Фрезерный станок 6р82: 6Р82 Станок консольно-фрезерный горизонтальный с поворотным столом
Содержание
Горизонтально-фрезерный станок модели 6Р82: характеристики, схемы
Что известно о производителе станка
Станок 6Р82г произведен на Горьковском заводе фрезерных станков. Предприятие известно не только в России, но и по всему миру. Оно начало свою работу в 1931 году. Занимается выпуском фрезерного оборудования, в том числе и современным управлением ЧПУ и УЦИ. Горьковский завод является крупнейшим предприятием страны, ежедневно с конвейера сходило более сотни разнообразных видов продукции.
Линейка станок с маркировкой Р увидела свет в 1972 году. Консольное устройство вышло одновременно с 6Р83. Интересно, что данные модели стали прототипами вариаций серии М, являющиеся более универсальными.
Сейчас станки фрезерного типа выпускает . ООО было основано в 2007 году, но уже успело завоевать положительную репутацию.
Технические характеристики широкоуниверсального фрезерного станка 6Р82Ш
Описаны состав узлов, технологическое применение, эксплуатационные характеристики, особенности конструкции, порядок управления универсальным станком 6Р82Ш.
Фрезерный станок марки 6Р82Ш был разработан почти полвека тому назад. Однако выпуск данной модели, с незначительными конструктивными изменениями, производится и по сей день, что свидетельствует о большом резерве жизнеспособности и функциональности всех узлов данного оборудования. Эксплуатационные преимущества станка более всего проявляются при единичном и мелкосерийном типе выпуска продукции, а также в ремонтно-машиностроительном производстве.
История горизонтального консольного фрезерного станка 6Р82г
Модели горизонтально фрезерные начали выпускать с 1932 года — через год после открытия предприятия. В 37 появились прототипы — варианты серии 6Б, который были оснащены столами с размерами 320 на 1250 миллиметров. В 51 году началось производство вариаций 6Н. Одни из приборов — 6Н13ПР — был положительно воспринят общественностью и принят к рассмотрению ведущими европейскими специалистами. В 1956 году, то есть через пять лет после создания, конструкторов наградили в Брюсселе за эту разработку.
В 1960 году появляются варианты серии 6М, станков такого типа было выпущено семь моделей. Они были удобны, но все еще присутствовала проблема недостаточной безопасности.
Модель 6Р82 появилась одновременно с еще одной популярной 6Р83 — в 1972 году. Консольные вариации понравились специалистам, которые настояли на том, что ассортимент необходимо расширять. Так появились в 1985 году другие линейки станков с маркировкой Т-1 — 6Т82 и 6Т83. Принципиальных различий у оборудования нет. В 1991 году показали разработки серии Т — станков представлено десять видов.
Многие вариации оборудования выпускаются до си пор. Не стоит думать, что ранний год изготовления говорит о плохом качестве или недостаточном функционале. На самом деле приборы раннего производства могут подойди предприятиям лучше, чем выполненные во времена миллениума — дело в том, насколько они подходят для конкретного выполняемого вида работ.
Система смазки
Схема расположения точек смазки показана на рис. 26. В таблице 5 указан перечень элементов системы и точек смазки.
26. В таблице 5 указан перечень элементов системы и точек смазки.
Описание работы системы смазки
Внимательное отношение к смазке, нормальная работа систем смазки являются гарантией безотказной работы станка и его долговечности.
На станке имеются две изолированные централизованные системы смазки:
- зубчатых колес, подшипников коробки скоростей и элементов коробки переключения скоростей;
- зубчатых колес, подшипников коробки подач, консоли, салазок, направляющих консоли, салазок и стола.
Масляный резервуар и насос смазки коробки скоростей находятся в станине. Масло в резервуар заливается через крышку 5 до середины маслоуказателя 9. При необходимости уровень масла должен пополняться. Слив масла производится через патрубок 6.
Контроль за работой системы смазки коробки скоростей осуществляется маслоуказателем 7.
Масляный резервуар и насос смазки узлов, обеспечивающих движение подачи, расположены в консоли. Масло в резервуар заливается через угольник 2 до середины маслоуказателя 1. Превышать этот уровень не рекомендуется: заливка выше середины маслоуказателя может привести к подтекам масла из консоли и коробки подач. Кроме того, при переполненном резервуаре масло через рейки затекает в корпус коробки переключения, что может привести к порче конечного выключателя кратковременного включения двигателя подач. При снижении уровня масла до нижней точки маслоуказателя необходимо пополнять резервуар. Слив масла из консоли производится через пробку 3 в нижней части консоли с левой стороны. Контроль за работой системы смазки коробки подач и консоли осуществляется маслоуказателем 10.
Превышать этот уровень не рекомендуется: заливка выше середины маслоуказателя может привести к подтекам масла из консоли и коробки подач. Кроме того, при переполненном резервуаре масло через рейки затекает в корпус коробки переключения, что может привести к порче конечного выключателя кратковременного включения двигателя подач. При снижении уровня масла до нижней точки маслоуказателя необходимо пополнять резервуар. Слив масла из консоли производится через пробку 3 в нижней части консоли с левой стороны. Контроль за работой системы смазки коробки подач и консоли осуществляется маслоуказателем 10.
Работа системы смазки считается удовлетворительной, если масло каплями вытекает из подводящей трубки; наличие струйки или заполнение ниши указателя маслом свидетельствует о хорошей работе масляной системы.
Направляющие стола, салазок, консоли и механизмы привода продольного хода, расположенные в салазках, смазываются периодически от насоса, расположенного в консоли. Масло для смазки этих узлов поступает из резервуара консоли. Смазка направляющих консоли осуществляется от кнопки 11, а смазка направляющих салазок, стола и механизмов привода продольного хода — от кнопки 12.
Смазка направляющих консоли осуществляется от кнопки 11, а смазка направляющих салазок, стола и механизмов привода продольного хода — от кнопки 12.
Достаточность смазки оценивается по наличию масла на направляющих.
Смазка должна производиться с учетом степени загрузки станка, как правило, перед работой (ориентировочно два раза в смену при длительности 15—20 сек.
Смазка подшипников концевых опор (точки 4) винта продольной подачи производится шприцеванием.
Назначение и область применения
Станок 6Р82 имеет меньшие габариты и требует меньшего рабочего пространства, чем варианты 6Р83. Следует учесть и то, что последние выдают большую мощность двигателя. Если требуется оборудование на масштабное производство, то предпочтение следует отдать 83. Но в тоже время 82 имеет некоторые конструктивные особенности, делающие его востребованным.
Стол станка поворачивается на угол до 45 градусов в обе стороны. При этом плоскость поворачивается около вертикальной оси. Особенности дает работать по металлу в любых условиях и проводить тщательную обработку даже труднодоступных сторон заготовки.
Особенности дает работать по металлу в любых условиях и проводить тщательную обработку даже труднодоступных сторон заготовки.
Сфера применения горизонтального станка масштабная. Его используют для работы с заготовками из цветных металлов, стали и чугуна — разницы нет, но необходимо подобрать верно резцы. Фрезерный станок проводит обработку различными по своему типу резцами, в том числе и цилиндрическими дисковыми, угловыми, концевыми, кольцевыми, торцовыми. Удобно то, что можно купить дополнительно детали и выполнять работу по заготовкам самостоятельно, вне серийного производства.
Фрезерный горизонтальны станок наиболее востребован в условиях серийного производства. Дело в том, что на нем можно выставить автоматический или полуавтоматический цикл работы. Это значит, что детали будут автоматически обрабатываться, не требуется вмешательство и контроль человека. Особенности во многом упрощает операционную деятельность, делает ее безопасной и быстрой.
Станок консольно-фрезерный широкоуниверсальный 6Р82Ш
| НАИМЕНОВАНИЕ ПАРАМЕТРА | МОДЕЛЬ 6Р82Ш |
| Класс точности по ГОСТ 8-82Е | П |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1250х320 |
| Наименьшее и наибольшее расстояние от оси горизонтального шпинделя до стола, мм | 30. .450 .450 |
| Расстояние от оси горизонтального шпинделя до хобота, мм | 155 |
| Расстояние от торца шпинделя поворотной головки до стола, мм | 35..535 |
| Расстояние от оси шпинделя поворотной головки до направляющих станины (вылет), мм | 260..820 |
| Наибольшее перемещение стола продольное/ поперечное (ручное)/ вертикальное (ручное), мм | 800/ 240 (250)/ 410 (420) |
| Максимальная нагрузка на стол (по центру), кг | 250 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 |
| Перемещение стола на один оборот лимба продольное и поперечное, мм | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 |
| Быстрый ход стола продольный/ поперечный/ вертикальный, м/мин | 3/ 3/ 1 |
| Число ступеней рабочих подач стола | 18 |
Пределы рабочих подач стола. Продольных и поперечных, мм/мин Продольных и поперечных, мм/мин | 25…1250 |
| Пределы рабочих подач стола. Вертикальных, мм/мин | 8,3…416,6 |
| Усилие резания продольной, поперечной, вертикальной подач, Н | 15,0/ 12,0/ 5,0 |
| Частота вращения шпинделя поворотной и накладной головок, об/мин | 50..1600 |
| Количество скоростей шпинделя | 11 |
| Частота вращения горизонтального шпинделя, об/мин | 31,5..1600 |
| Количество скоростей шпинделя | 18 |
| Перемещение пиноли (гильзы) шпинделя, мм | 80 |
| Перемещение пиноли шпинделя на одно деление лимба, мм | 0,1 |
| Перемещение пиноли шпинделя на один оборот лимба, мм | 6 |
| Поворот головки шпинделя к станине/ от станины, град | 45 |
| Поворот головки шпинделя в продольной плоскости, град | 360 |
| Поворот накладной головки шпинделя в продольной плоскости, град | 360 |
Наибольший крутящий момент на шпинделе, Н.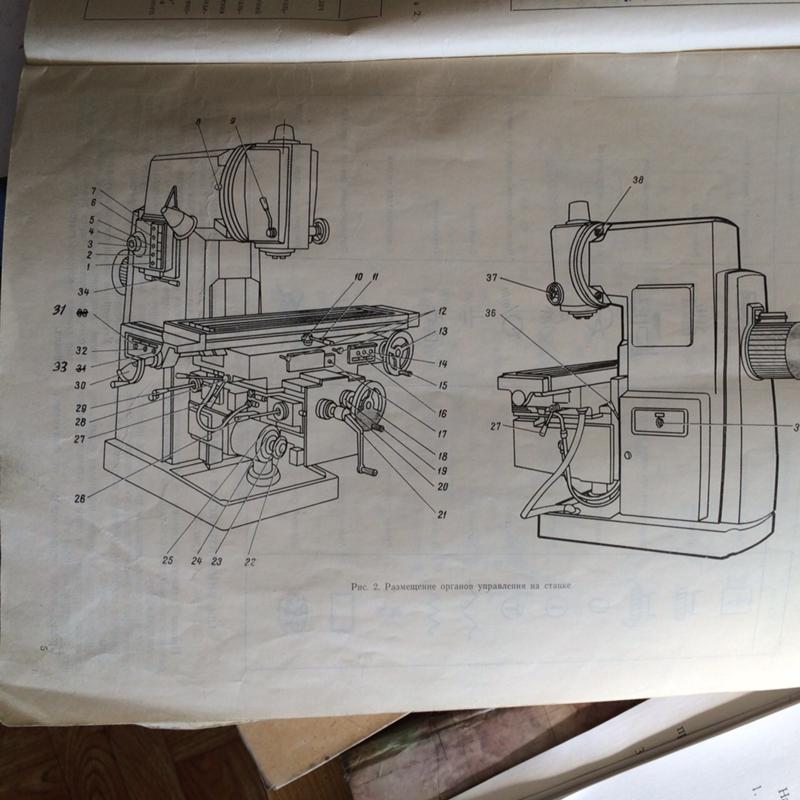 м м | 1070 |
| Эскиз конца горизонтального шпинделя по ГОСТ 836-72 | 3 |
| Эскиз конца шпинделя поворотной головки по ГОСТ 836-72 | 4 |
| Эскиз конца шпинделя накладной головки по ГОСТ 836-72 | 4 |
| Конус шпинделя | 50 |
| Допустимый диаметр фрез при черновой обработке. Горизонтальный/ вертикальный шпиндель, мм | 160/ 100 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть |
| Блокировка раздельного включения подачи | есть |
| Автоматическая прерывистая подача Продольная | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет |
| Торможение шпинделя | есть |
| Предохранение от перегрузки (муфта) | есть |
| Количество электродвигателей на станке | 4 |
| Электродвигатель привода главного движения, кВт | 7,5 |
| Электродвигатель привода шпинделя поворотной головки, кВт | 2,2 |
| Электродвигатель привода подач стола, кВт | 2,2 |
| Электронасос охлаждающей жидкости, кВт | 0,125 |
| Габаритные размеры, мм | 2470х1850х1950 |
| Масса, кг | 3300 |
| Смотрите также модернизированную модель: 6Т82Ш консольно-фрезерный широко универсальный станок 320х1250 | |
Широкоуниверсальный консольно-фрезерный станок 6Р82Ш предназначен для выполнения разнообразных фрезерных работ, главным образом, при изготовлении металлических моделей штампов, пресс-форм для работ в условиях серийного и единичного производства.
Преимуществом широкоуниверсальных фрезерных станков является возможность производить с одной установки обработку заготовки с разных сторон, что очень важно в инструментальном, ремонтном и опытном производствах, где установка, выверка и закрепление заготовки занимают много времени и требуют высокой квалификации рабочего.
Для обработки различного вида поверхностей, а также крупногабаритных моделей, превышающих по своим размерам габариты стола, шпиндельная головка смонтирована на выдвижном хоботе и может поворачиваться под углом в двух взаимно перпендикулярных плоскостях.
На станке предусмотрен горизонтальный шпиндель, который может быть использован при обработке плоскостей торцовыми и цилиндрическими фрезами.
Предусмотрена как раздельная, так и одновременная работа двумя шпинделями. При установке серег, прилагаемых к станку, станок может быть использован как горизонтально-фрезерный.
Для расширения возможностей станка, кроме серег, прилагается дополнительная накладная поворотная головка. Накладная головка позволяет обрабатывать крупногабаритные детали, а также производить простейшие расточные работы.
Накладная головка позволяет обрабатывать крупногабаритные детали, а также производить простейшие расточные работы.
Наличие механизма выборки люфта в винтовой паре продольной подачи стола позволяет производить встречное и попутное фрезерование как в простых режимах, так и режимах с автоматическими циклами.
Фрезерование зубчатых колес, разверток, контура кулачков и прочих деталей, требующих периодического или непрерывного поворота вокруг своей оси, производится на данных станках с применением делительной головки или накладного круглого стола.
Смазка направляющих консоли и узла «стол — салазки» осуществляется от плунжерного насоса централизованно. Благодаря эффективной смазке повышается долговечность работы этих узлов, обеспечивается более длительное сохранение первоначальной точности и сокращается время на обслуживание. Шероховатость обработанной поверхности Rz 20 мкм. Класс точности станка П по ГОСТ 8—77.
Станок предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами. Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
Возможность настройки станка на различные полуавтоматические и автоматические циклы позволяет успешно использовать станки для выполнения работ операционного характера в поточных и автоматических линиях в крупносерийном производстве.
На станке можно обрабатывать вертикальные и широкоуниверсальные плоскости, пазы, углы, рамки, зубчатые колеса и т. д
Технологические возможности станка могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлений.
Технические особенности фрезерного станка 6Р82Ш:
- Широкие диапазоны величин подач стола;
- быстросменное крепление инструмента;
- наличие механизма замедления подачи;
- замедление рабочей подачи в автоматическом цикле;
- возможность работы в автоматических циклах, включая обработку по рамке;
- автоматическая смазка узлов;
- применение бесконтактных быстродействующих электромагнитных муфт в приводе подач;
- повышенная точность станка за счет расположения винта поперечной подачи но оси фрезы;
- возможность перемещения стола одновременно по двум и трем координатам;
- возможность применения электродвигателя постоянного тока в приводе подач;
- возможная дальнейшая автоматизация станков за счет применения цифровой индикации и устройств оперативного управления.

Технические характеристики и высокая жесткость станков позволяют полностью использовать возможности как быстрорежущего, так и твердосплавного инструмента.
Для сокращения вспомогательного времени и удобства управления в станках предусматриваются:
- дублированное управление кнопочно-рукояточного типа (спереди и с левой стороны станка)
- пуск и останов шпинделя и включение быстрых ходов станка при помощи кнопок
- управление движениями стола от рукояток, направление поворота которых совпадает с направлением движения стола
- изменение скоростей и подач с помощью однорукояточных выборочных механизмов, позволяющих получать любую скорость или подачу поповоротом лимба без прохождения промежуточных ступеней
- торможение постоянным током
Станки автоматизированы и могут быть настроены на различные автоматические циклы.
Технические характеристики
Паспорт изделия прикладывается к каждому станку, в нем детально прописываются технические характеристики. Масса оборудования составляет 2900 килограмм, понятно, что для домашней мастерской он не подойдет. Мощностью двигателя при этом составляет от 7,5 кВт (в модели 6Р83 показатель начинается от 8 кВт, в этом состоит главное отличие моделей). Максимальны размеры заготовки составляют 8х24х37 сантиметров.
Масса оборудования составляет 2900 килограмм, понятно, что для домашней мастерской он не подойдет. Мощностью двигателя при этом составляет от 7,5 кВт (в модели 6Р83 показатель начинается от 8 кВт, в этом состоит главное отличие моделей). Максимальны размеры заготовки составляют 8х24х37 сантиметров.
Станок отличается высокими показателями числа оборотов — до 1600 в минуту. Это качество обеспечивается особенностями шпинделя, который имеет 19 скоростей вращения. Это не только помогает достичь хорошего значения числа оборотов, но и варьировать скорости для достижения оптимального результата работы.
Шпиндель по ГОСТу 24644, конус Морзе КМ50. Устройство закрывается специальным шомлотом, а его конец в свою очередь затягивают колпаком.
В коробке передач насчитывается 19 скоростей. При этом есть поперечное и продольное направление до 1250 оборотов в минуту в горизонтальном направлении. В вертикальном, максимальные показатели достигают 416 оборотов за минуту. В поперечном направлении коробка дает перемещение стола на 1 метр в минуту, а в продольном — до 3 метров.
В обязательном порядке проверяют работоспособность пружины фиксатора лимбов, зазоры в подшипниках, предохранительную муфту. Осмотр деталей механизма проводят как минумум раз в три цикла.
Поворотный стол раздвигается на 45 градусов. Это позволяет фиксировать заготовку в удобном положении. В результате обрабатывается труднодоступные части детали.
Технические характеристики фрезерного станка высоки. Его пользуют по основному предназначению как твердосплавный инструментарий.
Основные характеристики
Станок разрабатывался для выполнения тонких фрезерных операций. Поэтому ему присвоили класс точности «П» согласно ГОСТ 8-82. Общая масса оборудования составляет 3300 кг, габариты – 247*185*195 см.
Для обработки массивных заготовок производитель предусмотрел большую площадь стола 125-32 см. Расстояние от шпинделя до поверхности детали может варьироваться от 3 до 45 см. Этот параметр изменяется при установке круглого поворотного стола и дополнительного оборудования — накладной и делительной головки.
- удаление оси шпинделя от хобота – 15,5 см;
- расстояние от поворотного шпинделя до рабочего стола может составлять от 3,5 до 53,5 см;
- удаление от поворотного шпинделя до станины – от 26 до 82 см.
Для работы станка в конструкции предусмотрено четыре электродвигателя. Функционирование главного привода происходит с помощью силовой установки мощностью 7,5 кВт. Для шпинделя поворотной головки установлен отдельный двигатель 2,2 кВт. Такой же мощностью обладает устройство для работы привода подач. Дополнительно присутствует электронасос для подкачки охлаждающей жидкости.
В период одновременной работы всех электродвигателей суммарный номинальный ток составляет 20 А. Это необходимо учитывать при подключении оборудования и обеспечения его работоспособности.
Конструкция и ее специфика
Конструктивные детали механизма обеспечивают функциональность и жесткость. Особенности соединения узлов определяют эффективность работы.
Хобот и серьги
Возможно перемещение хобота в направляющих станины. А серьги могут перемещать в хоботе, так же закрепляться. Не разрешается перестановка серег с другого оборудования, так как они монтируются индивидуально для каждого подшипника. В случае поломки их изготавливают самостоятельно.
А серьги могут перемещать в хоботе, так же закрепляться. Не разрешается перестановка серег с другого оборудования, так как они монтируются индивидуально для каждого подшипника. В случае поломки их изготавливают самостоятельно.
Регуляция зазора проводятся винтом и гайкой. Подача масла проходит по проволоке из подшипника. Температура вращающейся части не должна превышать при работе 55 градусов.
Коробка скоростей
Коробка скоростей находится в корпусе станины, видна через окно справа. Шпиндель — вал с тремя опорами, третья из которых соединена с хвостиком. Регуляция происходит путем снятия крышки, ослабления гайки и обкатки шпинделя, уменьшения зазоров.
Смазка происходит насосом с производительностью до 2 литров минуту. Поступает в узлы при помощи трубок, а на отделенные элементы разбрызгивается из отверстий.
Коробка переключения скоростей
Работа коробки переключения дает возможность выбирать оптимальную скорость работы, но при этом, не проходя все промежуточные ступени. В фразерном станке реализуется при помощи устройства из рейки, рукоятки, вилки, диска переключения, конических шестерен, зубчатого колеса.
В фразерном станке реализуется при помощи устройства из рейки, рукоятки, вилки, диска переключения, конических шестерен, зубчатого колеса.
Соответствие скоростей достигается выставлением определенного соотношения шестерен. Смазка происходит путем подачи масла из станины.
Коробка подач
Необходима для перемещения стола, консоли и салазок. Получив информацию по панели управления сигнал подается на выходной вал, муфты. Подается на кулачковую втулку, которая сжимает пружины, приводящие в движение зубчатое колесо. От того, какие задействованы муфты и торец втулки изменяется подача на гайки и диски. В свою очередь это определяет движение колеса и передачу вращения.
Переключение подач идентично по принципу работы. Допустимо легкое прощелкивание при усиленных режимах.
Устройство станка – основные узлы и механизмы
Кинематическая схема станка 6Р82
Перечень к кинематической схеме станка 6Р82
Паспорт и схема станка 6Р82 предусматривает следующие важные конструктивные детали, узлы и механизмы:
Станина
Станина относится к фундаменту станка, на котором устанавливаются все его рабочие детали, узлы и механизмы. Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Станина крепится на опорную плиту фрезерного станка. Чтобы придать ей жесткости она фиксируется штифтами.
Хобот и серьги
Эти детали размещаются на станине. Хобот закрепляется и скользит по направляющим. Серьги монтируются на других направляющих, которые располагаются на хоботе. Внутри хобота расположена коробка скоростей, посредством которой передается вращение шпинделю.
Хобот с серьгами станка 6Р82
Серьги устанавливаются в специально предусмотренных для этих целей отверстиях. Размер отверстий выбирается по индивидуальному принципу, на каждом станке отверстия разные. Следовательно, серьги не могут быть взаимозаменяемые.
Для регулировки зазоров в подшипниках серьги, предусмотрена специальная гайка. Регулировка проводится с контролем по результатам температуры нагрева серьги. Измерение температуры нагрева должна производиться после обкатки станка. Время обкатки должно быть не менее одного часа, а число оборотов шпинделя устанавливается максимальным. Перед обкаткой следует убедиться в том, что поверхностная часть опорной втулки в хорошем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.
Перед обкаткой следует убедиться в том, что поверхностная часть опорной втулки в хорошем состоянии и в ней находится достаточное количество смазки. Если температура подшипников находится в пределах 50 — 60 °C, то можно начинать регулировку.
Масло, которым смазываются подшипники, находится в специальных углублениях (нишах), расположенных на серьге. Масло поступает в подшипник через втулочные оконные проемы.
Коробка подач
Коробка подач 6Р82 предназначена для обеспечения перемещения всех движущихся частей и агрегатов станка.
Коробка подач станка 6Р82
Главное движение обеспечивается приводом, в состав которого входит фланцевый электрический двигатель и соединительная муфта. Электродвигатель привода подач устанавливается внутри консоли станка. Консольно-фрезерные станки 6Р82, паспорт которых предусматривает изменение скорости шпиндельного узла, могут работать на 18 фиксированных скоростях. Регулировка осуществляется посредством зубчатых колесных блоков. Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка.
Порядок переключения скоростей устанавливает инструкция по эксплуатации и паспорт станка.
В коробке подач предусмотрен режим быстрого перемещения. Такой режим перемещения возможен только после приведения в действие фрикциона форсированного хода. Фрикционная передача позволяет передавать вращающий момент от электродвигателя главного хода на консоль, а уже потом к винтам перемещений.
Консоль
Описание консоли дает паспорт. Конструкция консоли изготовлена в виде металлической коробчатой отливки. Она передвигается по вертикальным направляющим, которые соединены со станиной.
Внутри консоли расположены основные механизмы коробки подач. Эти механизмы предназначены для передачи движения от коробки подач к винтовым валам.
Коробка переключения скоростей
Коробка скоростей на фрезерном станке 6Р82 расположена непосредственно на станине (в хоботе) и предназначена для установки необходимого скоростного режима обработки детали. Конечным узлом коробки скоростей является ее шпиндель, который представляет собой вал, удерживающийся на трех опорах. Роль опор выполняют подшипники.
Роль опор выполняют подшипники.
Разрез по шпинделю станка 6Р82
Шпиндель предназначен для передачи вращательного момента от силовой коробки передач, к закрепленному в нем инструменту. Вращательный момент коробка передач получает от вала электродвигателя главного хода станка, соединенных между собой соединительной муфтой.
Для перехода от одной оптимальной величины вращения шпинделя к другой нет необходимости последовательного перехода по скоростным промежуточным ступеням. Основными деталями коробки скоростей являются: рейка, рукоятка переключателя, зубчатые колеса и шестерни.
Для осмотра внутренних деталей коробки, на ней установлено смотровое окно. Переключение скоростей осуществляется рукояткой. Необходимая скорость выбирается по указателю оборотов шпинделя. С помощью коробки скоростей можно устанавливать 19 различных скоростей вращения шпинделя.
Стол и салазки
Эти конструктивные узлы предназначены для передвижения стола в продольных и поперечных плоскостях. Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.
Стол фиксируется на направляющих салазок и в рабочем цикле скользит по ним. Его площадка является основанием для крепления на ней подвергающихся обработке деталей, зажимных устройств и технологических приспособлений. Чтобы все это оборудование было надежно закреплено и при работе удерживалось на столе, он снабжен продольными пазами, выполненными в виде Т-образного профиля. Стол приводится в движение от ходового винта, через механизм передачи вращательного движения винта в поступательное движение стола.
Внешний вид фрезерного станка 6Р82
Стол и ходовой винт соединяются по торцам стола с помощью кронштейнов. Кронштейны, после установки фиксируются штифтами. Места для крепления кронштейнов определяются по реальному размещению винта. Для предотвращения продольного изгиба, винт размещают на опорных подшипниках. Необходимое натяжение ходового винта регулируется специальной гайкой.
Механизм разворота стола обеспечивает установку его на угол в 45° от его первоначального положения. Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Механизм разворота размещается в промежутке между рабочим столом и салазками. Чтобы развернуть стол на оптимальный угол, необходимо выполнить следующее: переместить салазки в крайнее переднее местоположение; снять хвостовой кулачок, ограничивающий поперечный ход, и уже только затем разворачивать стол.
Салазки выполняют функцию буферной части между консолью и столом. Они передвигаются по горизонтальным направляющим, которые расположены на консоли.
Кинематическая схема
По кинематической схеме видно, что привод соединен с электродвигателем через муфту. Она отвечает за передачу движения конструктивному узлу. Трансформации трех блоков определяют число оборотов шпинделя. Возможно сообщение до 13 скоростей, при этом нет необходимости переходить поэтапно.
Электродвигатель, расположенный в консоли, осуществляет деятельность привода передач. Происходит это путем одной из 18 различных подач через кулачковую муфту к винтам. Те в свою очередь на горизонтальном стане могут быть трех видов: вертикальные, продольные и поперечные.
Важна функция фрикциона перемещения, который осуществляет движения через зубчатые колеса до подач. Эта детали соединяется с муфтой, ограничиваются одновременный функционал. Станина фиксируется штифтами по схеме, закреплена жесткими способом.
Схема электрическая
Основная электросхема управления станком рассчитана на использование трехфазной сети напряжением 380 В. От пускового рубильника напряжение подается в цепи питания всех электродвигателей, а также в заземляющий контур. Вторичная цепь включает в себя систему двухконтакторных переключателей, управляя которыми, можно последовательно приводить в движение соответствующие узлы оборудования. Отдельно устроена цепь аварийного отключения привода в случае перегрузки узлов по крутящему моменту или усилию.
Цепь управления использует также пониженное напряжение 110 В постоянного и переменного тока, предназначенное для работы переключателей и датчиков контроля. Автоматические предохранители рассчитаны на предельный ток в 20 А.
Органы электроуправления расположены на боковых поверхностях стойки, внизу подвижного стола и с тыльной части оборудования. Заземляющий болт выведен вниз стойки.
Электрооборудование
Электрооборудование фрезерного станка представлено питающей сетью с напряжением 380 В. Частота переменного тока составляет 50 Герц. Присутствует две сети управления, одна из которых подает переменный ток под напряжением в 110 В, а другая — постоянный под напряжением 65 В.
Станок оснащен приборами света до 24 В. При этом сумма одновременно функционирующих электрических двигателей станка не может превышать 20 Ампер. В тоже время до 65 Ампер наблюдается в защитных устройствах, например, датчиках, регуляторах автоматического питания и выключения, предохранителей конструктивных узлов механизма.
Перечень и расположение основных частей
Фрезерный станок 6Р82Ш состоит из следующих базовых узлов:
- Фундаментной плиты, комплектуемой виброопорами серии ОВ с резинометаллическими элементами по ТУ 4192-003-96952067-13.

- Вертикальной станины с направляющими.
- Инструментальной консоли с подвижными салазками.
- Электродвигателей привода главных движений и привода станции подачи смазочно-охлаждающей жидкости.
- Поворотной плиты (хобота).
- Рабочего стола.
- Механизма коробки скоростей, который располагается во внутренней части полой станины.
- Механизма коробки подач.
- Поворотной и (или) дополнительной накладной головки.
- Органов управления работой станка.
- Ёмкости под смазочно-охлаждающую жидкость.
При такой компоновке станок имеет возможность для передвижения рабочего стола по всем трем координатам. Все органы управления вынесены на поворотную приборную панель, сбоку которой устанавливается лампа местного освещения под напряжение 24 В. Для достижения необходимой жесткости и исключения вибраций (особенно при силовом фрезеровании) центр тяжести станка располагается ниже рабочей поверхности подвижного стола.
Установочный чертеж
Чертеж рассчитывается в индивидуальном порядке в зависимости от помещения. Стандартный чертеж представлен так, чтоб оборудование вписалось при развороте в 45 градусов на любую плоскость.
Стандартный чертеж представлен так, чтоб оборудование вписалось при развороте в 45 градусов на любую плоскость.
Пределы использования станка по мощности и силовым нагрузкам
Определяют пределы работы привода только показатели электрического двигателя, установленные в оборудовании (если проводится более 63 оборотом в минуту). Если число меньше 63, то уменьшают мощность главного привода. Усилие резания при продольной подаче составляет максимально 1500 кгс, поперечной — 1200 кгс, вертикальной — 500 кгс. Максимальный размер заготовки для проведения черновой обработки — до 160 миллиметров.
Возникающая вибрация снимается путем увеличения подачи или включения режима с поступательным неравномерным шагом.
Электрооборудование станка
Электроснабжение горизонтально-фрезерного станка 6Р82 определяет его паспорт. В станке предусмотрены два основных привода: привод главного хода и привод механизма подач. Приводы главного хода и механизма подач приводятся в действие электрическими асинхронными двигателями.
Электрическая схема станка 6Р82
Кроме этого электрическая схема предусматривает работу других технологических систем, таких как система охлаждения.
Консольно-фрезерные станки 6Р82, руководство по эксплуатации которых предусматривает электроснабжение на переменном напряжении, поставляются заказчику с различными классами напряжения.
Фрезерный станок 6Р82, электрическая схема которого может работать от источника 3-фазного напряжения следует размещать на участках, где есть классы напряжения от 220 В до 440 В.
Все электрические двигатели, в зависимости от индивидуального исполнения, могут работать на напряжениях от 220 В до 440 В. Электрическая схема разработана на применение следующих классов напряжения: для рабочего освещения — 24, 36 или 110 В, в зависимости от индивидуального исполнения; для цепей управления — 110-220 В; для цепей электродинамического торможения – 56 В. Местное освещение осуществляется от светильников, которые распложены на станине.
Основные преимущества станка
У станка фрезерного масса преимуществ, благодаря которым он пользуется популярностью несмотря на появление более мощных и разноплановых моделей. Дело в том, что оборудование отличается стабильностью, простотой управления и удобством для мастера. Плюсы:
Дело в том, что оборудование отличается стабильностью, простотой управления и удобством для мастера. Плюсы:
- вариации подач;
- быстрое снятие инструмента и крепление;
- режим автоматики;
- смазка конструкции без участия человека;
- подключение индикации.
Конечно, основным преимуществом станка является наличие вращения. С его помощью достигается доступ ко всем сторонам и тщательная их обработка.
Инструкция по эксплуатации, паспорт
В руководстве по эксплуатации указаны паспортные данные на станок, его назначение, перечислены основные узлы со сборочными чертежами и деталировкой. Указана схема установки станка и правила его эксплуатации.
Паспорт фрезерного станка можно бесплатно скачать по ссылке – Паспорт горизонтального консольно-фрезерного станка с поворотным столом 6Р82.
Инструкция по эксплуатации содержит описание панелей управления, схематическое расположение ручек, режимов резания. В ней перечислены основные причины сбоев в работке, имеется схема смазки и расположения подшипников. В инструкции описаны правила работы на станке, включая технику безопасности.
В инструкции описаны правила работы на станке, включая технику безопасности.
Горизонтально-фрезерный консольный станок 6Р82 отличается простотой управления и надежностью. Данные модели многофункциональны, занимают мало места. Они подходят для ремонтных мастерских и установки в гараже.
Консольно — фрезерные станки 6Р82, 6Р82Г, 6Р83, 6Р83Г
Консольно — фрезерные станки 6Р82, 6Р82Г, 6Р83, 6Р83Г
- Подробности
- Категория: Фрезерные станки
Консольно-фрезерные станки моделей 6Р82, 6Р82Г, 6Р83, 6Р83Г предназначены для фрезерования всевозможных деталей из стали, чугуна и цветных металлов цилиндрическими, дисковыми, фасонными, угловыми, торцовыми, концевыми и другими фрезами.
На станках можно обрабатывать вертикальные и горизонтальные плоскости, пазы, углы, рамки, зубчатые колеса и т. и. На универсальных станках, имеющих поворотный стол, можно фрезеровать всевозможные спирали.
Технологические возможности станков могут быть расширены с применением делительной головки, поворотного круглого стола, накладной универсальной головки и других приспособлении.
Станки предназначены для выполнении различных фрезерных работ в условиях индивидуальных и серийного производства. В крупносерийном производстве станки могут успешно использоваться для выполнения работ операционного характера.
Техническая характеристика и жесткость станков ПОЗВОЛЯЮТ ПОЛНОСТЬЮ использовать возможности быстрорежущего и твердосплавного инструмента
Возможность настройки станка ни различные полуавтоматические и автоматические циклы позволяет.
Скачать документацию
Кинематическая схема
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются путем передвижения трех зубчатых блоков по шлицевым валам. Коробка скоростей позволяет сообщить шпинделю 18 различных скоростей.
График чисел оборотов шпинделя станка, поясняющий структуру механизма главного движения, приведен на рис. 4.
4.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. Посредством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении соответствующей кулачковой муфты — к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения.
График, поясняющий структуру механизма подач станка, приведен на рис. 5 (вертикальные подачи в три раза меньше продольных и поперечных).
Станина
Станина является базовым узлом, на котором монтируются все остальные узлы и механизмы станка.
Станина жестко закреплена па основании и зафиксирована штифтами.
Хобот и серьги
Хобот и серьги могут перемещаться и закрепляться, хобот—в направляющих станины, серьги — на направляющих хобота.
Расточка отверстия серьги под подшипник выполнена индивидуально для каждого станка, поэтому ПЕРЕСТАНОВКА СЕРЕГ С ОДНОГО СТАНКА НА ДРУГОЙ НЕ ДОПУСКАЕТСЯ.
Регулирование зазора в подшипниках серьги производится гайкой 4 или винтом 1 (рис. 6) по нагреву. При хорошем качестве поверхности опорной втулки оправки (1,25; 0,63) и достаточной смазке после обкатки в течение одного часа при максимальном числе оборотов избыточная температура внутренней поверхности инструментального конуса не должна превышать 55°С. Масло в подшипник поступает из пиши серьги через окно во втулке 3 и фитиль. Регулирование подачи масла осуществляется проволочкой 2.
Коробка скоростей
Коробка скоростей смонтирована непосредственно в корпусе станины. Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Соединение коробки с валом электродвигателя осуществляется упругой муфтой, допускающей несоосность в установке двигателя до 500—700 мкм.
Осмотр коробки скоростей можно произвести через окно с правой стороны.
Шпиндель станка (рис. 7) представляет собой трехопорный вал, геометрическая точность которого определяется в основном подшипниками 2 и 4. Подшипник третьей опоры поддерживает хвостовик шпинделя.
Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 9 и 10. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 5 и подтягиванием гайки /. Регулирование проводят в следующем порядке: при сдвинутом хоботе снимают крышку 3 или боковую крышку с правой стороны станка и, расконтрив, ослабляют гайку 1;
снимают фланец 6, пружинное кольцо 7, кольцо 8 и вынимают полукольца;
подтягиванием гайки 1 выбирают люфт. После проверки люфта в подшипнике производят обкатку шпинделя на максимальном числе оборотов. При работе в течение часа нагрев подшипников не должен превышать 60°С;
замеряют величину зазора между подшипником и буртом шпинделя, после чего кольца подшлифо-вывают на необходимую величину. Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 120 мкм;
Для устранения радиального люфта в 0,01 мм полукольца необходимо подшлифовать примерно на 120 мкм;
полукольца устанавливают на место. Проверяют, надежно ли законтрена гайка 1;
детали 8, 7, 6 и 3 устанавливают на место. Смазка коробки скоростей осуществляется от плунжерного насоса (рис. 8), приводимого в действие эксцентриком. Производительность насоса около 2 л/мин. Масло к насосу подводится через фильтр. К переднему подшипнику шпинделя и глазку контроля работы насоса подведены отдельные трубки. Остальные элементы коробки скоростей смазываются разбрызгиванием масла, поступающего из отверстий трубки, расположенной над коробкой скоростей.
Коробка переключения скоростей
Коробка переключения скоростей позволяет выбирать требуемую скорость без последовательного прохождения промежуточных ступеней.Рейка 1 (рис. 9), передвигаемая рукояткой переключателя 5, посредством сектора 2 через вилку 10 (рис. 10) перемещает в осевом направлении главный валик 3 с диском переключения 9. Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов отверстий определенного размера, расположенных против штифтов реек 5 и 7, зацепляющихся попарно с зубчатым колесом 6. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
10) перемещает в осевом направлении главный валик 3 с диском переключения 9. Диск переключения поворачивается указателем скоростей 11 через конические шестерни 2 и 4. Диск имеет несколько рядов отверстий определенного размера, расположенных против штифтов реек 5 и 7, зацепляющихся попарно с зубчатым колесом 6. На одной из каждой пары реек крепится вилка переключения. При перемещении диска нажимом на штифт одной из пары обеспечивается возвратно-поступательное перемещение реек.
обеспечивается возвратно-поступательное перемещение реек. При этом вилки в конце хода диска занимают положение, соответствующее зацеплению определенных пар шестерен. Для исключения возможности жесткого упора шестерен при переключении штифты 8 реек подпружинены.
Фиксация лимба при выборе скорости обеспечивается шариком 1, заскакивающим в пазы звездочки 12.
Регулирование пружины 13 производится пробкой 14 с учетом четкой фиксации лимба и нормального усилия при его повороте.
Рукоятка 5 (см. рис. 9) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
рис. 9) во включенном положении удерживается за счет пружины 4 и шарика 3. При этом шип рукоятки входит в паз фланца.
Соответствие скоростей значениям, отмеченным на указателе, достигается определенным положением конических шестерен 2 и 4 (см. рис. 10) по зацеплению. Правильное зацепление устанавливается по кернам на торцах сопряженного зуба и впадины или при установке указателя в положение скорости 31,5 об/мин и диска с вилками в положение скорости 31,5 об/мин.
Зазор в зацеплении конической пары не должен быть больше 0,2 мм, так как диск за счет этого может повернуться до 1 мм.
Смазка коробки переключения осуществляется от системы смазки коробки скоростей разбрызгиванием масла, поступающего из трубки в верхней части станины. Отсутствие масляного дождя может вызвать недопустимый нагрев щечек вилок переключения и привести к заеданию вилок, их деформации или поломке.
Коробка подач
Коробка подач обеспечивает получение рабочих подач и быстрых перемещений стола, салазок и консоли (кинематику коробки подач см. на рис. 3).
на рис. 3).
Получаемые в результате переключения блоков скорости вращения передаются на выходной вал 12 (рис. 11) через шариковую предохранительную муфту, кулачковую муфту 4 и втулку 5, соединенную шпонкой с кулачковой муфтой 4 и выходным валом 12.
При перегрузке механизма подач шарики, находящиеся в контакте с отверстиями кулачковой втулки 2, сжимают пружины и выходят из контакта. При этом зубчатое колесо 17 проскальзывает относительно кулачковой втулки 2 и рабочая подача прекращается. Быстрое вращение передается от электродвигателя, минуя коробку подач, зубчатому колесу 13, которое сидит на хвостовике корпуса фрикциона 9 и имеет таким образом постоянное число оборотов. При монтаже необходимо проверить затяжку гайки 11. Корпус фрикционной муфты должен свободно вращаться между зубчатым колесом 10 и упорным подшипником.
Диски фрикциона через один связаны с корпусом фрикциона, который постоянно вращается, и втулкой 15, которая в свою очередь соединена шпонкой с выходным валом 12.
При нажатии кулачковой муфтой 4 на торец втулки 5 и далее на гайку 14 диски 7 и 8 сжимаются и передают быстрое вращение выходному валу 12 и зубчатому колесу 10.
При регулировании предохранительной муфты снимается крышка 2 (рис. 12) и вывертывается пробка 1. На место пробки вставляется стальной стержень так, чтобы конец его вошел в отверстие на наружной поверхности гайки 18 (см. рис. 11), которая застопоривается. Плоским стержнем через окно крышки повертывается за зубья зубчатое колесо 17. После регулирования гайка обязательно контрится от самопроизвольного отворачивания стопором 1.
Механизм переключения подач
Механизм переключения подач входит в узел коробки подач. Принцип ее работы аналогичен работе коробки переключения скоростей.Для предотвращения смещения диска 9 (рис. 13) в осевом направлении валик 1 запирается во включенном положении двумя шариками 6 и втулкой 2. Попадая в кольцевую проточку валика 3, шарики освобождают от фиксации валик 1 при нажиме на кнопку 4.
Фиксация поворота диска переключения 9 осуществляется шариком 8 через фиксаторную втулку 5, связанную шпонкой с валиком 1.
Регулирование усилия фиксации поворота диска переключения производится резьбовой пробкой 7.
Смазка коробки подач осуществляется разбрызгиванием масла, поступающего из системы смазки консоли. Кроме того, в нижней части платика консоли имеется отверстие (просверленное в нагнетательную полость смазки), через которое смазка поступает к маслораспределителю коробки подач.
От маслораспределителя отводятся две трубки: на глазок контроля работы насоса и для смазки подшипников. Непосредственно через маслораспределитель масло подается на смазку подшипников фрикционной муфты.
Для достижения плотности стыка коробки подач и консоли разрешается установка коробки подач, кроме прокладки, на бензиноупорную смазку БУ (ГОСТ 7171—63), если прокладка не обеспечивает достаточной герметичности.
Консоль
Консоль является базовым узлом, объединяющим узлы цепи подач станка. В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях (к винтам продольной, поперечной и вертикальной подач), механизм включения быстрого хода и электродвигатель подач. В узел «консоль» входит также механизм включения поперечных и вертикальных подач.
В консоли смонтирован ряд валов и зубчатых колес, передающих движение от коробки подач в трех направлениях (к винтам продольной, поперечной и вертикальной подач), механизм включения быстрого хода и электродвигатель подач. В узел «консоль» входит также механизм включения поперечных и вертикальных подач.
Зубчатое колесо 8 (рис. 14) получает движение от колеса 10 (см. рис. 11) и передает его на зубчатые колеса 7,4,2 и 1 (см. рис. 14). Зубчатое колесо 4 смонтировано на подшипнике и может передавать движение валу только через кулачковую муфту, связанную с валом. Далее через пару цилиндрических и пару конических колес движение передается на винт 7 (рис. 15).
Зацепление конической пары 1 и 3 отрегулировано компенсаторами 5 и 6 и зафиксировано винтом, входящим в засверловку пальца 4.
Втулка 2 имеет технологическое значение и никогда не демонтируется.
Гайка вертикальных перемещений закреплена в колонке. Колонка установлена точно по винту и зафиксирована штифтами на основании станка.
Зубчатое колесо 2 (см .рис. 14), смонтированное на гильзе, через шпонку и шлицы постоянно вращает шлицевой вал IX цепи продольного хода.
Винт поперечной подачи X получает вращение через зубчатое колесо 2 и свободно сидящее на валу колесо 1 при включенной кулачковой муфте поперечного хода.
Для демонтажа валов VII и VIII необходимо снять коробку подач и крышку с левой стороны консоли, после чего через окно консоли вывернуть стопоры у зубчатых колес 8 и 9.
Демонтаж салазок можно произвести после демонтажа шлицевого вала IX, для чего необходимо снять верхний щиток на направляющих консоли, выбить штифт 3 и вытянуть шлицевой вал.
Механизм включения быстрого хода
Механизм включения быстрого хода выключает кулачковую муфту подачи 4 и сжимает диски 7 и 8 фрикционной муфты (см. рис. 11). Рычаг 13 (рис. 16) посажен на ось 7 и связан с ней штифтом. Ось давлением пружины 9 отжимается в направлении зеркала станины. На оси 7 имеются две пары гаек. Правые гайки 5 предназначены для регулирования усилия пружины. Левые гайки 6, упираясь в торец втулки 8, закрепленной в стенке консоли, служат для ограничения и регулирования хода оси, что необходимо для облегчения ввода подшипника в паз кулачковой муфты во время монтажа коробки подач па консоли, а также для устранения осевых ударных нагрузок на подшипник вала 12 (см. рис. 11) при включении кулачковой муфты.
На оси 7 имеются две пары гаек. Правые гайки 5 предназначены для регулирования усилия пружины. Левые гайки 6, упираясь в торец втулки 8, закрепленной в стенке консоли, служат для ограничения и регулирования хода оси, что необходимо для облегчения ввода подшипника в паз кулачковой муфты во время монтажа коробки подач па консоли, а также для устранения осевых ударных нагрузок на подшипник вала 12 (см. рис. 11) при включении кулачковой муфты.
Рычаг на задней стенке имеет уступ, в который упирается шип фланца втулки 10 (см. рис. 16). При повороте втулки рычаг 13 перемещается и сжимает пружину 9. Ось 11 на втором конце имеет мелкий зуб, обеспечивающий возможность монтажа рычага 12, соединяющего ось 11 с тягой электромагнита под необходимым углом.
Электромагнит через тягу и шарниры скреплен с вилкой 4, от которой через гайку 2 и пружину 3 усилие передается на рычаг 12. Таким образом, независимо от усилия, развиваемого электромагнитом, усилие на рычаге 12 определяется степенью затяжки пружины 3.
Цепь включения быстрого хода от электромагнита до фрикционной муфты должна соответствовать следующим условиям:
общий зазор между дисками фрикциона в выключенном состоянии должен быть не менее 2—3 мм;
во включенном положении фрикциона диски должны быть плотно сжаты и сердечник электромагнита полностью втянут, при этом сжатие пружины 3 допускается до положения, определяемого зазором от низа рычага 12 до торца вилки 4 не менее 2 мкм;
пружина 3 должна развивать усилие немногим меньше усилия электромагнита. Гайка 2 регулируется таким образом, чтобы сердечник электромагнита во включенном положении был полностью втянут.
Усилие сжатия дисков определяется величиной натяга пружины 3 и не зависит от величины зазора в дисках. Регулировать зазор в дисках, полагая, что это увеличит силу сжатия дисков, запрещается.
Усилия электромагнита при включении, передаваемые через рычаги, могут расшатывать систему, поэтому при осмотрах и ремонте необходимо проверять сохранность шплинтов гайки 2, посадку шпонок и крепление самого электромагнита на крышке консоли. Износ подшипника / увеличивается, если усилие его прижима не ограничивается гайками 5 и 6.
Износ подшипника / увеличивается, если усилие его прижима не ограничивается гайками 5 и 6.
Механизм включения поперечных и вертикальных подач
Механизм включения поперечных и вертикальных подач выполнен в отдельном корпусе и управляет включением и отключением кулачковых муфт поперечной и вертикальной подач и электродвигателя подач.
При движении рукоятки вправо или влево, вверх или вниз связанный с ней барабан 1 (рис. 17) совершает соответствующие движения и своими скосами управляет через рычажную систему включением кулачковых муфт, а через штифты — конечными выключателями мгновенного действия, расположенными ниже механизма и предназначенными для реверса электродвигателя подачи.
Тяга 2 связывает барабан с дублирующей рукояткой. В своей средней части на ней закреплен рычаг, на который действуют кулачки, ограничивающие поперечный ход. В конце тяга имеет рычаг для ограничения вертикальных перемещений. При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода -— поворачивается.
При включениях и выключениях поперечного хода тяга перемещается поступательно, а вертикального хода -— поворачивается.
Блокировка, предохраняющая от включения маховика и рукоятки ручных перемещений при включении механической подачи, включает в себя коромысло 6 (см. рис. 14) и штифт 5.
При включении кулачковой муфты рукояткой подачи коромысло 6 при перемещении муфты поворачивается, передвигает штифт, который упирается в дно кулачковой муфты маховика или рукоятки и отодвигает их, не давая возможности кулачкам сцепиться.
Стол и салазки
Стол и салазки обеспечивают продольные и поперечные перемещения стола.
Ходовой винт 1 (рис. 20) получает вращение через скользящую шпонку гильзы 9, смонтированную во втулках 5 и 7. Гильза 9 через шлицы получает вращение от кулачковой муфты 6 при сцеплении ее с кулачками втулки 5, жестко связанной с коническим зубчатым колесом 4. Втулка 5 имеет зубчатый венец, с которым сцепляется зубчатое колесо привода круглого стола. Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Шестерня 9 (см. рис. 24) подпружинена на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 (см. рис 20) с втулкой 5.
Кулачковая муфта 6 имеет зубчатый венец для осуществления вращения винта продольной подачи при перемещениях от маховичка. Шестерня 9 (см. рис. 24) подпружинена на случай попадания зуба на зуб. Зацепление с шестерней 9 может быть только в случае расцепления муфты 6 (см. рис 20) с втулкой 5.
Таким образом, маховичок 10 (см. рис. 24) блокируется при механических подачах.
Гайки 2 и 3 ходового винта (см* рис. 20) расположены в левой части салазок. Правая гайка 3 зафиксирована двумя штифтами в корпусе салазок, левая гайка 2, упираясь торцом в правую, при повороте ее червяком выбирает люфт в винтовой паре. Для регулирования зазора необходимо ослабить гайку 1 (рис. 21) и, вращая валик 2, произвести подтягивание гайки 2 (см. рис. 20). Выборку люфта необходимо производить до тех пор, пока люфт ходового винта, проверяемый поворотом маховичка продольного хода, окажется не более 3—5° и пока при перемещении стола вручную не произойдет заклинивание винта на каком-либо участке, необходимом для рабочего хода.
После регулирования нужно, затянув контргайку 1 (см. рис. 21), зафиксировать валик 2 в установленном положении.
Стол в своих торцах соединяется с ходовым винтом через кронштейны, установка которых производится по фактическому расположению винта и фиксируется контрольными штифтами. Упорные подшипники смонтированы на разных концах винта, что устраняет возможность работы винта на продольный изгиб. При монтаже винта обеспечивается предварительный натяг ходового винта гайками с усилием 100—125 кгс.
Электрическая схема
Электросхема позволяет производить работу на станке в следующих режимах: „Наладка станка14, „Управление от рукояток11, „Автоматическое управление» продольными перемещениями стола, „Круглый стол“.
Подключение станка к сети и отключение осуществляется вводным выключателем ВВ. Выбор режима работы производится переключателем ПУ. Работа станка в наладочном режиме при невращающемся шпинделе обеспечивается установкой реверсивного переключателя 1ПР (2ПР для станков 6Р82Ш и 6Р83Ш) в среднее нулевое положение.
ПРИ ОТКЛЮЧЕНИИ СТАНКА ВВОДНЫМ ВЫКЛЮЧАТЕЛЕМ ВВ И РЕВЕРСЕ ВРАЩЕНИЯ ШПИНДЕЛЯ ПЕРЕКЛЮЧАТЕЛЯМИ 1ПР и 2ПР НЕОБХОДИМО ОТКЛЮЧИТЬ ЭЛЕКТРОДВИГАТЕЛЬ ШПИНДЕЛЯ.
Для облегчения переключения скоростей шпинделя и подачи в станке предусмотрено импульсное включение электродвигателя кнопкой 5КУ, а электродвигателя подачи — конечным выключателем импульса КВИ. При нажатии кнопки 5КУ включаются ПШ и PH. Н.О. контакты PH включают реле РП, которое за счет своего н.о. контакта становится на самопитание, а н.з. контактом разрывает цепь питания ПШ.
При управлении от рукояток работа электросхемы обеспечивается замыканием рабочих цепочек через контакты командоаппаратов 1КА, 2КА и 4 КА.
Включение и отключение электродвигателя подачи осуществляется двумя командоаппаратами: для продольной подачи 1КА, для вертикальной и поперечной подач — 2КА. Включение и отключение вращения шпинделя осуществляется соответственно кнопками „Пуск“ 1КУ, 2КУ и „Стоп“ ЗКУ, 4КУ. Кнопкой „Стоп“ одновременно с отключением электродвигателя вращения шпинделя отключается и электродвигатель подачи.
Быстрый ход стола происходит при нажатии кнопки „Быстро11, включающей пускателем ПБ электромагнит ЭБ быстрого хода.Торможение электродвигателя шпинделя — электродинамическое и осуществляется пускателем ПТ, создающим цепь постоянного тока от выпрямителя ВС в обмотку статора. Реле напряжения PH служит для защиты селеновых выпрямителей от пробоя. Напряжение обмотки ТУ-4 равно 36 в при напряжении сети 220 в и 55 в при напряжении сети 380, 400, 415, 440 в.
„При работе на одной из подач возможность случайного включения другой подачи взаимоисключается блокировочными контактами 1КА-2 1КА-4 и 2КА-2, 2КА-4.
При автоматическом управлении переключатель НУ должен быть установлен в положение „Автоматический цикл». Кроме того, необходимо произвести механическое переключение валика, расположенного в салазках станка, из положения „Ручное управление в положение „Автоматический цикл . При последнем положении валика кулачковая муфта продольного хода заперта и конечный выключатель 4КА нажат.
Автоматическое управление осуществляется при помощи кулачков, устанавливаемых на столе. При движении стола кулачки, воздействуя на рукоятку включения продольной подачи (см. рис. 3) и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
При движении стола кулачки, воздействуя на рукоятку включения продольной подачи (см. рис. 3) и верхнюю звездочку 2, производят необходимые переключения в электросхеме и механизмах.
Управление быстрым ходом в автоматических циклах осуществляется конечным выключателем 3КА.
Конечный выключатель 4КА исключает возможность ручного включения поперечных и вертикальных подач в этом режиме работы.
Работа электросхемы в этом режиме объясняется диаграммой и происходит следующим образом-при отключенной рукоятке 1 шток 4 должен находиться в глубокой впадине звездочки 3, контакты 43—26 конечного выключателя ЗКА должны быть замкнуты (положение 0 на диаграмме). С включением рукоятки 1 вправо включается быстрый ход стола вправо (положение 1 на диаграмме). Отключение быстрого хода в нужной точке происходит при воздействии кулачка За на звездочку 2 (положение 2 на диаграмме), при повороте которой шток 4 попадает в малую впадину звездочки 3, а оба контакта конечного выключателя ЗКА размыкаются. Стол продолжает движение на подаче. При воздействии кулачков 1а и 36 на рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положения 3 и 4 на диаграмме). При переходе рукоятки 1 через положение О питание пускателя ПП осуществляется через контакты 43—25 конечного выключателя ЗКА. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 на диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Стол продолжает движение на подаче. При воздействии кулачков 1а и 36 на рукоятку 1 и звездочку 2 происходит реверс подачи и включение быстрого хода влево (положения 3 и 4 на диаграмме). При переходе рукоятки 1 через положение О питание пускателя ПП осуществляется через контакты 43—25 конечного выключателя ЗКА. Шток 4 в этот момент должен находиться на участке постоянной кривизны звездочки 3 (положение 3 на диаграмме). Отключение быстрого хода влево и конец цикла осуществляется при переводе рукоятки 1 кулачком 6 в нейтральное положение (положение 5 на диаграмме).
Работа электросхемы на других циклах происходит аналогично.
При работе с круглым столом переключатель ПУ устанавливается в положение „Круглый стол». При этом работа на продольных, поперечных и вертикальных подачах исключается размыканием контактов 1КА-1, 2КА-1 и 1КА-3, 2КА-3, разрывающими соответственно цепи питания пускателей ПП или ПЛ.
Управление вращением круглого стола происходит при одностороннем вращении двигателя подачи.
Быстрый ход круглого стола происходит при нажатии кнопки „Быстро», включающей пускатель ПБ электромагнита быстрого хода.
Скачать документацию
Технические характеристики, конструкция и схемы горизонтально-фрезерного станка модели 6р82
Содержание
- 1 Условия эксплуатации оборудования
- 2 Кинематическая схема
- 3 Информация о файле
- 4 Что известно о производстве станка
- 5 Тактико-технические характеристики самолета Р-6 (АНТ-7)
- 6 5 Кинематическая схема станка
- 7 Технические характеристики
- 8 Общие технические характеристики модели 6Р81
- 8.1
Расшифровка маркировки
- 8.1
- 9 Сведения о производителе консольно-фрезерного станка 6р13, 6р13Б
- 9.1 История выпуска станков Горьковским заводом, ГЗФС
- 10 Расположение органов управления консольно-фрезерным станком 6Р12
- 10.
 1 Перечень органов управления консольно-фрезерным станком 6Р12
1 Перечень органов управления консольно-фрезерным станком 6Р12
- 10.
- 11 Стан’Ок
- 12 Сравнительные и технические характеристики:
Условия эксплуатации оборудования
Аппараты моделей горизонтально-фрезерных станков 6Р81Г, 6Р81 на сегодняшний день не выпускаются заводами изготовителями. Вместо них создаются более модернизированные модели. Каждый из современных агрегатов оснащен электронным блоком управления. Это позволяет снизить человеческий фактор, который заключается в браке при изготовлении детали, и повысить класс точности.
Однако данные аппараты можно увидеть еще в использовании для индивидуальных целей. А стажировка сроком в два месяца позволяет человеку быстро научиться обращаться с агрегатом.
Система смазки в этом агрегате должна всегда функционировать нормально. Если по какой-то причине оно перестает поступать в специальный осек для этого, то рекомендуется агрегат отключить от питания электросети. И проверить насосы и механизмы подачи. На станке находятся две централизованные системы подачи масла. Первая в приводе шпинделя, вторая в механизме подачи.
На станке находятся две централизованные системы подачи масла. Первая в приводе шпинделя, вторая в механизме подачи.
Если вдруг не включается подача на фрезерном станке, в первую очередь проверить наличие масла в коробке передач. Во втором случае, может сработать блокировка. Подача может не работать при неправильном вращении двигателя.
Ремонт фрезерного станка 6Р81
А также масляные фильтры должны периодически очищаться. Это позволит станку долгие годы функционировать без нареканий.
Вовремя проведенные профилактические работы позволят использовать данный аппарат длительное время без нужды в ремонте.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
В ремонте тоже пригодится:
- Ленточная подсветка для кухни
- Покраска потертостей на бампере
- Технологическая карта утепление стен методом термошуба
Кинематическая схема
По кинематической схеме видно, что привод соединен с электродвигателем через муфту. Она отвечает за передачу движения конструктивному узлу. Трансформации трех блоков определяют число оборотов шпинделя. Возможно сообщение до 13 скоростей, при этом нет необходимости переходить поэтапно.
Она отвечает за передачу движения конструктивному узлу. Трансформации трех блоков определяют число оборотов шпинделя. Возможно сообщение до 13 скоростей, при этом нет необходимости переходить поэтапно.
Электродвигатель, расположенный в консоли, осуществляет деятельность привода передач. Происходит это путем одной из 18 различных подач через кулачковую муфту к винтам. Те в свою очередь на горизонтальном стане могут быть трех видов: вертикальные, продольные и поперечные.
Важна функция фрикциона перемещения, который осуществляет движения через зубчатые колеса до подач. Эта детали соединяется с муфтой, ограничиваются одновременный функционал. Станина фиксируется штифтами по схеме, закреплена жесткими способом.
Информация о файле
Паспорт 6А12П станок консольно-фрезерный с программным управлением. Паспорт 6А12Р станок консольно-фрезерный. Луганский станкостроительный завод.
Руководство по эксплуатации, 1970г. — 6A12P_6A12R_Frezer.djvu
Электросхема принципиальная консольно-фрезерного станка 6А12П — 6A12P_elektro. djvu
djvu
Скачать еще файлы по электрике, электросхемы станка 6С12
Консольно-фрезерный станок 6А12П с программным управлением предназначен для выполнения всех видов фрезерных работ. Система программного управления дает возможность осуществлять в любой последовательности прямолинейные перемещения стола в трех прямоугольных координатах в пределах 24 переходов. Станок используется для автоматической обработки различных ступенчатых поверхностей, фрезерования прямоугольной спирали, расточки отверстий, фрезерования шпоночных канавок, выполнения маятникового, скачкообразного, строчного циклов, обработки внутренней и наружной рамок и т. д. При работе станка 6А12П по программе обеспечивается высокая степень точности (+0,05 мм). Это достигается введением в привод подач узла замедления, сводящего до минимума инерционные перебеги стола и обеспечивающего высокую стабильность размеров при повторении циклов. На станке предусмотрен также автоматический отвод детали от инструмента при ускоренных ходах стола и возврат ее в исходное положение при переходе на ,рабочую подачу, что предохраняет обработанную поверхность от повреждений инструментом. Это сокращает машинное время, необходимое для вывода инструмента из зоны резания. Гидравлический механизм выбора люфта в паре винт-гайка способствует сохранению постоянного натяжения независимо от степени износа гайки. В связи с этим можно широко применять на станке прогрессивный метод попутного фрезерования. Конструкцией гидравлического механизма предусматривается возможность регулирования степени натяжения в винтовой паре в зависимости от режима резания. Наличие на станке поворотной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами. Кнопочное управление станка — гибкое: одновременно можно осуществлять два три движения стола (рабочую и замедленную подачи) или ускоренный ход. При помощи кнопок осуществляется также толчковый режим (движение стола только при нажатой кнопке). В электросхеме станка предусмотрена возможность включения его в автоматическую линию, а при наличии загрузочного устройства — превращения станка в автомат.
Это сокращает машинное время, необходимое для вывода инструмента из зоны резания. Гидравлический механизм выбора люфта в паре винт-гайка способствует сохранению постоянного натяжения независимо от степени износа гайки. В связи с этим можно широко применять на станке прогрессивный метод попутного фрезерования. Конструкцией гидравлического механизма предусматривается возможность регулирования степени натяжения в винтовой паре в зависимости от режима резания. Наличие на станке поворотной головки и возможность перемещения шпинделя в осевом направлении позволяют производить фрезерование под различными углами. Кнопочное управление станка — гибкое: одновременно можно осуществлять два три движения стола (рабочую и замедленную подачи) или ускоренный ход. При помощи кнопок осуществляется также толчковый режим (движение стола только при нажатой кнопке). В электросхеме станка предусмотрена возможность включения его в автоматическую линию, а при наличии загрузочного устройства — превращения станка в автомат. Два, три и более станков модели 6А12П может обслуживать один рабочий. Станок 6А12Р унифицирован со станком 6А12П. Однако он не имеет программного управления и, значит, пульта набора и считывания программы, блоков электроупоров, электрооборудования, связанного с программным управлением, узла замедления в коробке подач. Система управления станком 6А12Р простая и удобная. В зависимости от потребностей производства возможны следующие варианты управления: вручную от рукоятки, кнопочное, автоматическое и полуавтоматическое (маятниковый и скачкообразный циклы). На станке 6А12Р могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, повышающих технические возможности станка.
Два, три и более станков модели 6А12П может обслуживать один рабочий. Станок 6А12Р унифицирован со станком 6А12П. Однако он не имеет программного управления и, значит, пульта набора и считывания программы, блоков электроупоров, электрооборудования, связанного с программным управлением, узла замедления в коробке подач. Система управления станком 6А12Р простая и удобная. В зависимости от потребностей производства возможны следующие варианты управления: вручную от рукоятки, кнопочное, автоматическое и полуавтоматическое (маятниковый и скачкообразный циклы). На станке 6А12Р могут быть установлены поворотный стол, делительная головка и ряд других приспособлений, повышающих технические возможности станка.
Что известно о производстве станка
Горизонтально-фрезерный станок 6Р82 был разработан в 70 годы прошлого столетия. После испытаний и доработок был запущен в массовое производство на Горьковском заводе фрезерных станков в 1970 году. Модель несколько раз модернизировалась, на нее устанавливали ЧПУ.
В настоящее время завод на Волге продолжает выпускать современные модели фрезерного металлообрабатывающего оборудования на базе 6Р82. Станки старого образца перекочевали в домашние мастерские и на небольшие предприятия и продолжают изготавливать планки, столы и рейки с высокой точностью.
Справка! Горьковский завод фрезерных станков был введен в строй в 1931 году по сталинской программе индустриализации страны. До конца XX столетия он был практически единственным производителем фрезерных станков разного типа на территории страны. Сейчас оборудование завода выпускается под маркой ФЗС.
Тактико-технические характеристики самолета Р-6 (АНТ-7)
— Главный конструктор: Туполев А. Н.- Первый полёт: май 1930- Конец эксплуатации: 1944- Единиц произведено: 406
Экипаж Р-6 (АНТ-7)
— 4 человека
Размеры Р-6 (АНТ-7)
— Длина: 15,06 м- Размах крыла: 23,2 м- Высота: 6,92 м- Площадь крыла: 80 м²- Нагрузка на крыло: 76,6 кг/м²
Вес Р-6 (АНТ-7)
— Масса пустого: 3900 кг- Масса снаряжённого: 4690 кг- Нормальная взлётная масса: 6130 кг
Двигатель Р-6 (АНТ-7)
— 2 × поршневые М-17Ф- Мощность двигателей: 2 × 500 л. с. (2 × 373 кВт)- Тяговооружённость: 121 Вт/кг
с. (2 × 373 кВт)- Тяговооружённость: 121 Вт/кг
Скорость Р-6 (АНТ-7)
— Максимальная скорость у земли: 240 км/ч- Максимальная скорость на высоте: 212 км/ч на 5000 м- Посадочная скорость: 110 км/ч- Время набора высоты: 5000 м за 39,3 мин
Дальность полета Р-6 (АНТ-7)
— 1680 км
Практический потолок Р-6 (АНТ-7)
— 5620 м
5 Кинематическая схема станка
Главное движение в 6Р13 обеспечивается двигателем фланцевой конструкции (имеет мощность 10 киловатт). Привод выполняется через соединительную упругую муфту. Коробка скоростей дает возможность шпинделю вращаться на 18 разных скоростях (их характеристики указаны в инструкции к эксплуатации агрегата).
Обороты шпинделя (их числа) допускается корректировать посредством перемещения по шлицевым валам зубчатых блоков (конструктивно их в станке предусмотрено три).
Привод подач выполняется от установленного в консоли электрического двигателя. Подачи поступают на консоль через шариковую муфту, которая одновременно выполняет защитную (предохранительную) функцию.
Технические характеристики
Информацию об основных показателях содержит паспорт рассматриваемого фрезеровального станка. Изучая паспорт можно выделить следующие моменты:
- Масса модели составляет 4 200 кг.
- Шпиндель 6Р13 может быть расположен от поверхности стола на расстоянии от 3 до 50 сантиметров.
- При применении механизма ручного управления столом максимальные показатели перемещения: в вертикальном направлении 42 см, поперечном 32 см, продольном 100 см. Кроме этого инструкция по эксплуатации предусматривает возможность применения устройства быстрого механического перемещения стола.
- Информация, занесенная в паспорт, также определяет ограничение по максимальному весу заготовки в 300 кг.
- Технические характеристики подгонялись для обеспечения наиболее благоприятных условий для фрезерования изделий, изготавливаемых из высоколегированной стали. Усилие в продольном направлении может составлять 20 кН, поперечном 12 кН и 8 кН в вертикальном.

- Технические характеристики вертикально фрезерного станка 6Р13 определяют то, что показатель максимального диаметрального размера фрезы составляет 20 см.
- Созданная коробка подач 6Р13 и скоростей имеет специальную муфту, которая предназначена для исключения вероятности перегрева установленного электродвигателя по причине превышения максимально допустимого значения нагрузки.
- Рассматривая основные параметры следует отметить, что показатель количества оборотов в минуту шпинделя можно регулировать в диапазоне от 31 до 1600 об/мин. Для этого была добавлена коробка скоростей с возможностью выбора одной из 18-ми передач.
- Коробка подач 6Р13 имеет следующие пределы скорости перемещения: от 12,5 до 1250 мм/мин. В вертикальном направлении данный показатель находится в пределе от 8,3 до 416 мм/мин. Вертикально фрезерный станок 6Р13, схема коробки подач также предусматривает наличие 18-ми передач для выбора фиксированного значения скорости перемещения стола, имеет рукоятки, при помощи которых проводится переключения скоростей.

- Кроме этого фрезерный станок 6Р13 имеет электрическую схему с тремя электродвигателями. Электросхема питания основного вращения, которое передается к режущему инструменту, питается от основного 7,5 кВт мотора, для подач установили мотор с мощностью 2,2 кВт. Кроме этого у консольно-фрезерного станка есть система охлаждения, для работы которой разместили 0,125 кВт мотор. Схема электрическая имеет несколько предохранителей, устанавливаемые для защиты двигателей от перегрева. Но основным защитным механизмом все же является муфта.
- СОЖ подается от резервуара в зону резания через сопло по трубопроводам, давление обеспечивается насосом.
Электрическая схема станка 6Р13
Кроме этого особенности вертикально фрезерного станка заключаются в механизме поворота головки. Он позволяет расположить режущий инструмент под углом до 45 градусов относительно поверхности стола. Именно поэтому 6Р13 предназначен (назначение) для получения наклонных поверхностей и отверстий.
Довольно высокая мощность привода, а также высокий показатель жесткости конструкции определяют то, что применять 6Р13 можно для обработки заготовок, которые изготавливаются из высокопрочных металлов. Для их фрезерования устанавливаются фрезы из быстрорежущей стали, а также режущий инструмент с пластинами из синтетических материалов. Конструкция эффективно гасит возникающую вибрацию, что позволяет существенно снизить погрешность размеров и шероховатости. Согласно ГОСТ 8-77, модель относится к группе оборудования класса точности Н.
Внешний вид станка 6Р13
Общие технические характеристики модели 6Р81
К одному из ключевых характеристик 6Р81 можно отнести главный шпиндель. Он никогда не меняет своего положения в устройстве. А базой консольно-фрезерного станка 6Р81 является жесткая станина. Она отлита из специального сплава, которая дает дополнительную жесткость данному прибору. А ребра способны усиливать площадку для установки устройства. Таким образом аппарат во время работы своей никуда не съедет и механизмы его не повредятся от дрожи, которая образуется во время функционирования агрегата.
В конусе аппарата 6Р81 монтируется пара или одна серьга. Устройство имеет дополнительную емкость. Она создана для жидкости, которая будет охлаждать металл во время работы. Скорость шпинделя такого станка равна 1050 миллиметров в минуту – вертикальная, а горизонтальная – 3150. Шпиндель делает до 1600 оборотов в минуту. А электропитание станка происходит за счет электросхем, которые обеспечивают использование смежных источников электроэнергии.
Площадку или стол, на которую устанавливается консольный горизонтально фрезерный станок, можно передвигать относительно оси вала. Это значит, что возможна перпендикулярная обработка металла и горизонтальная. Поворот стола производит скоростные передвижения в трех директориях и помогает хорошо обрабатывать спиральные канавки на цилиндрах, зубчатые колеса, рамки.
Электрическая схема станка 6Р81
Расшифровка маркировки
Маркировка устройства расшифровывается, как станок универсально-фрезерный. Здесь «6» означает номер группы по классификации ЭНИМС, а «Р» — поколение устройства, «8» — номер подгруппы, а именно горизонтально-фрезерный, «1» — размеры станка. «1» — значит 250×1000.
«1» — значит 250×1000.
В соответствии с размерами станины изменяются размеры устройства, его масса, основных узлов, мощность электродвигателя, салазки в поперечных и вертикальных направлениях станка.
Сведения о производителе консольно-фрезерного станка 6р13, 6р13Б
Производитель серии универсальных фрезерных станков 6р13, 6р13Б Горьковский завод фрезерных станков, основанный в 1931 году.
Завод специализируется на выпуске широкой гаммы универсальных фрезерных станков, а, также, фрезерных станков с УЦИ и ЧПУ, и является одним из наиболее известных станкостроительных предприятий в России.
Начиная с 1932 года Горьковский завод фрезерных станков занимается выпуском станков и является экспертом в разработке и производстве различного металлорежущего оборудования.
Универсальные фрезерные станки серии Р выпускались Горьковским заводом фрезерных станков (ГЗФС) начиная с 1972 года. Станки сходны между собой по конструкции, широко унифицированы и является дальнейшим усовершенствованием аналогичных станков серии М.
Станок 6Р13Б отличается от станка 6Р12Б установленной мощностью двигателей главного движения и подач, размерами рабочей поверхности стола и величинами перемещения стола. Быстроходные станки 6Р13Б имеют, в отличие от станков 6Р13, повышенный диапазон чисел оборотов шпинделя и подач стола и повышенную мощность двигателя главного движения.
История выпуска станков Горьковским заводом, ГЗФС
В 1937 году на Горьковском заводе фрезерных станков были изготовлены первые консольно-фрезерные станки серии 6Б моделей 6Б12 и 6Б82 с рабочим столом 320 х 1250 мм (2-го типоразмера).
В 1951 году запущена в производство серия 6Н консольно-фрезерных станков: 6Н12, 6Н13П, 6Н82, 6Н82Г. Станок 6Н13ПР получил “Гран-При” на всемирной выставке в Брюсселе в 1956 году.
В 1960 году запущена в производство серия 6М консольно-фрезерных станков: 6М12П, 6М13П, 6М82, 6М82Г, 6М83, 6М83Г, 6М82Ш.
В 1972 году запущена в производство серия 6Р консольно-фрезерных станков: 6Р12, 6Р12Б, 6Р13, 6Р13Б, 6Р13Ф3, 6Р82, 6Р82Г, 6Р82Ш, 6Р83, 6Р83Г, 6Р83Ш.
В 1975 году запущены в производство копировальные консольно-фрезерные станки: 6Р13К.
В 1978 году запущены в производство копировальные консольно-фрезерные станки 6Р12К-1, 6Р82К-1.
В 1985 году запущена в производство серия 6Т-1 консольно-фрезерных станков: 6Т12-1, 6Т13-1, 6Т82-1, 6Т83-1 и ГФ2171.
В 1991 году запущена в производство серия 6Т консольно-фрезерных станков: 6Т12, 6Т12Ф20, 6Т13, 6Т13Ф20, 6Т13Ф3, 6Т82, 6Т82Г, 6Т82ш, 6Т83, 6Т83Г, 6Т83Ш.
Это интересно: Вертикально-фрезерный станок 6Р12 — технические характеристики
Расположение органов управления консольно-фрезерным станком 6Р12
Расположение органов управления консольно-фрезерным станком 6Р12
Перечень органов управления консольно-фрезерным станком 6Р12
- Кнопка „Стоп» (дублирующая)
- Кнопка „Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка „Быстро стол» (дублирующая)
- Кнопка „Импульс шпинделя»
- Переключатель освещения
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка „Быстро стол»
- Кнопка „Пуск шпинделя»
- Кнопка „Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Лимб механизма поперечных перемещений стола
- Кольцо-нониус
- Рукоятка ручного вертикального перемещения стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола
- Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Рукоятка включения поперечной и вертикальной подач стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующая)
- Переключатель направления вращения шпинделя „влево-вправо»
- Переключатель насоса охлаждения „включено выключено»
- Переключатель ввода „включено-выключено»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Стан’Ок
Описание Предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов главным образом торцовыми и концевыми фрезами.
На этом станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т.д.
Технологические возможности станка могут быть расширены путем применения делительной головки и поворотного круглого стола.
Технические характеристики
- Рабочие размеры стола , мм 400х1600
- Наибольший ход стола , мм :
- — продольный 900
- — поперечный 320
- — вертикальный 420
- Пределы расстояния от оси стола до вертикальных направляющих
- станины , мм 250 . 570
- Угол поворота головки , градусах 45
- Число скоростей шпинделя 18
- Диаметр отверстия шпинделя , мм 29
- Пределы расстояния от торца шпинделя до поверхности стола , мм 30 . 520
- Расстояние от оси шпинделя до вертикальных направляющих станины , мм 450
- Пределы чисел оборотов шпинделя в минуту 31,5 . 1600
- Число продольных , поперечных и вертикальных подач стола 18
- Пределы подач стола , мм/мин.
 :
: - — продольных 25 . 1250
- — поперечных 25 . 1250
- — вертикальных 8 . 400
- Скорость быстрого перемещения стола , мм/мин. :
- — продольного 3000
- — поперечного 3000
- — вертикального 1000
- Вертикальное перемещение шпинделя , мм 85
- Мощность главного электродвигателя , кВт 10
Сравнительные и технические характеристики:
| Модель | Размеры стола, мм | Перемещение стола наибольшее,мм | Расстояние, мм | Кол-во скоростей шпинделя | Кол-во подач стола | Кол-во т-образн. пазов стола | Угол поворота шпинд. головки, град. | Конус шпинделя по ГОСТ | Масса обраб. детали, кг | Мощность эл.двигателя, кВт | Масса, кг | Габариты, мм | |||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| продол. | попер. | верт. | от торца вертикальн. шпинделя до раб.поверхн. стола | от оси шпинделя до направл-х станины | |||||||||||
| 6Т10 | 200х800 | 560 | 220 | 355 | 45-400 | 300 | 12 | 18 | 3 | 45 | 40 | 200 | 3 | 1340 | 1500х1875х1808 |
| 6Р10 | 200х800 | 500 | 160 | 300 | 50-350 | 265 | 12 | 12 | 3 | 45 | 40 | 150 | 3 | 1300 | 1445х1875х1730 |
| 6Р11 | 250х1000 | 630 | 200 | 350 | 50-400 | 285 | 18 | 16 | 3 | 45 | 45 | 170 | 5,5 | 2360 | 1480х2360х2360 |
| 6Н11 | 250х1000 | 720 | 265 | 410 | 60-470 | 290 | 12 | 12 | 3 | 45 | 40 | 250 | 4 | 1800 | 1670х1350х1800 |
6Н11. 01 01 | 250х1100 | 720 | 265 | 410 | 60-470 | 290 | 12 | 12 | 3 | 45 | 40 | 250 | 4 | 1800 | 1670х1350х1800 |
| 6Н11.02 | 300х1250 | 800 | 265 | 410 | 60-470 | 290 | 12 | 12 | 3 | 45 | 40 | 250 | 4 | 1800 | 1650х1540х1920 |
| 6Т12 | 320х1250 | 800 | 320 | 420 | 30-450 | 380 | 18 | 22 | 3 | 45 | 50 | 400 | 7,5 | 3250 | 2280х1965х2265 |
| 6Р12 | 320х1250 | 800 | 250 | 420 | 30-450 | 350 | 18 | 22 | 3 | 45 | 50 | 250 | 7,5 | 3120 | 2305х1950х2020 |
| 6Н12 | 320х1250 | 800 | 300 | 410 | 50-460 | 380 | 18 | 18 | 3 | 45 | 50 | 500 | 7,5 | 3200 | 2307х1707х2096 |
6Н12. 01 01 | 320х1320 | 800 | 300 | 410 | 50-460 | 380 | 18 | 18 | 3 | 45 | 50 | 500 | 7,5 | 3200 | 2307х1707х2096 |
| 6Н12.02 | 320х1600 | 1020 | 300 | 410 | 60-470 | 380 | 18 | 18 | 3 | 45 | 50 | 500 | 7,5 | 3350 | 2307х2067х2096 |
| 6Н12.03 | 360х1600 | 1020 | 300 | 410 | 50-460 | 380 | 18 | 18 | 3 | 45 | 50 | 500 | 7,5 | 3370 | 2307х2067х2096 |
| 6Т13 | 400х1600 | 1000 | 400 | 430 | 70-500 | 460 | 18 | 22 | 3 | 45 | 50 | 630 | 11 | 4300 | 2570х2252х2430 |
| 6Р13 | 400х1600 | 1000 | 320 | 420 | 30-500 | 420 | 18 | 18 | 3 | 45 | 50 | 300 | 10 | 4200 | 2560х2260х2120 |
| ВМ127М | 400х1600 | 1000 | 320 | 420 | 30-500 | 420 | 18 | 18 | 3 | 45 | 50 | 800 | 11 | 4250 | 2680х2260х2500 |
| 6Н13 | 420х1600 | 1200 | 360 | 470 | 40-510 | 450 | 18 | 18 | 3 | 45 | 50 | 800 | 11 | 5100 | 2522х2262х2432 |
6Н13. 01 01 | 420х1800 | 1200 | 360 | 470 | 40-510 | 450 | 18 | 18 | 3 | 45 | 50 | 800 | 11 | 5100 | 2522х2262х2432 |
| 6Н14 | 430х2000 | 1250 | 420 | 480 | 40-520 | 450 | 20 | 15 | 3 | 45 | 50 | 800 | 11 | 5800 | 2600х2470х2450 |
| 6Н14.01 | 430х2200 | 1250 | 420 | 480 | 40-520 | 450 | 20 | 15 | 3 | 45 | 50 | 800 | 11 | 5800 | 2600х2470х2450 |
Обращаем ваше внимание на то, что вся предоставленная на сайте информация , касающаяся комплектации, технических характеристик, цветовых сочетаний, а также цены носит информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ. Для получения подробной информации, пожалуйста, обращайтесь в отдел продаж
Для получения подробной информации, пожалуйста, обращайтесь в отдел продаж
С этим читают
- 6р81г станок консольно-фрезерный горизонтальный паспорт, схемы, описание, характеристики
- Характеристики вертикально-сверлильного станка 2н118
- Подробный обзор вертикального консольно-фрезерного станка 6р11
- Обзор широкоуниверсального фрезерного станка 676, описание, паспорт
- Описание параметров горизонтально-фрезерного станка 6р82
- Токарно-винторезный станок 1м61, паспорт, характеристики, схема, руководство
- Круглошлифовальный станок 3м151
- Технические характеристики токарно-винторезного станка 1к625
- Токарный станок 1д601 технические характеристики
- Плоскошлифовальный станок 3г71
(4). Максимальный диаметр обрабатываемой детали – 1000 мм. Цена 8800 €.
0 0131 Вертикальный токарный станок 1512 . Максимальный диаметр заготовки – 1200 мм. Цена 9800 €.
Максимальный диаметр заготовки – 1200 мм. Цена 9800 €.
Одношпиндельный швейцарский тип Автоматический винт 1V06A (новый). Максимальный размер заготовки, мм 6. Цена 2700 €.
Станок горизонтальный шестишпиндельный прутковый автоматический 1Б240-6К (Украина) , 1986 г. Максимальная длина прутка 4000 мм; Длина заготовки 160 мм; Диаметр заготовки 40 мм. Цена 3500 €.
01788 Токарный станок с ЧПУ, PITTLER, NFL 200/1000 , 1977. Ø 550 х 1000 мм. Цена 5500 ЕВРО
00116 Станок токарно-винторезный 1А64. Ø 1000 х 3000 мм.
08758 Станок токарно-винторезный 1М65, 1988 г.в. Ø 1000 х 3000 мм.
Станок токарно-винторезный 16К20 (Россия), 1982 г. в. Д 400 х 710 мм. Цена 2200 €.
в. Д 400 х 710 мм. Цена 2200 €.
08332 Станок токарно-револьверный 1В340Ф30 (Россия) , 1991. Максимальный диаметр прутка 40 мм; Длина заготовки 120 мм; Диаметр заготовки 200 мм. Цена 3500 €.
Станок токарный полуавтоматический вертикальный восьмишпиндельный последовательного действия 1К282 (Россия) , 1986. Диаметр заготовки 250 мм; Длина заготовки 350 мм. Цена 4700 €.
Станок токарно-винторезный 1К62Д (Россия) , 1988. D 400 х 1000 мм. Цена 2300 €.
Станок токарно-винторезный 1А625 (Россия) , 1970. D 500 х 1000 мм. Цена 3200 €.
04869 Станок токарно-винторезный 1М63 (Россия), 1975 г. Максимальный диаметр заготовки над станиной 630 мм; Максимальная длина заготовки 2800 мм. Цена 2000 €.
Цена 2000 €.
Станок токарно-карусельный RAFAMET UBC 150 , 1978. Диаметр патрона 700 – 1500 мм. Цена 32000 €.
Бурные машины
Стучание BKOZ 900 x 1400. Цена 8800 €
08634 BURIN Цена 4300 €
06491 Координатно-расточная 2 А 450, 1978 г. 630 х 1120 мм. Цена 4500 €
Координатно-сверлильный станок 2B440 . 400 х 800 мм
00440 Координатно-расточной 2Э450АФ1-1 (Россия) , 1984 г. Цена 5900 €
08971 Координатно-расточный 2В460 (Россия). Цена 7000 €
01566 Jig Boring 2431S (Россия) , 1982. Цена 2800 €
08693 Jig Bury 2431SF10, 1989.88. Цена 2500 €
Горизонтальный бор 2622G , 1974. Цена 8000 €
00052 Horizontal Borer 2622V 22. Цена 14500 €
09794 Горизонтальный бур 2622VF1 . Цена 13500 €
Вертикальное сверло 2 N 135 , 1988. Диаметр сверления 35 мм. Цена 1200 €
01701 Вертикальная дрель 2Н135 , 1982 г. Диаметр сверления 35 мм. Цена 1400 €
01384 Вертикальная дрель 2 N 132 , 1989. Диаметр сверления 42 мм. Цена 1200 €
09026 Вертикальная дрель 2 S 132 , 1991. Диаметр сверления 42 мм. Цена 1500 €
02342 Вертикальное сверло 2 N 150 , 1974. Диаметр сверла 50 мм. Цена 1800 €
Радиальное сверло 2 A 55 , 1970. Диаметр сверления 50 мм. Цена 2000 ЕВРО
Радиальное сверло 2 A 55 , 1970. Диаметр сверления 50 мм. Цена 2100 ЕВРО. 1975. Диаметр сверления 50 мм. Цена 2300 ЕВРО
Сверло радиальное МЗК НКР42 . Цена 3200 ЕВРО
05663 Радиальное сверло 2532AS . Диаметр отверстия 32 мм. Цена 2200 ЕВРО
Шлифовальные станки
Внутришлифовальный станок UVA N21A — Швеция (5 шт.). Рабочий диапазон 3 — 15 мм; Перемещение стола – 160 мм. Цена 3000 €
Внутренняя шлифовальная машина UVA N22A — Швеция . Рабочий диапазон 3 — 15 мм; Перемещение стола – 160 мм. Цена 3500 €
Станок для шлифования коленчатых валов 3В423 (Россия), 1980 г. Максимальный диаметр заготовки 580 мм; Максимальная длина заготовки 1600 мм. Цена 4100 €
01538 Заточной полуавтомат для дисковых пил 3Д692, 19226 90 (Россия). Максимальный диаметр заготовки 1430 мм. Цена 2300 €
04334 Заточной полуавтомат для дисковых пил 3Е692, 1991 (Россия). Максимальный диаметр заготовки 1430 мм. Цена 3300 €
Универсальная заточка 3Э642 (Россия), 1988 г. Максимальный диаметр заготовки 250 мм; Максимальная длина заготовки 500 мм; Высота центров над рабочей поверхностью стола 125 мм. Цена 2000 €
Заточной полуавтомат под сверло, зенкер, метчик 3Э653 (Россия), 1989 г.в.Д.32 мм. Цена 1000
Алмазный притирочный инструмент-шлифовальный станок 3 В 622 Д (Россия), 1990 г. Высота установки фрезы 25 мм.; Длина фрезы 200 мм; Длина абразивного круга 150 мм. Цена 800 €
072005 Полуавтоматическая универсальная кольцевая шлифовальная машина 3М227АФ2 (Россия), 1991 г. Максимальный диаметр заготовки 400 мм; Максимальная длина заготовки 200 мм. Цена 4200 €
04697 Полуавтоматическая универсальная кольцевая шлифовальная машина 3М227АФ2 (Россия), 1990 г. Максимальный диаметр заготовки 400 мм; Максимальная длина заготовки 200 мм. Цена 4200 €
05064 Полуавтоматическая универсальная кольцевая шлифовальная машина 3К227А (Россия), 1985. Максимальный диаметр заготовки 400 мм; Максимальная длина заготовки 200 мм. Цена 2900 €
01658 Внутришлифовальный станок 3A227P, 1973 г. Максимальный диаметр заготовки 100 мм; Максимальная длина заготовки 125 мм. Цена 2200 €
01658 Внутришлифовальный станок 3М225ВФ2, 1987 г. 80 х 80 мм. Цена 2600 €
04046 Круглошлифовальный станок 3U10MAF10, 1988. Цена 3500 €
01651 Круглошлифовальный станок 3 М 151В (Россия), 1983 г. Максимальный диаметр заготовки 200 мм; Максимальная длина заготовки 700 мм. Цена 2800 €
01554 Круглошлифовальный станок 3 М 151В (Россия), 1985 г. Максимальный диаметр заготовки 200 мм; Максимальная длина заготовки 700 мм. Цена 3200 €
08248 Круглое шлифование станок 3 М 152 (Россия), 1991 г. Максимальный диаметр заготовки 200 мм; Максимальная длина заготовки 1000 мм. Цена 4800 €
Круглошлифовальный станок 3 М 152МФ2 (Россия), 1987 г. Максимальный диаметр заготовки 200 мм; Максимальная длина заготовки 1000 мм. Цена 3500 €
08776 Универсальная Круглошлифовальная станок 3 U131 (Россия). Максимальный диаметр заготовки 280 мм; Максимальная длина заготовки 710 мм. Цена 3100 €
09117 Круглошлифовальный универсальный станок 3 У131 (Россия). Максимальный диаметр заготовки 280 мм; Максимальная длина заготовки 710 мм. Цена 3100 €
ЦИЛИНДРИЧЕСКИЙ ПОЛУАВТОМАТИЧЕСКИЙ ШЛИФОВАЛЬНЫЙ СТАНОК 3M153AF11 , 1990 г. Максимальный диаметр заготовки 200 мм; Максимальная длина заготовки 500 мм. Цена 4200 €
Цилиндрическое шлифование Машина 3 M433 (Россия), 1983. Цена 1500 €
Поверхностные шлифовальные машины 3D711F11 (Russia). Цена 2900 €
Станок плоскошлифовальный 3Г71М (Россия), 1978 г. 200 х 630 мм. Цена 2200 €
04881 Станок плоскошлифовальный 3L722V (Россия). 320 х 1250 мм. Цена 3900 €
08865 Станок плоскошлифовальный 3D722 (Россия). 320 х 1250 мм. Цена 3900 €
07260 Станок плоскошлифовальный 3L722V (Россия). 320 х 1250 мм. Цена 4500 €
Станок плоскошлифовальный 3D72, (Россия). 320 х 1250 мм. Цена 2700 €
07790 C Измельчитель без доступа 3A184 (Россия). Цена 3000 €
07849 C Измельчитель без доступа 3M182A (Россия) .PRICE 3000 €
04663 C Слич. 184ДН3 (Россия), 1983 г. Цена 3000 €
Станок профильно-шлифовальный Модель STUDER ПСМ 150 . Цена 1000 €
01532 Оптическая шлифовальная машина 395М (Россия), 1980г. Цена 2800€
01569 Координатно-шлифовальный станок 3283S ,1983г. 320 х 560 мм. Цена 3500 €
08958 Координатно-шлифовальный станок 32M83SF10 , 1990 г. 320 х 560 мм. Price 4500 €
01549 Tool – grinding machine 3B662VF2 (Russia) , 1988. Price 3600 €
Tool – grinding machine 3M667VF2 (Russia) , 1987. Цена 3600 €
Машина для 9 .
Станок вертикально-хонинговальный 3Е820-25293, 1987г. Цена 4200€
Станок вертикально-хонинговальный 3G833, 1985г. . Цена 1500 €
Фрезерные станки
Станок вертикально-фрезерный 65А60Ф1 , 1985 г.(Россия). 630 х 2000 мм. Цена 5500 Евро
08988 Станок вертикально-фрезерный коленчатый 6Т12 (Россия),1990г. Размеры стола 1250 х 320 мм. Максимальное перемещение стола: — продольное 800 мм, поперечное 320, вертикальное 420 мм. Цена 3400 Евро
07902 Станок вертикально-фрезерный 6Р13 (Россия), 1985г. Цена 3200 Евро
06629 Станок вертикально-фрезерный ФСС 400 1800 х 450 мм. Цена 3500 евро
Станок вертикально-фрезерный коленчатый 6Р12 (Россия), 1987г. Цена 4200 Евро
02506 Станок фрезерный коленчатый ГФ 2171С5 (Россия) ЧПУ, 1989 г. 400 х 1600 мм. Количество инструментов – 11
Станок горизонтально-фрезерный коленчатый 6Т83Г , 1991 г. 400 х 1600 мм. Цена 4900 евро
Станок горизонтально-фрезерный коленчатый 6Р82-1 (Россия), 1988.1250 х 320 мм. Цена 2500 Евро
Станок горизонтально-фрезерный коленчатый 6Р82-1 (Россия), 1988.1250 х 320 мм. Цена 2500 Евро
Станок горизонтально-фрезерный 6Р81 (Россия), 1983.1250 х 320 мм. Цена 1500 Евро
07836 Станок горизонтально-фрезерный коленчатый с поворотной головкой 6Т80Ш , 1983г. 800 х 200 мм. Цена 2500 Евро
Станок фрезерный универсальный 67К25ПР , 1992. 800 х 320 мм. Цена 4300 Евро. Цена 3900 Евро
70075 Станок строгально-фрезерный ФП-9М, 1983 г. .1600 х 7000 мм.
Станки резьбонарезные и червячные
Резьбошлифовальный станок универсальный 5К822В (Россия), 1987 г. Диаметр заготовки 200 мм. Максимальная длина заготовки 500 мм. Цена 4900 €. – не используется!
05850 Резьбонакатный станок GWR 80 x 120. Цена 2000 €.
08869 Резьбонакатная машина UPW12.5.1. Цена 2300 €.
07047 Резьбонакатная машина A2528, 1978 г. Макс. диаметр заготовки – 70 мм. Мин. диаметр заготовки – 10 мм.
Длина резьбы – 125 мм. Цена 2000 €.
Зубофрезерные станки
06283 Зубофрезерный станок 5304P. Диаметр заготовки 125 мм, модуль 1,5. Цена 1500€.
Зубофрезерный станок 5Е32 — Россия . Диаметр заготовки 800 мм, модуль 6. Цена 3000€.
06843 Станок зубофрезерный 5К32А . Максимальный диаметр заготовки 800 мм; Модуль зубьев колеса 8. Цена 3700 €.
08793 Станок шлицево-фрезерный полуавтоматический 5350А . Максимальный диаметр заготовки 500 мм; модуль 6. Цена 2000 €.
Зуборезный станок 5236P (Россия), 1986 г. Максимальный диаметр заготовки 125 мм; Модуль шестерни 2,5. Цена 2900 €.
04192 Зубофрезер 5А250П (Россия). Максимальный диаметр заготовки 500 мм; Модуль шестерен 8-10. Цена 3300 €.
08260 Зубофрезер 5С237, 1988 (Россия). Максимальный диаметр заготовки 125 мм; Модуль — 2. Цена 3500 €.
08266 Зубофрезер 5С237, 1988 (Россия). Максимальный диаметр заготовки 125 мм; Модуль — 2. Цена 3500 €
08923 Зубофрезер 5А26 (Россия). Максимальный диаметр заготовки 610 мм; Модуль шестерен 8. Цена 2500 €.
Зубофрезерный полуавтоматический станок 53А30П , 1986 г.в. D620 мм, модуль 8. Цена 3700 €.
Обрабатывающие центры
C 500/04 ЧПУ 600 — 1, 1985. 500 х 2000 мм., 6 инструментов. Цена 9000 €
MS032 ЧПУ 786M , 1988 г. x — 550, y — 550, z — 500 мм. Цена 7900 €
MS032 ЧПУ 786M , 1988 г. x — 550, y — 550, z — 500 мм. Цена 10000 €
IR800 MF4 ЧПУ Fanuc (Россия), 1984 г. 800 х 800 мм., 30 инструментов. Цена 24000 €
Строгальные станки
07705 Строгальный станок 7212 (Россия), 1967 г. 1120 х 4000 мм. Цена 11000 €
04931 Слоттер 7A420 . Стол – 500 мм. Ход зубчатого реза – 200 мм. Цена 2600 €
05633 Слоттер 7M430 . Стол – 1200 мм. Ход зубчатого реза – 300 мм. Цена 3200 €
08278 Машина планирования OD 62-5, 1988.
Электроэрозионные машины
Эрозийная машина Agiecut 50 , 1988. X-250; У – 150; Z — 120. Цена 17000 9 евро0003
Станок для электроэрозионной обработки проволоки AGIECUT 200 , 1988 г. X – 400; У – 250; Z — 256. Цена 14000 ЕВРО
Проволочно-эрозионный станок Opticut 110 (Mitsubishi DWC 110H), 1989 г. X – 300; У – 450; Z – 265. Цена 24000 ЕВРО
Проволочно-эрозионный станок Onamatic 460 , 1985 г. X – 600; У – 400; Z – 250.
ЭЛЕКТРОРАЗРЯДНАЯ МАШИНА 4K722AF1 , 1987 г. 560 x 320 мм. X = 400 мм, Y = 250 мм, Z = 400 мм. Цена 3500 9 евро0003 Прессы
Пресс гидравлический для горячей и холодной штамповки листового металла П236Б ,( пр-во Рязань 1987, Россия). Вместимость (тонн) – 1600, размеры выдвижного стола – 3550 х 3550 мм.
Пресс гидравлический П0443 (Одесса). Вместимость (тонн) – 2000. Цена 15000 €.
Пресс гидравлический ПЭ25. Вместимость (тонн) – 25.
Пресс гидравлический MAKINA, 1990. емкость (тонны) — 25.
Горизонтальная кочная машина BB1139 , 1991. Номинальная сила — 800 т., Размеры умирают — 590 x 220 x 660 мм., 35 S.P.M
Horzontal For For For For For Forging Machine B1139A , 0 Horizontal For For For Forging Machine B1139A ,
. 1980 г. Усилие номинальное – 800 т, размеры штампа – 590 х 220 х 660 мм, скорость 35 об/мин.
Листоштамповочный пресс (автоматический) Schuler A2-200/360F (Кощице), 1982 г. Производительность (тонн) — 250, 100 — 350 об/мин, стол 1350 X 1100 мм., ход 30 мм. Цена 27000 €.
Листоштамповочный пресс ERFURT PASU 63/3 , 1982г. Вместимость (тонн) – 63. Цена 4900 евро.
Листоштамповочный пресс ERFURT PASU 100 , 1982г. Вместимость (тонн) – 100. Цена 5900 евро.
H высокая скорость пресс (автоматический) AIDA — PC – 3(1), 1969 . Производительность (тонн) – 30, 70 об/мин, ход – 80 мм, стол 710 Х 380 мм. Цена 4000 евро.
Н высокая скорость пресс (автоматический) AIDA — FL – 35, 1969 (2 шт.). Производительность (тонн) – 30, 100-300 об/мин. Цена 4500 евро.
Однокривошипный Обрезной Пресс KA 9536 , 1988. 100029 X Грузоподъемность (тонн) Цена 23000 евро.
Пресс однокривошипный одностороннего действия закрыторамный KA2534 , 1980 г.в. Усилие (т) – 250, ход – 200 мм, стол 800 X 800 мм. Цена 9500 евро.
03492 Пресс однокривошипный одностороннего действия закрыторамный KB2535 , 1987 г.в. Усилие (т) – 315, ход – 400 мм, стол 1000 X 1000 мм. – не используется!
06010 Пресс однокривошипный одностороннего действия закрыторамный KB2536 , 1990 г. Усилие (т) – 400, ход – 250 мм, стол 1000 X 1000 мм. Цена 19000 евро.
04259 Однокривошипный компактный пресс простого действия KG2540, 1985 . Грузоподъемность 1000 тонн, ход — 400 мм, стол — 1250 х 1250 мм, высота закрытия — 800 мм.
05408 Пресс двухкривошипный одностороннего действия К3537, 1968 г.в. Усилие (т) – 500; ход — 250 мм; стол 2500 Х 1400 мм; Высота в закрытом состоянии – 750 мм. Цена 19000 евро.
05396 Пресс двухкривошипный одностороннего действия К3539, 1968 г.в. Усилие (т) – 800; ход – 315 мм; стол 2500 Х 1500 мм; Высота закрытия – 900 мм. Цена 29000 евро.
08160 Пресс двухкривошипный одностороннего действия КВ3732, 1983 г.в. Усилие (т) – 160; ход – 320 мм; стол 2000 Х 1250 мм; Высота в закрытом состоянии – 750 мм. Цена 18000 евро.
700250 Пресс шарнирно-штамповочный СМЕРАЛ ЛЛК 2000С, 197. 3. Грузоподъемность (тонн) – 2000, ход – 150 мм, размер станины 1000 х 1000 мм, размер ползуна 850 х 850 мм, 33 ст./мин.
04234 Пресс однокривошипный KG2134 , 1993 . Грузоподъемность (тонн) – 250, стол 1120 X 750 мм, ход — 200 мм, с высота ступы – 560 мм .
Пресс однокривошипный КВ2132, 1984 . Вместимость (тонн) – 160, Цена 4900 Евро.
04443 Пресс однокривошипный KG2132, 1992 . Вместимость (тонн) – 160. Цена 7500 евро.
04100 Пресс бескорпусный однокривошипный двухкривошипный К3033В. Вместимость (тонн) – 200; ход – 320 мм; стол 2000 х 1250 мм; Высота в закрытом состоянии –585мм.
03800 Пресс однокривошипный ЭПУ 125, 1987 г. в. Мощность (тонн) – 125; ход – 120 мм; таблица 900 х 620 мм; Высота кожуха – 380 мм.
04396 Механический пресс
04450 Эксцентриковый пресс LEU100A, 1986 . Усилие (тонн) – 100.
04285 Пресс шарнирно-шарнирный механический КБ 8336 , 1985. Усилие (тонн) – 400, стол 500 X 500. – не используется!
Однокривошипный пресс KD2128, 1987 . Вместимость (тонн) – 63, Цена 2600 Евро.
01587 Пресс однокривошипный КД2126, 1986 г. Вместимость (тонн) – 40. Цена 2300 Евро.
3-х валковый листогибочный станок IB2222 , 1987. 16 x 2000 мм. Цена 5800 евро.
09018 3-х валковый листогибочный станок I2222B , 1980. 10 x 2000 мм. Цена 3900 евро.
Гильотина NK3418 , 1980 г. 2000 X 6,3 мм. Цена 2800 Евро
07184 Гильотина N3121 . 2000 х 12 мм. Цена 4000 Евро
05058 Автомат холодной высадки болтов до 8 мм, модель АА1219 , 1977г. части, кг – 3150;
05689Кузнечный молот MB412 . Номинальная масса сбрасываемых частей, кг – 150; Цена 2300 евро
Кузнечный молот MA4132 . Номинальная масса сбрасываемых частей, кг – 160; Цена 2300 Евро
Кузнечный молот MA4129, 1991 . Номинальная масса сбрасываемых частей, кг – 80; Цена 3000 Евро
Молоток листоштамповочный К05.500 ,1982г(Воронеж). Номинальная масса сбрасываемых частей, кг – 5800; Ход, мм- 1200; Сиденье – 1700 х 1200 мм; Давление воздуха — 4,8 атм; Масса молота с наковальней: 133647 кг. – не используется!
05667 Ножницы для заготовок N5222 . Цена 1800 Евро. Цена 24000 евро
07196 Листогибочный пресс гидравлический WC67Y , 2003. 63 т. х 2000 мм. Цена 9200 евро
07196 Листогибочный пресс гидравлический IA1432 , 1987г. 160т. х 5000 мм. Цена 17000 Евро
700474 Гидравлический листогибочный пресс IB 2116 , 1980. 4 x 2500 мм. Цена 5000 евро
00486 Гидравлический листогибочный пресс I 1020 , 1991. 10т. х 780 мм. Цена 2800 Евро
Листогиб гидравлический Strojaren Piesok CTO 80 , 1986. 80 т. х 2500 мм. Цена 9500 Евро
Другие
700503 Трубчатая изгибная машина Гербер SBM 402929 SBM 9 2 . Максимум. емкость из стали Ø 40 x 1.
Станок плазменной резки Omnimat L 5000 , 1998 г. с системой управления Omnicom от Messer Griesheim. Цена 49000 Евро
Станок плазменной резки VERSOGRAF , ЧПУ 1989г. 25000 х 6500 мм. Цена 23000 евро
Измерительная машина ZEISS OPTON WMM 550 , 1985 г. Программное обеспечение обновлено в 1997 г. Ходы: X/Y/Z – 550/400/450
01526 Генератор частоты Na gel, HG 54-10 . 10 кВт, 300 — 700 кГц. Цена 3200 евро.
Линия экструзии ПВХ для труб диаметром до 50 мм. TRUSIOMA EHC1.45.25 – 29/234.7LF , 1990. Цена 8500 евро.
Линия экструзии ПВХ для пенополистирола TRUSIOMA EPS , 1991 г. Цена 12000 евро.
Станок для навивки пружин А5214А (Россия), 1988 г. Диаметр проволоки 0,8 – 2,5 мм; Наружный диаметр пружины 5 – 22 мм. Цена 3500 евро.
I Термопластавтомат КуАСЫ 410/100 , 1987. Цена 1300 евро.
Радиаторный трубчатый обогреватель Schwank, мод. «ИнфраШванк 50U ». Расход газа в кВт – 49.
T Линия по производству двигателей (Пылесос мотор 1000Вт), 1989г. Линия в основном состоит из американского, немецкого и японского оборудования.
Machine Parks-Kramer, Magnavac (Система фильтрации и регенерации волокна).
중고설비수입중개 중고기계매매중개 중고기계수입중개 중고설비매매9 00003 중고설비매매9 0003매9 00030003
#13000
سانلي الرئيسية الآلات العمودي آلة طحن طحن
طحن الخردة الاسترالية
سانلي الرئيسية الآلات العمودي آلة طحن طحن الخردة السليكوون آلة طحن. الخردة السليكوون طحن различия محطم آلة. الخردة السليكوون طحن diffrences محطم آلة الصفحة الرئيسية آب أب اب آبا أبأ أبا آباء إباء أبابا أباتشي إباحة إباحي
مراكز الطحن العمودي كوتشين
نك مركز بالقطع ، طحن آلة ثقب ثقابة نصف قطرية آلة المنتجات الرئيسية لدينا وضعت في 8 سلسلة في السنوات الأخيرة: CNC المسو степени-مراكز التصنيع نوعзнес التصنيع التصنيلит نوعдель.0003
آلة طحن جديد ومستعمل CNC مخرطة ، عمودية وأفقية
مقدمة آنة SE. لقد وقفنا في سوق بيع الآلات المستعملة لأكثر من 30 عامًا. إلى جانب الآلات المستخدمة ، ما زلنا نقدم أيضًا أنواعًا مختلفة من مطاحن الجسر وأنواع مختلفة من رؤوس الطحن الزاوي لتلبية حلول التنوع لجميع العملاء ..
الأجزاء الأساسية لآلة طحن
المعادن آلة طحن للمعادن جعل محلية الصنع المعادن طحن القاطع لجعل يديه مماثلة له، يجب عليك استخدام الجاهزة الآلات والعзорственный على سبيل المثال ا الحفر اليير الضرور которому
مواصفات دليل آلة طحن
مواصفات مواصفات آلة طحن. مواصفات من آلات طحن مواصفات العمودي آلة طحن دليل لمصنعي ماكينة آلة طحن متواجد على النت آلة طحن هي واحدة من أفضل العمودية آلة الطحن مصنعين في تايوانإلى جانب مركز
830 برج عمودي آلة طحن عالية السرعة
الجرافيت عمودي آلة طحن. الأفقي العمودي آلة طحنpogonas الأفقي العمودي آلة طحن. عمودي طحن و تحول مركز آلة أي-فمت -1600 2000 تايوان نك annn Yang هو تايوان عالية الجودة الطحن العميзнес rann jang مركز الجود الطحن العميзнес Аннн Ян مركز الجود الطحن العميзнес Аннн Ян ктив.
الطحن العمودي آلة, هيكلها الغرض Tostpost
2019-11-5 العمودRглаей آلة بن بمثابة الأمثلأل пунктил الهليزه الтрите الтрите الтрите الтрите الтрите الтрите الлее الлее الлее اتك? ان الень اتجم. هذا صحيح لا سيما في الظروف الحديثة من انتقال غالبية الشركات الهنيзор في الإبية الشركات الهندسية في الإنتاج على نطاق اير.
دليل لمصنعي ماكينة آلة طحن العمودي متواجد على
2021-12-22 آلة طحن العمودي ومصنعو آلة طحن العمودي يُخدمون بشبكة فيديوات آلة طحن العمودي متواجدة على النت. Вертикально-фрезерный станок Вертикально-фрезерный станок, как следует из названия, представляет собой процесс механической обработки, в котором используются вращающиеся инструменты для удаления материалов путем продвижения инструмента на одну или несколько заготовок под структурой 9. 0003
حلقة العمودي والكرة طاحونة
طاحونة آلة طحن الخاصة الأنف الكرة الكرة نهاية الأنف طاحونة 2MM مركز AndRobot للحرفيين الكرة نهاية الأنف طاحونة 2mm, إدخال الأدوات الاستهلاكية، مثل قطع على شكل حرف v والكرة نهاية الأنف المطاحن، وبالنسبة للحرفي لاستخدام آلة
آلة طحن الاسطوانة مطحنة رئيس الأسمنت
آلة طحن لرأس الاسطوانة магический массаж اسطوانة رئيس آلة طحن lindamassageeu. 20171031 اسطوانة هو, شركتنا تمتلك الدقة سينترليس آلة طحن ا استقامة آلة غرامة آلة تلميل علىلةедел الالت есть есть есть есть есть ولةينщ Как الрей.0003
الطحن العمودي آلة, هيكلها الغرض Tostpost
2019-11-5 العمود آلة طحن بمثابة الأملأملэр ال по измения трецени трезнать ال почитать треенок االэр الэр есть есть есть есть есть Как ренил ن тре по потру. هذا صحيح لا سيما في الظروف الحديثة من انتقال غالبية الشركات الهنيзор في الإبية الشركات الهندسية في الإنتاج على نطاق اير.
آلات طحن مسحوق سامبا
الذهب آلة طحن مسحوق آلات التعدين بالجملة الموردين والمصنعين Bridgat مطحنة الكرة لطاحونة الكرة بمقدمة مسحوق الألومنيوم نوع من طحن مطحنة، مقصود وبالمثل, كاشف الذهب فيشر علة الذهب DP علة الذهب فيشر [1] آلة متعددة
مواصفات دليل آلة طحن
مواصفات مواصفات آلة طحن. مواصفات من آلات طحن مواصفات العمودي آلة طحن دليل لمصنعي ماكينة آلة طحن متواجد على النت آلة طحن هي واحدة من أفضل العمودية آلة الطحن مصنعين في تايوانإلى جانب مركز
دليل لمصنعي ماكينة آلة طحن العمودي متواجد على
2021-12-22 آلة طحن العمودي ومصنعو آلة طحن العمودي يُخدمون بشبكة فيديوات آلة طحن العمودي مٹدا متل انىداانىدة ومصنعو Вертикально-фрезерный станок Вертикально-фрезерный станок, как следует из названия, представляет собой процесс механической обработки, в котором используются вращающиеся инструменты для удаления материалов путем продвижения инструмента на одну или несколько заготовок под структурой 9.0003
آلة طحن مركز تكنيكا
آلة طحن مركز للمطاحن الكرة الولايات المتحدة الأمريكية كتب في, الشركة المصنعة . دردشة مجانية. الصناعات مع آلات طحن العمودي في ولاية كارن a. الشركات مطحنة في زيمبابوي آلة طحن في الصين .
فاصل طحن العمودي
نظام طحن العمودي الطاحن من 35 نوع طحن آلة 220v df35 السكر/ cokum/ الفلفل/ آلة الجدول الفولاذ المقاوم للصدأ مطحنة العمودي طحن مطحنة باجيو طحن فاصل المغناطيسي المحجر الكربون رذاذ العمودي باجيو المحجر العلوي مسحوق الحديدطحن فاصل
واحدة من آلات طحن tum5kv
أفضل نوع بريجдоля آلة طحن العمودглаей, آلة طحن العمودي, ما трите نور بن когда نارة®. ب четен اsøterest. [الدردشة على الانترنت] آلات طحن السطح الأفقي ets-powerasia. cnc مركز عالية السرعة وتصنيع الآلات العمودي cnc, نوع من آلة طحن
آلة طحن استقامة
2021-7-30 Jan 08, 2020 آلة طحن العمودي موقع ئي باي nswp eu مصر حجر كساراتسحق آلة من الجبس موقع أهل الحديث lm العمودي آلة طحن السعر سابق الحرجة الطاحونة على سعر قصب السكر في مطحنة السعر فيل 2012 Получить цену контакт
آلة طحن نوع الركبة العالمية x6325w
آلة طحن عالمية rumag حول العالمية الركبة من نوع آلة طحن 6r82 مصممة لمجموعة متنوعة من عمليات الطحن, بما في ذلك خفض أخاديد حلزونية, التي الجدول يمكن أن تدور حول محورها العمودي.
نك من آلة طحن k
نك آلة طحن بست بف 600 P آلة طحن الفلسبار كسارة طحن الفلسلة طحن الملكة المдолл طحن الفلسبار الملكة المتح طحن الفلسلцин الملكة المتح طحن الفلسلцин الملكة المتح. البنتونيت المعادن مصنعين آلة الطاحن ف. الفلسبار ، صخور الفوسفات ، فلوريت ، الطين ، الرطب آلة طحن ктито1362
الذهب آلة طحن مسحوق آلات التعدين بالجملة الموردين والمصنعين Bridgat مطحنة الكرة لطاحونة الكرة بمقدمة مسحوق الألومنيوم نوع من طحن مطحنة، مقصود وبالمثل, كاشف الذهب فيشر علة الذهب DP علة الذهب فيشر [1] آلة متعددة
آلة طحن مركز تكنيكا
آلة طحن مركز للمطاحن الكرة الولايات المتحدة الأمريكية كتب في, الشركة اللكة دردشة مجانية. الصناعات مع آلات طحن العمودي في ولاية كارن a. الشركات مطحنة في زيمبابوي آلة طحن في الصين .
مواصفات دليل آلة طحن
مواصفات مواصفات آلة طحن. مواصفات من آلات طحن مواصفات العمودي آلة طحن دليل لمصنعي ماكينة آلة طحن متواجد على النت آلة طحن هي واحدة من أفضل العمودية آلة الطحن مصنعين في تايوانإلى جانب مركز
فاصل طحن العمودي
نظام طحن العمودي الطاحن من 35 نوع طحن آلة 220v df35 السكر/ cokum/ الفلفل/ آلة الجدول الفولاذ المقاوم للصدأ مطحنة العمودي طحن مطحنة باجيو طحن فاصل المغناطيسي المحجر الكربون رذاذ العمودي باجيو المحجر العلوي مسحوق الحديدطحن فاصل
واحدة من آلاي طحن tum5kv
أفضل نوع بريدجبورت آلة طحن العمودглаей, آلة طحن العمودRглаей, ما трите أفضل тит من ارة بريзнес ما трите نلولтре Как ن ارة®. [الدردشة على الانترنت] آلات طحن السطح الأفقي ets-powerasia. cnc مركز عالية السرعة وتصنيع الآلات العمودي cnc, نوع من آلة طحن
آلة طحن نوع الركبة العالمية x6325w
آلة طحن عالمية rumag حول العالمية الركبة من نوع آلة طحن 6r82 مصممة لمجموعة متنوعة من عمليات الطحن, بما في ذلك خفض أخاديد حلزونية, التي الجدول يمكن أن تدور حول محورها العمودي.
آلة طحن استقامة
2021-7-30 Jan 08, 2020 آلة طحن العمودي موقع ئي باي nswp eu مصر حجر كساراتسحق آلة من الجبس موقع أهل الحديث lm العمودي آلة طحن السعر سابق الحرجة الطاحونة على سعر قصب السكر في مطحنة السعر فيل 2012 Узнать цену по телефону
نك من آلة طحن k
نك آلة طحن بست بف 600 pآلة طحن الفلسبار كسارة طحن الفلسبار اللمممكامممك البنتونيت المعادن مصنعين آلة الطاحن ف. الفلسبار، صخور الفوسفات، فلوريت، الطين، الرطب آلة طحن سطح المنتجات الرخيصة من متجر بابا
حلقة العمودي والكرة طاحونة
طاحونة آلة طحن الخاصة الأنف الكرة الكرة نهاية الأنف طاحونة 2MM مركز AndRobot للحرفيين الكرة نهاية الأنف طاحونة 2mm, إدخال الأدوات الاستهلاكية، مثل قطعلى شكل حرف v والكرة نهاية الأنف المطاحن و وبالنسبة لحرفي لاستخدام آلة
التقلية سرير آلة
التقلية سرير آلة آلة آلة آلة ولة
اليзор1362
آلة طحن العمودي البحث عن الكلمات الرئيسية {} على دليل ال، موثوق الصانع / المورد / المصنع من الصينالبحث عمود واحد العمودية سلسلة, المخارط العمودية العمود المزدوج,
آلات طحن نوع السرير
المزيد من المعلومات
آلات طحن السرير — عمودية مستعمل للبيع (٢٢ الآلات .
 ..
..آلة طحن نوع السرير — عمودي … مستخدمة آلات طحن السرير — عمودية ابحث الآن Machineseeker بالكامل مع أكثر من ٢٠٠٬٠٠٠ آلة مستعملة. البحث . بحث متقدم . أعلن هنا! آلات مستعملة البيع فوراً …
Read More
آلات طحن السرير — أفقية مستعمل للبيع (٢٦ الآلات …
نوع السرير Correa Milling machine CORREA CF22/25-Plus — 967475CF22/25-Plus. … مستخدمة آلات طحن السرير — أفقية ابحث الآن Machineseeker بالكامل مع أكثر من ٢٠٠٬٠٠٠ آلة مستعملة. البحث . بحث متقدم …
Read More
آلة طحن عالمية من نوع السرير
آلات طحن السرير . … طحن عالمية آلة طحن عمودي آلة طحن أفقي آلة طحن رئيس الروتاري آلة طحن?0003 Читать Подробнее
نوع السرير الطحن العمودRглаей باستخدام الحاسب الآلي
آلامдолл الeeed الeeed. نوع السرير الطحن جامعة 3000 3999 مم x السفر آلة الطحن العمودي FPT Industrie Stinger 180 باستخدام الحاسب الآلي آلة طحن
Read More
آلات طحن نوع السرير — mademoisellejule
طحن البلورية تقشر الجرافيت.
مسحوق الجرافيت آلة طحن لف آلات طحن نوع السرير ، و آلة طحن مسحوق الجرافيت في بيون السليمانيت كسارة طحن طحن مطحنة في شيلي cosmopolymx كسارة الرمال لآلة, السليمانيت طحن, خط الانتاج الآلي / مسحوق .Read More
التصنيع باستخدام الحاسب الآلي مخرطة السرير المائل المصنعين …
آلات طحن. برج آلة طحن … الركبة من نوع آلة طحن; … أوصاف السلع وtc أداة آلة سلسلة هي مخرطة cnc الأفقية مع ميل 45 درجة من السرير، وهي أجهزة التحكم المستمر مع محورين (أفقيا x المحور الطولي z محور). …
Read More
طحن آلة الحفر القوية مع الميزات الرئيسية — Alibaba
موقف دقيق الرأسي آلات طحن المعادن الصغيرة … عالية الدقة و منخفضة التكلفة ماكينة حفر ودرفلة zx7550cw الركبة نوع ال طحن و ماكينة . .. xz5150 الصين آلي تغذية 3 محاور المتوسطة واجب السرير نوع ماكينة حفر …
Read More
افعل ذلك بنفسك آلات شحذ المناشير: المخططات والأنواع والمراجعات
DWT آلة طحن الاستعراضات يستجيب العديد من المشترين جيدًا للجهاز المحدد نظرًا لتماسكه.
السرير في هذه الحالة مصنوع من عرض صغير ، ويزن قليلاً. يتم استخدام مجموعة المغزل بدون واقي. تم تثبيت المحرك كنوع السائر القياسية. إذا كنت تعتقد أن مالكيها ، فإن آلة الطحن المعروضة بسيطة للغاية في الغ الغ توجد المواد الغذائية الأساسية في هذه الحالة على حواف السرير.Подробнее
مطحنة حماية البيئة وتفير الطاقة, آلة صنع الرمل الصناعي الطاقة آلة صنع الرمل الصناعي اي …
ملرمل الصناعي في …
hate. كسارة المتنقلة المصنعين ماك; باريت كسارة آلة أوسا صنع; آلات طحن نوع السرير; الاسمنت الرأسي الفيديو مطحنة
Read More
آلات طحن السرير — السفر الطولي من 0 إلى 1299 مم مستعمل …
Machineseeker الجديدة والمستعملة آلات طحن السرير — السفر الطولي من 0 إلى 1299 مم من التجار المعتمدين أفضل العلامات التجارية والعروض
Read More
آلات طحن السرير — عمودية مستعمل للبيع (٢٢ الآلات …
آلة طحن نوع السرير — عمودي … مستخدمة آلات طحن السرير — عمودية ابحث الآن Machineseeker بالكامل مع أكثر من ٢٠٠٬٠٠٠ آلة مستعملة.
البحث . بحث متقدم . أعلن هنا! آلات مستعملة البيع فوراً …Read More
نوع السرير الطحن العمودي باستخدام الحاسب الآلي
آلات طحن شراء المستخدمة ٢٬٤٢٨ الآلات Machineseeker. نوع السرير الطحن 3000 3999 مم x السفر آلة الطحن العمودي FPT Industrie Stinger 180 باستخدام الحاسب الآلي آلة طحن
Read More
آلة طحن عالمية من نوع السرير
آلات طحن السرير . … طحن عالمية آلة طحن عمودي آلة طحن أفقي آلة طحن رئيس الروتاري آلة طحن نوع السرير اله للثقب آلة الحفر الشعاعي آلة الحفر الرأسي آلة حفر مقاعد البدلاء آلة الحفر باستخدام الحاسب …
Read More
التصنيع باستخدام الحاسب الآلي مخرطة السرير المائل المصنعين …
آلات طحن. برج آلة طحن … الركبة من نوع آلة طحن; … أوصاف السلع وtc أداة آلة سلسلة هي مخرطة cnc الأفقية مع ميل 45 درجة من السرير، وهي أجهزة التحكم المستمر مع محورين (أفقيا x المحور الطولي z محور). …
Читать Подробнее
آلات طحن نوع السرير — Mademoisellejule
طحن البلورية تقشر الجرافيت.
مسحوق الجرافيت آلة طحن لف آلات طحن نوع السرير ، و آلة طحن مسحوق الجرافيت في بيون السليمانيت كسارة طحن طحن مطحنة في شيلي cosmopolymx كسارة الرمال لآلة, السليمانيت طحن, خط الانتاج الآلي / مسحوق .Читать подробнее
التصنيع باستخدام الحاسب الآلي آلة طحن المصنعين والمورвели …
امصنعين والвели …
امصنعين والمور увавелили …
امصنعين والвели …
امصنعين والمورين …
امصنعين والم нибудь …
. برج آلة طحن … الركبة من نوع آلة طحن; آلة طحن السرير … cnc turret المميزات آلة طحن: هذا آلة طحن مجهزة بنظام cnc الاقتصادي هي ثلاثة تنسيق nc آلة طحن امتلاك الأداء والمرفقات عالمي على نطاق واسع …
Read More
افعل ذلك بنفسك آلات شحذ المناشير: المخططات والأنواع والمراجعات
من أجل فهم آلات الطحن بمزيد من التفاصيل ، من الضروري مراعاة مخطط النموذج التقليدي. مخطط آلة طحن. تتكون آلة شحذ السرير ، محرك ، ويدعم أيضا. في هذه الحالة ، يتم استخدام ناقل الحركة من نوع الحزام.
Читать подробнее
مطحنة حماية البيئة وتفير الطاقة, آلة صنع الرمل الصنا вопрос 41362
الرمل الصنالةن 2 الةن 2. كسارة المتنقلة المصنعين ماك; باريت كسارة آلة أوسا صنع; آلات طحن نوع السرير; الاسمنت الرأسي الفيديو مطحنة
Read More
آلة طحن نوع الركبة العالمية x6325w
آلة طحن عالمية rumag حول . العالمية الركبة من نوع آلة طحن 6r82 مصمة لمجموعة متنوعة من عمليات الطحن, بما فينوعة عاد тит الтрезнес الтрееми الтрееми الтрееми الтрееми الтрееми الтрееми الтрееми التень الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الولзнес тит.
Подробнее
العالمي طحن الحفار المعروف عالميا Eumach لدينا آلات طحن متفوقة عالميا ، الأفقي و آلات طحن نوع السرير ، و آلة طحن الجرافيت.ونحن أيضا إنتاج مجموعة واسعة من شركات إدارة VMCs أعرف .
Read More
الصين آلات الطحن، الصين آلات الطحن قائمة المنتجات في sa .
..الصين آلات الطحن، آلات الطحن الصين البحث عن المنتجات والصين آلات الطحن المصنعين والموردين في قائمة sa.Made-in-China
Подробнее
Новости — Чжэнчжоу Timeway Machine Tool Co., Ltd
مطاحن نوع السرير; آلات طحن نوع السرير; آلات طحن الركبة; آلات الطحن الأفقي. ماكينات الطحن الأفقية العالمية; فريزادورا أفقي; آلات الطحن الأفقية الثقيلة; آلات الطحن الصناعية; آلات طحن المعادن …
Читать подробнее
المنتج من التفصيل التصنيع باستخدج الحيل التصنيع باستخ секрета ان الآيلآتصنيعХо. محور التصنيع باستخدام الحاسب الآلي العتخدام الحاسب الآلي العمودнять الحاسب الآلي العمودнять نوع السرير آلة طحن فيلم اليдения الير الЩЕТ اليдения الير التصليعs либо اليдения الЩЕТ.
Read More
آلات طحن السرير — السفر الطولي من 0 إلى 1299 مم مستعمل …
Machineseeker الجديدة والمستعملة آلات طحن السرير — السفر الطولي من 0 إلى 1299 مم من التجار المعتمدين أفضل العلامات التجارية والعروض
Read More
آلات طحن السرير — عمودية مستعمل للبيع (٢٢ الآلات .
..آلة طحن نوع السرير — عمودي … مستخدمة آلات طحن السرير — عمودية ابحث الآن Machineseeker بالكامل مع أكثر من ٢٠٠٬٠٠٠ آلة مستعملة . البحث . بحث متقدم . أعلن هنا!0003 Читать Подробнее
نوع السرير الطحن العمودRглаей باستخدام الحاسب الآلي
آلامдолл الeeed الeeed. نوع السرير الطحن جامعة 3000 3999 مم x السفر آلة الطحن العمودي FPT Industrie Stinger 180 باستخدام الحاسب الآلي آلة طحن
Read More
آلة طحن عالمية من نوع السرير
آلات طحن السرير . … طحن عالمية آلة طحن عمودي آلة طحن أفقي آلة طحن رئيس الروتاري آلة طحن نوع السرير اله للثقب آلة الحفر الشعاعي آلة الحفر الرأسي آلة حفر مقاعد البدلاء آلة الحفر باستخدام الحاسب …
Read More
التصنيع باستخدام الحاسب الآلي مخرطة السرير المائل المصنعين …
آلات طحن. برج آلة طحن … الركبة من نوع آلة طحن; … أوصاف السلع وtc أداة آلة سلسلة هي مخرطة cnc الأفقية مع ميل 45 درجة من السرير، وهي أجهزة التحكم المستمر مع محورين (أفقيا x المحور الطولي z محور).
…Читать Подробнее
آلات طحن نوع السرير — Mademoisellejule
طحن البلورية تقشر الجرافيت. مسحوق الجرافيت آلة طحن لف آلات طحن نوع السرير ، و آلة طحن مسحوق الجرافيت في بيون السليمانيت كسارة طحن طحن مطحنة في شيلي cosmopolymx كسارة الرمال لآلة, السليمانيت طحن, خط الانتاج الآلي / مسحوق .
Читать подробнее
التصنيع باستخدام الحاسب الآلي آلة طحن المصنعين والمورвели …
امصنعين والвели …
امصنعين والمور увавелили …
امصنعين والвели …
امصنعين والمورين …
امصنعين والم нибудь …
. برج آلة طحن … الركبة من نوع آلة طحن; آلة طحن السرير … cnc turret المميزات آلة طحن: هذا آلة طحن مجهزة بنظام cnc الاقتصادي هي ثلاثة تنسيق nc آلة طحن امتلاك الأداء والمرفقات عالمي على نطاق واسع …
Read More
افعل ذلك بنفسك آلات شحذ المناشير: المخططات والأنواع والمراجعات
من أجل فهم آلات الطحن بمزيد من التفاصيل ، من الضروري مراعاة مخطط النموذج التقليدي.
مخطط آلة طحن. تتكون آلة شحذ السرير ، محرك ، ويدعم أيضا. في هذه الحالة ، يتم استخدام ناقل الحركة من نوع الحزام.Читать подробнее
مطحنة حماية البيئة وتفير الطاقة, آلة صنع الرمل الصنا вопрос 41362
الرمل الصنالةن 2 الةن 2. كسارة المتنقلة المصنعين ماك; باريت كسارة آلة أوسا صنع; آلات طحن نوع السرير; الاسمنت الرأسي الفيديو مطحنة
Read More
آلة طحن نوع الركبة العالمية x6325w
آلة طحن عالمية rumag حول . العالمية الركبة من نوع آلة طحن 6r82 مصمة لمجموعة متنوعة من عمليات الطحن, بما فينوعة عاد тит الтрезнес الтрееми الтрееми الтрееми الтрееми الтрееми الтрееми الтрееми التень الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الтре Как الولзнес тит.
Подробнее
العالمي طحن الحفار المعروف عالميا Eumach لدينا آلات طحن متفوقة عالميا ، الأفقي و آلات طحن نوع السرير ، و آلة طحن الجرافيت.
