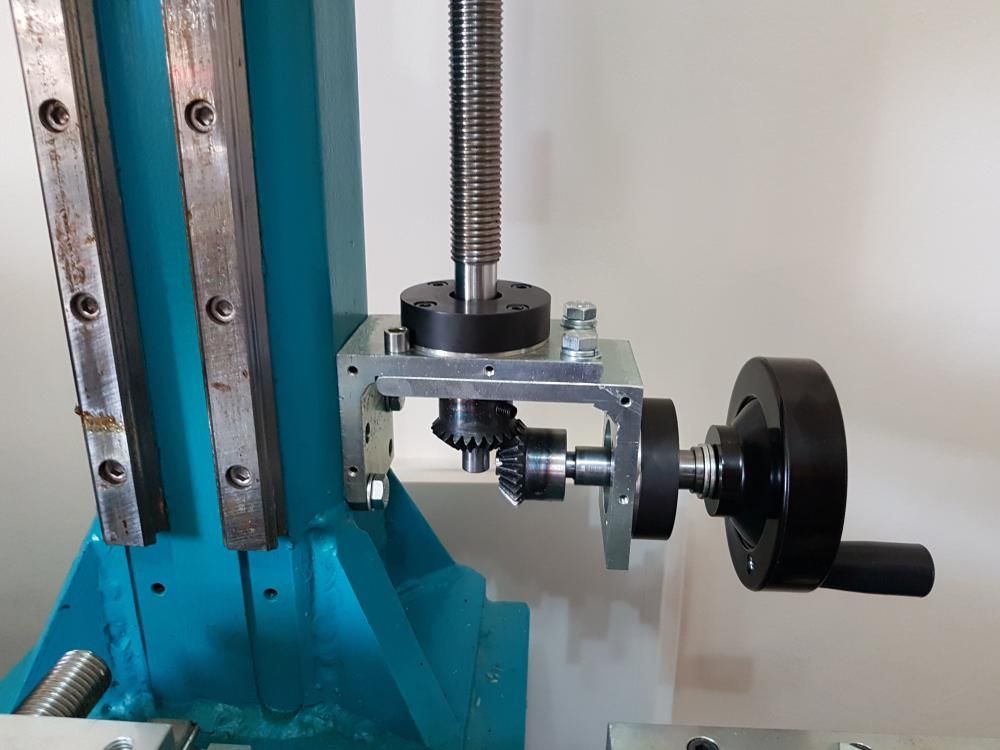
Фрезерная приставка для обработки кругляка (цилиндрических заготовок).
Это не сложное устройство даёт возможность перемещать заднюю бабку плавно и с минимальными затратами. И понадобится такое устройство например для сверления очень глубоких отверстий, ведь перемещение пиноли на небольших станках всего 50 — 60 мм. А если токарный станок достаточно большой, то тяжёлую заднюю бабку можно будет перемещать не затрачивая усилий.
Для начала в плите задней бабки сбоку сверлим пару отверстий и нарезаем в них метчиком резьбу М 10 или М12. Далее в помощью этих отверстий к плите задней бабки крепим болтами самодельный угловой кронштейн 1 (см. рисунок) в котором вращаются валики 4 и 5. На валик 4 насажено ведущее зубчатое колесо 3 и приводная рукоятка 2.
А на валике 5 насажены ведомые зубчатые колёса 6 и колесо 7 меньшего диаметра, которое обкатывается по штатной зубчатой рейке станины станка и тем самым приводит в движение заднюю бабку станка. При желании ещё можно изготовить из жести или листового пластика небольшой кожух, который будет закрывать от пыли шестерни, которые желательно смазать.
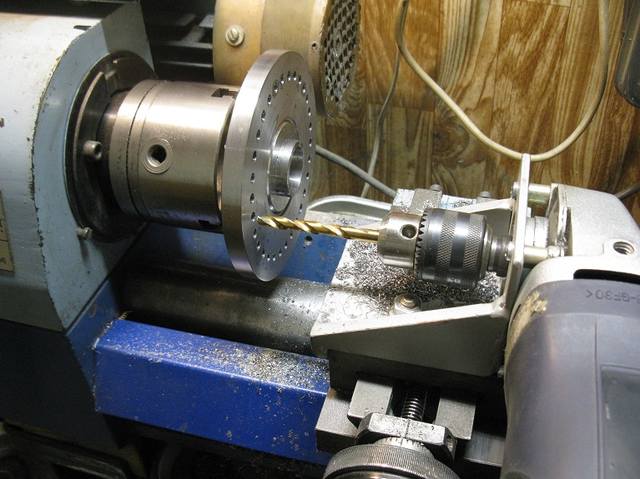
Приспособление для закрепления свёрл на суппорте станка.
Это приспособление для токарного станка будет так же полезно, если требуется сверлить достаточно глубокие отверстия длинными свёрлами. К тому же оно позволит довольно быстро периодически вынимать сверло из отверстия, для удаления стружки и смазки сверла.
Ведь скорость перемещения пиноли задней бабки очень маленькая, а скорость продольного перемещения (механической подачи) суппорта значительно выше. И это приспособление позволит повысить производительность работ по сверлению деталей, особенно если их много и если глубина отверстий значительная.
Основа приспособления — это держатель сверла 1 (см. рисунок), который закрепляется в резцедержателе станка. В держателе имеется коническое отверстие для закрепления конического хвостовика сверлильного патрона или сверла с коническим хвостовиком.
Разумеется ось конического отверстия держателя для сверла (или патрона) должна совпадать с осью шпинделя передней бабки токарного станка. Это же следует учитывать при закреплении держателя сверла в резцедержателе станка. Так как при малейшей несоосности возможно понижение качества сверления, разбивание стенок отверстия и даже поломка сверла.
Подача при сверлении отверстий в деталях осуществляется продольным перемещением салазок суппорта. И преимущество этого приспособления, как было сказано выше — это более высокая скорость перемещения режущего инструмента, особенно когда приходится сверлить глубокие отверстия и приходится часто вынимать сверло для удаления стружки.
При изготовлении такого держателя сверла, не обязательно делать его тело цилиндрическим как на рисунке, можно изготовить тело и в форме бруска и гораздо проще изготовить его на фрезерном станке. Но можно изготовить и цилиндрическое тело на токарном станке, а потом приварить к нему сбоку пластину, толщиной 10 — 15 мм, за которую и будет зажиматься приспособление в резцедержателе токарного станка.
Плашкодержатель усовершенствованной конструкции.
При нарезании резьбы плашками, которые устанавливаются в обычных плашкодержателях, нарезанная резьба часто получается плохого качества из-за перекоса режущего инструмента. Чтобы этого избежать, приходится вначале нарезки резьбы всегда подпирать обычный плашкодердатель пинолью задней бабки.
Однако гораздо быстрее и удобнее работать при нарезании резьбы с помощью усовершенствованного плашкодержателя, который можно изготовить самостоятельно на том же токарном станке. На рисунке слева показана одна из конструкций такого плашкодержателя.
Оправка 1 своим конусным хвостовиком вставляется в конусное отверстие пиноли задней бабки. На оправке свободно (но с минимальным зазором) насажен стакан 2 и сменная втулка 4, в которой закрепляется винтом плашка. Задняя бабка с инструментом подводится к вращающейся заготовке. Далее перемещение инструмента осуществляется перемещением пиноли.
При соприкосновении с деталью стакан 2 удерживается от вращения за ручку 3, на которую кстати можно надеть трубку и упереть её в станину станка. Стакан 2 свободно перемещается по оправке 1 во время нарезки резьбы. По окончании нарезания резьбы, вращение шпинделя станка переключается реверсом и инструмент отходит от детали.
У кого станок не имеет маленьких оборотов, то лучше всего нарезать резьбу вращая шпиндель станка вручную, за патрон или с помощью специальной рукоятки, которая вставляется с обратной стороны шпинделя.
Приспособление для одовременного сверления и нарезания резьбы.
Приспособление для токарного станка, которое позволяет одновременно сверлить отверстие и нарезать наружную резьбу за одну установку инструмента показано на рисунке чуть ниже.
Оправка 4 этого приспособления тоже вставляется в пиноль задней бабки токарного станка. В передней части оправки сделано гнездо для закрепления сверла. А наружная подвижная оправка 2 надевается на оправку 4 и перемещается по ней в осевом направлении. От проворота её удерживает шпонка 3.
В передней части наружной оправки имеется отверстие для сменной втулки с плашкой и имеется винт 1 фиксирующий их. После того, как внутренняя оправка вставлена в пиноль задней бабки, на оправку надевают кольцо 5 с ручкой 6, наружную оправку 2 и вставляют сверло и плашку.
В конце сверления, не выводя сверла из отверстия, производим переключение чисел оборотов шпинделя на число, которое соответствует нарезанию резьбы. Наружная оправка подаётся рукой справа налево. При этом резьба получается правильной и концентричной по отношению к просверленному отверстию. По окончанию нарезания резьбы и при изменении направления вращения шпинделя станка, наружная оправка перемещается наоборот слева направо.
Ещё одно простейшее, но полезное самодельное приспособление-переходник описано вот в этой статье и оно поможет закрепить более толстый резец, который не лезет в штатный резцедержатель токарного станка.
Заводские приспособления для токарных станков.
Заводских приспособлений достаточно много, но я опишу наиболее распространённые и полезные.
Универсальная конусная линейка.
Она служит для обработки конических поверхностей на токарном станке. Линейка устанавливается параллельно образующей конической поверхности, а верхняя часть суппорта токарного станка разворачивается на 90 градусов.
Отсчёт угла поворота конусной линейки производится по делениям (миллиметровым или угловым), нанесённым на шкале. Угол поворота линейки должен быть равен углу уклона конуса.
А если шкала линейки имеет не градусные деления, а миллиметровые, то величина поворота линейки определяется по одной из формул, опубликованных ниже:
Где h — это число миллиметровых делений шкалы конусной линейки,
а Н — это расстояние от оси вращения линейки до её торца, на котором ненесена шкала. Буква D — это наибольший диаметр конуса, буква d — это наименьший диаметр конуса, буква L — длина конуса, буква α — это угол уклона конуса, а буква R — конусность.
Неподвижные и подвижные люнеты.
Предназначены для обработки нежёстких (тонких) валов. Неподвижный люнет, показанный на рисунке, состоит из чугунного корпуса 1 , с которым посредством болта 4 скрепляется откидная крышка 6, что облегчает установку детали. Основание корпуса люнета имеет форму, соответствующую направляющим станины, на которых он закрепляется посредством планки 2 и болта 3.
В корпусе при помощи регулировочных болтов 9 перемещаются два кулачка 8, а в крышке — один кулачок 7. Для закрепления кулачков в требуемом положении служат винты 5. Такое устройство позволяет устанавливать в люнет валы различных диаметров.
Но гораздо эффективней модернизированный люнет (cм. рисунок ниже), в котором нижние жёсткие кулачки заменены шарикоподшипниками 8. Их настраивают по диаметру обрабатываемой поверхности с помощью контрольного вала, располагаемого в центре , или же по самой детали.
После этого опускают крышку 2 люнета и, регулируя гайкой 4 положение стержня 5, устанавливают крышку так, чтобы зазор между основанием люнета и крышкой был равен 3-5 мм. Это положение стержня 5 фиксируется контргайкой 3.
Затем при помощи эксцентрика 1 крышку прижимают к основанию люнета, при этом под действием пружины 6 верхние шарикоподшипники 7 с силой прижимают обрабатываемую деталь. Биение детали воспринимается не шарикоподшипниками, а пружиной 6, которая служит амортизатором.
Подвижные люнеты. В отличии от неподвижных люнетов ,которые закрепляются на управляющих станках, имеются ещё и подвижные люнеты (см. рисунок ниже), которые закрепляются на каретке суппорта.
Так как подвижный люнет закрепляется на каретке суппорта , он вместе с ней перемещается вдоль обтачиваемой детали, следуя за резцом. Таким образом, он поддерживает деталь непосредственно в месте приложения усилия и предохраняет её от прогибов.
Подвижный люнет применяют при чистовом обтачивании длинных деталей. Он имеет два или три кулачка. Их выдвигают и закрепляют так же, как и кулачки неподвижного люнета.
Чтобы трение было не слишком большим , кулачки следует хорошо смазывать. Для уменьшения трения наконечники кулачков делают чугунными, бронзовыми или латунными. А ещё лучше вместо кулачков использовать ролики из подшипников.
А в заключении желающие могут посмотреть в видеоролике чуть ниже, как я спас от металлолома станок особо высокой точности 16Б05А.
Фрезерное приспособление для токарного станка: основное и дополнительное оснащение
Какие есть фрезерные приспособления?
При выпуске изделий с малым объемом фрезерных работ, не стоит покупать отдельный агрегат. Небольшие плоские элементы, выборки и пазы можно сделать с помощью специального устройства на токарный станок.
Промышленный образец такого оборудования – универсальный токарный станок с фрезерной головкой. Приспособление устанавливается на передней бабке или на суппорте сзади и включается в работу с общей панели управления.
Для домашнего оборудования, особенно настольных токарных станков, узел для фрезеровки выпускают промышленные предприятия, и умельцы делают сами. С помощью устройств на детали, установленной в токарном оборудовании, выполняется:
- снятие лысок;
- фрезеровка граней;
- выборка пазов;
- шлифовка плоской поверхности.
При наличии делительной головки делаются многогранники и фрезеруются шлицы.
Справка! С помощью фрезеровального приспособления в плоских деталях по торцу сверлятся отверстия, шлифуется плоскость.
Схемы обработки поверхностей на станках фрезерной группы
Рассмотрим схемы обработки поверхностей на универсальных горизонтально-фрезерном (ГФС; имеет горизонтальную ось вращения фрезы) и вертикально-фрезерном (ВФС; имеет вертикальную ось вращения фрезы) станках.
Горизонтальные плоскости фрезеруют цилиндрическими фрезами на ГФС (рис. 24, а) или торцевыми фрезами на ВФС (рис. 25, а). Горизонтальные плоскости чаще обрабатывают торцевыми насадными фрезами, так как они имеют более жесткое закрепление и обеспечивают плавное, безвибрационное резание. При большой ширине обрабатываемой плоскости используют торцевые фрезы и обработку ведут в несколько последовательных рабочих ходов. Узкие горизонтальные плоскости удобно обрабатывать концевыми фрезами.
Вертикальные плоскости на ГФС обрабатывают торцевыми насадными фрезами (рис. 24, б) или фрезерными головками, а на ВФС – концевыми фрезами (рис. 25, б). Большие по высоте вертикальные плоскости удобнее обрабатывать на ГФС с использованием вертикальной подачи. Обработку небольших по высоте вертикальных плоскостей можно производить на ГФС с помощью концевых или дисковых фрез. Наклонные плоскости небольшой ширины обрабатывают на ГФС одноугловой фрезой.
Широкие наклонные плоскости обрабатывают на ВФС с поворотом шпиндельной головки (рис. 25, в) торцевой насадной или концевыми фрезами. Одновременную обработку нескольких поверхностей (вертикальных, горизонтальных и наклонных) ведут на ГФС (рис. 24, г), установив на оправку набор фрез.
Рис. 24. Обработка плоскостей на ГФС: а – горизонтальных; б – вертикальных; в – наклонных; г – нескольких плоскостей одновременно; д – уступов; Dr – движение резания; Ds – движение подачи
Рис. 25. Обработка на ВФС плоскостей: а – горизонтальных; б – вертикальных; в – наклонных; г – уступов
Рис. 26. Фрезерование пазов: а, б – прямоугольных; в – полукруглых; г – типа «ласточкин хвост»; д – Т-образных; е, ж – шпоночных
Горизонтальные уступы и пазы обрабатывают дисковыми односторонними (рис. 24, д) и трехсторонними (рис. 26, а) фрезами на ГФС или концевыми фрезами (рис. 25, г; 26, б) на ВФС.
Фасонные пазы с криволинейной образующей обрабатывают на ГФС фасонными дисковыми фрезами (рис. 26, в). Пазы типа «ласточкин хвост» или Т-образные обрабатывают на ВФС (рис. 26, г, д). Вначале концевой фрезой получают прямоугольный паз, затем используют концевую одноугловую фрезу или специальную концевую фрезу для Т-образных пазов.
Шпоночные пазы для сегментных шпонок фрезеруют на ГФС дисковой трехсторонней фрезой (рис. 26, е), для прямоугольных шпонок – на ВФС концевой фрезой (рис. 26, ж).
Разновидности и назначение
В зависимости от конструкции и технологического применения, устройства для фрезеровки условно делятся на группы:
- головка с отдельным приводом;
- приставка;
- приспособление для фиксации детали.
Фрезерная головка устанавливается на корпус суппорта сзади и перемещается вместе с ним в продольном и поперечном направлении. Вертикальный ход осуществляется по направляющим стойки самого приспособления. Головка имеет свой электропривод, коробку скоростей и органы управления.
У приставки конструкция значительно проще. Электропривод используется только для вращения шпинделя. Регулировать частоту вращения инструмента можно только перестановкой шкивов с разным диаметром. Передача используется ременная, напрямую от вала двигателя к шпинделю. Приставка запитывается от сети оборудования.
Важно!
На настольные модели токарных станков фрезерная приставка может подключаться напрямую к бытовой сети 220 В.
Простое механическое устройство – приспособление для фрезеровки, позволяет производить фрезеровку в ручном режиме. Оно устанавливается вместо резцедержки. На стойке вырезаны вертикальные направляющие для перемещения шпинделя по оси Z. В нем крепиться деталь и перемещается относительно вращающегося в шпинделе инструмента по осям X и Y. Вертикальное смещение заготовки осуществляется вручную.
По планово-экономическим показателям
Существуют станки, предназначенные для производства в различных объемах – от нескольких серий до изготовления крупных партий. В последнем случае предполагается использование станков с числовым программным управлением и другие. Для мелкосерийного производства подойдет небольшое универсальное фрезерное оборудование.
Станки с ЧПУ стоят намного дороже, но могут заменить 10 единиц простых моделей. Их покупка экономически оправдана, поскольку оборудование способно изготовить весь ассортимент позиций, на производство которых рассчитан прибор. Сотрудник только осуществляет контроль и программирует на начальном этапе параметры детали. Таким образом сильно экономятся трудовые ресурсы.
Приспособления для фрезерования и шлифовки
Приспособление устанавливается на месте резцедержки, и перемещается вместе с суппортом и поперечными салазками. На станине устройства для фрезеровки и шлифовки, крепится шпиндель под инструмент:
- концевые фрезы;
- цилиндрические;
- шлифовальные диски;
- конусные абразивные круги.
Устройство для фрезерования и шлифовки имеет свой электродвигатель, соединенный с валом шпиндельной головки ременной передачей. Потребление электроэнергии осуществляется от системы станка.
По цикличности обработки
Фрезерный инструмент может делать отверстие в материале по двум типам циклов.
- Прерывистый. Во время обработки необходимо останавливать работу станка, чтобы поменять положение заготовки, снятия и т.д. Для этого в оборудовании иногда используется обратный ход. Такой вид обработки требует много времени и сил.
- Непрерывный. В этом случае деталь после фрезерования автоматически устанавливается в механизм. Некоторые станки оснащены второй фрезой, позволяющей обрабатывать деталь одновременно в нескольких плоскостях. Кроме того, автоматически проходит замена инструмента. Такой вид обработки позволяет изготовить большое количество деталей. При этом работа оператора сводится к контролю с помощью пульта управления.
Дополнительные детали
Использование фрезеровальных приспособлений на токарном станке невозможно без использования дополнительных деталей. Для монтажа узла на корпусе суппорта, приходится делать отверстия и крепить основание устройства болтами.
Дополнительные опоры – люнеты, уменьшат прогиб длинного вала при его обработке. Центра удерживают деталь большой длины. Цанги необходимы для крепления фрез в кулачковом патроне токарного станка и шпинделе приспособления. Они жестко фиксируют хвостовик инструмента, центрируют его и повышают точность обработки.
Применение машинных поворотных тисков увеличивает угол поворота детали без переустановки, повышает возможности оборудования. При работе по шаблону устанавливается копировальная втулка или подшипник. Он точно ведет инструмент по заданной траектории.
Виды фрез, их элементы и геометрия
Фреза – многолезвийный инструмент, у которого по окружности или на торце расположены режущие зубья, представляющие собой простейшие резцы. На рис. 28 показаны основные типы фрез, применяемых в машиностроении.
Фрезы подразделяют по типам: цилиндрические (рис. 28, а, б) и торцевые (рис. 28, е), предназначенные для обработки плоских поверхностей; дисковые (рис. 28, в–д), концевые (рис. 28, ж) и угловые – для обработки пазов, канавок и шлицов; фасонные – для обработки фасонных поверхностей; модульные (рис. 28, з) – для нарезания зубьев; червячные (рис. 28, и) – для нарезания зубьев цилиндрических и червячных колес.
Зуб 4 цилиндрической фрезы (рис. 28, а) имеет режущую кромку 2; переднюю 1, заднюю 3 и затылочную 5 поверхности. Между зубьями фрезы находится канавка 6. В сечении фрезы рассматриваются следующие углы: передний γ, задний α, заострения β и резания δ.
Передний угол γ служит для облегчения схода срезаемых элементов стружки и уменьшения их усадки.
При обработке стали γ = 10–20°, чугуна – γ = 10–15°. Для твердых материалов угол γ принимают меньшим, чем для мягких.
Задний угол α выбирают с таким расчетом, чтобы снизить трение между затылочной поверхностью зуба и поверхностью резания. Для различных фрез угол α = 12–25°.
Зубья цилиндрических фрез могут быть прямыми и винтовыми под углом наклона ω к оси фрезы (см. рис. 28, б). У цилиндрических фрез угол ω = 30–40°, у дисковых и торцевых ω = 10–25°.
Фреза изготавливают цельными из инструментальных сталей и сборными, у которых зубья выполняют из быстрорежущих сталей или оснащают пластинками из твердых сплавов и закрепляют в корпусе фрезы пайкой или механически (ГОСТ Р 53413–2009).
Рис. 28. Основные типы фрез: а – цилиндрическая прямозубая, где 1, 3, 5 – соответственно передняя, задняя и затылочная поверхности; 2 – режущая кромка; 4 – зуб; 6 – канавка; α – задний угол; β – угол заострения; γ – передний угол; δ – угол резания; ω – угол наклона зубьев к оси фрезы; б – цилиндрическая с винтовыми зубьями; в – дисковая пазовая; г – дисковая двухсторонняя; д – дисковая трехсторонняя; е – торцевая; ж – концевая; з – пальцевая модульная; и – червячная
Фреза с прямыми зубьями врезается в обрабатываемую поверхность сразу по всей длине зуба, что приводит к переменной (толчковой) нагрузке на станок и некоторому ухудшению качества обработанной поверхности. Фрезы с винтовыми зубьями работают более плавно, так как зубья фрезы врезаются в деталь постепенно, при этом станок нагружен равномернее.
Советы и рекомендации
Выбирая устройство для токарного станка, следует определиться с объемом и типом проводимых работ, их точностью. Затем подобрать соответствующую модель по размерам оборудования.
Изготавливать единичные детали для ремонта автомобиля и домашней техники, подойдет простое приспособление, фиксирующее деталь и перемещающее ее относительно вращающегося патрона с инструментом.
Для частной мастерской, занимающейся изготовлением деталей и простых изделий, стоит купить фрезерную головку и с высокой производительностью и точностью делать сложные детали.
Фрезерное приспособление при малой загруженности может заменить станок. При этом оно не требует площади под размещение оборудования, и экономит время на переустановку заготовки с одной операции на другую.
Схемы фрезерования
Цилиндрическое и торцевое фрезерование в зависимости от направления движений резания и подачи можно осуществить двумя способами: попутным фрезерованием, когда совпадают направления главного движения и движения подачи, и встречным фрезерованием, когда направления главного движения и движения подачи не совпадают.
При попутном фрезеровании (рис. 27, а) толщина срезаемого слоя изменяется от максимальной до нуля, зуб врезается в заготовку с ударом. Горизонтальная составляющая силы резания направлена по подаче, а вертикальная – вниз, на заготовку. При встречном фрезеровании (рис. 27, б) толщина срезаемого слоя изменяется от нуля до максимальной (зуб плавно врезается в заготовку). Горизонтальная составляющая силы резания направлена против подачи, а вертикальная – вверх.
Рис. 27. Фрезерование: а – попутное; б – встречное; Dr – движение резания; DSпр – движение продольной подачи; Рг, Рв – соответственно горизонтальная и вертикальная составляющие силы резания; Sz – подача на зуб; v – скорость резания
Рациональность использования какой-либо схемы обусловлена требованием к качеству обработки, условиями обработки заготовки и состоянием фрезерного станка. При черновой обработке литых заготовок (особенно литья в песчано-глинистые формы), имеющих твердую поверхностную корку, использование попутного фрезерования нерационально, так как удар зуба фрезы об эту корку приводит к его выкрашиванию или поломке.
Лучше использовать встречное фрезерование. Зуб начинает работу в мягком материале сердцевины заготовки, подходя к корке, он взламывает ее. При чистовом фрезеровании, наоборот, рациональнее использовать попутное фрезерование. Теоретически при встречном фрезеровании резание начинается с нулевой толщины срезаемого слоя, которая постепенно увеличивается. Однако режущая кромка зуба фрезы имеет радиус округления, равный 0,03–0,05 мм. При чистовом фрезеровании толщина резания невелика. В начале резания зуб не режет, а скользит по обрабатываемой поверхности без снятия стружки. При этом создаются значительные напряжения сжатия в поверхностных слоях заготовки, приводящие к значительному наклепу, повышенному истиранию режущей кромки зуба, вибрациям в системе СПИД и плохому качеству обработанной поверхности. При попутном фрезеровании толщина срезаемого слоя невелика, поэтому ударное вхождение зуба в материал заготовки не вызывает существенных колебаний в системе СПИД, что способствует стабильной работе фрезы, а шероховатость обработанной поверхности улучшается на один класс. Особенно эффективно попутное фрезерование при обработке вязких материалов, склонных к наклепу и налипанию.
При обработке встречным фрезерованием горизонтальных плоско стей нежестких заготовок или заготовок относительно небольшой толщины (до 30 мм) вертикальная составляющая силы резания будет отрывать заготовку от стола, это может привести к неравномерности глубины срезаемого слоя (большая погрешность обработки по толщине заготовки) или к большим усилиям на закрепление заготовки (возможны деформации заготовки). Лучше использовать попутное фрезерование, когда вертикальная составляющая силы резания прижимает заготовку к столу.
Что включают токарно-фрезерные работы
- Точение.
- Отрезание.
- Торцовку.
- Обработку наружных, внутренних поверхностей.
- Упрочнение галтелей ступенчатого вала.
- Выполнение канавочных и отрезных резцов.
- Нарезку или восстановление внешней, внутренней резьбы;
- Обработку кромки.
- Сверлильные и расточные работы.
- Чистовую обработку поверхностей.
- Токарную накатку.
- Улучшение качественных показателей отверстий, полученных в результате литья, штамповки или сверления.
- Обработку внутренних, наружных, фасонных, цилиндрических и конических поверхностей.
- Создание канавок, подсечек и прочих боковых элементов вырезки стали.
- Вырезание уступов по вертикали и по горизонтали.
- Обработка прямых или фигурных поверхностей.
- Создание зубцов на колесах и иных деталях.
- Фрезерование фасок — сферы, эллипсы и многое другое.
Свяжитесь с нами
ООО «Роста» предлагает ленточнопильные станки по металлу по ценам в 1,5 — 2 раза ниже, чем аналоги от зарубежных производителей,
при том же качестве и надежности. В наличии имеются автоматические, полуавтоматические и ручные варианты. Наши станки позволят решать даже самые сложные задачи любого предприятия. Для того, чтобы оставить заявку или уточнить интересующую вас информацию, позвоните по телефонам; (473) 239-65-79;, и менеджеры ООО «Роста» сообщат всю интересующую вас информацию.
По точности размеров и качеству получаемой поверхности
На первом этапе фрезеровки происходит черновая обработка. Используемое оборудование при низких оборотах снимает толстый слой материала. Такие аппараты отличаются высокой мощностью и жесткостью. Полученная поверхность имеет шероховатости (Ra от 6 до 20). Фреза наносит приблизительные контуры изделия, размер которого больше, чем нужно.
На этапе чистовой фрезеровки на высокой скорости снимается минимальный слой материала. Полученная заготовка характеризуется точными размерами и чистотой полученной поверхности. Показатель шероховатости Ra варьируется от 1,25 до 1,6. Показатель точности составляет 6–7.
Как в первом, так и втором случае операции выполняются на разном оборудовании. Существует понятие получистовой фрезеровки. Оно подразумевает комбинацию двух видов обработки, но используется при этом разный инструмент.
Когда применяются токарные работы
Если вам нужна партия металлических деталей или изделий индивидуальных размеров, то мы готовы помочь. Оказываем оперативно услуги в Москве и по России в случае остановки полноценного функционирования вашего производства по причине поломки запчастей. На срок исполнения может повлиять выбор материала — сталь, нержавейка, алюминий, бронза, медь и др. По окончании токарных работ вы получаете готовое изделие, выполненное на заказ, то есть соответствующее заранее утвержденным размерам, форме, шероховатости поверхности и точности взаимного расположения.
Циклы фрезеровки
Любой из видов фрезерования включает в себя следующие этапы:
- Время загрузки, выгрузки. Длительность этапа зависит от станка, размеров заготовки.
- Время резки. Получается при делении длины среза на скорость подачи исходной детали.
- Простой.
- Замена инструментов. Время необходимое для замены режущего элемента, эксплуатационный период которого подходит к концу. Цикл выполняется в случае полного износа фрезы.
Для нанесения записей на заготовку выполняется травление металла (химическая фрезеровка). Этот метод применяют для уменьшения размеров деталей в виде цилиндров, увеличения радиуса отверстий.
Самодельное фрезерное приспособление для токарного станка.
aametalmaster
Зарегистрировано
#1
Мне скучно, и на улице холодно, и я начал этот проект 2 года назад, и пришло время его закончить. Я приварил пластину толщиной 1 дюйм, а затем сделал ее квадратной с помощью моего формирователя SBL. Я сделал это, чтобы упростить роликовые подшипники для люнетов SBL, так как у меня нет фрезера или не было в то время. Основание имеет тот же конический круглый диск, что и у компаунда, и он крепится болтами точно так же. Я могу фрезеровать рычаг всего за несколько минут без каких-либо догадок, потому что все уже отцентрировано. Просто добавьте стальной блок концевой фрезы в мою цангу ER40. Зажим и начните резать. Я использовал это приспособление, чтобы вырезать несколько сложных форм из квасцов для сборщика велосипедов на улице. Я просто прикрепил квасцы к приспособлению и начал резать. Итак, вот несколько фотографий. Наслаждайтесь… Боб
Посмотреть вложение 102902
Последнее редактирование модератором:
aametalmaster
Зарегистрировано
#2
Спасибо, Дэйв. Мэр моего города сказал то же самое, когда увидел, как я этим утром использую снегоуборщик на снегу. Я взорвал все это на газон соседей, как и листья LOL … Боб
aametalmaster
Зарегистрировано
#3
Вот еще одна картинка, это слот 3/8 дюйма. Я врезаюсь в дальний конец, затем возвращаюсь обратно… Боб
Последнее редактирование модератором:
MarkBall2
Зарегистрировано
#4
Как насчет зуборезного приспособления, которое идет с фрезерным приспособлением?
Последнее редактирование модератором:
Джимбо
Гость форума
#5
Mark,
Это приспособление для нарезки зубчатых колес.
Мне нравится.
Я еще не нарезал шестеренки, но это в моем списке вещей, которые нужно изучить.
Насколько точно нужно нарезать шестерни, чтобы они работали без нагрузки на другие шестерни?
А какой фрезой пользуетесь?
Джим
MarkBall2
Зарегистрировано
#6
Я нашел эту идею после поиска в Google по запросу «нарезание зубчатого колеса на токарном станке». Я использовал одноточечный резак, чтобы нарезать шестерни после того, как понял, что не могу сделать «червячную плиту», которая будет работать.
Я использовал 1/4-дюймовую круглую насадку для токарного станка из быстрорежущей стали, отшлифовал ее до формы хорошего зуба шестерни, а затем вырезал каждый отдельный зуб с помощью насадки. Показанная круговая диаграмма была создана с помощью Excel и круговой диаграммы. I просто немного взорвал, потом распечатал и приклеил на картон.Проделал дырку в центре, в качестве указки использовал кусок электрического провода 12-го калибра с заземленной точкой на нем.
много шума, потому что я не смог установить угол «отпускания» на фрезе. После того, как токарный станок проработал несколько часов, он значительно успокоился, и я вижу очень небольшой износ на других шестернях. сначала заготовку до нужного диаметра, просверлил отверстие 1/2 дюйма, затем потратил время на резку.
Самое сложное — это выровнять однолезвийную фрезу по центру просверленного отверстия. Затем, когда фреза вращалась в держателе концевой фрезы с заготовкой ниже режущего действия, я поднял фрезерную насадку, чтобы вырезать зуб. Я не продвигал поперечный салазок, он был зафиксирован на месте & таким был фартук.
На другом веб-сайте у меня есть учебник о том, как я это сделал. Ссылка: http://www.shopfloortalk.com/forums/showthread.php?t=27277
Полное руководство по использованию приспособлений с ЧПУ
Обработка с ЧПУ включает множество инструментов, используемых с различными возможностями. Без надлежащего понимания может быть трудно понять, как пользоваться инструментами. Примером таких инструментов является приспособление с ЧПУ, также известное как зажимное приспособление с ЧПУ.
В этой статье в три шага будут раскрыты тайны станков с ЧПУ. Он покажет их функции и приложения. Это даст достоверную информацию о типах зажимных приспособлений с ЧПУ. Наконец, он предоставит вам дополнительную информацию о том, что нужно сделать, чтобы получить лучший дизайн приспособления с ЧПУ или использовать специальное приспособление с ЧПУ.
Что такое приспособление с ЧПУ?
Лучшее определение приспособления с ЧПУ состоит в том, что оно является фактором стабильности и позиционирования. Это удерживающее устройство с широким применением, направленное на фиксацию, поддержку или правильную установку заготовки на станке с ЧПУ.
Приспособление с ЧПУ — важный инструмент, обеспечивающий соответствие и взаимозаменяемость в процессе производства. Другими словами, это способствует бесперебойной работе производства.
Вы также можете сказать, что зажимные приспособления с ЧПУ уменьшают количество усилий, прилагаемых человеком в производственном процессе. При этом многие сравнят их с джигами. Однако они разные. Кондуктор работает, чтобы направлять движение резака. Однако зажимные приспособления с ЧПУ не направляют фрезы. Они только закрепляют, поддерживают и стабилизируют заготовку в процессе производства.
Кроме того, с зажимными приспособлениями с ЧПУ инструмент перемещается вместе с заготовкой. При использовании приспособлений инструмент всегда неподвижен.
Применение приспособления с ЧПУ
Приспособление с ЧПУ имеет широкое применение в обрабатывающей промышленности везде, где применяется обработка с ЧПУ. Его функции интегрированы с типами операций ЧПУ, используемых в производственном процессе.
Используется при фрезеровании с ЧПУ, точении с ЧПУ, планировании с ЧПУ, фрезеровании пазов с ЧПУ и шлифовании с ЧПУ. Это также приведет к типам приспособлений с ЧПУ, которые мы демистифицируем ниже.
Как правило, конструкция приспособления ЧПУ отвечает за его применение:
- Позиционирование
Зажимы ЧПУ обеспечивают правильную фиксацию заготовки на станке относительно станков. Это также необходимо для того, чтобы убедиться, что поверхности машины соответствуют требованиям.
- Зажим
После позиционирования приспособление с ЧПУ прикладывает усилие к заготовке, чтобы прочно зажать ее во время любого производственного процесса.
Зажимные приспособления с ЧПУ используют эти два свойства в своих функциях. Например, позиционирование и фиксация играют важную роль в производстве в автомобильной промышленности. Там они закрепляют и направляют транспортные средства в процессе сварки и сборки.
Типы приспособлений с ЧПУ
Классификация зажимных приспособлений с ЧПУ — это то, что большинство людей, знакомых с этим инструментом, не понимают. Да, это не так просто. Поскольку это не просто, новичкам сложно понять идею инструмента. Однако с этим окончательным руководством вам нечего бояться. Этот раздел познакомит вас с типами приспособлений для ЧПУ с другой точки зрения.
На основе операции обработки с ЧПУ s
При классификации на основе операций с ЧПУ существует пять типов приспособлений с ЧПУ. Ниже приведено небольшое введение в приспособления для ЧПУ.
- Токарные приспособления
Токарная обработка с ЧПУ — это операция обработки с ЧПУ, при которой части заготовки удаляются при вращении вокруг одной оси. Токарные приспособления — это приспособления с ЧПУ, которые используются во время этого процесса.
- Фрезерные приспособления
Фрезерование с ЧПУ — это просто процесс резки с ЧПУ. В этом процессе компьютер направляет резак, чтобы отрезать необходимую часть заготовки. Фрезерные приспособления — это приспособления с ЧПУ, используемые в этом процессе.
- Приспособления для сверления
Сверление является популярным процессом в производственном процессе, и он более популярен при обработке с ЧПУ. Это просто означает сделать отверстие в заготовке. Приспособления с ЧПУ, используемые при сверлении с ЧПУ, называются приспособлениями для сверления с ЧПУ.
- Расточные приспособления
Растачивание с ЧПУ — это процесс обработки с ЧПУ, в котором инструмент используется для увеличения отверстий, уже просверленных с помощью сверления с ЧПУ. Приспособления, используемые в этом процессе, представляют собой расточные приспособления с ЧПУ.
- Шлифовальные приспособления
Шлифовка с ЧПУ включает удаление части заготовки с помощью шлифовального станка. Это еще один популярный процесс обработки с ЧПУ, используемый при фрезеровании с ЧПУ. Шлифовальные приспособления — это приспособления, применимые в процессах шлифования с ЧПУ.
Как правило, вы можете сделать ценный вывод о приспособлениях с ЧПУ на основе операций обработки с ЧПУ. Каждая операция обработки с ЧПУ, для которой требуется приспособление, имеет название операции. Поэтому у вас могут быть другие приспособления, такие как приспособления для хонингования с ЧПУ и приспособления для притирки с ЧПУ.
В зависимости от их использования
Вы можете классифицировать зажимные приспособления с ЧПУ в зависимости от их использования. Приспособления с ЧПУ в этой категории бывают пяти типов. Ниже небольшое введение в пятёрку.
- Универсальные приспособления
Универсальные приспособления с ЧПУ можно использовать на любой заготовке, легко регулируя их. Каждая часть приспособления регулируется и заменяется, чтобы соответствовать любой заготовке. Как и его название, универсальные светильники имеют очень широкую область применения.
- Специальные приспособления
Специальное приспособление — это приспособление с ЧПУ, идеально подходящее для конкретной заготовки. При использовании с этой конкретной заготовкой они дают массу преимуществ с точки зрения стабильности. Также есть более быстрая работа и удобство во время использования.
- Приспособления в сборе
Приспособления с ЧПУ в сборе могут возникнуть только после рассмотрения заготовки. Приспособления согласно требованию такой workpiece. Сборка осуществляется специальным методом. В зависимости от необходимости вы можете удалить или повторно использовать их, когда это необходимо.
- Модульные приспособления
Модульное приспособление легко реконструируется и реконфигурируется для соответствия любой заготовке. Они состоят из взаимозаменяемых компонентов и идеально подходят для работы со многими заготовками. Вы также можете демонтировать приспособление после завершения процесса. Модульные приспособления обеспечивают лучший и более гибкий производственный процесс.
- Комбинированные светильники
Комбинированные светильники бывают разных размеров и форм. Они идеально подходят для обработки множества заготовок разного размера и формы на станках.
На основе источника питания
Это последний процесс классификации, основанный на источнике питания приспособления с ЧПУ. Ниже приведены шесть типов приспособлений с ЧПУ в зависимости от источника питания.
- Ручной фиксатор.
- Пневматическое приспособление.
- Гидравлическое приспособление.
- Светильник электрический.
- Магнитный фиксатор.
- Вакуумное приспособление.
Что нужно знать, если вы хотите спроектировать или использовать приспособление с ЧПУ
Использование приспособления с ЧПУ или знакомство с правильной конструкцией приспособления с ЧПУ требует понимания многих вещей. Ниже приведены некоторые вещи, которые нужно знать, если у вас уже есть приспособление с ЧПУ или вам нужно специальное приспособление с ЧПУ.
- Повышает уровень допуска
Зажимные приспособления с ЧПУ повышают точность производственных операций. Поэтому важно убедиться, что его настройка повышает точность.
- Знайте, когда следует зажимать
Способ зажима оказывает огромное влияние на качество продукции. Хотя вы можете подумать, что лучше всего хорошо зажать заготовку, не делайте этого.
- Справочник по важным поверхностям
Вам может понадобиться указать важную заготовку на инструменте, если вы цените меньшее время работы. Однако не следует ссылаться на множество поверхностей, чтобы избежать путаницы.
- Будьте экономичны
Еще один важный момент, на который следует обратить внимание при разработке специального приспособления с ЧПУ, — это экономичность. Вам нужно знать количество деталей, которые вы делаете, и количество необходимых приспособлений.
Получите свое специальное приспособление с ЧПУ в Rapid Direct
Использование станков с ЧПУ требует понимания операций и используемых инструментов. С точки зрения получения конструкции приспособления с ЧПУ или простого приспособления с ЧПУ по индивидуальному заказу, в Rapid Direct вам гарантировано лучшее.
Мы являемся производственной компанией с правильным опытом, видением и способностью создавать лучшее. Именно на это мы ориентируемся при изготовлении или проектировании приспособлений с ЧПУ для наших клиентов.
У нас есть сертификат (ISO 9001:2015), который показывает, насколько мы заботимся о желаниях наших клиентов. В нашем учреждении работают квалифицированные инженеры с авторитетным образованием и опытом, которые ответят и дадут вам предложения. Короче говоря, с нами вы можете наслаждаться лучшим дизайном приспособлений с ЧПУ или всем, что связано с обработкой с ЧПУ, по низкой цене.
Получить мгновенное предложение
Заключение
Приспособления с ЧПУ — важный инструмент, окруженный пеленой тайны. Однако эта статья демистифицирует этот инструмент с точки зрения его типов и функций. Пройдя его, вы поймете процесс и мелочи, необходимые для более бесперебойной работы, между тем, когда вы думаете о бесперебойной работе и высоком качестве по низкой цене, подумайте о Rapid Direct.
Что такое приспособление с ЧПУ?
Приспособление с ЧПУ — это удерживающее устройство, широко используемое для закрепления, поддержки или правильной установки заготовки на станке с ЧПУ. Это важный инструмент, поскольку он обеспечивает соответствие и взаимозаменяемость в процессе производства.
В чем разница между зажимным приспособлением и приспособлением
Их основное различие заключается в их основных функциях, когда зажимное приспособление служит для направления движения фрезы. Однако приспособление с ЧПУ не направляет резак. Он только защищает, поддерживает и стабилизирует заготовку во время производственного процесса. Когда используется приспособление ЧПУ, инструмент также должен двигаться вместе с заготовкой. При использовании приспособлений инструмент всегда неподвижен.
Какие существуют типы приспособлений с ЧПУ?
Существует множество типов приспособлений с ЧПУ, которые можно разделить на три категории. Просмотрите статью о типах приспособлений с ЧПУ в каждой категории.
Типы зажимов и приспособлений
Приспособления и приспособления
- Шаблон шаблона
- Приспособление для пластин
- Приспособление для канала
- Приспособление для диаметра
- Приспособление для листьев
- Кольцевой шаблон
- Приспособление для коробок
- Токарные приспособления
- Фрезерные приспособления
- Приспособления для протяжки
- Шлифовальные приспособления
- Расточные приспособления
- Приспособления для врезки
- Дуплексные светильники
- Сварочные приспособления
- Сборочные приспособления
Мы знаем, что шаблоны и приспособления — это устройства, которые помогают в обработке деталей и уменьшают человеческие усилия, необходимые для производства этих деталей. Было объяснено, почему центральный токарный станок является идеальным станком для создания отдельных деталей разных форм и размеров. Тем не менее, для изготовления подобных объектов в больших количествах его использование неэкономично.
Для разных объектов могут потребоваться сверлильные, фрезерные, строгальные, шлифовальные станки и т. д. Для производства этих объектов одинаковых форм и размеров в массовом масштабе необходимы специальные инструменты путем удержания и определения местоположения задач, чтобы свести к минимуму повторную работу. Именно тогда в игру вступают различные типы приспособлений и приспособлений.
Принимая во внимание разнообразие характера обрабатываемых работ, качество и связанные с ними функции, типы зажимных приспособлений и приспособлений различаются. Ниже приведены различные виды приспособлений и приспособлений.
Шаблонное приспособление:
Шаблонное приспособление является самой простой из всех моделей. Пластина с двумя отверстиями действует как шаблон, закрепленный на обрабатываемой детали. Сверло проводится через эти отверстия шаблона, и необходимые отверстия сверлятся на заготовке в тех же относительных положениях, что и на шаблоне.
Приспособление для пластины:
Приспособление для пластины улучшает шаблон при помощи втулки для сверления на шаблоне. Пластинчатое приспособление используется для сверления отверстий в крупных деталях с соблюдением точного расстояния друг от друга.
Швеллерное приспособление:
Швеллерное приспособление представляет собой простой тип приспособления с каналообразным поперечным сечением. Компонент вставляется в канал и фиксируется вращением ручки с накаткой. Инструмент направляется через втулку сверла.
Шаблон для диаметра:
Шаблон для диаметра используется для сверления радиальных отверстий в цилиндрической или сферической заготовке.
Приспособление для листа:
Приспособление для листа имеет лист, который можно открывать или закрывать во время работы для погрузки или погрузки.
Кольцевой шаблон:
Кольцевой шаблон используется для сверления отверстий в деталях с круглыми фланцами. Заготовка надежно закрепляется на корпусе сверла, а отверстия сверлятся, проводя инструмент через втулки сверла.
Коробчатое приспособление:
Коробчатое приспособление имеет коробчатую конструкцию, внутри которой заготовка жестко удерживается, так что ее можно сверлить или обрабатывать под разными углами в одной настройке в зависимости от того, какая сторона приспособления повернута к инструменту.
Наша команда экспертов, обладающая знаниями различных производственных процессов, позволяет им проектировать и разрабатывать высокоточные инструменты без какого-либо влияния на требуемую форму/профиль. Посетите наш веб-сайт для более подробной информации.
ПОГОВОРИМ
Токарные приспособления:
Эти приспособления обычно устанавливаются на носовой части шпинделя станка или планшайбе и удерживаются заготовками. Приспособление может быть снабжено противовесом или балансировать приспособление для дисбаланса, когда это необходимо.
Фрезерные приспособления:
Фрезерные приспособления обычно устанавливаются на носовой части шпинделя станка или на планшайбе и удерживаются заготовками. Стол сдвигается и устанавливается в правильное положение относительно фрезы. Заготовки располагаются в основании приспособления и зажимаются перед началом операции.
Приспособления для протяжки:
Приспособления для протяжки используются на различных протяжных станках для размещения, удержания и поддержки заготовок во время операций, таких как операции протяжки шпоночных пазов, такие как протяжка шпоночных пазов, прошивка отверстий и т. д.
Фиксирующие приспособления:
Несколько компонентов требуют обработки на разных поверхностях, чтобы их обработанные поверхности или формы были равномерно распределены. Таких элементов необходимо индексировать ровно столько, сколько обрабатываемых поверхностей. Используемые удерживающие устройства (зажимы или приспособления) должны нести соответствующий индексирующий механизм. Приспособление, имеющее такое устройство, известно как фиксирующее приспособление.
Шлифовальные приспособления:
Эти приспособления могут представлять собой стандартные приспособления для удержания заготовки, такие как патроны, оправки, патроны с фигурными губками, магнитные патроны и т. д. Для шлифования наружных поверхностей при круглом шлифовании используются плоские или конические оправки. Заготовка располагается и удерживается на оправке с помощью отверстия таким образом, что внешняя поверхность может быть обработана точно концентрично отверстию. Для внутреннего шлифования наиболее стандартным приспособлением является патрон. Для удержания деталей неправильной формы приспособление предназначено так же, как токарные или расточные приспособления.
Расточные приспособления:
В этом приспособлении реализованы почти все основные принципы проектирования шаблонов и приспособлений; их конструкция не обязательно должна быть такой же прочной, как у фрезерных приспособлений, потому что им никогда не приходится выдерживать такие тяжелые режущие нагрузки, как при фрезерных приспособлениях, потому что им никогда не приходится выдерживать такие тяжелые режущие нагрузки, как при фрезеровании.
Приспособления для нарезки резьбы:
Приспособления для нарезки резьбы специально разработаны для позиционирования и надежной фиксации идентичных заготовок для нарезания внутренней резьбы в просверленных отверстиях. Детали необычной формы и несбалансированные всегда будут нуждаться в таких приспособлениях, особенно когда операция нарезания резьбы должна выполняться многократно в массовом масштабе на таких деталях.
Дуплексные приспособления:
Это название приспособления, которое одновременно удерживает два одинаковых компонента и облегчает одновременную обработку этих компонентов на двух отдельных станциях.
Сварочные приспособления:
Сварочные приспособления тщательно разработаны для удержания и поддержки различных компонентов, приваренных в нужных местах, и предотвращения деформации сварных конструкций. Для этого локационный элемент должен быть осторожным; зажим должен быть легким, но прочным, а расположение зажимных элементов должно быть вне зоны сварки. Крепление должно быть достаточно устойчивым и жестким, чтобы выдерживать сварочные напряжения.
Сборочные приспособления:
Назначение этих приспособлений состоит в том, чтобы удерживать вместе различные компоненты в правильном относительном положении при их сборке.
Источник:
Сообщение инженеров, https://www.theengineerspost.com/jigs-and-fixtures
Подробнее
Подробнее
производство
инженерия
Джиги
Светильники
Инструменты
Инструменты
машина
Пред.
Total Guide to CNC Jigsaw, Fixations, and Workholding Solutions for Mills
Введение
Зажим — это общий термин для любого устройства, используемого для прочного удержания заготовки во время ее обработки.
Тесно связанными терминами являются «приспособления» и «крепления».
Приспособление удерживает заготовку во время ее резки. Кондуктор удерживает заготовку, а также направляет фрезу. Учитывая ЧПУ, нет необходимости в приспособлениях, поскольку G-код направляет фрезу, поэтому этот термин в значительной степени связан с ручной обработкой.
«Крепления» — это в просторечии решения для закрепления деталей, которые изготавливаются на заказ для конкретной детали или ситуации.
Зажим состоит из двух компонентов:
– Собственно закрепляющее устройство, например, фрезерные тиски.
– Метод обнаружения и крепления этого зажимного приспособления к вашей машине. Это включает в себя вездесущие Т-образные пазы, а также модульные крепежные пластины, решения для 4-х осей и многое другое.
Мы рассмотрим различные методы поиска удерживающих устройств, а затем опишем ваш выбор удерживающих устройств.
Но сначала давайте поговорим о том, почему приспособления и приспособления важны и как узнать, когда вам нужно сделать специальное приспособление или приспособление.
Среди машинистов есть старая поговорка: на приспособлениях вы зарабатываете деньги. Если вы умеете делать приспособления, которые экономят время, вы получите большую прибыль. Или так говорится.
Но правда ли это? Всегда ли это так? Выиграет ли каждая работа от причудливых приспособлений?
Я составил бесплатный калькулятор приспособлений, который позволяет легко определить, подходит ли приспособление для вашей работы или нет. Он даже рассчитает, какой будет экономия (ROI), если вы создадите приспособление, сравнив два разных варианта крепления.
Бесплатный калькулятор приспособлений позволяет легко сравнивать сценарии, и он даже имеет опции в один клик, так что вы можете учитывать:
- Повторные запуски: Какова экономия после того, как приспособление будет изготовлено, а клиент повторно закажет еще один запуск?
- : экономится время на настройку, поскольку вы можете просто установить приспособление на штифты с помощью модульной крепежной пластины и запустить.
- : Возможно, лучшим является устройство смены поддонов, которое позволяет загружать/выгружать поддон, пока машина работает с другим поддоном.
Модульное крепление
Устройство смены поддонов
Я также снял видео, в котором рассказывается о возможной экономии за счет использования приспособлений и демонстраций о том, как использовать бесплатный калькулятор приспособлений, чтобы определить, какой может быть экономия в конкретных сценариях:
Я хочу особо поблагодарить Дэйва Бишопа из MiteeBite. Дэйв и команда MiteeBite забыли о креплении больше, чем большинство из нас когда-либо узнает, и он дал мне несколько отличных предложений по улучшению калькулятора креплений. Кроме того, если вы проводите оценку стоимости работы, обязательно ознакомьтесь с нашим программным обеспечением G-Wizard Estimator. Калькулятор креплений появился там, и в программе есть много других полезных калькуляторов и функций, помогающих в оценке стоимости работ.
Теперь, когда у вас есть возможность увидеть, как приспособления и приспособления могут помочь в вашей работе, давайте углубимся в детали того, как это делается!
Позиционирование для удерживающих устройств
Т-образные пазы
Т-образные пазы являются наиболее распространенным методом позиционирования и удерживания вашего решения для крепления…
Т-образные пазы являются наиболее распространенным способом позиционирования и удержания Рабочий раствор. Они простые, надежные и работают. Чтобы прикрепить что-либо к столу с Т-образными пазами, используйте гайки с Т-образными пазами и подходящие шпильки или другие крепежные детали, подходящие к гайкам:
Гайки с Т-образным пазом…
Несмотря на то, что они распространены, они имеют некоторые недостатки по сравнению с другими решениями. Помимо того, что Т-образные пазы могут собирать стружку и другой мусор, их самым большим недостатком является то, что трудно вернуть тиски или другое приспособление на стол в том же месте и в том же положении. Это может привести к дополнительной работе каждый раз, когда необходимо настроить машину с новым зажимом для новой работы. Со временем цена этой неэффективности может быть довольно большой.
Только представьте, что если бы вместо устройства смены инструмента и таблицы инструментов вам приходилось каждый раз набирать каждый инструмент при его использовании? Разве это не будет огромным блоком производительности в вашем рабочем процессе обработки? Что ж, время настройки также может быть большим блоком производительности, и Т-образные слоты не помогают в этом.
Есть несколько решений, которые пытались сделать их немного лучше:
Исправление пазов
Мы можем проверить Т-образные пазы машины, чтобы убедиться, что они проходят параллельно оси движения, проведя по ним Индикатор циферблатного теста (DTI). Если нет, мы можем их перемолоть. Многие люди ненавидят идею намеренного фрезерования своего стола, но если Т-образные пазы не соответствуют действительности, а вам нужно, чтобы они были таковыми, трудно понять, какой у вас есть выбор. Но есть выбор, который предполагает использование чего-то другого, кроме T-Slots, как мы вскоре увидим.
Тиски и приспособления с ключами
Если ваши Т-образные пазы соответствуют действительности, вы можете установить ключи на нижнюю часть тисков или крепежных пластин, которые совпадают с Т-образными пазами. Вы также можете установить ключи в Т-образные пазы, которые выровняют край пластины или основания тисков. Это может сэкономить вам довольно много времени на перетаскивание тисков и тому подобного, и это несложно сделать, поэтому об этом определенно стоит подумать.
Проблема в том, что такого рода решения помогут с одним измерением (обычно короткое измерение стола является измерением Y и выровнено перпендикулярно пазам), но у нас все еще есть проблема позиционирования по оси T -Слот.
К счастью, есть лучший способ в виде вспомогательных пластин для крепления (также называемых инструментальными пластинами).
Промежуточные пластины крепления, инструментальные плиты и модульные крепления
Промежуточные пластины крепления (также называемые крепежными пластинами или инструментальными пластинами) представляют собой пластины, которые устанавливаются поверх стола с Т-образным пазом, чтобы обеспечить новый способ позиционирования и фиксации Работа. Типичная инструментальная пластина выглядит следующим образом:
Типичная инструментальная пластина…
Инструментальная пластина обычно использует сетку отверстий, которые чередуются между отверстиями для прецизионных штифтов для позиционирования и резьбовыми отверстиями для крепежа. Если эта сетка точно позиционирует (или даже если это не так и позиции точно известны), у вас есть очень повторяемый способ установки Workholding на пластину. Установочные штифты обеспечивают точное расположение с точностью до полутысячной. Представьте, что вы можете поместить тиски, установленные на собственной крепежной пластине с установочными штифтами и отверстиями для крепежа, на инструментальную пластину и добиться повторяемости с точностью до полутысячной. Если все ваши приспособления могут падать на инструментальную плиту, вы действительно можете очень быстро переключить станок на новую конфигурацию крепления. Экономия времени позволяет очень быстро окупить стоимость такой системы.
Имея в руке пневматический храповик, тиски можно установить на одну из этих пластин в течение минуты или двух. Станок с ЧПУ можно перенастроить за 5–10 минут для совершенно другой работы. И навыки, требуемые от операторов станков, а также вероятность ошибок значительно снижаются, если приспособления не нужно каждый раз тщательно подбирать. Есть преимущества и в создании модульного g-кода, поскольку он может опираться на сетку позиционирования инструментальной плиты.
Если требуется точность более полутысячных, часто лучше использовать зондирование вместе с выбранной параметризацией g-кода для исправления оставшейся ошибки. Вы можете попробовать более точно ввести данные вручную, но зондирующее решение может полагаться на то, что все будет почти правильно, чтобы определить последнюю небольшую часть исправления ошибок, которая должна быть применена в самом g-коде. Например, можно применить вращение к g-коду на основе результатов датчиков для траектории (то есть выравнивания вещей по оси движения) очень точно, почти в правильной ситуации.
Инструментальные пластины обычно изготавливаются из чугуна или алюминия, хотя доступны и стальные пластины. Их можно купить или сделать с нуля. Чтобы получить полное руководство, обязательно посетите нашу страницу с крепежными пластинами.
Модульное крепление
Еще одна вещь, которую помогают инструментальные пластины, — это модульное крепление. Когда у нас есть фиксированная сетка, на которую можно положиться, мы можем приобрести готовые крепежные компоненты, которые будут соответствовать сетке. Это может сэкономить довольно много средств по сравнению с необходимостью изготовления всего по индивидуальному заказу.
Шариковые замки и другие быстросменные инструментальные пластины
Надеюсь, вы уже поняли, сколько времени на настройку можно сэкономить, используя инструментальные пластины. Что может быть лучше? Почему есть как минимум два разных способа улучшить тему: быстросменные инструментальные пластины и поддоны.
Благодаря системе быстрой замены время, необходимое для работы с установочными штифтами и крепежными элементами, сокращается за счет некоторого интегрированного решения, которое обеспечивает точное позиционирование и очень быструю фиксацию. Одной из таких является система Jergens Ball Lock:
Шариковые замки — это быстроразъемная система для инструментальных плит…
С помощью этой системы вы получаете точное позиционирование и надежную фиксацию с помощью 4 шариковых замков. Просто совместите пластину с вспомогательной пластиной (которая имеет втулки ресивера и прикреплена к столу), вставьте хвостовики с шаровым фиксатором в отверстие, поверните болт сверху хвостовика с шаровым фиксатором, и все готово. Скрутить четыре болта и не возиться со штифтами или дополнительными крепежными элементами — это действительно быстро и просто. Джергенс говорит о 30-секундном времени смены приспособлений, что действительно очень быстро.
Поддоны
Следующим шагом являются поддоны. Думайте о них как об инструментальных плитах с механическим приводом, тогда как все остальное, о чем мы говорили, управляется вручную. Типичная машина с поддонами позволяет вам устанавливать один или несколько поддонов, пока машина работает с другим. Операция смены поддона циклически перемещает старый поддон за пределы зоны фрезерования станка и вводит новый. Это сводит к минимуму время простоя станка и позволяет выполнять настройку параллельно с обработкой.
Некоторые машины имеют так называемые «пулы поддонов», которые позволяют заранее настроить несколько поддонов и запланировать их запуск. Пул поддонов может позволить машине работать без присмотра в течение достаточно долгого времени и может быть полезным строительным блоком для полной автоматизации.
Поддоны обычно можно увидеть только на горизонтальных обрабатывающих центрах и некоторых высококлассных вертикальных обрабатывающих центрах. Они определенно представляют собой полноценную производственную функцию, которая довольно дорогая, поэтому стоимость должна быть оправдана необходимостью постоянного штампования деталей машинами.
4-я ось, цапфовые приспособления, надгробия и колонны инструментов
Иногда полезно иметь возможность применить к нашему мышлению другое измерение — в данном случае 4-ю ось. В ЧПУ 4-я ось обычно представляет собой ось вращения, которая выровнена для вращения вдоль оси, параллельной одной из трех других осей станка. На вертикальных фрезерных станках 4-я ось часто параллельна X или Y и направлена вниз. На горизонтальном фрезерном станке 4-я ось также параллельна X или Y, но она направлена вверх. Оба метода прекрасно работают, но 4-я ось горизонтального фрезерного станка часто имеет больший зазор, поскольку заготовка никогда не оказывается зажатой между столом и осью.
С точки зрения заготовки, 4-ю ось можно использовать для введения новых ориентаций в двух целях:
1. Она обеспечивает доступ к большему количеству сторон детали, поэтому обработка может продолжаться без необходимости переворачивать детали вручную.
2. Это позволяет получить доступ к большему количеству частей, которые могут быть расположены вокруг 4-й оси.
Чтобы узнать больше об этих способах крепления, ознакомьтесь с нашей замечательной серией статей об основах 4th Axis.
Является ли ручная обработка быстрее, чем ЧПУ для простых деталей?
Зажимные приспособления
Увидев, как мы собираемся расположить и прикрепить наши Зажимные приспособления к нашему фрезерному станку, давайте углубимся в то, какие типы зажимных приспособлений доступны.
Фрезерные тиски
Пара фрезерных тисков расположена рядом на столе станка…
Не будет большим преувеличением сказать, что на сегодняшний день самым популярным решением для закрепления являются фрезерные тиски. В то время как есть много производителей таких тисков, детище с плаката — Курт, который поставил свои первые «Курт Тиски» в 1919 году.50-е годы.
Более подробное описание машинных тисков см. в нашем Полном руководстве по машинным тискам. Он полон отличной информации.
Пластины, приспособления для пластин и зажимы
Какими бы полезными ни были тиски, они подходят для размеров деталей. Им трудно работать с действительно большими тарелками, хотя, как уже упоминалось, вы можете перемещать челюсти наружу для тарелок среднего размера. И они также могут быть меньше оптимальных для очень мелких деталей. Конечно, вы можете поместить несколько деталей в набор мягких губок, но пространство между соседними тисками и пространство, необходимое для механизма тисков, затрудняет полное заполнение стола таким количеством мелких деталей, которое вы могли бы в противном случае.
Трудно добиться такой плотной упаковки мелких деталей с помощью тисков, но с помощью пластины это легко сделать. В этом используются зажимы Mitee Bite Pit Bull. Эффект мало чем отличается от крошечных фрезерных тисков, разработанных для идеальной подгонки каждой детали.
Когда приходит время обрабатывать большие листы или большое количество мелких деталей, обычно наступает время снять тиски со стола и использовать зажимное решение на основе зажимов.
Ступенчатые зажимы
Наиболее распространенный тип зажимов называется ступенчатыми зажимами, поскольку на них выточены небольшие ступеньки. Они обычно используются с Т-образными пазами, хотя вы также можете прикрутить их к инструментальной плите. Вот некоторые типичные ступенчатые зажимы:
Ступенчатый зажим, удерживающий пластину, ступенчатый блок, поддерживающий конец зажима, и болт, проходящий через гайку с Т-образным пазом…
Типовой набор ступенчатых зажимов…
На фото стандартный набор ступенчатых зажимов. Может быть удобно запастись дополнительным набором, чтобы у вас было больше зажимных деталей для работы. Укладывая ступенчатые блоки друг на друга и используя более длинные болты, вы можете зажимать довольно высокие заготовки. При использовании ступенчатых зажимов держите болт ближе к заготовке, а не к ступенчатому блоку. Кроме того, может быть полезно наклонить зажим вниз к детали, подняв ее на ступень или две выше уровня. Вы также можете поместить прокладку из мягкого материала между зажимом и заготовкой, если хотите не повредить заготовку. Для этой цели отлично подойдет банка из-под газировки, если вы отрежете ножницами несколько полосок.
Пальцевые зажимы
Ступенчатые зажимы захватывают верхнюю часть заготовки, что иногда неудобно, поскольку может потребоваться обработка захватываемой области. Пальцевые зажимы захватывают боковую часть заготовки, обеспечивая полный доступ к верхней части заготовки. Доступно большое разнообразие различных стилей:
Этот зажим для носка перемещает зажим вниз по уклону, когда он затянут, чтобы прижать к заготовке…
Эти зажимы Mitee Bite Edge имеют заготовку по мере ее затягивания…
Опоры для выступов: закрепление с помощью программного обеспечения CAM
Что, если бы ваше программное обеспечение CAM могло решить за вас некоторые серьезные проблемы с закреплением, разве это не было бы здорово?
Оказывается, некоторые программы CAM могут значительно помочь с заготовкой, автоматически создавая вкладки. Вот видео о возможностях MeshCAM для создания опор для выступов, чтобы помочь в обработке детали, которая должна обрабатываться с 2 сторон и которую неудобно держать иначе:
Использование MeshCAM для добавления опор для выступов, чтобы вы могли обрабатывать деталь с 2 сторон…
Мы предлагаем MeshCAM в CNCCookbook, потому что это один из самых простых в использовании пакетов CAM.
Двусторонняя лента, клей, воск и сплавы с низкой температурой плавления
Некоторые детали очень трудно удерживать, потому что они слишком тонкие или их форма не позволяет их зажать. Некоторые решения для этих ситуаций представлены в виде двусторонней ленты, клея, воска и сплавов с низкой температурой плавления.
Клей должен выделяться при необходимости. Например, Super Glue высвобождается при определенной температуре, как и LocTite. Испарения от него токсичны, поэтому позаботьтесь о выпуске с хорошей вентиляцией. Двусторонний скотч может отлично работать, особенно для очень тонких материалов.
Воск и сплавы с низкой температурой плавления (обычно сплавы висмута) могут использоваться для заливки заготовки и создания области захвата. Когда механическая обработка завершена, можно расплавить воск или сплав и сохранить для повторного использования.
Вакуумные приспособления
Необходимо приложить равномерное давление, чтобы прижать деталь? Возможно, вакуумное приспособление является ответом. Атмосферное давление на уровне моря составляет 14,7 фунта на квадратный дюйм. Вакуумное приспособление создает вакуум под деталью, так что воздух давит на каждый квадратный дюйм верхней части с давлением 14,7 фунта. Это может создать значительную удерживающую силу, если имеется достаточная площадь поверхности, независимо от формы верха или толщины материала. У нас есть хорошая статья о том, как создать свои собственные вакуумные приспособления, которая очень популярна. Для получения более подробной информации о вакуумном держателе посетите нашу страницу вакуумного стола и нашу страницу вакуумного стола DIY.
Возможно, самым большим недостатком вакуумных приспособлений является то, что их прижимная сила ограничена площадью поверхности, а это означает, что мелкие детали могут легко отделиться. Когда силы резания превышают силу прижима вакуумного стола, деталь выскакивает и, как правило, разрушается. Это обычная проблема для пользователей вакуумных столов, особенно для небольших деталей с небольшой площадью поверхности. До сих пор проблема решалась методом проб и ошибок, но наше программное обеспечение G-Wizard Calculator теперь имеет возможность ограничивать силы резания до тех значений, которые может выдержать ваш вакуумный стол. Для получения дополнительной информации ознакомьтесь с нашей статьей об этой специальной функции.
Патроны и цанговые патроны: для круглых деталей
Хотя мы обычно думаем об обработке круглых деталей на токарных станках, во многих случаях вам может потребоваться их фрезерование. Если у вас есть токарно-фрезерный станок, возможно, нет необходимости ставить их на фрезерный станок, но если у вас его нет или вам просто нужно обработать некоторые круглые детали на фрезерном станке, вы можете использовать тот же workholding решения Использование токарных станков. Просто привинтите или закрепите их к столу фрезерного станка. Например, используйте 3-х кулачковый патрон или набор цанговых патронов.
Токарные патроны особенно распространены на 4-х осях, потому что мы часто начинаем с круглого материала.
Время от времени мы помещаем круглые детали на мельницу, потому что это намного быстрее. Рассмотрим эту установку для обработки круглых деталей:
Я бы никогда не догадался об этом, но Геоф из CNCZone говорит, что следующая установка 4-осевого фрезерного станка смогла обработать эти алюминиевые стержни по длине, обеспечить квадратность поверхностей и просверлить и нарезать отверстие быстрее, чем он мог бы сделать это на токарном станке. Вы можете представить, что каждая из этих круглых деталей представляет собой цангу 5C, и внезапно вы установите еще несколько деталей на свою 4-ю ось. Вероятно, на такой установке можно сделать их по всем 4 сторонам света.
Разжимные оправки, оправки и шпильки
Прижимы для пальцев — это одно из решений, позволяющее удерживать заготовку вдали от фрезерования, но мы можем сделать еще лучше, используя разжимные оправки, оправки или шпильки. Идея состоит в том, чтобы поместить расширительный цилиндр в отверстие на нижней стороне заготовки и расширить его, чтобы зафиксировать заготовку на месте. Как только это будет сделано, вы можете получить доступ к заготовке со всех сторон, кроме нижней, не сталкиваясь с заготовкой (помните, где находятся оправки, чтобы у вас не было ни одной в середине кармана, ожидающей удара!).
Вот приспособление, использующее распорные шпильки:
Поверните болт, чтобы открыть распорную шпильку и зажать заготовку…
Существует большое разнообразие таких приспособлений для ваших нужд. Они особенно распространены для токарных станков, но, как мы уже упоминали, вы можете использовать станок в течение всего дня, если вы найдете способ установить его на свой стол.
5-осевой зажим
5-осевой зажим, как и большинство 5-осевых инструментов, представляет собой совершенно другой мир. Я не буду здесь вдаваться в подробности, за исключением того, что вам нужны различные виды крепления, когда вы можете получить доступ к детали практически с любого направления. При таком виде закрепления становится более сложной задачей, чтобы держатель не мешал фрезерованию детали.
Основы проектирования инструментов. Конструкция приспособлений
Приспособления — это держатели, предназначенные для удержания, размещения и поддержки заготовки.
во время цикла обработки. В отличие от зажимных приспособлений, приспособления не направляют резку.
инструмент, но они предоставляют средства для ссылки и выравнивания режущего инструмента по
заготовка. Светильники обычно классифицируются по машине, с которой они
предназначены для использования. Иногда добавляется подкласс для дальнейшего
укажите классификацию светильника. Эта подклассификация определяет
конкретный тип механической обработки, для выполнения которой приспособление предназначено. За
например, приспособление, используемое с фрезерным станком, называется фрезерным приспособлением;
однако, если операция, которую он должен выполнять, представляет собой групповое фрезерование, это также может быть
называется сборно-фрезерным приспособлением. Аналогично, приспособление для ленточной пилы, предназначенное для
операции по прорезанию пазов можно назвать приспособлением для прорезывания ленточной пилой.
Сходство между зажимными приспособлениями и приспособлениями обычно заканчивается конструкцией
корпус инструмента. По большей части светильники рассчитаны на то, чтобы выдерживать большие нагрузки.
большие напряжения и силы инструмента, чем зажимные приспособления, и всегда должны быть надежно закреплены.
прикручен к машине. По этим причинам проектировщик должен знать
надлежащее расположение, поддержка и методы зажима при креплении любой детали.
Общие положения
Стоимость, производственные возможности, производственный процесс, долговечность деталей и инструментов
являются некоторые из общих соображений, которые должны разделить внимание с
заготовка при проектировании приспособления.
В этом разделе дается объяснение этих элементов, которые необходимо учитывать
и модифицированы для конкретной заготовки или производственной ситуации, чтобы обеспечить
удачный дизайн светильника.
Хотя на практике каждое конструктивное соображение рассматривается отдельно, все
обычно учитываются одновременно при проектировании приспособлений. Итак, дизайнер должен
определить последствия проектного решения, которое может иметь полное, общее
функцию и работу инструмента. Изменения в конструкции светильника очень
проще и дешевле сделать, пока инструмент еще на бумаге. Они
очень дороги, когда они должны быть сделаны во время производства или после
инструмент построен.
Стоимость крепления
Как и в случае со всеми инструментами, первое, на что следует обратить внимание при проектировании приспособления, — это стоимость.
против пользы. Объем производства, скорость или точность должны гарантировать
дополнительные расходы на специальную оснастку. Кроме того, светильник должен платить за
себя с экономией, полученной от его использования, в кратчайшие сроки.
После того, как принято решение о необходимости приспособления, печать детали, обработка
спецификации и другие производственные документы изучаются для определения
лучший и самый дешевый тип инструмента. Детали, такие как поиск и поддержка
деталь, зажим и привязка инструмента должны быть рассмотрены в начальном
дизайн.
Разработчик инструмента должен знать экономику достаточно, чтобы определить относительную
Соотношение затрат и выгод любой конструкции инструмента. Будь то временное или постоянное
инструменты должны быть использованы и сколько денег должно быть запрошено для
Workholder — это решения, которые дизайнер взвешивает, чтобы получить реалистичную картину
производственные затраты.
Разработчик инструмента должен не только подготовить точную смету расходов,
но эти оценки и стоящие за ними решения также должны быть полностью
оправдано перед руководством.
Производственные мощности
Станок, предназначенный для обработки, должен быть проверен.
Каждая деталь, которая может повлиять на монтаж и работу светильника
должны быть рассмотрены. Размеры стола, ход стола по всем осям, размер шпинделя и
движение, качание шпинделя, расстояние между центрами и установка держателя
методы являются типичными примерами моментов, которые проектировщик должен рассмотреть, прежде чем
приступаем к проектированию светильника.
Большое внимание уделяется состоянию заготовки, которую должен держать
предлагаемый рабочий держатель для следующей операции, которая будет выполнена.
Сюда входят физические характеристики заготовки (т. е.
она круглая, неправильная, крупная, тяжелая, слабого или сильного сечения и т. д.).
Операция, которую необходимо выполнить, и физические характеристики будут определять
должна ли заготовка оставаться неподвижной или двигаться по определенной траектории
относительно режущего инструмента. Станки производят необходимые движения для
заготовки и режущего инструмента. Большинство этих движений прямолинейны.
или поворотный, или их комбинации.
Некоторые операции создают неправильный путь для режущего инструмента
на заготовке. Этот кажущийся неправильным путь часто является результатом
сочетание нескольких прямолинейных и вращательных движений. За исключением скорости
рассмотрение и степень достижимой простоты, только относительная
движение режущего инструмента к заготовке имеет большое значение. Например,
поворот фланцев на корпусе клапана или фланцевом Т-образном фитинге может
выполняться при вращении заготовки или инструмента (см. рис. 1).
Движется ли заготовка или режущий инструмент прямолинейно, вращается,
или движется в некоторой комбинации того и другого, конструкция требует тщательной координации
оправки к заготовке и оправки к станку.
Операции, при которых заготовка вращается, требуют большой осторожности при работе с насадкой.
держателя заготовки к станку и средству приведения в действие
рабочий. Неуравновешенные массы в оправке и заготовке должны быть
минимизируется правильной балансировкой. Особенно это касается высокоскоростных приложений,
таких как токарная обработка карбидом вольфрама, металлокерамикой, керамикой, кубическим нитридом бора
(CBN) и алмазные режущие инструменты.
Вес и размер заготовки влияют на тип и размер станка
инструмент, используемый для конкретной операции. Общий вес держателя
и часть должна быть тщательно подобрана к вместимости путей, кровати, стола,
и шпиндели станков. Чрезмерный вес может привести к деформации
в станке, вопросы безопасности и неаккуратная работа.
РИС. 1. Обработка корпуса клапана либо (а) вращением заготовки, либо (б)
вращение инструмента.
В тех случаях, когда указанная машина не является лучшим выбором или когда
машина не может выполнить требуемую операцию, разработчик должен проконсультироваться
инженер-технолог, чтобы определить, можно ли использовать другой станок. Пока
рекомендуется полностью использовать возможности машины, перегружая
маленький станок не эффективен. Часто деньги можно сэкономить, используя
более крупный станок. Запуск небольшой машины с максимальными ограничениями или возможностями
в течение длительного производственного цикла не только сократит ожидаемый срок службы
станок, но он также не может обеспечить необходимую степень точности
в части. Если есть какие-либо вопросы относительно расчетной требуемой мощности
за работу и доступную мощность в станке, конструкторе или процессе
инженер должен выбрать машину с большей доступной мощностью, чем требуется
для операции. Перед окончательной доработкой конструкции любого приспособления проектировщик должен
убедитесь, что станок будет соответствовать приспособлению во всех отношениях.
При проектировании приспособления режущий инструмент является еще одним фактором, который необходимо учитывать.
тщательно оценивается.
Как и в случае с зажимными приспособлениями, фрезы, предназначенные для приспособлений, должны, по возможности,
быть стандартных, готовых размеров. Проектирование специальной фрезы при стандартной
резак будет работать очень дорого. Даже если стандартный резак требует
небольшая модификация приспособления, преимущества и экономия, полученные по сравнению с
срок службы приспособления с лихвой окупит дополнительное время проектирования.
Производственный процесс
Разработчик инструмента и инженер-технолог должны работать вместе, чтобы определить
наилучший метод изготовления детали. Оптимальная ситуация в креплении
где деталь можно зажать один раз и не снимать с приспособления до тех пор, пока
он полностью обработан. Это сокращает дорогостоящую обработку деталей и сводит к минимуму
вероятность ошибок при переключении детали с одного приспособления на другое.
В случаях, когда деталь должна быть удалена из приспособления, конструктор инструмента
и инженер-технолог должен найти методы для обработки детали, которая требует
наименьшее количество смен приспособлений. Когда требуется более одной машины,
рассмотрите возможность перемещения приспособления и детали от станка к станку.
Для достижения наименьшей себестоимости детали в производстве приспособление должно быть быстрым
работает, легко загружается и разгружается и имеет надежный, надежный метод
нахождения детали. Кроме того, когда объем производства позволяет
больше денег, которые будут потрачены, следует рассмотреть полуавтоматические или автоматические инструменты.
По мере увеличения объема производства появляется возможность больше сэкономить на детали
резко увеличивается. Обработка нескольких деталей и силовой зажим являются другими
области, которые можно изучить для снижения себестоимости продукции.
При всех операциях величина и направление сил, создаваемых
операция по удалению материала определяет необходимую удерживающую силу. Резка
силы должны удерживаться в определенных пределах, чтобы деталь не могла деформироваться до величины
это повлияет на требуемую точность. Жесткость и прочность заготовки
ограничить применимые удерживающие силы, а также скорость и количество съема металла
в единицу времени. Тонкостенная деталь может не выдержать сильного резания.
и силы удержания без искажений или повреждений.
Установка или крепление рабочего патрона или заготовки к станку
инструмент должен быть расположен таким образом, чтобы усилия, возникающие при операции удаления материала,
поглощаются наиболее прочными и жесткими частями станка. Резать
силы должны стремиться удерживать оправку к станине станка.
а не убрать его. Проекция должна быть минимизирована между точкой
приложена сила резания и ближайшая опора. Силы резания
которые действуют параллельно кровати, столу и лицевой панели, должны применяться как можно ближе
к кровати, насколько это возможно. Кроме того, никогда не следует допускать силы резания.
преимущество большого плеча рычага, которое может увеличить склонность к ослаблению
или оторвите заготовку и оправку от их приспособлений. Этот
в отличие от удерживающих сил, где влияние большого плеча рычага или
механическое преимущество всегда желательно.
РИС. 2 показан патрон токарного станка и короткая обрабатываемая деталь.
разрез относительно близко к опорному подшипнику шпинделя и не вызывает затруднений
ожидается. Однако увеличение длины заготовки приведет к уменьшению резания.
инструмент большего плеча; будет создаваться более высокая боковая тяга, что может вызвать
трудности в подшипнике шпинделя. Заготовка прогнется намного больше
если удаляется стружка того же размера, что и на коротком куске.
Результатом может быть неэффективное удаление материала, вибрация инструмента, низкая точность,
и плохой срок службы инструмента.
Деталь
РИС. 2. Сведение к минимуму силы резания за счет применения удерживающей силы как можно ближе к
до места применения инструмента.
В сочетании с общими, машинными и технологическими соображениями деталь
также должен быть основным фактором при проектировании светильника. Все соответствующие детали,
таких как расположение и зажимные поверхности, методы зажима, области, требующие
механическая обработка,
требуемый объем механической обработки и желаемая степень чистоты поверхности
все это необходимо учитывать на начальном этапе проектирования приспособления.
Типы приспособлений
Приспособления классифицируются либо по машине, на которой они используются, либо по
процесс, который они выполняют на конкретном станке. Однако приспособления также
могут быть идентифицированы по их основным конструктивным особенностям. Например, токарный станок
приспособление для точения по радиусу классифицируется как токарно-радиусное токарное приспособление.
Но если бы в этом же приспособлении была простая пластина с множеством локаторов и
зажимы, установленные на планшайбе, ее также можно рассматривать как приспособление для пластины.
Как и приспособления, приспособления изготавливаются в различных формах.
Хотя во многих приборах используется комбинация различных функций, почти все
можно разделить на пять отдельных групп. К ним относятся пластинчатые приспособления, угловые пластины
приспособления, приспособления для тисков, индексные приспособления, а также многокомпонентные или многостанционные
приспособления.
Пластинчатые приспособления
Пластинчатые приспособления, как следует из их названия, изготовлены из пластины с
разнообразные локаторы, опоры и зажимы (рис. 3). Они наиболее распространены
тип. Их универсальность позволяет адаптировать их к широкому спектру различных
Станки.
Пластинчатые приспособления могут быть изготовлены из любого количества различных материалов, в зависимости
по применению приспособления. Например, если нужен большой светильник,
и требуется только сделать несколько деталей, пластину из алюминия или магния
можно выбрать, чтобы свести вес прибора к минимуму. Если, однако,
вес не имеет значения и нужно сделать большое количество деталей, другое
может быть выбран такой материал, как инструментальная сталь.
Аналогичным образом, если для детали или процесса требуется материал, устойчивый к коррозии,
может быть выбран сплав на основе никеля. Но, как это обычно бывает, сочетание
Для изготовления пластинчатого крепления могут использоваться различные материалы. Часть
обрабатываемый процесс и выполняемый процесс являются единственными направляющими инструмента.
есть у дизайнера при выборе материала.
Угловые приспособления
Крепление угловой пластины на РИС. 4 представляет собой модифицированную форму крепления пластины. Здесь,
вместо того, чтобы иметь опорную поверхность, параллельную монтажной поверхности,
приспособление с угловой пластиной имеет опорную поверхность, перпендикулярную его креплению
поверхность. Эта конструкция полезна для операций обработки, выполняемых перпендикулярно
к основной опорной поверхности приспособления.
Другим вариантом базового крепления угловой пластины является модифицированная угловая пластина.
приспособление (РИС. 5). Данная конструкция отличается от базовой угловой пластины тем, что
где крепление угловой пластины рассчитано на 9угол 0° к его установке
поверхность, модифицированная угловая пластина предназначена для размещения углов, отличных от
90°.
РИС. 3. Пластинчатые приспособления.
РИС. 4. Крепление уголковое.
Крепления для тисков
Крепежные приспособления для губок тисков представляют собой в основном модифицированные вставки губок тисков, обработанные в соответствии с
конкретный рабочий элемент. При эксплуатации модифицированные губки тисков устанавливаются на место
стандартных закаленных губок, обычно снабженных тисками для фрезерных станков.
Крепежные приспособления с тисками являются наименее дорогим в производстве типом приспособлений, и
поскольку задействовано так мало деталей, их также проще всего модифицировать.
РИС. 6 показано несколько примеров деталей, которые легко крепятся с помощью этого типа
рабочий.
Основное преимущество использования зажимных тисков заключается в том, что
элементы должны быть построены в соответствии с каждой частью. Тиски фрезерного станка
содержит зажимные элементы и средства для крепления приспособления к
машинный стол. Если необходимо обработать простые или сложные углы, тиски с
эти возможности можно использовать. Единственные ограничения на использование этого типа
приспособление — это размер детали и возможности имеющихся тисков.
Фиксирующие приспособления
Делительные приспособления (РИС. 7), как и делительные шаблоны, используются для привязки заготовок.
которые должны иметь детали машины, расположенные на заданных расстояниях. Типичный
индексное приспособление обычно делит деталь на любое количество равных промежутков,
например, те, которые используются для геометрических фигур или шестерен.
Некоторые из них могут использоваться для поиска и привязки заготовки к неравным расстояниям.
Независимо от конфигурации заготовки, делительные приспособления должны
иметь положительные средства для точного определения и поддержания индексированного положения.
Наиболее распространенным устройством, используемым для определения местоположения и индексации, является простое индексирующее устройство.
штифт, как показано на фиг. 7.
Многокомпонентные приспособления
Многокомпонентные или многопозиционные приспособления (РИС. 8) обычно используются для одного из
две цели: обработка нескольких деталей в одной установке или обработка отдельных деталей
части последовательно, выполняя различные операции на каждой станции.
Классификация приспособлений
Как упоминалось ранее, приспособления обычно классифицируются по типу машины.
инструмент, с которым они предназначены для использования. В следующих разделах представлены
краткое описание каждой из основных классификаций приспособлений и их
основные характеристики конструкции.
РИС. 5. Модифицированное крепление угловой пластины.
РИС. 6. Тиски-кулачки.
РИС. 7. Индексация светильников.
РИС. 8. Многокомпонентное или многостанционное приспособление.
Приспособления для фрезерования
Фрезерные приспособления являются наиболее распространенным типом используемых приспособлений. Простейший
тип фрезерного приспособления – фрезерные тиски, устанавливаемые на столе станка.
Однако по мере того, как размер, форма или сложность заготовки становятся все более сложными,
так же и приспособление. Ниже приведены некоторые моменты, которые следует учитывать при проектировании.
приспособления для фрезерных работ.
• Конструкция должна позволять обрабатывать столько поверхностей детали, сколько
возможно без снятия детали.
• По возможности инструмент следует менять в соответствии с деталью. Движущийся
деталь для размещения одной фрезы для нескольких операций не такая точная
или эффективен, как сменные фрезы.
• Локаторы должны быть спроектированы таким образом, чтобы выдерживать все силы и толчки инструмента. Зажимы
не следует использовать для сопротивления усилиям инструмента.
• Должно быть выделено свободное пространство или достаточно места для обеспечения
пространство для смены фрез или загрузки и выгрузки детали.
• Фрезерные приспособления должны быть спроектированы и изготовлены с низким профилем, чтобы предотвратить
ненужное скручивание или пружинение во время работы.
• Вся заготовка должна находиться в зоне крепления. В случаях
там, где это невозможно или нецелесообразно, дополнительные опоры или домкраты
должно быть предоставлено.
• Удаление стружки и слив охлаждающей жидкости необходимо учитывать при проектировании
приспособление.
Должно быть выделено достаточно места для легкого удаления стружки щеткой.
• В конструкции приспособления должны быть предусмотрены установочные блоки или калибры для установки фрезы.
для помощи оператору в правильной настройке инструмента в производстве.
Приспособления для токарных станков
Те же основные принципы, что и при проектировании приспособлений для фрезерования,
применяются при проектировании токарных (токарных) приспособлений. Единственное существенное отличие
между ними находится отношение между заготовкой и резанием.
инструмент. При фрезеровании заготовка неподвижна, а режущий инструмент вращается.
Однако при токарных операциях заготовка вращается, а резка
инструмент неподвижен. Эта ситуация создает еще одно условие для конструктора инструмента.
должны иметь дело с центробежной силой. Комплектное приспособление должно быть спроектировано и
сконструирован так, чтобы противостоять воздействию вращательных или центробежных сил
присутствует при повороте.
Крепления токарного станка обычно крепятся к лицевой панели с помощью крепежных винтов.
и Т-образные болты. Исходное положение устанавливается с помощью зенковки в
планшайба токарного станка, на которую крепится задняя заглушка. Отношения
Используется для поддержания осевой линии токарного станка.
Самый дешевый тип приспособления для токарных станков — стандартный патрон для токарных станков (три
или четыре кулачка) со специальными кулачками или вставками, изготовленными по размеру детали.
Трехкулачковые патроны обычно используются для удержания круглых или шестигранных заготовок.
Челюсти могут быть как внутренними, так и внешними и двигаться одновременно.
Четырехкулачковые патроны могут иметь внутренние или внешние кулачки, которые перемещаются независимо друг от друга.
Заготовки сложной формы лучше располагать и удерживать в четырехкулачковом независимом
патрон
Ниже приведены несколько основных конструктивных характеристик, применимых к приспособлениям для токарных станков.
• Так как они предназначены для вращения, токарные патроны должны быть максимально легкими.
насколько это возможно.
• В то время как идеальная балансировка обычно не требуется для медленного поворота
операции, высокие скорости вращения требуют хорошей балансировки приспособления токарного станка.
Должен быть динамический баланс относительно осевой линии вращения, так как вибрации
вызвать изменение толерантности.
В большинстве светильников балансировка достигается за счет использования противовесов, расположенных
напротив самой тяжелой части (или участка) заготовки.
• Следует избегать выступов и острых углов, так как эти области будут
становятся почти невидимыми при вращении инструмента, поэтому они могут вызвать серьезные
рана.
• По возможности закрепляемые детали следует захватывать за их самую большую часть.
диаметр или поперечное сечение для преодоления вращательных сил кручения.
• Деталь должна располагаться в приспособлении так, чтобы большая часть обработки
Операция может быть выполнена в первом приспособлении. Он должен располагаться от
небольшие критические поверхности, которые необходимо содержать в чистоте.
• Зажимы должны располагаться на жестких поверхностях или участках до и после
механическая обработка.
Зажатие области, подлежащей рассверливанию, до тонкой стенки может привести к
часть деформируется или деформируется, что приводит к неправильному растачиванию отверстия.
• Зажимы не должны ослабевать от центробежной силы, возникающей во время
операция механической обработки.
• Как и в случае с другими приспособлениями, должны быть предусмотрены некоторые средства установки резака.
в дизайн. Однако, поскольку рабочий патрон будет вращаться, эта настройка
устройство должно быть удалено перед обработкой.
• По возможности, стандартные принадлежности токарного станка должны быть адаптированы к
конструкция токарных приспособлений. Например, планшайбы токарного станка являются идеальным методом
для установки крупных светильников.
Точно так же стандартные токарные патроны или цанговые патроны могут быть модифицированы для применения
во многих крепежных приложениях. Время погрузки и разгрузки может быть облегчено
эжекторами.
Шлифовальные приспособления
Шлифовальные приспособления представляют собой семейство приспособлений, а не единую классификацию.
Основными типами являются приспособления для плоского шлифования и приспособления для круглого шлифования.
Приспособления для плоского шлифования
имеют следующие конструктивные характеристики.
• Несмотря на то, что они похожи по конструкции на приспособления для фрезерования, приспособления для плоского шлифования
изготавливаются с более жесткими допусками.
• По возможности для удержания заготовки используются магнитные зажимы. В
В этих случаях приспособление представляет собой просто устройство, удерживающее заготовку и
предотвратить его боковое или поперечное смещение.
• Предусмотрено достаточное пространство или щели для выхода охлаждающей жидкости и
легкое удаление накопившегося шлифовального шлама.
• Предусмотрены устройства для удержания охлаждающей жидкости или брызговики,
крепления от пролитой охлаждающей жидкости на пол вокруг станка.
• Элементы крепления, контактирующие с магнитной плитой, должны быть изготовлены из
черных металлов, если они должны удерживаться в патроне.
Если они не должны удерживаться в патроне, то следует использовать цветной металл.
быть указано.
• Если устройство не встроено в машину, предусмотрены условия для быстрого вращения колеса.
правка и внесение поправок в конструкцию приспособления.
• Все локаторы расположены точно и точно.
Круглошлифовальные приспособления имеют следующие конструктивные характеристики.
• Приспособления для круглого шлифования часто аналогичны приспособлениям для токарных станков.
• Поскольку круглое шлифование обычно является вторичной операцией, выполняемой
после токарной обработки часто желательно использовать те же центровые отверстия для шлифовки
что касается поворота детали.
• Накопление охлаждающей жидкости редко является проблемой при круглом шлифовании; Однако,
удаление шлама должно быть решено.
• Светильники всегда должны быть идеально сбалансированы для достижения желаемого результата.
полученные результаты.
• По возможности используются стандартные принадлежности и приспособления. Это включает
шлифовальные цанги, патроны и приводные диски со специальными прямоугольными держателями
называли «собаками».
• В приспособление встроены приспособления для правки и правки колеса.
дизайн.
Расточные приспособления
Расточные приспособления предназначены для удержания заготовки во время ее растачивания.
Эти приспособления отличаются от расточных приспособлений тем, что в них нет
для направления или поддержки расточной оправки. Расточные приспособления обычно используются
для больших деталей с большими отверстиями, где расточная оправка достаточно жесткая, чтобы
оказывать дополнительную поддержку. Направляющая втулка не требуется.
Расточные приспособления, как и фрезерные приспособления, должны иметь возможность установки
положение режущего инструмента относительно детали. В тех случаях, когда скучно
приспособление должно использоваться на большом станке, таком как сверлильный станок или вертикальный
токарно-револьверного станка, также рекомендуется включать области выравнивания на
приспособление для обеспечения правильного выравнивания с машиной.
Приспособления для протяжки
Приспособления для протягивания предназначены для простого удерживания и определения положения детали относительно
к внутренней или внешней протяжке. Так как существует большое количество
усилие резания при протягивании, все приспособление должно быть построено
существенно больше, чем для других процессов.
Внутренние приспособления для протягивания должны только располагать и удерживать деталь в правильном положении.
положение относительно отверстия в протяжном станке. Самое протяжное это
натяжного типа и имеет тенденцию надежно удерживать деталь на приспособлении.
Тем не менее, зажимные устройства необходимы для установления правильного соотношения
и удерживайте положение детали до тех пор, пока давление протягивания не потянет
часть против стола.
Внешняя или поверхностная протяжка требует другого подхода к креплению.
Поскольку этот вид протяжки выполняется снаружи детали, приспособление
должны быть спроектированы таким образом, чтобы выдерживать как тяговое усилие, так и перпендикулярную тягу, стремящуюся
попытаться отодвинуть деталь от протяжки. В любом случае руководитель
Целью протяжного приспособления является поддержание правильного соотношения между
деталь и режущий инструмент, а также для предотвращения перемещения детали.
Приспособления для распиловки
Двумя основными станками, обычно используемыми для пиления, являются вертикальные
ленточная и горизонтальная ленточная пила. Для обоих типов машин основным
цель состоит в том, чтобы точно расположить и удерживать заготовку, чтобы ее можно было либо
распиливается на куски или прорезается пильным полотном. Ниже приведены некоторые
конструктивные особенности, присущие этим приспособлениям для распиловки и процессу распиловки
в целом.
• По возможности следует использовать стандартные принадлежности и приспособления для пилы.
в сочетании с крепежными элементами.
• Зажимы, локаторы, опоры или аналогичные детали крепления должны содержаться в чистоте.
пути лезвия.
Поскольку площадь, занимаемая пильным полотном на ленточных пилах обоих типов, увеличивается
выше и ниже фактической рабочей зоны, любые нависающие элементы крепления
может помешать нормальной работе пилы.
• Необходимо предусмотреть дренаж охлаждающей жидкости и удаление стружки.
конструкция приспособления. В то время как большинство ленточных пил имеют внутреннюю систему удаления стружки,
значительное количество стружки также будет собираться в приспособлении, если не будет
средств для их устранения планируется.
• Когда это целесообразно, следует использовать прорези стола для привязки приспособления к
лезвие пилы.
• По возможности используйте силовую подачу. Это может потребовать разработки средств для
закрепите цепь питания на приспособлении.
Крепление к стандартному приспособлению
Довольно часто используются только стандартные аксессуары, такие как хомуты, хомуты, болты с Т-образными пазами,
Гайки с Т-образными пазами и домкраты необходимы для удержания заготовки. Это особенно
верно, когда нужно произвести всего несколько штук, и экономические соображения
не оправдывают более сложные рабочие держатели. Большинство станков могут вместить
такое оборудование. Станины и столы станков, таких как сверлильные станки,
расточные станки и приспособления для сверления отверстий имеют Т-образные пазы, фрезерованные в их рабочих столах. Различный
типы держателей, патронов, оправок и цанг могут быть прикреплены к
шпиндели станков, таких как токарные и шлифовальные станки, непосредственно или
с адаптерами. Существуют стандарты размеров и расстояния между Т-образными пазами.
столы, кровати и другое оборудование, к которому должны быть прикреплены рабочие держатели.
Также установлены стандарты для шпинделей. Соблюдение стандартов может
Результатом является экономическая взаимозаменяемость и несколько источников оснастки. Инструмент
затраты будут ниже, потому что поставщик может более экономично производить стандартные
компоненты в большем количестве.
Всегда следите за тем, чтобы приспособление можно было надежно закрепить на машине. приспособление
что камни или то, что нельзя удержать от скручивания под действием сил резания, будут
не обеспечивают приемлемой точности.
Связь между приспособлением и режущим инструментом
Направление и величина сил, создаваемых при резании инструмента-заготовки
интерфейс должен быть известен. Используйте это знание, чтобы минимизировать размер силы
моменты (сила × расстояние приложения силы) за счет уменьшения плеча момента.
Избегайте чрезмерного выступания и при необходимости обеспечьте дополнительную поддержку.
Относительные движения между заготовкой и режущим инструментом могут измениться
геометрия инструмента во время цикла резания. Передний и задний углы могут
переход от выбранного оптимального состояния к плохому состоянию.
Конечной целью каждой операции по удалению материала является удаление
определенного количества материала в единицу времени на определенную глубину, толщину,
диаметр, контур и другие сопутствующие характеристики. Эти количества могут
можно получить, управляя движениями машин с помощью упоров, датчиков или компьютера.
контролирует. Державки могут быть оснащены стопорными поверхностями, такими как верхняя
втулки сверла, в которую упирается упор сверла. Датчики могут быть размещены
между фрезой и блоком настройки опорной плоскости на державке
для получения нужной толщины заготовки после фрезерования (РИС. 9). Качать
упоры на приспособлениях токарного станка и оправки могут использоваться для размещения заготовок для удаления
припуск равномерно с обеих сторон (РИС. 10).
Необходимо проверять и контролировать помехи между любыми режущими
края режущего инструмента и любой части державки во время возможного
контакт оправки и режущего инструмента.
Таким образом, рекомендуется одновременно проверять, минимизировать и контролировать
чрезмерные непроизводительные подходы режущих инструментов к заготовке.
Планирование должно быть сделано, чтобы избежать «разрезания воздуха». Пространство должно быть
обеспечивает легкое извлечение и загрузку заготовок без опасности для оператора
или повреждения заготовки и оборудования. Кроме того, требуется место
для установки и удаления режущих инструментов, особенно с автоматическими сменщиками инструментов.
Это включает в себя место для применения любых гаечных ключей, ключей или других инструментов.
используется для смены режущего инструмента. Такое изменение должно быть возможно без удаления
заготовка.
РИС. 9. Использование калибра при наладке фрезерной операции.
РИС. 10. Токарное приспособление с поворотным упором.
Позиционирование инструмента
Позиционирование инструмента относится конкретно к расположению инструмента относительно
работу или наоборот.
Перед наладкой заготовки изучаются чертеж и заготовка
для определения первичных и вторичных локационных точек или поверхностей.
Как только они определены, необходимо визуализировать, как эти точки
или поверхности могут быть точно расположены по отношению к установочному средству.
Связь с локаторами
Локаторы включают выравнивающие или измерительные поверхности любого угла, пластины,
стержень, V-образный блок, тиски и т.п., которые прикреплены к рабочему столу или являются его частью
или приспособление. Т-образный паз можно рассматривать как средство обнаружения, но обычно такой
пазы достаточно точны только для черновой обработки. Локаторы используются для
правильно расположите заготовку относительно инструмента (см. РИС. 11).
Ключи
используются под основанием угловой пластины, тисков или зажимных приспособлений.
Они обеспечивают простой и точный метод выравнивания рабочего приспособления.
в Т-образный паз с той же степенью точности, что и сам Т-образный паз. До
используя Т-образные пазы в качестве базового ориентира, их точность должна быть
устанавливается по отношению к движению стола или фрезы. Для продольного
или крестообразным креплением, съемные ключи широко используются, особенно в
тиски с прорезями под прямым углом друг к другу. И ключ, и Т-образные пазы
следует периодически проверять на предмет износа, чтобы убедиться в правильности размеров и
точность между ключом и локационным средством.
Наиболее практичная процедура установления взаимосвязи инструмента
к работе будет регулироваться типом и размером машины, типом и
размер работы, производительность, а также указанные размеры и допуски
срез.
Правильное позиционирование инструмента приводит к правильной глубине и расположению обработанной поверхности.
резать. Независимо от типа задействованной машины, существует несколько различных
приемы локализации работы относительно инструмента. Точная техника
определяется конкретной потребностью в работе. Массовое производство может диктовать
большие затраты денег, чтобы свести к минимуму время, необходимое для поиска деталей,
по сравнению с меньшими затратами и большим количеством времени на поиск одной детали.
Устройства для установки ножей
Измерительные или наладочные блоки являются обычным средством справки для настройки фрезы.
(РИС. 12). Во многих случаях эталоном может быть назначенная поверхность на
локатор (локационное средство). В правильном положении резак должен очистить
установочной поверхности не менее чем на 0,03 дюйма (0,8 мм). Обычная магазинная практика использует
только одна толщина щупа, чтобы избежать использования неправильного размера на каком-либо конкретном
операция. Толщина щупа должна быть проштампована на основании приспособления.
рядом с установочным блоком.
Оптимальные методы широко используются для измерения точности положения инструмента
по отношению к работе и локационным средствам. Много оптического инструментального оборудования
конструкции делают возможным широкое применение в местах «инструмент-работа». Один типичный
приложением является установление точного местоположения бурового центра. оптический
инструмент вставляется в патрон. Благодаря большому увеличению окуляр
и перекрестие используются для определения точного центра. Работа зажата
надежно закреплены на установочных средствах и перепроверены на правильность выравнивания инструмента по центру.
Затем оптический инструмент извлекается из патрона и заменяется
сверлить. Тот же принцип можно применить для измерения точности индексации.
вращающегося приспособления или индексной пластины, на которую помещается заготовка для обработки.
Основы проектирования
РИС. 11. Позиционирование заготовки относительно средств позиционирования.
РИС. 12. Настройки фрезы с наладочными блоками и щупами.
Следующий пошаговый подход окажется полезным для разработки
все приспособления.
1. Просмотрите заготовку целиком. Исследование всей заготовки, в том числе
своей предполагаемой функции, раскроет взаимосвязь между различными
особенности заготовки. Благодаря этому пониманию разработчик приспособлений может установить
или лучше понять предлагаемую последовательность операций. Такие знания могут
позволяют дизайнеру комбинировать операции и свести к минимуму крепеж.
2. Соберите все необходимые данные. Вся информация, которая может повлиять на приспособление и приспособление
дизайн должен быть легко доступен. Дизайнер должен знать физические характеристики
заготовки, такие как состав материала, состояние (твердость),
и грубая и готовая масса. Например, если необходимо изготовить заготовку.
непосредственно из сырья (фасонного проката или листовой заготовки), проектировщик
должен знать форму, размер и допуски заготовки. Вся продукция
данные, включая общее количество штук, скорость производства, бюджет на оснастку и предлагаемые
производственная последовательность должна быть доступна.
3. Рассмотрите стандартные держатели. Многие операции можно выполнять с помощью
доступные коммерческие держатели, такие как машинные тиски, Т-образные пазы и болты,
домкраты и хомуты.
Конструкция специального зажимного приспособления или приспособления должна быть экономичной.
оправдано.
Если запланированные операции аналогичны текущим операциям, доработка
существующих приспособлений могут быть рассмотрены.
4. Определите, какие специальные держатели потребуются. Каждый предложенный
операция должна быть тщательно проверена, чтобы увидеть, может ли она быть выполнена
экономно с коммерческими рабочими держателями (машинные тиски и т. д.), или
можно использовать имеющиеся приспособления. Дизайнер также должен учитывать,
можно использовать имеющиеся приспособления с небольшими изменениями. После назначения как
как можно больше операций для коммерческих или доступных рабочих, небольшой
останется ряд операций, для которых должны быть предусмотрены специальные держатели.
Количество специальных держателей может быть дополнительно уменьшено за счет комбинирования операций.
в рамках одного приспособления.
5. Изучите приспособления для аналогичных операций. Каждая операция, для которой требуется специальное
Необходимый рабочий держатель следует рассматривать индивидуально.
Конструктор должен искать на своем заводе, на других заводах,
в технических журналах и т.п. — аналогичные операции, для которых предусмотрены приспособления.
Изучив ряд существующих светильников, дизайнер может комбинировать
лучшие черты каждого.
6. Просмотрите план крепления. Дизайнер должен учитывать, в свою очередь, все
выполнение производственной последовательности и рассмотрение решений по креплению. Там
должно быть подтверждение на каждом шагу, что предлагаемый работник будет
конструктивно адекватный, чтобы выдерживать силы резания и обеспечивать точность
требуется (аспекты местоположения). Эскизный проект необходимого спец.
рабочие держатели должны быть завершены.
7. Выполните план крепления. Дизайнер должен оставаться доступным во время
выполнение плана крепления. Ни один план не может считаться окончательным, потому что
возможных изменений в размерах заготовки и типичной пробной
аспекты планирования приспособления. После того, как линия была использована для производства,
дальнейшее совершенствование процесса может предложить изменения крепления.
Хорошо спроектированное приспособление можно использовать на нескольких различных машинах. ИНЖИР.
13 показана заготовка и ее приспособление, поскольку она может быть обработана в несколько
различные пути. Заготовка представляет собой отливку из магния; базовый и первичный
базовые плоскости устанавливаются при первой операции фрезерования. Для второго
операция фрезерования, заготовка зажимается на приспособлении и многократно
индексирован, чтобы представить четыре поверхности для фрез. Вращающаяся пластина
приспособления имеет закаленные втулки на 9интервалы 0°, в которые индексная булавка
поршень может гнездиться.
Пример конструкции крепления
Крепления, как и зажимные приспособления, должны разрабатываться с использованием системного подхода. С использованием
аналогичная техника рисования, описанная в Разделе 5 (Конструкция приспособления),
Следующий метод может быть использован для проектирования простого приспособления для пластин.
РИС. 13. Закреплённая заготовка обрабатывается несколькими разными методами.
РИС. 14. Набросок стопорного блока.
Деталь, подлежащая обработке, представляет собой стопорный блок на РИС. 14. Первый шаг
изучить деталь и определить основные требования и соответствующую информацию
о части. В этом случае требуется простое приспособление для
держите деталь для группового фрезерования ступенчатого уступа. Часть 3 × 2 × 1
дюйм (76,2 × 50,8 × 25,4 мм) алюминиевый стержень 6061-T6. Производственный план
требует, чтобы деталь была вырезана из стержня 1 × 2 дюйма (25,4 × 50,8 мм) с допуском
3 дюйма ± 0,005 дюйма (76,2 ± 0,13 мм). Тираж производства указан как 750
частей в месяц. Приспособление должно быть спроектировано как постоянный инструмент, однако
стоимость должна быть минимальной. Поскольку указано групповое фрезерование, горизонтальная
фрезерный станок будет использоваться для обработки деталей.
Затем создается эскиз детали в трех видах (Рисунок 6-15). Если возможно,
деталь должна быть нарисована в натуральную величину. Тем не менее, половина или четверть масштаба могут быть
Используется, если деталь слишком большая. Сделайте эскиз максимально точным и верным масштабу
насколько это возможно. Рисование детали другим цветом поможет избежать путаницы.
по мере разработки дизайна и добавления дополнительных линий к первоначальному эскизу проекта.
После создания эскиза детали необходимо добавить опорную пластину и локаторы деталей.
к эскизу. Как показано на фиг. 16, простой метод локации по шести точкам
используется, поскольку эта часть не представляет особых проблем с расположением. На фиг. 16,
базовая пластина действует как основная опорная поверхность.
Поскольку основная базовая поверхность детали плоская, специальные локаторы отсутствуют.
кроме самой опорной плиты. Вторичная ссылка
поверхность расположена с двумя установочными штифтами, расположенными по направлению к задней части
пластина. Конечный локатор располагается на короткой стороне детали по направлению
конец, куда будет направлена тяга инструмента.
Этот метод определения местоположения будет достаточным для точного определения местоположения детали.
и противостоять ожидаемым силам резания. Если же иное
материал, такой как сталь, должны были быть обработаны, более прочный локатор
может лучше подойдет.
В таком случае блок, привинченный к опорной плите, может быть
установлен для сопротивления дополнительной тяге инструмента.
РИС. 15. Деталь зарисовывается в трех видах.
РИС. 16. Используется метод шеститочечной локации.
РИС. 17. Просверлите и разверните шпонки крепления.
Опорная плита 1-дюйм. Для этого приспособления выбрана стальная пластина (25,4 мм).
из-за низкой стоимости и долговечности. Верхняя и нижняя поверхности должны быть
обработаны для обеспечения точных и параллельных установочных поверхностей для обоих
часть и приспособление. Прорези на обоих концах обеспечивают средства для защиты
приспособление к столу станка. Ключи для сверления и развертывания используются для
поддерживайте правильное положение приспособления в Т-образном пазу стола (РИС. 17).
Они были выбраны из-за относительно короткого времени, необходимого для установки.
Можно использовать и другие стандартные ключи крепления (РИС. 18).
Установленный блок теперь добавлен в проект. Выбранный блок сделан
на 0,0625 дюйма (1,588 мм) меньше, чем фактическая часть на обеих опорных
поверхности для размещения щупа. Щуп, изготовленный из 0,0625 дюйма.
Припуск (1,588 мм) будет использоваться для позиционирования фрез при начальной настройке.
приспособления. Расположение установленного блока определяется размерами
на части печати. Как показано, размер первой ступени составляет 1,625 дюйма (41,28 дюйма).
мм) от вторичной опорной поверхности и 0,75 дюйма (19.1 мм) от первичного
Справочная поверхность. Затем установленный блок позиционируется в соответствии с этими размерами.
(РИС. 19).
Зажимное устройство, выбранное для этого приспособления, представляет собой рычажно-рычажный зажим.
Хотя можно использовать любой из нескольких различных зажимов, зажим с рычажным механизмом
предлагает преимущества быстрого действия, возможность полного перемещения
свободны от детали и легко модифицируются в соответствии с формой детали.
Стоимость этого зажима также имеет значение.
Так как это коммерческий компонент, стоимость намного меньше, чем изготовление
аналогичный зажим в доме. Конец тумблера изменен в соответствии с
длина детали. Это позволит распределить зажимное усилие на большую
области и убедитесь, что деталь правильно прилегает к опорной плите (РИС.
20).
РИС. 18. Стандартные ключи крепления.
РИС. 19. Стандартное расположение клавиш крепления.
РИС. 20. Добавлен зажим для удержания детали на опорной плите.
РИС. 21. Наброски фрез в первоначальный проект.
Следующим шагом является выбор фрез для группового фрезерования.
логичным выбором для этой операции является замковая, зубчатая, боковая
фрезы. Диаметры фрез обычно определяются
размер фрезерного станка, указанный для обработки. Однако для
В этом примере указанные фрезы имеют диаметр 5,00–6,00 дюймов (127,0–152,4
мм). Ширина обеих фрез составляет 0,25 дюйма (6,4 мм). Резцы теперь вставлены в
первоначальный проектный эскиз (РИС. 21). Вся конструкция теперь должна быть проверена
чтобы убедиться, что нет помех между элементами или между приспособлением
и станок. После завершения этой проверки окончательные чертежи инструментов
готовы.
Другие арт.
Общество инженеров-технологов (SME) разработало Основы
серии видеороликов о дизайне инструментов, состоящей из девяти DVD-дисков, один из которых посвящен
непосредственно к содержанию этого раздела: Дизайн светильников (20 минут, код заказа:
DV07PUB3 www.sme.org).
Чтобы правильно обработать деталь, она должна удерживаться в приспособлении, которое гарантирует
определенное местоположение или позиция по отношению к опорным точкам детали или
поверхности. Это должно повторяться, часть за частью.
Fixture Design исследует различные вопросы, влияющие на разработку
приспособлений, а также основных типов и классификаций приспособлений, в том числе
приспособления для фрезерования, приспособления для токарных станков, приспособления для шлифования и приспособления для протяжки.
Использование комплектов компонентов для быстрого создания модульных систем крепления.
также осматривается.
ВИКТОРИНА
1. Что такое ключи крепления? Какой цели они служат?
2. Как классифицируются светильники?
3. Что необходимо сделать при проектировании токарного приспособления для выравнивания неуравновешенных
массы в заготовке или приспособлении?
4. Какой тип крепления является наиболее экономичным для мелких деталей?
5. Какой тип приспособления можно использовать для обработки шестиугольной формы на
вал?
6. Почему светильники должны иметь низкий профиль?
7. Почему по возможности следует использовать стандартные компоненты и резцы?
8. В зависимости от конструкции, какой тип крепления является наиболее распространенным?
9. Спроектируйте приспособление для фрезерования детали, показанной на рис. А. Это временное приспособление.
инструмент для обработки пазов в количестве 250 штук.
10. Разработайте приспособление для выполнения операции прорезания пазов на показанной детали.
на рисунке B. Это крупногабаритная деталь, но стоимость приспособления должна
быть минимальным.
11. Почему обычно избегают незакрепленных частей инструмента при работе
приспособление?
12. Перечислите два преимущества и два недостатка изготовления (сварки) шаблона.
или корпусов/компонентов приспособлений.
Рисунок А.
Рисунок Б.
Главная ПРЕД. СЛЕДУЮЩАЯ Указатель статей наверх страницы
Типы приспособлений – приспособления для токарных станков или приспособления для токарной обработки
Типы приспособлений используются для удержания заготовки во время операций механической обработки. Название происходит от того факта, что приспособление всегда фиксируется или крепится к машине в фиксированном положении. Он не содержит приспособлений для направления инструмента. Использование приспособления становится необходимым, когда компонентов, которые должны быть изготовлены, в большем количестве.
Некоторые типы инструментов, используемых для позиционирования деталей относительно друг друга в целях изготовления, также обычно называют приспособлениями. Немногие примеры этого типа — сборочные приспособления, сварочные приспособления.
Существует множество приспособлений, используемых в различных отраслях промышленности для различных типов заготовок. Но обычно они классифицируются на основе их рабочих операций на разных станках. При настройке с использованием приспособления ответственность за точность зависит от оператора и конструкции станка.
Типы приспособлений
Пластинчатое приспособление
Пластинчатое приспособление — простейшая форма приспособления. Базовое приспособление изготовлено из плоской пластины с различными зажимами и фиксаторами для удержания и размещения детали. Простота этого приспособления делает его полезным для большинства машинных операций. Его адаптивность делает его популярным.
Несмотря на то, что внешний вид и стиль приспособления для пластин аналогичны приспособлениям, удерживаемым в тисках, основное различие между ними заключается в размере обрабатываемой детали. Пластинчатые приспособления предназначены для обработки более крупных и тяжелых деталей, чем приспособления, удерживаемые тисками.
Проектирование приспособления для пластин
Первым шагом в проектировании приспособления для пластин является сбор и анализ всех соответствующих данных, касающихся обрабатываемой детали. После того, как было определено, что пластинчатое приспособление является наиболее экономичным и эффективным приспособлением для использования в операции, конструктор начинает анализировать конкретную информацию о детали, чтобы сформировать проектные идеи.
- Деталь примерно черновая отливка.
- Приблизительная толщина стенки.
- Деталь не подвергалась предварительной обработке.
- Материал литой алюминий.
- Необходима операция группового фрезерования поверхности.
- Приспособление предназначено для серийного производства.
- Заготовка получена в литом состоянии.
Используя эту информацию, проектировщик начинает проектировать приспособление для фрезерования пластин.
Расположение детали : В соответствии с чертежом детали и примечаниями дизайнера, изделие располагается и закрепляется на станках с помощью приспособлений.
Опорная часть: Для поддержки детали достаточно комбинации фиксированной и регулируемой сплошной опоры.
Зажим детали : Деталь зажимается с помощью четырехкулачкового зажима, называемого четырехкулачковым ременным зажимом. Это положение с каждой стороны. Кулачковые зажимы снова выбраны из-за их быстрого действия.
Расположение ножей : Чтобы точно расположить ножи, оператор станка должен использовать метод пробного действия, чтобы правильно расположить ножи.
Крепления для угловых пластин
Разновидность крепления пластины. С помощью этого инструмента деталь обычно обрабатывается под прямым углом к ее локатору. Хотя большинство угловых приспособлений изготавливаются под углом 90°, бывают случаи, когда необходимы другие углы. В этих случаях можно использовать модифицированный угловой фиксатор.
Проектирование крепления угловой пластины: При проектировании крепления необходимо учитывать следующие факторы.
- Деталь примерно черновая отливка.
- Деталь имеет обработанное основание с четырьмя отверстиями диаметром 10 мм.
- Указанный материал — литая латунь.
- Приспособление предназначено для серийного производства.
- Требуемая операция скучна.
- Деталь, полученная для этой операции, фрезерована и просверлена на нижней поверхности.
- Деталь имеет сквозное отверстие диаметром примерно 20 мм
Обнаружение детали – типы приспособлений
Самый точный и эффективный способ найти эту деталь – найти ее по отверстиям в основании. Предполагая, что деталь, полученная для операции растачивания, просверлена без чрезмерного отклонения от заданного размера, используемые локаторы должны быть сплошного типа. Один круглый и один ромбовидный штифт точно установят деталь при условии, что штифты расположены правильно.
Зажим детали – Типы креплений
Чтобы максимально снизить стоимость, для этой отливки выбран ленточный зажим. Ремешок представляет собой защелку, которая поворачивается на одном конце и защелкивается на другом. Винт, используемый для снижения вероятности травмирования оголенной резьбой.
Материал, указанный для этого инструмента, должен представлять собой литой скобочный материал угловой формы. Располагая корпус инструмента к планшайбе, его можно монтировать разными способами.
Самый простой и легкий способ — сделать бобышку сзади. угловой пластины, которая будет соответствовать центральному отверстию лицевой панели. Болты должны быть уравновешены, чтобы снизить вибрацию и обеспечить плавное вращение планшайбы в случае больших инструментов.
Приспособления для губок тисков
Эти приспособления используются для обработки мелких деталей этим типом инструмента; стандартные губки тисков заменяются губками, которые имеют форму, подходящую для детали. Крепежные приспособления с тисками являются наименее дорогим в изготовлении типом приспособлений. Их использование ограничено только размерами имеющихся тисков.
Многопозиционные приспособления
Многостанционные приспособления используются в первую очередь для высокоскоростных крупносерийных производственных циклов, где цикл обработки должен быть непрерывным. Дуплексные светильники — это простейшая форма многостанционных светильников, использующая только две станции. Эта форма позволяет выполнять операции загрузки и разгрузки во время выполнения операций обработки. Например, после завершения операции обработки на станции 1 инструмент вращается, и цикл повторяется на станции 1, а также загружается новая деталь.
Приспособления для профилирования
Эти приспособления используются для направления инструментов при обработке контуров, которым станок обычно не может следовать. Эти контуры могут быть как внутренними, так и внешними. Поскольку приспособление постоянно контактирует с инструментом, неправильная художественная форма почти показывает, как аккуратно вырезается кулачок за счет сохранения контакта между приспособлением и подшипником на фрезе. Этот подшипник является важной частью инструмента и должен использоваться всегда.
Приспособления для токарных станков или токарные приспособления
Заготовку правильной формы довольно легко удерживать на токарных станках в стандартных зажимных приспособлениях, таких как патроны, цанги, планшайба, оправки и на оправках. Но компоненты неправильной формы создают много трудностей при их правильном удерживании. Заготовку сложной формы приходится обязательно фиксировать с помощью токарных приспособлений. Эти приспособления обычно устанавливаются на носовой части шпинделя станка или на планшайбе, и заготовка удерживается на них. При проектировании приспособления для токарного станка следует учитывать следующие моменты конструкции.
- Приспособление должно быть точно сбалансировано, чтобы избежать вибраций при вращении. При необходимости приспособление может быть снабжено противовесом или уравновешивающим грузом для уравновешивания неуравновешенной силы.
- Зажимы и другие удерживающие устройства должны быть сконструированы таким образом, чтобы их нельзя было ослабить под действием центробежной силы.
- На приспособлении не должно быть выступов, которые могут нанести травму оператору.
- Приспособление должно быть максимально легким, так как оно вращающееся.
- Он должен быть тщательно спроектирован, иметь достаточную жесткость с минимальным вылетом, должен очень плотно захватывать заготовку.
- Деталь должна быть установлена и удерживаться таким образом, чтобы не было препятствий на пути режущего инструмента.
- Обеспечение адекватной поддержки для тонкого сечения под давлением токарных инструментов.
- Размещение заготовки на критических поверхностях, с которых снимаются все основные размеры и угловые допуски.
- Приспособление должно быть достаточно маленьким, чтобы его можно было установить и вращать, не ударяя о станину токарного станка, для которого оно
разработан.
Приспособление для токарного станка, как обычно, состоит из основания, установочных и зажимных устройств, а также приспособления для надежного и точного размещения и крепления приспособления на токарном станке.
