Фрезерный станок устройство и принцип работы: Фрезерование, фрезерный станок — описание, классификация :: ТОЧМЕХ
Содержание
Фрезерование, фрезерный станок — описание, классификация :: ТОЧМЕХ
Фрезерные станки
Фрезерные станки — универсальный инструмент с многолезвийным режущим инструментом — фрезой; главное движение — вращение фрезы. Шпиндель, несущий фрезу, вертикален, но его во многих случаях можно устанавливать под углом к заготовке. Движение стола, осуществляемое вручную или с помощью механического привода, точно контролируется по градуированным лимбам на ходовых винтах и по прецизионным шкалам с оптическим увеличением.
Фрезерная оправка (вал, несущий фрезу) горизонтальна. Стол, на котором закрепляется обрабатываемая деталь с необходимой оснасткой, может быть либо «простым», т.е. с перемещением по трем осям, либо универсальным, т.е. допускающим и угловые повороты.
Рис. 1. Фрезерный станок, резание шпоночной канавки на небольшом валу. Левой рукой рабочий подает стол (вместе с деталью) в продольном направлении, а правой — по вертикали. То и другое, а также поперечная подача могут осуществляться автоматически. 1 — оправка; 2 — фреза; 3 — тиски; 4 — деталь; 5 — стол.
То и другое, а также поперечная подача могут осуществляться автоматически. 1 — оправка; 2 — фреза; 3 — тиски; 4 — деталь; 5 — стол.
Фрезерные станки с ЧПУ
На фрезерных станках с ЧПУ предусматривается автоматическое управление перемещением стола и скоростью шпинделя. В некоторых случаях сам шпиндель устанавливается на салазках, допускающих его независимое перемещение в осевом или вертикальном направлении. Фрезерный станок с ЧПУ такого типа позволяет серийно и с высокой точностью обрабатывать трехмерные поверхности, например, лопастей воздушных винтов и лопаток турбин.
Копировально-фрезерные станки обрабатывают сложные криволинейные поверхности, например, пуансонов и матриц для штампования листового металла, форм для литья под давлением и экструдирования. Индикаторный щуп проходит по фигурному профилю копира, а рабочая фреза передает этот профиль обрабатываемой детали.
Классификация фрезерных станков
В зависимости от вида обработки фрезерные станки разделяются на девять групп. В свою очередь, каждая группа делится на девять подгрупп, представляющих фрезерные станки по их типам.
В свою очередь, каждая группа делится на девять подгрупп, представляющих фрезерные станки по их типам.
Наиболее распространенными типами являются горизонтальные, универсальные и вертикальные фрезерные станки.
Горизонтальные консольно — фрезерные станки
Горизонтальные консольно-фрезерные станки имеют горизонтально расположенный, не меняющий своего места шпиндель. Стол может переме-шаться перпендикулярно к оси шпинделя в горизонтальном и вертикальном направлениях и вдоль оси, параллельной ей.
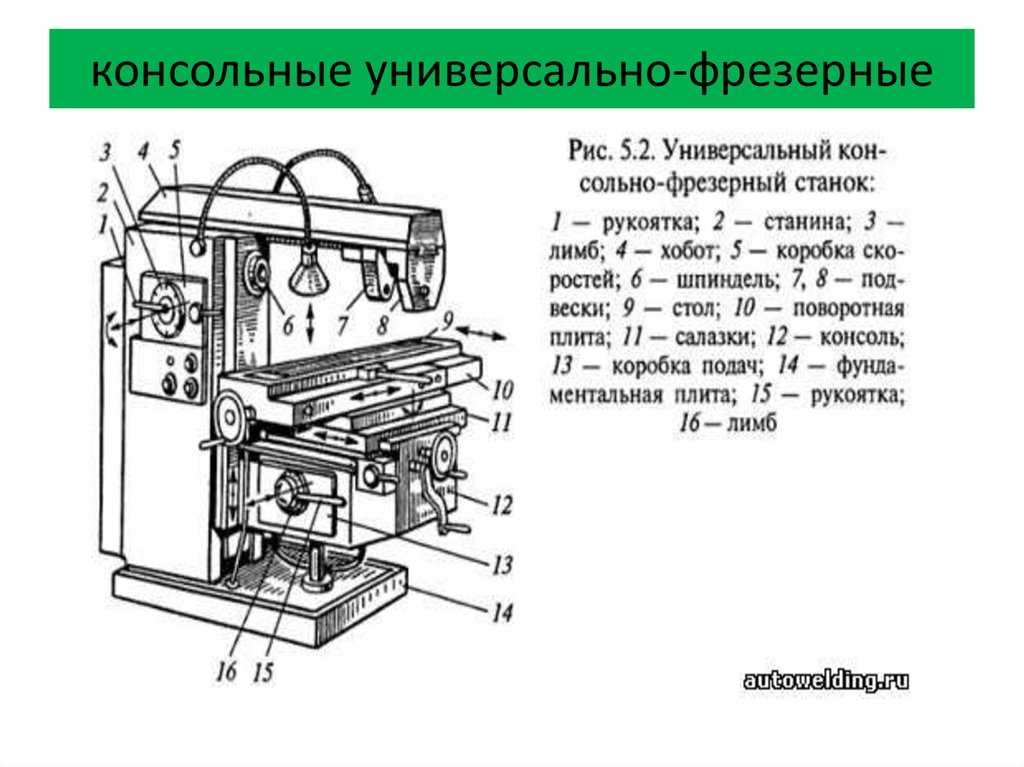
Универсальные консольно — фрезерные станки
Универсальные консольно — фрезерные станки отличаются от горизонтальных тем, что имеют стол, который может поворачиваться на требуемый угол.
Вертикальные консольно — фрезерные станки
Вертикальные консольно-фрезерные станки имеют вертикально расположенный шпиндель, перемещающийся вертикально и в некоторых моделях поворачивающийся. Стол может перемещаться в горизонтальном направлении перпенди-кулярно к оси шпинделя и в вертикальном направлении.
Стол может перемещаться в горизонтальном направлении перпенди-кулярно к оси шпинделя и в вертикальном направлении.
Широкоуниверсальные консольно — фрезерные станки
В отличие от универсальных станков имеют помимо основного горизонтального шпинделя приставную головку со шпинделем, поворачивающимся вокруг вертикальной и горизонтальной осей.
Бесконсольно — фрезерные станки
Имеют шпиндель, расположенный вертикально и перемещающийся в этом направлении. Стол перемещается только в продольном и поперечном направлениях.
Продольно — фрезерные станки
Имеют стол, который может перемещаться только в продольном направлении по направляющим поверхностям станины. Вертикальные и поперечные перемещения получают шпиндельные бабки и шпиндели. Могут иметь, до двух вертикальных и до двух горизонтальных шпинделей при одно- и двухстоечном исполнениях.
Объемно — фрезерные станки
По принципу действия делятся на станки прямого и следящею копирования, осуществляемого путем ощупывания модели копировальным пальнем, а также программного управления, работающие одновременно и непрерывно по трем взаимно перпендикулярным координатам.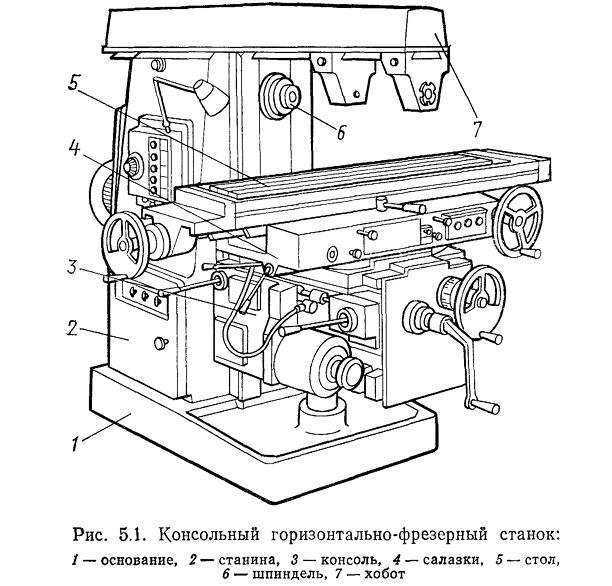
Фрезерные станки непрерывного действия
Непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели), установочно перемещающиеся по вертикали, и круглый стол, который может непрерывно вращаться со скоростью рабочей подачи, закрепление и обработка заготовок многопозиционные. Примером может служить станок модели 6А23 с диаметром стола
Шпоночно — фрезерные станки
Имеют вертикальный шпиндель, осуществляющий вращательное и одновременно с ним планетарное движение. Диаметр планетарного движения может изменяться в соответствии с заданной шириной шпоночного гнезда. Стол перемещается возвратно-поступательно в продольном направлении. Рабочий цикл автоматизирован. Примерами этих станков могут быть станки моделей 6Д91, 6Д92 и т. д.
Назначение и классификация фрезерных станков
Назначение фрезерных станков и основные типы фрез
Фрезерный станок — это станок для обработки металлических и других деталей вращающейся фрезой при поступательном перемещении заготовки.
На фрезерных станках можно обрабатывать плоские и фасонные поверхности с прямыми и винтовыми образующими. Резание осуществляется фрезой — многолезвийным инструментом, у которого зубья расположены на поверхности тела вращения или на торце.
Ввиду многообразия работ, выполняемых фрезерованием, весьма разнообразные и типы фрез (рис. 1). Наиболее распространенными являются цилиндрические фрезы (рис. 1, a), применяемые для обработки поверхностей; дисковые (рис. 1, б) для изготовления пазов, уступов; концевые фрезы (рис. 1, в), используемые для обработки пазов, уступов, фасонных поверхностей; торцовые фрезы (рис. 1, г) для обработки поверхностей, уступов, пазов; фасонные фрезы (рис. 1, д) для изготовления фасонных поверхностей. Стрелками на рисунках показаны направления движения, сообщаемые фрезе и заготовке в процессе резания.
Рис. 1. Основные типы фрез и обрабатываемых ими поверхностей
Для того чтобы получить фрезерованием на детали требуемую поверхность, необходимо сообщить инструменту и заготовке вполне определенные движения, согласованные друг с другом. Эти движения в станках разделяют на основные и вспомогательные.
Эти движения в станках разделяют на основные и вспомогательные.
К основным движениям относят главное движение, называемое еще движением резания, и движение подачи.
Во фрезерных станках главное движение (вращательное) совершает фреза, а движение подачи может выполнять либо заготовка, либо фреза.
Вспомогательные движения необходимы в станке для подготовки процесса резания. К вспомогательным движениям относятся движения, связанные с настройкой и наладкой станка, его управлением, закреплением и освобождением детали и инструмента, подводом инструмента к обрабатываемым поверхностям и его отводом; движения приборов для автоматического контроля размеров и т. д..
Вспомогательные движения можно выполнять на станках как автоматически, так и вручную. На станках-автоматах все вспомогательные движения в определенной последовательности выполняются автоматически.
Классификация и расшифровка фрезерных станков
Каждая модель станка имеет цифровое или буквенно-цифровое обозначение — шифр (например, 6P12, 6Р82, 6Р82Ш, 6610 и т. д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
д), по которому можно составить подробную характеристику станка. Шифр содержит три или четыре цифры, из которых первая обозначает, к какой группе станков относится станок, вторая— к какому типу, третья или третья и четвертая цифры характеризуют один из важнейших параметров станка или обрабатываемой заготовки. Буква, стоящая после первой цифры, означает, что данная модель станка модернизирована (или поколение). Буква в конце цифрового шифра показывает, что на базе основной модели станка выполнен станок с небольшими изменениями. Эти станки являются модификациями основной базовой модели.
По принятой в СССР классификации все металлорежущие станки делят на девять групп. Фрезерные станки относятся к шестой группе. В свою очередь, каждая группа станков делится на типы.
(Прим. СМ) Типы станков фрезерной группы:
- 1 – вертикально-фрезерные консольные;
- 2 – фрезерные станки непрерывного действия;
- 3 – свободная группа;
- 4 – копировально и гравировально-фрезерные;
- 5 – вертикальные бесконсольные;
- 6 – продольно-фрезерные,
- 7 – широкоуниверсальные консольные,
- 8 – горизонтальные консольные,
- 9 – разные.

Расшифровка фрезерного станка 6Р12
Рассмотрим, например, обозначение станка 6Р12. Это фрезерный станок (цифра 6) , модернизированный (буква Р), вертикально-фрезерный (цифра 1), типоразмер станка № 2 (цифра 2).
(Прим. СМ) В СССР производство консольно-фрезерных станков осуществлялось согласно пяти типоразмеров: № 0; № 1; № 2; № 3 и № 4, причем для каждого типоразмера выпускалась полная гамма станков — горизонтальные, универсальные и вертикальные. Каждый станок одной размерной гаммы имел в шифре одинаковое обозначение, совпадающее с номером типоразмера и оснащался фрезерным столом с одинаковыми размерами рабочей поверхности.
В табл. 1 представлены значения размеров рабочей поверхности стола консольно-фрезерных станков взависимости от типоразмера, а также список оборудования относящегося к определенному типоразмеру.
| Размер | Модели станков | Размер стола, мм |
|---|---|---|
| 0 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш, 6Т10, 6Т80, 6Т80Г, 6Т80Ш | 200 х 800 |
| 1 | 6Н11, 6Н81, 6Н81Г; 6Р11, 6Р81, 6Р81Г, 6Р81Ш | 250 х 1000 |
| 2 | 6М12П, 6М82, 6М82Г; 6М82Ш, 6Р12, 6Р82Г, 6Р82, 6Р82Ш; 6Т12, 6Т82, 6Т82Г, 6Т82Ш | 320 х 1250 |
| 3 | 6М13П, 6М83, 6М83Г; 6М83Ш, 6Р83Г, 6Р13, 6Р83; 6Р83Ш, 6Т13, 6Т83, 6Т83Г, 6Т83Ш | 400 х 1600 |
| 4 | 6М14П, 6М84, 6М84Г | 500 х 2000 |
Табл. 1.
1.
Как видно из таблицы размеры рабочего стола (длина и ширина) фрезерных станков, относящихся к следующему типоразмеру, увеличиваются на одно и тоже значение — коэффициент равный 1,25.
В соответствии с размерами стола меняются габаритные размеры самого станка и его основных узлов (станины, стола, салазок, консоли, хобота), мощность электродвигателя и величина наибольшего перемещения (хода) стола в продольном направлении, салазок в поперечном и консоли в вертикальном направлениях.
Модели станков, относящихся к одному поколению и типоразмеру
|
Поколение
(буквенное обозначение) | Типоразмер | Год | Модель |
|---|---|---|---|
| — | 2 | 1932 | 682 |
| Б | 0 | ||
| 1 | |||
| 2 | 1937 | 6Б12, 6Б82, 6Б82Г | |
| 3 | |||
| К | 0 | ||
| 1 | 6К11, 6К81, 6К81Г, 6К81Ш | ||
| 2 | 6К12, 6К82, 6К82Г, 6К82Ш | ||
| 3 | 6К13П, 6К83, 6К83Г, 6К83Ш | ||
| Н | 0 | 1969 | 6Н10, 6Н80, 6Н80Г, 6Н80Ш |
| 1 | 1970 | 6Н11, 6Н81, 6Н81Г, 6Н81А, 6Н81Д | |
| 2 | 1951 | 6Н12, 6Н82, 6Н82Г | |
| 3 | 1951 | 6Н13, 6Н13Ф3, 6Н83, 6Н83Г, 6Н13ГА | |
| М | 0 | 6М10, 6М80, 6М80Г, 6М80Ш | |
| 1 | 1971 | 6М11, 6М11К, 6М81, 6М81Г, 6М81Ш, 6М81Ш-1, 6М81Ш-1Ф1, 6М81ШФ2 | |
| 2 | 1961 | 6М12П, 6М12ПБ, 6М82, 6М82Г, 6М82ГБ, 6М82Ш | |
| 3 | 1961 | 6М13П, 6М13ПБ, 6М83, 6М83Г, 6М83Ш | |
| Р | 0 | 1973 | 6Р10, 6Р80, 6Р80Г, 6Р80Ш |
| 1 | 1973 | 6Р11, 6Р11К, 6Р11Ф3, 6Р81, 6Р81Г, 6Р81Ш | |
| 2 | 1972 | 6Р12, 6Р12К, 6Р82, 6Р82Г, 6Р82Ш | |
| 3 | 1972 | 6Р13, 6Р13Б, 6Р13Ф3, 6Р13Ф3-3, 6Р83, 6Р83Г, 6Р83Ш | |
| Т | 0 | 1986 | 6Т10, 6Т80, 6Т80Ш |
| 1 | 1973 | 6Т11, 6Т11П | |
| 2 | 1985 | 6Т12, 6Т82, 6Т82Г, 6Т82Ш | |
| 3 | 1985 | 6Т13, 6Т83, 6Т83Г, 6Т83Ш | |
| Д | 0 | 1987 | 6Д10, 6ДМ80Ш |
| 1 | 1990 | 6Д81, 6Д81, 6Д81Г, 6Д81Ш | |
| 2 | 1987 | 6Д12, 6Д12Ф20, 6Д12Ф3, 6Д82, 6Д82Г, 6Д82Ш | |
| 3 | 6ДМ83Ш |
Табл.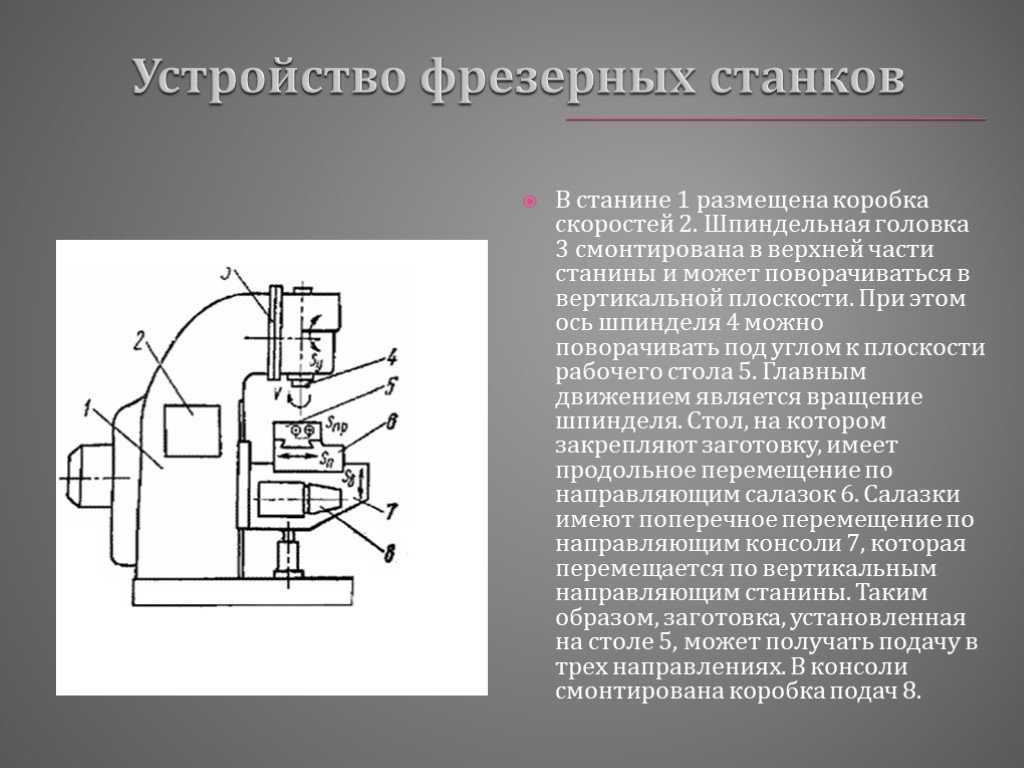 2.
2.
Металлорежущие станки подразделяют по степени универсальности.
Универсальные станки предназначены для выполнения различных операций на разнообразных деталях. Станки, на которых диапазон выполняемых работ особенно велик, называют широкоуниверсальными. Универсальные станки используют в единичном и мелкосерийном производстве.
Специализированные станки служат для обработки деталей в серийном производстве, сходных по конфигурации, но различных по размеру. Специальные станки предназначены для обработки деталей одного типоразмера и их используют главным образом в массовом производстве. Модели специальных и специализированных станков обозначают одной — двумя буквами, к которым добавляют порядковый номер модели станка.
В металлорежущих станках различают пять классов точности: Н, П, В, А и С.
К классу Н принадлежат станки нормальной точности (например, 6P12).
Класс П— это станки повышенной точности, которую обеспечивают повышением качества изготовления и сборки станков нормальной точности (например, 676П).
Класс В — станки высокой точности, которую достигают при специальной конструкции отдельных узлов и высоких требованиях к изготовлснию, сборке и регулировке станка (например, 6А75В).
Класс А — станки особо высокой точности, которую достигают еще более высокими требованиями к качеству изготовления станка, чем в классе В.
Класс С — станки особо точные, называемые еще мастер-станками, предназначены для изготовления деталей к станкам класса А и В. Требуемую точность достигают за счет большой степени точности обработки деталей из высококачественного материала.
Станки классов В, А, С эксплуатируют в помещениях с постоянной температурой и влажностью.
По габаритным размерам и массе, которые в значительной степени определяются параметрами тех деталей, для обработки которых предназначен станок, станки делят на легкие (до 1 т) , средние (до 10 т) и тяжелые (свыше 10 т) .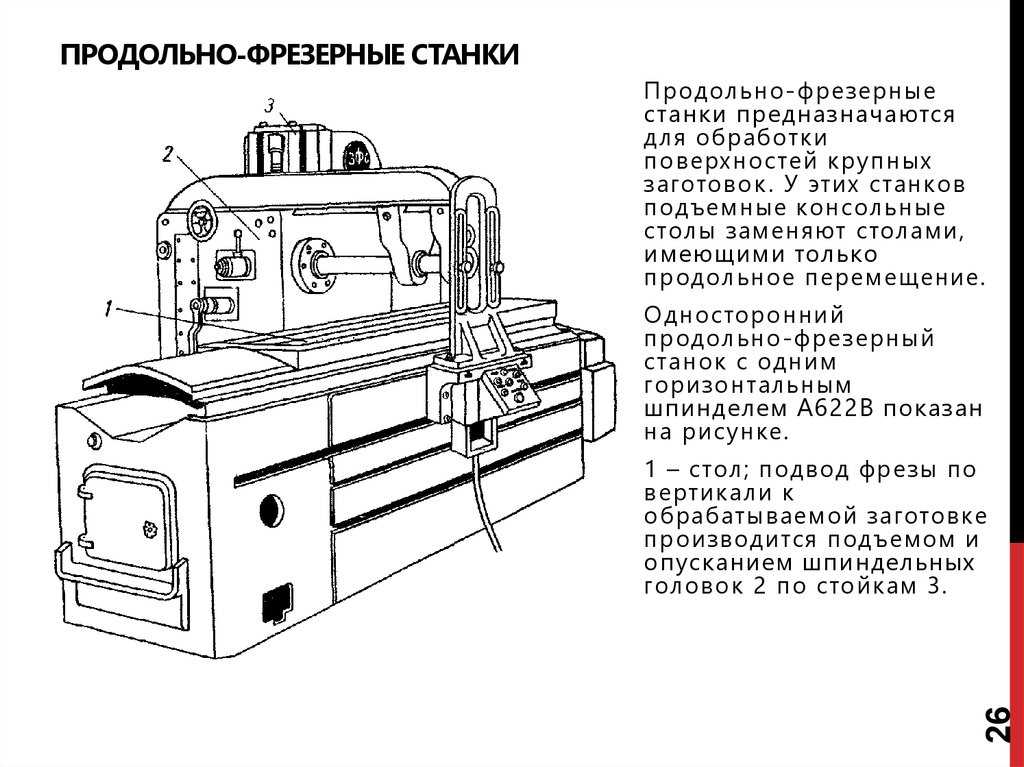 Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Последние делят на крупные (10—30 т), тяжелые (30—100 т) и особо тяжелые — уникальные (свыше 100 т)
Принцип работы фрезерного станка. Фрезерный станок следует определенным этапам, в которых различные детали работают вместе друг с другом, а конечным продуктом является обработанная деталь. Вы заинтригованы, чтобы узнать, какие все шаги связаны с работой фрезерного станка? Прочитайте следующий пост, чтобы узнать.
Прежде чем приступить к работе с фрезерным станком, важно понять принцип его работы.
Заготовка прочно удерживается на рабочем столе станка. Подача заготовки против вращающегося резца регулируется регулировкой рабочего стола. Эта вращающаяся фреза вращается с большой скоростью и обычно крепится к оправке или шпинделю. Единственным движением, которым обладает фреза, является вращательное движение. Заготовка продвигается медленно, а металл с ее поверхности снимается зубьями фрезы. Это помогает добиться желаемой формы.
Как работает фрезерный станок?
Теперь, когда вы понимаете принцип работы фрезерного станка, вам будет легче понять его работу. Вот несколько важных шагов, связанных с работой фрезерных станков:
Вот несколько важных шагов, связанных с работой фрезерных станков:
- Шаг 1: Базовая настройка
Прежде чем приступить к любому процессу фрезерования, самым важным и важным моментом является правильная настройка. Таким образом, в качестве первого шага режущий инструмент отрегулировали на оправке. Оправка дополнительно крепится к шпинделю.
- Шаг 2: Регулировка колена
На втором этапе выполняется регулировка положения колена путем его перемещения вниз.
- Шаг 3: Зажим заготовки
Здесь на сцену выходит заготовка. Базовая установка готова, пора закрепить заготовку на столе. Делается это с помощью зажимных винтов.
- Шаг 4: Настройка нуля
Перед началом процесса фрезерования важно убедиться, что все контрольные точки, такие как положение седла, положение колена и другие, установлены на ноль.
 Это помогает в обработке деталей с точной точностью.
Это помогает в обработке деталей с точной точностью. - Шаг 5: Режущий инструмент
Здесь начинается настоящая работа. Шпиндель начинает вращаться, и, таким образом, режущий инструмент, прикрепленный к шпинделю, также начинает вращаться.
- Шаг 6. Перемещение заготовки
Режущий инструмент постоянно вращается с высокой скоростью. Различные части станка, такие как стол, колено и седло, медленно перемещаются по мере необходимости для перемещения заготовки.
- Шаг 7: Придание формы заготовке
Это последний этап работы фрезерного станка. Теперь заготовка перемещается управляющей осью, и в ней вырезается нужная форма. На этом этапе инструмент находится во вращательном движении и остается неподвижным.
Фрезерный станок имеет большое значение для повышения общей производительности, а также для экономии значительного количества времени.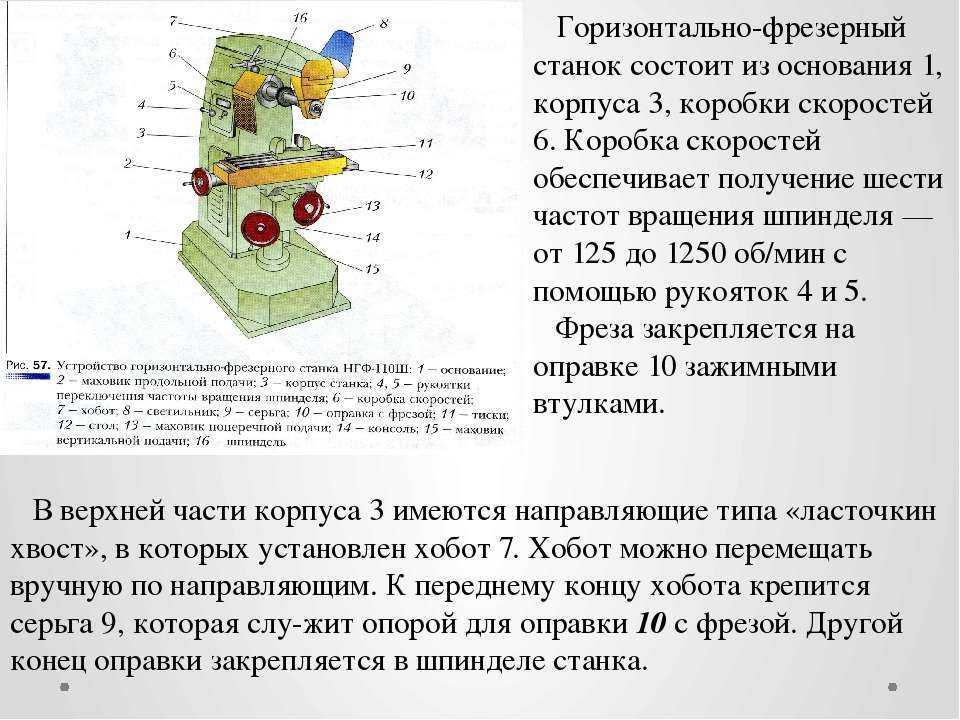 Особенно для обрабатывающей промышленности фрезерные станки являются большим благом. Тем не менее, использование услуг по фрезерованию от опытных поставщиков услуг всегда рекомендуется для получения высококачественных деталей с прецизионной механической обработкой. Одним из таких опытных и надежных поставщиков фрезерных услуг в США является компания BDE Manufacturing Technologies. Здесь работает команда квалифицированных специалистов, которые отлично разбираются в механообработке.
Особенно для обрабатывающей промышленности фрезерные станки являются большим благом. Тем не менее, использование услуг по фрезерованию от опытных поставщиков услуг всегда рекомендуется для получения высококачественных деталей с прецизионной механической обработкой. Одним из таких опытных и надежных поставщиков фрезерных услуг в США является компания BDE Manufacturing Technologies. Здесь работает команда квалифицированных специалистов, которые отлично разбираются в механообработке.
Ваша мастерская с ЧПУ в Портленде, Хиллсборо, штат Орегон
ЗАПРОСИТЬ ЦЕНУ
Принцип работы ФРЕЗЕРНОГО СТАНКА
Автор: admin
ФРЕЗЕРНЫЙ СТАНОК
Введение: Фрезерование — это операция резания, при которой металл удаляется путем подачи обрабатываемой детали на вращающуюся фрезу с одной или несколькими режущими кромками. Плоские или криволинейные поверхности многих форм могут быть обработаны фрезерованием с хорошим качеством и точностью. Фрезерный станок также можно использовать для сверления, прорезания пазов, изготовления круглых профилей и нарезания зубчатых колес с помощью соответствующих насадок.
Фрезерный станок также можно использовать для сверления, прорезания пазов, изготовления круглых профилей и нарезания зубчатых колес с помощью соответствующих насадок.
Принцип работы : Заготовка удерживается на рабочем столе станка. Движение стола контролирует подачу заготовки против вращающейся фрезы. Фреза устанавливается на шпиндель или оправку и вращается с высокой скоростью. Другого движения, кроме вращения, у фрезы нет. По мере продвижения заготовки зубья фрезы удаляют металл с поверхности заготовки, и получается желаемая форма.
Конструкция горизонтально-фрезерного станка : Основными частями машины являются основание, колонна, колено, седло, стол, перекладина, опора вала и подъемный винт.
1. Основание : Обеспечивает поддержку и жесткость станка, а также служит резервуаром для смазочно-охлаждающей жидкости.
2. Колонна : Колонна представляет собой основную опорную раму, установленную вертикально на основании. Колонна имеет коробчатую форму, сильно ребристая внутри и содержит все приводные механизмы шпинделя и подачи стола.
Колонна имеет коробчатую форму, сильно ребристая внутри и содержит все приводные механизмы шпинделя и подачи стола.
3. Колено : Колено представляет собой жесткую отливку, закрепленную на передней поверхности колонны. Колено перемещается вертикально по направляющим, и это движение позволяет регулировать расстояние между фрезой и установленной на столе заготовкой. Регулировка осуществляется вручную или автоматически с помощью подъемного винта, расположенного ниже колена.
4. Седло : Седло опирается на колено и представляет собой промежуточную часть между коленом и столом. Седло перемещается поперечно, т. е. крест-накрест (внутрь или наружу) по направляющим, предусмотренным на колене.
5. Стол : Стол опирается на направляющие в седле и поддерживает работу. Стол изготовлен из чугуна, его верхняя поверхность точно обработана и имеет Т-образные пазы, в которых размещается прижимной болт для фиксации работы. Рабочий стол и, следовательно, установленное на нем задание совершают движения в трех направлениях:
а). Вертикальное (вверх-вниз) движение обеспечивается подъемом или опусканием колена.
Вертикальное (вверх-вниз) движение обеспечивается подъемом или опусканием колена.
б). Перекрестное (внутрь или наружу) или поперечное движение, обеспечиваемое перемещением седла относительно колена.
в). Продольное (вперед-назад) движение обеспечивается маховиком, установленным сбоку подающего шнека.
В дополнение к вышеуказанным движениям стол универсально-фрезерного станка можно поворачивать на 45° в любую сторону от центральной линии и таким образом подавать под углом к шпинделю.
6. Overar m: Overarm устанавливается в верхней части колонны и направляется точно по обработанным поверхностям. Overarm является опорой для беседки.
7. Опора вала : Опора вала устанавливается на стрелу и может быть зажата в любом месте на стреле. Его функция заключается в выравнивании и поддержке различных беседок. Оправка представляет собой обработанный вал, который удерживает и приводит в движение фрезы.
8. Подъемный винт : Движение вверх и вниз к колену и столу обеспечивается подъемным винтом, который приводится в действие вручную или автоматически.