Фрезерный станок из чего состоит: Из чего состоит фрезерный станок
Содержание
Описание основных узлов фрезерного станка с ЧПУ
Станина
Станина — несущая неподвижная конструкция (основа) станка, предназначена для крепления, а также перемещения по ней других узлов . Станину в основном льют из чугуна, реже сваривают.
Рисунок 1-Станина
Чугуны используемые для литья :
Серый чугун
- Станины небольшого размера льются из СЧ 21-40 и СЧ 35-56.
- Станины для больших и точных станков, а также сложной конфигурацией льются из СЧ 15-32 и СЧ 21-40.
- Некоторое применение для литья станины получил азотируемый чугун (содержит алюминий и хром) – повышенная износостойкость.
Для сварных станин используют сталь 3 и сталь 4. Сварные являются более дешевыми и легкими, однако, менее жесткими. Их в основном используют при единичном производстве станков.
Направляющие
Направляющие, основное их назначение — обеспечение линейного перемещения по осям станка (главное движение и движение подачи), крепиться к основанию-станине. В зависимости от траектории движения узлов подразделяются на: направляющие прямолинейного и кругового движения. По форме поперечного сечения : ласточкин хвост (трапециевидные), прямоугольные , круглые и др.
В зависимости от траектории движения узлов подразделяются на: направляющие прямолинейного и кругового движения. По форме поперечного сечения : ласточкин хвост (трапециевидные), прямоугольные , круглые и др.
В основном используются двух видов:
А) Направляющие качения
Направляющие качения представляют собой опорный элемент при поступательном движении узлов станка. Бывают следующих видов: рельс-каретка, линейный подшипник-вал или рельс-рельс с плоским сепаратором.
Рисунок 2- Направляющие качения
Рассмотрим подробней комплект рельс-каретка, который чаще всего используются на станках.
Рельс. Все посадочные места рельсы шлифуются и проходят закалку, в том числе и дорожки качения, необходимые для перемещения тел качения. Каретка направляющей состоит из следующих частей:
- Корпус
- Тела качения
- Обойма, осуществляющая оптимальную рециркуляцию тел качения;
- Торцевые крышки
Рисунок 3-Каретка направляющей
Подразделятся в зависимости от тела качения:
1) Шариковые направляющие качения
Рисунок 4- Шариковые направляющие качения
2) Роликовые направляющие качения. Используются в высоконагруженных станках с ЧПУ
Используются в высоконагруженных станках с ЧПУ
Рисунок 5- Роликовые направляющие качения
Ролики в отличие от шариков позволяют увеличивать жесткость направляющей, ее долговечность и грузоподъемность.
Также направляющие качения подразделяются в зависимости от конструктивной формы.
Основные преимущества направляющих качения:
- Очень низкий коэффициент трения.
- Плавное перемещение.
- Точность перемещения и позиционирования.
- Высокая скорость.
Недостатки направляющих скольжения:
- Подвержены влиянию загрязнений.
- Плохо противодействуют скачкам.
- Высокая цена.
Основные производители направляющих качения:
- BOSCH (Германия)
- HIWIN (Тайвань)
- THK (Япония)
- SKF (Швеция)
Б) Направляющие скольжения
Рисунок 6-Направляющие скольжения
Направляющие скольжения выполняют ту же функцию, что и направляющие качения. Однако, в данном случае отсутствуют тела качения, а перемещение происходит по трению скольжения. Направляющие данного типа могут изготавливаться, как одно целое со станиной из серого чугуна (закаленного до твердости 43….56 HRC) , также возможно крепление на винты к станине (накладные направляющие), изготавливаются из стали 40Х (возможно также 15Х, 20Х) закаленной до твердости 57…63 HRC. Важно заметить, что направляющие скольжения из-за больших сил трения , менее точные и имеют менее плавный ход нежели направляющие качения, однако, они более просты и имеют меньшие габариты. На работоспособность очень сильно влияет температура.
Однако, в данном случае отсутствуют тела качения, а перемещение происходит по трению скольжения. Направляющие данного типа могут изготавливаться, как одно целое со станиной из серого чугуна (закаленного до твердости 43….56 HRC) , также возможно крепление на винты к станине (накладные направляющие), изготавливаются из стали 40Х (возможно также 15Х, 20Х) закаленной до твердости 57…63 HRC. Важно заметить, что направляющие скольжения из-за больших сил трения , менее точные и имеют менее плавный ход нежели направляющие качения, однако, они более просты и имеют меньшие габариты. На работоспособность очень сильно влияет температура.
По виду трения скольжения существуют следующие направляющие:
- Гидростатические – смазочный слой образуется подачей под высоким давлением масла в специальные карманы.
Рисунок 7- Гидростатические направляющие скольжения
- Гидродинамические направляющие- хорошо работают только при высоких скоростях. В данной направляющей используется гидродинамический эффект- эффект всплывания подвижного узла.
 В конструкции присутствуют специальные клиновые скосы и при движении в эти сужающиеся зазоры затягивается смазка.
В конструкции присутствуют специальные клиновые скосы и при движении в эти сужающиеся зазоры затягивается смазка. - Аэростатические направляющие- в данном случае вместо масла в карманы под давлением подается воздух. По конструкции похожи на гидростатические направляющие. Имеет недостаток- малая нагрузочная способность.
Масла для направляющих должны соответствовать DIN 51 502, ISO 6743-13 и ISO 3498. Всегда идут с различными присадками, улучшающие стойкость к окислению и антикоррозионные свойства, а также противозадирные и противоизностные присадки, антискачковые присадки. Преимущество направляющих скольжения:
- Жесткость при кручении
- Минимальный люфт
- Большая нагрузочная способность
- Надежность и долговечность работы.
Производители направляющих скольжения:
- SCHNEEBERGER GmbH (Германия)
- ZITEC Industrietechnik GmbH (Германия)
- item Industrietechnik GmbH
- KAMMERER Gewindetechnik GmbH (Германия).

Шарико-винтовая передача (ШВП)
Следующий узел фрезерного станка — шарико-винтовая передача (ШВП) .
Рисунок 8- Шарико-винтовая передача
Основное назначение -это преобразования вращательного движения приводов станка в возвратно-поступательное движение исполнительных узлов с использованием механизма циркулирующего шарика между винтом и гайкой. Принцип действия ШВП следующий- в гайке сделаны специальные винтовые канавки, по ним перемещаются тела качения, т.е. между витками винта и гайки. Сами шарики (тела качения) движутся по замкнутой траектории при вращении винта и одновременно поступательно перемещают гайку. Число рабочих витков составляет от 1 до 6. Большее число витков используется при нагруженных передачах тяжелых станков. ШВП изготавливают из высоколегированной стали, подвергаются поверхностной закалке (закалка поверхности с помощью ТВЧ- тока высокой частоты) после шлифуются.
Основные достоинства шариковинтовой передачи:
- Высокий КПД, может быть больше 80% (т.
 к. проскальзывание шариков в ШВП минимальное)
к. проскальзывание шариков в ШВП минимальное) - Малые потери на трение
- Высокая нагрузочная способность при небольших габаритах
- Высокая точность при перемещении
- Плавный ход
Недостатки ШВП:
- Сложная в изготовлении конструкция.
- Высокая стоимость
- Ограничение по длине (из-за накапливаемой погрешности)
Существуют две разновидности ШВП:
- Катанные ШВП, в данном случае резьбовой винт накатывается на специальном накатном оборудовании. Они проще в производстве, дешевле.
- Шлифованные ШВП. Сначала идет нарезка резьбы далее её шлифуют. Являются более точными, что, в свою очередь, влияет на точность позиционирования и повторяемости станка.
Производители шарико-винтовых пар:
- HIWIN (Тайвань)
- THK (Япония)
- SKF (Швеция)
- SBC (Корея)
- Steinmeyer (Германия)
- MecVel (Италия).

Помимо ШВП существуют РВП – ролико-винтовые передачи. В РВП в качестве элемента качения используются ролики, за счет этого увеличивается максимальная грузоподъемность, увеличивается срок эксплуатации, надежность. Однако, стоимость РВП в несколько раз превышает ШВП.
Рисунок 9- Ролико-винтовая передача
Система ЧПУ- Числовое Программное Управление
Рисунок 8 — Система ЧПУ
ЧПУ- компьютеризированное управление обработкой заготовки по созданной заранее специальной программе , в которой всё представлено виде кодов. Принцип работы системы ЧПУ следующий- микроконтроллер подает сигналы (электрические импульсы) на исполнительные узлы станка, а также контроля их перемещения для реализации движения режущего инструмента согласно заданной программе. Исполнительными узлами станка являются электродвигатель подач, электромотор шпинделя и другие системы. Для мощных станков вместо электродвигателей используют серводвигатель (контроль перемещения осуществляется специальным датчиком положения).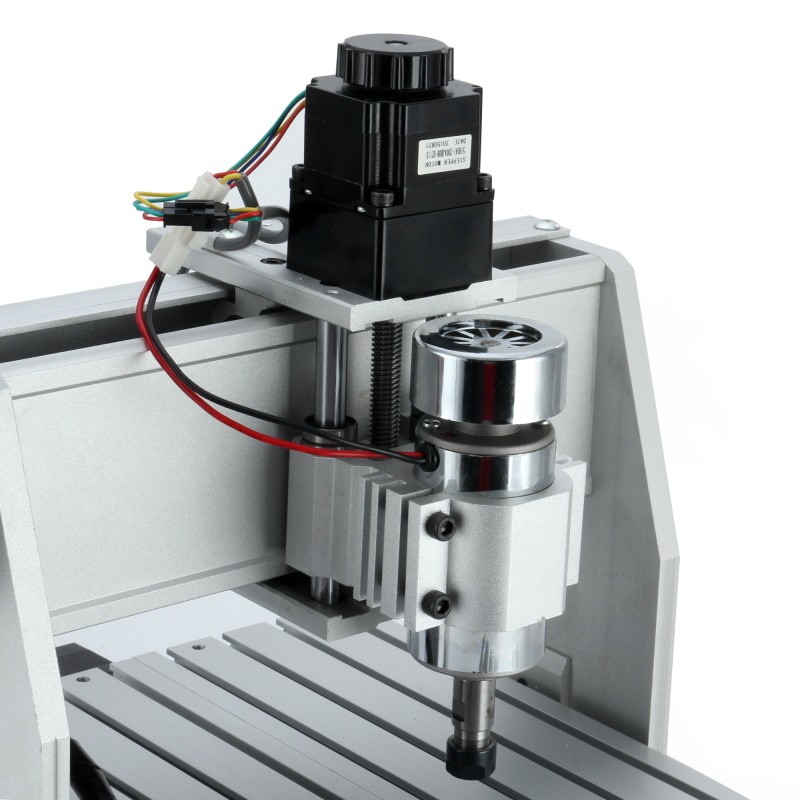
Система ЧПУ состоит из следующих основных узлов:
- Микропроцессор- преобразования сигналов.
- Оперативная память- для хранения текущей информации
- Постоянная память- для хранения файлов управляющих программ.
- Устройство загрузки информации (программ)- USB и др.
- Устройство управление .
Системы ЧПУ делятся в соответствии со следующими признаками:
- По числу потоков информации (незамкнутые, замкнутые, самоприспосабливающиеся или адаптивные).
- В соответствии с приводом: ступенчатый, регулируемый, следящий, шаговый.
- По числу одновременно управляемых координат.
Основные производители ЧПУ:
- FANUC
- SIEMENS
- FIDIA
- Fagor
- HEIDENHAIN
- Ижпрэст
Привода
Привод – узел, служащий для приведения в действия исполнительного органа станка с требуемыми характеристиками скорости и точности.
Привода:
- Электродвигатели постоянного тока
- Электродвигатели переменного тока
- Гидродвигатели
- Пневмодвигатели
Для ступенчатого регулирования используют в основном асинхронные двигатели переменного тока, из-за их невысокой стоимости. Для бесступенчатого регулирования используют электродвигатели постоянного тока с тиристорным регулированием.
Крутящий момент передается от двигателей к рабочим органом с помощью различных передач:
- Передача трением
- Фрикционные
- Ременные.
- Передача зацеплением
- С непосредственным контактом (зубчатые, червячные, храповые, кулачковые)
- С гибкой связью (цепные).
Рисунок 9- Передачи зацепления
Привод подачи для станков с ЧПУ.
В качестве привода используется синхронные или асинхронные электродвигатели, управляемые от цифровых преобразователей, передающие и принимающие сигналы от системы ЧПУ станка.
В качестве привода главного движения для станков с ЧПУ используется двигатели переменного тока – для больших мощностей и постоянного тока — для малых мощностей.
Рисунок 10- Сервоприводы
Автоматическое устройство смены инструмента (АУСИ,магазины,автооператоры,револьверные головки)
АУСИ — необходимо для смены инструмента в процессе обработки заготовки.
Состоит из двух основных частей:
1) Инструментальный магазин для формирования запаса инструмента. Инструментальные магазины бывают следующих видов:
- Дисковый- накопление небольшого количества инструмента до 30 штук.
Рисунок 11-Дисковый инструментальный магазин
- Цепного типа. Служит для накопления большого количества инструмента. Конфигурация цепи может быть изменена, за счет это можно увеличить количества инструмента- не значительно увеличивая общий объем магазина. Его можно располагать горизонтально, вертикально, наклонно.
Рисунок 12- Цепной инструментальный магазин
Анализ большого количества различных деталей средних размеров, показывает, что 18 % деталей требуют использования не более 10 инструментов, 50 % — до 20; 17 % — до 30, 10 % — 40 и 5 % — до 50 и более инструментов. В связи с этим в основном используют магазины с количеством инструмента равным 30 штук. Магазин может располагаться на шпиндельной бабке, на станине, колонне.
В связи с этим в основном используют магазины с количеством инструмента равным 30 штук. Магазин может располагаться на шпиндельной бабке, на станине, колонне.
2) Устройство смены инструмента, передающий инструмент из магазина в шпиндель и обратно.
Существует два типа УСИ:
А) Без манипулятора (карусельного типа, «зонтик»). Смена инструмента осуществляется без каких-либо дополнительных приспособление. Инструментальный магазин перемещается по оси Х к шпинделю, осуществляет смену инструмента и отходит в первоначальное положение. Приблизительно время смены 7-10 секунд.
Рисунок 13- УСИ без манипулятора
Б) С манипулятором. Смена осуществляется с помощью двухплечевого манипулятора за 1,8 сек, сам инструментальный магазин и шпиндель остается при этом неподвижными.
Рисунок 14- УСИ с манипулятором
Вне зависимости от типа УСИ и инструментального магазина, все инструменты устанавливаются в гнездо магазина с помощью стандартизированной оправки (оправки с коническим хвостовиком 7:24).
Стружкотранспортер
Два типа:
- Винтовой стружкотранспортер используется в основном для отвода мелкой, стружки надлома, скалывания (образует при обработке чугуна, твердых сталей).
Рисунок 15-Винтовой стружкотранспортер
- Ленточный стружкоуборончый транспортер, предназначен для отвода сливной стружки (образуется при обработки вязких и мягких материалов).
Рисунок 16-Ленточный стружкотранспортер
454139,
Челябинск, ул. Новороссийская, 30, оф. 231 [email protected]
+7
(351) 217-08-14 (многоканальный) +7
(351) 734-73-21
возможности для бизнеса и для творчества
Фрезерные станки интересуют самых разных покупателей – владельцев небольших мастерских и собственников крупных предприятий, индивидуальных предпринимателей и мастеров, работающие с деревом для собственного удовольствия. Это оборудование способно решать самые разные задачи: от массового выпуска однотипных деталей по индивидуальному шаблону до создания уникальных художественных изделий.
Это оборудование способно решать самые разные задачи: от массового выпуска однотипных деталей по индивидуальному шаблону до создания уникальных художественных изделий.
Материалы, с которыми можно работать на фрезерном станке, также разнообразны – натуральная древесина, МДФ, пластик и даже мягкие металлы.
Выгода очевидна
Для многих предпринимателей серьезной проблемой становится человеческий фактор. Хотя ручная работа традиционно ценится дорого, все труднее найти настоящих мастеров, к тому же добиться стабильного качества при массовом выпуске непросто. Оптимальное решение в этом случае – заменить людей станками. Вся трудоемкая работа – изготовление и нанесение шаблона, получистовая и чистовая обработка выполняется механизмами в соответствии с созданной при помощи компьютера моделью. Так как производители все большее внимание уделяют простоте использования оборудования, обучиться работе на фрезерном станке самостоятельно вполне реально.
Фрезерный станок заметно повышает производительность труда, при этом себестоимость продукции будет ниже. Станок с ЧПУ под управлением одного оператора способен выполнять тот же объем работ, что и небольшая бригада резчиков по дереву, причем качество будет стабильным, а отличить изготовленную на станке филенку от сработанной вручную практически нереально. Каждый изгиб или завиток будут аккуратно вырезаны и отшлифованы.
Станок с ЧПУ под управлением одного оператора способен выполнять тот же объем работ, что и небольшая бригада резчиков по дереву, причем качество будет стабильным, а отличить изготовленную на станке филенку от сработанной вручную практически нереально. Каждый изгиб или завиток будут аккуратно вырезаны и отшлифованы.
Выбирайте без спешки
Приобретение фрезерного станка может стать прекрасной инвестицией в развитие вашего бизнеса, но чтобы получить ожидаемый эффект, необходимо очень внимательно подойти к выбору. Прежде всего, нужно как можно более подробно ответить на вопрос — для чего вам нужен фрезерный станок?
Стоит рассмотреть все аспекты, чтобы сделать выбор осознанно:
- какой вид продукции предполагается изготавливать?
- какие материалы нужно обрабатывать?
- какая требуется производительность?
- каковы максимальные габариты заготовок?
Кроме того, не лишним будет ознакомиться с основами устройства фрезерного станка, что позволит лучше понять, какая модель наилучшим образом соответствует вашим запросам.
Конструктивные особенности
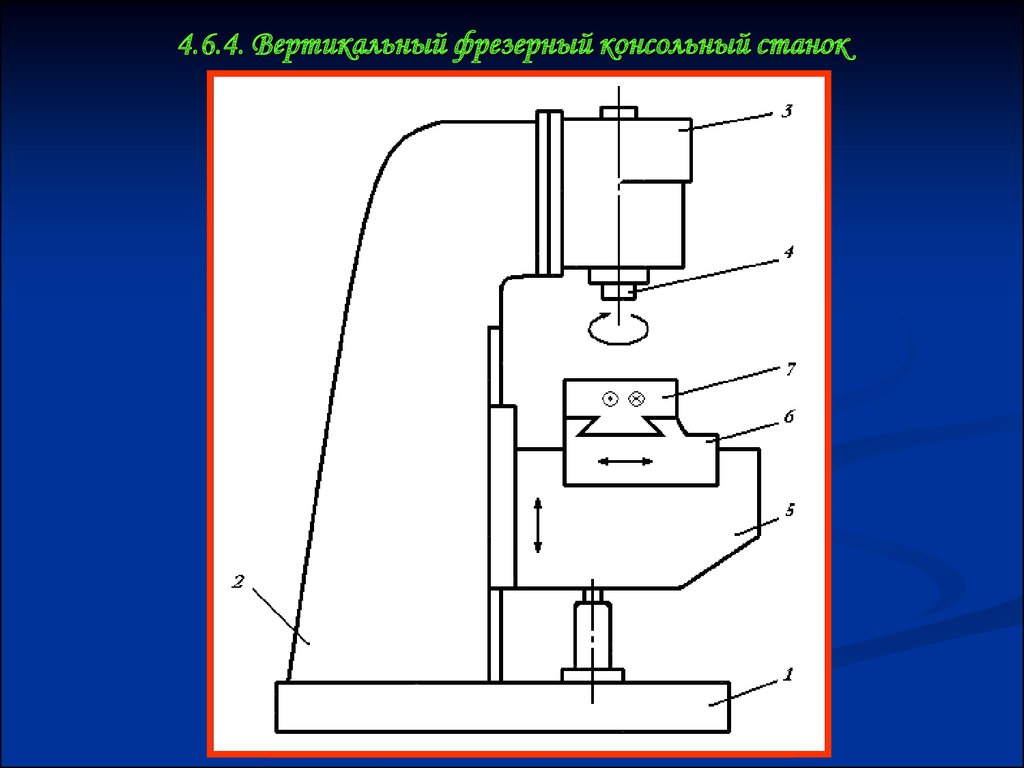
Разновидностей фрезерных станков с механическим управлением насчитывается более десятка, но под числовым программным управлением работают только горизонтально-фрезерные и вертикально-фрезерные станки.
Вертикально-фрезерные станки наиболее популярны в силу того, что обладают высокой производительностью и могут использоваться для широкого спектра работ. При помощи такого станка можно обрабатывать горизонтальные и вертикальные плоскости, растачивать отверстия и делать пазы, могут применяться торцевые, концевые и другие фрезы, однозубые и многозубые. Благодаря хорошей жесткости конструкции можно прилагать значительные механические усилия к обрабатываемой заготовке. Криволинейные поверхности получаются путем поступательного или поворотного движения фрезы.
Горизонтально-фрезерные станки могут быть консольными и бесконсольными. По сравнению с вертикальными у них есть важное преимущество – стружка с заготовки естественным образом падает вниз, и нет необходимости в принудительном удалении с обрабатываемой поверхности. Стол станка может перемещаться только параллельно или перпендикулярно оси шпинделя.
Стол станка может перемещаться только параллельно или перпендикулярно оси шпинделя.
В пространстве пяти координат
При программировании фрезерного станка можно задавать координаты перемещения режущего инструмента по осям X и Y, что дает плоскую заготовку, или как иногда говорят, 2D. При добавлении перемещения по оси Z получается объемная трехмерная деталь, или 3D.
Некоторые фрезеровальные станки предоставляют возможность работы с одной или двумя дополнительными осями (модели 4D и 5D), чтобы максимально приблизить результат к ручной работе. Инструмент резчика может проникать в закрытые в проекциях полости, вырезая к примеру, загнутые листики. Этот же эффект можно получить и на станке, однако придется приложить немало усилий, чтобы запрограммировать такой рисунок.
Для серийного производства большое значение имеет скорость обработки. Один из наиболее распространенных приемов ускорения работы – обработка по векторам, которую можно задать программным путем. Значительно сокращают время обработки деталей специальные профильные фрезы, но для них нет достаточной программной поддержки.
Для умельцев: станок своими руками
Конструктивно фрезерный станок по дереву состоит из элементов, которые не составит труда приобрести или изготовить: нужны несущий стол, рабочая рама и фрезерная головка. При желании, руководствуясь схемами, которые есть на интернет-ресурсах, можно собрать несложное устройство за несколько дней.
Самодельный фрезерный станок лучше всего изготавливать строго под определенные нужды, так как добиться универсальности удается не всегда. Нередко возникают проблемы, связанные с недостаточной жесткостью опорной конструкции и вибрированием заготовки.
Целесообразность и практичность
Стоит предостеречь от ошибок, которые нередко совершают покупатели фрезерных станков:
- Скупой заплатит не единожды. Решив обойтись затратами «по минимуму», вы рискуете получить «слабенький» станок, который не справится с нужным объемом работ.
- Универсальность – не всегда лучший выбор. Если для обработки заготовок потребуется часто менять инструмент, затраты времени на подготовительные операции могут существенно снизить производительность.
 Иногда выгоднее поставить два специализированных станка, чем один универсальный.
Иногда выгоднее поставить два специализированных станка, чем один универсальный. - Размер имеет значение, особенно когда речь идет о рабочем столе. Выбирая небольшой станок, вы существенно ограничиваете диапазон обрабатываемых заготовок. Следует учитывать, что может возникнуть потребность использовать дополнительную оснастку, которая требует места для крепления на рабочем столе;
- Лишнего не нужно! Даже если средства позволяют, не стоит выбирать самый «навороченный» станок с максимумом возможностей, если у вас нет подготовленных специалистов. Чтобы использовать его функции, потребуется освоить специализированное программное обеспечение и работу с настройками. Стоит обратить внимание на то, готов ли продавец обучить ваш персонал, а не просто ознакомить с азами работы станка.
Если вы все же затрудняетесь выбрать фрезерный станок, наши консультанты помогут подобрать оптимальный вариант исходя из вашего бюджета и необходимой функциональности.
Фрезерное оборудование для бизнеса | All Ready
Без станков с ЧПУ невозможно представить промышленные предприятия. Серийное производство изделий из дерева, пластика, металла и других труднообрабатываемых материалов перешло на оборудование с автоматизированным управлением. Современные станки с ЧПУ имеют доступную цену, отличаются размерами и предназначением.
Серийное производство изделий из дерева, пластика, металла и других труднообрабатываемых материалов перешло на оборудование с автоматизированным управлением. Современные станки с ЧПУ имеют доступную цену, отличаются размерами и предназначением.
Для руководителей, которые стоят на пути открытия бизнеса, представляется сложным выбор фрезерного оборудования с ЧПУ. Поскольку, у большинства из них отсутствует опыт работы на таких станках, да и на станочном рынке представлено огромное количество моделей.
Для чего нужен фрезерный станок и из чего он состоит
Фрезерные станки применяются во многих областях, но в основном их используют в строительной сфере и при изготовлении корпусной мебели. Фрезеровка позволяет создавать сувениры, ювелирные изделия, мебель и ее элементы.
Многошпиндельный фрезерный станок ЧПУ Elixmate 1325MX
Фрезерные станки с ЧПУ имеют стандартную комплектацию, которая состоит из:
- Основания – оно должно быть мощным и тяжелым.
- Рабочего стола.

- Инструментов, предназначенных для резки материалов.
- Вставного шпинделя.
- Шпиндель-вала.
- Переднего дискового тормоза.
Современные конструкции фрезерного оборудования включают в себя устройства, которые удобны в использовании и способны проводить точную обработку. Знание основных элементов станка с ЧПУ облегчит выбор оборудования для бизнеса.
Станина фрезерного станка
В фрезерном станке станина является одним из важнейших компонентов. От ее прочности зависит качество работы и производимых изделий. Иногда станину собирают из разных элементов, скрепляют их между собой посредством винтовых соединений. Такая станина не надежная и не обеспечивает точность обработки. Поэтому лучше выбирать станки со сварной станиной, изготовленной из профилированного железа.
Качество станины можно определить по ее термическому отпуску. Его проводят после сварки. В разогретую печь отправляют станину и выдерживают там около часа. После вытаскивают и она остужается без постороннего вмешательства. Далее наносится фрезеровка посадочных мест, куда помещают передающие рейки и направляющие. Таким образом, термический отпуск укрепляет станину и повышает механическую точность.
Далее наносится фрезеровка посадочных мест, куда помещают передающие рейки и направляющие. Таким образом, термический отпуск укрепляет станину и повышает механическую точность.
Шпиндель фрезерного станка
Шпиндель требует особого внимания при выборе станка с ЧПУ. Он влияет на скорость работы и от него зависит качество реза. Перед покупкой стоит ознакомиться с отзывами других покупателей, чтобы понять его авторитетность. Также нужно знать, что шпиндели бывают 2 типов:
- С воздушным охлаждением отличаются простотой использования, слишком шумны и подвержены засорению от продуктов резки, склонны к перегреву, что уменьшает их долговечность.
- С водяным охлаждением обладают большей универсальностью, в них установлена защита от засорений. Перегрев такого шпинделя практически невозможен, поскольку лучше настроена охлаждающая система. А значит, продлевается срок службы.
Не стоит пренебрегать показателями мощности шпинделя. Если она высокая, то производительность станка будет лучше. Также для шпинделя важной характеристикой является частота вращения. Для современного фрезерного оборудования используют шпиндели импортного производства: китайского и итальянского.
Также для шпинделя важной характеристикой является частота вращения. Для современного фрезерного оборудования используют шпиндели импортного производства: китайского и итальянского.
Рабочий стол фрезерного станка
Четырехшпиндельный Фрезерный станок Elixmate 1325 SX
При выборе рабочего стола с Т-слот панелями нужно обращать внимание на расположение слотов: ширина не более 10 см. За счет такого близкого расположения металлических слотов уменьшается риск фрезеровки бракованных изделий.
При выборе станков с вакуумным столом нужно выяснить его материал изготовления. Недобросовестные производители в целях удешевления продукции устанавливают в станки вакуумные столы из фанеры.
Фанера не влагоустойчива и поэтому со временем начинает деформироваться, на столе образуются неровности и на выходе получается бракованная продукция. Поэтому вакуумный стол для станка должен быть изготовлен из бакелита, который износостойкий и не подвергается деформации.
На что опираться при выборе фрезерного станка
Для того, чтобы выбрать станок с ЧПУ нужно понимать цель его использования и то, с какими материалами предстоит работать, также учитывать объемы производства. Фрезерные станки могут использоваться в малом и крупном бизнесе.
Фрезерные станки могут использоваться в малом и крупном бизнесе.
Выбор станка для малого бизнеса проще, поскольку здесь небольшие производственные объемы и не используются сложные в обработке материалы. В основном это сфера затрагивает производство сувенирной продукции, фурнитуры для мебели, предметов интерьера.
Elixmate mini 0609
Станки для крупного бизнеса должны иметь высокую производительность. Здесь выбор основан на специфике деятельности предприятия. Это может быть мебельное производство, изготовление рекламной продукции или строений из дерева. Тут целесообразно приобретать станок, который запрограммирован под автоматическую подачу материала. Для оборудования крупного бизнеса можно докупать комплектацию. Например, двигающийся портал или автоматическую смену инструмента. Чем тяжелее и массивнее портал, тем лучше он сохраняет геометрию и не допускает перекосов.
Для передвижных механизмов станка нужна центральная система смазки. Следует принимать во внимание и рейки, которые могут быть прямо- и косозубыми. В приоритете косозубые рейки с большей площадью соприкосновения зуба, лучшей устойчивостью, точностью, долговечностью и меньшим шумом.
В приоритете косозубые рейки с большей площадью соприкосновения зуба, лучшей устойчивостью, точностью, долговечностью и меньшим шумом.
Для фрезерного станка важно наличие хорошего двигателя, от размера которого зависит его производительность. Также нужно обращать внимание на направляющие. Лучше выбирать рельсовые от известных производителей. Если производитель неизвестен, то направляющие прослужат недолго.
Общий | Как делают токарные и фрезерные станки? | Практик-механик
Мэтьюплак
Пластик
#1
Всем привет,
Я знаю, что многим это покажется глупым вопросом
Но как делаются токарные и фрезерные станки?
Я искал в Google несколько раз и сдался.
Чего я не понимаю, так это того, как задняя бабка и передняя бабка сделаны так идеально выровненными? Я имею в виду, что если бы хвостовая бабка была немного выдвинута, после выдвижения она была бы далеко. Я читал о том, что механические пути очищаются вручную, но не могу понять, как они могут сделать все компоненты такими прямыми и правильными друг к другу. Учитывая, как долго эти типы машин были доступны, я нахожу захватывающим то, насколько они точны.
Надеюсь, меня не разорвут на части за этот вопрос, но я действительно хотел бы знать.
Заранее большое спасибо за любую информацию.
Матовый.
Бобв
Алмаз
#2
Я точно не знаю, как именно, я тщательно догадываюсь.
Вы недалеко от завода Mazak в Великобритании. Посмотрите, сможете ли вы попасть на одно из их мероприятий открытых дверей. Я уверен, что это по крайней мере похоже на
, что у нас здесь, в Кентукки. Это похоже на поллюции машинистов. Тогда вы действительно сможете увидеть, что они делают. Я был дважды, это довольно мило.
Здесь нам позволили просто побродить по фабрике почти без присмотра, разрешили поговорить с рабочими, и они были более чем счастливы рассказать
, что они делают и как они это делают.
jscpm
Нержавеющая сталь
#3
На самом деле они не выстраиваются в очередь. Каждый раз, когда машина перемещается или что-то меняется, вы должны настроить машину. Например, на фрезерном станке вы должны «трамулировать» его, чтобы убедиться, что шпиндель движется ортогонально столу, а на токарном станке вы должны отрегулировать заднюю бабку так, чтобы она находилась на одной прямой с центром вращения передней бабки.
Есть старая книга «Токарный токарно-винторезный станок: как выбрать, настроить, настроить и эксплуатировать». Джеймс Фрэнсис Хобарт (1907 г.), которую вы можете найти в Google Книгах, описывает некоторые фундаментальные процессы адаптации.
Если у вас есть машина, которая хорошо отрегулирована, это просто означает, что кто-то уже сделал эти настройки, и вам повезло, что машина с тех пор не «двигалась».
Джонодер
Алмаз
#4
Вы можете задать практически тот же вопрос о любом сложном механическом агрегате со строгими характеристиками или другими требованиями:
Как производятся автомобили? Как они могут направить все колеса в одном направлении?
Ответ прост. Применяется необходимый инжиниринг (как для продукта, так и для производства), а затем используется рабочая сила с соответствующей квалификацией для выполнения продукта до уровня производительности или точности или чего-либо еще, необходимого для того, чтобы сделать продукт пригодным для продажи в выбранной области, возможно, с прибылью.
Админ5
Администратор
#5
Джонодер сказал:
По сути, вы можете задать тот же вопрос о любом сложном механическом агрегате с жесткими характеристиками или другими требованиями:
Как производятся автомобили? Как они могут направить все колеса в одном направлении?
Нажмите, чтобы развернуть…
Я думаю, это обычная сделка для новичков, когда они печатают несколько предложений, а затем откидываются на спинку кресла и надеются, что кому-то достаточно скучно, чтобы напечатать тезис на десять страниц, необходимый для фактического ответа на вопрос.
Милакрон
низкий CountryCamo
Нержавеющая сталь
#6
Направляющие вырезаются, а затем шлифуются на станках, намного больших, чем изготавливаемые детали. Теперь это, вероятно, делается на ЧПУ, а компьютер заботится о точности.
jlrii
Горячекатаный
#7
Токарные и фрезерные станки изготавливаются из других токарных и фрезерных станков.
JR
Мэтьюплак
Пластик
#8
Спасибо за все ответы.
Мне нужно посмотреть и посмотреть, как пойдет один из дней открытых дверей, звучит как хороший день.
Я понимаю, что машина нуждается в регулировке и разгоне, и я делаю это почти каждый день на работе, но я думаю, что я должен был сказать, как была сделана первая машина? Это означает, что если бы я должен был сделать новый фрезерный станок на своей мельнице на работе, он был бы в лучшем случае не хуже этого. Так как же была достигнута точность? На токарном станке Colchester, который я использую на работе, задняя бабка имеет регулировку из стороны в сторону, но не по высоте, которую я могу видеть, так как это было сделано для идеальной высоты и прямоугольности направляющих и передней бабки.
Я начинаю делать небольшой фрезерный станок с ЧПУ для дома. Точность не должна быть потрясающей, 0,01 вполне подойдет. Но я пытаюсь получить хорошее представление о том, как была сделана настоящая вещь, чтобы у меня были хорошие знания, которые помогут мне на этом пути.
Матовый.
гвилсон
Алмаз
#9
Ну, это действительно ПОМОГЛО бы, если бы вам удалось задать вопрос, который вы ДЕЙСТВИТЕЛЬНО хотели знать. Первые изготавливались с большим количеством опиливания и выкрашивания отливок.
Мэтьюплак
Пластик
#10
И спасибо за совет заглянуть в книгу, сейчас так и сделаю.
«Думаю, это обычная сделка для новичков, когда они печатают несколько предложений, а затем откидываются на спинку кресла и надеются, что кому-то достаточно скучно, чтобы напечатать тезис на десять страниц, необходимый для фактического ответа на вопрос»
Ну, я задавая вопрос, который я уже искал, чтобы найти ответ, поэтому я не «откинулся на спинку кресла», а также вам «настолько скучно», чтобы стонать, так что ВЫ могли бы также ответить на вопрос!
S_W_Bausch
Алмаз
#11
Если вы не одержимый анальный ретенционер, вы нам не поверите.
Я могу рассказать вам, как Гаусс использовал только циркуль и линейку, чтобы построить 17-угольник, но вы не поверите, что кто-то был настолько целеустремленным и одержимым.
Гаусс также предложил евклидовы инструменты для построения правильного многоугольника с 65 537 сторонами. Ему было 19 лет. Чем вы занимались в 19 лет?
Если вы хотите изучить тему, погуглите «построение правильных многоугольников с помощью евклидовых инструментов».
построение правильных многоугольников с помощью евклидовых инструментов — Поиск в Google
Когда дело доходит до выравнивания (в основном геометрии), вы можете засыпать каждую ночь, читая учебник по геометрии для средней школы в течение нескольких недель. Или вы могли бы найти копию «Элементов» Евклида и провести с ней несколько месяцев.
Стивен Томас
Алмаз
#12
У Хардинга была целая куча старых фрезерных станков, включая K&T, Cincinnati и даже «очень» длинный стол BP, несколько обычных шлифовальных станков, настроенных для конкретных операций, и по меньшей мере полдюжины шлифовальных станков Schneider Way (некоторые могут были переделаны открытые строгальные станки в соответствии с аукционной боршюрой, некоторые (большинство?) с несколькими шпинделями, для строительства Бриджпортов. Длинный стол BP был настроен с двухосным станком для ЧПУ, чтобы заморозить некоторые поверхности и пути.Затем был набор мастеров инструменты для шабрения референса и выравнивания.Сейчас как то жалею что не купил коленный мастер,просто на сувенир,много не привез.
Длинный стол BP был настроен с двухосным станком для ЧПУ, чтобы заморозить некоторые поверхности и пути.Затем был набор мастеров инструменты для шабрения референса и выравнивания.Сейчас как то жалею что не купил коленный мастер,просто на сувенир,много не привез.
Ручные токарные станки были изготовлены на более современном оборудовании, за исключением того, что ходовые винты были/все еще изготавливаются на паре древних длинных станин (заказное литье) в инструментальной мастерской эпохи Т-10. Для подгонки была куча гранитных кубов/прямоугольников/ромбов с различными мастер-инструментами, такими как стержни и эталонные поверхности, прикрепленные к ним болтами, для проверки, очистки и выравнивания всех различных компонентов HLVH и второго токарного станка. Местный парень скупил их для дворового искусства, по значительно меньшей цене, чем гранитные глыбы такого же размера продаются в ландшафтном магазине.
Чтобы понять, как это делалось на протяжении поколений с помощью относительно простых, но очень точных инструментов, купите книгу Эдварда Ф. Коннелли «Восстановление станков». У Connelly’s достаточно информации, чтобы построить собственную мельницу, токарный станок или шлифовальный станок из первых принципов. Если у вас в кармане остались лишние монеты, во-вторых, возьмите «Основы механической точности» Мура, чтобы посмотреть великолепное порно с инструментами и немного больше теории.
Коннелли «Восстановление станков». У Connelly’s достаточно информации, чтобы построить собственную мельницу, токарный станок или шлифовальный станок из первых принципов. Если у вас в кармане остались лишние монеты, во-вторых, возьмите «Основы механической точности» Мура, чтобы посмотреть великолепное порно с инструментами и немного больше теории.
смт
Форрест Эдди
Алмаз
№13
Можешь поискать видео. Здесь много поверхностной информации.
станки современные чудеса — YouTube
Это вызовет больше вопросов, я уверен.
Настоящие нубы будут задавать огромные открытые вопросы.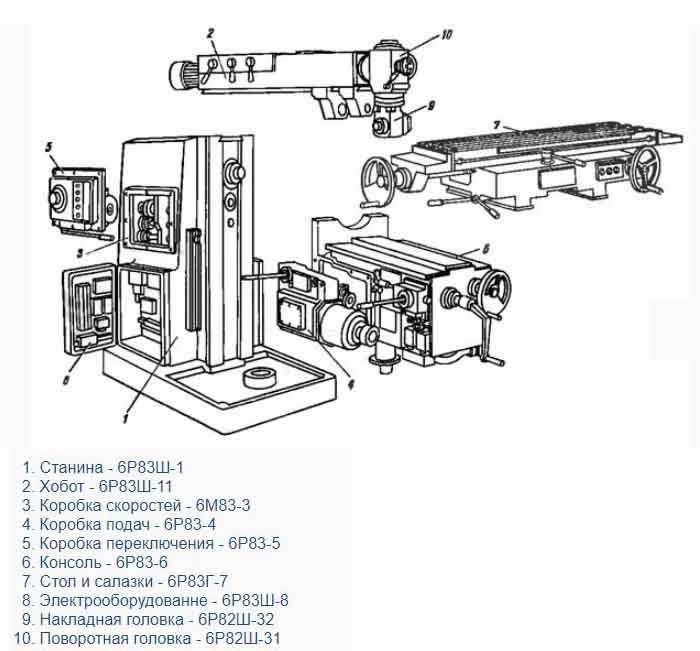 Они любопытны, но им не хватает опыта, чтобы задавать более конкретные вопросы. Ничего страшного, если есть искренний интерес и запрашивается целенаправленная информация. Может быть, это не так уж и хорошо, если вопрос праздный, потому что он требует от отвечающего чертовски много работы по доведению огромной темы до ее сути.
Они любопытны, но им не хватает опыта, чтобы задавать более конкретные вопросы. Ничего страшного, если есть искренний интерес и запрашивается целенаправленная информация. Может быть, это не так уж и хорошо, если вопрос праздный, потому что он требует от отвечающего чертовски много работы по доведению огромной темы до ее сути.
Полный ответ на ОП — это, конечно, годовое изучение принципов, целей, процессов и технологий проектирования и производства станков как в теории, так и на практике. После того, как вы посетили несколько небольших механических мастерских и станкостроительных заводов, заводов по ремонту станков, изучили несколько концепций и немного словарного запаса, вы можете заглянуть в книгу Коннелли «Восстановление станков». В этой книге рассказывается о восстановлении изношенных станков и о том, как обеспечить их окончательную подгонку и юстировку.
Если это поможет, я перестраивал станки. Моими основными инструментами были специально изготовленные ручные скобли, тюбик с берлинской лазурью, очищенные эталонные плоскости и линейки, прецизионные уровни и угольники. Большинство основных инструментов поместятся в ручной сумке. Однако их использование трудоемко и требовательно, но конечным продуктом является станок, геометрия которого измеряется в угловых секундах, а линейность и отслеживание измеряются в десятых тысячных на фут. Навыки, которые я привожу в пример, использовались 50-75 лет назад. Естественно, развились более продуктивные и сложные методы, повышающие качество конечного продукта при одновременном снижении стоимости на порядок.
Большинство основных инструментов поместятся в ручной сумке. Однако их использование трудоемко и требовательно, но конечным продуктом является станок, геометрия которого измеряется в угловых секундах, а линейность и отслеживание измеряются в десятых тысячных на фут. Навыки, которые я привожу в пример, использовались 50-75 лет назад. Естественно, развились более продуктивные и сложные методы, повышающие качество конечного продукта при одновременном снижении стоимости на порядок.
Мэтьюплак
Пластик
№14
Спасибо, что нашли время ответить, я только что посмотрел все 5 видео с YouTube, и было интересно посмотреть. Я также посмотрю предложенную книгу. На самом деле я принес и сделал несколько скребков и потренировался на старой ржавой изношенной поверхности. Требует практики и навыков, чтобы хорошо ломать. Придется мне продолжать практиковаться и за это время прочитать несколько книг.
Я также посмотрю предложенную книгу. На самом деле я принес и сделал несколько скребков и потренировался на старой ржавой изношенной поверхности. Требует практики и навыков, чтобы хорошо ломать. Придется мне продолжать практиковаться и за это время прочитать несколько книг.
Еще раз спасибо,
Мэтт
адаммил1
Титан
№15
jscpm сказал:
На самом деле они не выстраиваются. Каждый раз, когда машина перемещается или что-то меняется, вы должны настроить машину.
Например, на фрезерном станке вы должны «трамулировать» его, чтобы убедиться, что шпиндель движется ортогонально столу, а на токарном станке вы должны отрегулировать заднюю бабку так, чтобы она находилась на одной прямой с центром вращения передней бабки.
Есть старая книга «Токарный токарно-винторезный станок: как выбрать, настроить, настроить и эксплуатировать». Джеймс Фрэнсис Хобарт (1907 г.), которую вы можете найти в Google Книгах, описывает некоторые фундаментальные процессы адаптации.
Если у вас есть машина, которая хорошо отрегулирована, это просто означает, что кто-то уже сделал эти настройки, и вам повезло, что машина с тех пор не «двигалась».
Нажмите, чтобы развернуть…
Хорошо, хорошо, это объясняет Бриджпорт, но мой Toolmaster только трамвает из стороны в сторону, а не в направлении кивка. Вот отличный пример мельницы без трамвая;
Как они идеально подходят друг к другу? Это должно быть тонна аккуратного ручного соскоба.
Не так давно мне посчастливилось попасть на экскурсию по станкостроению Мура в пятницу днем после работы, однако, к сожалению, отдел очистки уже ушел рано на выходные, поэтому я не смог задать вопросы, которые у меня были. любил, чтобы иметь возможность спросить.
шт. в регалиях
Алюминий
№16
Если я правильно понял ваш смысл, вы действительно спрашиваете, как появились точные машины. Как машина, созданная человеком на другой машине, может повысить свою точность по сравнению с машиной, из которой она была построена?
Я мебельщик и только начинаю осваивать механообработку. Кто-то на этом замечательном форуме порекомендовал отличную книгу в другой теме под названием «Точная работа с инструментами» 9.0024 Кларенс Леон Гудрич, Фрэнк Артур Стэнли примерно на рубеже прошлого века. В нем описывается множество приемов и стратегий решения проблем для повышения точности работы с использованием здравого смысла, математики и доступных ресурсов того времени.
Кто-то на этом замечательном форуме порекомендовал отличную книгу в другой теме под названием «Точная работа с инструментами» 9.0024 Кларенс Леон Гудрич, Фрэнк Артур Стэнли примерно на рубеже прошлого века. В нем описывается множество приемов и стратегий решения проблем для повышения точности работы с использованием здравого смысла, математики и доступных ресурсов того времени.
На самом деле ответ — дань уважения человечеству в целом. Мы — звери, использующие инструменты, и среди наших величайших даров — способность решать проблемы и язык для передачи сложных идей туда и обратно. Теперь мне нужно вернуться к этой чертовой штуковине с разведением огня, похоже, одна палка работает не слишком хорошо.
Майкл
ЧипЧафф
Чугун
# 17
Это вовсе не глупый вопрос, но эти ребята вас дурят - машинисты печально известны этим. Токарные станки и мельницы фактически изготавливаются одновременно с помощью процесса литья по выплавляемым моделям, аналогичного ювелирным изделиям и авиационным деталям уровня НАСА. Существует мастер-форма, состоящая из нескольких частей, с электромагнитами, встроенными в определенные точки, которые дистанционно стимулируются с помощью специализированных генераторов синусоидальных волн для притягивания металлов с различными свойствами, плотностью и металлургическим составом, так что, когда расплавленная сталь заливается в отливку, подшипники изготовленные из определенных закаленных металлов, направляющие формируются магнитным способом для обеспечения поверхностной твердости, линейной прочности и прочности на кручение («иней», которую вы видите на несущих поверхностях для удержания масла, на самом деле создается путем тонкого кислотного травления формы, а не путем соскабливания, поскольку они шутники хотят, чтобы вы поверили), а базовая отливка, не имеющая магнитов, из менее качественного металла, но достаточно прочного. Когда отливка остынет, останется только проводка, мотор, краска и огонь. После «обкатки» и промывки для удаления шлака и опилок он готов к запуску в производство. Я не могу поверить, что эти ребята заставили вас поверить, что каждую часть нужно делать отдельно! Дох!
Когда отливка остынет, останется только проводка, мотор, краска и огонь. После «обкатки» и промывки для удаления шлака и опилок он готов к запуску в производство. Я не могу поверить, что эти ребята заставили вас поверить, что каждую часть нужно делать отдельно! Дох!
Бобв
Алмаз
# 18
Что появилось раньше, Репликатор или Станок??
ЧипЧафф сказал:
Это вовсе не дурацкий вопрос, но эти ребята вас дурачат — машинисты печально известны этим. Токарные станки и мельницы фактически изготавливаются одновременно с помощью процесса литья по выплавляемым моделям, аналогичного ювелирным изделиям и авиационным деталям уровня НАСА.
Существует мастер-форма, состоящая из нескольких частей, с электромагнитами, встроенными в определенные точки, которые дистанционно стимулируются с помощью специализированных генераторов синусоидальных волн для притягивания металлов с различными свойствами, плотностью и металлургическим составом, так что, когда расплавленная сталь заливается в отливку, подшипники изготовленные из определенных закаленных металлов, направляющие формируются магнитным способом для обеспечения поверхностной твердости, линейной прочности и прочности на кручение («иней», которую вы видите на несущих поверхностях для удержания масла, на самом деле создается путем тонкого кислотного травления формы, а не путем соскабливания, поскольку они шутники хотят, чтобы вы поверили), а базовая отливка, не имеющая магнитов, из менее качественного металла, но достаточно прочного. Когда отливка остынет, останется только проводка, мотор, краска и огонь. После «обкатки» и промывки для удаления шлака и опилок он готов к запуску в производство.
Я не могу поверить, что эти ребята заставили вас поверить, что каждую часть нужно делать отдельно! Дох!
Нажмите, чтобы развернуть…
гматов
Алмаз
# 19
Каждая тонкая деталь была сделана на более грубом станке. НО, этот станок был лучше, чем токарно-карусельный станок или токарно-винторезный станок, на котором ЭТО было сделано. Художники делали прекрасные детали на грубых машинах, и они становились частями лучших машин.
Тогда, конечно, у вас есть метрика. Чем точнее вы можете что-то измерить, тем лучше вы можете это сделать, и тысячу других точно таких же. Эли Уитни был одним из первых, кто начал массово производить взаимозаменяемые детали для огнестрельного оружия. Возьмите детали из ведра каждой необходимой части и соберите приемлемый для правительства мушкет. Доступны запасные части, без необходимости в оружейнике. Кроме того, во времена Уитворта, по крайней мере, в Англии, никто не стал бы критиковать сотрудника, который не мог выдержать допуск 1/16 дюйма, потому что ОНИ тоже не могли.
Эли Уитни был одним из первых, кто начал массово производить взаимозаменяемые детали для огнестрельного оружия. Возьмите детали из ведра каждой необходимой части и соберите приемлемый для правительства мушкет. Доступны запасные части, без необходимости в оружейнике. Кроме того, во времена Уитворта, по крайней мере, в Англии, никто не стал бы критиковать сотрудника, который не мог выдержать допуск 1/16 дюйма, потому что ОНИ тоже не могли.
Из приличных машин получаются отличные машины. Вы используете приличные машины, чтобы, надеюсь, делать отличные детали. Оператор — это ключ к производству отличных деталей, и мне все равно, насколько хороша или плоха ваша машина. ТЫ делаешь хорошие детали из куска дерьма. ВЫ знаете, КАК получить хорошую работу из этого куска дерьма.
Проповедь окончена. Сколько не согласны?
Джордж
Бобв
Алмаз
#20
гматов сказал:
Проповедь окончена. Сколько не согласны?
Джордж
Нажмите, чтобы развернуть…
Не могу не согласиться, из настоящих кусков дерьма получился действительно хороший материал.
Может быть интересным экспериментом, взять этот убогий (на самом деле довольно крутой) маленький станок, напечатанный на 3D-принтере, в одну из этих других нитей и немного исходных материалов, и посмотреть, как долго он
потребуется, чтобы получить интегрекс или 10EE? На самом деле продолжительность вообще не была бы интересной, интересными были бы вовлеченные шаги. Или начните с мертвого оленя
и дерева… к токарному станку с педалью и продвигайтесь оттуда. Из этого может получиться безумно интересный документальный фильм, который сведет мою старушку
с ума.
Она ненавидит, когда я кричу ей в середине «Как это сделано».
Что такое фрезерование с ЧПУ? | Хабы
Что такое фрезерование с ЧПУ и как работает этот субтрактивный производственный процесс? В этой статье рассматривается, как работают фрезерные станки с ЧПУ, какие детали можно обрабатывать фрезерованием, а также лучшие методы проектирования для получения максимальной отдачи от этого типа обработки с ЧПУ.
фрезерование с ЧПУ
это процесс обработки, который сочетает в себе системы обработки с числовым программным управлением и многоточечный режущий инструмент или фрезу. Как один из видов
ЧПУ обработка
, он включает в себя установку заготовки на станине станка и резку материалов из цельного блока для производства изделий из стекла, металла, пластика, дерева и других специализированных материалов.
В этом руководстве показано, как работают фрезерные станки с ЧПУ, рассмотрены различные типы фрезерных станков с ЧПУ и даны рекомендации по проектированию для получения максимальной отдачи от производства с ЧПУ.
Как работают фрезерные станки с ЧПУ?
Проще говоря, фрезерование с ЧПУ состоит из четырех этапов:
Шаг 1. Создание модели CAD
CAD-модель
конкретного компонента.
Шаг 2: Преобразование модели CAD для станка с ЧПУ
Затем импортируйте модель CAD в систему автоматизированного производства CAM. Если все сделано правильно, вы получите ряд цифровых инструкций, которые сообщают станку с ЧПУ, что делать, иначе известный как G-код. Команды G-кода позволяют машинам определять, куда двигаться и как быстро это делать для изготовления определенного компонента.
Шаг 3: Настройка фрезерного станка с ЧПУ
Прикрепите заготовку или блок материала к станине станка и убедитесь, что он правильно выровнен с помощью метрологических инструментов или контактных щупов. Установите шпиндель станка и выполните все действия, необходимые для настройки фрезерного станка.
Шаг 4. Начните процесс фрезерования
Загрузите программу, чтобы начать процесс фрезерования с ЧПУ. Специализированные режущие инструменты вращаются с высокой скоростью или с фиксированным числом оборотов в минуту, удаляя материал с заготовки до тех пор, пока она точно не воспроизведет желаемый компонент.
Специализированные режущие инструменты вращаются с высокой скоростью или с фиксированным числом оборотов в минуту, удаляя материал с заготовки до тех пор, пока она точно не воспроизведет желаемый компонент.
В чем разница между фрезерованием с ЧПУ и точением с ЧПУ?
При фрезеровании с ЧПУ и
токарная обработка с ЧПУ
полагаться на системы ЧПУ, между этими двумя процессами обработки есть ключевые различия.
Токарная обработка с ЧПУ выполняется для создания конической или цилиндрической поверхности. Для токарного процесса требуется токарный станок — станок, который может вращать заготовку вокруг оси вращения — для выполнения различных операций, таких как резка, сверление, токарная обработка и нарезание резьбы. Он также использует SPTT или одноточечный токарный инструмент, который находится в непосредственном контакте с заготовкой на протяжении всей операции.
Фрезерование с ЧПУ используется для создания плоской поверхности с помощью фрезерного станка. Для этого требуется многоточечный режущий инструмент или фреза. В отличие от токарной обработки, процесс фрезерования основан на прерывистой резке и выполнении нескольких операций станка.
Для этого требуется многоточечный режущий инструмент или фреза. В отличие от токарной обработки, процесс фрезерования основан на прерывистой резке и выполнении нескольких операций станка.
Что такое 3-х, 4-х и 5-ти осевые фрезерные станки?
Рассмотрим различные типы фрезерных станков:
3-осевые фрезерные станки позволяют режущему инструменту перемещать и вычитать детали по осям X, Y и Z. Этот метод обработки является наиболее популярным из-за его низких начальных затрат. Он также используется для изготовления простых деталей с несложной геометрией.
А
4-осевой фрезерный станок имеет все возможности 3-осевого фрезерного станка, а также дополнительную ось. Кроме того, он позволяет вращать заготовку для резки вокруг оси А. Это особенно удобно, когда необходимо вырезать детали вокруг цилиндра или стороны детали.
5-осевой фрезерный станок обеспечивает перемещение по трем линейным осям, вращение головки станка и инструментальной головки, которые вместе составляют пять осей.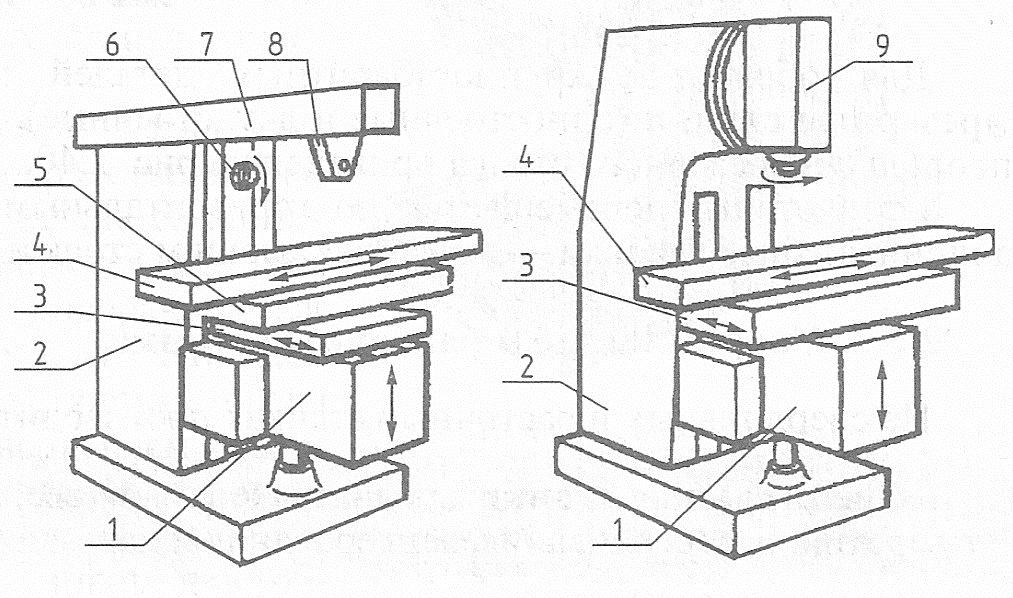 В результате он может создавать продукты со сложной геометрией, такие как аэрокосмическая продукция, детали из титана, медицинские изделия и детали газовых машин. Поскольку он способен к многомерному вращению, он устраняет необходимость в нескольких настройках и позволяет выполнять одношаговую обработку, которая выполняется быстрее и продуктивнее.
В результате он может создавать продукты со сложной геометрией, такие как аэрокосмическая продукция, детали из титана, медицинские изделия и детали газовых машин. Поскольку он способен к многомерному вращению, он устраняет необходимость в нескольких настройках и позволяет выполнять одношаговую обработку, которая выполняется быстрее и продуктивнее.
Какие детали можно изготавливать на фрезерных станках с ЧПУ?
Фрезерные станки с ЧПУ позволяют операторам создавать сложные конструкции с очень жесткими допусками. В результате, это одна из самых точных производственных технологий на сегодняшний день.
Вот продукты, которые вы можете создавать:
Аэрокосмические компоненты, такие как компоненты шасси, конструкции фюзеляжа
Компоненты для автомобильной промышленности, такие как панели управления, оси, пресс-формы для автомобилей
Компоненты бытовой электроники, такие как корпуса
Медицинские компоненты, такие как хирургические инструменты, ортопедические изделия
Детали нефтегазовых машин, такие как клапаны, штоки, штифты
Прототипирование и моделирование
Скульптуры
Мебель
Деревообработка
Фрезерные станки с ЧПУ могут резать самые разные материалы, такие как
алюминий
бронза,
медь
, керамика, фанера,
различные виды стали
, камень, дерево, цинк и другие инженерные материалы. Это делает его идеальным для создания прототипов для разработки продукта. Вы также можете вносить точные и быстрые корректировки, пока не будете удовлетворены конечным продуктом.
Это делает его идеальным для создания прототипов для разработки продукта. Вы также можете вносить точные и быстрые корректировки, пока не будете удовлетворены конечным продуктом.
Хотя фрезерные станки с ЧПУ являются гибкими, существуют ограничения с точки зрения перемещения оси, размера прототипа и размера сверла. Большинство машин имеют ограничения по форме и размеру. Большие станки с ЧПУ могут создавать прототипы размером до 105 футов x 21 фут.
Между тем, самые маленькие машины ограничены перемещением до 9 дюймов по оси X, 5,125 дюйма по оси Y и 6,5 дюймов по оси Z. Из-за ограничений формы на некоторых станках могут возникать проблемы с сверлением в материале отверстий с прямоугольными краями.
При создании деталей для фрезерной обработки с ЧПУ необходимо учитывать множество конструктивных факторов. В целом, некоторые важные рекомендации нашей собственной команды инженеров-механиков включают следующее:
Минимизация установов: Старайтесь свести к минимуму количество установов, необходимых для создания детали, чтобы процесс фрезерования стал быстрее и эффективнее.
Рассмотрим радиусы внутренних углов: К деталям необходимо добавить радиусы внутренних углов. Он должен составлять не менее 1/4 глубины пропила, а предпочтительно около 1/2 глубины пропила (или настолько, насколько позволяет конструкция) для экономии средств. По возможности минимизируйте глубину карманов и сверлите отверстия вместо фрезерования форм.
Избегайте тонких стенок и тонких сечений детали: В процессе фрезерования силы обработки способны отклонять и деформировать деталь даже при работе с мягкими металлами. Если участок детали не должен быть тонким, не делайте его тонким. При правильном выполнении вы сможете ускорить производство, снизить затраты и улучшить качество поверхности заготовки
Учитывайте размер детали: . Для более мелких элементов вам потребуются более мелкие и хрупкие инструменты. С небольшими инструментами труднее работать, и они работают медленнее, что увеличивает затраты. Если функция не должна быть маленькой, чтобы часть работала, увеличьте ее.
Для более мелких элементов вам потребуются более мелкие и хрупкие инструменты. С небольшими инструментами труднее работать, и они работают медленнее, что увеличивает затраты. Если функция не должна быть маленькой, чтобы часть работала, увеличьте ее.
Стандартизируйте все: Используйте стандартные размеры резьбы, стандартные радиусы углов, стандартные материалы и стандартные допуски, чтобы сэкономить деньги и обеспечить своевременную доставку деталей, независимо от того, кто их производит.
Материалы для механической обработки делятся на три основные группы: пластмассы, мягкие металлы и твердые металлы.
Мягкие металлы и некоторые твердые металлы имеют самые жесткие допуски, что делает их относительно легкими в работе. Как только материал покидает золотую середину твердости и становится «слишком твердым» или «слишком мягким», он неожиданно реагирует на некоторые производственные процессы, и точность его резки значительно снижается.
В результате некоторые материалы используются чаще и считаются отраслевым стандартом по сравнению с другими. Например,
алюминий 6061-T6
или различные виды
мягкая сталь
популярны среди машинистов, потому что с ними легко работать и они обладают прекрасными свойствами.
программное обеспечение САПР
предназначен для создания простых в использовании инструментов, которые хорошо сочетаются с простыми в производстве деталями.
Например, инструмент «Отверстие под мастер» может быстро генерировать отверстия стандартного размера на детали, что делает процесс удобным как для проектировщиков, так и для производителей. Кроме того, также проще использовать базовые «Выдавливание» или «Вращение». инструменты, чем более сложные инструменты, такие как «Lofts» или «Sweeps».
Как правило, легче массово производить и изготавливать детали, изготовленные с помощью простых инструментов, чем детали со сложными поверхностями.Если ваша деталь не требует сложной функции, не интегрируйте ее в конструкцию. Это поможет вам сэкономить деньги и минимизировать качество проблемы, связанные с вашим дизайном в долгосрочной перспективе.0007
Это поможет вам сэкономить деньги и минимизировать качество проблемы, связанные с вашим дизайном в долгосрочной перспективе.0007
Как получить максимальную отдачу от фрезерной обработки с ЧПУ с помощью ступиц?
Существует множество способов снизить затраты и сократить время выполнения заказов на фрезерные станки с ЧПУ. В общем, многое из того, что вы можете сделать, сводится к проектированию «простых» и/или «стандартных» деталей. Если вы можете проектировать детали с простыми функциями, которые можно построить с помощью инструментов стандартного размера, они чаще всего будут успешными.
Сложность хороша, когда она необходима, но она также приводит к увеличению времени выполнения заказа и стоимости. Простая деталь с относительно жесткими допусками или одна сложная деталь могут быть не слишком сложными, если они изготовлены из алюминия. Однако, когда они сделаны из пластика, массовое производство может показаться почти невозможным.
Подводя итог, все, что может быть простым и стандартным в вашем дизайне, должно быть таким. В зависимости от текущего этапа разработки продукта может потребоваться добавление сложных функций или выбор специального материала, но это определенно сделает фрезерование более интенсивным.
В зависимости от текущего этапа разработки продукта может потребоваться добавление сложных функций или выбор специального материала, но это определенно сделает фрезерование более интенсивным.
Ступицы
Услуги фрезеровки с ЧПУ
включает в себя глобальную сеть 3-осевых, 3+2-осевых и полных 5-осевых фрезерных центров, которые могут производить высокоточные и качественные детали.
Начните производить детали прямо сейчас с бесплатным мгновенным расчетом стоимости
.
Готовы преобразовать файл САПР в пользовательскую деталь? Загрузите свои проекты для бесплатной мгновенной оценки.
Получите мгновенное предложение
Что такое фрезерование с ЧПУ? Вот что вам нужно знать об этом
Фрезерование с ЧПУ — это процесс с ЧПУ, который включает использование вращающихся фрез для удаления частей блока материала (или заготовки) до тех пор, пока не будет получена желаемая нестандартная форма (или элемент). Это позволяет производителям точно создавать сложные детали, соблюдая жесткие требования к допускам.
Это позволяет производителям точно создавать сложные детали, соблюдая жесткие требования к допускам.
Фрезерные станки с числовым программным управлением (ЧПУ) развивались с годами, позволяя создавать прецизионные детали, отвечающие строгим требованиям современных требовательных отраслей. Применение фрезерных станков с ЧПУ практически безгранично, они охватывают многие отрасли, такие как аэрокосмическая, автомобильная, робототехническая и медицинская, и это лишь некоторые из них.
Эта статья посвящена мельчайшим деталям фрезерования с ЧПУ. Хотите узнать о процессе фрезерования? Виды фрезерных работ? Преимущества процесса? Вы попали в нужное место.
Содержание
Что такое фрезерный станок с ЧПУ?
Фрезерование стали с ЧПУ концевой фрезой из твердого сплава
Чтобы понять, что такое фрезерный станок с ЧПУ и как он работает, вернемся к основам фрезерования. Фрезерование — это процесс механической обработки, который включает использование вращающихся фрез для удаления частей блока материала (или заготовки) до тех пор, пока не будет получена желаемая нестандартная форма (или элемент).
Обычные фрезерные станки обычно имеют подвижную столешницу (или зажимное устройство), которая удерживает заготовку на месте, позволяя операторам станка перемещать заготовку в разных направлениях относительно вращающегося фрезы.
Как и обычные фрезерные станки, фрезерные станки с ЧПУ также используют подвижную столешницу и вращающиеся фрезы для удаления материалов и создания деталей. Однако они различаются по способу выполнения этих операций механической обработки.
Фрезерные станки с ЧПУ используют компьютеризированное управление для выполнения операций механической обработки, тогда как обычное фрезерование требует ручного управления вращающейся фрезой для создания деталей.
Рассмотрим процесс фрезерования более подробно.
Процесс фрезерования с ЧПУ
Процесс фрезерования можно разделить на три отдельных этапа.
Этап №1 Создание 2D- или 3D-модели CAD
Первым этапом процесса фрезерной обработки с ЧПУ является создание 3D- (или 2D) чертежей нужной детали с использованием программного обеспечения CAD/CAM, такого как Autodesk Inventor, Fusion 360 и SolidWorks. Эти инструменты автоматизированного проектирования (CAD) или автоматизированного производства (CAM) позволяют вам указать свои размеры и требования к допускам.
Эти инструменты автоматизированного проектирования (CAD) или автоматизированного производства (CAM) позволяют вам указать свои размеры и требования к допускам.
Этап № 2 Преобразование модели CAD в программу ЧПУ
Экспортируйте модель CAD в файл, совместимый с ЧПУ, с помощью программного обеспечения CAM, которое мы упоминали на этапе № 1. Инструменты CAM имеют функции, которые позволяют вам преобразовывать вашу 3D-модель CAD в компьютерную программу, называемую G-кодом.
Затем G-код автоматизирует все действия, необходимые для изготовления вашей детали, например, последовательность резания, траекторию движения инструмента, скорость станка, движение заготовки и многие другие.
Этап №3 Настройка фрезерного станка с ЧПУ и выполнение операции фрезерования
На этом этапе вы вставляете заготовку в рабочую поверхность станка с ЧПУ, прикрепляете режущие инструменты к шпинделю станка с ЧПУ и загружаете G-код, который вы уже создали на этапе № 2.
После завершения всех этих шагов перейдите к запуску программы обработки. А фрезерный станок выполнит все операции, необходимые для превращения вашей заготовки в нужную деталь.
А фрезерный станок выполнит все операции, необходимые для превращения вашей заготовки в нужную деталь.
3 Стандартные фрезерные операции с ЧПУ
#1 Торцевое фрезерование
Торцевое фрезерование, возможно, является наиболее распространенным типом фрезерной операции, используемой для создания плоских поверхностей. Эта операция обработки выполняется таким образом, что ось вращения режущего инструмента перпендикулярна поверхности обрабатываемой детали.
Как следует из названия, при торцевом фрезеровании используется торцевая фреза. Эти фрезы имеют несколько сменных режущих вставок, что позволяет эффективно обрабатывать желаемую поверхность за один проход.
По сравнению с периферийным фрезерованием торцевое фрезерование также позволяет добиться более качественной обработки поверхности. Это связано с тем, что конструкция торцевой фрезы дает вам полный контроль над операцией обработки, позволяя удалять меньше материала по сравнению с периферийным фрезерованием.
Подробнее: Торцевое фрезерование 101
#2 Плоское фрезерование
Плоское фрезерование, также называемое фрезерованием плиты, представляет собой операцию фрезерования, используемую для получения ровных горизонтальных поверхностей. Операция обработки выполняется таким образом, чтобы ось режущего инструмента была параллельна обрабатываемой поверхности.
В процессе используется специальный тип фрезы (плоские фрезы), у которых зубья расположены по периферии, что позволяет машинистам выполнять операции резки.
Подробнее: Понимание плоского фрезерования
#3 Угловое фрезерование
Как и плоское фрезерование, угловое фрезерование также помогает создавать плоские поверхности. Эти две операции отличаются только способом установки режущего инструмента.
При угловом фрезеровании ось режущего инструмента расположена под углом к поверхности заготовки. Это позволяет создавать такие элементы, как канавки, насечки и фаски.
Подробнее: Понимание углового фрезерования
Некоторые преимущества фрезерования с ЧПУ
- Фрезерные станки с ЧПУ обеспечивают более высокую точность по сравнению со многими современными производственными технологиями.
- Многокоординатные станки с ЧПУ могут создавать чрезвычайно сложные геометрические формы с соблюдением требований к допускам до +/- 0,004 мм.
- совместимы с широким спектром материалов, включая пластик, композиты и металлы.
Станки с ЧПУ
Узнайте больше: Преимущества и недостатки фрезерной обработки с ЧПУ
Заключение
Без сомнения, станки с ЧПУ могут точно создавать сложные геометрические формы и соблюдать жесткие допуски. Но, как и в случае с другими технологиями обработки, успех вашего проекта фрезерной обработки с ЧПУ в первую очередь зависит от ваших операторов фрезерных станков с ЧПУ, техников и инженеров. Вот почему вы должны найти подходящего производителя для вашего проекта.
