Геометрия сверла: инженер поможет — Геометрия сверла
Содержание
Классификация и геометрия инструмента для сверления
Сверло́– режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Свёрла могут также применяться для рассверливания, то есть увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания то есть получения несквозных углублений.
Сверла по металлу относятся к группе осевых инструментов и предназначены для обработки отверстий. Существует несколько типов конструкций сверл: спиральные, перовые, кольцевые– в зависимости от конструкции рабочей части. Сверла с цилиндрическим хвостовиком относятся к типу спиральных сверл. Их основные конструктивные элементы можно увидеть на рисунке:
Рисунок Сверло
Спиральное сверло имеет рабочую часть и хвостовик, который служит для закрепления сверла в рабочем приспособлении станка и выполняется цилиндрическим или коническим.
Конический хвостовик снабжен лапкой (поводком), предохраняющей его при выбивании сверла из шпинделя станка. Рабочая часть сверла выполняется из инструментальной стали или с напаянными пластинками твердого сплава. Она осуществляет процесс резания, формирует поверхность обрабатываемого отверстия, отводит стружку из зоны резания и направляет сверло при обработке. Рабочая часть состоит из режущей кромки и направляющей части. Направляющая часть имеет две винтовые канавки, необходимые для отвода стружки из зоны резания, и две ленточки, необходимые для направления сверла. Режущая часть имеет две главные режущие кромки, образованные передними и главными задними поверхностями. Главные режущие кромки соединяются под углом 2φ поперечной кромкой. От значения угла 2φ зависят толщина и ширина срезаемого слоя, соотношение между радиальной и осевой составляющих силы резания и температура в зоне резания. С увеличением угла 2φ возрастает осевая Рх и уменьшается радиальная Ру составляющие силы резания. Ширина срезаемого слоя при этом уменьшается, температура в зоне резания повышается.
Ширина срезаемого слоя при этом уменьшается, температура в зоне резания повышается.
Геометрия режущей кромки характеризуется передним (γ) и задним углами (α) резания. Передний угол γ измеряют в главной секущей плоскости, проходящей перпендикулярно главной режущей кромке. Задний угол α измеряют в плоскости, проходящей через точку главной режущей кромки параллельно оси сверла. Значения этих углов изменяются от центра сверла к его периферии.
Ленточка служит для центрирования сверла по обработанной поверхности отверстия и обеспечивает возможность многократной переточки сверла. Ширина ленточек промышленных сверл 0,2…3мм. По ленточке сверло имеет обратную конусность 0,03… 0,12 мм на 100 мм длины.
Наиболее напряженными участками сверла являются точки перехода главной режущей кромки в ленточку. В этих точках скорость резания и температура максимальны. Для улучшения теплоотвода, и соответственно, повышения стойкости сверла, применяют двухконусную заточку сверл диаметром более 10мм. На периферии сверла формируют переходные режущие кромки под углом 2φ, равным 70…75°.
На периферии сверла формируют переходные режущие кромки под углом 2φ, равным 70…75°.
Сверла спиральные с цилиндрическим хвостовиком разделяются на следующие серии:
· Короткая – ГОСТ 4010-77; диаметром D = 0,3 — 20 мм, общей длиной L = 20 — 131мм
· Средняя – ГОСТ 10902-77; диаметром D = 0,3 — 20 мм, общей длиной L = 19 — 205мм
· Длинная – ГОСТ 886-77; диаметром D = 1 — 20 мм, общей длиной L = 56 — 254мм
Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
· Углеродистые стали (У8, У9, У10, У12 и др.): Сверление и рассверливание дерева, пластмасс, мягких металлов.
· Низколегированные стали (Х, В1, 9ХС, 9ХВГ и др. ): Сверление и рассверли-вание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеро-дистыми теплостойкость (до 250°C) и скорость резания.
): Сверление и рассверли-вание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеро-дистыми теплостойкость (до 250°C) и скорость резания.
· Быстрорежущие стали (Р9, Р18, Р6М5, Р9К5 и др.): Сверление всех конструкци-онных материалов в незакалённом состоянии. Теплостойкость до 650О C.
· Свёрла, оснащенные твёрдым сплавом, (ВК3, ВК8, Т5К10, Т15К6 и др.): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950°C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
· Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
· Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
Некоторые виды сверл представлены на рисунке:
Сверла:
A –по металлу; B –по дереву; C –по бетону;
D –перовое сверло по дереву;
E –универсальное сверло по металлу или бетону;
F –по листовому металлу;
G –универсальное сверло по металлу, дереву или пластику;
Н –центровочное
Хвостовики: 1, 2 –цилиндрический;
3 –SDS-plus;
4 –шестигранник;
5 –четырёхгранник;
6 –трёхгранник;
7 – для шуруповёртов.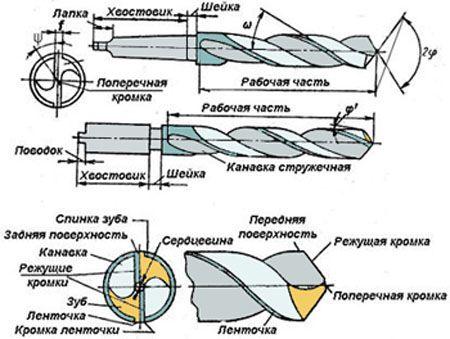
Сверление является одним из самых распространённых методов получения отверстия. Режущим инструментом служит сверло, с помощью которого получают отверстие в сплошном материале или увеличивают диаметр ранее просверленного отверстия (рассверливание). Движение резания при сверлении — вращательное, движение подачи — поступательное. Режущая часть сверла изготовляется из инструментальных сталей (Р18, P12, P6M5 и др.) и из твердых сплавов. По конструкции различают свёрла: спиральные, с прямыми канавками, перовые, для глубоких отверстий, для кольцевого сверления, центровочные и специальные комбинированные. К конструктивным элементам относятся: диаметр сверла D, угол режущей части (угол при вершине), угол наклона винтовой канавки w, геометрические параметры режущей части сверла, т.е. соответственно передний g и задний a углы и угол резания d, толщина сердцевины d (или диаметр сердцевины), толщина пера (зуба) b, ширина ленточки f, обратная конусность j1, форма режущей кромки и профиль канавки сверла, длина рабочей части lo, общая длина сверла L.
Части и элементы спирального сверла
Диаметр сверла следует всегда брать немного меньше, чем диаметр просверливаемого отверстия, так как диаметр отверстия при сверлении увеличивается.
Как и резец, сверло имеет передний и задний углы. Передний угол — угол между касательной к передней поверхности в рассматриваемой точке режущей кромки и нормалью в той же точке к поверхности вращения режущей кромки вокруг оси сверла. Передний угол рассматривается в плоскости, перпендикулярной к режущей кромке.
Рис.Передний и задний углы сверла
Наибольшее значение угол g имеет на периферии сверла, где в плоскости, параллельной оси сверла, он равен углу наклона винтовой канавки w. Наименьшее значение угол g имеет у вершины сверла. На поперечной кромке угол g имеет отрицательное значение, что создаёт угол резания больше 90°, а, следовательно, и тяжелые условия работы. Такое резкое изменение переднего угла вдоль всей длины режущей кромки является большим недостатком сверла, так как это вызывает более сложные условия образования стружки.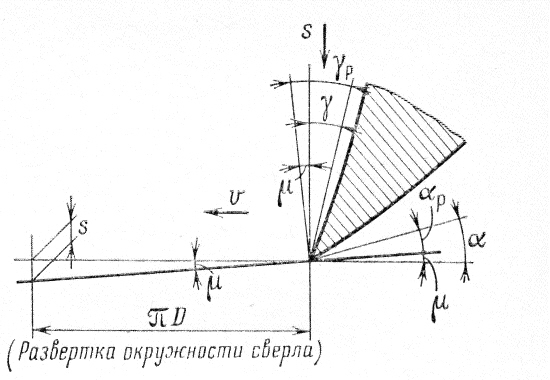 На периферии сверла, где небольшая скорость резания и наибольшее тепловыделение, необходимо было бы иметь и наибольшее тело зуба сверла. Большой же передний угол уменьшает угол заострения, что приводит к более быстрому нагреву этой части сверла, а, следовательно, и к наибольшему износу.
На периферии сверла, где небольшая скорость резания и наибольшее тепловыделение, необходимо было бы иметь и наибольшее тело зуба сверла. Большой же передний угол уменьшает угол заострения, что приводит к более быстрому нагреву этой части сверла, а, следовательно, и к наибольшему износу.
Задний угол a — угол между касательной к задней поверхности в рассматриваемой точке режущей кромки и касательной в той же точке к окружности ее вращения вокруг оси сверла. Этот угол принято рассматривать в плоскости, касательной к цилиндрической поверхности, на которой лежит рассматриваемая точка режущей кромки.
Для точки, находящейся на периферии сверла, задний угол в нормальной плоскости Б-Б может быть определён по формуле
tgaн=tga sinj (5.15)
Действительное значение заднего угла во время работы иное по сравнению с тем углом, который мы получили при заточке и измерили в статическом состоянии. Это объясняется тем, что сверло во время работы не только вращается, но и перемещается вдоль оси.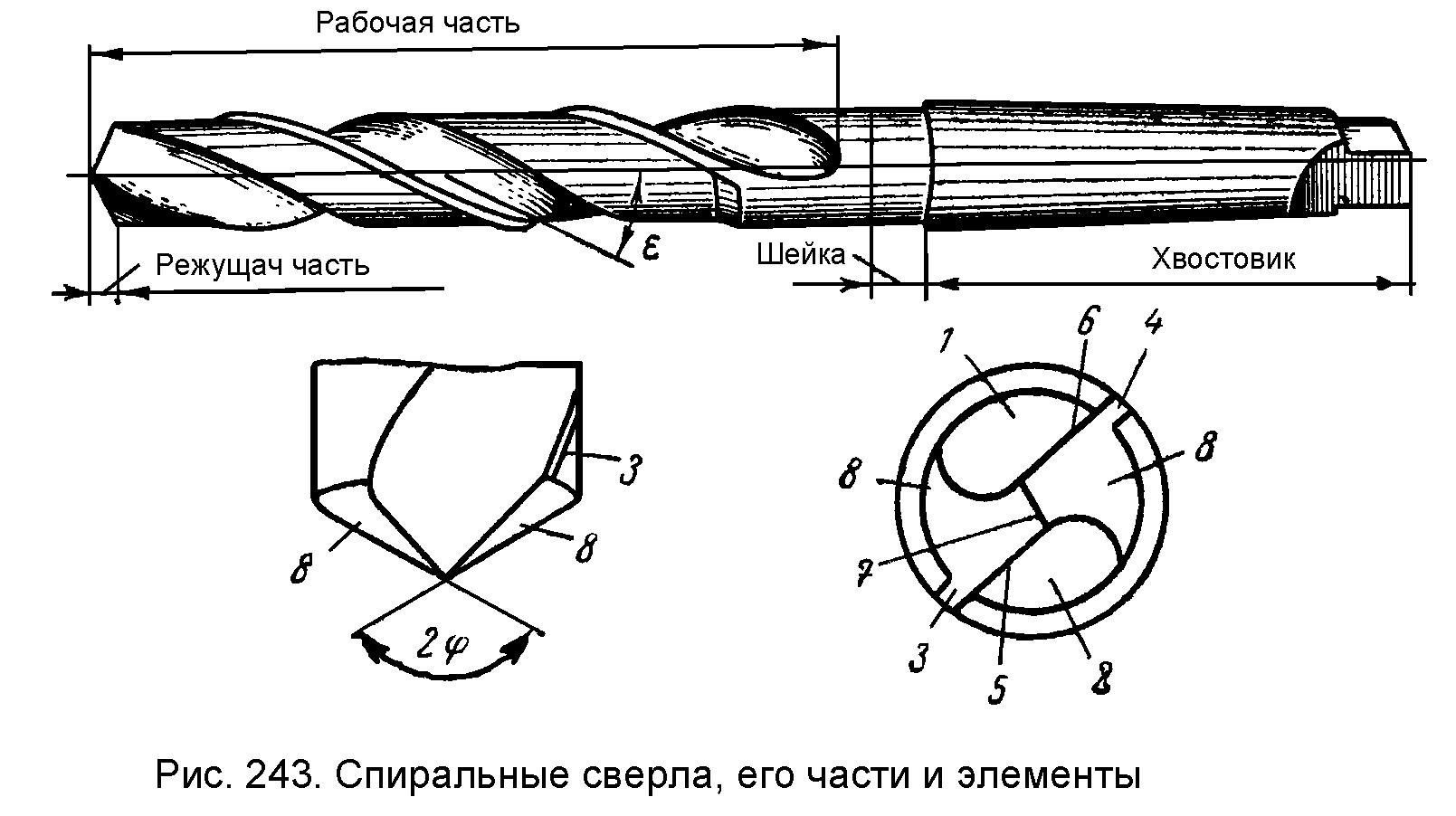 Траекторией движения точки будет не окружность (как это принимают при измерении угла), а некоторая винтовая линия, шаг которой равен подаче свёрла в миллиметрах за один его оборот. Таким образом, поверхность резания, образуемая всей режущей кромкой, представляет собой винтовую поверхность, касательная к которой и будет действительной плоскостью резания.
Траекторией движения точки будет не окружность (как это принимают при измерении угла), а некоторая винтовая линия, шаг которой равен подаче свёрла в миллиметрах за один его оборот. Таким образом, поверхность резания, образуемая всей режущей кромкой, представляет собой винтовую поверхность, касательная к которой и будет действительной плоскостью резания.
Рис. Поверхности заготовки при сверлении
Действительный задний угол в процессе резания a’ заключен между этой плоскостью и плоскостью, касательной к задней поверхности сверла.
Рис. Углы режущих кромок сверла в процессе резания
Он меньше угла, измеренного в статическом состоянии, на некоторую величину m:
a’= a — m (5.16)
tgm =s/pD (5.17)
Чем меньше диаметр окружности, на которой находится рассматриваемая точка режущей кромки, и чем больше подача s тем больше угол m и меньше действительный задний угол a’.
Действительный же передний угол в процессе резания g’ соответственно будет больше угла g измеренного после заточки в статическом состоянии:
g’=g +m (5. 18)
18)
Чтобы обеспечить достаточную величину заднего угла в процессе резания в точках режущей кромки, близко расположенных к оси сверла, а также для получения более или менее одинакового угла заострения зуба вдоль всей длины режущей кромки, задний угол заточки делается: на периферии 8 -14°, у сердцевины 20 — 27°, задний угол на ленточках сверла 0°.
Кроме переднего и заднего углов, сверло характеризуется углом наклона винтовой канавки w, углом наклона поперечной кромки y, углом при вершине 2j, углом обратной конусности j1. Угол w = 18-30°, y=55°, j1 = 2-3°, у свёрл из инструментальных сталей 2j = 60-140°.
Спиральное сверло имеет ряд особенностей, отрицательно влияющих на протекание процесса стружкообразования при сверлении:
а) уменьшение переднего утла, в различных точках режущих кромок по мере приближения рассматриваемой точки к оси сверла,
б) неблагоприятные условия резания у поперечной кромки (так как
угол резания здесь больше 90°),
в) отсутствие заднего угла у ленточек сверла, что создает большое
трение об обработанную поверхность.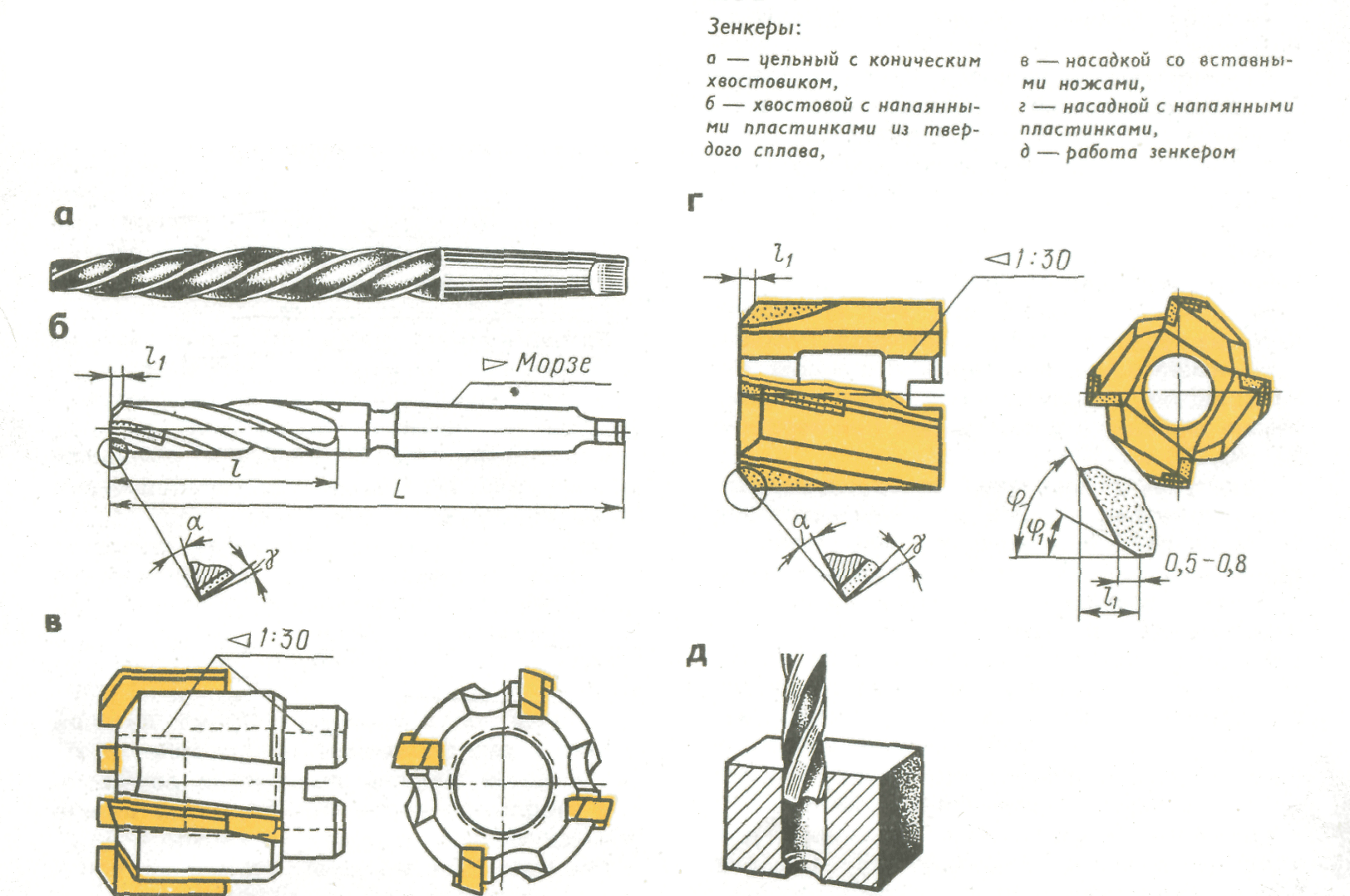
Для облегчения процесса стружкообразования и повышения режущих свойств сверла производят двойную заточку сверла и подточку перемычки и ленточки.
При двойной заточке сверла вторая заточка производится под углом 2jо=70° на ширине В=2,5-15 мм.
Такая заточка повышает стойкость сверла, а при одной и той же стойкости позволяет увеличить и скорость резания.
Подточка перемычки (сердцевины) производится на длине l=3-15мм.
От такой подточки уменьшается длина поперечной кромки (размер А=1,5-7,5 мм) и величина угла резания в точках режущих кромок, расположенных вблизи перемычки сверла. Для уменьшения трения ленточек об обратную поверхность (о стенки отверстия) производится подточка ленточек под углом a1=6-8° на длине l1= 1,5-4 мм, что приводит к повышению стойкости сверла.
Лекции по режущему инструменту (Инженерия)
1. Сверла
Сверло – осевой режущий инструмент для обработки отверстий в сплошном материале и увеличения диаметра имеющегося отверстия (Рис. 1).
1).
Рис.1. Спиральное сверло
1.1. Спиральные сверла
Спиральные сверла используются для обработки отверстий диаметром до 80 мм, обеспечивают точность, соответствующую 11…12 квалитету, и шероховатость Rz=40…160 мкм.
• Рабочая часть состоит из
— режущей части с двумя главными режущими кромками, которая предназначена для срезания всего припуска;
— направляющей части предназначенной для направления сверла в работе, обеспечивающей удаление стружки и служащей запасом на переточку.
• Хвостовик служит для закрепления сверла на станке. Может быть цилиндрическим (для сверл малого диаметра) или коническим. Конические хвостовики обеспечивают передачу большего крутящего момента, лучше центрируют и позволяют быструю установку.
• Шейка облегчает шлифование хвостовика.
• Лапка для облегчения выбивания сверла из патрона станка
1. 1.1.Конструктивные параметры сверла
1.1.Конструктивные параметры сверла
(Рис.2.)
• Диаметр сверла D выбирается с учетом неизбежной разбивки обрабатываемого отверстия.
• Для уменьшения трения на направляющей части выполняют обратную конусность, т.е. диаметр сверла уменьшается от вершины к хвостовику. Угол обратного конуса φ΄@ 1΄… 4΄, больший угол недопустим из-за значительного изменения диаметра при переточках.
• Длина рабочей части l0сверла зависит от глубины сверления и запаса на переточку l0 ≥ l + 3D (l – глубина отверстия). С увеличением длины рабочей части количество переточек сверла возрастает, но снижается жесткость сверла и стойкость между переточками. Для обработки прочных материалов желательно выбирать короткие сверла.
• Выемка по затылку зуба t выполняется для уменьшения трения сверла об обработанную поверхность, t =0,1…1,2 мм.
• Винтовые ленточки предназначены для направления сверла в процессе резания. Ширина ленточки f должна быть минимальной и выбирается в зависимости от диаметра сверла. f = 0,3…2,6 мм.
Ширина ленточки f должна быть минимальной и выбирается в зависимости от диаметра сверла. f = 0,3…2,6 мм.
• Поперечная кромка – линия пересечения задних поверхностей двух зубьев сверла. Она характеризуется длиной и углом ψ между осью симметрии сверла и направлением проекции поперечной кромки на плоскость, перпендикулярную оси сверла. Ψ = 550
Поперечная кромка – неблагоприятный элемент конструкции сверла. Из-за наличия большого угла резания поперечная кромка не режет, а скоблит и выдавливает материал.
• Диаметр сердцевины dс влияет на прочность и жесткость сверла и на величину поперечной кромки. Увеличение dс с одной стороны повышает стойкость за счет увеличения жесткости, с другой стороны при этом увеличивается длина поперечной кромки – увеличивается работа резания, тепловыделение и стойкость снижается. Оптимальный d сопт обеспечивает максимальную стойкость сверла d сопт = (0,12…0,2)D. Для увеличения жесткости dс увеличивается от вершины к хвостовику, т.е. сердцевина выполняется конической.
Для увеличения жесткости dс увеличивается от вершины к хвостовику, т.е. сердцевина выполняется конической.
• Стружечная канавка. Ее размеры и профиль выбираются из условия обеспечения прочности сверла и достаточного пространства для стружки. Профиль канавки создается профилем фасонной фрезы, накатных роликов или других инструментов, определяется графически или рассчитывается.
1.1.2.Геометрия сверла
(рис.3.)
• Угол конуса при вершине 2φ определяет производительность и стойкость сверла. Играет роль главного угла в плане, подобно ему влияет на составляющие силы резания, длину режущей кромки и параметры сечения срезаемого слоя.
При уменьшении 2φ сила подачи снижается, а крутящий момент возрастает. Длина режущей кромки увеличивается – отвод тепла улучшается. Толщина стружки уменьшается. Снижается прочность вершины сверла. Угол 2φ выбирается экспериментально в зависимости от обрабатываемого материала.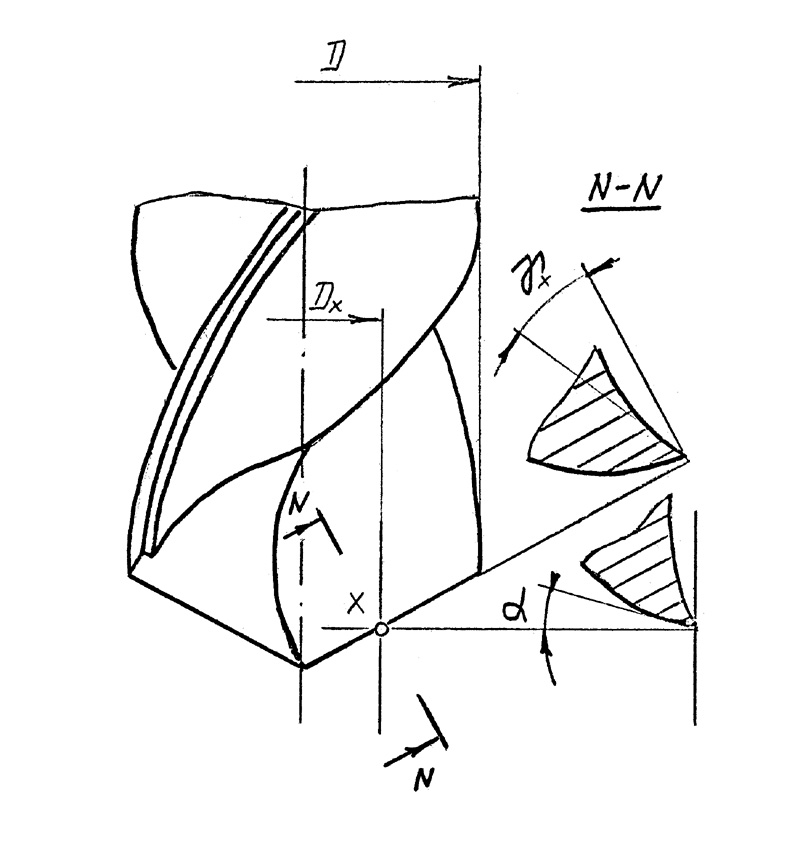
Рис.3. Геометрия спирального сверла
• Угол наклона винтовой стружечной канавки ω измеряется на наружном диаметре сверла
, где
Pz — шаг винтовой стружечной канавки.
От угла ω зависят:
— сход стружки, с увеличением этого угла отвод стружки улучшается;
— прочность и жесткость сверла, с увеличением ω жесткость на изгиб снижается, а жесткость на кручение возрастает;
— величина переднего угла, с увеличением ω передний угол возрастает.
Международная организация по стандартизации ISO рекомендует три типа сверл:
— тип Н для обработки хрупких материалов с ω = 10…160;
— тип N для обработки материалов, дающих элементную стружку с
ω = 25…350;
— тип W для обработки вязких материалов (алюминий, медь и т.п.) с
ω = 35…450
• Передний угол γ главных режущих кромок в рабочей плоскости 0-0 (рис. 3.) для каждой точки режущей кромки равняется углу наклона винтовой канавки на диаметре рассматриваемой точки:
3.) для каждой точки режущей кромки равняется углу наклона винтовой канавки на диаметре рассматриваемой точки:
, где
ωА – угол наклона винтовой канавки в данном сечении.
Передний угол в главной секущей плоскости N-N
,
Как видно из формулы, передний угол зависит от угла ω и уменьшается на режущей кромке от периферии к центру. На поперечной кромке передний угол имеет отрицательные значения.
• Задний угол a принято рассматривать в рабочей плоскости О-О (Рис.3.).
Кинематический задний угол aρ (Рис.4.) определяют как угол между винтовой траекторией результирую-щего движения резания и касательной к задней поверхности aρi = ai– μi , где μi– угол скорости резания
Угол скорости резания увеличивается с ростом подачи и уменьшением диаметра рассматриваемой точки. Для выравнивания кинематических задних углов инструментальный задний угол делают переменным вдоль режущей кромки. На периферии он равен 8…140 , а у сердце-вины 20…250
Для выравнивания кинематических задних углов инструментальный задний угол делают переменным вдоль режущей кромки. На периферии он равен 8…140 , а у сердце-вины 20…250
Рис.4. Геометрия задней поверхности сверла
1.1.3.Способы заточки спиральных сверл
(рис.5).
Рис. 5. Схемы заточки сверл.
• Одноплоскостная (г) – наиболее простая в технологическом плане, но требует больших задних углов, дает прямолинейную поперечную кромку, не обеспечивающую правильного центрирования сверла при работе без кондуктора. Значения заднего угла и угла наклона поперечной кромки зависят от угла при вершине и заднего угла на периферии. Используют для мелких сверл диаметром до 3 мм.
• Двухплоскостная (д)- устраняет возможность затирания поверхности детали. Распространена для заточки твердосплавных сверл
• Коническая форма (а, б ) — обеспечивает изменение инструментальных задних углов вдоль режущей кромки, способ (б) дает более резкое изменение этих углов, поэтому он более распространен.
• Винтовая форма(в) – позволяет получить более рациональное распределение значений задних углов и более выпуклую поперечную кромку сверла, что улучшает самоцентрирование сверла. Возможна автоматизация процесса заточки.
1.1.4. Недостатки конструкции и методы улучшения геометрических параметров сверла
Недостатки:
• уменьшение переднего угла к центру сверла;
• неблагоприятная геометрия на поперечной кромке;
• отсутствие заднего угла на вспомогательной режущей кромке;
• большое тепловыделение и плохой теплоотвод на периферийных участках режущей кромки, их повышенный износ.
Способы подточки спиральных сверл
(Рис.6.)
Рис. 6. Методы подточки спиральных сверл
а) Двойная заточка режущей кромки уменьшает износ наиболее напряженного участка режущей кромки за счет уменьшения толщины срезаемого слоя на периферии и улучшения теплоотвода.
б) Подточка поперечной кромки уменьшает ее длину, облегчается резание, повышается стойкость сверла. Рекомендуется для обработки сталей малой и средней твердости, особенно для крупных сверл.
Рекомендуется для обработки сталей малой и средней твердости, особенно для крупных сверл.
в) Подточка цилиндрических ленточек – создается задний угол (aв = 6…80) на вспомогательной режущей кромке на небольшой длине 1,5…5 мм. Приводит к увеличению стойкости до 2…3 раз.
г) Образование стружкоразделительных канавок на передней поверхности сверла не требует их восстановления после заточки
д) Образование стружкоразделительных канавок на задней поверхности сверла проще в изготовлении, но канавки после переточки приходится восстанавливать. Наличие стружкоразделительных канавок дает повышение стойкости до 2 раз за счет улучшения отвода стружки. Рекомендуется при глубоком сверлении.
е) Подточка передней поверхности проводится у сверл с малыми углами ω у центра сверла с целью увеличения переднего угла. У сверл с большими углами ω подточка передней поверхности выполняется на периферии с целью уменьшения переднего угла и увеличения прочности режущего лезвия.
1.2. Перовые сверла (Рис.7.)
• Режущая часть выполнена в виде пластины.
• Обладают повышенной жесткостью.
• Применяются для обработки поковок, ступенчатых и фасонных отверстий (б) и отверстий малых диаметров (меньше 1…1,5 мм).
• Для уменьшения трения калибрующая часть имеет вспомогательный задний угол a1 = 5…100 и утонение по диаметру 0,05…0,1 мм на всю длину сверла.
• Достоинства:
— повышенная жесткость,
— простота конструкции.
• Недостатки:
— большие отрицательные передние углы, требующие подточки по передней поверхности, но она снижает прочность сверла;
— плохое направление сверла в отверстии;
— малое число возможных переточек.
1.3. Центровочные сверла
• Предназначены для сверления центровых отверстий.
• Изготовляют двухсторонними.
• Относятся к комбинированным инструментам, т.к. одновременно обрабатывают несколько поверхностей.
•
1.4. Сверла, оснащенные твердым сплавом
• Обеспечивают повышение производительности до двух раз по сравнению с быстрорезом.
• Предъявляют повышенные требования к жесткости и виброустойчивости системы СПИД.
• Длина твердосплавных сверл меньше, чем у сверл из быстрорежущей стали, что способствует повышению жесткости, кроме того, число переточек твердосплавных сверл ограничено и соответствует длине твердосплавной пластинки.
1.4.1. Цельные
• Применяются для обработки отверстий малого диаметра
(3…20 мм).
• Могут иметь отверстия для внутреннего подвода СОЖ.
• Глубина сверления (2…5)D.
• Для повышения прочности и жесткости диаметр сердцевины увеличивают до (0,22…0,3)D.
1.4.2. Составные
• С напайной пластинкой
Для обработки отверстий диаметром 17…30 мм.
Для повышения стойкости на длине твердосплавной пластинки делают обратную конусность 0,6…0,8 мм на 100 мм длины.
Недостаток – ослабление корпуса, напайка осуществляется в зоне резания.
• С коронкой
1.4.3. Сборные
Применяются на станках с ЧПУ, обладающих повышенной жесткостью.
• Со сменной твердосплавной головкой для обработки отверстий диаметром 7…30 мм
Сокращает время на смену инструмента. Для установки головки используется специальный ключ. Для удаления использованной головки достаточно пол-оборота ключа. Само сверло остается неподвижным в станке.
Рис. Сменная твердосплавная коронка
• С пластинками
Применяются для обработки отверстий диаметром больше 12 мм.
Режущая кромка образована двумя или более пластинками, перекрывающими друг друга, поэтому она формирует практически плоское дно отверстия.
Центральная пластина располагается таким образом, чтобы ее режущая пластина находилась на оси сверла. Расположение центральной пластины с перекрытием оси сверла может привести при сверлении к поломке вершины пластинки, т.к. участок режущей кромки переходящий за ось будет работать с отрицательными задними углами (обратной стороной).
Расположение центральной пластины с перекрытием оси сверла может привести при сверлении к поломке вершины пластинки, т.к. участок режущей кромки переходящий за ось будет работать с отрицательными задними углами (обратной стороной).
Конструкция пластины оптимизирована в зависимости от положения пластины на сверле (на периферии или в центре) и требований к обработке.
Сочетание центральной и периферийной пластин, уравновешивающее радиальные составляющие силы резания, позволяет обрабатывать точные отверстия.
Пластины изготавливаются треугольного или прямоугольного типа, позитивные, крепятся, как правило, винтом через отверстие.
Форма режущей кромки треугольной пластинки позволяет производить ступенчатую обработку, обеспечивая разделение стружки по ширине, облегчающее ее отвод из зоны резания.
1.5. Сверла для глубокого сверления
Глубоким считается сверление отверстий на глубину, превышающую диаметр сверла в 5 и более раз.
Глубокое сверление производится, как правило, при вращающейся заготовке, реже при вращении инструмента и заготовки вместе.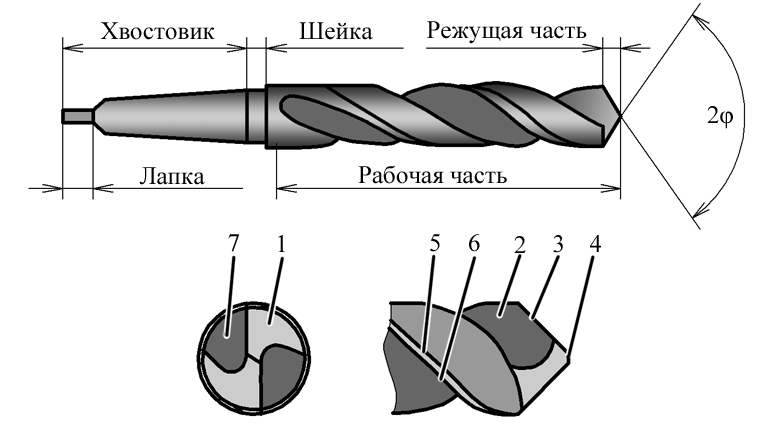
При сверлении глубоких отверстий возникают проблемы:
• затруднен отвод стружки;
• затруднен отвод тепла, необходимо обеспечить подвод СОЖ в зону резания;
• требуется обеспечить более точное направление сверла в процессе работы.
Сверла для глубокого сверления можно разделить на две группы:
• Многокромочные сверла с поперечной кромкой, имеющие две главные режущие кромки.
Их преимущество – высокая производительность.
Недостаток – наличие поперечной кромки, вследствие чего появляются вибрации в работе, снижается качество обработки. Возможен увод сверла с оси детали, не обеспечивается прямолинейность оси.
• Однокромочные сверла или сверла одностороннего резания.
1.5.1. Многокромочные сверла
1.5.1.1. Спиральные сверла с подводом СОЖ
Интенсивное охлаждение снижает температуру резания и допускает повышение скорости резания до 40% при работе быстрорежущими сверлами.
1. 5.1.2. Шнековые сверла
5.1.2. Шнековые сверла
Рис. Шнековое сверло
Конструкция канавки этого сверла обеспечивает хороший отвод стружки.
Особенности шнековых сверл:
• Большой угол наклона стружечных канавок (ω = 60…650).
• Увеличенный диаметр сердцевины сверла dc=(0,3…0,35)D.
• Треугольный профиль стружечных канавок в осевом сечении. Образующая рабочей стороны канавки перпендикулярна оси сверла.
• Уменьшенная ширина направляющей ленточки по сравнению со спиральным сверлом fшн = (0,5…0,8) fсп.
• Подточка передней поверхности.
• Наличие стружколомающего уступа.
Шнековые сверла обеспечивают высокую производительность, благодаря непрерывности процесса обработки.
1.5.1.3. Эжекторные сверла
В основе эжекторного сверла лежит сверлильная головка с твердосплавными ножами, навинченная на сверлильную трубу. Внутри наружного стебля находится внутренний стебель. Они служат для разграничения потоков СОЖ. Жидкость под давлением 2…3 МПа насосом подается в полость между наружным и внутренним стеблем к режущей части сверла. Основное количество СОЖ (около 70%) нагнетается через отверстия к режущей части сверла, что обеспечивает смазку и охлаждение опорной втулки и ножей. Остальная жидкость через щели во внутреннем стебле попадает в центральную полость. В результате перепада давления создается разряжение внутри корпуса сверла. Основной поток жидкости со стружкой из зоны резания как бы засасывается жидкостью в центральной части и движется с большей скоростью.
Они служат для разграничения потоков СОЖ. Жидкость под давлением 2…3 МПа насосом подается в полость между наружным и внутренним стеблем к режущей части сверла. Основное количество СОЖ (около 70%) нагнетается через отверстия к режущей части сверла, что обеспечивает смазку и охлаждение опорной втулки и ножей. Остальная жидкость через щели во внутреннем стебле попадает в центральную полость. В результате перепада давления создается разряжение внутри корпуса сверла. Основной поток жидкости со стружкой из зоны резания как бы засасывается жидкостью в центральной части и движется с большей скоростью.
Сверло обеспечивает точность обработки по 9…11 квалитетам и шероховатость поверхности Ra = 2,5…0,63 мкм.
1.5.1.4. С внутренним отводом стружки
Сверло с четырьмя направляющими ленточками, образующими каналы для подачи СОЖ . Отвод стружки через внутреннее отверстие. СОЖ подается под
большим давлением (10…20 кгс/мм2) в пространство между наружным диаметром стебля и стенками отверстия.
Для спокойной работы на режущих кромках выполняют стружкоразделительные канавки.
В отличие от эжекторной системы данный метод предъявляет определенные требования к гидравлическим уплотнениям аппаратуры снабжения СОЖ и обрабатываемой заготовки.
1.5.2. Однокромочные сверла
1.5.2.1. Пушечные сверла
Рис. Пушечное сверло
Пушечное сверло представляет собой стержень, передний конец которого срезан и заточен под соответствующими углами. Во избежание заедания сверла в отверстии передняя поверхность располагается выше центра на 0,2…0,5 мм в зависимости от диаметра сверла.
Сверло имеет главную режущую кромку, направленную перпендикулярно оси отверстия и на 0,5…0,8 мм проходящую через центр. Вспомогательная режущая кромка может быть срезана под углом 100. сверло работает с направлением по предварительно надсверленному отверстию. Для направления сверло имеет цилиндрическую поверхность. Геометрия сверла не выгодная. Передний угол нулевой. Задний – 8…100. Для уменьшения трения направляющей о стенки отверстия срезана лыска под углом 300 и направляющая имеет обратную конусность 0,03…0,05 мм на 100мм длины.
Передний угол нулевой. Задний – 8…100. Для уменьшения трения направляющей о стенки отверстия срезана лыска под углом 300 и направляющая имеет обратную конусность 0,03…0,05 мм на 100мм длины.
Сверло не обеспечивает непрерывного процесса резания, т.к. для удаления стружки и охлаждения сверло периодически необходимо выводить из отверстия.
1.5.2.2. Ружейные сверла
Применяются для получения точных отверстий с прямолинейной осью
Рис. Ружейное сверло
Основные части сверла:
• режущая часть из быстрорежущей стали или твердого сплава;
• стебель из углеродистой стали, диаметр которого несколько меньше, чем у режущей и зажимной части;
• хвостовик в виде гильзы, вставляемой в станок и подсоединяемой к системе подачи СОЖ.
Рабочая часть представляет собой трубку с продольным прямолинейным V- образным пазом. Через отверстие в трубке к режущей части сверла под высоким давлением подается охлаждающая жидкость.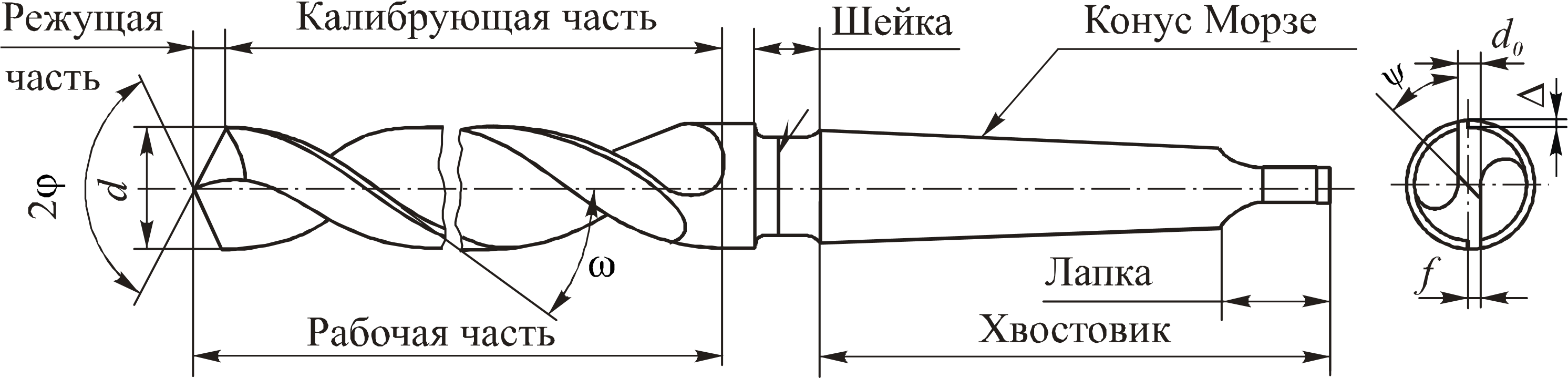 Отработанная жидкость вместе со стружкой выходит по пазу.
Отработанная жидкость вместе со стружкой выходит по пазу.
Для облегчения резания и лучшего направления вершина сверла смещена относительно оси сверла на величину а. Смещение образует конус, служащий опорой сверлу и обеспечивает ему направление в процессе резания.
Величину а принимают меньше b или угол φ1 > φ2 , тогда Рх1 < Рх2, при этом калибрующая кромка, снабженная фаской, испытывает наименьшее давление, что предупреждает увод сверла.
Во избежание прогиба и поломки сверла дно канавки делают с занижением относительно оси на 0,05…0,15 мм. При этом при сверлении в отверстии получается сердечник, обеспечивающий дополнительное направление
Ружейные сверла обеспечивают
• высокую точность ( 7…9 квалитет),
• прямолинейность оси отверстия,
• высокое качество поверхности.
Оборудование для подвода смазочно-охлаждающей жидкости
Рис. Станок для глубокого сверления
Люди также интересуются этой лекцией: Отравление ртутьорганическими соединениями.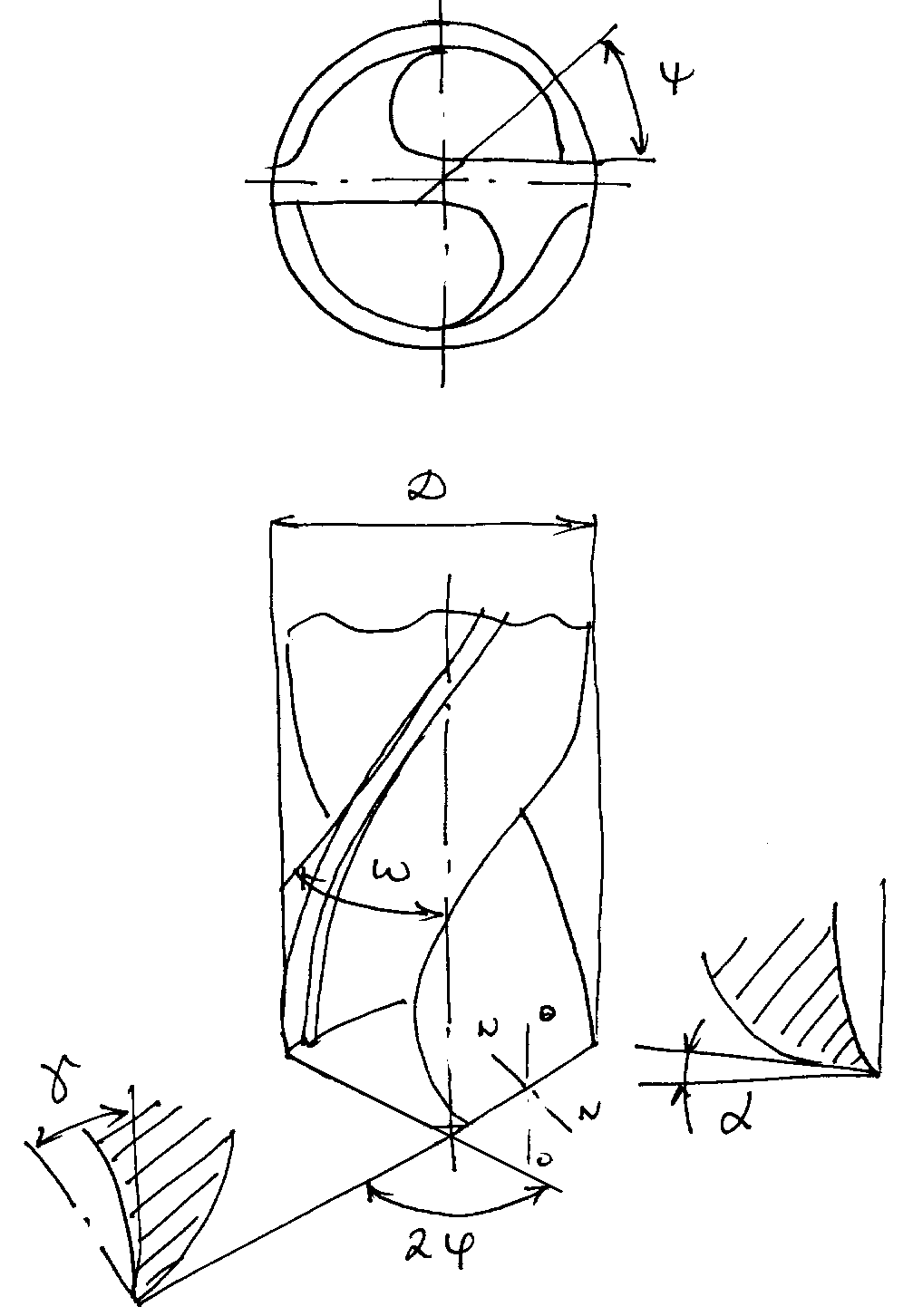
В системе имеется насосный агрегат, мощность которого должна обеспечить нужное давление и поток. Для удаления стружки и других включений из рабочей жидкости, циркулирующей в системе, требуется фильтр. Содержимого бака смазочно-охлаждающей жидкости должно быть достаточно для заполнения системы до состояния, исключающего слишком быструю циркуляцию и обеспечивающего хорошее осаждение стружки и охлаждение жидкости. Можно использовать аппаратуру дополнительного охлаждения. Для надежной работы системе необходимо иметь автоматические средства техники безопасности, так как сверло в процессе работы не находится в поле зрения.
1.6. Сверла для кольцевого сверления
Рис. Сверла для кольцевого сверления
Сверло представляет собой трубу, на одном конце которой располагаются режущие элементы. Зубья режущей части имеют различную заточку для того, чтобы обеспечить разделение стружки по ширине. Трапецевидный зуб срезает среднюю часть, плоский нож срезает боковые части.
СОЖ подается под давлением по наружной поверхности трубы и отводится со стружкой через внутреннюю ее полость. Направление сверла и гидравлическое уплотнение обеспечивает втулка.
Основы геометрии сверления | ЦЕРАТИЗИТ | WNT
Геометрия сверла – это количество и положение режущих кромок сверла, стружечных канавок и используемый угол.
В зависимости от типа создаваемого отверстия различают:
Спиральное сверло
Сверление в твердом материале выполняется спиральным сверлом. Цилиндрическое полое тело создается путем механической обработки материала. Для сверления отверстий диаметром до 20 мм и глубиной до 100 мм чаще всего используется спиральное сверло.
Кран
При нарезании резьбы сначала создается сплошное отверстие, затем с помощью метчиков нарезается резьба. Этот шаг можно выполнить вручную или с помощью машины. Полученная внутренняя резьба стандартизирована, чтобы соответствовать соответствующей внешней резьбе.
Полученная внутренняя резьба стандартизирована, чтобы соответствовать соответствующей внешней резьбе.
Ступенчатая дрель
Ступенчатое сверло формирует ступенчатое отверстие, чтобы можно было позволить соединению (например, головке винта) погрузиться в материал. Последующая обработка, такая как развертывание или зенкерование, не требуется.
Геометрия спирального сверла
Различные геометрии влияют на точность размеров отверстия и срок службы сверла.
Чтобы понять, какой аспект геометрии сверла влияет на какой фактор стойкости инструмента или допусков сверла, можно подробно рассмотреть геометрию спирального сверла в качестве примера. Сверла со сменными пластинами вместо режущих кромок сталкиваются с той же проблемой, заключающейся в достижении идеального баланса между удалением стружки, скоростью резания и скоростью подачи.
- Угол при вершине
- Основные режущие кромки
- Главный фланг
- Вторичная режущая кромка
- Стружечная канавка
- Направляющая земля
- Боковой передний угол
Диаметр спирального сверла
Диаметр спирального сверла сужается в области стружечных канавок от кончика сверла к хвостовику.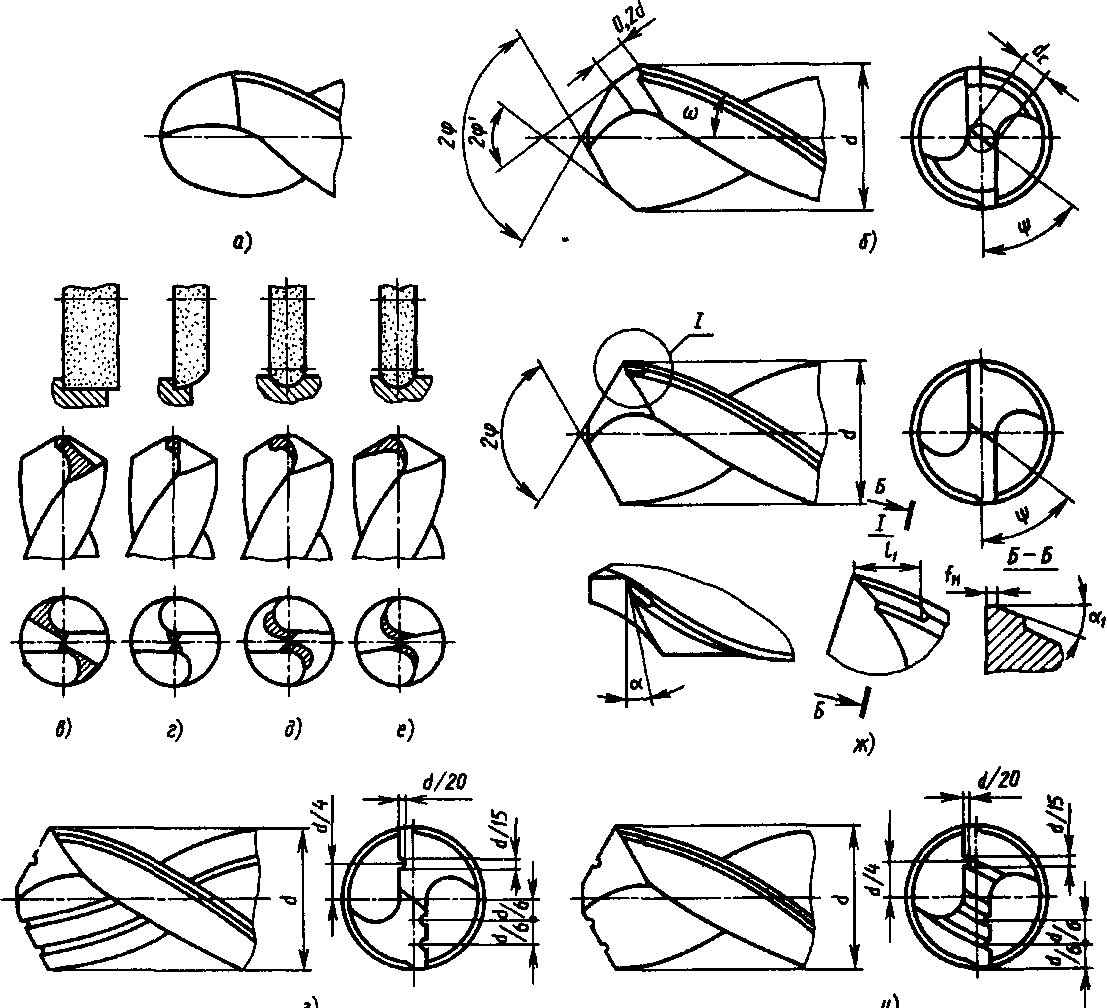 Конусность составляет от 0,02 до 0,08 мм при длине стружечной канавки 100 мм и снижает трение в отверстии. Это также облегчает сход стружки.
Конусность составляет от 0,02 до 0,08 мм при длине стружечной канавки 100 мм и снижает трение в отверстии. Это также облегчает сход стружки.
Угол при вершине – центрирование спирального сверла
Угол вершины расположен на головке спирального сверла. Угол измеряется между обеими режущими кромками на острие.
Чем меньше угол при вершине, тем легче центрирование в материале. Таким образом, на изогнутых поверхностях риск поскользнуться также ниже. Небольшие углы при вершине лучше подходят для обработки материалов с плохой теплопроводностью и короткой стружкой; длинные основные режущие кромки обеспечивают хороший отвод тепла от инструмента. Однако, если угол при вершине слишком мал, отверстие или канавка для стружки могут быть заблокированы из-за сжатия стружки. Небольшой угол при вершине также увеличивает износ режущей кромки.
Большой угол при вершине используется для материалов с хорошей теплопроводностью или для материалов, дающих длинную стружку, так как это приводит к отличному сходу стружки и низкому усилию резания.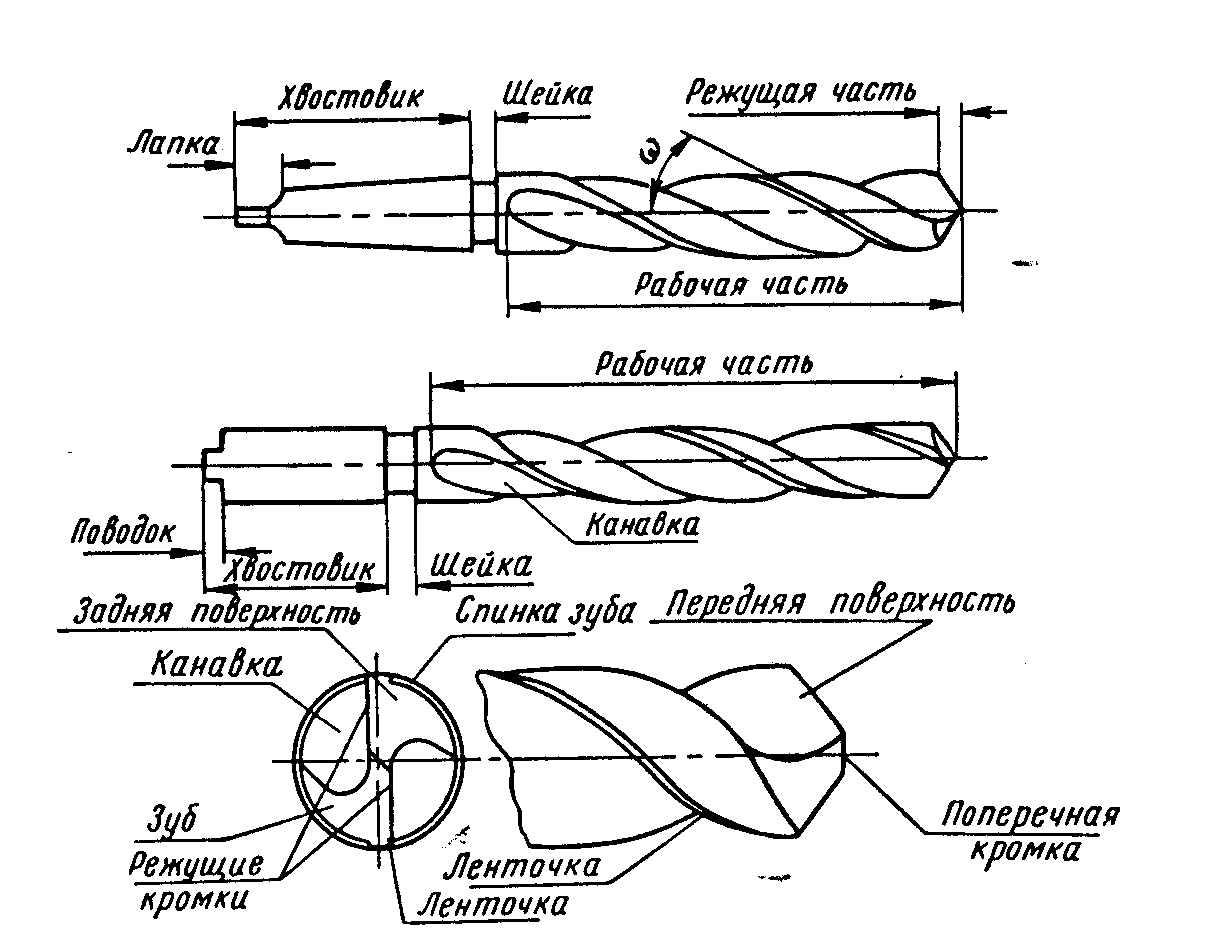 Однако большой угол при вершине приводит к более легкому блужданию сверла и большему отверстию.
Однако большой угол при вершине приводит к более легкому блужданию сверла и большему отверстию.
Большинство спиральных сверл имеют угол при вершине 118 градусов. 90 градусов используются для твердых пластмасс, подверженных износу, 130 градусов для мягких и прочных материалов и 140 градусов для легких металлов, дающих длинную стружку.
Основные режущие кромки спирального сверла — отвечают за производительность обработки
На спиральном сверле всегда присутствуют две основные режущие кромки, которые соединены долотом. Основные режущие кромки обеспечивают фактический процесс сверления . По сравнению с короткими режущими кромками длинные режущие кромки обеспечивают лучшую производительность обработки.
Долото спирального сверла — чем короче, тем лучше
Режущая кромка расположена в центре наконечника сверла и не имеет режущего эффекта. Он оказывает давление и трение на заготовку и поэтому является помехой в процессе сверления. Длина лезвия долота может быть уменьшена с помощью соответствующего процесса шлифования. Это утончение или поперечное шлифование приводит к значительному снижению сил трения и, следовательно, к уменьшению необходимого усилия подачи. В то же время острие сверла лучше центрируется в заготовке.
Длина лезвия долота может быть уменьшена с помощью соответствующего процесса шлифования. Это утончение или поперечное шлифование приводит к значительному снижению сил трения и, следовательно, к уменьшению необходимого усилия подачи. В то же время острие сверла лучше центрируется в заготовке.
Профиль канавки (спиральная канавка) спирального сверла – отвечает за стойкость инструмента
Спиральное сверло имеет две противоположные спиральные канавки для стружки, которые обеспечивают удаление стружки и подачу СОЖ. Их обычно измельчают, фрезеруют или скатывают в заготовку. Широкие профили канавки более плоские и позволяют сверлить больший диаметр.
Плохой отвод стружки приводит к повышенному выделению тепла, что, в свою очередь, может привести к отжигу и, в конечном итоге, к поломке сверла.
Плохая блокировка стружки может вызвать радиальные смещения сверла и повлиять на качество отверстия, срок службы инструмента и надежность сверла. Это также может привести к поломке сверла и пластины. Чем шире профиль канавки, тем лучше удаление стружки.
Это также может привести к поломке сверла и пластины. Чем шире профиль канавки, тем лучше удаление стружки.
Core — стабильность спирального сверла
Толщина сердцевины является решающим фактором стабильности спирального сверла . Спиральные сверла с большим (толстым) диаметром стержня обеспечивают большую стабильность и поэтому подходят для более высоких крутящих моментов и более твердых материалов.
Направляющие кромки и вторичные режущие кромки спирального сверла — отвечают за точность радиального биения и качество стенки отверстия
- Основная режущая кромка
- Фланг
- Вторичная режущая кромка
Направляющие лезвия являются результатом зачистки вдоль стружечных канавок. В зависимости от диаметра сверла они имеют ширину от 0,1 до 5 мм и помогают вести сверло в отверстии. Качество стенки скважины во многом зависит от ее состава.
Вспомогательная режущая кромка образует переход от направляющей к канавке для стружки. Он разрыхляет и срезает стружку, застрявшую в материале .
Он разрыхляет и срезает стружку, застрявшую в материале .
Длина направляющих и вспомогательных режущих кромок сильно зависит от угла наклона спирали.
Угол наклона спирального сверла — определяет область применения в зависимости от материала
Угол подъема спирали формируется направлением канавки и осью сверла. Он определяет размер переднего угла на основных режущих кромках и, таким образом, процесс формирования стружки .
Больший угол наклона спирали обеспечивает эффективный отвод стружки при работе с мягкими материалами, дающими длинную стружку. Напротив, меньшие углы наклона спирали используются для твердых материалов с короткой стружкой.
Спиральные сверла с очень малым углом подъема спирали (10° — 19°) имеют вытянутую спираль. Напротив, спиральные сверла с большим углом наклона спирали (27° — 45°) имеют сжатую короткую спираль. Спиральные сверла с нормальной спиралью имеют угол наклона спирали от 19° до 40°.
Какое сверло для какого материала — три вида
В руководстве DIN для сверл и зенкеров разделение групп применения на три типа N, H и W определено согласно DIN1836: общестроительные стали, цветные металлы и чугун. Не подходит для мягких материалов
Скорость резания и износ
Если выбраны правильные режимы резания, износ инструмента будет равномерным. Неравномерный износ может произойти, если скорость резания слишком высока, подача слишком велика или материал слишком твердый. Затем сверло необходимо перетачивать по боковой поверхности до тех пор, пока не будет полностью устранен износ основной режущей кромки, режущей кромки и направляющей кромки.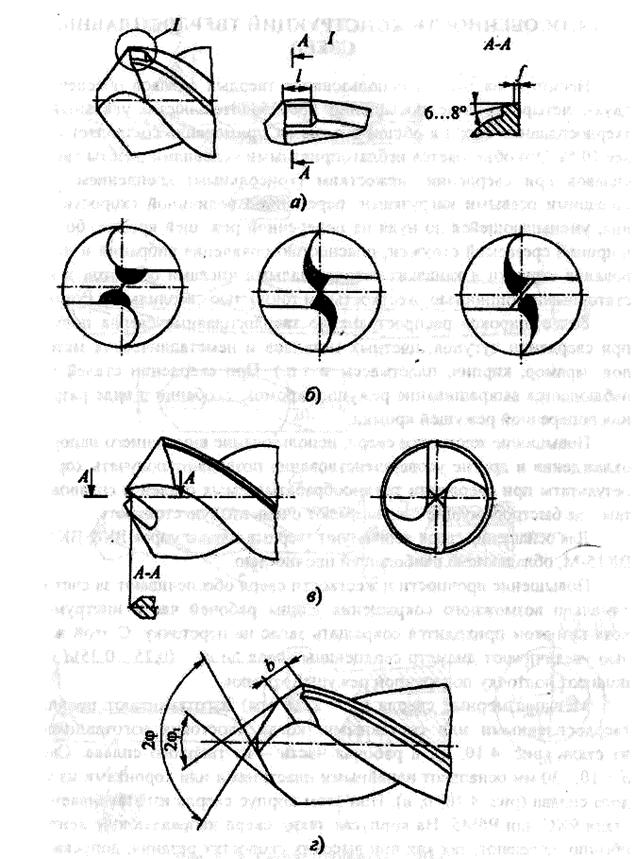 Если износ направляющей кромки не устранен, сверло заклинит.
Если износ направляющей кромки не устранен, сверло заклинит.
Рабочие листы по геометрии
Добро пожаловать на страницу с рабочими листами по геометрии на сайте Math-Drills.com, где мы считаем, что нет ничего плохого в том, чтобы быть квадратным! Эта страница включает рабочие листы по геометрии углов, координатной геометрии, треугольников, четырехугольников, преобразований и трехмерных геометрических листов.
Достаньте эти линейки, транспортиры и циркуль, потому что у нас есть отличные рабочие листы по геометрии! Четырехугольники нужно вырезать, измерять, складывать, сравнивать и даже писать на них. Они могут быть весьма полезны при обучении всевозможным понятиям, связанным с четырехугольниками. Прямо под ними вы найдете рабочие листы, предназначенные для угловой геометрии. Также см. страницу измерений для получения дополнительных таблиц углов. Основная часть этой страницы посвящена трансформациям. Трансформационная геометрия — одна из тех тем, которые могут быть действительно интересны для студентов, и у нас есть достаточно рабочих листов по этой теме геометрии, чтобы ваши студенты были заняты часами.
Не пропустите сложный, но интересный мир соединяющихся кубиков внизу этой страницы. Вы можете встретить нескольких будущих художников, когда будете использовать эти рабочие листы со студентами.
Самые популярные рабочие листы по геометрии на этой неделе
Построение координатных точек ( 318 просмотров на этой неделе )Вычисление гипотенузы с использованием теоремы Пифагора (без вращения) ( 163 просмотра на этой неделе )Классификация треугольников по свойствам углов и сторон (отметки включены в вопрос Страница) ( 141 просмотров на этой неделе )Черно-белые танграммы с толстыми линиями ( 128 просмотров на этой неделе )Нанесение координатных точек Искусство — Красный кленовый лист ( 117 просмотров на этой неделе )
Изучение фигур
наборы фигур и танграмы.
Наборы форм
Набор четырехугольников можно использовать для ряда действий, связанных с классификацией и распознаванием четырехугольников или для определения свойств четырехугольников (например, сумма внутренних углов составляет 360 градусов). Распечатки танграма полезны в занятиях танграмом. Существует несколько вариантов печати танграмм в зависимости от вашего принтера, и каждый вариант включает в себя большую версию и уменьшенную версию. Если вы знаете кого-то с подходящей пилой, вы можете использовать танграм для печати в качестве шаблона на таком материале, как фанера в четверть дюйма; затем просто отшлифуйте и покрасьте детали.
Распечатки танграма полезны в занятиях танграмом. Существует несколько вариантов печати танграмм в зависимости от вашего принтера, и каждый вариант включает в себя большую версию и уменьшенную версию. Если вы знаете кого-то с подходящей пилой, вы можете использовать танграм для печати в качестве шаблона на таком материале, как фанера в четверть дюйма; затем просто отшлифуйте и покрасьте детали.
Набор четырехугольников
Танграмы
Идентификация фигур
Определение правильных фигур от треугольников до восьмиугольников
Рабочие листы по геометрии углов
Рабочие листы по геометрии углов для именования углов и взаимосвязей углов.
Если вы ищете рабочие листы для измерения углов, посмотрите страницу измерений
Именованные уголки
Именование простых углов
Именование всех углов
Соотношение углов
Дополнительные углы
Дополнительные углы
Вертикальные углы
Внутренние альтернативные углы
Внешние альтернативные углы
Альтернативные углы
Соответствующие углы
Со-внутренние углы
Трансверсали
Геометрия координатных точек
Рабочие листы по геометрии координатных точек, чтобы помочь учащимся изучить декартову плоскость.
Нанесение случайных координатных точек
Нанесение точек координат во всех квадрантах
Нанесение координатных точек в положительные квадранты x
Построение координатных точек в положительных квадрантах и
Картезианское искусство
На веб-сайте Math-Drills разбросано множество других сюжетов о картезианском искусстве, так как многие из них связаны с праздником. Чтобы быстро их найти, воспользуйтесь поиском.
Картезианское искусство от Math-Drills
Расстояние и площадь координатной плоскости
Вычисление пифагорейских расстояний координатных точек
Вычисление периметра и площади треугольников на координатных плоскостях
Вычисление периметра и площади четырехугольников на координатных плоскостях
Вычисление периметра и площади треугольников и четырехугольников на координатных плоскостях
Треугольники и теорема Пифагора
Рабочие листы для классификации треугольников по свойствам сторон и углов и для работы с теоремой Пифагора.
Классификационные треугольники
Если вы заинтересованы в том, чтобы учащиеся самостоятельно измеряли углы и стороны, лучше всего использовать версии без меток. Отмеченные версии будут указывать прямые и тупые углы и равные стороны.
Классификация треугольников по свойствам сторон
Классификация треугольников от Angle Properties
Классификация треугольников по свойствам сторон и углов
Классификация треугольников по свойствам сторон (без меток)
Классификация треугольников по свойствам углов (без меток)
Классификация треугольников по свойствам сторон и углов (без меток)
Теорема Пифагора
Катет (множественное число катети) относится к стороне прямоугольного треугольника, отличной от гипотенузы.
Вычислить Гипотенузу Используя теорему Пифагора (без вращения)
Вычислить гипотенузу по теореме Пифагора
Вычислить Катет Используя теорему Пифагора (без вращения)
Вычислите катет , используя теорему Пифагора
Вычислите любую сторону , используя теорему Пифагора (без вращения)
Вычислите любую сторону , используя теорему Пифагора
Четырехугольники
Рабочие листы для классификации четырехугольников.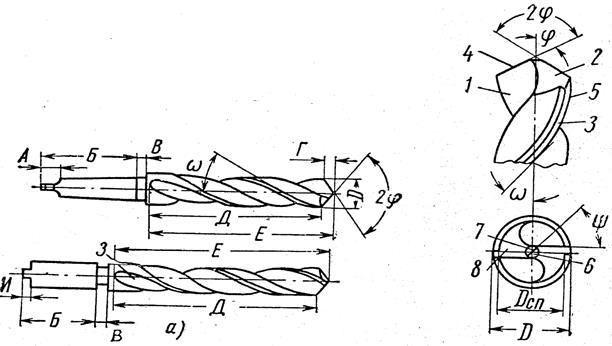
Классификация четырехугольников
Четырехугольники интересны для классификации. Их классификация основана на нескольких атрибутах, и большинство четырехугольников можно классифицировать как более чем одну форму. Квадрат, например, является также параллелограммом, ромбом, прямоугольником и воздушным змеем. Краткий обзор всех четырехугольников выглядит следующим образом: четырехугольники имеют четыре стороны. В квадрате 9Углы 0 градусов и стороны одинаковой длины. Прямоугольник имеет углы 90 градусов, но длины сторон не обязательно должны быть равными. Стороны ромба равны, но углы не обязательно должны быть 90 градусов. У параллелограмма обе пары противоположных сторон равны и параллельны, и обе пары противоположных углов равны. У трапеции должна быть параллельна только одна пара противоположных сторон. Воздушный змей имеет две пары сторон одинаковой длины, где каждая пара соединена / примыкает, а не напротив друг друга. Иногда включается галстук-бабочка, представляющая собой сложный четырехугольник с двумя пересекающимися сторонами, но их легко узнать. Любой другой четырехугольник можно с уверенностью назвать четырехугольником, если он не соответствует ни одному из критериев более конкретной классификации.
Любой другой четырехугольник можно с уверенностью назвать четырехугольником, если он не соответствует ни одному из критериев более конкретной классификации.
Классификация простых четырехугольников
Классификация всех четырехугольников
Классификация всех четырехугольников (+ вращение)
Рабочие листы трансформации
Рабочие листы трансформаций для практики переводов, отражений, поворотов и расширений.
Вот два простых и быстрых способа проверить ответы учащихся на рабочих листах по трансформационной геометрии, приведенных ниже. Во-первых, вы можете выровнять страницу учащегося и страницу ответов и поднести их к свету. Слегка переместив/сдвинув страницы, вы увидите, верны ли ответы учащегося. Держите страницу учащегося наверху и отмечайте ее или оставляйте отзыв по мере необходимости. Второй способ — сделать копию страницы ответов на диапозитиве. Наложите прозрачность на страницу учащегося и при необходимости переверните ее, чтобы отметить или оставить отзыв.
Переводы
Переводы, также известные как скольжение, представляют собой способ математического описания того, как что-то движется на декартовой плоскости. В переводах каждая вершина и сегмент линии перемещаются одинаково, поэтому результирующая форма конгруэнтна оригиналу.
Трансляция 3-х вершин до 3-х единиц.
Трансляция 3 вершин до 6 единиц.
Трансляция 3-х вершин до 25 единиц.
Трансляция 4 вершин до 6 единиц.
Трансляция 5 вершин до 6 единиц.
Двухэтапный Перенос 3 вершин на 6 единиц.
Двухэтапный Перенос 4 вершин до 6 единиц.
Трехшаговый Перенос 3 вершин на 6 единиц.
Трехэтапный Перенос 4 вершин на 6 единиц.
Отражения
Подумайте об этом: отражение фигур по горизонтальным или вертикальным линиям на самом деле довольно прямолинейно, особенно если задействована сетка. Начните с одной из исходных точек/вершин и измерьте расстояние до отражающей линии.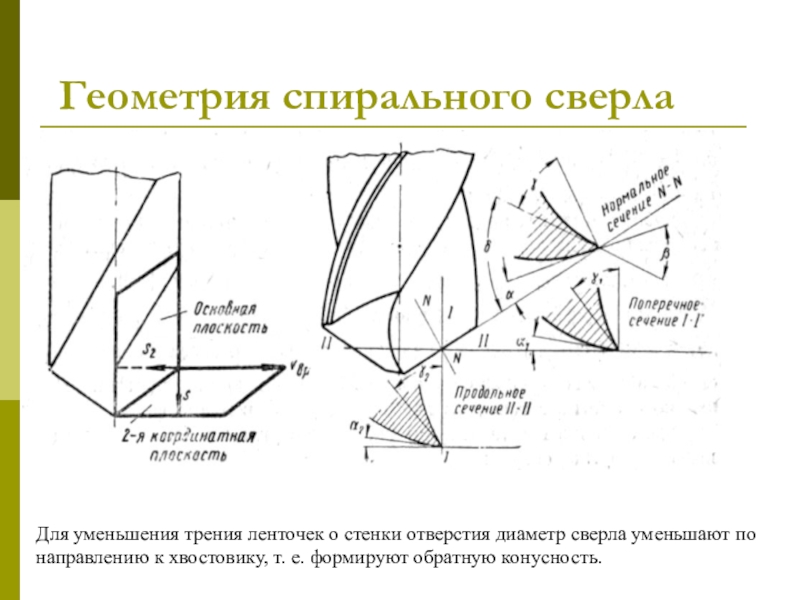 Обратите внимание, что вы должны измерять перпендикулярно или 90 градусов к линии, поэтому легче с вертикальными или горизонтальными отражающими линиями, чем с диагональными линиями. Отмерьте 90 градусов на другой стороне отражающей линии, конечно же, такое же расстояние, и поставьте точку, представляющую отраженную вершину. После того, как вы сделали это для всех вершин, вы просто рисуете сегменты линии, и ваша отраженная форма будет завершена.
Обратите внимание, что вы должны измерять перпендикулярно или 90 градусов к линии, поэтому легче с вертикальными или горизонтальными отражающими линиями, чем с диагональными линиями. Отмерьте 90 градусов на другой стороне отражающей линии, конечно же, такое же расстояние, и поставьте точку, представляющую отраженную вершину. После того, как вы сделали это для всех вершин, вы просто рисуете сегменты линии, и ваша отраженная форма будет завершена.
Отражение также может быть таким же простым, как складывание бумаги. Сложите бумагу по отражающей линии и поднесите бумагу к свету. Лучше всего на окне, потому что у вас также будет поверхность, на которой можно писать. Отмечайте только вершины, не пытайтесь нарисовать всю фигуру. Разверните бумагу и с помощью карандаша и линейки нарисуйте отрезки между вершинами.
Отражение 3 вершин более x = 0 и y = 0
Отражение 4 вершин свыше x = 0 и y = 0
Отражение 5 вершин свыше x = 0 и y = 0
Отражение 3 вершин по различным линиям
Отражение 4 вершин по различным линиям
Отражение 5 вершин по различным линиям
Двухшаговый Отражение 3 вершин по различным линиям
Двухступенчатый Отражение 4 вершин по различным линиям
Трехшаговый Отражение 3 вершин по различным линиям
Трехшаговый Отражение 4 вершин по различным линиям
Обороты
Вот идея, как совершать обороты без измерения. Лучше всего он работает на сетке и с поворотом на 90 или 180 градусов. Вам понадобится чистый лист для диапроектора или другой подходящий прозрачный пластиковый лист и ручка, которой можно рисовать на странице. Лучше всего подходят одноразовые ручки, потому что пластиковый лист можно мыть и использовать повторно. Поместите лист поверх осей координат с фигурой, которую нужно повернуть. С помощью ручки сделайте небольшой крест, чтобы показать 9Максимально точные оси 0236 x и y . Также отметьте вершины фигуры, которую нужно повернуть. Используя пластиковый лист, выполните вращение, снова совместив крест с осями. Выберите одну вершину и отметьте ее на бумаге, удерживая пластиковый лист на месте, но перевернув его достаточно, чтобы получить отметку на бумаге. Сделайте то же самое с другими вершинами, затем снимите пластиковый лист и соедините вершины отрезками с помощью линейки.
Лучше всего он работает на сетке и с поворотом на 90 или 180 градусов. Вам понадобится чистый лист для диапроектора или другой подходящий прозрачный пластиковый лист и ручка, которой можно рисовать на странице. Лучше всего подходят одноразовые ручки, потому что пластиковый лист можно мыть и использовать повторно. Поместите лист поверх осей координат с фигурой, которую нужно повернуть. С помощью ручки сделайте небольшой крест, чтобы показать 9Максимально точные оси 0236 x и y . Также отметьте вершины фигуры, которую нужно повернуть. Используя пластиковый лист, выполните вращение, снова совместив крест с осями. Выберите одну вершину и отметьте ее на бумаге, удерживая пластиковый лист на месте, но перевернув его достаточно, чтобы получить отметку на бумаге. Сделайте то же самое с другими вершинами, затем снимите пластиковый лист и соедините вершины отрезками с помощью линейки.
Вращение 3 вершин вокруг Происхождение Начиная с квадранта I
Вращение 4 вершин вокруг начала координат , начиная с квадранта I
Вращение 5 вершин вокруг начала координат , начиная с квадранта I
Вращение 3 вершин вокруг начала координат
Вращение 4 вершин вокруг начала координат
Вращение 5 вершин вокруг начала координат
Вращение 3 вершин вокруг любой точки
Вращение 4 вершин вокруг любой точки
Вращение 5 вершин вокруг любой точки
Двухэтапное вращение трех вершин вокруг любой точки
Двухэтапное вращение 4 вершин вокруг любой точки
Двухэтапное вращение 5 вершин вокруг любой точки
Трехступенчатое вращение трех вершин вокруг любой точки
Трехступенчатое вращение 4 вершин вокруг любой точки
Трехступенчатое вращение 5 вершин вокруг любой точки
Расширения и масштабные коэффициенты
Расширение с использованием центра (0, 0)
Расширения с использованием различных центров
Определите масштабные коэффициенты прямоугольников (целые числа)
Определите масштабные коэффициенты прямоугольников (0,5 интервала)
Определите масштабные коэффициенты прямоугольников (0,1 интервала)
Определите масштабные коэффициенты треугольников (целые числа)
Определить масштабные коэффициенты треугольников (0,5 интервала)
Определить масштабные коэффициенты треугольников (интервалы 0,1)
Определить масштабные коэффициенты прямоугольников и треугольников (целые числа)
Определить масштабные коэффициенты прямоугольников и треугольников (0,5 интервала)
Определить масштабные коэффициенты треугольников прямоугольников (интервалы 0,1)
Смешанные преобразования
Двухэтапные преобразования
Трехэтапные преобразования
Рабочие листы по построению
Рабочие листы по построению биссектрисы, перпендикуляра и центра треугольника.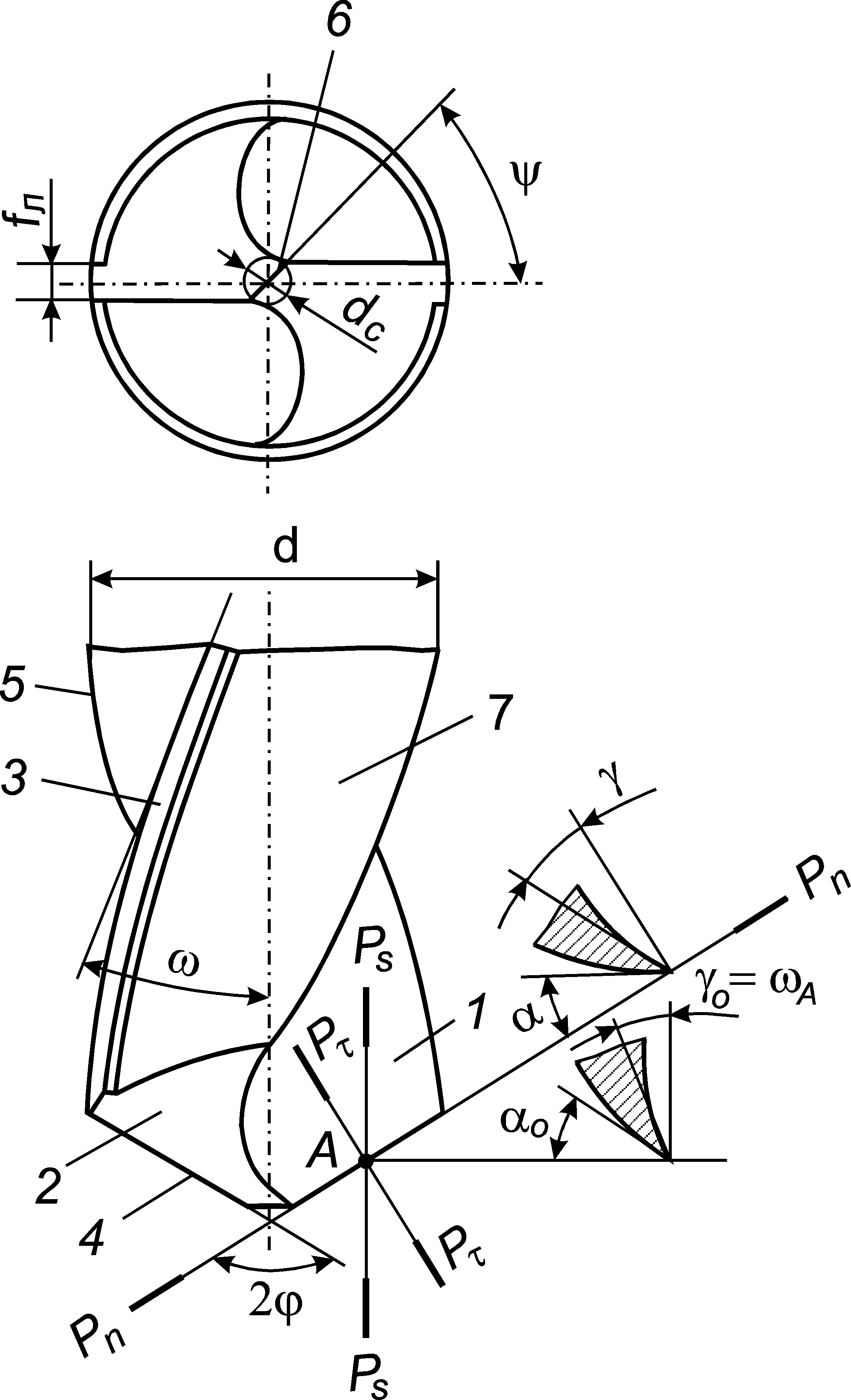
Удивительно, чего можно добиться с помощью циркуля, линейки и карандаша. В этом разделе учащиеся будут заниматься математикой, как это делал Евклид более 2000 лет назад. Это будет не только урок истории, но и учащиеся получат ценные навыки, которые они смогут использовать в дальнейших занятиях по математике.
Построение середины и биссектрисы на отрезках и углах
Середины на сегментах горизонтальной линии
Биссектрисы на горизонтальных отрезках
Биссектрисы на повернутых отрезках прямой
Биссектрисы угла (углы без поворота)
Биссектрисы угла (случайно повернутые углы)
Построение перпендикулярных линий
Постройте перпендикулярные линии через точки на отрезке линии
Постройте перпендикулярные линии через точки не на сегменте линии
Построение перпендикулярных линий через точки на сегменте линии (сегменты вращаются случайным образом)
Построить перпендикулярные линии через точки не на сегменте линии (сегменты поворачиваются случайным образом)
Построение центров треугольников
Центроиды остроугольных треугольников
Центроиды для смешанных остроугольных и тупоугольных треугольников
Ортоцентры остроугольных треугольников
Ортоцентры смешанных остроугольных и тупоугольных треугольников
Инцентры для остроугольных треугольников
Инцентры для смешанных остроугольных и тупоугольных треугольников
Центры окружности остроугольных треугольников
Центры окружностей для смешанных остроугольных и тупоугольных треугольников
Все центры острых треугольников
Все центры смешанных остроугольных и тупоугольных треугольников
Рабочие листы трехмерной геометрии
Рабочие листы трехмерной геометрии, основанные на соединении кубов и рабочих листов для классификации трехмерных фигур.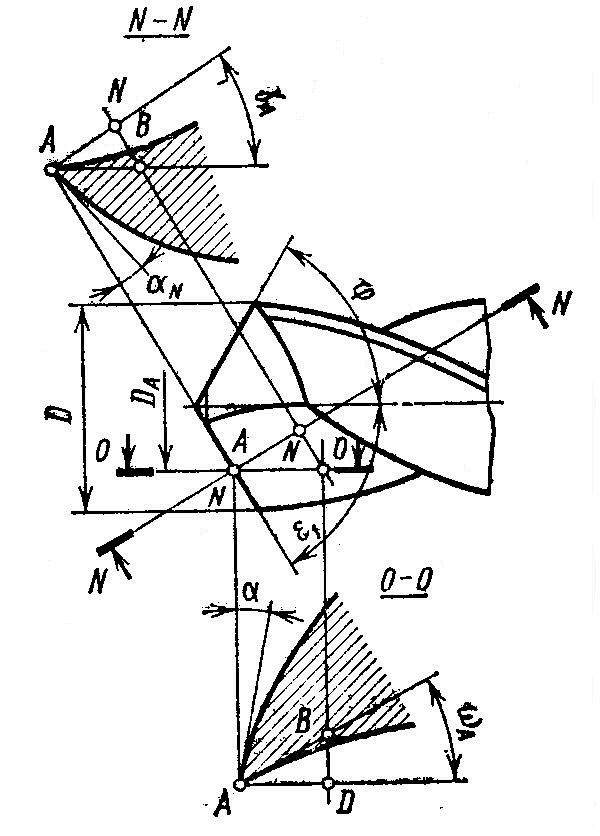
Соединение кубических конструкций
Соединяющие кубики могут быть мощным инструментом для развития у учащихся пространственного чувства. Первые два листа ниже сложны даже для взрослых, но после небольшой практики учащиеся будут создавать структуры гораздо более сложные, чем приведенные ниже. Используйте бумагу с изометрической сеткой и квадратную миллиметровку или точечную бумагу, чтобы помочь учащимся создавать трехмерные эскизы соединяющихся кубов и видов сбоку структур.
Виды сбоку на соединяющиеся кубические структуры
Создавайте соединительные кубические структуры
Классификация трехмерных фигур
Классифицировать призмы
Классифицировать пирамиды
Классифицировать призмы и пирамиды
Сетки объемных фигур .
В этом разделе содержится ряд сетей, которые учащиеся могут использовать для построения связанных трехмерных тел. Включены все платоновы тела и многие архимедовы тела.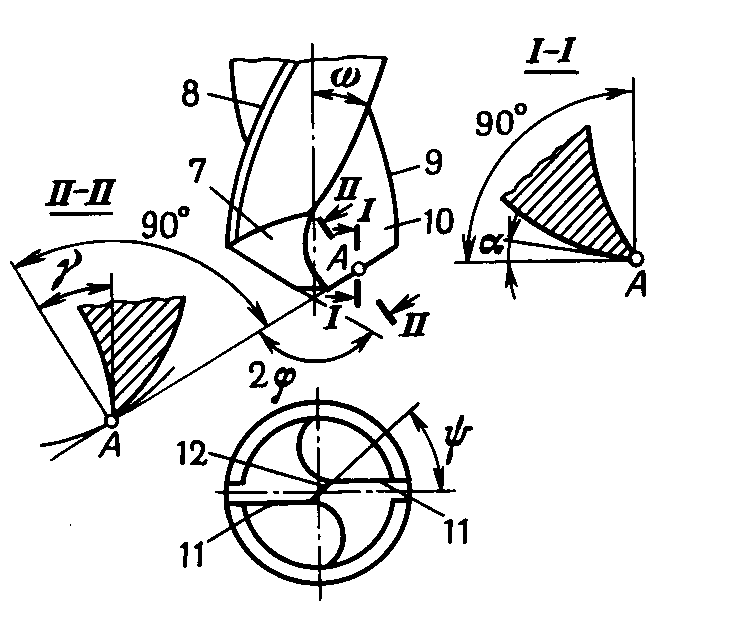 Ножницы, немного скотча и немного ловкости — вот и все, что нужно. Для чего-то более существенного сначала скопируйте или распечатайте сети на картоне. Вы также можете проверить настройки печати, чтобы убедиться, что вы печатаете в «фактическом размере», а не по размеру страницы, чтобы не было искажений.
Ножницы, немного скотча и немного ловкости — вот и все, что нужно. Для чего-то более существенного сначала скопируйте или распечатайте сети на картоне. Вы также можете проверить настройки печати, чтобы убедиться, что вы печатаете в «фактическом размере», а не по размеру страницы, чтобы не было искажений.
Сети платоновых и архимедовых тел
Сети всех платоновых тел
Сети некоторых архимедовых тел
Сеть тетраэдра
Чистый куб
Сеть октаэдра
Сеть додекаэдра (Версия 1)
Сеть додекаэдра (Версия 2)
Сеть икосаэдра
Сеть усеченного тетраэдра
Сеть кубооктаэдра
Сеть усеченного куба
Сеть усеченного октаэдра
Сеть ромбокубооктаэдра
Сеть усеченного кубооктаэдра
Сеть курносого куба
Сеть икосододекаэдра
Тригонометрические отношения, также известные как SOHCAHTOA
Тригонометрический Соотношения
Тригонометрические отношения полезны при определении размеров прямоугольных треугольников. Три основных соотношения суммируются аббревиатурой SOHCATOA.
