Fubag in 163 схема ремонт частые поломки: Fubag in 180 схема ремонт частые поломки – Telegraph
Содержание
Fubag in 180 схема ремонт частые поломки – Telegraph
Ребята у меня фубаг ин мне нужен резистор на выход 2 20 в Только не знаю какой к ом подойдёт помогите пожалуйста!!!! Фубог тр горит постоянно лампочка перегрева, визуально схема вся целая. Что может быть? Фубаг пользовался акуратно первый стал щёлкать после 6 месяцев переодичного пользования Поменяли по горантии на такой же. Пльзоыался уже года 2 также переодично от случая к случаю по хозяйству.
Поиск данных по Вашему запросу:
ПОСМОТРИТЕ ВИДЕО ПО ТЕМЕ: ремонт сварочного инвертора фубог часть 1
электронная схема на сварочный инвертор FUBAG IN 170 circuit
Форум Новые сообщения. Что нового Новые сообщения Недавняя активность. Вход Регистрация. Что нового. Новые сообщения. Для полноценно использования нашего сайта, пожалуйста, включите JavaScript в своем браузере.
Сварочный инвертор Fubag IN Автор темы Алексей78 Дата начала 1 Ноя Алексей78 Участник. Регист 16 Дек Сообщения Всем привет! Вопрос тем кто сталкивался с эти аппаратам.
Вышел из строя инвертор Fubag IN Неисправность проявляется в следующем: на выходе нет напряжения всего лишь несколько десятков милливольт. В режиме TIG дисплей не мигает. Вентилятор работает. Вскрыл прибор, для чего понадобилось высверливать заклепки, нет чтобы винты поставить , к тому же платы между собой спаяны, могли бы и на разъемах сделать, в общем намучился пока разобрал, а уж паять там вообще без предварительного нагревания феном не реально.
Такого диода я к сожалению не нашел, поэтому выкрутился из положения следующим образом, взял в руки напильник и подогнал по месту диод EBU Платы между собой спаивать не стал, на одной плате уже впаяны штырьки, на другую плату впаял ответную часть и таким образом соединил их.
В общем собрал все, включаю, а инвертор по прежнему не работает. Индикатор уже не моргает как сумасшедший, моргает где то с частотой раз в две секунды, напряжение на выходе 23В, но варить отказывается. Подскажите пожалуйста, что еще могло выйти из строя у этого инвертора, пните в нужном направлении.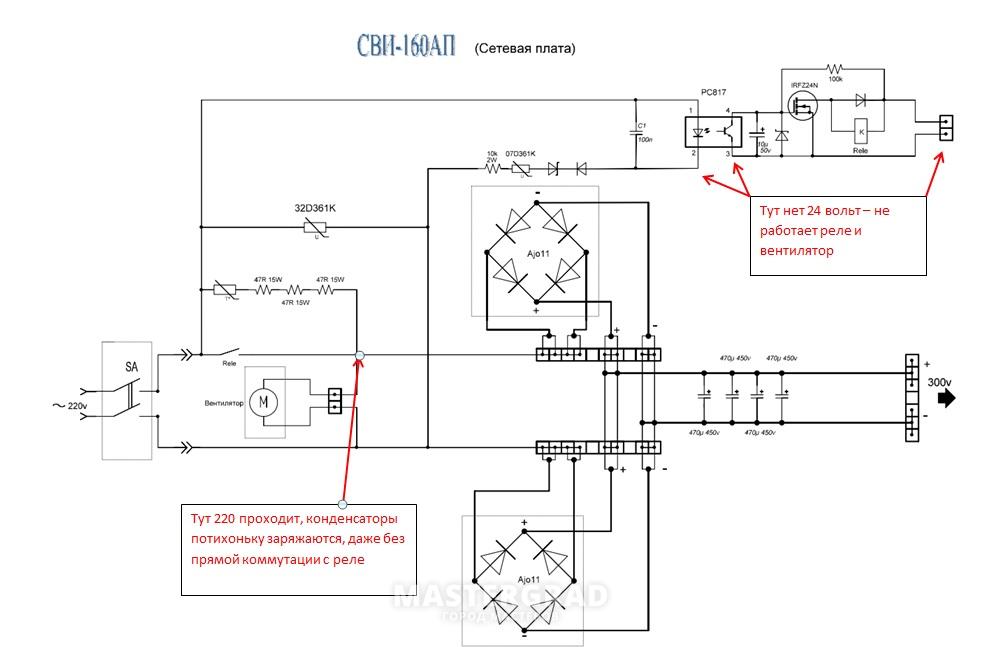
Коля Участник. Регист 16 Мар Сообщения Алексей78 сказал а :. Коля сказал а :. А без нового диода, старый удалить, как было? Регист 22 Окт Сообщения Как удалось влепить один и на ампер??? Алексей78 , честно говоря, шесть диодов по 20А — это только А, а сварка сколько у тебя выдаёт по цифрам на регуляторе?
Может лучше все родные выбросить, а влепить штуки твоих? Регист 14 Ноя Сообщения Вставлю свою фразу — аппарат сбросил настройки надо иметь балласт нагрузку до а и отколибровать его. Регист 8 Окт Сообщения EvgeniS Участник. Регист 8 Авг Сообщения 2. Вот, до кучи вопрос по теме: там всего 2 диодные сборки на выпрямление — по 2х10А. Откуда А? KRAB Команда форума. Вот фубаговский выпрямитель, упрощенно. Там еще параллельно диодам RC-цепочки.
Каждый диод — 10А. KRAB , то и я хотел бы знать, да нигде толком ничего нет. От индуктивных выбросов вроде. В престиже, к примеру, их тоже вдвое больше, но они крупнее: один выпрямительный и два обратных. Причем пробиваются в фубагах именно обратные. Регист 3 Мар Сообщения KRAB сказал а :. Ток через эти диоды протекает тогда, когда он перестал протекать через прямой диод, и энергия дросселя и всего что за ним, а это сварочные провода короткие или длинные , качество контактов в байонетах, держаке электрода и массы, даже длины самой сварочной дуги и силы сварочного тока имеют энергию бОльшую, чем уже выдал силовой транс через прямой диод.
Регист 3 Мар Сообщения KRAB сказал а :. Ток через эти диоды протекает тогда, когда он перестал протекать через прямой диод, и энергия дросселя и всего что за ним, а это сварочные провода короткие или длинные , качество контактов в байонетах, держаке электрода и массы, даже длины самой сварочной дуги и силы сварочного тока имеют энергию бОльшую, чем уже выдал силовой транс через прямой диод.
Ключи к этому времени уже «давно» закрыты. Какая беспросветная тЁмень! Ты сам прикинь , при толщине проводов. WeHere сказал а :. При этом получается ток через «прямые» диоды, через которые накачивается энергия в дроссель, оказывается приблизительно от 4-х до 5 раз меньше, чем через «обратные». Ты сам прикинь , при толщине проводов , и не особой длинны Да и частота то. Можно вапроц, при чём толщина в индуктивности? Нету, не попадалось мне внятных и подробных описаний работы сварочников. WeHere , Со степдаунами понятно, но тута маленько свое: виртуальный дроссель, бешеные токи на пределе и за, проседающая сеть, в нагрузке шайтан-дуга.
Тож и хотелось конкретики. Хрен бы с ними, со сварками связывался, при их дешевизне и дороговизне комплектующих, но Вам необходимо войти или зарегистрироваться, чтобы здесь отвечать.
Ремонт блока инверторного генератора, диагностика поломок
Возьмем для примера типовую схему инвертора на основе ШИМ-контроллера TL 494 и полевых МОП-транзисторов IRF540
Проверьте напряжение аккумуляторной батареи, состояние предохранителей и электрических проводов от батареи. Если все в порядке откройте крышку инверторного преобразователя и с помощью мультиметра проверьте правильность его работы – выходную частоту и напряжение.
Трансформаторы нередко являются причиной поломки платы (блока) инверторного генератора. Проверьте состояние пайки, промерьте мультиметром обмотки на обрыв. Как правило, все же трасформаторы оказываются живучими, и если все с ним в порядке переходим к основной причине выхода из строя инверторных генераторов.
Замена конденсаторов и транзисторов инверторного генератора
Порядка 70-80% всех неприятностей с электроникой на плате инверторных генераторов связана с выходом из строя мощных МОП-транзисторов и конденсаторов на плате инвертора. Электрическая плата инвертора в подавляющем большинстве случаев заливается толстым слоем компаунда, при этом практически никто из азиатских производителей не ставит на МОП-транзисторы радиаторы для охлаждения. В результате при интенсивной нагрузке, конденсаторы, диоды и транзисторы работают в экстремальном температурном режиме, что очень и очень негативно сказывается на их сроке службы. Китайские радиоэлементы не такие живучие как японские, поэтому азиатские инверторы в 10 раз чаще ломаются чем европейские или японские.
Электрическая плата инвертора в подавляющем большинстве случаев заливается толстым слоем компаунда, при этом практически никто из азиатских производителей не ставит на МОП-транзисторы радиаторы для охлаждения. В результате при интенсивной нагрузке, конденсаторы, диоды и транзисторы работают в экстремальном температурном режиме, что очень и очень негативно сказывается на их сроке службы. Китайские радиоэлементы не такие живучие как японские, поэтому азиатские инверторы в 10 раз чаще ломаются чем европейские или японские.
Читать дальше: Расчет нагрузки на ось автомобиля
Сварочный инвертор Fubag IN 170
Grades: Проволока должна быть абсолютно ровной, безо всяких резких изгибов. Если изгибы есть, то острыми кусачками откусите дефектный конец, и только потом продолжайте работу. Аппарат может работать как в полуавтоматическом режиме сварки, так и с электродами и аргоновой горелкой.
Там полевик, стабилитрон, резисторы, короче ничего на них не видно, может есть у кого схема или фото крупным планом.
Inverter fubag in 160 схема. Inverter fubag in 160 схема
Подробно: схема сварочного инвертора fubag ir ремонт своими руками от настоящего мастера для сайта olenord. Если судить по ногам, то это UC38хх. А вот какой хх, или 45, это без схемы или прорисовки невозможно. Проще по ножкам пробежаться, то есть взять за основу , скачать даташит и проверить, что куда и какие приблизительно номиналы. Да и если микруху разорвало, то стаить ее нет смысла и нужно проверить так же еще питалово последовательное включение резисторов после первичного выпрямителя. А то сразу же спалите новую.
Схема сварочного инвертора fubag ir 200 ремонт своими руками
ВИДЕО ПО ТЕМЕ: Инвертора Fubag In 170 и его ремонт в сервисе — all-audio.pro ремонт сварочных аппаратов
Содержание: Какие виды инверторов представлены на современном рынке Что включает в себя конструкция сварочного инвертора Как работает сварочный инвертор Процессы, протекающие в электрической схеме сварочного инвертора Элементы защиты инвертора и управления им Достоинства и недостатки сварочных аппаратов инверторного типа. Схема сварочного инвертора в корне отличается от устройства его предшественника — сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок — это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
Схема сварочного инвертора в корне отличается от устройства его предшественника — сварочного трансформатора. Основой конструкции прежних сварочных аппаратов был трансформатор понижающего типа, что делало их габаритными и тяжелыми. Современные сварочные инверторы благодаря использованию при их производстве передовых разработок — это легкие и компактные устройства, отличающиеся широкими функциональными возможностями.
Подробно: ремонт инвертора fubag in своими руками от настоящего мастера для сайта olenord.
Распространенные неисправности, которые можно устранить своими руками
Рассмотрим некоторые наиболее часто встречающиеся неисправности сварочных инверторов:
Чтобы выявить и устранить причину неисправности, корпус аппарата вскрывают и производят визуальный осмотр его содержимого.
- Сварочная дуга горит неустойчиво или электрод сильно разбрызгивает материал. Причина этого может крыться в неправильном выборе тока. Сила тока должна соответствовать типу и диаметру электрода и скорости сварочного процесса.
 Если сила тока не указана на упаковке электродов, то можно начинать подачу тока с 20-40 А на каждый миллиметр диаметра электрода. При снижении скорости сварки силу тока тоже необходимо снизить.
Если сила тока не указана на упаковке электродов, то можно начинать подачу тока с 20-40 А на каждый миллиметр диаметра электрода. При снижении скорости сварки силу тока тоже необходимо снизить. - Электрод прилипает к материалу. Зачастую это происходит из-за низкого напряжения в сети, значение которого меньше минимально допустимого при работе с инвертором. Причиной залипания электрода может стать и плохой контакт в гнездах панели, который можно устранить, плотнее зафиксировав платы. Использование удлинителя с сечением провода меньше 2,5 мм 2 или с слишком длинным проводом (более 40 м) может снизить напряжение. Подгоревшие или окислившиеся контакты в электрической цепи тоже могут понизить напряжение.
- Отсутствует процесс сварки, аппарат при этом включен в сеть. В этом случае нужно проверить наличие массы на свариваемой детали. Проверьте также кабель инвертора на наличие повреждений.
- Аппарат самопроизвольно отключается. Отключение аппарата происходит в момент включения в сеть трансформатора, после чего срабатывает его защита.
 Причиной этого может стать замыкание в цепи напряжения. Защита может включаться не только при замыкания проводов между собой или с корпусом, но и при замыкании между витками катушек или пробое конденсаторов. Чтобы отремонтировать полому, сначала нужно отключить трансформатор и найти неисправность, после чего произвести изоляцию или замену поврежденного элемента.
Причиной этого может стать замыкание в цепи напряжения. Защита может включаться не только при замыкания проводов между собой или с корпусом, но и при замыкании между витками катушек или пробое конденсаторов. Чтобы отремонтировать полому, сначала нужно отключить трансформатор и найти неисправность, после чего произвести изоляцию или замену поврежденного элемента.
Читать также: Советы мастера по выбору стиральных машин
Если нет сварки при включенном аппарате, проверьте соединение кабеля электрододержателя.
В процессе длительной работы аппарат отключился. Скорее всего, это не поломка, а перегрев инвертора. Необходимо выждать минут 20-30, после чего возобновить работу. Следует придерживаться правил эксплуатации прибора: не перегревать его, то есть делать перерывы в работе, подключать к нему соответствующие значения тока, не использовать электроды слишком больших диаметров.
Трансформатор издает сильный гул и перегревается. Возможно, причиной этого стали перегрузка трансформатора, ослабление болтов, которые стягивают листы магнитопровода, или поломка крепления сердечника. Из-за замыкания между листами магнитопровода или кабелями аппарат тоже может сильно гудеть. Подтяните все элементы крепления и восстановите изоляцию кабелей.
Из-за замыкания между листами магнитопровода или кабелями аппарат тоже может сильно гудеть. Подтяните все элементы крепления и восстановите изоляцию кабелей.
Сварочный ток плохо регулируется. Причиной этого могут быть поломки в механизме регулирования тока: неисправность в регулирующем ток винте, замыкание между креплениями регулятора, замыкание в дросселе, плохая подвижность вторичных катушек в результате засора и др. Снимите кожух с инвертора и рассмотрите механизм регулировки тока с целью выявления поломки.
Сварочная дуга резко обрывается, и зажечь ее невозможно, появляются только искры. Возможно проблема кроется в пробое обмотки высокого напряжения, замыкании между проводами или в плохом их соединении с клеммами инвертора.
Высокое потребление тока при отсутствии нагрузки. Причиной может стать замыкание витков на катушке. Устранить ее можно или восстановив изоляцию, или полностью перемотав катушку.
электронная схема на сварочный инвертор FUBAG IN 170 circuit
Все больше промышленной техники начинает выполнять в более компактных модификациях. За счет чего это стало возможным? За счет применения так называемых инверторных схем. Причем в качестве переключателей стали использовать полевые транзисторы большой мощности, а вот от силовых переключателей пришлось отказаться. На фото сварочный инвертор. Фактически все инверторы для проведения сварочных работ представлены в виде источника питания постоянного тока.
За счет чего это стало возможным? За счет применения так называемых инверторных схем. Причем в качестве переключателей стали использовать полевые транзисторы большой мощности, а вот от силовых переключателей пришлось отказаться. На фото сварочный инвертор. Фактически все инверторы для проведения сварочных работ представлены в виде источника питания постоянного тока.
Радиотехника начинающим перейти в раздел. Букварь телемастера перейти в раздел. Основы спутникового телевидения перейти в раздел.
Устранение неисправностей платы управления
Если описанные выше манипуляции не помогли, переходите к проверке платы управления, которая контролирует работу ключей.
От того насколько надежно функционирует эта деталь, зависит работа агрегата.
Чтобы провести грамотный ремонт инверторного сварочного аппарата, нужно проверить его на наличие сигналов, которые отвечают за его функционирование. Такие сигналы поступают на затворные шины ключевого модуля. Проверить это можно, используя осциллограф.
Проверить это можно, используя осциллограф.
Далее выполняют проверку всех проводников на наличие обрывов и подгоревших участков, которые нужно удалить, после чего припаять перемычки. Важно обратить внимание на контакты всех разъемов, и при необходимости зачистить их стирательной резинкой.
Далее проводят проверку выпрямителей входного и выходного тока, состоящих из диодных мостов. Крепятся они к радиатору. Проверяют их вольтметром. Для этого лучше отпаять от них провода и отсоединить их от платы. «Прозвоните» все детали для выявления неисправности. При обнаружении «коротыша» нужно заменить пробитый диод.
В конце производят проверку платы управления ключами. Эта деталь является самой сложной, и от ее функционирования зависит работа всего агрегата.
Провести самостоятельный ремонт инвертора можно только при наличии необходимого инструмента и оборудования, а также навыков их использования. Если ситуация после всевозможных проверок остается неясной, лучше доверить ремонт аппарата специалистам.
Читать также: Песок для пескоструйных аппаратов
Fubag ir 200 схема ремонт частые поломки
Содержание
- Общая информация
- Распространенные неисправности
- Прежде чем вы начнете…
- При включении аппарат автоматически выключается
- Аппарат работает, но дуга не поджигается
- Аппарат функционирует, но вентилятор не работает
- Вместо заключения
- Ремонт и эксплуатация сварочных трансформаторов
- Ремонт сварочных выпрямителей
- Ремонт сварочных инверторов
- Полуавтоматы
Время чтения: 3 минуты
Сварочный инвертор – это хороший помощник в быту и в хозяйстве. Мы рассказали вам уже о многих инверторных аппаратах, в том числе об устройствах Фубаг (Fubag). Сегодня мы расскажем о модели Fubag IN 160, а в частности о ремонте этого недорого аппарата.
Общая информация
Fubag IN 160 — это компактный инверторный аппарат, предназначенный для ручной дуговой сварки и сварки в среде аргона с применением неплавящегося электрода. Аппарат отлично справляется со сваркой всех типов сталей: от низкоуглеродистой до антикоррозийной. Данная модель очень экономична и мобильна, без проблем транспортируется.
Аппарат отлично справляется со сваркой всех типов сталей: от низкоуглеродистой до антикоррозийной. Данная модель очень экономична и мобильна, без проблем транспортируется.
Fubag IN 160 может похвастаться не только доступной ценой, но и наличие дополнительного функционала. Здесь есть и горячий старт, и форсаж дуги и антизалипание. Все эти функции понравятся новичкам и домашним умельцам, которые не хотят подробно разбираться в сварочном деле. Даже если вы установите неправильные настройки, аппарат сможет улучшить качество швов именно благодаря этим функциям. Для сварки можно использовать любые типы электродов.
У аппарата очень простая схема, так что вполне реально выполнить ремонт Fubag IN 160 своими руками в домашних условиях. Схемы этого аппарата нет в открытых источниках. Но ниже вы можете посмотреть на схему от похожего по функционалу аппарата. Отличия есть, но они незначительные.
Распространенные неисправности
Мы не рекомендуем проводить сложный ремонт сварочного инвертора Fubag (и любого другого аппарата) в домашних условиях, если у вас нет навыков и опыта. К сожалению, многие серьезные поломки может диагностировать только профессиональный мастер. А новичок в силу своей неопытности просто не поймет причину неисправности. Тем не менее, некоторые базовые проблемы все же можно исправить самому. Далее мы расскажем о самых частых неисправностях и способах их исправления.
К сожалению, многие серьезные поломки может диагностировать только профессиональный мастер. А новичок в силу своей неопытности просто не поймет причину неисправности. Тем не менее, некоторые базовые проблемы все же можно исправить самому. Далее мы расскажем о самых частых неисправностях и способах их исправления.
Прежде чем вы начнете…
Перед выполнением ремонта вам необходимо сделать несколько простых действие. Первое и самое очевидное — отключить аппарат от сети. При разборке аппарата его необходимо положить платой вверх. «начинка» аппарата скрыта за металлической крышкой, которая прикручена на 10 шурупов. Их нужно открутить и снять крышку. При сборке после ремонта аппарат нудно собирать в той же последовательности. Также в ходе работ вам понадобится мультиметр.
При включении аппарат автоматически выключается
Это самая частая проблема. Чтобы понять причину, вам необходимо взять мультиметр и настроить у него режим сопротивления. С помощью мультиметра измерьте это самое сопротивление между заземлением и контактами. Если сопротивление неопределенное, значит все хорошо и причина кроется в другом. А если нет, то скорее всего необходимо заменить IMS-модуль на новый.
Если сопротивление неопределенное, значит все хорошо и причина кроется в другом. А если нет, то скорее всего необходимо заменить IMS-модуль на новый.
Также рекомендуем дополнительно проверить диодный мост. Для этого установите режим диода на мультиметре. С помощью прибора проверьте диоды моста. Если вы заметите, что один из диодов в коротком замыкании, то IMS-модуль точно нужно заменить на новый.
Аппарат работает, но дуга не поджигается
Это вторая самая распространенная проблема. Рекомендуем проверить, насколько правильно закручены шурупы, которые видны сразу после трансформатора. Также проверьте контакты штекеров. Чаще всего пригорают именно контакты штекеров, и дуга перестает поджигаться. В таком случае нужно зачистить штекера и поменять шурупы.
Аппарат функционирует, но вентилятор не работает
Скорее всего, дело в самом вентиляторе. Вам необходимо проверить его целостность и возможно почистить от загрязнений. Также рекомендуем полностью снять вентилятор и напрямую подключить его к питаю, чтобы проверить работоспособность.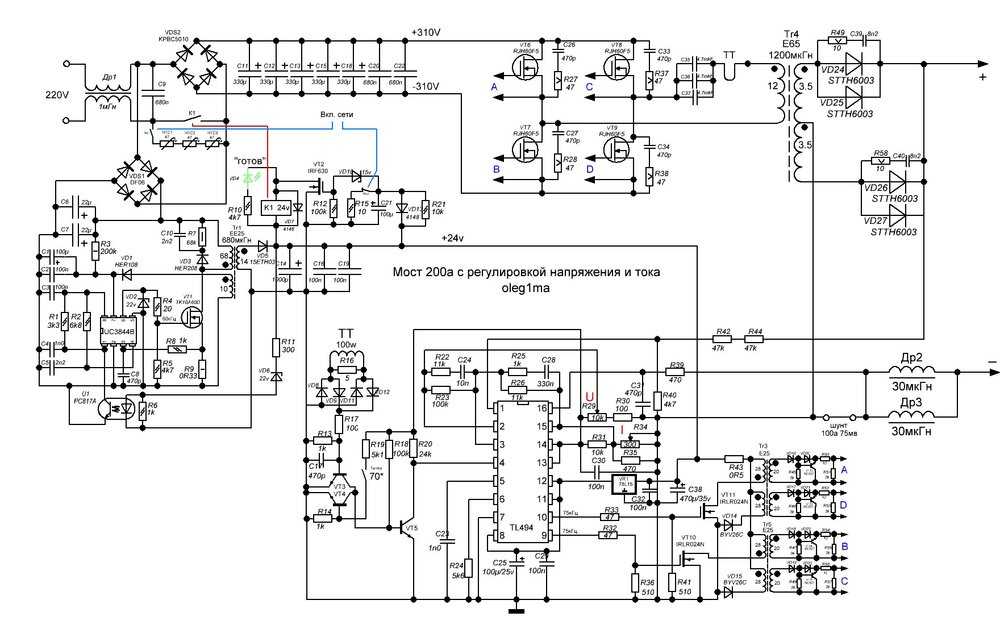
Вместо заключения
У сварочного инвертора Fubag IN 160 такие же неисправности, как и у большинства других инверторов для дома. Поэтому наши рекомендации подойдут и для ремонта других аппаратов. Желаем удачи в работе!
Глючит форум, это точно. Даже не могу по одному клику на ваш «позывной» автоматически попасть в окно для ответа. Еще потерплю немножко, и буду уже узнавать у админа, мол это так и должно быть или как.
Относительно методы для проверки в домашних условиях: соберите себе нагрузочный стенд. У меня вот такой. В этом описании есть метода подбора нагрузки, почитайте.
» >
s237, классный у Вас стенд, мечтаю себе такой сделать, да вот руки не доходят.
Форум приглючивает, не вставляет ник
В современной аппаратуре 3 неисправности:
- Сгорел предохранитель.
- Проводок отвалился.
- Нет контакта.
mylogalex, у меня, конечно, не такая крутая нагрузка как у S237, но собран из подножных материалов- за час, и свои функции выполняет на ,,ура,,
S237, думаю что Ваша нагрузочка намного поболее 5-ти минут выдержит. У нас на работе стоят балластные реостаты( [ ),-]( ),-) так они смену (12 часов) без перерыва отпахивают (при естественной конвекции), а внутрях нихром или что-то другое высокоомное с сечением около 16-20кв мм.
У нас на работе стоят балластные реостаты( [ ),-]( ),-) так они смену (12 часов) без перерыва отпахивают (при естественной конвекции), а внутрях нихром или что-то другое высокоомное с сечением около 16-20кв мм.
PS Если не в тему,- чуть попозже удалю.
Да, вы правы. Моя нагрузка и не была изначально расчитана на более пяти минут. Она сугубо домашнего применения. Расчитана — это я круто выразился, там все из «потолка». Носил я ее на работу, минут 5-6 так и есть. Горячим дует конечно хорошо, можно и больше гонять, но не стал. Дальше попробовал прогнать на такое же время сварочник дома, в нагрузке то ведь уверен, так у меня на лестничной площадке, после трех минут на максимальном токе, выбило автомат. А проводка в доме еще советская. Теперь не рискую. Отремонтил аппарат, подключил, маленько погонял на средних токах, посмотрел, что все регулируется от минимума до максимума в сварочнике, и. достаточно. В общей сложности это около минуты. Мне хватает. Тем более проводка не позволяет.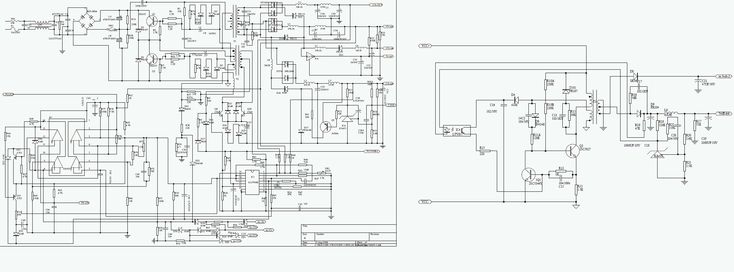
s237 , Sniper@ , спасибо!
Вот что значит невнимательность и забывчивость.. Я вспомнил, что Сергей уже выкладывал описание нагрузочного стенда, и даже нашел у себя в «библиотеке» его вордовский документ «Нагрузочный стенд -полная версия»..
Я тут прикинул, как вам обойтись без ЛАТРа. Додумаю, напишу. Решение видится очень простым и выполняет несколько функций одновременно.
s237 , уже заинтересовался..
mylogalex ,
Это первые мысли, которые имеют очень простое решение и позволят обойтись без ЛАТРа. Хотя бы на первое время. Может где то и ошибаюсь, но чувствую, что заработает. Критика принимается.
» >
s237 , довольно интересно, необычно и просто )))
надо будет попробовать
mylogalex ,
Но я бы сделал еще кручее, немножко сложнее, конечно, но получился бы классный прибор, причем простыми средствами. Допишу чуть позже, покажу.
Может, кого заинтересует альтернативный вариант.
Анатолий4 ,
Анатолий, у человека это тот вариант, к которому пока что есть цель. А работа стоит, (как шутка) дети кушать просят. Здесь давно эта проблемка известна. Причем не только у него. Знаю много людей не имеющих ЛАТРа, и не знающих как поступить при включении аппарата после ремонта. А мне сегодня, по пути на рынок за з/частями, пришла вот такая идея. Я ее и изложил, как самую дешевую. Даже придумал как сделать дальнейшее развитие этой затеи, но немножко в другом виде.
А работа стоит, (как шутка) дети кушать просят. Здесь давно эта проблемка известна. Причем не только у него. Знаю много людей не имеющих ЛАТРа, и не знающих как поступить при включении аппарата после ремонта. А мне сегодня, по пути на рынок за з/частями, пришла вот такая идея. Я ее и изложил, как самую дешевую. Даже придумал как сделать дальнейшее развитие этой затеи, но немножко в другом виде.
А за предложение — спасибо.
Как вариант, можно использовать диммер (регулятор освещения) ватт на 300 минимум, в нем предохранитель имеется от КЗ. Для безопасности подключить через автомат на 1 ампер. Получается все компактнее и дешевле чем вариант с лампами и патронами.
Aleksandir , диммер нельзя, он же фазоимульсный регулятор. Импульсы на выходе там всегда 220в, он регулирует длительность фазовым методом, от него ещё хуже будет, чем напрямую.
В современной аппаратуре 3 неисправности:
- Сгорел предохранитель.
- Проводок отвалился.
- Нет контакта.
Aleksandir ,
Это не слишком удачный вариант, я такое пробовал. Некоторые сварочные аппараты вообще не запускались, некоторые запускались, но с трудом, а некоторые диммеры не давали никаких признаков своего присутствия. Что он есть, что его нету. Аппарат стартует как от полной сети. Диммер это тиристорный (симисторный) регулятор. Кроме того, нелинейность его работы на нагрузку, немножко отличающуюся от активной, просто очень большая. Думаю это не выход. Во всяком случае у меня с диммером эксперименты закончены давно, если это конечно не касается освещения. Вот там он рулит с обычными лампами накаливания в качестве нагрузки.
Некоторые сварочные аппараты вообще не запускались, некоторые запускались, но с трудом, а некоторые диммеры не давали никаких признаков своего присутствия. Что он есть, что его нету. Аппарат стартует как от полной сети. Диммер это тиристорный (симисторный) регулятор. Кроме того, нелинейность его работы на нагрузку, немножко отличающуюся от активной, просто очень большая. Думаю это не выход. Во всяком случае у меня с диммером эксперименты закончены давно, если это конечно не касается освещения. Вот там он рулит с обычными лампами накаливания в качестве нагрузки.
s237 , вот такой тоже не подойдет?
» >
mylogalex ,
Не пойдет. Подождите немножко, сейчас закончу свою писанину и дам на обсуждение. Сама статья у же готова, осталось проверить и отредактировать при необходимости.
«Если у меня нету ЛАТРа.»
Размышления и практические рекомендации. » >
Изучайте. Там все в порядке увеличения сложности, но на самом деле оно не сложное. Ссылки, которые в тексте, будут действительны в течении 10 дней. Такой же срок имеет и эта ссылка. Поэтому советую скачать. Потому что информации достаточно много для ее проглатывания за один раз. Критика и обсуждения приветствуются.
Такой же срок имеет и эта ссылка. Поэтому советую скачать. Потому что информации достаточно много для ее проглатывания за один раз. Критика и обсуждения приветствуются.
Сергей.
Всем добрый вечер/ночь. Интерестно, современные комповые БП на 500 и более ватт, делают по схеме косого на шиме 3845, как в сварках. Срисовываю плату.
В современной аппаратуре 3 неисправности:
- Сгорел предохранитель.
- Проводок отвалился.
- Нет контакта.
Приветствую всех мастеров! И, как говорится, всем доброго времени суток!
я новичок на этом форуме, но в ремонте я не новичок!
Достался мне сварочный инвертор Fubag IR 200 в разобранном виде и с выпаянными деталями.
Картинки можно посмотреть здесь отличия только в емкостях входного фильтра
спасибо, joha !
про fubag ir 200 писал Юрий_Ф вот здесь
отзывался очень хорошо!
Ну, значит, решился я его восстановить!
Первое, это восстановление источника питания собственных нужд — не было трансформатора, транзисторов Q101 и Q102, конденсаторов, стабилизатора
трансформатор взял от блока питания какого-то DVD плеера
индуктивность первичной обмотки — 9 мГн, вторичной вспомогательной — 36 мкГн, 2-х других вторичных — 2 х 114 мкГн.
Вместо Q101 – 2SK1358, Q102 – BC337(только у него обратное расположение выводов). БП запустился.
Осцилки:
управление оказалось рабочее, вот почему-то в разъеме CN3 не было проводов, соединяющих 5 и 6 контакты разъема CN3A с «+» и «-» выхода сварки. Это устранил — подключил 5 и 6 контакты разъема CN3A к разъему CN7(это как раз «+» и «-» выхода сварки, но на схеме его нет, а на плате они подписаны «U+» , «U-» около обоих разъемов)
измерил индуктивности ТГР и ТТ
ТГР:
первичная обмотка — 970 мкГн,
вторичные — 2 х 352 мкГн.
ТТ:
вторичка — 25,3 мГн
Осцилка:
теперь силовая часть
на плате осталось всего два конденсатора 1500 мкФ х 200В диаметром 23мм, один был целый, а второй был с разорванной «задницей». Долго и безуспешно искал эти конденсаторы, поставил на 1000 мкФ от компьютерного БП, ну, значит получится у меня IR 160.
конденсаторы взрываются когда напряжение на них превышает 200В, т.е. при пробое ключей, в этом инверторе схемой не предусмотрен блокирующий конденсатор и средняя точка конденсаторов напрямую соединена с первичкой силового трансформатора, этот недостаток был устранен: в плате был сделан пропил между выводом первичной обмотки силового трансформатора и средней точкой конденсаторов и впаяны два параллельно соединенных конденсатора 4,7 мкФ х 400В, выводы конденсаторов усилены.
На стр. 92 уже ремонтировалось подобное, mylogalex ставил транзисторы FGh50N60SFDTU
я поставил IRGP4063D, еще зимой купил 10 шт. в ЧИП&ДИП с скидкой по 150р
испытания под нагрузкой прошли успешно
видны всплески от коммутации ключей, но, наверно, это не критично(не знаю), испытания электродом также прошли успешно, на 100 А варил хорошо
«тяжелые» испытания не проводил, потому, что вентилятор был установлен маленький шириной 25мм, (у родного отвалилась одна лопасть, такого же, на 38мм, найти не удалось)
[
]( )
воот, жил я и радовался наличию у меня сварочного инвертора, варил я им редко и немного, максимум 1-2 электрода 2,5мм сжигал
по случаю приобрел хороший вентилятор на
Ремонт и эксплуатация сварочных трансформаторов
Простота конструкции и надежность сварочных трансформаторов относятся к их главным достоинствам. Однако и самые надежные механизмы иногда выходят из строя, особенно тогда, когда эксплуатация сварочных аппаратов производится с нарушением правил. Про устройство сварочных трансформаторов читайте здесь.
Про устройство сварочных трансформаторов читайте здесь.
Самым слабым элементом сварочных трансформаторов является клеммная колодка, к которой подключаются сварочные кабели. Плохой контакт вместе с большим значением сварочного тока приводит к сильному нагреву соединения и подсоединенных к нему проводов. В результате разрушается само соединение, сгорает изоляция на концах обмоток, вследствие чего происходит замыкание.
Ремонт сварочного трансформатора в данном случае сводится к перебору греющегося соединения, зачистке контактных поверхностей и их зажиму с обеспечением плотного контакта всех элементов.
В числе других случаются следующие неисправности.
Самопроизвольное отключение сварочного аппарата. При включении трансформатора в сеть срабатывает его защита, в результате чего аппарат отключается. Это может происходить из-за замыканий в цепи высокого напряжения — между проводами и корпусом или проводов между собой. К срабатыванию защиты может приводить также замыкание между витками катушек или листами магнитопровода, а также пробой конденсаторов. При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность — восстановить изоляцию, заменить конденсатор и т.п.
При ремонте необходимо отключить трансформатор от сети, отыскать дефектное место и устранить неисправность — восстановить изоляцию, заменить конденсатор и т.п.
Сильное гудение трансформатора, сопровождающееся часто перегревом. Причиной может быть ослабление болтов, стягивающих листовые элементы магнитопровода, неисправности в креплении сердечника или механизма перемещения катушек, перегрузка трансформатора (чрезмерно длительная работа, высокое значение сварочного тока, большой диаметра электрода). К сильному гулу приводит также замыкание между сварочными кабелями или листами магнитопровода. Необходимо проверить и подтянуть все винты и болты, устранить нарушения в механизмах крепления сердечника и перемещения катушек, проверить и восстановить изоляцию в сварочных кабелях.
Чрезмерный нагрев сварочного аппарата. К наиболее частым причинам этого относится нарушение правил эксплуатации в виде установления сварочного тока выше допустимого значения, использования электрода большого диаметра или слишком продолжительной работы без перерыва. Необходимо соблюдать стандартный режим работы — устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Необходимо соблюдать стандартный режим работы — устанавливать умеренные значения тока, применять электроды небольших диаметров, делать перерывы в работе для охлаждения аппарата.
Сильный нагрев может привести к замыканию между витками обмотки катушки вследствие сгорания изоляции, сопровождающегося обычно дымлением. Это самый серьезный случай, про который говорят, что аппарат «сгорел». Если это произошло, то ремонт сварочного аппарата потребует в лучшем случае проведения локального восстановления изоляции провода катушки, в худшем — полной ее перемотки. В последнем варианте для сохранения характеристик аппарата необходимо проводить перемотку проводом исходного сечения — с тем же количеством витков, что и было.
Низкое значение сварочного тока. Явление может наблюдаться при пониженном напряжении в питающей сети или неисправности регулятора сварочного тока.
Плохая регулировка сварочного тока. К этому могут приводить различные неисправности в механизмах регулирования тока, которые различаются в разных конструкциях сварочных трансформаторов.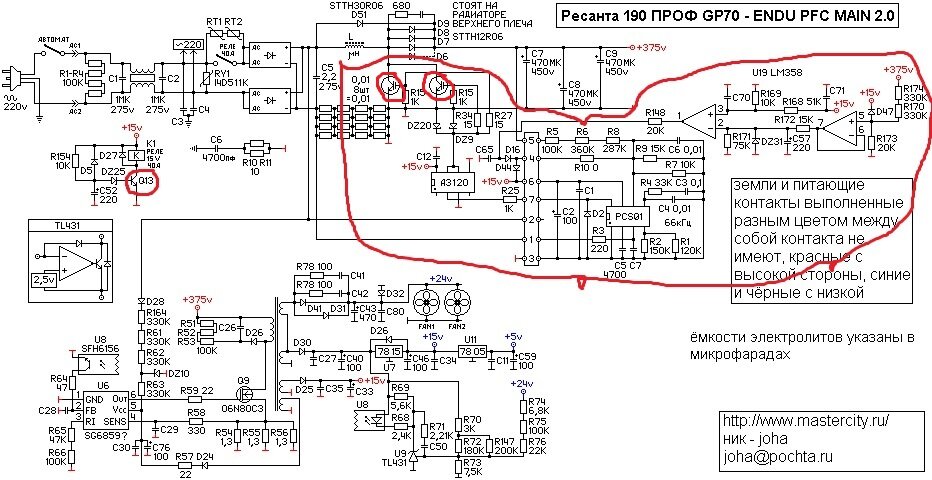 А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
А именно, неисправности в винте регулятора тока, замыкание между зажимами регулятора, нарушение подвижности вторичных катушек из-за попадания посторонних предметов или иных причин, замыкание в дроссельной катушке и т.п. Необходимо снимать кожух с аппарата и исследовать конкретный механизм регулирования тока на предмет обнаружения неисправности. Простота устройства сварочного аппарата и доступность всех его компонентов для осмотра, облегчают поиск неисправности.
Внезапный обрыв сварочной дуги и невозможность зажечь ее снова. Вместо появления дуги наблюдаются только мелкие искры. Подобное может быть вызвано пробоем обмотки высокого напряжения на сварочную цепь, замыканием между сварочными проводами или нарушением их соединения с клеммами аппарата.
Потребление большого тока из сети при отсутствии нагрузки. К этому может приводить замыкание витков обмотки, устраняемое локальным восстановлением изоляции или полной перемоткой катушки.
Ремонт сварочных выпрямителей
В конструктивном отношении выпрямитель занимает промежуточное положение между сварочным трансформатором и инвертором. От первого ему в наследство достался силовой трансформатор со всеми его недостатками, в частности, большой массой, нагревом и потенциальной возможностью замыкания обмоток или листов магнитопровода. Поэтому причины выхода из строя и способы ремонта сварочного аппарата в части силового трансформатора являются теми же самыми, что и у сварочного трансформатора. В случае, изображенном на фото ниже, сгорела обмотка силового трансформатора, и без перемотки в данном случае уже не обойтись.
От первого ему в наследство достался силовой трансформатор со всеми его недостатками, в частности, большой массой, нагревом и потенциальной возможностью замыкания обмоток или листов магнитопровода. Поэтому причины выхода из строя и способы ремонта сварочного аппарата в части силового трансформатора являются теми же самыми, что и у сварочного трансформатора. В случае, изображенном на фото ниже, сгорела обмотка силового трансформатора, и без перемотки в данном случае уже не обойтись.
Имеющаяся электронная часть — диодный выпрямитель и модуль управления — роднит сварочный выпрямитель с инвертором. Поэтому поиск неисправности предполагает проверку диодного моста и элементов платы управления. Диодный мост является надежным компонентом электронных схем, но иногда он выходит из строя. В общем-то, причины неисправности могут быть самые разные: выгорают дорожки на платах, выходят из строя трансформаторы схемы управления. На фото ниже отображен случай, когда ремонт сварочного аппарата своими руками, заключавшийся в замене неработающей детали платы управления российским аналогом, позволил пользователю сэкономить на ремонте немалую сумму (70% от стоимости сварочного аппарата).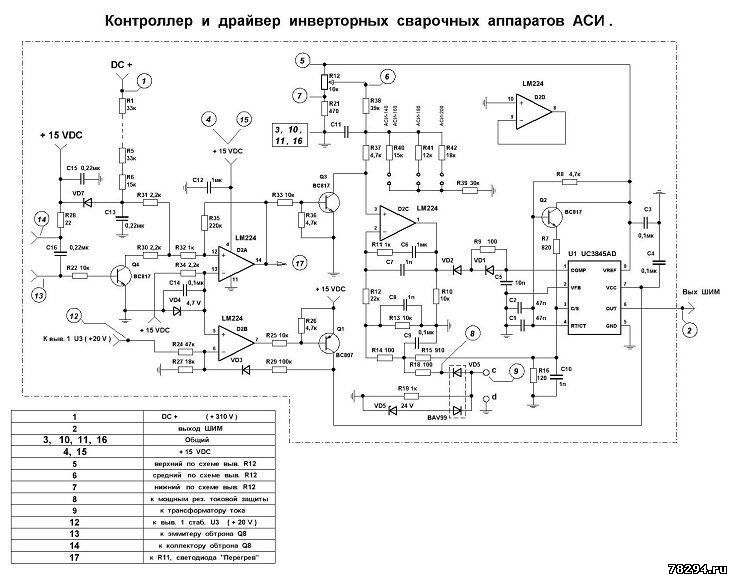
Ремонт сварочных инверторов
Сварочные инверторы обеспечивают отличное качество сварки и максимальный комфорт для сварщика. Однако эти достоинства приобретены ценой более сложной конструкции и — что бы там ни говорили производители инверторов — меньшей надежностью в сравнении с предшественниками — трансформаторами и выпрямителями.
В отличие от сварочного трансформатора, который является в большей степени электротехническим изделием, сварочный инвертор представляет собой электронное устройство. Это означает, что диагностика и ремонт сварочных инверторов предполагает проверку работоспособности транзисторов, диодов, резисторов, стабилитронов и прочих элементов, из которых состоят электронные схемы. Нужно уметь работать с осциллографом, не говоря уже о мультиметрах, вольтметрах и прочей заурядной измерительной технике.
Особенностью ремонта инверторов является и то, что во многих случаях определить по характеру неисправности вышедший из строя компонент трудно или вообще невозможно, приходится проверять последовательно все элементы схемы.
Из всего вышесказанного следует, что успешный ремонт сварочного инвертора своими руками возможен лишь в том случае, если имеются хотя бы начальные познания в электронике и маломальский опыт работы с электросхемами. В противном случае самостоятельный ремонт может обернуться лишь напрасной потерей времени и сил.
Как известно, принцип работы сварочного инвертора заключается в поэтапном преобразовании электрического сигнала:
- Выпрямлении сетевого тока — с помощью входного выпрямителя.
- Преобразовании выпрямленного тока в переменный высокочастотный — в инверторном модуле.
- Понижении высокочастотного напряжения до сварочного — силовым трансформатором (имеющим очень маленький размер благодаря большой частоте напряжения).
- Выпрямлении переменного высокочастотного тока в постоянный сварочный — выходным выпрямителем.
В соответствии с выполняемыми операциями, инвертор конструктивно состоит из нескольких электронных модулей, к основным из которых относятся модуль входного выпрямителя, модуль выходного выпрямителя и плата управления с ключами (транзисторами).
Притом что основные компоненты в инверторах различной конструкции остаются неизменными, их компоновка в аппаратах разных производителей может сильно различаться.
Проверка транзисторов. Самым слабым местом инверторов являются транзисторы, поэтому ремонт инверторных сварочных аппаратов начинается обычно с их осмотра. Неисправный транзистор обычно виден сразу — взломанный или треснутый корпус, прогоревшие выводы. Если такой обнаружен, можно начинать ремонт инвертора с его замены. Вот так выглядит сгоревший ключ.
А вот так — установленный взамен сгоревшего. Транзистор установлен на термопасту (КПТ-8), обеспечивающую хороший отвод тепла на алюминиевый радиатор.
Иногда внешних признаков неисправности нет, все ключи выглядят неповрежденными. Тогда для определения неисправного транзистора используется мультиметр, для их прозвонки.
Определить неисправные элементы — это очень хорошо, но далеко не все. Ремонт инверторных сварочных аппаратов предполагает также подыскивание, взамен сгоревших элементов, подходящих аналогов. Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Для этого определяется характеристика вышедших из строя элементов (по даташиту) и, исходя из нее, подбираются аналоги на замену.
Проверка элементов драйвера. Силовые транзисторы обычно не выходят из строя сами по себе, чаще всего этому предшествует выход из строя элементов «раскачивающего» их драйвера. Внизу представлено фото платы с элементами драйвера инвертора Telwin Tecnica 164. Проверка осуществляется с помощью омметра. Все неисправные детали выпаиваются и заменяются подходящими аналогами.
Проверка выпрямителей. Входные и выходные выпрямители, представляющие собой диодные мосты, установленные на радиаторе, считаются надежными элементами инверторов. Однако иногда выходят из строя и они. К тем, что изображены на фото ниже, это не относится, они — исправны.
Диодный мост удобнее всего проверять, отпаяв от него провода и сняв с платы. Это облегчает работу и не вводит в заблуждение при наличии короткого замыкания в цепи. Алгоритм проверки прост, если вся группа звонится накоротко, нужно искать неисправный (пробитый) диод.
Для выпаивания деталей удобно пользоваться паяльником с отсосом.
Контроль платы управления. Плата управления ключами — самый сложный модуль сварочного инвертора, от его работы зависит надежность функционирования всех компонентов аппарата. Квалифицированный ремонт сварочных инверторов должен заканчиваться проверкой наличия сигналов управления, поступающих на шинки затворов модуля ключей. Осуществляется эта проверка с помощью осциллографа.
Полуавтоматы
В полуавтоматах, независимо от того, на какой базе — инверторов или выпрямителей — они выполнены, к неисправностям электронной и электрической части могут добавляться чисто механические неполадки. В частности, задержка подачи проволоки, вызванная малым прижимным усилием в механизме подачи или большим трением между проволокой и каналом в рукаве. В последнем случае самым эффективным способом ремонта сварочного аппарата является замена канала. Причем менять его рекомендуется, совместив удаление старого с установкой нового — за один протяг, соединив конец старого канала с началом нового.
