Фрезерного станка кинематическая схема: кинематическая схема токарного и фрезерного станков
Содержание
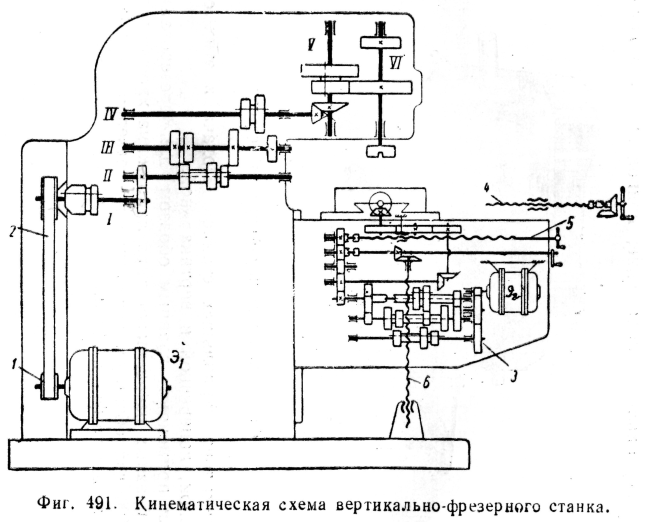
Кинематическая схема консольного вертикально-фрезерного станка 6м12п
Кинематическая
схема вертикально-фрезерного станка
6М12П, приведённая на рисунке 11, в
значительной степени совпадает с
рассмотренной выше схемой (см. Приложение).
Здесь числа оборотов шпинделя также
изменяются от 31,5 до 1600 об/мин. Однако
кинематическая цепь главного движения
несколько отличается от рассмотренной.
Рисунок
11 – Кинематическая схема консольного
вертикально-фрезерного станка 6М12П
Главное
движение
от электродвигателя (N
= 7 кВт; n
= 1440 об/мин) к шпинделю осуществляется
по следующеё схеме: электродвигатель
– упругая соединительная муфта – вал
I
постоянные зубчатые колёса 26/54 – вал
II
– тройной передвижной блок зубчатых
колёс, дающий три переключения между
валами II
и III
(16/36; 19/36; 22/33) – вал III
– второй такой же блок, дающий три
переключения между валами III
и IV
(18/47; 28/37; 39/26) – вал IV
– двойной передвижной блок, дающий
переключение между валами IV
и V
(20/70; 83/37) – вал V
– конические зубчатые колёса 29/29 – вал
VI
– зубчатые колёса 54/54 – шпиндель станка
VII.
Кинематические
цепи подач станка модели 6М12П полностью
соответствуют рассмотренным выше цепям
станка модели 6М82. Все обозначения на
приводах подач на схемах – рисунок 10 и
рисунок 11, совпадают. Значения подач
также совпадают.
3.1
Цель работы
Ознакомление
со способами обработки заготовок на
фрезерных станках, с устройством
фрезерных станков различных типов и с
кинематикой консольных фрезерных
станков.
3.2
Приборы и материалы
Кинематические
схемы консольных фрезерных станков и
образцы фрез.
3.3
Описание (содержание) работы
1.
Для выполнения работы студенты в
соответствии с индивидуальными заданиями
получают кинематические схемы фрезерных
станков, составляют уравнения
кинематических цепей главного движения
и движения подачи и рассчитывают частоту
вращения шпинделя и величину подачи.
2.
В соответствии с индивидуальным заданием
по образцу детали студенты определяют,
какими фрезами и на каких станках
фрезеровалась данная деталь.
3.4.
Оформление результатов работы
Оформление
результатов работы студенты осуществляют
в виде отчёта, в котором приводятся
расчёты кинематических цепей и карандашные
эскизы деталей с указанием способов их
обработки в соответствии с индивидуальным
заданием.
3.5
Контрольные вопросы
1
Классификация фрезерных станков.
2
Маркировка фрезерных станков.
3
Конструкция консольного
горизонтально-фрезерного станка.
4
Конструкция консольного вертикально-фрезерного
станка.
5
Виды обработки, производимые на
консольных фрезерных станках.
6
Назначение и особенности конструкции
бесконсольных фрезерных станков.
7
Назначение и особенности конструкции
продольно-фрезерных станков.
8
Типы фрезерных станков непрерывного
действия и их назначение.
9
Особенности кинематики главного движения
и движения подачи консольных фрезерных
станков.
10
Способ реверсирования движения подачи,
применяемый в консольных фрезерных
станках.
Кинематическая схема консольно-фрезерного станка 6Р81Г / Фрезерные станки / Stanok-online.ru
Рубрикатор
Разделы документации
Фрезерные станки
Кинематическая схема консольно-фрезерного станка модели 6Р81Г. В виду простоты кинематики здесь поясняется только разделение в механизме подачи цепей рабочего и ускоренного перемещения стола. Движение рабочей подачи передаётся от зубчатого колеса коробки подач через промежуточный вал на червячное колесо редуктора. Червячное колесо установлено на валу на подшипниках и заклинивается на нём с помощью муфты обгона. Ускоренное вращение от электродвигателя передаётся к валу через передачу зубватых колёс. Зубчатое колесо установленное на валу свободно на подшипниках и может вращать вал только при включении фрикционной муфты. При включении муфты обгонная муфта срабатывает и отключается червячное колесо от вала.
Ускоренное вращение от электродвигателя передаётся к валу через передачу зубватых колёс. Зубчатое колесо установленное на валу свободно на подшипниках и может вращать вал только при включении фрикционной муфты. При включении муфты обгонная муфта срабатывает и отключается червячное колесо от вала.
Скачать бесплатно кинематическую схему консольно-фрезерного станка 6Р81Г
Комментарии
Новости компаний
все
Индустриальный парк «ОКА» приветствует первого резидента
Новости сферы
Завод УГМК «Электросталь Тюмени» признан главным событием 2013 года в металлургии России
Новости сферы
Правительства края ждет 100 миллиардов инвестиций в металлургию
Новости сферы
Рельсы для российских железных дорог изготовят в Челябинске по уникальной технологии
Новости сферы
Новые компании
все
Индустриальный парк ОКА МУРОМ
Индустриальный парк «ОКА» — это промышленная территория, обладающая полноценной инфраструктурой и полностью обеспеченная энергоносителями и сетями
Презентация — *.
 pdf
pdfМеталлообработка
ООО ПКФ КРИСТАЛЛ
Крупнейший в России производитель серийных портальных машин термической (плазменной и газовой) резки металла с ЧПУ с двадцатилетним производственным опытом. Собственные разработки, полный производственный цикл, высокий профессионализм сотрудников, клиентоориентированность, техническое сопровождение оборудования на протяжении всего цикла эксплуатации – сильные стороны завода ПКФ Кристалл.
Металлообработка
ООО «НеоИнжиниринг»
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
ООО «ФЕТ»
ООО «ФЕТ» многопрофильная транспортно-экспедиторская компания по международному аутсосингу.
 Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказ
Мы ведем свою деятельность по трём основным направлениям: грузовые перевозки, поставка станков и оборудования из Китая под индивидуальный заказМеталлообработка
Портал Stanok-online.ru
На сайте представлены материалы такие как: паспорта на станки, паспорта на пресса и другое КПО, схемы и чертежи, технические характеристики и другая дополнительная литература…
Документация на станки
Услуги
все
Металлообработка, токарные работы, фрезерные работы, конструкторские работы
Металлообработка. Изготовление даже одной детали. По чертежам, по образцу, по изношенному образцу, и даже со слов заказчика. Из отечественных, импортных материалов или подберем аналог.
Металлообработка
Производство крученой сетки из проволоки
Сетки изготавливаются из низкоуглеродистой термически обработанной проволоки без покрытия или оцинкованной
Металлообработка
Вакансии
все
Начальник цеха металлообработки
Вакансии в металлообработке
Кинематическая система и операции фрезерных станков примечания к классу
Кинематическая система фрезерного станка:
Кинематическая система, состоящая из ряда кинематических цепей нескольких механизмов, обеспечивает передачу движений (и мощности) от двигателя к режущему инструменту для его вращения с различными скоростями и к рабочему столу для его медленных движений подачи по осям X, Y и направления Z.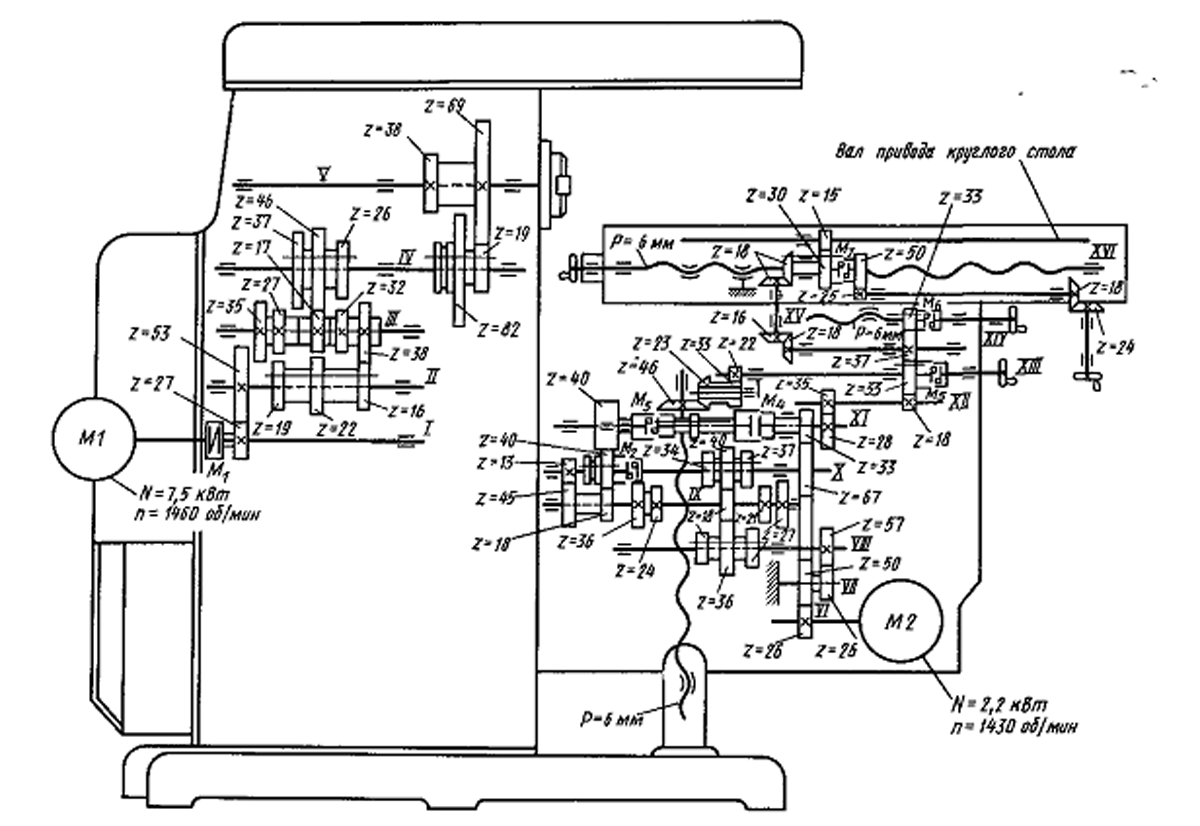
В некоторых фрезерных станках вертикальная подача осуществляется на фрезерную (фрезерную) головку. Более универсальные фрезерные станки дополнительно имеют возможность вращения рабочего стола и наклона вертикального фрезерного шпинделя вокруг осей X и/или Y.
Кинематическая схема наиболее распространенного и широко используемого фрезерного станка с вращением одного горизонтального шпинделя или оправки и тремя движениями подачи рабочего стола в направлениях X, Y и Z.
Фреза, установленная на горизонтальной фрезерной оправке, получает свое вращательное движение с различными скоростями от главного двигателя через коробку скоростей, которая с помощью групповых шестерен разбивает одну скорость на желаемое большое число (12, 16, 18, 24 и т. д.). ) скоростей шпинделя.
Мощность передается на коробку передач через клиновые ремни и предохранительную муфту, как показано на схеме. Для движения подачи заготовки (установленной на рабочем столе) независимо, скорость резца, вращение входного вала редуктора скорости передается на редуктор подачи посредством уменьшения (скорости) червяком и червячными колесами.
Блок шестерен в редукторе подачи позволяет обеспечить желаемый ряд скоростей подачи. Подача задания может осуществляться как вручную путем вращения соответствующих колес вручную, так и автоматически путем включения соответствующих муфт.
Направления продольной (X), поперечной (Y) и вертикальной (Z) подачи контролируются путем соответствующего переключения муфт. Система спроектирована таким образом, что продольная подача может сочетаться с поперечной или вертикальной подачей, но поперечная и вертикальная подачи не могут быть получены одновременно. Это сделано в целях безопасности.
Телескопический вал с универсальными шарнирами на концах встроен для передачи движения подачи от фиксированного положения коробки передач подачи к станине (и столу), которая перемещается вверх и вниз, требуя изменения длины и ориентации вала.
На схеме также показано, что для быстрого перемещения станины и стола с помощью обгонной муфты предусмотрен отдельный небольшой двигатель. При медленных рабочих подачах вращение передается от червяка и червячного колеса на внутренний вал через три равноудаленных ролика, которые заклиниваются в коническом канале.
При медленных рабочих подачах вращение передается от червяка и червячного колеса на внутренний вал через три равноудаленных ролика, которые заклиниваются в коническом канале.
Во время быстрого откупоривания рабочего хода вал непосредственно вращается этим двигателем в режиме реального времени, не останавливая и не замедляя червяк. При необходимости можно установить более длинную оправку, натянув поперечину.
Основание фрезера заливается на бетонный пол или фундамент.
Кинематика — мех. Дизайн
Кинематика относится к тому, как наши машины перемещаются в пространстве.
Компоновка
Выбор подходящей компоновки машины, вероятно, является одной из первых вещей, которые мы делаем, когда думаем о новой машине: это в основном «в каком порядке оси соединяются болтами друг с другом», и есть несколько прототипов форм мы можем видеть, чтобы сориентироваться:
Вертикальная мельница (VMC)
- XY «стол»
- Z «вертикальный»
Это современный родственник коленных мельниц. Обратите внимание на большую консоль на оси Z: это, как правило, большие машины с их объемами сборки.
Обратите внимание на большую консоль на оси Z: это, как правило, большие машины с их объемами сборки.
VMC — это классическая рабочая лошадка, а не непреодолимая для сборки в лаборатории. Посмотрите этот канал на YouTube, чтобы увидеть самодельную конструкцию из эпоксидного гранита весом 700 кг.
Информацию о VMC домашнего пивоварения разумного размера см.:
Фрезерный станок/портальный станок
- XY «портал» и неподвижная станина
- Ось Z установлена на X-портале
Обычно они «широкие и плоские» и имеют приоритет скорости перемещения XY. Как правило, они имеют примерно такой же размер, как и их рабочие объемы, что делает их подходящими для крупноформатной обработки (т. е.) заготовки размером 4×8 футов или более. Складской материал обычно имеет листовую форму.
Складской материал обычно имеет листовую форму.
5 Axis
Есть несколько способов снять шкуру с кота 5ax, и можно спорить, какой из них лучше. Для пятиосевого станка у нас, по сути, есть все степени свободы, которые могут понадобиться для обработки любой геометрии (поскольку 6-я ось, вращение вдоль оси шпинделя, является избыточной), но различные компоновки предлагают различную жесткость и «досягаемость» — как легко маневрировать инструментом, например, на нижней стороне заготовки. Крепление детали здесь также становится важным!
Рукава Scara
Рукава «Scara» — это машины с двумя или тремя степенями свободы (с добавлением Z), обычно предназначенные для быстрого движения: поворотные соединения легче поворачивать, чем поднимать большую ось над тем же рабочим пространством. Кроме того, они занимают небольшую площадь относительно своей рабочей зоны.
Построение Scara включает также решение обратной кинематики для перевода из декартовых положений в углы шарнира,
из How To Mechatronics
Двойные манипуляторы Scara («параллельные роботы») также существуют,
Роботы Delta
Роботизированные манипуляторы
Они повсюду и обычно используются для обработки материалов / «общей» автоматизации. Они представляют собой длинные передние цепи вращающихся преобразователей, и редукторы/приводы, способные создавать достаточный крутящий момент (при достаточно малом весе), остаются дорогими.
Рука робота с 6 степенями свободы может удерживать любую «позу» (3 позиции, 3 вращения) только с одним решением (фактическая ориентация руки), но некоторые новые руки включают 7 степеней свободы, так что они могут принимать любую позу сохраняя при этом «нулевое пространство», в котором суставы робота могут вращаться в диапазоне возможных ориентаций, сохраняя при этом положение конечного эффектора. Это позволяет перемещать манипулятор робота в сторону от препятствий в рабочей среде, сохраняя положение рабочего органа:
Это позволяет перемещать манипулятор робота в сторону от препятствий в рабочей среде, сохраняя положение рабочего органа:
И т. д.!
Существует бесконечно много вариантов кинематики машин, как я уже говорил ранее, эти списки невелики. Мы можем лучше использовать наше время, чтобы попытаться понять некоторые нюансы, которые могут возникнуть, когда мы проектируем эти вещи.
Матрицы преобразования
из Northwestern
При необходимости (как правило, только при наличии вращающихся соединений) мы можем сформулировать кинематику машины в терминах однородных матриц преобразования или HTM — здесь из некоторого «наземного» отсчетного пространства (или мировой системы координат WCS ) мы можем выразить каждое последующее положение оси как некоторое произведение HTM.
Зависимость
В то время как компоновка машины очевидна, способ кинематических ограничений машины часто более тонкий. Понимание кинематического ограничения может иметь огромное значение при проектировании машин, но его часто упускают из виду.
Есть другие люди, которые справляются с этим лучше, чем я, поэтому я бы указал нам на этот PDF-файл из Университета Аризоны.
от Practical Precision
Мы обычно знакомимся с этой идеей через кинематических связей , которые точно ограничивают один жесткий контакт между двумя телами по всем 6 степеням свободы. Slocum сделал их обзор в 2010 году, откуда взято это изображение:
Мы видим, что оно состоит из элементов предыдущего изображения. На практике мы чаще всего встречаем их в устройствах смены инструмента, таких как Джошуа Васкес:
Или в таких оптических креплениях:
Большинство кинематических креплений имеют низкую жесткость , потому что точки контакта должны быть исчезающе малыми (конечно, на практике они никогда не бывают такими, и Hertz Stress — это то, с чего нужно начать, чтобы понять почему), и поэтому мы редко видим кинематические крепления, используемые в приложениях с высокими нагрузками, таких как фрезерование с ЧПУ.
Мое собственное устройство смены инструмента также представляет собой кинематическое крепление, хотя оно немного нетрадиционно (сделано для простоты изготовления и приведения в действие), вы можете отслеживать этот проект здесь.
Не только муфты
Кинематика — это не только муфты. Один из способов подумать об этом: каждая из наших матриц преобразования имеет одну «свободную» или неограниченную степень свободы: степень свободы, которая активируется на этом стыке. Кинематика около точно ограничивает все остальные степени свободы в матрице без «связывания» свободной степени свободы.
Я думаю, что у меня есть время только для одного из этих примеров, но он самый распространенный: если мы рассмотрим портальный станок с двумя осями Y, например, clank:
Это означает, что когда двигатели выключены , ось Y может немного вращаться в плоскости XY:
Но когда двигатели включены, это полностью ограничено. Если бы сборка Y-Left и Y-Right были идентичными, Clank был бы чрезмерно ограничен.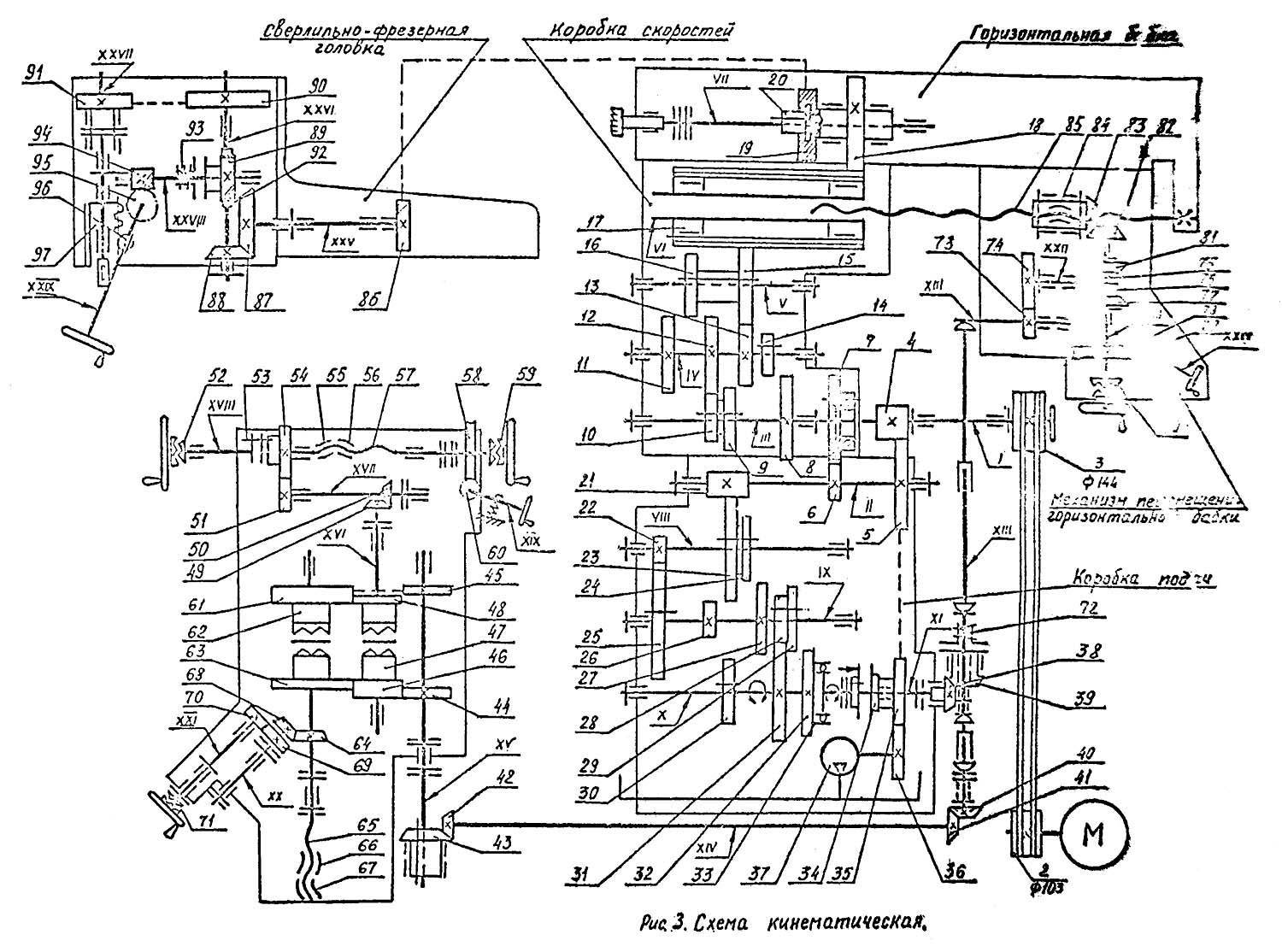 Стоит отметить, что если бы мы написали подходящий контроллер для Clank, мы могли бы управлять этим небольшим вращением в плоскости XY оси Y: машина имеет «три оси», но четыре двигателя: с помощью дифференциального привода на Y-левый и Двигатели Y-Right позволили бы использовать здесь «свободную» глубину резкости. На практике двигатели просто отражают друг друга.
Стоит отметить, что если бы мы написали подходящий контроллер для Clank, мы могли бы управлять этим небольшим вращением в плоскости XY оси Y: машина имеет «три оси», но четыре двигателя: с помощью дифференциального привода на Y-левый и Двигатели Y-Right позволили бы использовать здесь «свободную» глубину резкости. На практике двигатели просто отражают друг друга.
Самое главное, эта конструкция означает, что левая Y-рельс и правая Y-рельс не обязательно должны быть идеально параллельны — поскольку правая Y-образная сборка не имеет ограничений по оси X, рельс на этой стороне может «перемещаться». », не заставляя два X-ограничения бороться друг с другом.
Итак: немного тонкий, немного скучный и легко игнорируемый, но тщательный кинематический дизайн — это то, что может заставить вашу машину скользить вот так: случай неустойчивых (недосвязанных), устойчивых (хорошо связанных) и неопределенных (сверхсвязанных) реперов. В некотором смысле структурная устойчивость и кинематическая связь — одно и то же.
