Фрезерное приспособление: Приспособление фрезерное Д300ФШ стальное — цена, отзывы, характеристики с фото, инструкция, видео
Содержание
Фрезерное приспособление к токарному станку ИТ 1М
Обсудить
ИТ-1М (1)
Приспособление фрезерное ИТ-1М.65 предназначено для обработки плоскостей, пазов, шпоночных канавок и других Фрезерных работ.
Приспособление фрезерное является спецпринадлежностью к токарно-винторезному станку ИТ 1М.
Технические данные и характеристика
Наименование характеристики | Ед. измерения | Параметры |
Основные данные | ||
Наибольшее перемещение |
|
|
В поперечном направлении | мм | 220 |
В вертикальном направлении | мм | 105 |
Размеры салазок |
|
|
Длина | мм | 260 |
Ширина | мм | 150 |
Размеры столика |
|
|
Длина | мм | 150 |
Ширина | мм | 120 |
Наибольший диаметр заготовки, устанавливаемой на салазках в призме | мм | 50 |
Наибольший угол поворота приспособления |
|
|
вокруг вертикальное оси | град | ±60 |
вокруг горизонтальной оси | град | ±90 |
Режущий инструмент | ||
Тип |
| фрезы концевые ГОСТ 17024-82; ГОСТ 17026-82 |
Диаметр | мм | 4…50 |
Масса | кг | 26 |
Рисунок — Конструкция фрезерного приспособления
Устройство и работа изделия
Основанием фрезерного приспособления служит стойка 1, к которой на штыре прикреплена плита 2. Плита может поворачиваться вокруг штыря в обе стороны и в нужном положении закрепляется четырьмя болтами, вставленными в Т-образный круговой паз стойки.
Плита может поворачиваться вокруг штыря в обе стороны и в нужном положении закрепляется четырьмя болтами, вставленными в Т-образный круговой паз стойки.
Для отсчета поворота на плите нанесены делания через 1° в обо стороны от нулевой отметки. Салазки 3 винтом передвигаются по направляющим плиты. К салазкам болтами, вставленными в Т-образный паз, крепится столик 4.
Вместо столика можно пользоваться другими принадлежностями для зажима заготовок.
Рисунок — Фрезерное приспособление
Порядок установки
Приспособление устанавливается на поперечной каретке суппорта после съема пластины, закрывающей Т-образный круговой паз, я крепится болтами, вставленными в этот паз. Эта же пластина используется для защити от стружки Т-образного паза поворотной каретки суппорта, которая для удобства работы снимается.
Обрабатываемая заготовка крепится либо на столике, либо да салазках.
Режущий инструмент устанавливается непосредственно в коническое отверстие шпинделя или в переходных втулках и цангах.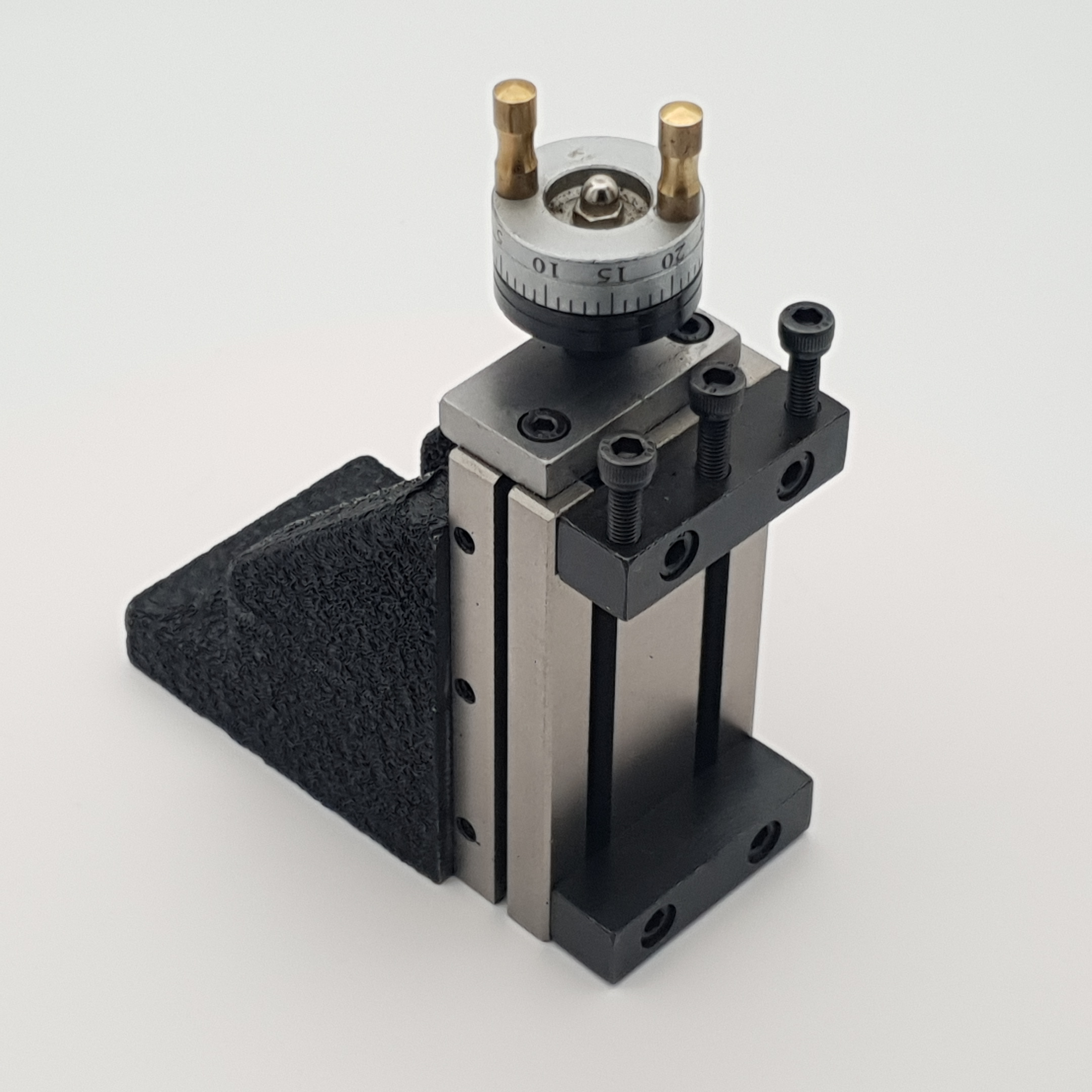 Крепление концевых фрез производится шомполом, проходящим через отверстие шпинделя.
Крепление концевых фрез производится шомполом, проходящим через отверстие шпинделя.
Фрезерное приспособление. Самоделка. смотреть онлайн видео от Мастерская дяди Леши в хорошем качестве.
12+
Год назад
Мастерская дяди Леши18 подписчиков
Появилась возможность показать фрезерное приспособление для токарного станка в разборе!
==============
Мастерская дяди Леши на BOOSTY.TO: https://boosty.to/workhsopdl
Группа в ВК: http://www.vk.com/c_mdl
Страничка в TELEGRAMM: http://te.me/ch_mdl
==============
Настольный токарный станок по металлу JET BD-7VS: http://www.jettools.ru/catalog/nastolnye-tokarnye-stanki/nastolnyy-tokarnyy-stanok-po-metallu-bd-7vs/
Токарный станок, подобный моему: https://alitems.site/g/1e8d11449473559c777516525dc3e8/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F4001187803775.html%3Fsku_id%3D12000022265167395%26spm%3Da2g2w.productlist.0.0.5fb44b40MkV49D
Шестерня 23-60 зубов, стальная. Толщина 10 мм, модуль 1: https://alitems.site/g/vv3q4oey1v73559c7775b6d1781017/?ulp=https%3A%2F%2Faliexpress. ru%2Fitem%2F4000998360355.html%3Fspm%3Da2g0s.9042311.0.0.66f333edb87EWK
ru%2Fitem%2F4000998360355.html%3Fspm%3Da2g0s.9042311.0.0.66f333edb87EWK
Концевая фреза MZG HRC50 — 4 мм, 5 мм, 6 мм, 8 мм, 12 мм: https://alitems.site/g/1e8d11449473559c777516525dc3e8/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F32834548832.html%3Fspm%3Da2g2w.productlist.0.0.4b694830ty1f0X
Набор концевых фрез по металлу из быстрорежущей стали 1,5, 2, 2,5, 3, 3,5, 4, 5, 5,5, 6, 7, 8, 9, 10, 12 мм, с прямым хвостовиком, 4 канавки: https://alitems.site/g/vv3q4oey1v73559c7775b6d1781017/?ulp=https%3A%2F%2Fa.aliexpress.com%2F_9IOx5b
Набор центровочных сверл из быстрорежущей стали, угол — 60°, 1,0 мм, 1,5 мм, 2,0 мм, 2,5 мм, 3,5 мм, 5 мм: https://alitems.site/g/vv3q4oey1v73559c7775b6d1781017/?ulp=https%3A%2F%2Fa.aliexpress.com%2F_AtaNLf
Высокоточный штангенциркуль 0-150 мм из нержавеющей стали с циферблатом: https://alitems.site/g/1e8d11449473559c777516525dc3e8/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F1005002148779454.html%3Fsku_id%3D12000021505827095%26spm%3Da2g2w.productlist.0.0.6ae22ef8mbloRN
Микрометр 0-25 мм 0,01 мм: https://alitems. site/g/1e8d11449473559c777516525dc3e8/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F32687462178.html%3Faf%3D1179511%26af%3D1179511%26aff_fcid%3Dd72abbdd109f46f89338ff83ac7c31cf-1637062565927-05946-_ePNSNV%26aff_fsk%3D_ePNSNV%26aff_platform%3Dportals-tool%26aff_trace_key%3Dd72abbdd109f46f89338ff83ac7c31cf-1637062565927-05946-_ePNSNV%26afref%3Dhttps%253A%252F%252Fwww.youtube.com%252F%26afref%3Dhttps%253A%252F%252Fwww.youtube.com%252F%26algo_expid%3Df7472e54-8c5a-4997-b91b-fc0259db2fc3-21%26algo_pvid%3Df7472e54-8c5a-4997-b91b-fc0259db2fc3%26btsid%3D0b8b034c16263540583375216e4a3e%26cv%3D47843%26cv%3D47843%26dp%3D78d581ed68a49a9a63a4e9ea7d35f483%26dp%3D78d581ed68a49a9a63a4e9ea7d35f483%26mall_affr%3Dpr3%26mall_affr%3Dpr3%26sk%3D_ePNSNV%26sku_id%3D10000013333881518%26spm%3Da2g0o.productlist.0.0.7c0d1a063Bmj2r%26terminal_id%3D30e2a67ca762437bb3dbea67645450b9%26utm_campaign%3D1179511%26utm_campaign%3D1179511%26utm_content%3D47843%26utm_content%3D47843%26utm_medium%3Dcpa%26utm_medium%3Dcpa%26utm_source%3Dadmitad%26utm_source%3Dadmitad%26ws_ab_test%3Dsearchweb0_0%252Csearchweb201602_%252Csearchweb201603_
site/g/1e8d11449473559c777516525dc3e8/?ulp=https%3A%2F%2Faliexpress.ru%2Fitem%2F32687462178.html%3Faf%3D1179511%26af%3D1179511%26aff_fcid%3Dd72abbdd109f46f89338ff83ac7c31cf-1637062565927-05946-_ePNSNV%26aff_fsk%3D_ePNSNV%26aff_platform%3Dportals-tool%26aff_trace_key%3Dd72abbdd109f46f89338ff83ac7c31cf-1637062565927-05946-_ePNSNV%26afref%3Dhttps%253A%252F%252Fwww.youtube.com%252F%26afref%3Dhttps%253A%252F%252Fwww.youtube.com%252F%26algo_expid%3Df7472e54-8c5a-4997-b91b-fc0259db2fc3-21%26algo_pvid%3Df7472e54-8c5a-4997-b91b-fc0259db2fc3%26btsid%3D0b8b034c16263540583375216e4a3e%26cv%3D47843%26cv%3D47843%26dp%3D78d581ed68a49a9a63a4e9ea7d35f483%26dp%3D78d581ed68a49a9a63a4e9ea7d35f483%26mall_affr%3Dpr3%26mall_affr%3Dpr3%26sk%3D_ePNSNV%26sku_id%3D10000013333881518%26spm%3Da2g0o.productlist.0.0.7c0d1a063Bmj2r%26terminal_id%3D30e2a67ca762437bb3dbea67645450b9%26utm_campaign%3D1179511%26utm_campaign%3D1179511%26utm_content%3D47843%26utm_content%3D47843%26utm_medium%3Dcpa%26utm_medium%3Dcpa%26utm_source%3Dadmitad%26utm_source%3Dadmitad%26ws_ab_test%3Dsearchweb0_0%252Csearchweb201602_%252Csearchweb201603_
==============
Привет! Я — Алексей, автор канала «Мастерская дяди Лёши». В своей мастерской я занимаюсь всякими разными вещами! В основном, конечно, это токарка на настольном токарном станке JET BD-7VS, изготовление приспособлений, и оснастки для него. А так же в отдельном плейлисте выложены ролики об обслуживании, настройке, и ремонте станка. Помимо этого, среди роликов есть ремонт автомобильных стартеров и генераторов, и плейлист, где я провожу всяческие эксперименты в мастерской. Время от времени получается крутая самоделка!
В своей мастерской я занимаюсь всякими разными вещами! В основном, конечно, это токарка на настольном токарном станке JET BD-7VS, изготовление приспособлений, и оснастки для него. А так же в отдельном плейлисте выложены ролики об обслуживании, настройке, и ремонте станка. Помимо этого, среди роликов есть ремонт автомобильных стартеров и генераторов, и плейлист, где я провожу всяческие эксперименты в мастерской. Время от времени получается крутая самоделка!
===============
Вы можете помочь развитию мастерской и канала:
Карта банка ВТБ: 4893 4702 9912 4849
WebMoney (RUB): R279511497411
WebMoney (USD): Z821688391164
QIWI: +7 950 292-25-84
___________________
А дальше хэштеги. Вполне вероятно, что благодаря им вы и нашли этот ролик!
#bd7vs
#Фрезеровка
#МастерскаяДядиЛеши
Операции обработки и компоновка приспособлений Технические ресурсы
Для повышения эффективности и производительности рабочего держателя используйте локаторы, чтобы противостоять большинству усилий обработки, а не полагаться только на усилие зажима.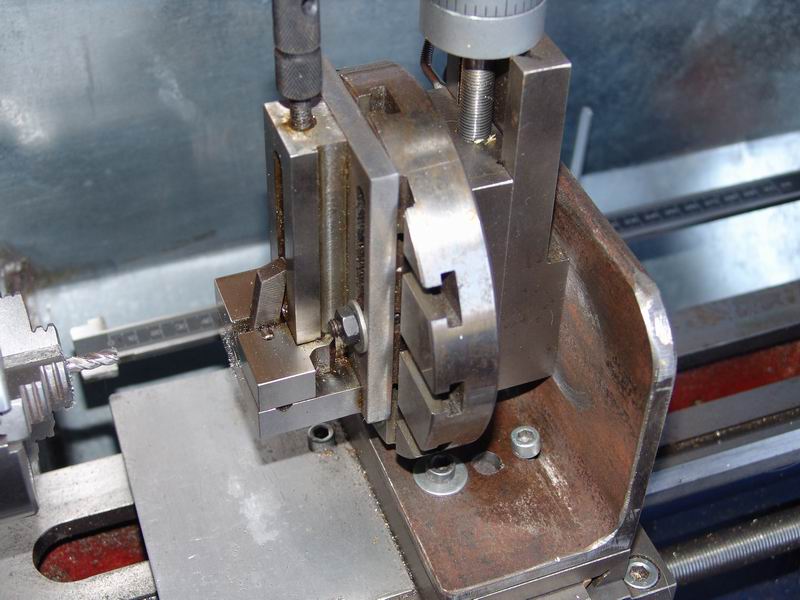 Использование меньших и менее дорогих зажимов обычно возможно, если заготовка правильно расположена и локаторы правильно спроектированы.
Использование меньших и менее дорогих зажимов обычно возможно, если заготовка правильно расположена и локаторы правильно спроектированы.
Определение местоположения заготовки — первая основная функция шаблона или приспособления. После обнаружения заготовку можно удерживать на месте с помощью зажимов, чтобы предотвратить ее перемещение во время рабочего цикла.
Зажимы выполняют две основные функции. Во-первых, они должны удерживать заготовку напротив ее фиксаторов. Во-вторых, зажимы должны препятствовать перемещению заготовки.
Зажимы не должны использоваться для сопротивления первичным силам резания. Единственная цель зажимов — поддерживать положение заготовки относительно локаторов и сопротивляться вторичным силам резания. Вторичные силы резания возникают, когда фреза покидает заготовку.
При сверлении, например, основные силы резания обычно направлены вниз и радиально вокруг оси сверла. Вторичные силы — это силы, стремящиеся поднять деталь, когда сверло пробивает противоположную сторону детали.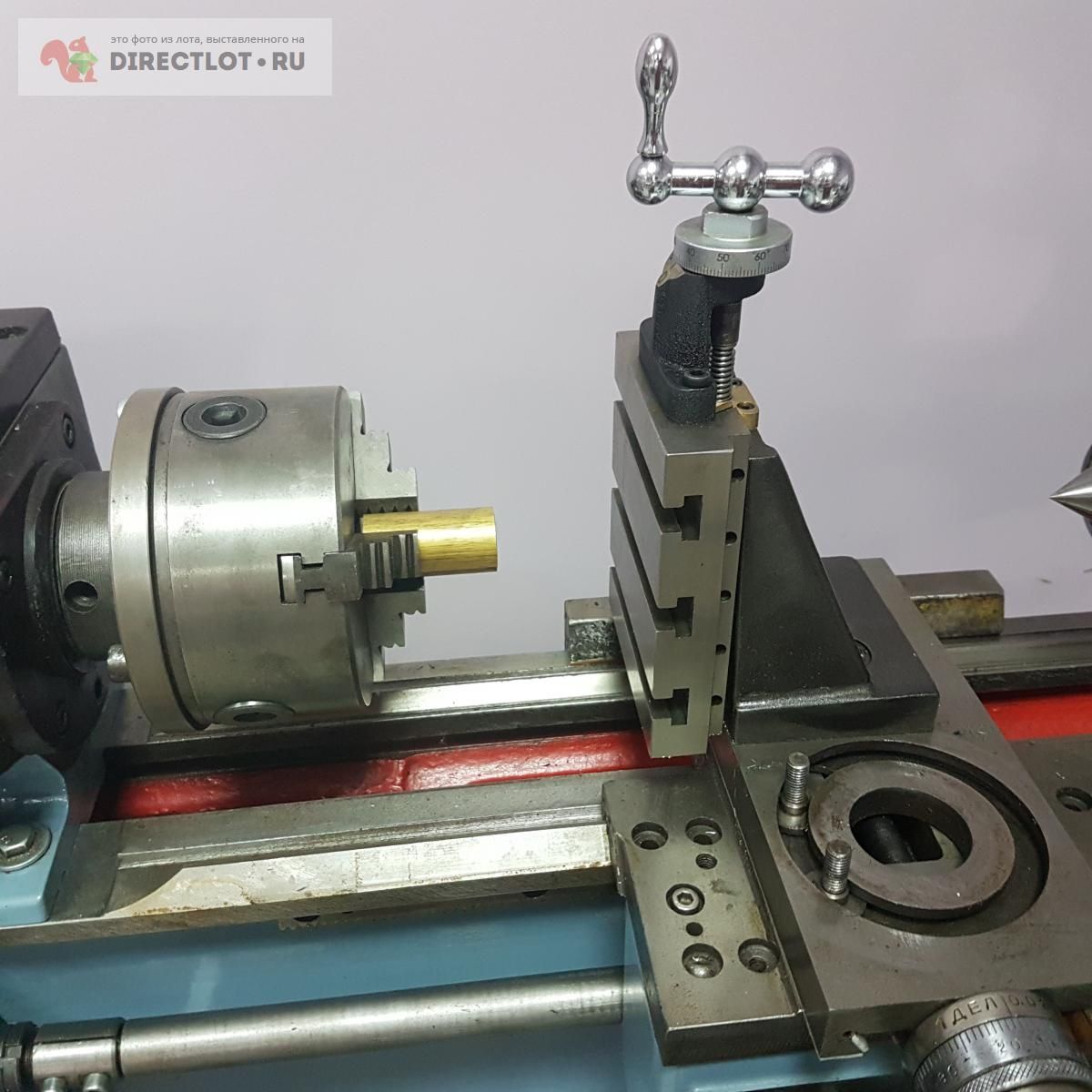 Зажимы, выбранные для применения, должны быть достаточно прочными, чтобы удерживать заготовку на локаторах и противостоять вторичным силам резания.
Зажимы, выбранные для применения, должны быть достаточно прочными, чтобы удерживать заготовку на локаторах и противостоять вторичным силам резания.
Взаимосвязь между фиксаторами и зажимами можно проиллюстрировать с помощью тисков фрезерного станка. Как показано выше, тиски содержат как фиксирующие, так и зажимные элементы. Твердые губки и корпус тисков являются локаторами. Подвижная губка является зажимом. Тиски обычно располагаются так, чтобы локаторы сопротивлялись силам резания. Направление сил резания в цельные губки и корпус тисков обеспечивает точность обработки и предотвращает перемещение заготовки. Во всех державках важно направлять силы резания на локаторы. Подвижная губка тисков, как и другие зажимы, просто удерживает положение заготовки относительно локаторов.
Важным шагом в разработке большинства приспособлений является изучение запланированных операций обработки для оценки сил резания на заготовке, как по величине, так и по направлению. «Оценка» может быть грубой догадкой, основанной на опыте, или расчетом, основанным на данных обработки. Простая формула для величины силы, показанная выше, основана на физическом соотношении:
Простая формула для величины силы, показанная выше, основана на физическом соотношении:
Обратите внимание: «самая тяжелая резка в лошадиных силах» не является общей мощностью машины; скорее это максимальная мощность, фактически используемая во время цикла обработки. Типичный КПД машины составляет примерно 75% (0,75). Число 33 000 является коэффициентом перевода единиц. Приведенная выше формула вычисляет только величину силы, а не направление. Сила резания может иметь компоненты оси x, y и/или z. Направление силы (и величина) могут сильно различаться от начала к середине и к концу разреза.
Типичный расчет силы обработки показан выше. Интуитивно понятно, что направление силы в этом примере практически полностью горизонтально (незначительная составляющая по оси Z). Направление меняется между осями x и y по мере выполнения разреза.
Положение зажимов на держателе так же важно для общей работы инструмента, как и положение локаторов. Выбранные зажимы должны удерживать деталь на локаторах, не деформируя заготовку. Опять же, поскольку целью локаторов является противодействие всем первичным силам резания, возникающим в ходе операции, зажимы должны быть достаточно большими, чтобы удерживать заготовку на локаторах и противостоять любым вторичным силам, возникающим в ходе операции. Чтобы выполнить оба этих условия, установите зажимы в наиболее жестких точках заготовки.
Опять же, поскольку целью локаторов является противодействие всем первичным силам резания, возникающим в ходе операции, зажимы должны быть достаточно большими, чтобы удерживать заготовку на локаторах и противостоять любым вторичным силам, возникающим в ходе операции. Чтобы выполнить оба этих условия, установите зажимы в наиболее жестких точках заготовки.
Для большинства оправок это означает расположение зажимов непосредственно над опорными элементами в опорной плите оправки, как показано на (a) . В некоторых случаях заготовку необходимо прижимать к горизонтальным фиксаторам, а не к опорам, как показано на (b) . В любом случае усилие зажима должно восприниматься установочными элементами.
Оценка процедуры загрузки заготовки и последовательности зажима. Загрузка и зажим могут быть полностью автоматическими или включать некоторые ручные операции. Чтобы расположить заготовку относительно локаторов, часто помогают подпружиненные позиционеры (см. выше). Клапаны последовательности чрезвычайно полезны для гидравлического позиционирования с помощью нажимных зажимов перед зажимом. Общая сила позиционирования должна составлять 30-50% от веса заготовки, чтобы преодолеть трение.
выше). Клапаны последовательности чрезвычайно полезны для гидравлического позиционирования с помощью нажимных зажимов перед зажимом. Общая сила позиционирования должна составлять 30-50% от веса заготовки, чтобы преодолеть трение.
Решите, сколько деталей вы хотите разместить на приспособлении. Например, для размещения трех заготовок на вышеуказанном приспособлении необходимы мини-поворотные зажимы. С одной заготовкой подойдет практически любой зажим.
Что такое приспособления и приспособления
Главная страница
//
Новости отрасли
//
Что такое приспособления и приспособления
Расположение и размещение компонентов
Пластины крепления должным образом расположены и установлены на плитах с Т-образными пазами. Затем удерживающих устройств , которые включают в себя различные зажимы, в том числе зажимные приспособления и фиксирующие зажимы, установленные на фиксирующей пластине.
Разнообразная линейка установочных и позиционирующих компонентов для работ, требующих точного выравнивания заготовки, для разработки зажимных приспособлений и приспособлений.
Доступен широкий ассортимент пружинных плунжеров , который включает пружинные плунжеры с резьбой, пружинные плунжеры с ручным выдвижением, пружинные плунжеры с запрессовкой, пружинные плунжеры с нажимной посадкой, пружинные плунжеры со втягивающим штифтом и индексные плунжеры.
Также доступны запрессовываемые установочные штифты и пружинные установочные штифты, а также такие аксессуары, как вкладыши для штифтов, фиксаторы резьбы и стопорные винты.
Инструментальные шарики используются в качестве контрольных точек при контроле. Созданные для сокращения времени проектирования и детализации, крепежные блоки и пластины для КИМ представляют собой рабочую основу с комбинацией монтажных отверстий стандартного размера для позиционирования.
Крепежные ключи используются для размещения приспособлений и приспособлений на столах станков с прорезями.
Центровочные штифты и втулки представляют собой съемные установочные устройства, используемые для точного выравнивания заготовок в шаблонах и приспособлениях.
Полный набор угловых пластин , ограничители , установочные винты и уплотнители 900 28 также доступны.
Преимущества зажимов и приспособлений
> Производительность
Приспособления и приспособления повышают производительность за счет исключения частого изменения положения и проверки. Время работы сокращается за счет увеличения скорости, подачи и глубины резания из-за высокой жесткости прижима.
> Взаимозаменяемость и качество
Приспособления и приспособления позволяют производить множество заготовок с повторяемостью, точностью и одинаковым качеством и взаимозаменяемостью по конкурентоспособной цене.
> Снижение квалификации
Нет необходимости в искусной наладке заготовок на станке. Приспособления и приспособления позволяют неквалифицированным или полуквалифицированным операторам станков устанавливать заготовки, снижая трудозатраты.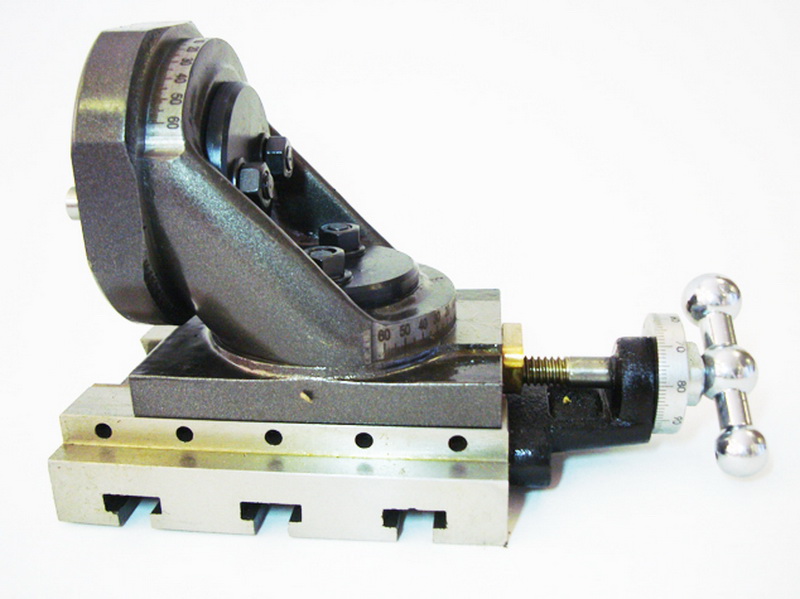
> Снижение затрат
Повышение производительности, сокращение брака, простота сборки и экономия затрат на оплату труда приводят к окончательному снижению себестоимости единицы продукции.
Основы проектирования приспособлений и приспособлений
Теперь, когда мы знаем преимущества использования приспособлений и приспособлений, а также способы их правильного размещения и монтажа на станке, разработчик приспособлений и приспособлений должен реализовать следующие принципы, чтобы обеспечить простоту установки и повторяемость положения. , высокое качество заготовок по конкурентоспособной стоимости.
> Точки позиционирования
Обеспечивают хорошее расположение точек для заготовки. Обрабатываемая заготовка должна легко вставляться и быстро сниматься с приспособления, чтобы не тратить время на установку заготовки в положение для выполнения операций. Расположение заготовки должно быть точным, чтобы обеспечить желаемую траекторию режущего инструмента.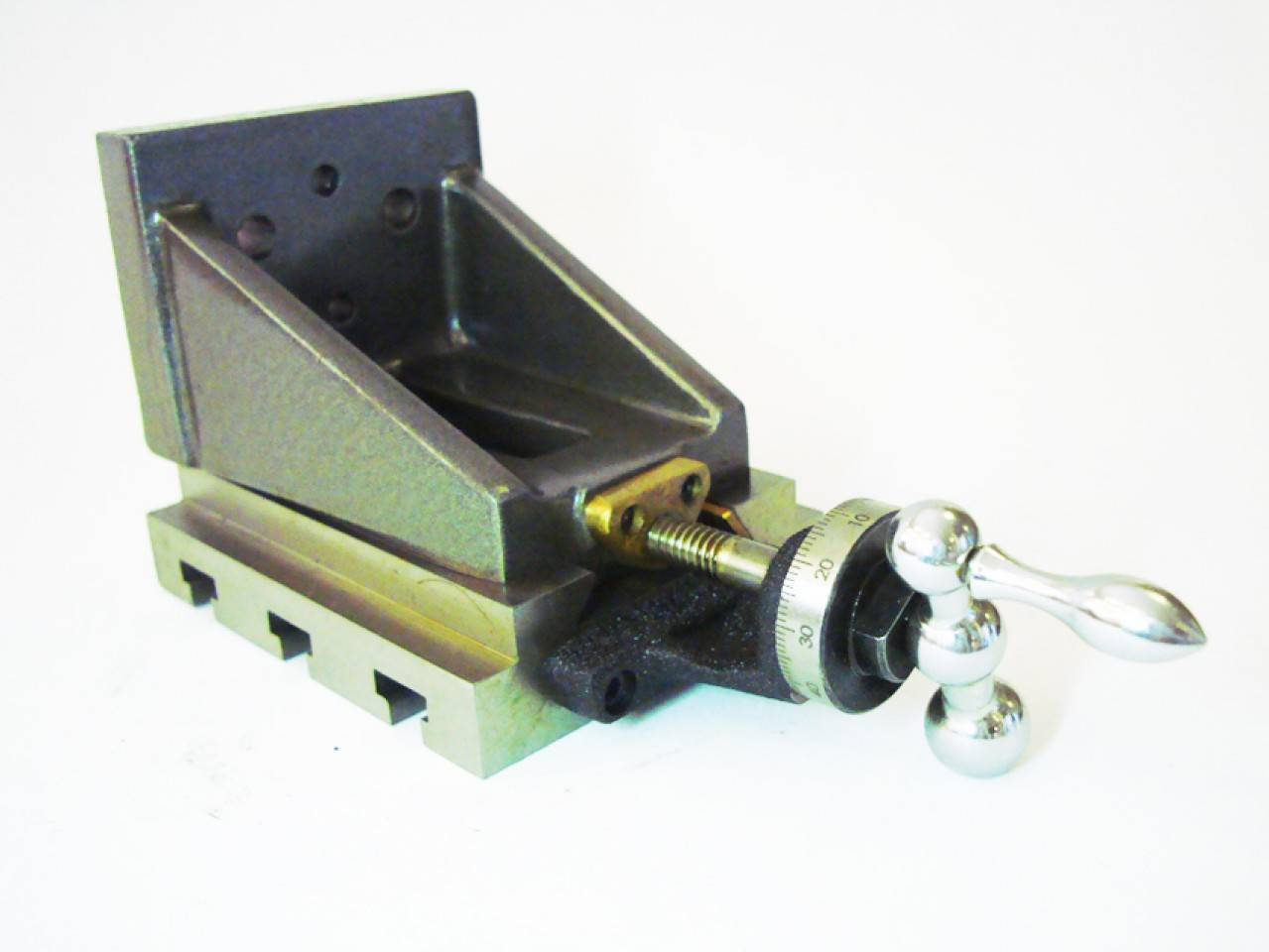
> Защита от ошибок
Конструкция приспособлений и приспособлений не должна позволять вставлять заготовку или инструмент в любом положении, кроме правильного.
> Сокращение времени простоя
Приспособления и приспособления должны быть сконструированы таким образом, чтобы время обработки, загрузки, зажима и разгрузки заготовки было минимальным.
> Масса приспособлений и приспособлений
Приспособления и приспособления должны быть простыми в обращении, максимально легкими и использовать минимальное количество материала без ущерба для жесткости и жесткости. Подъемные средства должны быть включены по мере необходимости, чтобы предотвратить усталость оператора.
> Кондукторы с ножками
Приспособления иногда снабжены ножками, чтобы их можно было легко разместить на столе станка.
> Материалы для зажимов и приспособлений
Приспособления и приспособления обычно изготавливаются из закаленных материалов, чтобы избежать частых повреждений и противостоять износу. Примерами являются мягкая сталь, чугун, штамповая сталь, углеродистая сталь или высокопрочная сталь.
Примерами являются мягкая сталь, чугун, штамповая сталь, углеродистая сталь или высокопрочная сталь.
> Зажимные устройства
При проектировании шаблонов и приспособлений Зажимные устройства должен быть максимально простым без ущерба для эффективности. Прочность зажима должна надежно удерживать заготовку на месте, но также выдерживать нагрузку режущего инструмента без движения.
Захваты с механическим приводом предпочтительны, потому что они быстродействующие, управляемые, надежные и могут работать без утомления операторов станка.
Движение зажимов должно быть сведено к минимуму, а давление зажима должно быть достаточно низким, чтобы предотвратить деформацию заготовки.
Дополнительные важные характеристики шаблонов и приспособлений
В дополнение к базовой конструкции шаблонов и приспособлений, есть несколько особенностей конструкции инструмента, на которые следует обратить внимание разработчику инструмента. Среди этих особенностей:
Среди этих особенностей:
> Чистота процесса обработки — конструкции должны минимизировать затраты времени на очистку от заусенцев, заусенцев, стружки и т. д.
> Сменные детали и стандартизация — опорные и опорные поверхности должны быть заменяемы, где это возможно, и должны быть стандартизированы, чтобы обеспечить взаимозаменяемость производства.
> Приспособления для охлаждающей жидкости – в конструкцию инструмента следует добавить элементы, позволяющие охлаждать режущий инструмент и смывать стружку и стружку.
> Закаленные поверхности – все опорные и опорные поверхности должны быть по возможности из закаленных материалов, чтобы они не быстро изнашивались и сохранялась точность в течение длительного времени.
> Вставки и подкладки – всегда следует прикреплять к поверхностям зажимов, которые будут соприкасаться с обработанными поверхностями заготовки, чтобы они не были повреждены.
> Исходное положение — должен гарантировать, что заготовка не расположена более чем в 3 точках в одной плоскости. Следует провести испытания, чтобы убедиться в отсутствии раскачивания. Пружинная нагрузка должна быть реализована там, где это возможно.
> Позиционирование зажима – зажимы должны располагаться непосредственно над опорами заготовки, чтобы избежать деформации и пружинения детали, а также противодействовать усилиям режущего инструмента.
> Манипуляции с заготовками и свободное пространство — вокруг заготовки должен быть обеспечен достаточный зазор, чтобы руки оператора могли легко проникать в корпус приспособления для размещения заготовки и приспособиться к любым изменениям детали. Скруглите все углы и предусмотрите ручки везде, где они облегчат обращение.
> Выталкивающие устройства – в корпус приспособления должны быть встроены соответствующие выталкивающие устройства, чтобы при необходимости выталкивать заготовку после операции.
> Зажимные и связывающие устройства – должны быть максимально быстродействующими. Следует избегать сложных зажимных устройств, а некоторые точки крепления должны быть регулируемыми.
> Безопасность – конструкция крепления должна обеспечивать безопасность оператора и машины.
Резюме
Одним из наиболее распространенных аргументов в производственных процессах механической обработки является шаблон против приспособления. В этой статье мы узнали об обоих инструментах, их типах, использовании в производстве, принципах проектирования и основных функциях.
Основное назначение шаблона или приспособления — создать надежную точку крепления заготовки, обеспечивающую опору во время работы и повышающую точность, точность, надежность и взаимозаменяемость готовых деталей.
Кондукторы обычно используются для сверления, растачивания, развертывания и нарезания резьбы, в то время как 9Приспособления 0027 используются для фрезерования, прорезки пазов, формообразования, токарной обработки и строгания. Джиги обычно дороже, чем приспособления. Конструкции зажимных приспособлений часто бывают более сложными, чем более простые конструкции приспособлений.
Джиги обычно дороже, чем приспособления. Конструкции зажимных приспособлений часто бывают более сложными, чем более простые конструкции приспособлений.
Механическая обработка в больших объемах имеет другие фундаментальные требования, чем мелкосерийное производство, и зависит от надежных, воспроизводимых процессов, которые производят детали стабильного качества в течение длительных периодов времени. Как правило, требуются специализированные решения для крепления, такие как приспособления и приспособления.
Основные преимущества приспособлений и приспособлений:
> Точность
> Простота
> Простота использования
> Повторяемость 9010 3 > Безопасность
Наконец, следует отметить, что приспособления также широко используются во многих отраслях промышленности, среди которых сварка и сборка автомобилей, обработка и сборка двигателей и трансмиссий, аэрокосмическое производство, медицинская и фармацевтическая промышленность.
