Фрезеровка вала: Фрезеровка валов из металла по чертежу
Содержание
Фрезерование шлицевых валов на заказ. Доставка по РФ
Оставить заявку
Пн-Пт. с 9-00 до 18-00, сб.-вс. – выходной
+7(495)240-82-98
ОПИСАНИЕ
Шлицевое соединение применяется для того, чтобы передать движения вращения от валов к различным втулкам, и его главное преимущество над шпоночным состоит в лучшем центрировании деталей. Но при этом есть серьезные требования к точности нарезки, поэтому фрезерование шлицевых валов относится к сложным операциям и требует современного оборудования, обученного и опытного персонала. Делают такие операции на специализированных шлицефрезерных станках полуавтоматического действия, зубофрезерном или горизонтально-фрезерном оборудовании с фасонной дисковой фрезой.
Делают такие операции на специализированных шлицефрезерных станках полуавтоматического действия, зубофрезерном или горизонтально-фрезерном оборудовании с фасонной дисковой фрезой.
Технологический процесс включает в себя также последующую обработку на шлифовальных станках, а также термообработку для придания прочности деталям. И все это современнейшее оборудование есть в компании Zubix, которая оказывает услуги по металлообработке. Организация технологического процесса находится на высоком уровне, осуществляется до предела жесткий контроль качества, исключающий брак валов.
Особенности фрезерования шлицевых валов
Колоссальный опыт, накопленный нашими мастерами, а также наличие ультрасовременного оборудования позволяют обеспечить быстрое и качественное фрезерование шлицевых валов в широком ассортименте:
- по чертежам и эскизам заказчиков любой сложности, вплоть до единичных экземпляров;
- с нарезанием прямобочных или эвольвентных шлицев с последующей обкаткой;
- по наружным и внутренним диаметрам вала, а также по боковым сторонам;
- с выполнением всех требований заказчиков по твердости валов, а также шероховатости их поверхности.

Таким образом, если вы обратитесь в нашу компанию, то гарантируется очень качественная работа по фрезерованию шлицевых валов, ведь у нас выстроена вся технологическая цепочка, нацеленная на то, чтобы произвести деталь, четко подходящую под запросы клиента. Важной характеристикой нашей работы является также быстрота исполнения заказов, что для оперативности реагирования на поломки технологичного оборудования бывает крайне нужным для потребителя продукции.
Преимущества компании «Zubix»
Мы гарантируем клиенту, что фрезеровка шлицевых валов будет выполнена качественно и с соблюдением всех требований заказчика, и это является нашим главным преимуществом, ведь точность изготовления и прочность вала – две его важнейшие характеристики, напрямую влияющие на эксплуатационный ресурс и эффективность работы. Но это не все, и клиенты получают и другие преимущества:
- Приемлемую цену на услуги.
- Возможность изготовить шлицевой вал на заказ.
- Исключительную оперативность, ведь через 2 дня после оплаты заказ направляется в производство.

- Самовывоз со склада в Москве или быструю доставку надежными транспортниками.
Поэтому если возникла необходимость в срочном, качественном и недорогом фрезеровании шлицевых валов разных модификаций, то лучше компании Zubix с ее очевидными плюсами просто не найти! Не связывайтесь с теми, кто делает шлицевые валы “на коленке” – это неэффективно и не решит ваши проблемы!
Примеры наших работ
Посмотреть все
Введите данные для заказа
Чтобы заказать изготовление детали, Вы можете
отправить нам письмо на почту
[email protected]
или позвонить по телефону
+7 (495)240-82-98.
Токарная обработка валов | ООО «МПВ»
Для более корректного отображения информации на сайте Вам необходимо включить поддержку JavaScript в браузере.
Токарная обработка валов основана на использовании токарных станков с выполнением таких операций:
Отрезание заготовки.

Центрирование.
Подрезка торцов.
Также выполняется процесс рифления, фрезерование канавок, шлифование вала и так далее. Машиностроительные компании осуществляют обработку деталей на токарных станках различной сложности. Но самыми сложными в обработке, считаются валы.
Рассмотрим этапы, которые включает токарная обработка валов. В первую очередь, это использование высококачественных конструкционных и жаропрочных сталей, достижение высокого класса точности и шероховатости поверхности. Обработка на станке ЧПУ наиболее точная, а результат всегда положительный. Обработка ЧПУ объединяет совокупность программ, взаимодействующих друг с другом.
Существуют:
Разомкнутые.

Замкнутые.
Самонастраивающиеся системы.
Каждая программа выполняет определенную работу, заложенную в процессе обработки деталей. Приборы расшифровывают данные, а затем передают команды к обрабатывающей детали.
Токарные станки ЧПУ в зависимости от программы могут быть:
Прямоугольные.
Позиционные.
Контурные.
Современные технологии предоставляют возможности выполнять обработку валов высокой точности. Токарная обработка металла определяется типом материала и скоростью резки, а также качеством режущего инструмента.
Обработка на токарных станках позволяет обтачивать изделия конической, цилиндрической и нестандартной формы. Немаловажное значение имеет качество мерительного и режущего инструмента, который подлежит метрологической поверке. Обработка деталей на токарных станках предусматривает также и черновое обтачивание. В зависимости от конструкции, иногда выполняют чистовое обтачивание вала, в том числе подрезку торцов, вытачивание канавок и прочие операции.
При чистовом точении вал зажимают в центрах и выполняют необходимые операции. Также осуществляется и дополнительная обработка.
В завершении всех операций механической обработки валов выполняют слесарные работы:
Зачистку шпоночных канавок.
Кромок.
Поэтому многие машиностроительные предприятия предпочитают выполнять фрезеровку валов.
Фрезеровка шпоночных канавок может выполняться на станках ЧПУ в автоматическом режиме. Это заметно сокращает время на обработку валов. Также могут использоваться небольшие фрезерные станки с рычажным управлением. При таком методе основное движение выполняет фреза.
Заказать токарную обработку вала можно на ООО «МПВ».
ООО “Вулкан” выполняет работы любой сложности, в том числе обработку валов, болтов, втулок и других деталей. Наличие высококачественного оборудования, режущего и измерительного инструмента позволяет осуществлять обработку валов и деталей на токарных станках ЧПУ, соответствующим последним тенденциям обработки металла резанием.
Токарная обработка стали считается самой оптимальной для обработки металла, особенно из нержавеющей стали. Комплексная обработка стали делает возможным обтачивание разных конструкционных металлов и сплавов.
Вы можете разместить заказ на фрезеровку или токарную обработку написав нам на почту.
Шпоночные пазы фрезерного вала | Инжиниринг режущего инструмента
Автор Брандт Тейлор
Опубликовано
24 мая 2021 г. — 11:00
— 11:00
В этой колонке показана процедура настройки, позволяющая сэкономить время для фрезерования шпоночных пазов, плоских поверхностей или других элементов на валах.
Валы являются обычным компонентом промышленного оборудования. Они настолько распространены, что в сервисных центрах по металлу хранятся круглые прутки с жесткими допусками по диаметру и полированной поверхностью в широком диапазоне диаметров и материалов. Эта прутковая заготовка известна как «точеная, шлифованная и полированная» или «тянутая, шлифованная и полированная» для меньших
диаметр. Он принимает стандартные шкивы и шестерни и другие стандартные элементы машин.
Для передачи энергии все, что может потребоваться, это отрезать стержень по длине и добавить шпоночные пазы, лыски или другие элементы. У меня есть мастерская, которая делает такие валы уже 30 лет. У моего магазина есть клиент, который строит промышленное оборудование на заказ. Мне звонят, когда у клиента есть новая машина, которую нужно построить, или когда требуются запасные части для клиентских машин в полевых условиях. Заказы обычно включают вал или несколько разных.
Заказы обычно включают вал или несколько разных.
Правильная процедура настройки может сэкономить время при фрезеровании шпоночных пазов, плоских поверхностей или других элементов на валах. Изображение предоставлено Б. Тейлором.
При изготовлении вала из любого материала время подготовки может стать большой частью пирога времени на изготовление детали. За прошедшие годы я придумал то, что, по моему мнению, является самым быстрым способом выполнить эту работу за дверью.
В этом примере я покажу самый быстрый из известных мне способов установки шпоночных канавок в вал диаметром 31,75 мм (1,25 дюйма) и длиной 1016 мм (40 дюймов). Понимание приходит от понимания станка, который делает деталь. (Смотрите фотографию.) Здесь мы смотрим на мельницу. Изготовитель станка изготовил станину с Т-образными пазами со скошенными краями. Поверхность станины, ширина пазов и размер фасок одинаковы от одного конца станины к другому. Это позволяет простым способом удерживать кусок круглого прутка параллельно как горизонтально, так и вертикально оси X станка.
Поместите стержень в паз Т-образного паза, и фаска задаст высоту стержня от поверхности стола. Затем все, что вам нужно сделать, это закрепить стержень на месте. Этот стол имеет три Т-образных паза шириной 15,875 мм (0,625 дюйма) с межцентровым расстоянием 136,525 мм (5,375 дюйма). На фото показаны два разных хомута. В одном используются компоненты обычного ступенчатого блока с Т-образным пазом. Другой зажим представляет собой кусок стального стержня размером 25,4 мм × 76,2 мм (1 дюйм × 3 дюйма) с двумя отверстиями, просверленными с межосевым расстоянием 273,05 мм (10,75 дюйма). обрабатываемый вал
Показанная фреза представляет собой деревянную фрезу для шпоночного паза, используемую для вырезания длинного шпоночного паза под углом 90 градусов на валу. Концевые фрезы используются для нарезания шпоночных пазов под нулевым углом.
При такой настройке стержень может скользить по канавке Т-образного паза, а геометрия станины гарантирует, что центральная линия
вала остается параллельной оси X станка. Это облегчает обработку валов, длина которых превышает ход станка по оси X. Хорошая видимость позволяет легко увидеть правильность радиального положения обработанных элементов. Я надеюсь, что это помогает.
Это облегчает обработку валов, длина которых превышает ход станка по оси X. Хорошая видимость позволяет легко увидеть правильность радиального положения обработанных элементов. Я надеюсь, что это помогает.
Связанные термины из глоссария
- центры
центры
Конусообразные штифты, поддерживающие заготовку одним или двумя концами во время обработки. Центры входят в отверстия, просверленные в торцах заготовки. Центры, которые вращаются вместе с заготовкой, называются «живыми» центрами; те, которые этого не делают, называются «мертвыми» центрами.
- групповая резка (фрезерование)
групповая резка (фрезерование)
Обработка несколькими фрезами, установленными на одной оправке, как правило, для одновременной резки.
- фрезерование
фрезерование
Операция механической обработки, при которой металл или другой материал удаляется путем подачи энергии на вращающийся резак. При вертикальном фрезеровании режущий инструмент устанавливается вертикально на шпиндель.
 При горизонтальном фрезеровании режущий инструмент устанавливается горизонтально либо непосредственно на шпиндель, либо на оправку. Горизонтальное фрезерование далее подразделяется на обычное фрезерование, при котором фреза вращается против направления подачи или «вверх» в заготовку; и попутное фрезерование, при котором фреза вращается в направлении подачи или «вниз» в заготовку. К фрезерным операциям относятся плоскостное или поверхностное фрезерование, торцевое фрезерование, торцевое фрезерование, угловое фрезерование, фасонное фрезерование и профилирование.
При горизонтальном фрезеровании режущий инструмент устанавливается горизонтально либо непосредственно на шпиндель, либо на оправку. Горизонтальное фрезерование далее подразделяется на обычное фрезерование, при котором фреза вращается против направления подачи или «вверх» в заготовку; и попутное фрезерование, при котором фреза вращается в направлении подачи или «вниз» в заготовку. К фрезерным операциям относятся плоскостное или поверхностное фрезерование, торцевое фрезерование, торцевое фрезерование, угловое фрезерование, фасонное фрезерование и профилирование. - Фрезерный станок (фрезерный станок)
Фрезерный станок (фрезерный станок)
Работает с концевыми фрезами и фрезами на оправке. Особенности включают головку со шпинделем, который приводит в движение фрезы; колонна, колено и стол, обеспечивающие движение по трем декартовым осям; и основание, поддерживающее компоненты и вмещающее насос для смазочно-охлаждающей жидкости и резервуар. Заготовка устанавливается на стол и подается во вращающуюся фрезу или концевую фрезу для выполнения операций фрезерования; вертикальные фрезерные станки также подают концевые фрезы в работу с помощью пиноли, установленной на шпинделе.
 Модели варьируются от небольших ручных машин до больших станков с постельным бельем и дуплексных мельниц. Все они принимают одну из трех основных форм: вертикальную, горизонтальную или конвертируемую горизонтальную/вертикальную. Вертикальные станки могут быть коленного типа (стол устанавливается на колено, которое можно приподнять) или станочного типа (стол надежно поддерживается и перемещается только горизонтально). Как правило, горизонтальные машины крупнее и мощнее, а вертикальные машины легче, но более универсальны и просты в настройке и эксплуатации.
Модели варьируются от небольших ручных машин до больших станков с постельным бельем и дуплексных мельниц. Все они принимают одну из трех основных форм: вертикальную, горизонтальную или конвертируемую горизонтальную/вертикальную. Вертикальные станки могут быть коленного типа (стол устанавливается на колено, которое можно приподнять) или станочного типа (стол надежно поддерживается и перемещается только горизонтально). Как правило, горизонтальные машины крупнее и мощнее, а вертикальные машины легче, но более универсальны и просты в настройке и эксплуатации. - параллельный
параллельный
Полоса или блок прецизионно отшлифованного материала, используемый для подъема заготовки, удерживая ее параллельно рабочему столу, чтобы предотвратить контакт фрезы со столом.
Автор
Брандт Тейлор
978-838-2979
Брандт Тейлор является владельцем компании Taylor Engineering в Берлине, штат Массачусетс, механического цеха и производителя токарных патронов. С ним можно связаться по адресу [email protected]. Для получения дополнительной информации о кулачках патрона посетите сайт www.stopjaws.com.
С ним можно связаться по адресу [email protected]. Для получения дополнительной информации о кулачках патрона посетите сайт www.stopjaws.com.
Обработка валов | FZE Manufacturing Solutions
В качестве одного из многих продуктов и услуг, предоставляемых FZE Manufacturing Solutions, LLC, обработка валов включает в себя такие процессы, как токарная обработка, фрезерование, сверление и нарезание резьбы в прутковом материале в соответствии с подробными спецификациями. Используя токарные станки с ЧПУ с подачей прутка, услуги программирования CAM и возможности обратного проектирования, профессиональные сотрудники FZE могут производить нестандартные компоненты вала для различных применений.
На протяжении более 40 лет компания FZE — предпочтительный поставщик и производитель для нескольких ключевых отраслей, включая сельское хозяйство, профессиональный уход за газоном, компоненты для морских судов, гидравлику, квадроциклы и мотоциклы и многие другие, — приобрела оборудование, навыки и опыт для предоставления современных , передовые технологии в области механической обработки и изготовления на заказ, включая изготовление валов.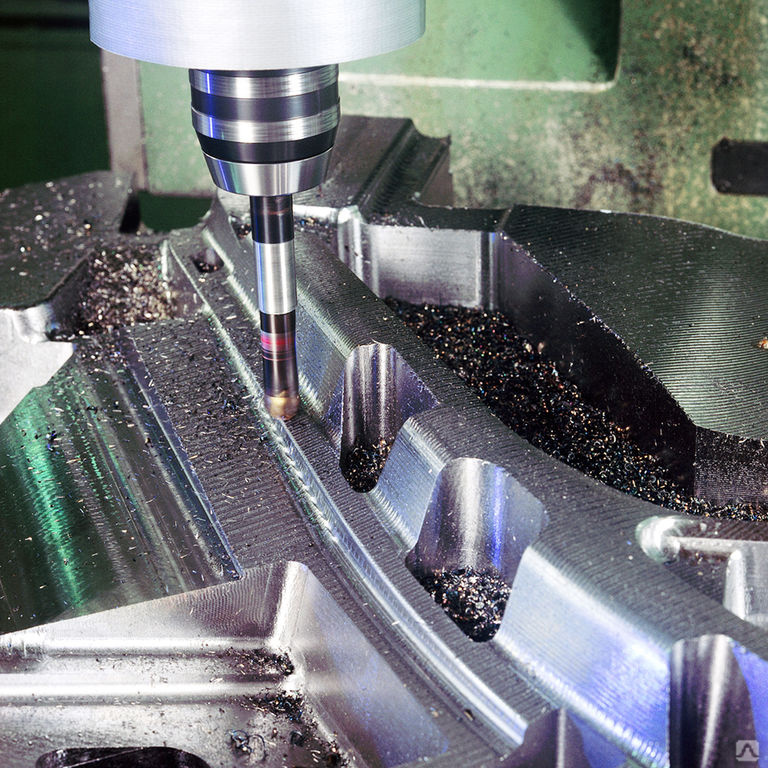
Наши процессы обработки валов включают точение, сверление, растачивание, нарезание резьбы, воронение, а также различные формы точения, такие как контурное, фасонное, конусное и прямолинейное точение. От многоосевого оборудования до нестандартных приспособлений и инструментов — на предприятии FZE есть все необходимое для производства высокоточных валов с минимальными допусками (+/-) 0,0002″.
FZE может работать с более чем тремя десятками видов сырья, включая стандартные, экзотические и драгоценные металлы, пластиковые полимеры и другие, такие как дерево, графит и керамика. Мы можем работать с самыми разными размерами деталей:
- Диаметр: Минимальный диаметр нашей детали составляет 0,1 дюйма, а максимальный диаметр — 15 дюймов.
- Длина: длина детали должна быть не менее 1 дюйма и не более 60 дюймов.
- Глубина торцевой канавки: Глубина торцевой канавки не должна превышать 1 дюйм.
- Вес: Максимальный вес вала составляет 200 фунтов.

Являясь лидером в отрасли, FZE применяет производственные процессы Light Out / Unmanned и Lean, а также сертификацию Kaizen/5S и Six Sigma, чтобы гарантировать, что наши клиенты получают продукты и услуги высочайшего качества, произведенные максимально устойчивым способом. .
Все работы по изготовлению и механической обработке требуют индивидуального внимания к точности, поэтому, пожалуйста, позвольте профессиональному и доброжелательному персоналу FZE поработать над индивидуальным предложением по обработке валов для ваших уникальных требований. Для высокоприоритетных заказов обязательно спросите об ускоренной доставке и экстренных службах.
Основные моменты обработки валов
| Процессы обработки | Сверление Сверление Токарная обработка:
Нарезание резьбы
Нарезание резьбы | |
| Оборудование | Токарный станок
| |
| Возможности оборудования | Возможности управления ЧПУ Подача прутка Услуги по программированию CAM Обратный инжиниринг | |
| Ось механизма | 3 4 5 6 Приводной инструмент – фрезерование и сверление | |
| Токарные инструменты и принадлежности | Правосторонний токарный инструмент Левосторонний токарный инструмент Правосторонний торцевой инструмент Левосторонний торцовочный инструмент Круглый токарный инструмент Инструмент для обрезки/отрезки Инструмент для чистовой обработки Инструмент для нарезания резьбы Инструмент для накатки 3 Инструмент для растачивания 1 013
Сверла | |
| Крепление | Цанговые патроны Трех- и четырехкулачковые патроны Внутренний крепеж и оснастка | |
| Диаметр детали | Мин. : 0,100 в : 0,100 в | Максимум: 15 в |
| Длина детали | Мин: 1 из | Макс.: 60 в |
| Максимальная глубина торцевой канавки | 1 из | |
| Максимальный вес детали/максимальная грузоподъемность | 200 фунтов | |
| Допуски | Прямолинейность: ± 0,0002 Концентричность: ± 0,0001 Диаметр (внешний/внутренний): ± 0,0001 дюйма Длина (более 30 дюймов): ± 0,001 дюйма | |
| Материалы (металлы) | Легированная сталь Алюминий Латунь Бронзовый сплав Углеродистая сталь Медь Железо Магний Никель Нержавеющая сталь Стеллит (наплавка) Титан Вольфрам | |
| Материалы (экзотические и драгоценные металлы) | Инконель Монель Суперсплавы | |
| Материалы (пластиковые полимеры) | ABS (акрилонитрилбутадиенстирол) Акрил Пластик, армированный стекловолокном Нейлон Фенол Полиамид-имид Поликарбонат Полиэфирэфиркетон (PEEK) Полиэфиримид Полиэтилен Полифениленсульфид Полипропилен Полистирол Полисульфон ПТФЭ (политетрафторэтилен) ПВХ (поливинилхлорид) ПВДФ (поливинилиденфторид) 10 Тефлон | |
| Материалы (Прочие материалы) | Керамика Графит Полиэстер Кварц Дерево | |
| Дополнительные услуги | Сборка Сверление Глубокое сверление Нарезание резьбы Гибка Нарезание резьбы Протяжка Зенковка Контрирование Развёртывание Сварка Покрытие Пассивирование Травление и хромирование Термообработка 90 Формование Пластмасса 1113 Анодирование | |
| Объем производства | Прототип Малый объем Большой объем Общие заказы | |
| Время выполнения заказов | Указывается в зависимости от должности Доступны экстренные службы Доступны срочные услуги | |
| Эффективность | «Шесть сигм»
Lights Out Manufacturing | |
| Сертификаты | Сертификат ISO 9001:2015 | |
Дополнительная информация
| Industry Focus (при необходимости отредактируйте список) | Сельское хозяйство и сельское хозяйство Альтернативная энергетика (см.  Производство электроэнергии) Производство электроэнергии) Коммерческая бытовая техника Бытовая техника Автоматизация Строительство Коммерческая Строительство Криогенная Молочная Стоматологическая Оборонная промышленность Министерство обороны (DOE) 9001D3 ) Энергия (см. Производство электроэнергии) Производство пищевых продуктов Обработка пищевых продуктов Food Processing Food & Beverage Fracking Government Heavy Equipment HVAC Hydraulics Ice Making Industrial Injection Molding Laboratory Laundry Natural Gas Liquid Propane Machine Tools Machinery Manufacturing Marine Material Handling & Processing Медицинские устройства Военные Горнодобывающая промышленность Муниципальные Атомная промышленность (см. Производство электроэнергии) Нефтегазопровод Нефтяное месторождение Нефть, газ, нефть Запчасти и компоненты Нефть, газ, добыча нефти Упаковка Упаковка и переработка Бумага и целлюлоза Бумажная фабрика Нефтехимия Фармацевтика Сантехника Пневматика Производство электроэнергии1 Производство электроэнергии1 Атомная энергия Производство электроэнергии1 Генерация солнечной энергии Производство энергии ветра Производство электроэнергии угля Производство электроэнергии NG Печать Печать и издательское дело Целлюлозно-бумажная промышленность Целлюлозное производство Насосы Железная дорога Рекреационная Исследования Жилой сектор Робототехника Специальное машиностроение Текстиль Инструменты и штампы Транспорт Управление отходами Сточные воды Водоснабжение и очистка сточных вод19 901 |
| Отраслевые стандарты | Сертификат ISO 9001:2015 Международная организация по стандартизации Mil-Spec Военные спецификации TS Технические спецификации, используемые с ISO |
| Эффективность | Сертификация Six Sigma «Черный пояс» Lights Out / Беспилотное производство Бережливое производство |
| Форматы файлов | AutoCAD (DWG, DWZ) BMP BIT -отображаемая графика CATIA (CATDRAWING, CATPART) DELCAM (DGK, DMT) DXF RASHED RASTIONGAT).   |