Гальваника в домашних условиях хромирование: Гальваника в домашних условиях своими руками: хромирование, меднение и др.
Содержание
Гальваника в домашних условиях — нужное оборудование и советы
Физико-химические свойства некоторых металлов ухудшают их техническое применение. Некоторые виды стали (сплав на основе железа и углерода) могут вступать в контакт с водой, что приводит к коррозии и разрушению изделия. Чтобы предотвратить подобный сценарий, используется вспомогательная обработка металлов/сплавов. Одним из вариантов обработки является проведение гальванизации. Возможна ли гальваника в домашних условиях? Какие техники гальваники существуют и какое оборудование понадобится мастеру? И о каких правилах техники безопасности не стоит забывать? В статье эти вопросы будут рассмотрены.
Содержание
- 1 Общие сведения
- 1.1 Схема электролиза
- 1.2 Основные технологии
- 2 Ванночка для гальванизации
- 3 Другое оборудование для гальваники
- 3.1 Вспомогательное оборудование
- 4 Подготовка металлических изделий
- 5 Правила техники безопасности
- 6 Разновидности гальваники
- 6.
 1 Хромирование
1 Хромирование - 6.2 Цинкование
- 6.3 Никелирование
- 6.4 Серебрение
- 6.
- 7 Заключение
 1 Хромирование
1 ХромированиеОбщие сведения
Гальваника (гальванизация) — физико-химическая технология, с помощью которой можно создать на поверхности металла дополнительный слой из другого металла. Толщина дополнительного слоя является небольшой. Обычно она составляет от 0,1 до 2-3 миллиметров. Гальванизация используется для многих целей — повышение прочности, создание антикоррозийного слоя и другие. Покрыть гальваническим слоем можно только металлическую поверхность. Это может быть посуда, детали для автомобиля, инженерные инструменты, декоративные изделия. В качестве гальванизирующего слоя выступают металлы — хром, никель, медь, серебро, цинк + сплавы на их основе.
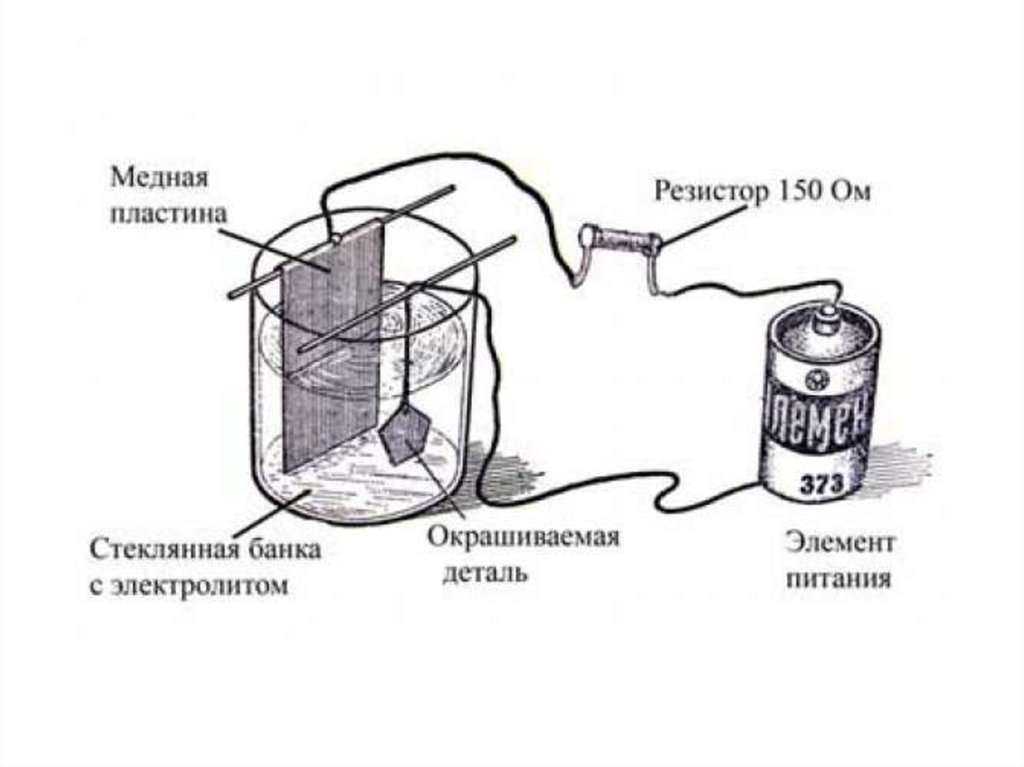
Схема электролиза
С точки зрения химии и физики гальванизация осуществляется за счет специального процесса под названием электролиз. В упрощенном виде электролиз металлических изделий выглядит так:
- Поверхность запчасти очищается от различных загрязнений (органика, пыль, грязь, легкая коррозия).
 Очистку рекомендуется дополнять обезжириванием, поскольку эта процедура позволяет получить чистую поверхность, на которую будет наноситься тонкий гальванический слой веществ, полученных из электролита.
Очистку рекомендуется дополнять обезжириванием, поскольку эта процедура позволяет получить чистую поверхность, на которую будет наноситься тонкий гальванический слой веществ, полученных из электролита. - В пластиковую или стеклянную емкость помещается электролит — раствор щелочей, кислот и солей, содержащих нужный металл. Скажем, для электролитического хромирования используется хромовая кислота, которая при электролизе высвобождает хром, переходящий на деталь. Для улучшения гальваники электролит может нагреваться до небольших температур (обычно не более 60 градусов).
- К электролиту подключается источник постоянного тока (источники переменного тока не используются, поскольку операция не запустится). Для подключения используются два провода — катод и анод. Катод прикрепляется непосредственно к обрабатываемой детали, а анод помещается в раствор электролита. Анод обычно дополняется пластиной из соответствующего металла, что усиливает гальванизацию (скажем, для цинкования нужна цинковая пластина).

- Обрабатываемая деталь прикрепляется к катоду, а потом катод помещается в раствор электролита. Катод с запчастью не должен контактировать с анодом напрямую, поскольку в таком случае случится короткое замыкание либо гальваника не запустится/будет идти медленно. Обрабатываемая запчасть должна находится на хорошем расстоянии от анода с пластинами, чтобы операция прошла успешно.
- Теперь включается электрический ток, что приводит к замыканию цепи. Ток сперва попадает на анод, а потом поступает в электролитический раствор. Это запускает ряд химических реакций, в результате которых металлические ионы высвобождаются из вещества и начинаются двигаться вместе с электрическим током по направлению к катоду. При прохождении через катод эти ионы осаждаются на поверхности запчасти, что и приводит к образованию нужного покрытия. Для гальванической обработки одной детали требуется 20-40 минут в зависимости от размеров и формы детали.
Основные технологии
Основные технологии гальваники — это хромирование, серебрение, никелирование и цинкование, при которых деталь покрывается соответственно хромом, серебром, никелем и цинком. Помимо этого существуют и другие операции (скажем, меднение и латунирование). Однако для их осуществления необходимо использование цианистых солей, которые являются ядовитыми даже для человека в защитной одежде. Поэтому эти процедуры обычно выполняются в специальных цехах или мастерских.
Помимо этого существуют и другие операции (скажем, меднение и латунирование). Однако для их осуществления необходимо использование цианистых солей, которые являются ядовитыми даже для человека в защитной одежде. Поэтому эти процедуры обычно выполняются в специальных цехах или мастерских.
Ванночка для гальванизации
Для создания защитного слоя на поверхности металлического изделия понадобится оборудование для гальваники. Основной элемент — это специальная ванночка для гальванизации, которую можно без труда собрать своими руками. Узнаем как это сделать и о чем нужно помнить:
- Гальваническая ванночка представляет собой емкость, в которую будет помещаться электролитический раствор или обрабатываемая металлическая деталь. Поэтому объем ванночки должен быть достаточно большим, чтобы все элементы поместились в нее. Объем ванночки нужно подбирать непосредственно под деталь с небольшим запасом, чтобы в него поместилось оптимальное количество электролита (в противном случае реакция будет идти медленно либо гальванизация получится низкокачественной).

- В качестве ванночки следует использовать только пластиковые или стеклянные емкости, поскольку эти вещества отличаются химической устойчивостью и инертностью относительно электролиза. Металлические емкости попадают под полный запрет — во время электролиза металлические ионы будут переходить в электролитический раствор, что испортит гальванизацию. Эмалированные металлические изделия для гальваники тоже лучше не использовать, поскольку во время электролиза есть риск повреждения эмали с последующими переходом металлических ионов в электролит.
Другое оборудование для гальваники
К ванночке необходимо подключить источник постоянного тока, которые будет активировать электролитическую реакцию. Нужно купить стабилизированный блок питания, в состав которого входит выпрямитель электрического тока и регулятор напряжения (оптимальное напряжение — от 1 до 2,5 вольт). К ванночке от источника тока также необходимо подключить два провода, которые будут выполнять роль катода и анода. К аноду следует прикрепить анодные металлические пластины, проводящие ток. Провод-катод напрямую подключается к обрабатываемой детали.
К аноду следует прикрепить анодные металлические пластины, проводящие ток. Провод-катод напрямую подключается к обрабатываемой детали.
После подключения электрических элементов в ванночку заливается жидкий электролит. Он представляет собой раствор, способный проводить электрический ток за счет диссоциации вещества на электроактивные ионы. В качестве электролита обычно используются нестабильные кислоты, щелочи или соли. Электролитический раствор можно приготовить самому, однако проще всего будет купить его в любом магазине электрических товаров или машинного оборудования. Перед гальванизацией электролит часто придется нагревать (часто его можно нагреть прямо в ванночке). Конкретный состав электролита зависит от типа операции — скажем, для хромирования в качестве электролита Вам понадобится хромовая кислота.
Вспомогательное оборудование
Помимо ванночки, проводов и электролита Вам рекомендуется иметь при себе вспомогательное оборудование:
- Механические или электрические весы.
 Они будут нужны для взвешивания отдельных гальванических компонентов, что поможет Вам подсчитать оптимальный уровень электролита в ванночки. Также они пригодятся для приготовления обезжиривающего раствора.
Они будут нужны для взвешивания отдельных гальванических компонентов, что поможет Вам подсчитать оптимальный уровень электролита в ванночки. Также они пригодятся для приготовления обезжиривающего раствора. - Плитка для нагрева электролита (ванночку можно поставить прямо на плитку). Предпочтение рекомендуется отдать электрическим плиткам, поскольку в случае сгорания газа образуются вещества, которые могут вступить в реакцию с ванночкой и осесть в электролите, что плохо влияет на качество электролитического раствора. Обратите внимание, что электроплитка должна иметь регулятор температуры нагрева.
- Вытяжка для удаления вредных испарений. Во время гальванизации в атмосферу будет выделяться множество газообразных веществ, которые представлять опасность. К тому же они неприятно пахнут, а в случае их оседания на стенах или мебели удалить эти вещества будет весьма непросто. В качестве вытяжки рекомендуется использовать вытяжной вентилятор или похожее оборудование.
Подготовка металлических изделий
Чтобы гальваника в домашних условиях получилась качественной, нужно не только подготовить необходимое оборудование, но и выполнить предварительную обработку детали. Если поверхность детали является шероховатой, то необходимо выполнить ее выравнивание с помощью наждачной бумаги или методом точной шлифовки. Обработку можно также выполнить с помощью пескоструйной технологии, которая подходит для выравнивания поверхностей больших деталей или запчастей.
Если поверхность детали является шероховатой, то необходимо выполнить ее выравнивание с помощью наждачной бумаги или методом точной шлифовки. Обработку можно также выполнить с помощью пескоструйной технологии, которая подходит для выравнивания поверхностей больших деталей или запчастей.
После зачистки следует также выполнить обезжиривание поверхности запчасти. Обезжиривание удаляет накопившийся слой пыли и грязи, устраняет пятна органического происхождения, повышает уровень сцепления металлических частиц с поверхностью запчасти. Для обезжиривания люди обычно применяют ацетон, спирт или бензин. Чтобы очистка получилась качественной, нужно учитывать химический состав детали:
- Если Вы работаете со стальными изделиями, то обезжиривание следует проводить с помощью едкого натрия или калия. Для приготовления 1 литра раствора следует растворить в воде 50-100 г одного из веществ по выбору. После растворения смесь следует нагреть до температуры 75-90 градусов, а потом нужно поместить туда требуемую деталь.
 Оптимальное время обезжиривания в растворе — 15-25 минут.
Оптимальное время обезжиривания в растворе — 15-25 минут. - Обезжиривание алюминия выполняется по похожей схеме, но в более щадящем режиме. Для приготовления обезжиривающей смеси растворите в 1 литре воды 50 г углекислого натра или тринатрийфосфата. После этого нагрейте смесь и доведите ее до температуры 55-70 градусов. Держите деталь в нагретом растворе не более 5 минут.
- В случае работы с медными запчастями для обезжиривания следует использовать едкий натр. Оптимальная концентрация веществ — 30 г натра на 1 л воды. После приготовления смеси нагрейте раствор до температуры 30-40 градусов. Держать медную запчасть в очищающем растворе следует 5-8 минут (в случае детали сложной формы — 7-10 минут).
Правила техники безопасности
Во время гальванизации будет происходить множество химических реакций, в атмосферу будут выделяться вредные испарения. В небольших количествах они не представляют опасность для человека. Гальванизация — это долгий процесс, поэтому контакт человека с этими испарениями следует минимизировать. Гальванизацию рекомендуется проводить в гараже или в мастерских (на кухне такую операцию проводить не следует).
Гальванизацию рекомендуется проводить в гараже или в мастерских (на кухне такую операцию проводить не следует).
Чтобы удалять вредные испарения, помещение должно быть оборудовано вытяжкой или вытяжными вентиляторами. Человеку рекомендуется надеть на руки резиновые перчатки, которые будут минимизировать контакт кожи с химическими реагентами. На лицо следует надеть маску-респиратор и очки, которые будут защищать слизистые оболочки от контакта с газообразными испарениями. Во время гальванизации ни в коем случае нельзя пить или есть. Если во время гальваники Вам стало плохо, то необходимо срочно обесточить генератор и прекратить процедуру.
Разновидности гальваники
Итак, мы рассмотрели основы гальваники — узнали химическую основу этого процесса, поняли, как собрать ванночку, изучили правила техники безопасности. Давайте же теперь узнаем, как делается гальваника в домашних условиях. В нашем обзоре мы рассмотрим 4 основных технологии гальванизации — хромирование, цинкование, никелирование и серебрение. Некоторые в домашних условиях также выполняют меднение и латунирование (латунь — сплав на основе меди и цинка). Однако для полноценного латунирования/меднения требуются цианистые соли, которые при электролизе выделяют особо токсичные опасные вещества. Поэтому в обзоре мы эту процедуры рассматривать не будем.
Некоторые в домашних условиях также выполняют меднение и латунирование (латунь — сплав на основе меди и цинка). Однако для полноценного латунирования/меднения требуются цианистые соли, которые при электролизе выделяют особо токсичные опасные вещества. Поэтому в обзоре мы эту процедуры рассматривать не будем.
Хромирование
При хромировании на поверхности детали создается тонкий слой, состоящих из хрома. Покрытие на основе хрома отлично защищает деталь от ржавчины, а также улучшает ее теплопроводность и химическую инертность. Еще одна полезная функция хромирования — декоративная (хром обладает приятным металлическим блеском, который радует глаз). В домашних условиях вы не можете сделать глубокое хромирование. Для этого требуется ток большой силы (100 ампер и выше). Однако сделать поверхностное хромирование для улучшения физических и эстетических свойства запчасти Вы сможете.
Этапы хромирования:
- Перед хромированием рекомендуется нанести на поверхность запчасти защитный слой на основе меди и никели.
 Сделать это можно с помощью операций никелирования. Зачем нужны эти процедуры? Объяснение простое — из-за химических особенностей вещества хромовое покрытие обладает пористой структурой. Это снижает сцепление ионов хрома с поверхности детали. Никель или медь позволяют снизить пористость, что улучшает сцепление хрома с поверхности запчасти.
Сделать это можно с помощью операций никелирования. Зачем нужны эти процедуры? Объяснение простое — из-за химических особенностей вещества хромовое покрытие обладает пористой структурой. Это снижает сцепление ионов хрома с поверхности детали. Никель или медь позволяют снизить пористость, что улучшает сцепление хрома с поверхности запчасти. - После никелирования можно приступать к хромированию. Для этого Вам понадобятся анод-пластинки на основе свинца (93-95%) и олова/сурьмы (до 7%). В качестве электролита используйте смесь хромовой (250-300 г) и серной кислот (2-3 г), оптимальная температура нагрева электролита — 50-60 градусов. Срок операции — 30-50 минут. По завершении процедуры рекомендуется промыть запчасть в слабом растворе соды.
Цинкование
Чтобы увеличить прочность запчасти и защитить ее от коррозии, может применяться процедура цинкования. Как ясно из названия, во время цинкования запчасть покрывается тонким слоем цинка. Операция цинкования — наиболее простая с технологической точки зрения. Для ее проведения нужно небольшое количество цинкового электролита (основным источником цинка будет выступать анод-пластинка). Процедура цинкования выглядит так:
Для ее проведения нужно небольшое количество цинкового электролита (основным источником цинка будет выступать анод-пластинка). Процедура цинкования выглядит так:
- Приготовьте электролит — в 1 литре воды растворите 175 г сульфатного цинка, добавьте 30-40 г сернокислого аммония и немного ацетата натрия (10 г).
- Погрузите в приготовленный электролитический раствор анод с цинковой пластиной. Размеры пластины могут быть небольшими.
- Погрузите в раствор деталь для цинкования и включите источник постоянного тока. Срок цинкования — 50-60 минут. Электролит для цинкования нагревать не нужно.
Никелирование
Никелирование позволяет получить приятное отражающее покрытие на поверхности детали. С химической точки зрения никель является инертным веществом, поэтому никелевое покрытие будет защищать изделие от воды и легких химических токсинов. Никелирование (как и цинкование) является простой технологической операцией, а начинающий справится с ней. Процедура выглядит так:
- Для приготовления электролита смешайте следующие вещества — водный раствор сернокислого натрия (300 г), водный раствор хлористого никеля (70 г), чистая борная кислота (50 г).

- Нагрейте электролит до температуры 50-60 градусов, поместите запчасть в электролитический раствор, настройте генератор на силу тока 3-5 ампер.
- Проводите обработку в течение 50-60 минут. Обратите внимание, что испарения никеля являются токсичными, поэтому не забудьте надеть перчатки, маску или очки на лицо.
Серебрение
Позволяет получить на поверхности запчасти тонкий прочный слой серебра. Серебрение также можно делать для повышения электропроводности запчасти. По экономическим соображениям эта процедура выполняется редко (серебро является дорогим материалом). Процедура серебрения выполняется так:
- Электролит для серебрения лучше купить в магазине, поскольку приготовить его самому будет нелегко (и дорого). Хотя при желании вы можете сделать его самостоятельно, смешав чистую воду, хлористое серебро, железно цианистый калий и кальцинированную соду.
- Влейте электролит в ванночку. Если температура воздуха находится ниже 20 градусов — нагрейте электролит до этой температуры с помощью электрической плитки.

- Поместите запчасть в ванночку с электролитом. Проводите серебрение в течение 40-50 минут. По завершении процедуры можете помыть изделие в слабом растворе соды.
- Не забывайте о правилах техники безопасности, поскольку железно цианистый калий при электролизе выделяет опасные вещества.
Заключение
Гальваникой называют сложную электрохимическую реакцию, с помощью которой можно на поверхность металлических изделий можно наносить дополнительный слой металла. Дополнительный слой выполняет различные функции — защитную, антикоррозийную, эстетическую. Для гальваники нужно сделать ванночку, подключенную к источнику постоянного тока. Для запуска реакции в ванночку нужно налить электролит и опустить туда обрабатываемую деталь. Состав электролита зависит от типа реакции. Выполнить гальванику можно в домашних условиях. Основные технологии гальваники — никелирование, хромирование, серебрение, цинкование и другие.
Используемая литература и источники:
- Ф.
 Ф. Ажогин и гр. авторов. Гальванотехника; Спр. издание / Под редакцией А.М. Гринберга. — Москва: Металлургия, 1987.
Ф. Ажогин и гр. авторов. Гальванотехника; Спр. издание / Под редакцией А.М. Гринберга. — Москва: Металлургия, 1987. - Томашов Н. Д., Чернова Г. П. Пассивность и защита металлов от коррозии. — М., 1965.
- Новаковский В. М. Обоснование и начальные элементы электрохимической теории растворения окислов и пассивных металлов // В сб.: Коррозия и защита от коррозии. Т. 2. — М., 1973.
- Статья на Википедии
как хромировать металл в домашних условиях
Хромирование — одно из наиболее используемых и красивых видов покрытий. Нанесение хрома является физико-химическим действием, в период которого тонкий пласт металлического хрома оседает на плоскости обрабатываемой детали. Он придаёт изделиям замечательный серебристый вид, а кроме того, оберегает железо от ржавчины. Можно произвести высококачественное хромирование в домашних условиях.
Особенности независимой процедуры
Чтобы правильно и надёжно осуществлять процесс нанесения хрома своими руками, следует принимать во внимание все характерные черты химических и физиологических преображений, которые совершаются. Большая часть химических элементов, участвующих в хромировании, представлена особенно опасными элементами, следовательно, прежде чем приступать к проведению эксперименты с хромированными покрытиями, тщательно изучить необходимо теоретическую сторону процесса.
Большая часть химических элементов, участвующих в хромировании, представлена особенно опасными элементами, следовательно, прежде чем приступать к проведению эксперименты с хромированными покрытиями, тщательно изучить необходимо теоретическую сторону процесса.
Хром придаёт плоскости замечательный наружный вид, благодаря которому продукция приобретает весьма изящный вид. Гальваника открывает большие возможности для усовершенствования декоративных, физиологических и химических качеств материалов. Хром чрезвычайно устойчив к воздействию агрессивных сред, он не темнеет под воздействием окружающей среды, благодаря этому он отыскал обширное применение при конструировании частей кузовов автомобилей и частей элементов, работающих в сложных условиях. Толщина блестящего напыления весьма мала: от 0,075 до 0,25 миллиметров.
В отличие от никеля, в основной массе случаев хром не используют к металлу.
Для этого применяют лёгкий слой оцинковки. Такого рода слой состоит из меди и требует применения технологических воздействий, усложняя и без того трудный процесс.
Ещё одна проблема, которая может остановить на пути к осуществлению задачи — получение реактивов. Главным компонентом является соединение хрома (CrO3), иное наименование — ангидрид хрома. Неприятной чертой его применения является то, что оксид хрома является самым мощным ядом, смертельная доза которого — 6 г. Это соединение имеет небольшой оборот, который строго контролируется государством.
Остатки, возникающие в результате завершения хромирования, должны быть утилизированы в соответствии со специальным порядком, а не поступать в канализацию или в почву. Элемент является сильным канцерогеном: если он появляется на коже, будет очень сильное раздражение, в том числе экзема и дерматит, может сформироваться опухоль.
Реактивы для применяемого электролита
Важно рассмотреть все нюансы процесса перед тем, как хромировать металл в домашних условиях. Процесс хромирования своими руками в домашних условиях осуществляется электрическими средствами. Для его выполнения следует иметь катод, анод (заготовку) и электролит, в котором станут осуществляться химические взаимодействия.
Процесс хромирования своими руками в домашних условиях осуществляется электрическими средствами. Для его выполнения следует иметь катод, анод (заготовку) и электролит, в котором станут осуществляться химические взаимодействия.
В качестве катода применяется лист свинца либо его соединение с оловом. Правильнее всего, чтобы полновесная пластинка была несколько больше, чем заготовка. Катод подключён к позитивному электроду. Анод соединён с материалом, накрытым хромом. Он должен быть подвешенным в среде электролита таким способом, чтобы он не затрагивал стен, низа и не затрагивал катода.
Для формирования электролита необходимы следующие элементы:
- хромовый ангидрид, 250 г / л электролита;
- серная кислота — 2−2,5 г / л;
- чистейшая, без включений, вода.
Перед изготовлением электролита воду нагревают до температуры 60−80 °С, затем растворяют в ангидриде хрома. Затем нужно слегка охладить раствор и добавить небольшое количество серной кислоты тонким потоком. Кислота должна быть не промышленной, а чистой. Электрическая компенсация очень чувствительна к формуле электролита, поэтому на предприятиях есть лаборатории, которые проводят непрерывный мониторинг устойчивости состояния реагентов. Если проводится гальваника в домашних условиях или хромирование собственными руками, придется обойтись без помощи технологов.
Кислота должна быть не промышленной, а чистой. Электрическая компенсация очень чувствительна к формуле электролита, поэтому на предприятиях есть лаборатории, которые проводят непрерывный мониторинг устойчивости состояния реагентов. Если проводится гальваника в домашних условиях или хромирование собственными руками, придется обойтись без помощи технологов.
Оборудование для хромированных деталей
Воздействие хромирования может быть не только на изделия из металла, но и пластмассы. Хромирование пластика в домашних условиях, например, фары, проводится немного иначе. Следует знать, что для выполнения процедуры используются реагенты, которые могут представлять опасность для здоровья.
Для покрытия хромом в домашних условиях деталей необходимо следующее оборудование:
- ванна пластиковая;
- выпрямитель, способный обеспечить напряжение до 12 вольт и до 50А;
- кислотостойкий нагреватель для нагрева электролита;
- термометр с границей замера 0−100 градусов.
Параметры и объемы единичных видов оборудования, используемых для хромирования, формируются в зависимости от размера и количества возделываемых продуктов. Нужно подобрать наименьшие объемы ванны, в которую детали будут погружены. Ванная может быть сделана из пластмассового ведра либо иного прямоугольного контейнера. Для того чтобы раствор не улетучился при долгом хранении, следует гарантировать воздухонепроницаемую крышку. В качестве выпрямителя можно использовать зарядное устройство для автоаккумулятора (подходит для мелких деталей).
Хромовые элементы будут делаться в электролите, который состоит из:
- очищенной воды;
- триоксида хрома (CrO3) 220−250 г/л;
- серной кислоты (h3SO4) 2,2−2,5 г / л.
Кроме этих деталей, понадобится следующий набор: соляная кислота (HCl), ацетон и листовой металл.
Подготовка плоскости и металлизирование
Независимая хромировка не может быть выполнена без соответствующей подготовки плоскости продукта.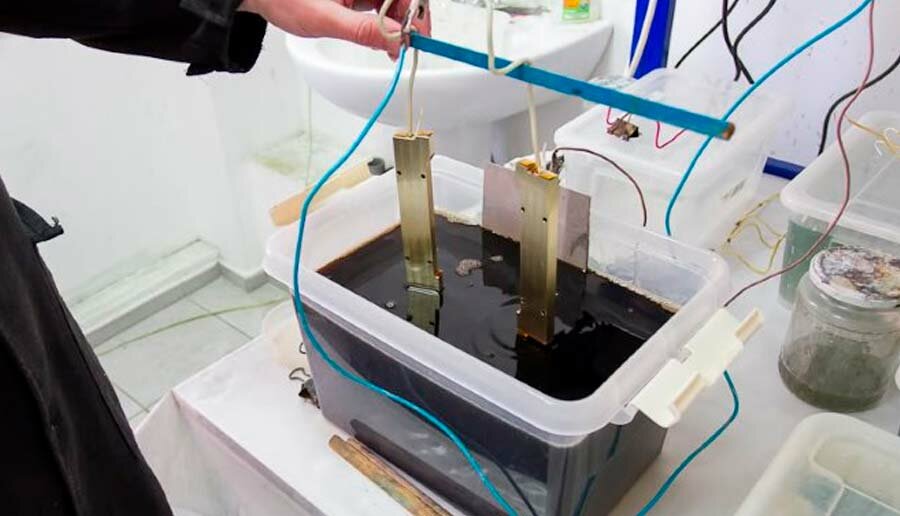 Вначале необходимо сформировать медную или никелированную подложку, потому как элемент не находится в плоскости стали, алюминия либо любого иного сплава.
Вначале необходимо сформировать медную или никелированную подложку, потому как элемент не находится в плоскости стали, алюминия либо любого иного сплава.
Медный слой либо никелирование исполняется в гальванической ванне. Катод — металлическая медь или никель, электролит предполагает собой раствор серной кислоты, сульфата меди либо никеля. После окончания изготовления продукт тщательнейшим образом полируется, следя затем, чтобы не испортить тонкий пласт основы, необходимо ее обезжирить и высушить.
Независимое хромирование должно осуществляться при устойчивых параметрах всех частей. Каждое отклонение может послужить причиной к повреждениям напыления. К примеру, преобладание концентрации тока на единицу участка приводит к формированию выростов и дендритов металлического хрома в заостренных углах продуктов.
Несоблюдение температурного порядка и колебания сосредоточения реагентов провоцируют потускнение, пятнистость напыления. После хромирования элементов блестящая плоскость покрывается необходимым пластом сплава, напряжение отключается, продукция отсоединяется и располагается в ванну с очищенной водой. Процесс правильнее воспроизводить несколько раз, меняя воду.
После хромирования элементов блестящая плоскость покрывается необходимым пластом сплава, напряжение отключается, продукция отсоединяется и располагается в ванну с очищенной водой. Процесс правильнее воспроизводить несколько раз, меняя воду.
Этапы хромирования элементов
Захромировать напрямую можно только такие металлы, как медь, латунь и никель. Чтобы самому хромировать металлические детали, надо предварительно нанести медный, латунный или никелевый слой. Для этого необходимы подходящий электролит и технология. После сушки плоскость активизируют в растворе соляной кислоты (100 г / л).
Период обрабатывания зависит от состояния плоскости (5−20 мин). Части промывают водой и погружают в хромированную ванну. Для этого подвеску изготавливают из проволоки либо стержня. К подвеске подаётся «отрицательный» провод. Рядом с медным стержнем прикреплён увесистый анод, к которому прилагается «плюс». Через 20−40 минут части вытаскивают из ванны и промывают в воде.
После просыхания допускается полирование слоя хрома, чтобы плоскость была отражающей. Подготовить электролит нетрудно: вначале в воде раскрывается ангидрид хрома, а затем добавляется тонкая струйка серной кислоты. Перед тем как загружать детали, нужно повесить любую пластину и включить электролит на полчаса-час.
Подготовить электролит нетрудно: вначале в воде раскрывается ангидрид хрома, а затем добавляется тонкая струйка серной кислоты. Перед тем как загружать детали, нужно повесить любую пластину и включить электролит на полчаса-час.
Если композиция с ярко-красным цветом превращается в светло-бордовый оттенок, то в этом случае можно включить хромированные элементы. Состав хрома должен нагреваться до 45 градусов. Ток вводится в зависимости от площади плоскости покрываемых элементов. Для обработки 1 кв. дм необходим ток в 15−25 ампер.
Основные недостатки покрытия не должны пугать новичков. Некачественный слой можно замачивать в соляной кислоте. После этого детали промывают в воде, а процессы металлизации повторяются.
Чаще всего есть ряд ключевых недостатков:
- Отшелушивание блестящей плёнки. Главная причина — нехорошая адгезия из-за недостаточного обезжиривания. После вытаскивания напыления поверхность вновь вычищается и активизируется.

- Установка хрома в заостренных краях. Этот недостаток показывает на высочайшую уплотненность тока в заостренных концах. По возможности кромки лучше скруглить либо настроить экраны в проблематичных зонах.
- Матовое покрытие. Для достижения блеска следует повысить температуру раствора, уменьшить электричество либо прибавить ангидрид хрома.
Прежде чем хромировать собственными руками, необходимо тщательнейшим образом оценить предстоящую цену работы и произвести вывод о необходимости ее проведения. Прежде чем сформировать приспособление для хромирования, необходимо распланировать будущее устранение отходов. При попадании в грунт, а далее в колодцы соединение хрома порождает отравление и формирование болезни, следовательно, настойчиво рекомендовано не начинать работу, не определяясь ранее со всеми особенностями процесса. Видеоурок поможет узнать тонкости покрытия поверхности металла хромом.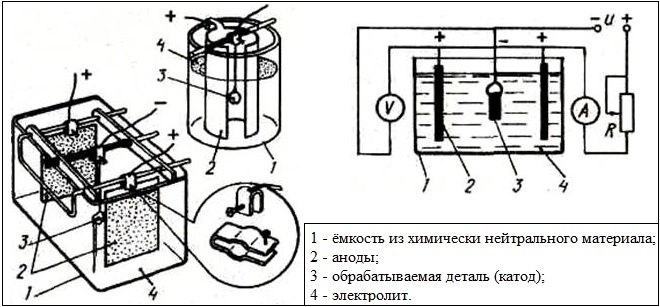
Originally posted 2018-07-04 07:40:48.
Chrome Brokers — Хромирование
Хромирование, также известное как гальваническое покрытие, представляет собой производственную технологию, при которой один или несколько тонких слоев металла покрывают подложку с помощью электрического тока. Объект-субстрат, который может
проводящий электричество, погружают в раствор растворенного металла, через который проходит электрический ток. Металл покрытия прилипает к изделию, образуя тонкий внешний слой. Этот процесс
называется электроосаждением. В этом процессе покрываемая деталь является катодом цепи, а анод обычно изготавливается из металла, на который наносится покрытие. Оба компонента погружены в
раствор, называемый электролитом. Источник питания используется для подачи постоянного тока на анод. В зависимости от типа основания, на которое наносится покрытие
используются различные растворы для травления, очистки и ополаскивания.
Хромирование часто рассматривается как служащее исключительно декоративным целям, но этот процесс придает объектам желаемые качества, которые в противном случае
недостаток.
С помощью гальванического покрытия низкокачественные металлы могут быть покрыты слоем металла более высокого качества, что делает конечный продукт более прочным и долговечным, что продлевает срок службы покрываемой детали и
делая более дешевые металлы более роскошными. Железо, алюминий, цинковое литье под давлением и сталь являются обычными субстратами для хромирования. Одними из преимуществ хромирования являются стойкость к истиранию и износу,
защита от коррозии, а также улучшенные эстетические качества.
Хромирование — это не одноэтапный процесс. Он включает в себя множество различных этапов и поэтому является длительным и трудоемким процессом.
Наш процесс:
Первоначально, после того, как товар был получен, зарегистрирован и сфотографирован, он зачищается до голого металла, удаляя всю ржавчину, масла, жир, старую краску и/или старый хром.
На этом этапе изделие проверяется на наличие признаков коррозии, царапин, ржавчины, точечной коррозии и других повреждений, которые могут повлиять на процесс нанесения покрытия или качество конечного продукта. Если объект отображает какие-либо
Если объект отображает какие-либо
повреждения или дефекты, мы предпринимаем необходимые шаги для ремонта и удаления любых посторонних материалов, которые могут вызвать проблемы на любом этапе процесса покрытия.
Следующим шагом будет полировка изделия, подлежащего покрытию. Этот шаг устранит любые неестественные дефекты и равномерно удалит металл с поверхности вплоть до самых глубоких царапин.
придание подложке гладкой поверхности, которая придаст готовому изделию зеркальную поверхность. Это достигается шлифовкой и полировкой путем постепенного истирания с использованием самых грубых
до самой мелкой наждачной бумаги и, в конечном итоге, с использованием полировальных кругов вместе с различными румянами и полировальными составами.
Затем используется специальное покрытие, называемое «страйк», для формирования очень тонкого слоя покрытия, обеспечивающего лучшее сцепление с подложкой. Никель — популярный металл, используемый в этом методе нанесения ударов.
из-за его способности связываться с медью и алюминием для достижения надлежащей адгезии и износостойкости.
Медь также используется в процессе хромирования для повышения проводимости и создания слоя металла, заполняющего питтинг и другие примеси в металле подложки.
После того, как объект был покрыт медью, он проходит следующий этап — полировку меди. На этом этапе изделие снова полируется и полируется до блеска, чтобы гарантировать, что верхний слой хромового покрытия будет как можно дольше.
яркая и максимально ровная.
После полировки меди объект тщательно очищается и ополаскивается, чтобы подготовить его к ванне для блестящего никелирования. Этот шаг жизненно важен для последнего шага, хромирования. Он предлагает высокий
блеск, защита от коррозии и добавляет износостойкости.
Последним этапом процесса является хромирование. Это делается путем погружения никелированного объекта в высококонцентрированный раствор хромовой кислоты, чтобы нанести на объект тонкий слой хрома.
с помощью электрического тока. Слой хрома придает голубоватый цвет (по сравнению с желтоватым цветом никеля) и защищает никель от потускнения, сводя к минимуму появление царапин и значительно
способствует коррозионной стойкости. Когда нанесение покрытия на определенные участки подложки нежелательно, наносятся заглушки, чтобы предотвратить накопление металлического покрытия, нанесенного на детали.
После того, как объект был хромирован, его в последний раз ополаскивают, прежде чем пройти тщательный контроль качества, чтобы обеспечить яркое ровное хромирование.
Общий вид высококачественного хромированного покрытия зависит от качества подготовки и полировки. Имея это в виду, мы стремимся постоянно совершенствовать нашу работу, как всегда, уделяя особое внимание
на тонкой настройке нашего процесса, чтобы своевременно предоставлять нашим клиентам высококачественную отделку.
Все, что вам нужно знать о гальванике хрома
by Jane McMullen 28 февраля 2023 г. наносится гальваническим способом на металлический предмет. Этот процесс часто называют другими названиями, такими как тройное хромирование. Этот гальванический процесс осуществляется по многим причинам. От улучшения эстетики до повышения устойчивости к коррозии может помочь хромирование. В этом блоге мы рассмотрим все, что вам нужно знать о гальваническом хромировании. Мы рассмотрим, что это такое, области применения и преимущества, а также процесс хромирования.
наносится гальваническим способом на металлический предмет. Этот процесс часто называют другими названиями, такими как тройное хромирование. Этот гальванический процесс осуществляется по многим причинам. От улучшения эстетики до повышения устойчивости к коррозии может помочь хромирование. В этом блоге мы рассмотрим все, что вам нужно знать о гальваническом хромировании. Мы рассмотрим, что это такое, области применения и преимущества, а также процесс хромирования.
Что такое гальваническое хромирование?
Гальваническое покрытие хромом представляет собой процесс нанесения тонкого слоя хрома на металл или сплав. Процесс хромирования широко используется в аэрокосмической и автомобильной промышленности. Хромирование улучшает поверхностные свойства материала. Степень, в которой материал выигрывает от гальванического хромирования, зависит от качества хромового слоя. Компания Dorsetware, специализирующаяся на хромировании в Пуле и его окрестностях, обеспечивает высококачественную отделку.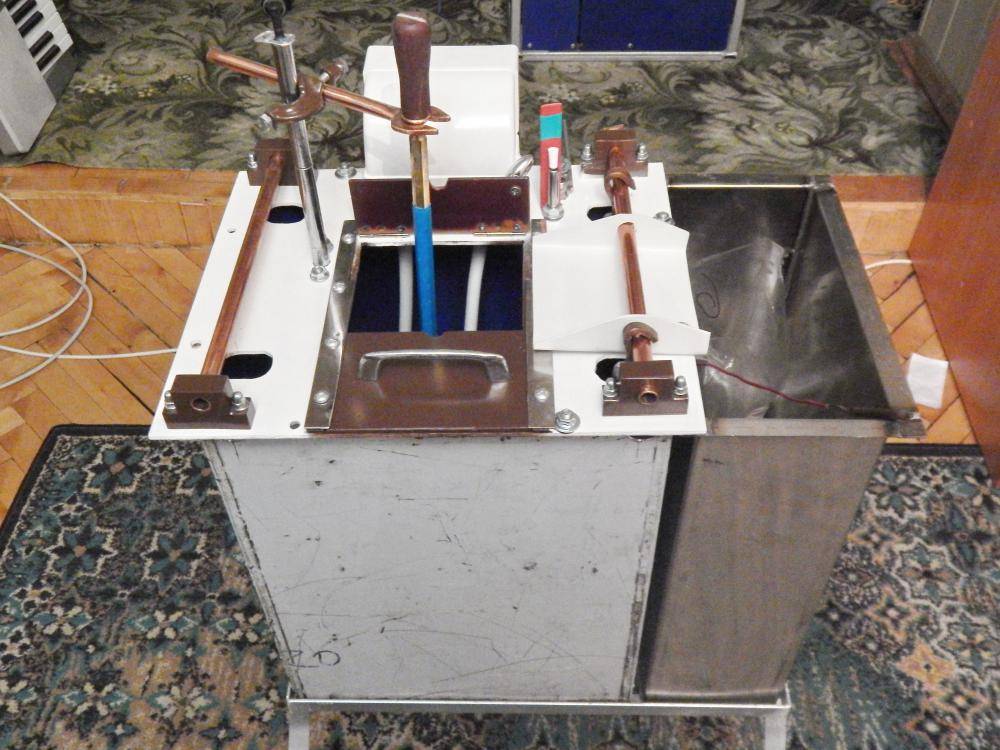
Применение хромирования
Хромирование имеет широкий спектр применения. От аэрокосмической отрасли и производства до дверных ручек и почтовых ящиков этот процесс обеспечивает множество преимуществ. Проведение гальванического хромирования повышает коррозионную стойкость. Это особенно полезно для продуктов или деталей, которые будут подвергаться воздействию элементов, таких как детали мотоциклов или автомобилей. Например, одной из предлагаемых нами услуг по хромированию является восстановление хрома на классических автомобилях.
Процесс гальванического хромирования
Являясь экспертами в области хромирования в Пуле и его окрестностях, мы знаем, как правильно выполнить этот процесс. Первый этап включает в себя оценку качества металла и определение желаемой отделки. Отсюда металл очищается и полируется, чтобы удалить любые царапины и загрязнения. Этот шаг имеет решающее значение для обеспечения гладкой поверхности. По завершении металл подвергается глубокой очистке с использованием мыльных, кислотных и водных растворов. Затем в Dorsetware мы добавляем медное покрытие, чтобы обеспечить достаточный уровень защиты от коррозии. Затем наносится слой никелирования, чтобы добавить последний слой защиты и улучшить внешний вид. Заключительный этап процесса хромирования включает гальваническое покрытие материала для достижения желаемого уровня толщины покрытия.
Затем в Dorsetware мы добавляем медное покрытие, чтобы обеспечить достаточный уровень защиты от коррозии. Затем наносится слой никелирования, чтобы добавить последний слой защиты и улучшить внешний вид. Заключительный этап процесса хромирования включает гальваническое покрытие материала для достижения желаемого уровня толщины покрытия.
Специалисты по хромированию
В Dorsetware мы являемся экспертами в процессах отделки металлов. У нас есть большой опыт и знания, чтобы справиться с любым проектом гальванического хромирования. Наш тщательный и тщательный процесс гарантирует получение высококачественной отделки, которая гарантированно прослужит долгие годы.
Для получения дополнительной информации о наших услугах по хромированию свяжитесь с нами сегодня, используя нашу контактную онлайн-форму . Или позвоните нам по телефону 01202 677 939 . Мы обеспечиваем отделку металла в Дорсете для целого ряда проектов.
