Фрезеровка на токарном станке: Услуги фрезеровки на токарном станке по металлу Москва
Содержание
Фрезерование на токарном станке в категории «Промышленное оборудование и станки»
поиск в товарах / по продавцам
Запчасти и оснастка для станков
Услуги металлообработки
Устройства цифровой индикации
Токарные станки
Услуги деревообработки
Художественные лаки, грунтовки, добавки
Услуги обработки композитных материалов
Техническая литература
Контакторы и пускатели
Гибочные станки
Товары, общее
Фрезерные и фрезерно-гравировальные станки
Приспособления для инструментов
Фрезы
Токарные станки по дереву
Гравировальные работы
Услуги обработки пластмасс
Держатели полотенец
Металлорежущий инструмент, общее
Твердосплавные инструменты
Токарный станок 180-350 mm + подарки на 2000 гривен
Готово к отправке
29 000 грн
Купить
Токарный станок WM 210 V, 210*400 mm 850w+ подарок на 2000 гривен
Готово к отправке
37 000 грн
Купить
Токарные работы с ЧПУ токарка . серийка ЧПУ металооюработка
серийка ЧПУ металооюработка
Услуга
160 грн/услуга
200 грн/услуга
Запорожье
Токарный станок по металлу JET BD-3 на 260 Ватт
Готово к отправке
26 799 грн
Купить
Металлообработка любой сложности
Услуга
от 1 грн
Фрезерование металла на станках с ЧПУ
Услуга
Цену уточняйте
ПП «Авалон 2002″Черкассы
Токарный станок с ЧПУ CN-Х36-Х1 с функцией фрезерования
Под заказ
Цену уточняйте
УЦИ на токарный станок, цифровая линейка 300 мм PROTESTER 5304-300A
Готово к отправке
1 948.80 грн
Купить
УЦИ на токарный станок, цифровая линейка 200 мм PROTESTER 5304-200A
Готово к отправке
1 843.80 грн
Купить
УЦИ на токарный станок, цифровая линейка 500 мм PROTESTER 5304-500A
Готово к отправке
2 566.20 грн
Купить
2
3
Вперед
Показано 1 — 29 товаров из 200+
Смотрите также
Уци на токарный станок
Электродвигатель 7. 5 квт
5 квт
Токарний верстат по металлу
Электродвигатель 3 квт
Линейка шаблон строительная
Фрезерные работы услуги
Фрезеровка металла на станке с чпу
Фрезеровка гнутых фасадов мдф
Чпу станок машина
Фрезер
Токарный станок
Верстат
Светодиодная цифровая индикация
Holzmann
Токарные работы услуги
Фрезерование на токарном станке со скидкой
Фрезерование на токарном станке оптом
Популярные категории
Промышленное оборудование и станки
Станки
Запчасти и оснастка для станков
Общие детали и узлы машин и механизмов
Устройства цифровой индикации
Промышленные услуги
Услуги металлообработки
Металлообрабатывающие станки
Токарные станки
Подарки, хобби, книги
Книги, журналы, печатная продукция
Техническая литература
Насколько вам
удобно на проме?
Комплексная модернизация фрезерования — Модернизация металлорежущих станков
Комплексная модернизация фрезерования
Категория:
Модернизация металлорежущих станков
Комплексная модернизация фрезерования
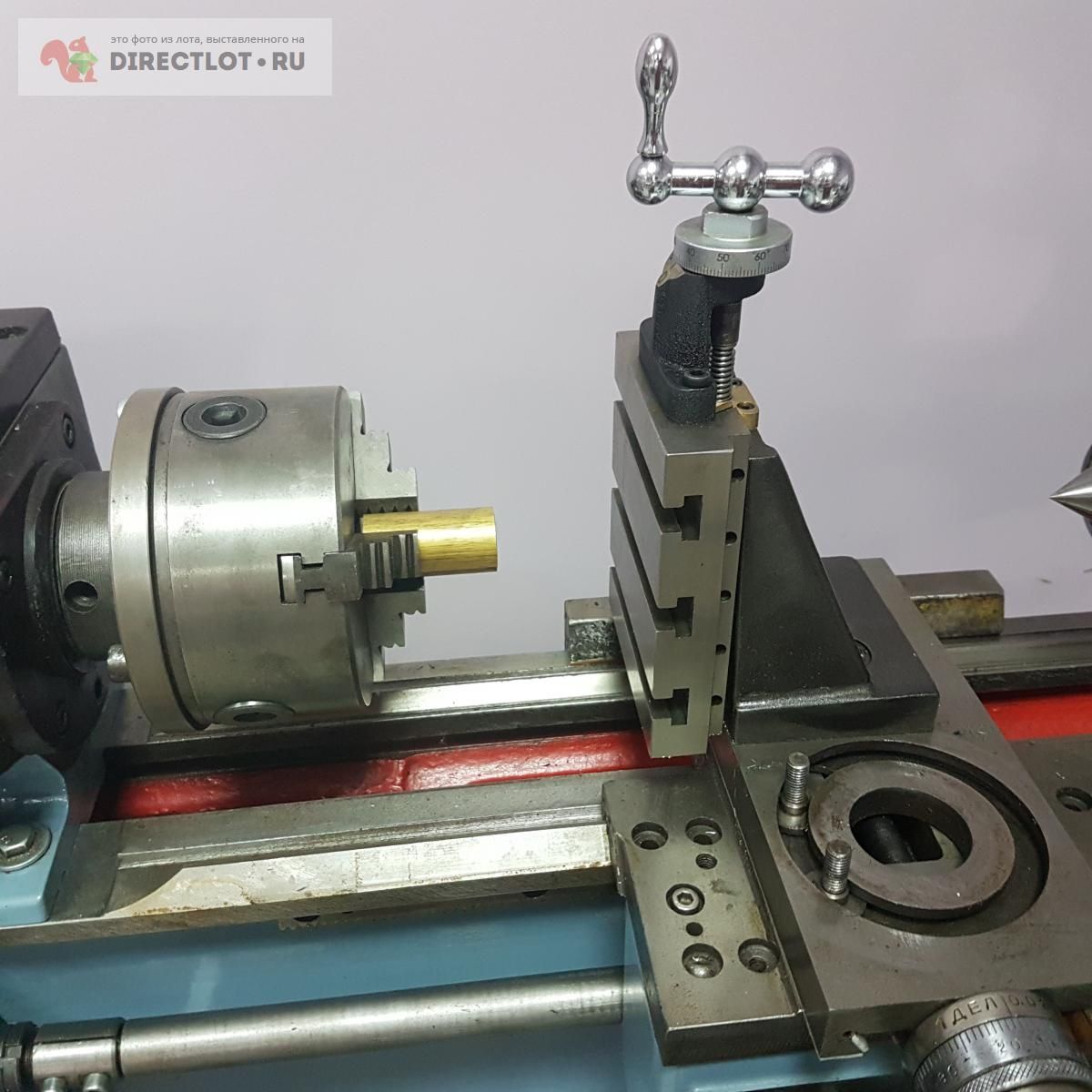
В ряде случаев после проведения комплексной модернизации-па токарных станках можно успешно выполнять различные фрезерные операции. При этом нередко токарный станок не теряет своего основного назначения, а только приобретает новые технологические возможности. Таково фрезерование шпоночных пазов и шлицев. Несмотря на свою простоту, эти операции представляют известные трудности, особенно при обработке пазов на длинных и тяжелых валах. Не всегда на заводах есть специальные шпоночные станки с удлиненными подставками и точными установочными механизмами. Ось шпоночной канавки должна точно совпадать с диаметральной осью вала. Многих затруднений можно избежать, дополняя токарные станки специальными фрезерными головками. Их применение значительно повышает точность обработки и экономит штучное время на 15—20%.
При этом нередко токарный станок не теряет своего основного назначения, а только приобретает новые технологические возможности. Таково фрезерование шпоночных пазов и шлицев. Несмотря на свою простоту, эти операции представляют известные трудности, особенно при обработке пазов на длинных и тяжелых валах. Не всегда на заводах есть специальные шпоночные станки с удлиненными подставками и точными установочными механизмами. Ось шпоночной канавки должна точно совпадать с диаметральной осью вала. Многих затруднений можно избежать, дополняя токарные станки специальными фрезерными головками. Их применение значительно повышает точность обработки и экономит штучное время на 15—20%.
Рис. 1. Фрезерозание шпоночного паза на комплексно модернизированном токарном станке.
Особенно целесообразно оснащать шпоночно-фрезерными головками крупные токарные станки. Как показал опыт ряда турбинных заводов, в этом случае отпадает необходимость в ручной разметке пазов и их последующей обработке на специальных фрезерных или расточных станках при длительной переустановке и выверке крупногабаритных и тяжелых валов.
Рис. 2. Устройство для фрезерования торцовых шлицев на токарном станке.
На рис. 1 показано получение продольных шпоночных пазов на модернизированном токарном станке тяжелого типа. Справа на поперечных салазках станка смонтирована перемещающаяся фрезерная головка с индивидуальным электродвигателем. Схема фрезерования показана отдельно.
Токарный станок после модернизации обогатился новыми технологическими возможностями: после обточки шеек вала с одной установки можно производить фрезерование пазов или канавок.
Не снимая изделия с токарного станка, можно также профрезеровать и шлицы. Для этой цели служит изображенная на рис. 2 специальная фрезерная головка, устанавливаемая с помощью переходной втулки в пиноль задней бабки токарного станка или в гнездо револьверной головки револьверного станка типа 1336М. Она может быть применена также на одношпиндельных автоматах модели 1125 и 1А136.
Устройство и работа шлицефрезерной головки таковы: при вращении детали (изображена пунктиром) от зажимной цанги при помощи поводкового пальца, установленного в прорези цанги, вращение передается шпинделю фрезерной головки. На поперечном гайке головки установлена малая коническая шестерня. Обкатываясь по неподвижной шестерне, она заставляет вращаться валик с закрепленной на нем дисковой фрезой. При продольной подаче фрезы происходит фрезерование торцового шлица на головке винта.
На поперечном гайке головки установлена малая коническая шестерня. Обкатываясь по неподвижной шестерне, она заставляет вращаться валик с закрепленной на нем дисковой фрезой. При продольной подаче фрезы происходит фрезерование торцового шлица на головке винта.
Рис. 3. Комплексная модернизация системы СИП для фрезерования профиля турбинных лопаток на токарном станке.
Дополнив токарные станки фрезерными устройствами с различными системами копирования (по жесткому шаблону, со следящими механизмами или с цифровым программным управлением), на них можно успешно осуществлять обработку деталей со сложными пространственными поверхностями.
На рис. 3 показана схема фрезерования профилей турбинных лопаток на модернизированном токарном станке. Копирное приспособление установлено вместо верхнего суппорта станка. Следящий ролик касается фасонной поверхности объемного копира, находящегося в одном приспособлении с фрезеруемой заготовкой. При вращении шпинделя станка начинают вращаться жестко связанные с ним объемный копир и обрабатываемая заготовка.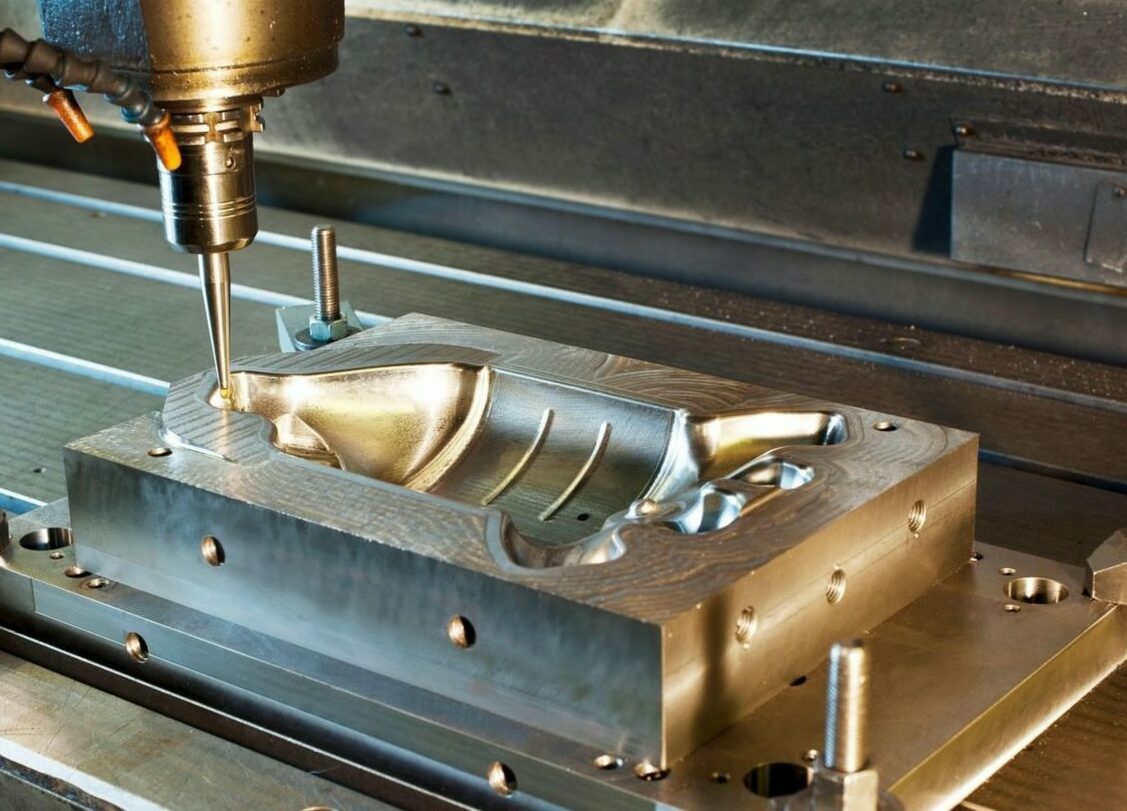 Благодаря своей криволинейной поверхности копир через следящий ролик заставляет поворачиваться вокруг своей оси качалку, а вместе с ней и фрезу, получающую вращение от индивидуального электродвигателя через редуктор и две клино-ременные передачи.
Благодаря своей криволинейной поверхности копир через следящий ролик заставляет поворачиваться вокруг своей оси качалку, а вместе с ней и фрезу, получающую вращение от индивидуального электродвигателя через редуктор и две клино-ременные передачи.
Таким образом, копириые движения осуществляются вследствие качания фрезерного приспособления вокруг отнесенной назад оси. Заготовка 8 закреплена в специальном приспособлении и поджата удлиненным центром задней бабки. Процесс обработки происходит при вращении заготовки от шпинделя станка, качании фрезы от копирного устройства, вращении ее от индивидуального электродвигателя и продольной подаче на самоходе. Врезание фрезы в заготовку осуществляется от винта, воздействующего через рычаг на собачку качалки. Проведенная модернизация системы СИП позволяет фрезеровать все сечение профиля одновременно. Обработка ведется узкой строчкой размером 0,6—I мм на один оборот лопатки дисковой фрезой, заточенной по радиусу или одним так называемым летучим резцом.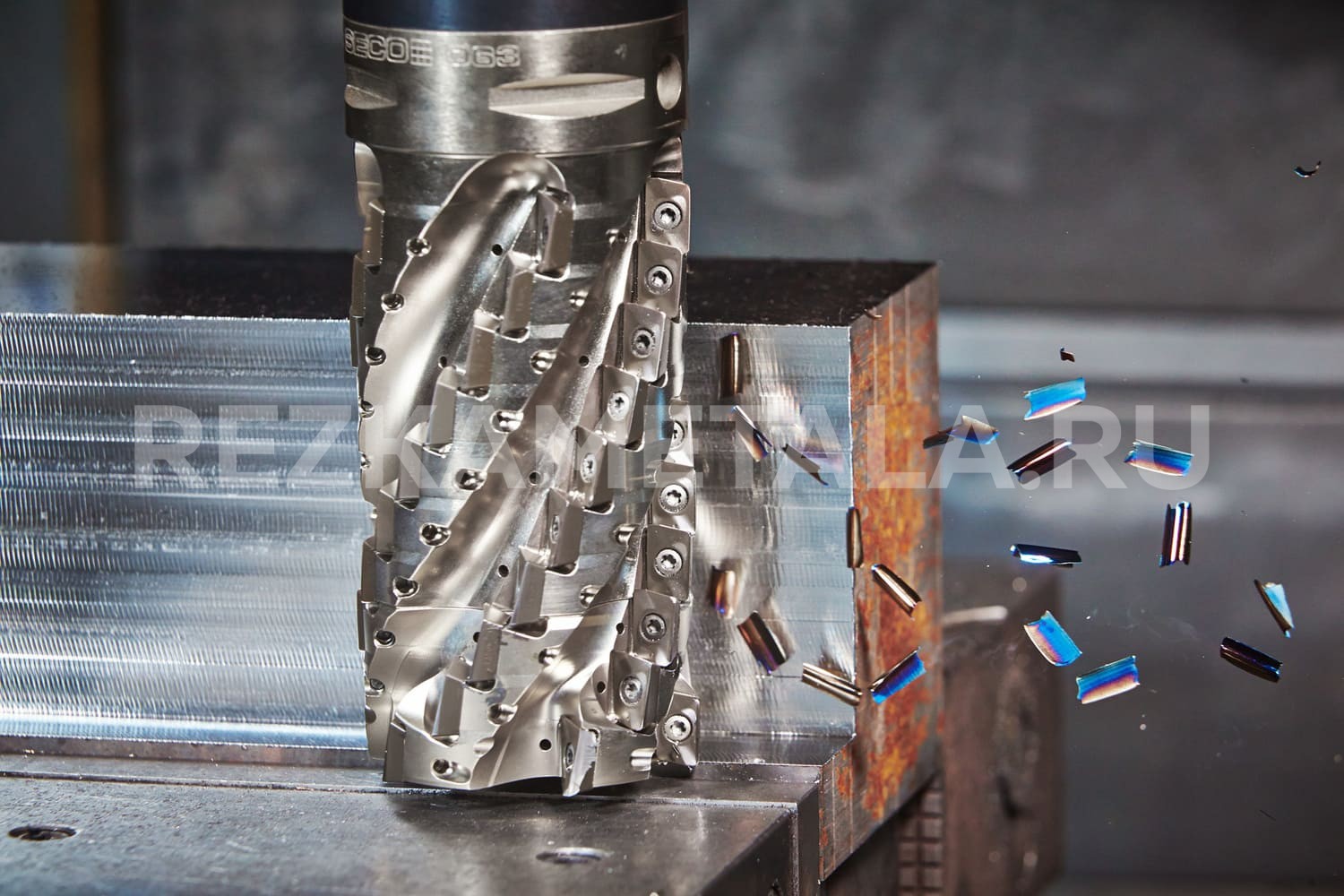
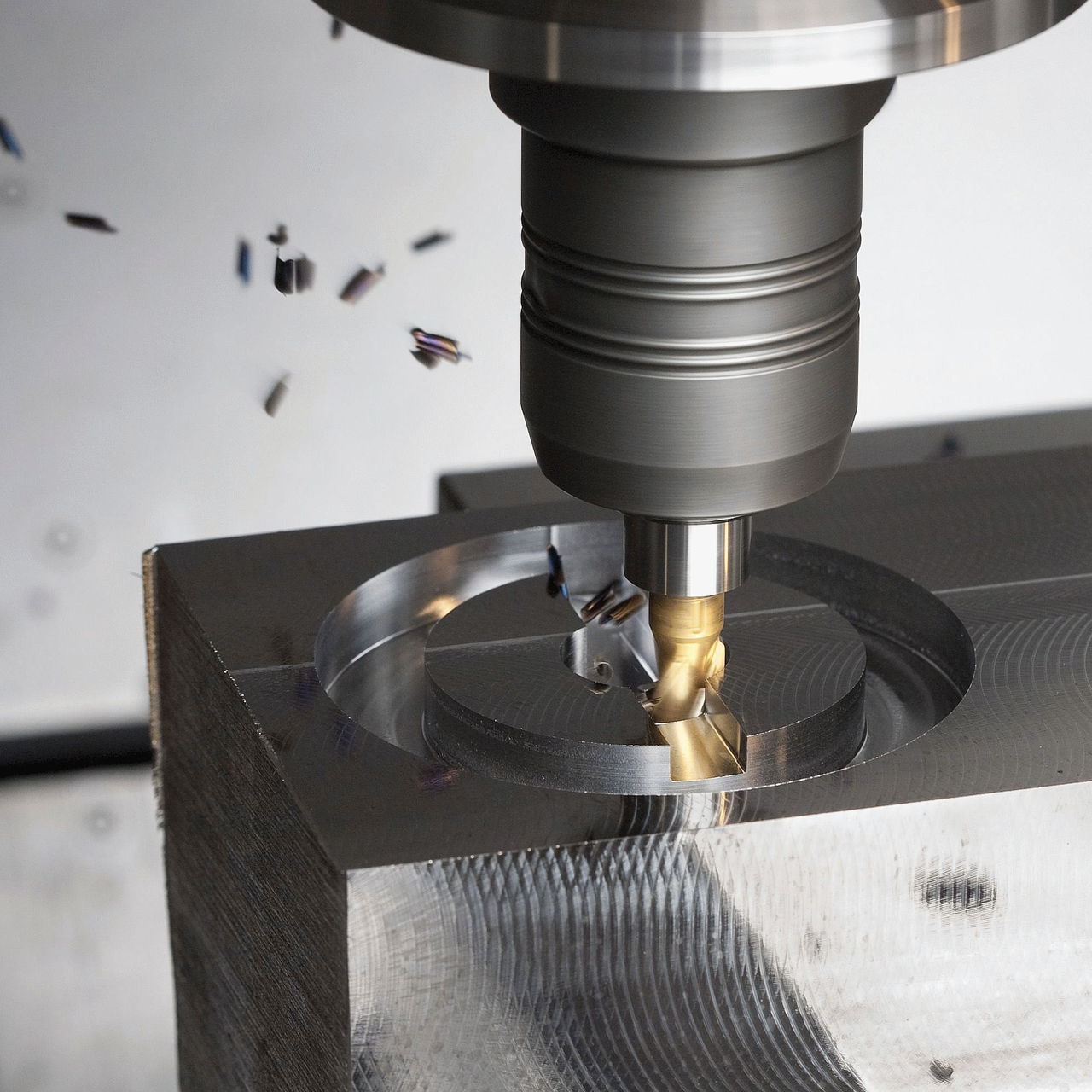
Рис. 4. Фрезерование на токарном станке с программным управлением
Значительно точнее и производительнее можно производить обработку сложных пространственных поверхностей на токарном станке фрезерной головкой, оснащенной программным управлением. Фирма «Бендикс» в США разработала систему программного управления фрезерной головки для получения сложных профильных поверхностей на универсальных токарных станках. Заготовка обрабатываемой детали, закрепленная в патроне и поддерживаемая центром задней бабки, получает вращение от шпинделя станка. Фрезерная головка размещена на суппорте станка и в процессе обработки движется вместе с ним в сторону передней бабки. Фасонная поверхность на вращающейся детали образуется за счет непрерывного изменения поперечных подач при постоянной продольной подаче фрезерной головки. С этой целью в считывающий механизм программного управления закладывается перфорированная лента, на которой в закодированном виде нанесены изменения Д2, Д3 и т. д. величин радиусов-векторов сечения детали.
Возникающие при считывании ленты командные импульсы взаимодействуют с импульсами от сельсинов обратной связи и включают через электродвигатель винт поперечной подачи фрезерной головки. Вследствие этого фреза с различной скоростью то приближается, то удаляется от центра вращающейся заготовки, обеспечивая автоматическую обработку поверхности заданного профиля.
Реклама:
Читать далее:
Прорезка торцовых пазов
Статьи по теме:
- Точение многогранников
- Технико-экономическая эффективность автоматической линии
- Автоматизация контрольной операции
- Автоматизация бесцентрового шлифования
- Автоматизация чистовой обточки
Общие — Архив | токарно-фрезерная приставка — хорошо? плохой? | Практик-механик
Пирс Батлер
Горячекатаный
#1
Я рассматриваю возможность покупки или изготовления токарно-фрезерного приспособления. Я хотел бы фрезеровать некоторые валы для шпоночных пазов и тому подобного. Валы не больше 1 дюйма в диаметре. Это пустая трата времени и денег или что-то разумное? В идеале была бы предпочтительнее небольшая мельница, но мне действительно не хватает места в магазине.
Джим Розен
Алмаз
#2
Работают нормально. Имейте в виду, что вы будете выполнять гораздо более легкие пропилы с более медленной скоростью
, чем на фрезерном станке. Если вы готовы торговать своим временем таким образом,
Если вы готовы торговать своим временем таким образом,
именно для этого и предназначена фрезерная насадка.
Имеет значение и то, к какому токарному станку они крепятся. Больше = лучше.
9-дюймовый южный изгиб — это миниум начального уровня.
Jim
JST
Алмаз
#3
шпоночные канавки, для которых они подходят.
Если бы вы захотели добыть какой-нибудь настоящий материал, вы бы всегда были там со сталью. Алюминий На самом деле, я сделал серьезную фрезеровку, используя Palmgren
Тип S-B / Atlas, вероятно, намного лучше, чем Palmgren.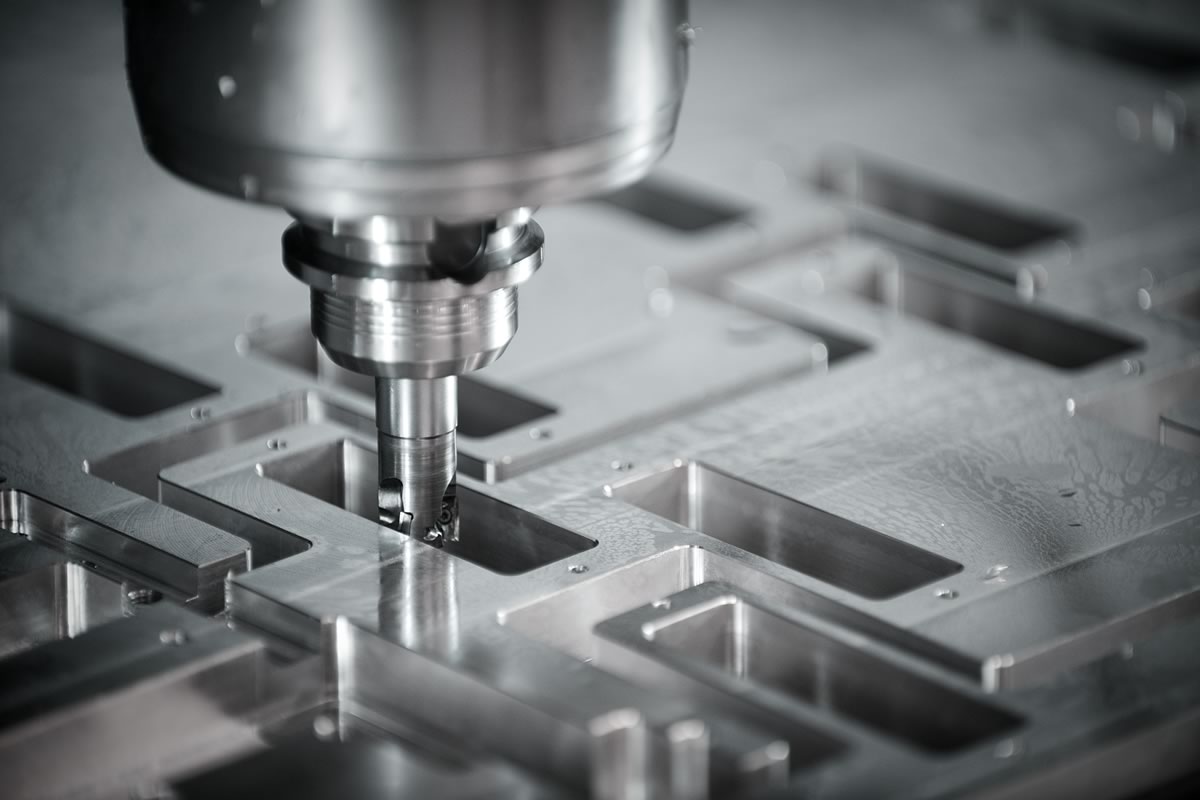 У меня последний, и если вы его приобретете, то советую сразу вставить съемное отверстие под конусный штифт, чтобы регулировка наклона держалась строго горизонтально……
У меня последний, и если вы его приобретете, то советую сразу вставить съемное отверстие под конусный штифт, чтобы регулировка наклона держалась строго горизонтально……
Иначе может отпустить неизбежная вибрация. Это «крайне нежелательно»… Не спрашивайте меня, откуда я это знаю.
Майк Бердик
Чугун
#4
Если вы можете избежать этого, не держите биту в патроне… подвиньте цангу ближе — это будет иметь большое значение.
Джереми
Горячекатаный
#5
Единственное, для чего я использовал фрезерную насадку, это зажать кусок алюминиевого стержня, чтобы сузить конец, а затем просверлить три отверстия на поверхности, расположенные на равном расстоянии друг от друга и перпендикулярно суженной поверхности. Работал нормально, но не могу себе представить фрезерование с ним (хотя у меня для этого есть фреза/дрель).
Унка Джордж
Алюминий
#6
Фрезерование на токарном станке
Насадки работают нормально, пока вы выполняете легкие резы.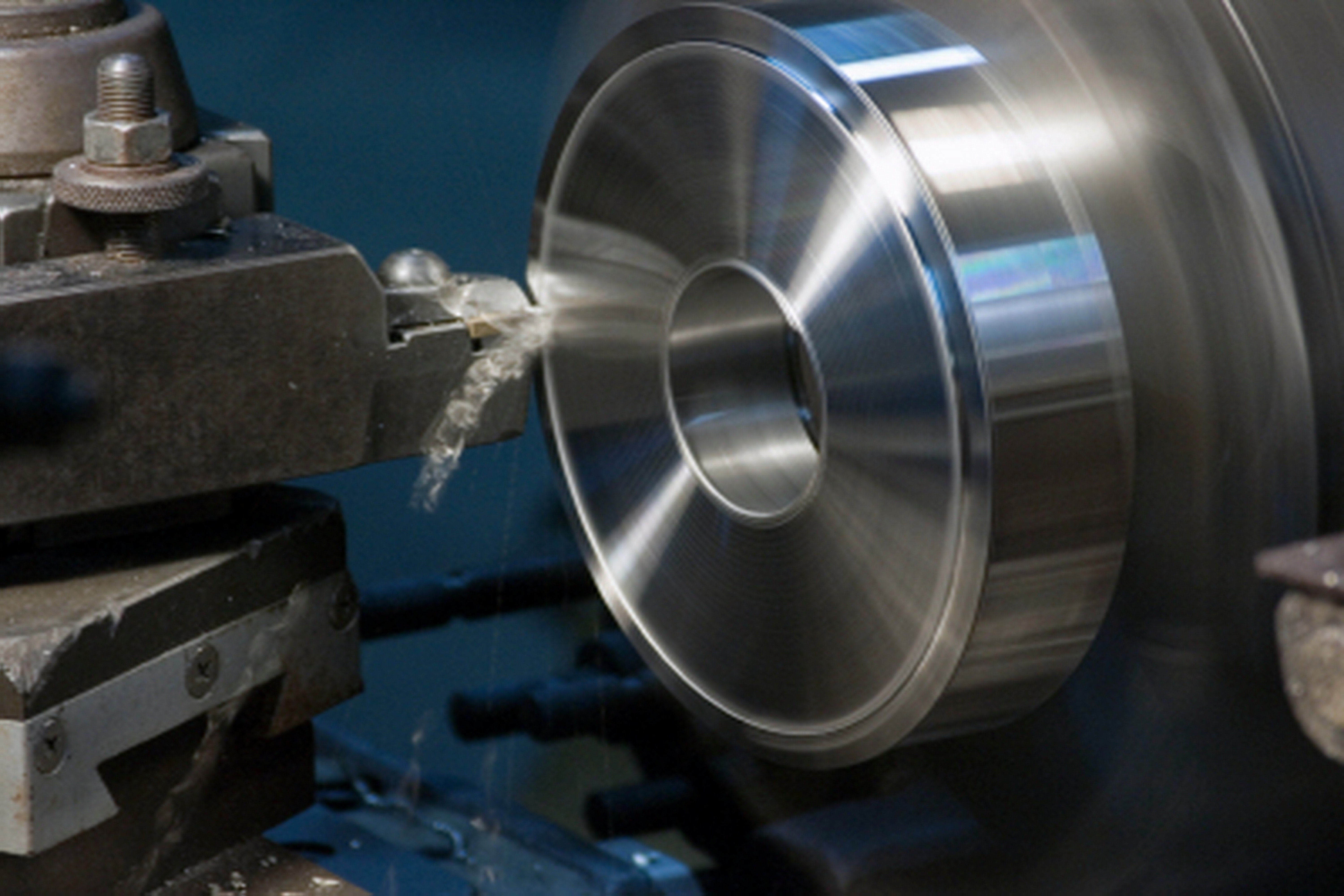
Самая важная деталь — это то, как вы держите фрезу. Никогда не используйте сверлильный патрон, так как он не рассчитан на боковые нагрузки. Получите один из многих держателей концевых фрез с лентой Морзе с резьбовым хвостовиком. Скорее всего, вам также понадобится переходник для переходника шпинделя к концевой фрезе, поскольку они обычно имеют конус Морзе № 2 или № 3, а конусы шпинделя больше. Используйте кусок нити с большой шайбой для тяги.
Большая часть поставляемых станков поставляется, но для примера см.
http://www.use-enco.com/CGI/INPDFF?PMPAGE=447&PARTPG=INLMK32
Скорее всего, вам потребуется отрезать конец переходника на конус Морзе.
например см.
http://www.use-enco.com/CGI/INSRIT?PMAKA=214-8025&PMPXNO=946616&PARTPG=INLMK32
Это позволяет быстро менять концевые фрезы. Вы также можете установить 4-кулачковый патрон или изготовить держатель для крепления к лицевой панели, но это требует времени для установки, а замена концевых фрез может быть болезненной.
Обратите внимание, что вам потребуются концевые фрезы с плоскостью «Weldon» для установочного винта [вы можете заточить сами]
Сэкономьте себе кучу времени и потраченных сил/денег и купите «Фрезерные операции на токарном станке» от Tubal Cain ISBN 0-85242-840-5 c20 долларов США.
Несколько источников в США, но см.
http://www.amazon.com/Milling-Opera…05/ref=sr_11_1?ie=UTF8&qid=12135
&sr=11-1
Сообщите группе, как вы разбираетесь.
[электронная почта защищена]
Нержавеющая сталь
#7
На самом деле некоторые фрезерные приспособления могут выдерживать довольно сильные пропилы.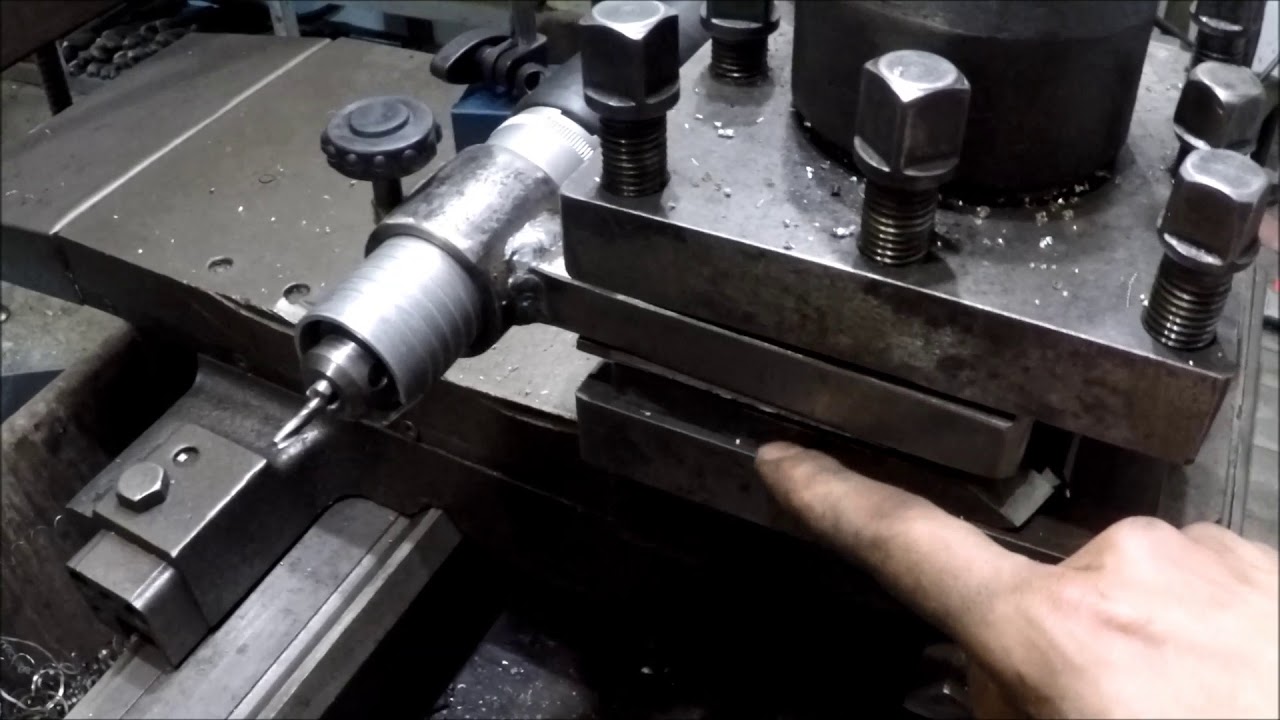 Испытание правительства США для VersaMil ТРЕБУЕТ, чтобы он сделал вырез шириной 3/4 дюйма и глубиной 3/8 в валу на токарном станке, вырезав двадцать дюймов шпоночного паза за двадцать минут. Использование зубчатой фрезы — НЕ ПРОБЛЕМА.
Испытание правительства США для VersaMil ТРЕБУЕТ, чтобы он сделал вырез шириной 3/4 дюйма и глубиной 3/8 в валу на токарном станке, вырезав двадцать дюймов шпоночного паза за двадцать минут. Использование зубчатой фрезы — НЕ ПРОБЛЕМА.
Случайному пользователю VersaMil может и не подойти, но фрезерные головки VersaMil и Master используются во всем мире для нарезания шпонок, плоских поверхностей и выполнения всех видов фрезерных работ на токарных станках. МНОГИЕ верфи фрезеруют валы на своих токарных станках просто потому, что это проще, чем пытаться настроить вал на мельнице. С VersaMil или Master LAthe Convertor ваша концевая фреза удерживается в настоящей фрезерной головке. www.versamil.com
Майк72
Горячекатаный
#8
Если вам нужно только фрезерное приспособление для нарезания прямых шпоночных пазов, вы можете вместо этого изготовить составной v-образный блок с v на центральной линии токарного станка (>). Очень прост в настройке, так как вам нужно только выровнять вал (зажатый в >) перпендикулярно станине токарного станка.
JST
Алмаз
#9
Yo….. Брайан……….
2 балла……оба вам известны
мы имеем в виду, что РЕЗАК едет на тележке …… вместо РАБОТЫ.
2) Минимальный размер машины для использования Versa-Mil немного больше (и, следовательно, более жесткий), чем типичный размер S-B, который будет иметь фрезерную насадку.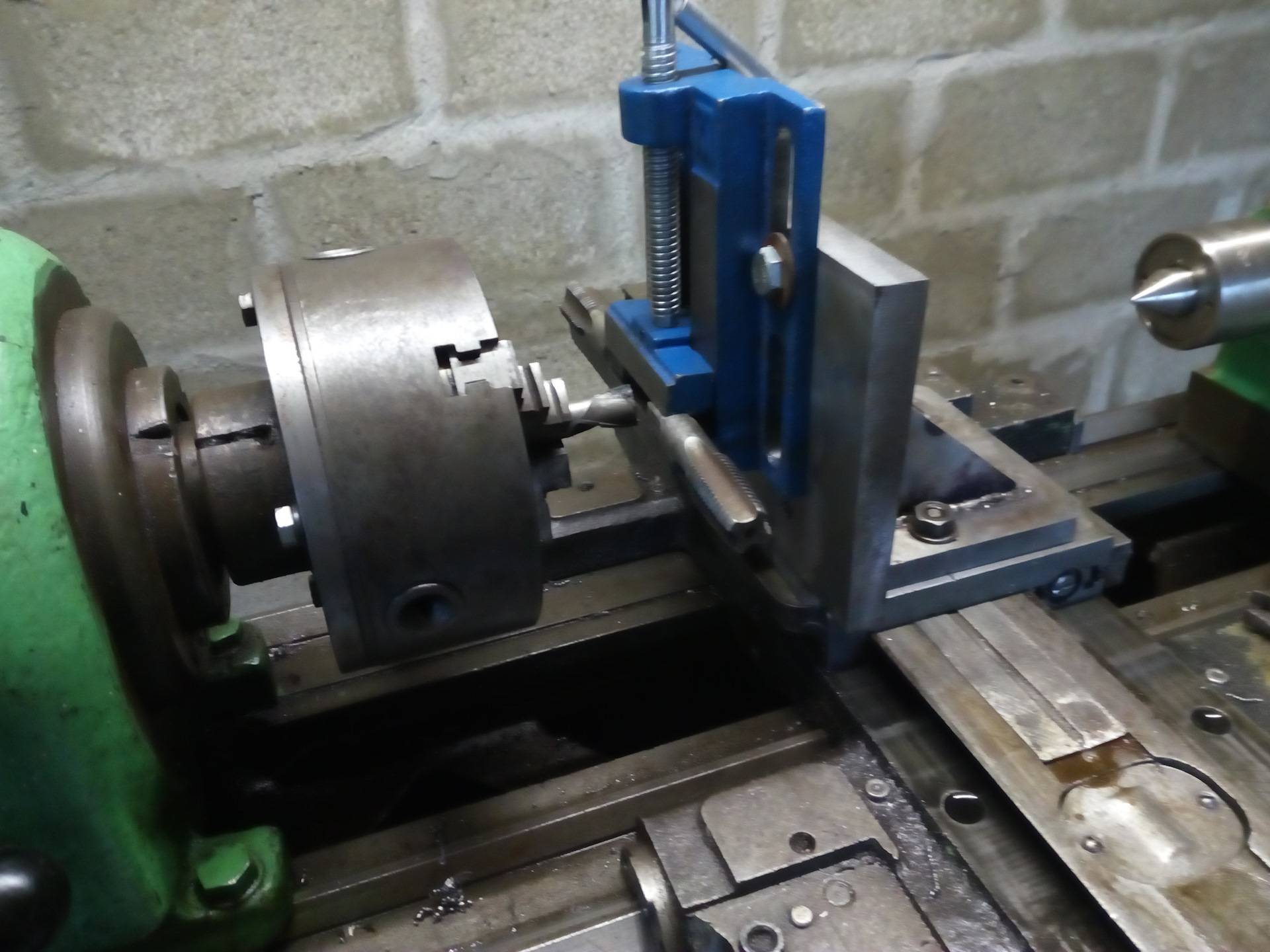 …. В основном это не более 10 дюймов, и Я сомневаюсь, что Versa-mil будет действительно полезно работать на машине меньше, чем 14 дюймов или около того, даже если она «подойдет» к машине меньшего размера. Не так?
…. В основном это не более 10 дюймов, и Я сомневаюсь, что Versa-mil будет действительно полезно работать на машине меньше, чем 14 дюймов или около того, даже если она «подойдет» к машине меньшего размера. Не так?
дшульберт
Алюминий
#10
http://www.amazon.com/Milling-Opera…=sr_1_1?ie=UTF8&s=books&qid=1213631564&sr=1-1
В журнале HSM в 90-х годах в трех или около того выпусках журнала была статья о строительстве фрезерная приставка. Я полагаю, что литейный цех, который отлил основу, может все еще иметь образец. Они брали около 75 долларов за кастинг несколько лет назад. Кроме того, в то же время в HSM была опубликована статья по нескольким проблемам об улучшениях фрезерной насадки Palmgren.
[электронная почта защищена]
Нержавеющая сталь
#11
Хотя эта ветка превратилась в обсуждение фрезерных насадок, используемых путем размещения фрезы в шпинделе токарного станка, исходный пост просто спрашивал о том, хороши или плохи фрезерные насадки. VersaMil — это фрезерная насадка для токарного станка. Самая маленькая фрезерная головка VersaMil использует инструмент с конусом Морзе № 2 и подходит для использования на небольшом токарном станке. ОДНАКО, вы не можете делать работу высокого качества на низкокачественных машинах. Если токарный станок не очень прочный, вам не удастся на нем фрезеровать – с VersaMil ИЛИ фрезерной насадкой.
Настоящая проблема при фрезеровании на токарном станке заключается в том, что седло не предназначено для приложения к нему нагрузок, которые могут ПОДНИМАТЬ седло. Из-за сил резания в токарном станке седло ВСЕГДА прижимается к станине станка. Фрезерование не всегда заставляет седло опускаться, поэтому вы получаете болтовню и паршивую отделку. НЕКОТОРЫЕ токарные станки, такие как Monarch 10EE, на самом деле имеют подшипники в нижней части седла, которые удерживают седло от подъема. Эти токарные станки НАМНОГО больше подходят для использования с фрезерной насадкой. Так что, к сожалению, в хобби домовладельца различные токарные станки, фрезерование может быть неприятной задачей.
Я понимаю, что о покупке нового Versamil не может быть и речи для большинства машинистов-любителей. ОДНАКО, существует множество ИСПОЛЬЗУЕМЫХ VersaMils, которые находятся в ценовом диапазоне серьезного домашнего мастера. Это просто еще один доступный вариант для выполнения работы на минимальном пространстве. Я регулярно получаю сообщения о том, что небольшие наборы VersaMil доступны менее чем за 1000 долларов. Армия использовала буквально тысячи таких наборов за последние пятьдесят лет, и большинство их избыточных наборов — это меньший размер № 31 с конусом Морзе номер два. Учитывая все навесное оборудование, это настоящая выгода для небольшого магазина.
Я регулярно получаю сообщения о том, что небольшие наборы VersaMil доступны менее чем за 1000 долларов. Армия использовала буквально тысячи таких наборов за последние пятьдесят лет, и большинство их избыточных наборов — это меньший размер № 31 с конусом Морзе номер два. Учитывая все навесное оборудование, это настоящая выгода для небольшого магазина.
JST
Алмаз
#12
Качели какого размера «полезно» подходят для небольшого устройства?
Парочка, которую я видел, была очень большой единицей…..
И хотя маленький S_B или Logan и т. д., скорее всего, не кандидаты, 10-дюймовый Sheldon или 11-дюймовый Rockwell достаточно крепок для чего угодно. .. … Таким образом, доступны машины меньших размеров, которые достаточно прочны, если навесное оборудование подходит.
.. … Таким образом, доступны машины меньших размеров, которые достаточно прочны, если навесное оборудование подходит.
[электронная почта защищена]
Нержавеющая сталь
№13
Модель Versamil #31 имеет квадратное основание в четыре дюйма и вместе с двигателем весит около 60 фунтов. Это будет хорошо работать на 10-дюймовом токарном станке и больше. Опять же, более тяжелые станки такого размера будут работать лучше, чем GRIZZLY. Логаны, Шелдон, Роквелл — все они гораздо лучше подходят для фрезерования, чем Атлас. Факт в том, что я бы сказал, что фрезерование на Atlas было бы уроком разочарования.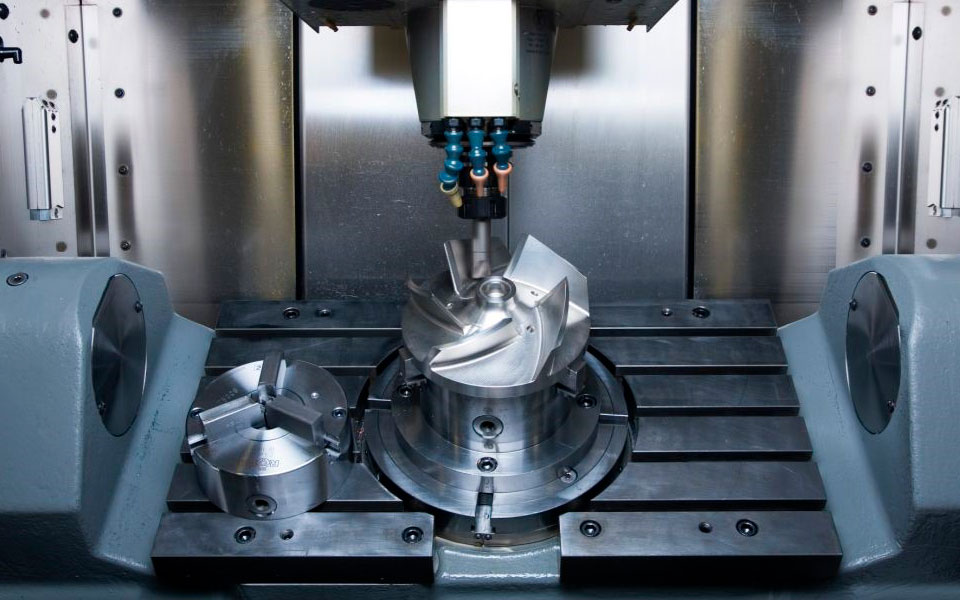 № 32 со шпинделем Морзе № 3 отлично работает на моем Monarch 10EE. Их качели всего двенадцать дюймов, но при весе в 3500 фунтов они чертовски крепкие!
№ 32 со шпинделем Морзе № 3 отлично работает на моем Monarch 10EE. Их качели всего двенадцать дюймов, но при весе в 3500 фунтов они чертовски крепкие!
Прямо сейчас у меня есть на складе очень большая установка с квадратным основанием в пятнадцать дюймов, двигателем мощностью 10 лошадиных сил, приводящим в движение шпиндель с конусом в пятьдесят. Весит больше, чем большинство маленьких токарных станков, полторы тысячи фунтов. Я не знаю, стал бы я использовать его даже на моем 32-дюймовом свинге Axelson весом 20 000 фунтов!
Пирс Батлер
Горячекатаный
№14
Брайан,
Думаю, о Versamill не может быть и речи. Хотя я считаю себя серьезным любителем, я не НАСТОЛЬКО серьезен.
Хотя я считаю себя серьезным любителем, я не НАСТОЛЬКО серьезен.
JST
Алмаз
№15
[электронная почта защищена] сказал:
Опять же, более тяжелые станки такого размера будут работать лучше, чем GRIZZLY. Логаны, Шелдон, Роквелл — все они гораздо лучше подходят для фрезерования, чем Атлас. Факт в том, что я бы сказал, что фрезерование на Atlas было бы уроком разочарования.
Нажмите, чтобы развернуть…
Вычеркните Logan из списка. .. возможно, для этого он ХУЖЕ, чем Atlas, из-за того, что нет другого способа установить насадку, кроме как на компаунде… что делает МНОГО потенциальных помоев и игр…..
.. возможно, для этого он ХУЖЕ, чем Atlas, из-за того, что нет другого способа установить насадку, кроме как на компаунде… что делает МНОГО потенциальных помоев и игр…..
S_B и даже Атлас снимаешь компаунд и надеваешь насадку.. Гораздо лучше система, в несколько раз меньше интерфейсов.
Ничего из вышеперечисленного вряд ли будет хорошо работать с полсотни фрез на компаунде. Если бы вы сняли его и установили прямо на крестовину с Т-образным пазом, это могло бы работать очень хорошо. У меня есть такая крестовина для Логана, и это был бы один из способов, если бы вам просто нужна была фрезерная насадка.
в целом, я бы посоветовал мельницу…… никакая фрезерная насадка не подходит……. Вам нужен довольно маленький городок, чтобы сделать его экономичным в универсальной ремонтной мастерской. ….. время-деньги, а приставка потратит их впустую.
Насадка Палмгрен на Логан…..
Маховик на палмгрен вертикальный не оригинал, который меньше. Кроме того, небольшой стержень, удерживающий навесное оборудование немного дальше от компаунда, потому что в противном случае вертикальная направляющая ударяется о предмет
.
Рик Хэнд
Горячекатаный
№16
У меня есть фрезерная насадка Palmgren и Globe. Сайт Великобритании показывает глобус, я верю. Он имеет вертикальную направляющую «Тяжелый для размера токарного станка», которая соединяется с станиной токарного станка, чтобы дать вам ось Z (?). Это было лучше, чем Palmgren на 10-дюймовом Logan, который у нас был. У нас на работе есть тяжелая десятка SB, которая находится в очень хорошем состоянии, и она работает с Palmgren намного лучше, чем Atlas (12-дюймовый Craftsman) или 10-дюймовый Logan, который у меня был. .Хотя эти приспособления открыли для меня новые горизонты, я очень благодарен за то, что у меня есть фрезерный станок, хотя и менее желанный.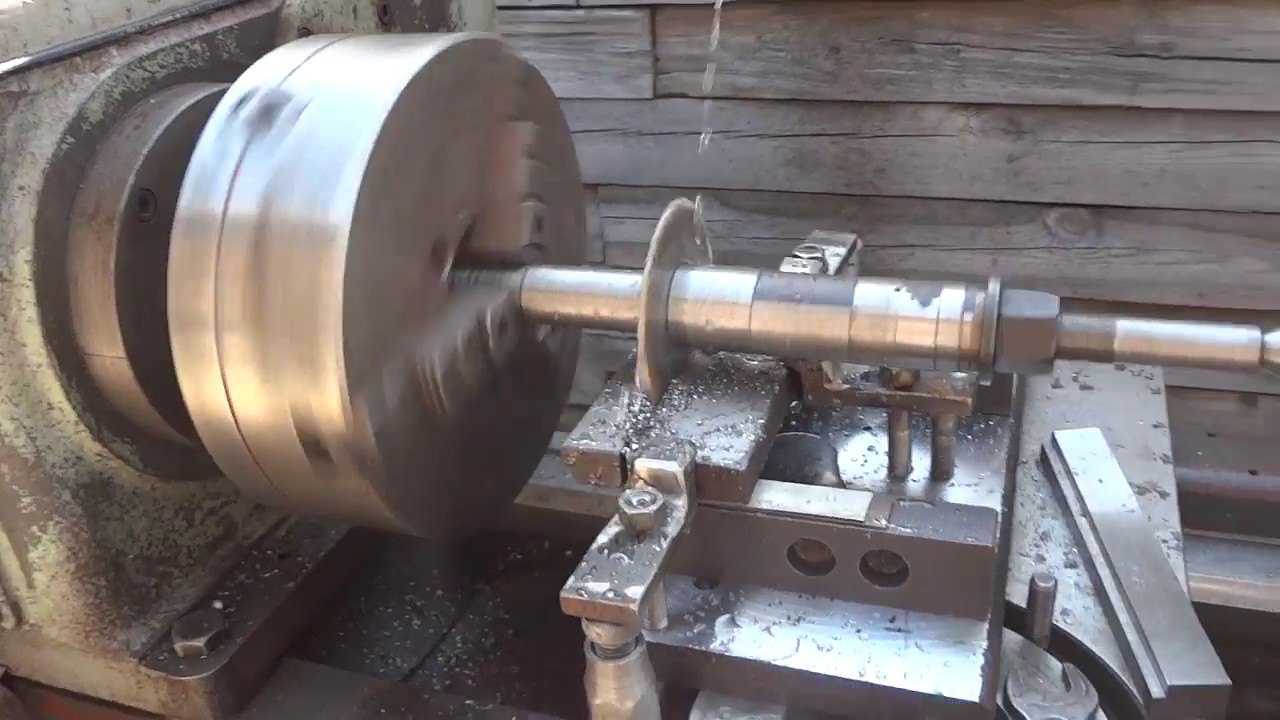 На самом деле, эти приспособления заставили меня хотеть фрезерный станок еще сильнее!Тем не менее, вы можете успешно фрезеровать на токарном станке, будучи пациент
На самом деле, эти приспособления заставили меня хотеть фрезерный станок еще сильнее!Тем не менее, вы можете успешно фрезеровать на токарном станке, будучи пациент
Рик
гвилсон
Алмаз
# 17
Не в обиду Versamill, но цена меня действительно отталкивает. К тому времени, когда вы купите насадку и несколько дополнений, вы могли бы купить полноразмерную мельницу. Я уверен, что они найдут свое место в таких местах, как корабли и т. д., где пространство в большом почете. У оригинальных юнитов, которые я видел, обычно не хватает кусков в их круглых Т-образных слотах. Новую еще не видел.
Пирс Батлер
Горячекатаный
# 18
Унка’ Джордж сказал:
Насадки работают нормально, пока вы делаете легкие порезы.
Самая важная деталь — это то, как вы держите фрезу. Никогда не используйте сверлильный патрон, так как он не рассчитан на боковые нагрузки. Получите один из многих держателей концевых фрез с конусом Морзе с резьбовым хвостовиком.
Нажмите, чтобы развернуть…
Можно ли использовать цангу для удержания концевой фрезы вместо держателя фрезы MT?
Джим Розен
Алмаз
# 19
Так я их запускал, концевые фрезы в цанге (3С). Помните, что вы не будете
вы будете перемещать большое количество материала с помощью этих насадок, вы будете сильно давить, если
вы сделаете рез в десять тысяч футов шириной в полдюйма.
Концевые фрезы в принципе могут высасываться из цанг, но прежде чем это произойдет, вы собьете фрезерную насадку
с поперечных салазок.
Джим
Иоганн Онезорг
Горячекатаный
#20
Hy,
см. здесь:
здесь:
http://www.sc-c.com/metallathe/MLA-5.html
Полностью из чугуна. Я бы убил за него, но этот материал слишком тяжелый, чтобы тащить его домой в Германию…
Ура,
Иоганн
Общий | Фрезерование на токарном станке | Практик-механик
куксул08
Алюминий
#1
Я постараюсь сделать это кратко и лаконично, чтобы привлечь ваше внимание
У меня есть токарный станок KBC 12×36, который я хочу переоборудовать для ручного фрезерования. Я никогда раньше не занимался фрезерованием дома (только на работе или в школе), поэтому у меня пока нет специальных инструментов для фрезерования.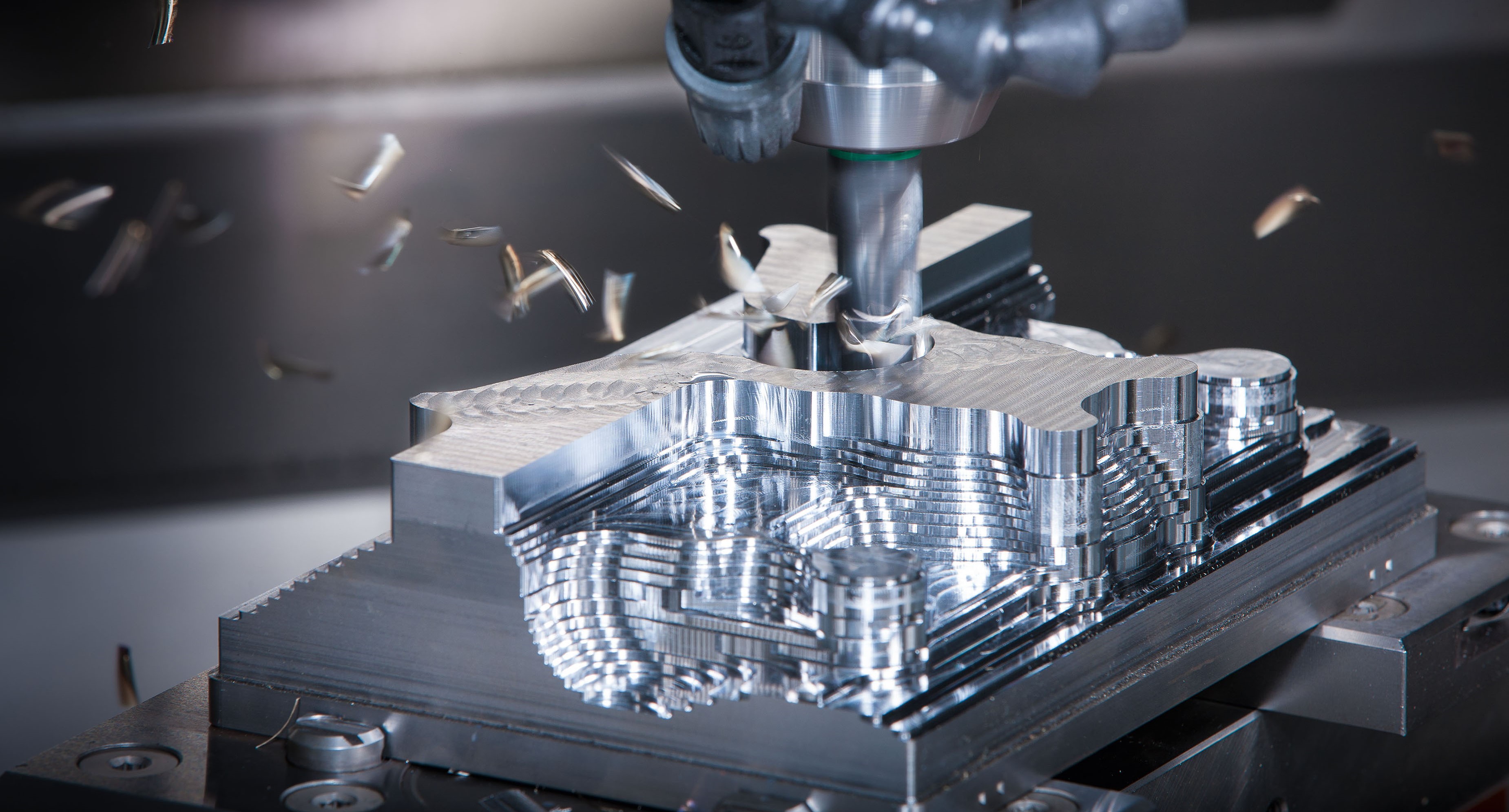
План состоит в том, чтобы наклонить компаунд на угловой пластине и прикрепить небольшие (2-3 дюйма) тиски туда, где находится резцедержатель.
Итак, теперь у меня есть следующие вопросы:
1. Угловая пластина — какие-либо конкретные рекомендации?Та, что показана на модели, имеет размер 8x8x8 без ребер, что позволит точно центрировать компаунд, но немного выступает за поперечный салазок. Глядя на несколько, которые стоят около 50-60 долларов.
2. Тиски — опять есть предложения? В первую очередь я смотрел на «тиски для прецизионных инструментов», но неуклюжесть безвинтового механизма и отсутствие вариантов крепления заставили меня отвернуться. Я искал что-то вроде этого: LittleMachineShop.com — тиски, 3-дюймовая прецизионная фрезеровка подделки Kurt Ang-Lock, которую можно купить за 70-120 долларов. Я хотел бы услышать от любого, кто имеет опыт работы с одним из них, особенно в отношении подъема челюсти, силы зажима и общего качества
3. Наконец, для начала мне понадобятся концевые фрезы общего назначения.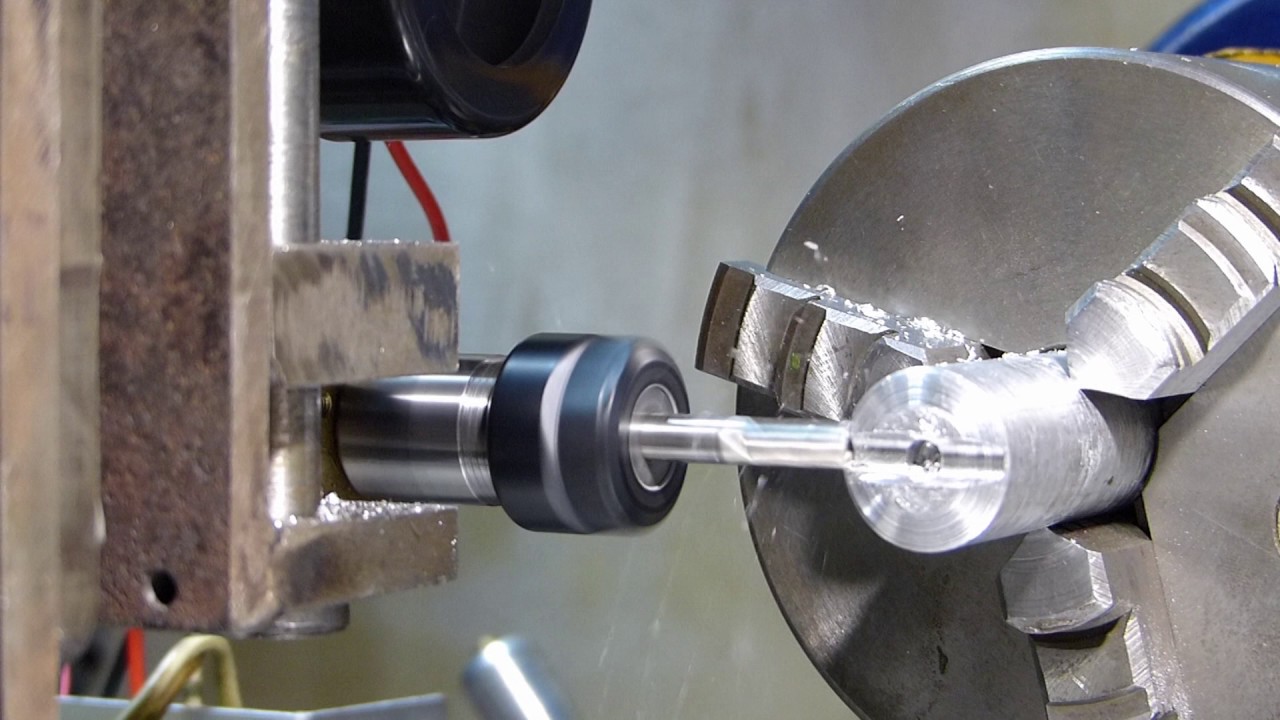 Со временем я куплю больше специальных инструментов. Я смотрю на Atrax твердосплавные концевые фрезы марки Enco с 3 канавками — диаметры 1/8″ и 3/8″.0007
Со временем я куплю больше специальных инструментов. Я смотрю на Atrax твердосплавные концевые фрезы марки Enco с 3 канавками — диаметры 1/8″ и 3/8″.0007
У меня ограниченный бюджет, но я уверен, что стоит потратить больше на инструмент, который я смогу хранить и использовать долгое время. Заранее благодарю за любой совет! До сих пор этот форум был отличным ресурсом.
Металлорез
Титан
#2
Получите угловую пластину с ребрами или, по крайней мере, удвоенную толщину ноги, указанную на чертеже САПР.
Самая слабая часть системы находится в районе поперечного борта. Большие подшипники шпинделя будут хорошо поддерживать резку.
Большие подшипники шпинделя будут хорошо поддерживать резку.
Концевые фрезы с тремя канавками хороши. Выбирайте малую глубину резания, и ваши инструменты будут хорошо держаться.
Неглубокий означает, что не более 1/2 диаметра фрезы для алюминия и до 1/4 диаметра для стали. Начните с этого и постепенно переходите к большей глубине, если машина не становится «ворчливой».
С уважением,
Стэн-
смешанный
Чугун
#3
Вам нужно будет предусмотреть регулировку по вертикали, чтобы извлечь из этого реальную пользу. На протяжении многих лет было продано множество приспособлений для токарно-фрезерных станков различными компаниями или изготовлено в домашних условиях. Вот прочный дизайн:
Вот прочный дизайн:
Фрезерование тестовых образцов, отлично работает с легкими резами. фото — Фотографии Жана Де Розье на pbase.com
Деннис
Давид Утиджян
Титан
#4
За гораздо меньшие деньги, чем вы вложите в свой проект, вы можете купить фрезерную насадку для своего токарного станка. Пальмгрен делал несколько разных моделей (150 и 250). Модель 250 Пальмгрен подойдет для вашего токарного станка. Хорошая вещь в том, чтобы купить его готовым, это то, что поперечные оси уже проиндексированы до 0,001 дюйма, и большинство ошибок были устранены в дизайне.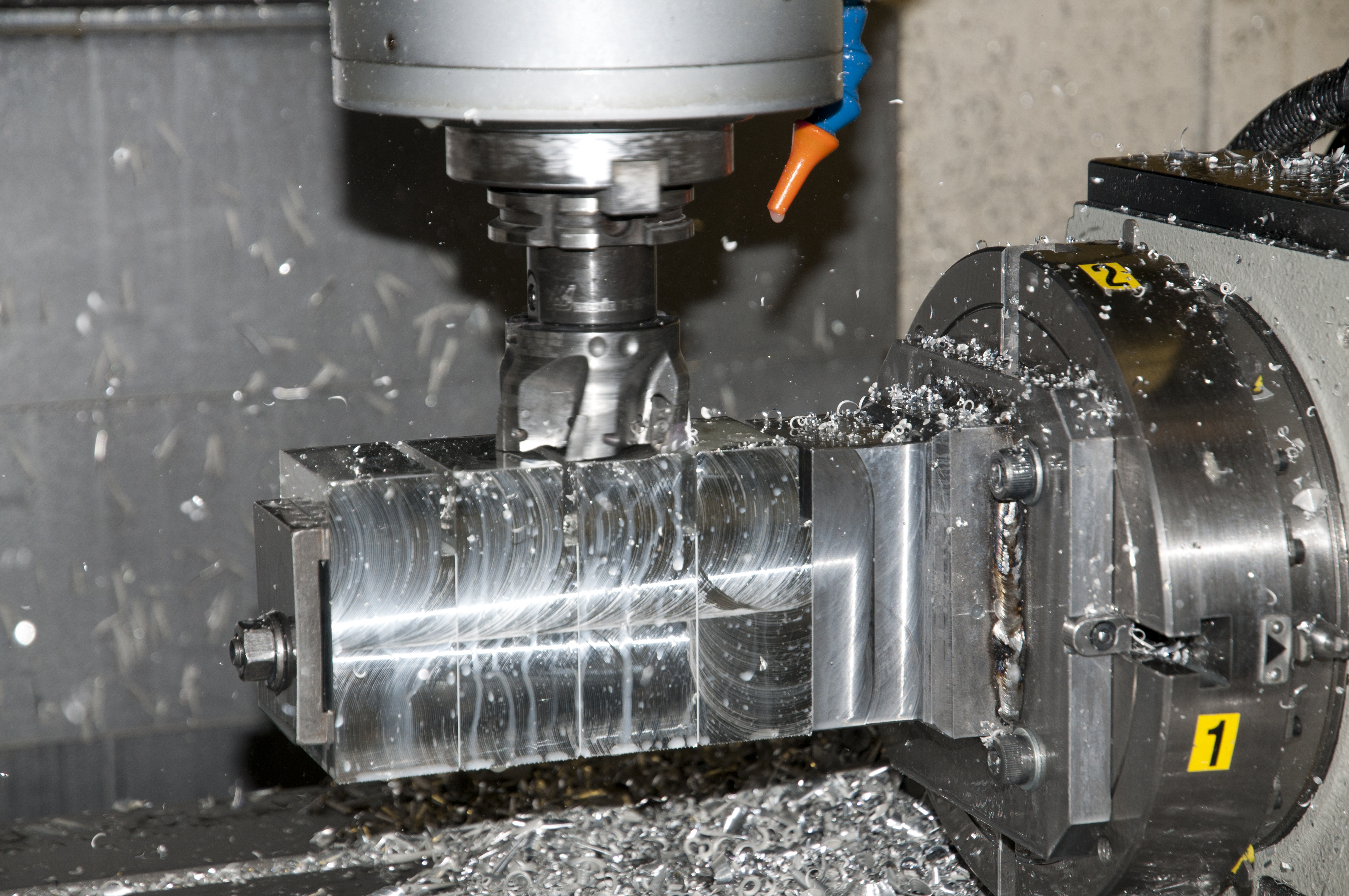 0007
0007
MLA Tools также представляет собой очень хороший комплект для фрезерной насадки. Конечно, вам понадобится доступ к мельнице, чтобы сделать это. Ну… если вы хорошо разбираетесь в настройках, возможно, вы сможете сделать это на своем токарном станке.
Фрезерная насадка (MLA-5
-DU-
Форрест Эдди
Алмаз
#5
Вот классная фрезерная насадка для реверс-инжиниринга. Это единственное приспособление для токарно-фрезерной обработки, которое я считаю не хромым. Жесткий и сильный.
http://www.tpa-us.com/pdf/Reliance%20Gear%20Tech%20Data.pdf
Прокрутите четыре или пять экранов вниз. Фрезерная приставка находится прямо под чертежом в разрезе шпинделя станка и над черно-белым изображением конусной приставки, установленной на каретке.
Фрезерная приставка находится прямо под чертежом в разрезе шпинделя станка и над черно-белым изображением конусной приставки, установленной на каретке.
куксул08
Алюминий
#6
Металлорез сказал:
Получите угловую пластину с ребрами или, по крайней мере, удвоенную толщину ножек, показанную на чертеже САПР.
Самая слабая часть системы находится в районе поперечного борта. Большие подшипники шпинделя будут хорошо поддерживать резку.
Концевые фрезы с тремя канавками хороши.
Выбирайте малую глубину резания, и ваши инструменты будут хорошо держаться.
Неглубокий означает, что не более 1/2 диаметра фрезы для алюминия и до 1/4 диаметра для стали. Начните с этого и постепенно переходите к большей глубине, если машина не становится «ворчливой».
С уважением,
Стан-
Нажмите, чтобы развернуть…
Спасибо за совет. Я сосредоточусь на версиях с перепонками, а не на открытых версиях ради жесткости. Толщина в САПР — это всего лишь предположение, поскольку на большинстве сайтов на самом деле вам не говорят, какова толщина пластины.
Что касается скорости, я не слишком беспокоюсь, если мне придется делать более медленные и неглубокие разрезы, так как это просто для личного использования. Я недавно настроил свои гибы и успешно набрал все заметные помои в слайдах. Я надеюсь, что это поможет в фрезеровании без вибрации.
миксденни сказал:
Вам нужно будет предусмотреть регулировку по вертикали, чтобы извлечь из этого реальную пользу.
На протяжении многих лет было продано множество приспособлений для токарно-фрезерных станков различными компаниями или изготовлено в домашних условиях. Вот прочный дизайн:
Фрезерование тестовых образцов, отлично работает с легкими резами. фото — Фотографии Жана Де Розье на pbase.com
Деннис
Нажмите, чтобы развернуть…
По сути, это то, что будет делать составная подставка, установленная вертикально. Тиски — это то, что зажимает заготовку и не показано в САПР.
Вот еще один пример: http://www.varmintal.com/milling.jpg со страницы Mini Lathe от Varmint Al, хотя и в меньшем масштабе.
Давид Утиджян сказал:
За гораздо меньшие деньги, чем вы вложите в свой проект, вы можете купить фрезерную насадку для своего токарного станка. Пальмгрен делал несколько разных моделей (150 и 250).
Модель 250 Пальмгрен подойдет для вашего токарного станка. Преимущество покупки готового инструмента заключается в том, что поперечные оси уже проиндексированы до 0,001 дюйма, а большинство ошибок в конструкции устранено.
MLA Tools также представляет собой очень хороший комплект для фрезерной насадки. Конечно, вам понадобится доступ. на мельницу, чтобы сделать это. Ну… если вы хорошо разбираетесь в настройках, возможно, вы сможете сделать это на своем токарном станке.0045 Фрезерная насадка (MLA-5
-DU-
Нажмите, чтобы развернуть…
Мне порекомендовали именно эти модели. Что касается Пальмгрена, я не могу найти его там… Должно быть, я ищу не в том месте. И фрезерная насадка MLA-5 вроде в порядке. Я бы, вероятно, потратил столько же после обработки деталей, и мне не очень нравится механизм тисков.
Форрест Эдди сказал:
Вот отличная фрезерная насадка для реверс-инжиниринга.
Это единственное приспособление для токарно-фрезерной обработки, которое я считаю не хромым. Жесткий и сильный.
http://www.tpa-us.com/pdf/Reliance%20Gear%20Tech%20Data.pdf
Прокрутите четыре или пять экранов вниз. Фрезерная приставка находится прямо под чертежом в разрезе шпинделя станка и над черно-белым изображением конусной приставки, установленной на каретке.
Нажмите, чтобы развернуть…
Я думаю, что вы связали неправильный PDF.
Лофти
Чугун
#7
Многие прошли этот путь, в том числе и я. Ваш вопрос выходит за рамки этого форума, поэтому я буду краток. Вещи, которые будут иметь большое значение:
Ваш вопрос выходит за рамки этого форума, поэтому я буду краток. Вещи, которые будут иметь большое значение:
- Хорошие тиски. Инструментальный тип отлично работает, но его трудно установить.
- Цанговый патрон для фрез. С дышлом.
- Приобретите черновые концевые фрезы меньшего размера.
- Заблокируйте все оси, которым не нужно двигаться. То, что нужно двигаться, должно быть как можно плотнее.
- Сведите к минимуму люфт в гайке поперечной направляющей.
- Не взбирайтесь на мельницу (погуглите).
Вот мое фото, предварительный цанговый патрон. Я не использовал его с тех пор, как у меня появился формирователь. И большой токарный станок.
куксул08
Алюминий
#8
Я читал о плохом усилии зажима инструментальных тисков. Каков ваш опыт в этой области?
У меня есть цанговый доводчик, поставляемый с моим токарным станком, но нет ни цанг, ни патрона, предназначенного для них. Я должен изучить это.
Спасибо за информацию. Я вижу, вы сделали свою собственную угловую пластину. Это действительно все, что необходимо.
Лофти
Чугун
#9
С усилием проблем нет, но сцепление не очень. Бумага исправляет это.
Цанговые патроны ER просты и дешевы.
Да пластину приварил. Забыл размер, позже проверю. Отдал на фрезеровку, чтобы подогнать после сварки.
Давид Утиджян
Титан
#10
kuksul08 сказал:
Мне порекомендовали именно эти модели. Что касается Пальмгрена, я не могу найти его там… Должно быть, я ищу не в том месте. И фрезерная насадка MLA-5 вроде в порядке. Я бы, вероятно, потратил столько же после обработки деталей, и мне не очень нравится механизм тисков.
Нажмите, чтобы развернуть.
..
Они появляются на eBay время от времени. Вот один из них:
Фрезерная насадка Palmgren 150 Atlas Craftsman Logan | ебэй
В другом месте есть новая модель на 250 В за 250 долларов:
http://www.nolansupply.com/bysubcat…lling+Attachments &type=False&specs=True
Я думаю, что цена завышена — 270 долларов с доставкой. Примерно столько стоил новый. Модель 250 гораздо более мощная (у меня есть одна). Обрабатывающий «стол» на этом агрегате также довольно хорошо продуман.
На большинстве фрезерных приспособлений для токарных станков, где шпиндель токарного станка используется в качестве инструментального шпинделя, он будет иметь всю необходимую поддержку режущего инструмента. Проблема всегда будет заключаться в сохранении жесткости и дальности. Диапазон будет превосходным по оси Z, ограничен перемещением поперечного суппорта по оси X и сильно ограничен по оси Y поворотом токарного станка.
Вы почти никогда не сможете выполнять тяжелые и длинные разрезы или работать с такими крупными деталями на том типе навесного оборудования, которое вы рассматриваете.
Если у вас есть поперечный салазок с Т-образными пазами, как у некоторых токарных станков для хобби (Myford) и у некоторых производственных токарных станков с ручным управлением, то вы можете фрезеровать почти напрямую.
Другой тип фрезерного приспособления имеет собственный шпиндель и крепится к задней части станины. Вы получаете те же диапазоны, что и настоящая мельница, а усилия больше соответствуют тому, для чего была разработана каретка токарного станка. Вы также получаете силовую подачу в X и Y. У Maximat было такое приспособление, и их иногда можно увидеть на азиатском импорте.
Page Title
Существует множество вариантов, но вы всегда будете ограничены заготовками размером с кулак или меньше, за некоторыми исключениями.
Вот старое обсуждение Palmgren, Versamil и изготовленных в магазине приспособлений, которые могут вас заинтересовать:
http://www.practicalmachinist.com/vb/general-archive/lathe-milling-attachment-good-bad-159984 /
-ДУ-
Последнее редактирование:
Конрад Хоффман
Титан
#11
Фрезерование на токарном станке кажется хорошей идеей, особенно если у вас нет фрезера, но если люди попытаются это сделать, они редко повторят это снова. Я предполагаю, что большинство фрезерных насадок живут в картонной коробке под токарным станком. ИМХО, практика не может ничего порекомендовать, кроме как метод крайней меры.
9100
Алмаз
#12
Я купил фрезерную насадку Palmgren для моего 9-дюймового токарного станка Logan около 60 с лишним лет назад. Я не помню ни номера модели, ни сведений об изменениях, которые они могли внести, но это было хламом, из тех, что будут Вы нарисовали и четвертовали, если Мили увидит, что размещено здесь. Если я зажимал что-то туго в тисках, оно выгибало спину и блокировало вертикальный затвор. Я действительно использовал его, чтобы заработать деньги пару раз, но только с большим терпением. Тиски все еще рядом, но теперь это просто тиски без крепления или слайда.Хилый токарный станок, на котором я его использовал, не помог.
Фрезерование на токарном станке — это как секс в машине — вы можете заниматься этим, если нужно, но есть много мест получше.
Билл
куксул08
Алюминий
№13
Да, я понимаю, что есть свои компромиссы. На данный момент я готов принять их, так как я использую машину только для развлечения.
Я заметил, что распространенный аргумент против фрезерования на токарном станке заключается в том, что вы потратите столько же на детали, сколько на полпути к специализированному фрезерному станку — маленькому китайскому. Я не уверен, что хотел бы этого — я думаю, что если я стану более серьезным в будущем, это будет намного больше для бывшего в употреблении ЧПУ.
В общем, я рискнул и купил кое-какие детали. У меня около 100 долларов, и я ожидаю еще 100-200 долларов. Я обновлю эту тему своей настройкой, если она сработает.
Единственное, что мне еще нужно, так это тиски. У кого-нибудь есть эти тиски или еще одна подделка Курта? Он может быть слишком большим для токарного станка, но я все равно всегда могу использовать его в гараже.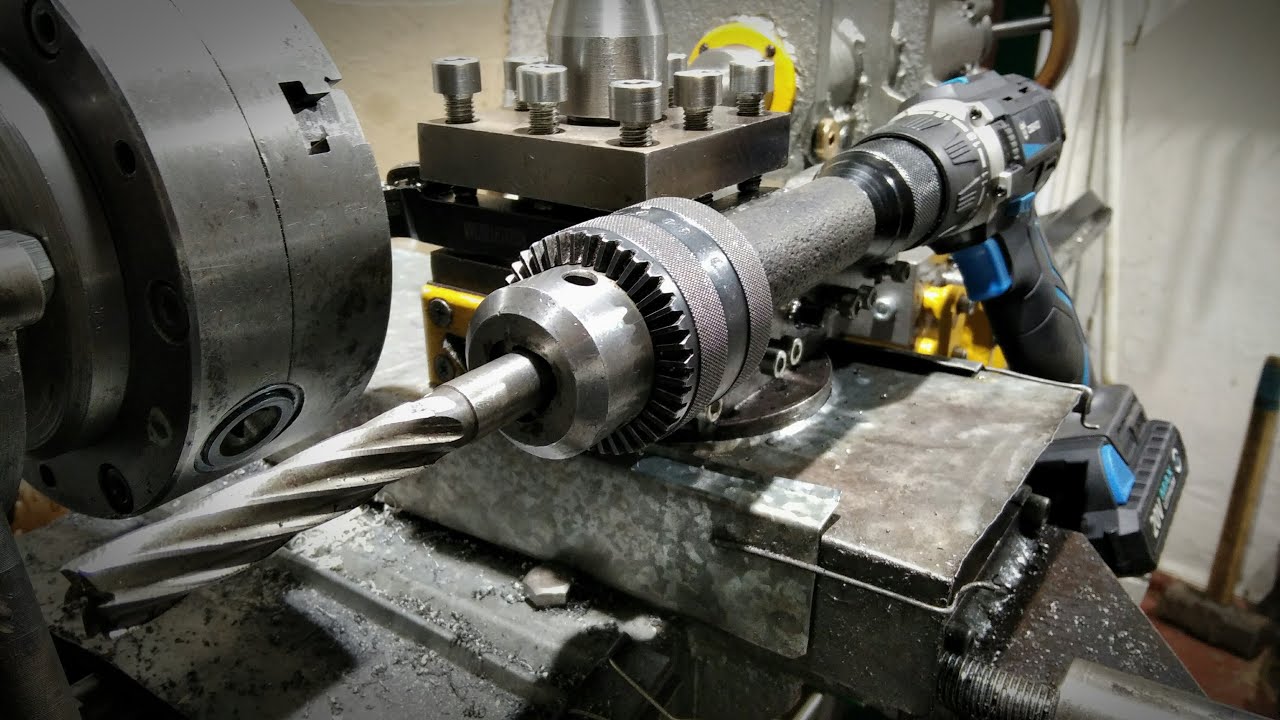 3-ДЮЙМОВЫЕ ТИСКИ ДЛЯ ФРЕЗЕРОВАНИЯ С ПОВОРОТНЫМ ОСНОВАНИЕМ | eBay
3-ДЮЙМОВЫЕ ТИСКИ ДЛЯ ФРЕЗЕРОВАНИЯ С ПОВОРОТНЫМ ОСНОВАНИЕМ | eBay
тревж
Титан
№14
Купить Палмгрен, ИМО.
Дешевле будет, и сразу побежишь.
Вы также сможете извлечь из этого свои деньги (или, по крайней мере, большую их часть), поскольку они будут признаны имеющими некоторую ценность, которой не будет у большинства самодельных единиц.
Получите экземпляр книги Тубала Каина (псевдоним Т. Д. Уолшоу, из Великобритании) под названием «Фрезерование на токарном станке». Этот и Workholding in the Lathe (тот же автор) дадут вам кучу полезной информации, а также укажут на недостатки метода. В любом случае, если вы разместите эти две игры на Amazon, вы должны получить некоторые результаты.
В любом случае, если вы разместите эти две игры на Amazon, вы должны получить некоторые результаты.
Я довольно много фрезеровал на вертикальном салазках на Myford. Комментарий «sex inna car» очень актуален!
Ура
Трев
Конрад Хоффман
Титан
№15
На самом деле секс в машине звучит намного веселее, чем фрезерование на токарном станке.
Тем не менее, мой совет: купите какую-нибудь коммерческую направляющую, привинтите ее к имеющейся в продаже пластине под прямым углом, а затем установите на нее дешевые шлифовальные тиски. Используйте две направляющие, чтобы зажать пазы сбоку тисков на направляющей.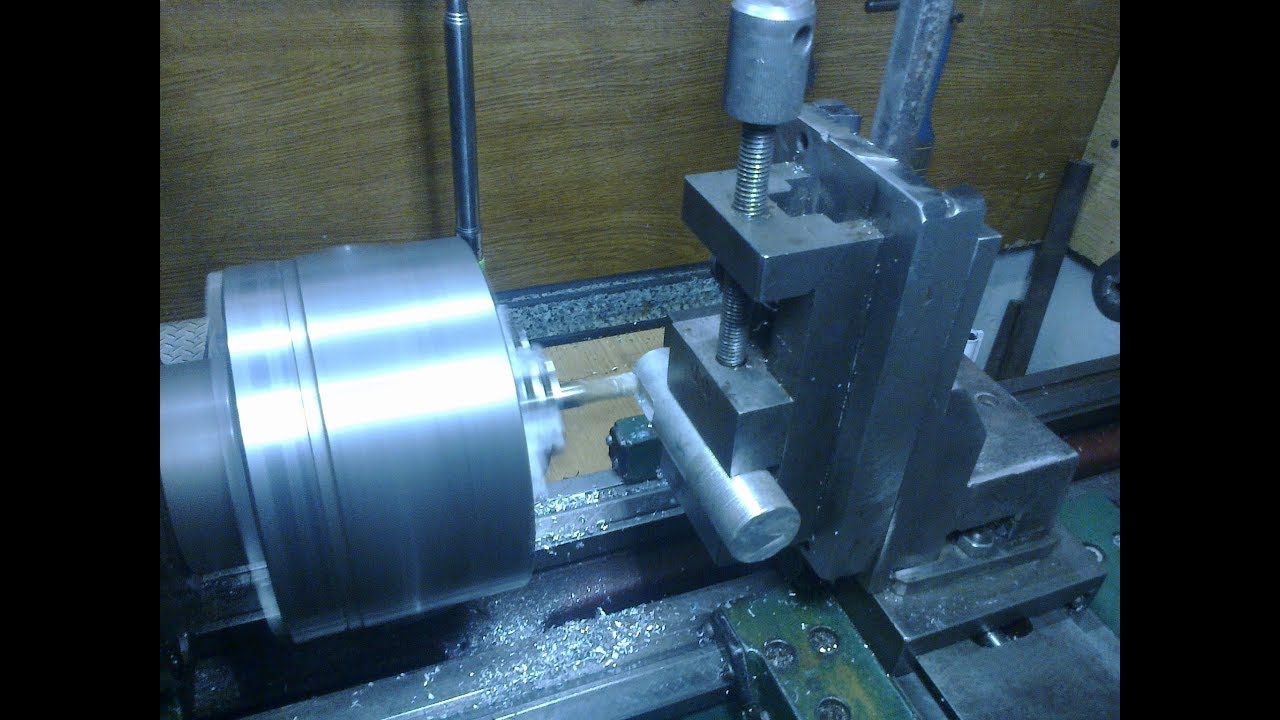 Таким образом, вам не придется много изобретать.
Таким образом, вам не придется много изобретать.
Многие шлифовальные тиски с ходовым винтом не продуманы для установки в подшипник и плохо зажимаются. Немного обработайте конец винта и установите нажимную пластину из делрина, чтобы исправить это. По крайней мере, когда вы откажетесь от фрезерования, у вас будут дешевые шлифовальные тиски, которые работают должным образом.
СтивМ
Алмаз
№16
Я бы не стал использовать концевые фрезы в 3-х кулачковом патроне. У вас закаленные кулачки на твердой концевой фрезе, и сцепление не так уж и велико. Не признаюсь, откуда я это знаю, но на лице одного из моих инструментов есть шрам, который напоминает мне не делать этого.
Вы можете приобрести держатели концевых фрез с конусом Морзе и вставить их в шпиндель, если у вас шпиндель МТ.
Единственное, что я считаю полезным во фрезеровании на токарном станке, это то, что если у вас есть установка на фрезерном станке, которую вы не хотите ломать, вы можете вместо этого использовать токарный станок, что может сэкономить время.
Стив
куксул08
Алюминий
# 17
Об этом… что может произойти, если я буду держать концевую фрезу в патроне? Он просто соскользнет, или сломается, или того хуже?
ДэйвE907
Титан
# 18
Плохо удерживаемая правосторонняя спиральная концевая фреза часто выходит из державки при фрезеровании. Тогда могут случиться плохие вещи. Лучший способ захвата одного из них — с помощью держателя концевой фрезы, второго — с помощью подходящей цангового патрона. Не используйте кулачковый патрон для удержания концевой фрезы. И никогда не используйте сверлильный патрон.
СМТ Джон
Пластик
# 19
Вы можете переосмыслить твердосплавные концевые фрезы. Карбид ненавидит болтовню, и я не думаю, что ты будешь достаточно крепок, чтобы этого избежать.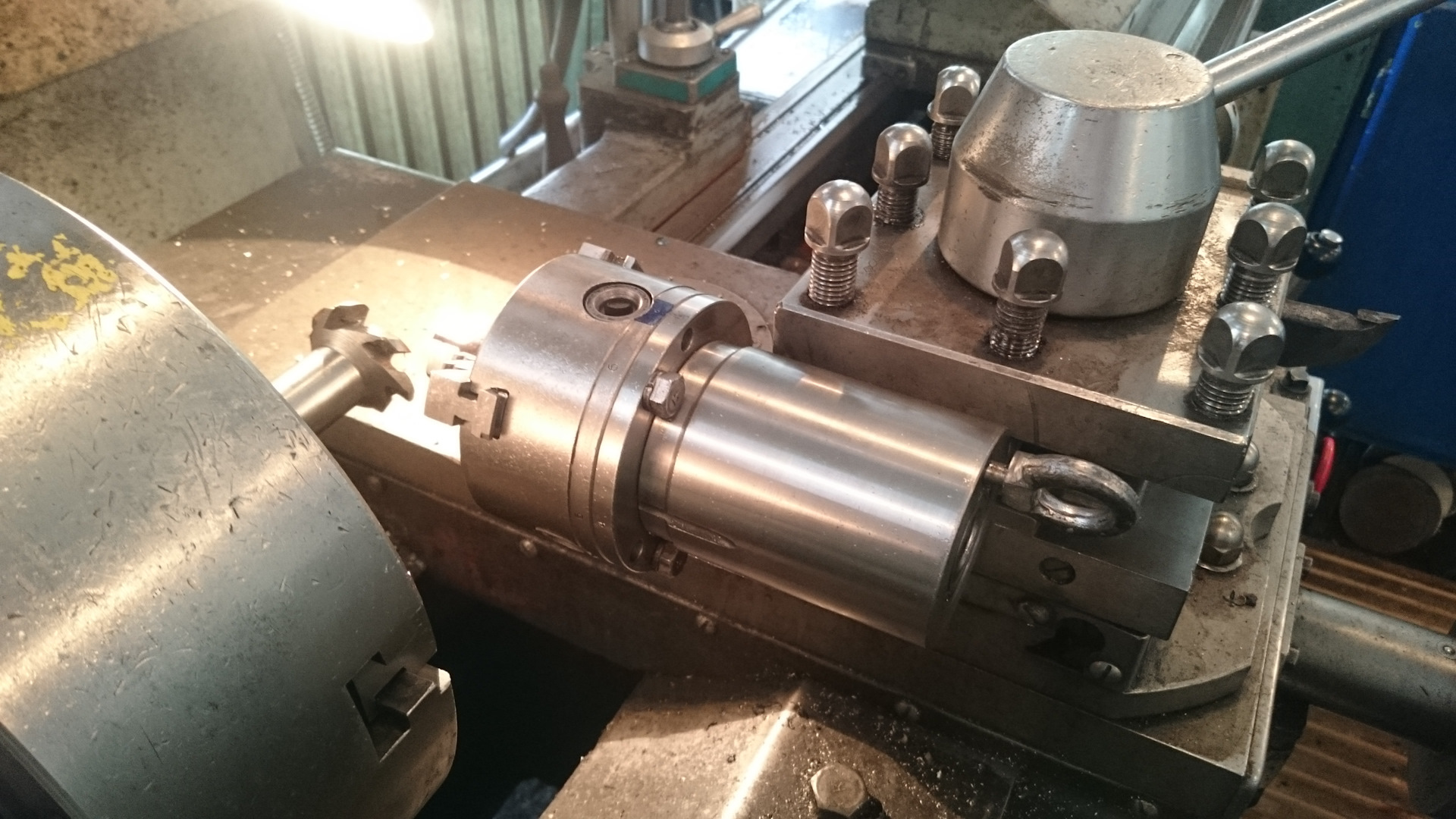 Таким образом, быстрорежущая сталь может работать лучше для вас и будет дешевле.
Таким образом, быстрорежущая сталь может работать лучше для вас и будет дешевле.
куксул08
Алюминий
#20
«На самом деле секс в машине звучит куда веселее, чем фрезерование на токарном станке.» Ха-ха-ха, это меня рассмешило
Я довольно много обсуждал вопрос о карбиде и быстрорежущей стали и много читал здесь и на других форумах по механической обработке. Насколько я понимаю, карбид, поскольку он такой твердый и хрупкий, имеет тенденцию либо быть острым и отлично работать, либо явно скалываться и выходить из строя. HSS, с другой стороны, может немного притупиться и работать не так хорошо, но по большей части все равно выглядит нормально.