Фрезерные приспособления: Зажимные приспособления для фрезерных станков
Содержание
Инструмент и приспособления для фрезерных станков — Обработка металлов резанием — Совершенствование навыков выполнения слесарных и токарных работ
Главная / Слесарное дело / Совершенствование навыков выполнения слесарных и токарных работ / Обработка металлов резанием / Инструмент и приспособления для фрезерных станков
2 марта 2012
Фрезерные станки получили свое название от многозубого режущего инструмента — фрез, которыми на этих станках обрабатывают металлы.
На горизонтально-фрезерных станках в зависимости от вида обрабатываемой поверхности применяют цилиндрические, дисковые, торцовые и фасонные фрезы.
Фрезы
а — цилиндрические; б — дисковые; в — торцовая; г — фасонные.
Цилиндрическими фрезами обрабатывают широкие поверхности, дисковыми — канавки, пазы и узкие поверхности, торцовыми — широкие поверхности и различные выемки, фасонными — криволинейные (фасонные) поверхности.
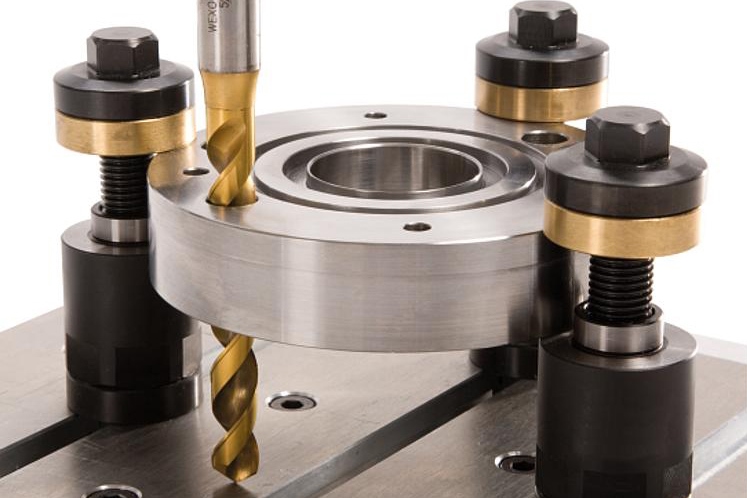
Приспособлениями для фрезерных станков являются машинные тиски, в которых зажимают обрабатываемую заготовку, подкладки, призмы с хомутиками и прижимные планки, при помощи которых можно прикреплять заготовку непосредственно к столу, не используя машинных тисков.
Вопросы
- Что является основным инструментом у фрезерных станков?
- Какие бывают фрезы?
- Для чего предназначены цилиндрические и дисковые фрезы?
- Какие приспособления используют на фрезерных станках?
Для обработки металлов резанием механизмы станков имеют два основных движения: главное и подачи, при которых перемещаются режущий инструмент и заготовка. Главное движение — это вращение от электродвигателя шпинделя с установленной фрезой. Подача — поступательное движение стола с укрепленной на нем обрабатываемой заготовкой. На фрезерном станке процесс обработки называется фрезерованием.
Перед фрезерованием необходимо закрепить фрезу на оправке, установленной в шпинделе и хоботе. Включают станок и проверяют на биение фрезерную оправку с надетой на нее фрезой. Если фреза бьет, останавливают станок и изменяют установку либо заменяют фрезу или оправку. Проверяют надежность крепления машинных тисков и закрепляют в них размеченную заготовку.
При помощи рукоятки подъемного механизма консоли заготовку подводят к фрезе. Включив станок и плавно вращая рукоятку подачи, сообщают столу и заготовке поступательное движение (подачу).
Фреза снимает необходимый слой металла. Если у заготовки фрезеруют несколько поверхностей, то, обработав одну поверхность, заготовку переворачивают, зажимают в тисках и продолжают фрезерование.
Вопросы
- Какие виды движения происходят при резании металлов на фрезерном станке?
- Что нужно сделать перед работой на фрезерном станке?
- В какой последовательности фрезеруют заготовку?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Фрезерные кулачковые патроны и магнитные столы для станков c ЧПУ
SAMCHULLY
Южная Корея
Стационарные зажимные патроны Samchully
Магнитные плиты Samchully
ASSFALG
Германия
Прижимные магнитные столы
MATRIX
Германия
Общий каталог зажимных систем MATRIX
AUTOGRIP
Тайвань
Стационарные зажимные патроны Autogrip
Магнитные столы для станков с ЧПУ
Зажимные фрезерные приспособления данного раздела, как правило, выполняют функции аналогичные станочным тискам и поворотным столам.
Стационарные зажимные патроны — действуют по аналогии с ручными и механическими токарными патронами. Преимущества перед станочными тисками:
- Более эффективны, чем тиски, при зажатии заготовок с круглым сечением.
- В отличие от тисков с двумя губками, позволяют осуществить зажим заготовки с помощью нескольких кулачков.
Магнитные столы и плиты позволяют закреплять ферримагнитные материалы (железо и сплавы, а также кобальт, никель и др.) без использования тисков. Представленные в данном разделе магнитные столы и плиты отличаются следующими преимуществами:
- Механические магнитные столы — во время бездействия магнитное поле керамических магнитов блокируется немагнитным материалом. Механические магнитные столы и плиты надёжны в эксплуатации, но использование рычага для смещения немагнитного материала затрудняет их использование в массовом производстве.
- Электромагнитные столы — электромагнитное поле возникает при подаче тока на электромагнитные катушки.
 Электромагнитные столы и плиты быстрее в эксплуатации, но зависимы от наличия электричества и требуют страхующих механизмов на случай внезапного отключения тока.
Электромагнитные столы и плиты быстрее в эксплуатации, но зависимы от наличия электричества и требуют страхующих механизмов на случай внезапного отключения тока.
В данном разделе представлены не только механические и электромагнитные столы и плиты, но и модели, совмещающие оба описанных принципа.
Бизон
Бизон
ПОСМОТРЕТЬ КАТЕГОРИИТокарные патроныМощные патроны и гидроцилиндрыСтаночные и настольные тискиФрезерные приспособления
Поворотные столы и делительные приспособления
Задние бабки
Коробчатые кулачки
Самоцентрирующиеся приспособления и основания
Поворотные угловые опоры
Державки VDIПодвижные и сплошные центрыИнструменты шпинделя и инструментальные стойкиЗапасные части и аксессуары
Поворотные столы и делительные приспособления
Задние бабки
Коробчатые кулачки
Самоцентрирующиеся приспособления и основания
Поворотные угловые опоры
Тип губок
2-компонентные челюсти
7
Твердые челюсти
2
Тип губок
Жесткие двухкомпонентные кулачки
7
Твердые твердые челюсти
2
Материал корпуса
Чугун
2
Стали
9
Количество захватов
3
3
4
6
Размер конуса
3
6
4
3
5
2
Сквозное отверстие
НЕТ
6
ДА
8
Размер сквозного отверстия [мм]
103
2
38,5
1
42
2
55
2
76
1
Единица измерения
советник
45
СТ (4 шт.