Гибка листового алюминия: что особенного в этом процессе
Содержание
Гибка листового алюминия в СПб с доставкой по России
8 (804) 333-68-30Задать вопрос
- Используем мощные листогибы с ЧПУ.
- Отправляем заказы по всей России.
- Контролируем отсутствие брака.
- Соблюдаем сроки.
Рассчитать стоимость
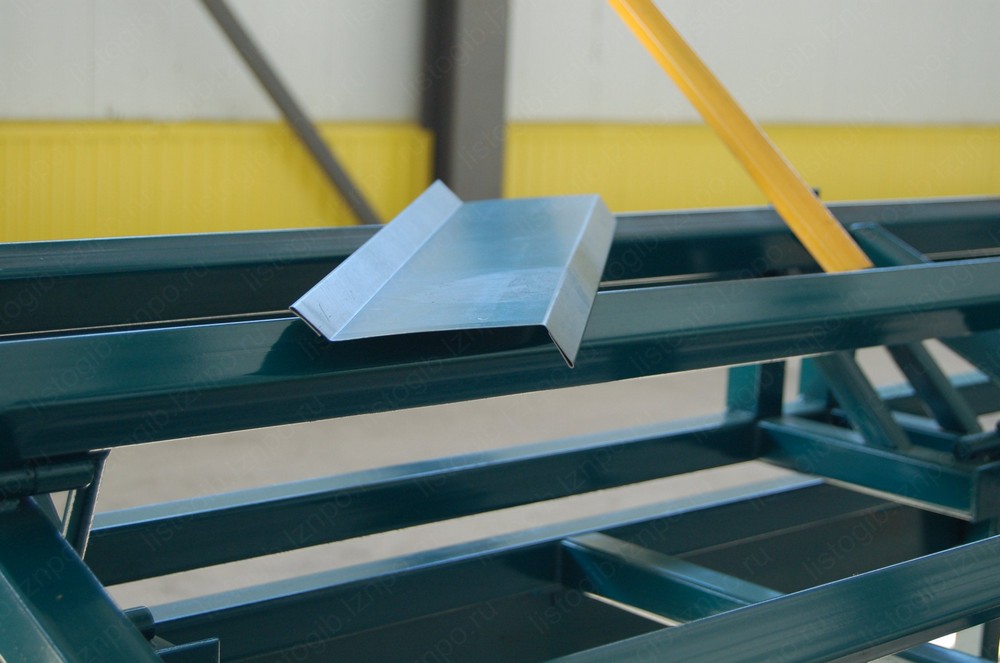
Примеры деталей из листового алюминия с гибкой ЧПУ производства «Металл‑Кейс»
Гибка листового алюминия — как и зачем это делается?
Гибка листового алюминия — один из ключевых этапов при изготовлении объемных деталей и корпусов из плоского алюминиевого листа. На этом этапе заготовки, вырезанные из листа по координатам, принимают нужную итоговую форму в стальных «челюстях» гибочного станка.
Грани на корпусах можно делать как гибкой, так и сваркой. Но в случаях, когда выбор возможен, мы всегда рекомендуем выбирать гибку. Сварные соединения часто оказываются слабым местом конструкции — сварка нарушает изначальную структуру металла. Некомпетентный сварщик сделает такое ребро, которое придет в негодность очень скоро. Но даже и компетентный высокопрофессиональный сварщик — вряд ли приблизится по показателями прочности ребра к показателям, полученным гибкой.
Некомпетентный сварщик сделает такое ребро, которое придет в негодность очень скоро. Но даже и компетентный высокопрофессиональный сварщик — вряд ли приблизится по показателями прочности ребра к показателям, полученным гибкой.
Ведь ребра, полученные гибкой — не просто не ослабляются по сравнению с остальным металлом детали, они еще и усиливаются. Это происходит потому, что уплотненная холодной прокаткой структура металла уплотняется дополнительно по внутренней стороне гиба — там атомы и ионы алюминия, находящиеся в металлической кристаллической решеткой, оказываются еще ближе друг к другу. Практически как при ковке.
Впрочем, это касается выбора между гибкой и сваркой там, где выбор возможен — но выбор возможен не всегда. Тавровые соединения, например, гибкой никак не получить. Так что обе технологии дополняют друг друга — и в разумном производстве обе используются тогда, когда можно максимально использовать их сильные стороны и избежать проявления слабых.
В «Металл‑Кейс» мы и гнем алюминий, и варим его — в зависимости от задач клиента. При этом гибку мы делаем на станках с числовым программным управлением, что позволяет минимизировать человеческий фактор, избежать брака и добиться точного соответствия всех деталей из партии проекту.
Возможности «Металл-Кейс» по гибке нержавеющей стали
Радиус гиба — от 0,5 мм.
Толщина металла — до 6 мм.
Длина гиба — до 2000 мм.
Особенности работы с «Металл‑Кейс» по гибке листового алюминия
Адекватные рыночные цены
Можно заказывать без КД
Аккуратная доставка по России
Полный цикл производства
Оплата наличными, безналом или платежкой
Работаем с ООО, ИП и физлицами
Производство от 1 экземпляра
Бесплатный пробный образец при заказе партии
Персональный менеджер для решения всех вопросов
Видео гибки листового алюминия в «Металл‑Кейс»
Посмотрите — так мы гнем листовой алюминий
Кадры рабочего процесса непосредственно из цехов «Металл‑Кейс», на которых вы можете рассмотреть нюансы. Оцените качество нашей работы.
Оцените качество нашей работы.
Гибка листового алюминия в Санкт‑Петербурге с доставкой по всей России
Регионы, в которых уже есть клиенты «Металл‑Кейс»:
Для наглядности — карта регионов, в которые мы уже отправляли корпуса. Возможно, на ней уже есть ваш регион. Но если нет — он запросто на ней появится.
по всей России
транспортной компанией
бережно
быстро
Расчет стоимости и сроков гибки листового алюминия по вашему заказу
- Отправьте свой контактный телефон.
- Наш специалист позвонит вам, внимательно выслушает и рассчитает всё необходимое.
- С этой информацией вы сможете принять взвешенное решение — заказывать или нет.
- Давайте начнем прямо сейчас. Ведь время — деньги.
Свяжитесь с нами сейчас:
© 2011–2022 Metal-Case. Производство корпусов. ИНН 7811249792. КПП 781101001. ОГРН 1157847382021
Срок действия коммерческих предложений, представляющихся по расчётам на основе ТЗ заказчиков — 3 дня с момента выставления (отправки на электронную почту заказчика), если в КП не указано иное. Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Срок действия счета, выставленного заказчику — 3 дня с момента выставления (отправки скана на электронную почту заказчика), если в счёте не указано иное.
Вы получите:
- Расчет точной стоимости и сроков выполнения интересующего вас заказа.
- Информацию о похожих заказах, которые мы уже выполнили.
- Консультацию по возможностям нашего производства.
- Ответы на другие интересующие вас вопросы.
Свяжитесь с нами сейчас:
Сайт использует cookie-файлы. Продолжая использовать сайт, вы соглашаетесь с этим. Что такое cookie?
Как согнуть алюминий лист алюминия
25.04.2019 Автор: VT-METALL
Вопросы, рассмотренные в материале:
- В чем особенности гибки листового алюминия
- Какой листовой алюминий можно гнуть
- Какова технология гибки листового алюминия
Свойства алюминия позволяют изготавливать из него огромное количество полезных вещей. При этом наибольшее удобство представляет собой листовой материал. Гибку тонкого листа можно выполнить с помощью специальных приспособлений разными способами. При работе с этим материалом существует своя специфика процесса сгибания и сохранения целостности изделия в месте деформации. О том, как выполняется гибка листового алюминия и каковы особенности этого процесса, мы расскажем в нашей статье.
При этом наибольшее удобство представляет собой листовой материал. Гибку тонкого листа можно выполнить с помощью специальных приспособлений разными способами. При работе с этим материалом существует своя специфика процесса сгибания и сохранения целостности изделия в месте деформации. О том, как выполняется гибка листового алюминия и каковы особенности этого процесса, мы расскажем в нашей статье.
Способы
Когда алюминий обрабатывается в производственных масштабах, его загибают двумя способами.
- Свободный. В момент загиба металла между листом и прессовочным аппаратом имеется воздушная прослойка. Такой способ позволяет работать с более толстыми материалами и изготавливать изделия сложно формы, но при работе с тонкими листами дает низкую точность гибки.
- Калибровочный. В этом случае прослойка воздуха между аппаратом и алюминием отсутствует. Это позволяет аккуратно гнуть тонкие листы, но требует больших усилий и дорогой аппаратуры.
Согнуть лист алюминия можно и в домашних условиях без использования дорогостоящих инструментов.
Классификация оборудования
При разных методах сгибания алюминиевых листов используется специальное оборудование. Для облегчения деформации металла его можно предварительно разогревать. Все листогибы делятся на две большие группы, о которых необходимо поговорить подробнее.
Ручные приспособления
Стационарное оборудование
К этой группе относятся промышленные станки, которые устанавливаются на предприятиях. Используются для серийного изготовления деталей из металлических листов. Они имеют устойчивое основание, электрический или гидравлический привод.
Минус стационарных механизмов в том, что они занимают много места, требуют дополнительных усилий при транспортировке. Однако промышленные станки позволяют работать с металлическими листами большой толщины.
Переносное оборудование
Компактные конструкции, которые можно использовать в различных условиях. Не требуют дополнительных навыков при работе. Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Недостаток переносных приспособлений — отсутствие возможности работать с толстыми листами металла.
Гибка в домашних условиях
Самый распространенный и проверенный метод бытового сгибания алюминия – прорезание пазов. Это дает высокую точность углов и позволяет работать с материалами разной толщины.
- На лист алюминия наносится разметка места сгиба в соответствии с измерениями.
- По линиям закрепляют направляющие – подойдут железные уголки, профили, листы более жесткого металла.
- По нанесенной разметке делается надрез глубиной приблизительно в половину толщины самого листа. Режут по внешней стороне сгиба. Чаще всего это делают при помощи фрезера, но на небольших тонких листах можно обойтись острым строительным ножом.
- После того, как надрез готов, лист начинают отгибать, не убирая направляющие. Делают это аккуратно и постепенно по всей длине разметки, пока не достигнут нужного угла.
Возможные проблемы
Так как алюминий не выпускается в чистом виде и только входит в состав сплавов, разные его марки гнутся неодинаково в зависимости от свойств сопутствующих веществ.
Лучше всего гнутся технические сплавы. Им соответствуют марки 1105 и ВД1. Они легкие, легко поддаются нарезке, хорошо отгибаются, но в процессе их легко повредить. Алюминиево-магниевые сплавы под маркировкой АМГ также хорошо гнутся, но обладают более высокой прочностью. Они приспособлены для простых линейных изгибов, сделать сложную форму из них нельзя. Для этого есть пластичные сплавы маркировки АМЦ. Они изготавливаются специально для создания сложных форм, но нарезать в домашних условиях их немного сложнее. Полностью не поддаются изгибу без использования специальных приспособлений доралюминий, маркированный буквой Д, и авиационные сплавы.
Несмотря на пластичность алюминия, гибка листов из его сплава требует определенных навыков. Поэтому, прежде чем приступать к загибанию будущего изделия, стоит потренироваться на ненужных обрезках и убедиться, что выбранный материал подлежит деформации.
Источник
Специфика гибки алюминиевого листа
Гнуть алюминиевый лист легко, а если нужно при этом его нагреть, то температура его плавления не очень высока. Но не все так просто. Об о все по порядку.
Но не все так просто. Об о все по порядку.
На первый взгляд нет более удобного материала, чем алюминиевый лист для создания самых разных форм своими руками. Гнуть алюминий легко, а если нужно при этом его нагреть, то температура его плавления не очень высока. Но не все так просто. На практике гибка алюминиевого листа имеет определенную специфику как в самом процессе сгибания, так и в сохранении целостности листового материала в месте деформации.
Подготовка профиля
Подготовка профиля к гибке зависит от его длины заготовки и занимает в среднем от 15 до 20 минут, а сам процесс гибки занимает 7 — 8 минут. В начале производят разметку заготовки профиля с учетом технологических отрезков. Во избежание в процессе гибки сплющивания стенок профиля, появления трещин и помятостей камеры профиля плотно набивают кварцевым песком. Чтобы набивка не была рыхлой и не привела к приплюснутости в области сгиба, по мере наполнения камер, стенки профиля обстукивают сверху вниз, уплотняя, таким образом, песок. Затем профиль обязательно закрывают с обеих торцов заглушками, чтобы песок не высыпался из профиля в процессе гибки. Песок после использования не выбрасывается, т.к. после очередного использования качество песка только улучшается (фракции песка в процессе гибки становятся более мелкими) и его можно использовать неоднократно. Перед гибкой профили и ролики обязательно смазывают густым маслом для уменьшения трения между поверхностями роликов и наружными стенками профиля.
Затем профиль обязательно закрывают с обеих торцов заглушками, чтобы песок не высыпался из профиля в процессе гибки. Песок после использования не выбрасывается, т.к. после очередного использования качество песка только улучшается (фракции песка в процессе гибки становятся более мелкими) и его можно использовать неоднократно. Перед гибкой профили и ролики обязательно смазывают густым маслом для уменьшения трения между поверхностями роликов и наружными стенками профиля.
Что особенного в гибке алюминия
В основном применяют два способа гибки алюминиевого листового материала:
- воздушный или свободный,
- калибровочный.
Свободный способ — это когда между пуансоном и листом металла имеется воздушный зазор. Этот метод является наиболее широко используемым на сегодняшний день.
Если же в процессе сгибания между пуансоном и стенками формы нет воздушного зазора и алюминиевый лист плотно сжимается, то такой способ называют калибровкой. Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Эта методика достаточно старая и применяется для наиболее мягких материалов или для изготовления сложных форм изделий.
Гибка алюминия свободным методом имеет ряд преимуществ по сравнению с калибровочным способом, а именно:
- более высокая степень гибкости, так без замены пуансона и формы можно получать разные углы гибки листового профиля;
- требуются меньшие усилия для осуществления деформации;
- можно сгибать листы большей толщины;
- сравнительно меньшая стоимость оборудования.
К недостаткам свободного метода можно отнести:
- невысокую точность углов при сгибании для тонкостенных листов металла;
- точность повторения формы зависит от физических свойств материала;
- плохая применимость для операций со сложной конфигурацией.
Как изгибать детали из дюралюминия и силумина?
При попытке согнуть алюминий марки Д16Т (дюралюминий) и силумин листы могут трескаться. Чтобы сохранить целостность металлического листа, нужно провести предварительную термообработку. Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его.
Для этого заготовка из дюралюминия разогревается до появления красного оттенка. Помещение должно быть тёмным, чтобы увидеть изменение цвета и не перегреть сплав. После нагревания нужно дать металлу остыть при комнатной температуре. Далее можно сгибать лист без боязни повредить его.
Гибка алюминия считается простым технологическим процессом, который требует знания некоторых особенностей. Если знать разновидности этого металла и использовать правильное оборудование можно избежать нарушения целостности металлических заготовок.
Какие марки можно гнуть, а какие нет
Так можно выделить несколько основных видов сортопроката алюминиевого листа, которые могут значительно отличаются друг от друга своими физическими свойствами и возможностями деформации. Итак, наиболее распространенные виды:
- Отожженный, имеет в обозначении букву М, является самым мягким сортом, поэтому прекрасно поддается деформации, но при этом легко мнется и рвется при чрезмерном растяжении.

- Полунагартованный обозначается, как Н2 и имеет более жесткие свойства, чем сорт М также хорошо деформируется и способен выдержать сгибание свыше 90 градусов за раз. При этом за счет своей повышенной жесткости неплохо сохраняет форму и препятствует образованию вмятин, поэтому чаще всего применяется как облицовочный материал.
- Нагартованный, в обозначении сорта содержит одну букву Н. Нагартовкой называется метод придания листовому металлу повышенной прочности при помощи холодного уплотнения. Для этого алюминиевый лист дополнительно прокатывают между двумя валами на специальном станке. Этот сорт хорошо гнется на углы до 90 градусов и способен выдерживать значительные нагрузки на свою поверхность.
- Закаленный или естественно состаренный, как правило, маркируется буквой Т. Представляет собой достаточно твердый алюминиевый прокат, поэтому он более требователен при обработке, так как при сгибании на холодную под 90 градусов трескается в месте сгиба.
 Используется для изготовления деталей и узлов, работающих с повышенной нагрузкой.
Используется для изготовления деталей и узлов, работающих с повышенной нагрузкой.
Особенности алюминиевых труб
Алюминиевые трубы отличаются малым весом, пластичностью, стойкостью к коррозии, химическим и температурным воздействиям (способны переносить колебания температуры от +150 до -279 градусов).
Кроме того, эти изделия имеют высокую электро- и теплопроводность, не содержат вредных токсинов и способны служить длительное время. Из алюминиевых трубок своими руками можно изготовлять самые разные конструкции.
Алюминиевые трубы классифицируют по следующим параметрам:
- Форме сечения. Они могут быть круглой, квадратной, прямоугольной и фасонной форм.
- Способу изготовления. Бывают холоднодеформированными, прессованными и сварными.
- Длине. Мерные, немерные, имеющие кратную мерность и бухтовую фасовку.
- Химическому составу (марка АI). Могут иметь высокую или техническую чистоту.
Чтобы сделать сплав более прочным, в него добавляются определенные примеси: однако при этом степень его пластичности уменьшается. Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно. Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Пластичность алюминиевых изделий делает их более удобными для механической обработки. Сгибание алюминиевой трубы отличается значительной простотой, и может быть проведено самостоятельно. Чтобы достичь цельности и невредимости сгибаемого изделия, важно заранее ознакомится с технологией данного процесса.
Гибка алюминия с сохранением целостности
Поэтому гибка листового алюминия композиционных составов производиться методом выборки паза в месте гиба. Для этого на листе закрепляют направляющие и, с помощью специального ручного инструмента фрезера, прорезают паз как минимум на 2/3 глубины с углом развертки от 90 до 110 градусов, что дает возможность сгибать алюминиевый лист под углом 90 градусов без потери целостности.
Если у вас есть опыт, как согнуть жесткий алюминиевый лист и при этом не сломать его, то поделитесь им в блоке комментариев.
Источник
Сгибание пластин из алюминия и его сплавов
В радиолюбительской практике иногда требуется согнуть под определённым углом пластину из алюминия или его сплава — дюралюминия (дюраля).
Наиболее частый случай — сгибание до прямого угла (90°). Если такую операцию выполнять простым зажатием пластины в тисках с последующим сгибанием, то вследствие хрупкости материала это приведёт к появлению трещин или полного излома по линии сгиба ещё до достижения угла 90°. Понятно, что причина такой необратимой деформации структуры материала — малый радиус изгиба, поскольку губки тисков в сечении имеют практически прямоугольную форму без закругления кромок. Если этот радиус увеличить, то деформации в пластине не будет, а поверхность в зоне изгиба будет качественной. На рис. 1 схематично показано, как этот радиус увеличить.
Подлежащую сгибанию пластину следует зажать между губками тисков через стальной пруток круглого сечения диаметром около 3 мм или более. Конечно, длина прутка при этом должна быть больше ширины пластины. Для небольших по ширине пластин в качестве прутка вполне подойдёт хвостовик сверла подходящего диаметра. К выступающей из тисков левой стороне поверхности пластины (если пруток зажат справа от пластины, как на рис. 1) плотно прижимают прямоугольный кусок фанеры, деревянного бруска или доски и, надавливая на него ладонью в направлении сгибания, добиваются нужного профиля. Задачу облегчат аккуратные удары молотком по фанере, бруску или доске. При диаметре прутка 3 мм трещин на поверхности пластин в зоне изгиба не наблюдалось. Поскольку марка дюралюминия, из которого изготовлена пластина, была неизвестна, для твёрдых марок, возможно, минимальный радиус изгиба (в практике автора — 1,5 мм) придётся увеличить.
1) плотно прижимают прямоугольный кусок фанеры, деревянного бруска или доски и, надавливая на него ладонью в направлении сгибания, добиваются нужного профиля. Задачу облегчат аккуратные удары молотком по фанере, бруску или доске. При диаметре прутка 3 мм трещин на поверхности пластин в зоне изгиба не наблюдалось. Поскольку марка дюралюминия, из которого изготовлена пластина, была неизвестна, для твёрдых марок, возможно, минимальный радиус изгиба (в практике автора — 1,5 мм) придётся увеличить.
Листы из дюралюминия обладают упругостью. Чтобы их сразу согнуть до угла 90°, верхнюю часть поверхности прутка желательно зажать по горизонтали чуть выше поверхности губок, как показано на рис. 1. После сгибания, в случае необходимости, более точно довести (отформовать) вручную изгиб до требуемого угла уже не составит труда. Таким способом автор успешно сгибал пластины толщиной 0,5…3 мм из алюминия и дюралюминия (сгибать более толстые пластины не было необходимости).
Когда требуется больший угол сгибания, то сначала пластину следует загнуть в тисках приведённым выше способом до 90°. Пластину размещают на ровной жёсткой поверхности с тем же стальным прутком, как показано на рис. 2. Затем пруток прижимают или плотно фиксируют по всей зоне изгиба в направлении, перпендикулярном к поверхности и показанном стрелкой вниз. Это позволит избежать смещения прутка вверх во время дальнейшего сгибания пластины и, как следствие, её излома. При небольшой ширине и толщине пластин на концы прутка достаточно надавить пальцами одной руки. Одновременно пальцами другой руки сжимают края пластины, как показано на рис. 2 в направлении стрелок, до получения требуемого угла, вплоть до 180°.
Пластину размещают на ровной жёсткой поверхности с тем же стальным прутком, как показано на рис. 2. Затем пруток прижимают или плотно фиксируют по всей зоне изгиба в направлении, перпендикулярном к поверхности и показанном стрелкой вниз. Это позволит избежать смещения прутка вверх во время дальнейшего сгибания пластины и, как следствие, её излома. При небольшой ширине и толщине пластин на концы прутка достаточно надавить пальцами одной руки. Одновременно пальцами другой руки сжимают края пластины, как показано на рис. 2 в направлении стрелок, до получения требуемого угла, вплоть до 180°.
Небольшие по площади пластины, согнутые до U-образной формы (180°), автор применяет, в частности, как теплоотводы (в разговорной речи их нередко называют радиаторами от англ. radiate — излучать, что не соответствует действительности, поскольку в основном отвод тепла происходит не излучением, а конвективной теплоотдачей с поверхности. — Прим. ред.) для транзисторов в корпусах TO92, TO126 и TO220 при рассеиваемой мощности 0,5… 2 Вт.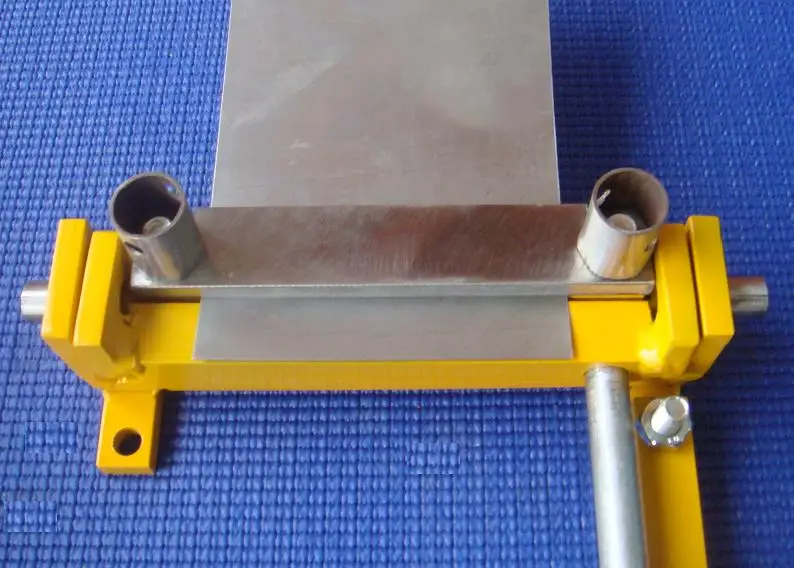
Автор: С. ГЛИБИН, г. Москва Источник: Радио №7/2016
Как согнуть алюминиевый лист в домашних условиях
При выполнении любых действий с металлом требуется определенная сноровка и специальные инструменты. Придание нужной формы алюминиевому листу под час необходимо для ремонтных и монтажных работ.
Для проведения гибки листа алюминия необходимо выполнить несколько операций, чтобы в результате лист принял необходимую форму. При этом не проводятся сварочные работы, которые изменяют структуру металла и негативно влияют на долговечность детали.
Для того, чтобы согнуть алюминиевый лист, необходимо специальное оборудование. Даже если вы проводите такую операцию в домашних условиях, то все равно такие манипуляции не проводят только руками.
Основные ошибки при работе
До того, как приступить к работе, надо провести чистку изделия от грязевых отложений. Для этого не рекомендуется применение абразивной щетки. Работы проводят с аккуратностью, чтобы не содралась окисная щетка.
Внимание! После придания изгиба изделие может изменить первоначальную длину. Поэтому необходимый размер отрезка следует формировать после проведения всех мероприятий по сгибанию.
Если для сгибания используется газовая горелка, то по достижению нужной пластичности сразу производят изгибание детали, пока она не остынет. Если трубы искривлены полностью, то не стоит обрабатывать данные трубы. Это говорит о низком уровне качества изделия. Изделия для изгиба не должны иметь заусенцы, сколы, трещины.
Необходимо учитывать
Что при изгибе металл растягивается с внешнего края изделия и припосаживается или уплотняется с внутреннего края изгиба. Такая техника проведения манипуляций с алюминиевым листом меняет структуру металла, что ухудшает его технические характеристики.
Современная промышленность очень редко выпускает алюминий в чистом виде, скорей всего это различные сплавы, такие как алюминие – магниевые, пищевые. Каждый из них применяется в разной сфере и требует разной техники обработке.
Переходим к действию
Итак, начинаем процесс деформации алюминиевого листа:
- Сложные конструкции можно выгнуть с помощью кузнечно – прессового станка.
- Гнем алюминий с применением штампа.
- Проводим работу над изменением формы листа с помощью техники вдавливания.
Однако надо заметить, что все выше перечисленные процедуры предполагают применение специальных приспособлений или профессионального оснащения.
Что же делать, когда необходимо изогнуть лист алюминия в домашних условиях?
Просто отыщите металлическую трубу и помогая нехитрыми приспособлениями, можно даже нагревать лист в месте изгиба придаем алюминию необходимую форму.
Делать это надо очень осторожно и не торопясь. Если вы работаете с металлом не корректно, то может произойти деформация поверхности, раскол. Такие детали не выдерживают интенсивной эксплуатации.
Для правильности проведения манипуляций с алюминием сначала оцените свои навыки и умения работы с металлом, затем посмотрите наличие необходимого инструмента и приспособлений, а потом уже начинайте работы. Если вы в чем-то сомневаетесь, то лучше доверится специалистам.
Если вы в чем-то сомневаетесь, то лучше доверится специалистам.
Источник
Процесс изгибания
…сложности
Чтобы применять изделия из алюминия для создания мебельных предметов, нужно научиться придавать материалу изгибы правильно. Хоть материал имеет высокую пластичность, но может повести себя непредсказуемо, особенно, если изделия пустотелые. При гибке труб можно столкнуться со сложностями, которые возникают из-за разных факторов:
1.если обрабатывать изделия, чтобы повысить уровень сопротивляемости коррозии, повышается прочность, при этом снижается уровень пластичности.
2.если изделия изготовлено с помощью метода горячей экструзии с выдавливанием, то трубопрокат становится чувствительным к напряжениям во время изгибов.
3.сплавы, содержащие марганец, также дюралюмины отличаются низким уровнем пластичности.
Перед изгибанием изделия следует определить марку сплава, условия для его первичной термообработки. При отсутствии сертификата на изделия проверку осуществляют следующими способами:
При отсутствии сертификата на изделия проверку осуществляют следующими способами:
1.изучают маркировку на концах трубопроката, сверяют со справочником.
2.простукивают молотком, при наличии звонкого звука изделие изготовлено из материала высокой твердости.
3.если материал сплава мягкий, то он налипает на напильник.
Внимание! Изделия из дюралюминия имеют особое свойство: если об них потереть руку, то она не окрасится.
Способы сгибания
Существуют разные технологии, чтобы изогнуть алюминиевые изделия. К основным относят:
1.изделие можно обработать на трубогибе, который имеет эластичный дорн, к примеру, из резины.
2.с помощью устройства для сгибания холодным методом одним переходом, если диаметр трубы менее двадцати миллиметров.
3.при сгибе трубы большого диаметра, заготовку следует нагреть. Для этого применяют дроны резинового или составного типа.
4.можно уменьшить зону с растягивающим напряжением при помощи перемещающегося ролика.
Деталям можно придать различный внешний вид:
1.в виде утки (изделие имеет два изгиба в 135 градусов)
2.в виде скобы (три изгиба по центру с прямым углом, по краям 135 градусов).
3.в виде отвода (изгибы с углами 45 градусов и 135).
виде калача (в форме полукруга).
Внимание! Процесс изгиба требует аккуратности, не стоит допускать дефектов, для этого важно правильно выбрать инструмент.
Необходимое оборудование
Чтобы изгибать трубы, применяют разные устройства. Трубогибы имеют отличия в принципе действия. Инструмент легко использовать в домашних условиях. С помощью него можно изгибать трубы круглой формы, профильного типа. Выделяют следующие разновидности трубогибов:
1.пружинный вид. Внутрь пружины вставляют деталь для сгиба. Выбирают способ обработки изделия: холодный, термообработка, под конец процесса удаляют пружину.
2.рычажный вид, по-другому называется механизмом Вольнова. В форму, имеющую соответствующий диаметр закладывают заготовку. Трубу не нужно прогревать. Рычажная сила позволяет согнуть трубу.
Трубу не нужно прогревать. Рычажная сила позволяет согнуть трубу.
3.арбалетный вид. Заготовку помещают в устройство, которое имеет гнущий сегмент. Труба продавливается внутри конструкции.
С помощью трубогиба можно нет только сгибать, но и выпрямлять алюминиевые изделия, которые имеют разную конфигурацию, диаметр. Во время процесса повредить деталь практически невозможно.
Трубогиб использует различные способы воздействия на металл. К ним относят:
1.способ проталкивания. Изделие из алюминия проталкивается сквозь ролики, один его отклоняет. В итоге образуется изгиб в виде дуги, имеющая небольшой радиус.
2.способ проката. Если труба имеет от одного до десяти сантиметров в диаметре, то ее можно прокатывать между специальными роликами, которые должны быть равны размеру заготовки. В основе лежит трехвалковый инструмент, с помощью которого изгибают за пару заходов. Инструмент придает форму круга, дуги, спирали. Изгибанию поддается профильная труба и круглая.
3. с помощью давления. Для изгиба применяют штампы, которые придают изгиб изделию снаружи. Способ гидроформирования – второй вариант метода. Под высоким давлением в трубу заливается вода, либо масло.
с помощью давления. Для изгиба применяют штампы, которые придают изгиб изделию снаружи. Способ гидроформирования – второй вариант метода. Под высоким давлением в трубу заливается вода, либо масло.
4.способ обкатывания. В основе лежит обкатная деталь трубогиба, которая может изогнуть изделие под давлением. Деталь не нужно прогревать. На участках с отсутствием давления трубопрокаты прогибаются в другую сторону.
Внимание! При отсутствии специального инструмента алюминиевые изделия легко изгибаются подручными способами.
Как согнуть трубу дома
Если в доме нет инструмента, то можно согнуть трубопрокат дома самостоятельно. Чтобы изогнуть изделие своими руками, можно применить такие приемы, как:
1.для уменьшения хрупкости материала, также силы нагрузки, место для изгиба следует прогреть, применяя газовую горелку. С помощью простой бумаги надо проверить готовность детали к деформированию. Бумагу держат над местом нагрева, пока не покажется дым.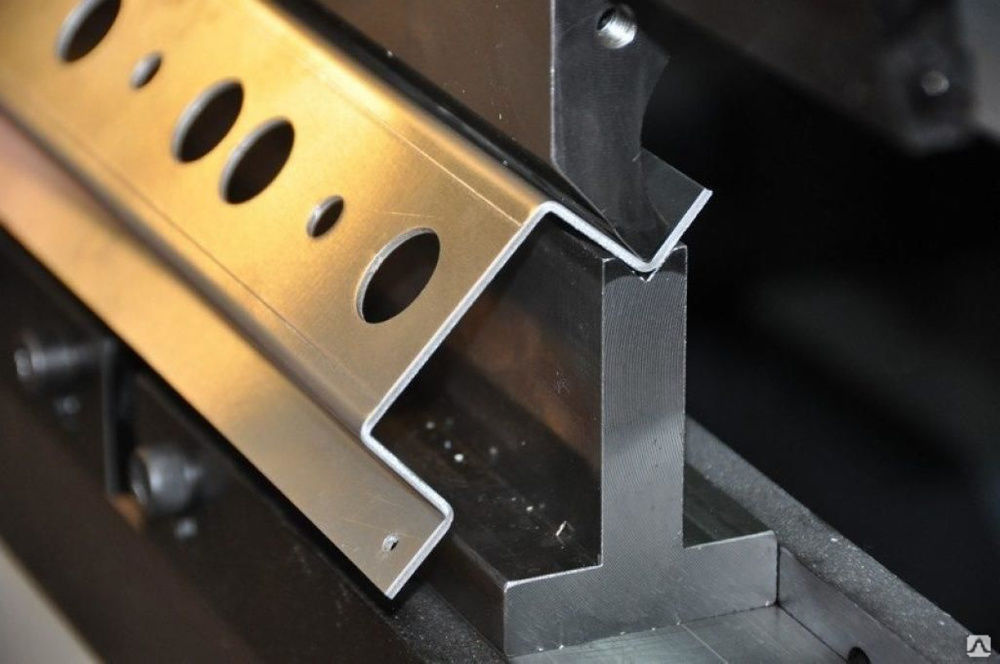 В это время можно придавать детали другую форму. Анодированный алюминий нельзя деформировать таким методом.
В это время можно придавать детали другую форму. Анодированный алюминий нельзя деформировать таким методом.
2.для начала делают заготовку шаблона, который имеет такой же радиус, каким должен быть изгиб. Шаблон вытачивают из деревянного куска, смазанного креозотом. Изделия прикрепляют к шаблону, скрепив детали крепко. С помощью резинового молотка, несильно ударяя, придают нужную форму детали.
3.алюминиевая трубка с сечением до двадцати миллиметров обрабатывается без оборудования. С внешней стороны изделия надевается стальная пружина. В изделие засыпается песок, вставляется прут из металла. Держась за стрежень по краям, производят сгиб согласно шаблону.
4.наполняют изделие с помощью песка, заготовку с двух сторон крепят на две опорные плоскости. Применяя молоток из резины, формируют сгиб на участке, который провисает. Если необходимо выполнить сгиб на прямоугольной детали, то данный способ незаменим.
Гибка листового алюминия
Вопросы, рассмотренные в материале:
- В чем особенности гибки листового алюминия
- Какой листовой алюминий можно гнуть
- Какова технология гибки листового алюминия
Свойства алюминия позволяют изготавливать из него огромное количество полезных вещей. При этом наибольшее удобство представляет собой листовой материал. Гибку тонкого листа можно выполнить с помощью специальных приспособлений разными способами. При работе с этим материалом существует своя специфика процесса сгибания и сохранения целостности изделия в месте деформации. О том, как выполняется гибка листового алюминия и каковы особенности этого процесса, мы расскажем в нашей статье.
При этом наибольшее удобство представляет собой листовой материал. Гибку тонкого листа можно выполнить с помощью специальных приспособлений разными способами. При работе с этим материалом существует своя специфика процесса сгибания и сохранения целостности изделия в месте деформации. О том, как выполняется гибка листового алюминия и каковы особенности этого процесса, мы расскажем в нашей статье.
Особенности гибки листового алюминия
Алюминий широко применяется в области машиностроения, строительства и других промышленных отраслях. Большинство изделий из этого материала изготавливают в результате его сгибания или резки. Чтобы придать изделию сложную форму, понадобится гибка . Современное высокотехнологичное оборудование значительно упрощает этот процесс, позволяя создавать изделия, полностью отвечающие требованиям заказчика.
Посредством гибки листового алюминия изготавливается огромное количество металлических изделий, включая:
- оконные и дверные профили;
- уголки, швеллеры, полочки;
- кожухи для оборудования;
- складские стеллажи и полки;
- торговые лотки;
- корпуса для оборудования;
- кронштейны;
- водоотводы, карнизы и пр.

Какие марки листового алюминия можно подвергать гибке
Современные производства выпускают несколько разновидностей листового алюминия, отличающегося своими физическими свойствами и пластичностью. Наибольшую популярность получили следующие виды алюминиевого листа:
- Отожженный (маркировка М). Представляет собой очень мягкий сорт алюминия, имеющий высокую пластичность и широкие деформационные возможности. К его недостаткам можно отнести то, что такой лист может легко порваться, если приложить слишком большую силу.
- Полунагартованный (маркировка Н2). По сравнению с сортом М имеет большую жесткость, но сохраняет свои пластичные свойства. Гибка листового алюминия сорта Н2 может выполняться за один проход свыше угла 90°. Повышенная жесткость такого листового алюминия позволяет предотвратить появление вмятин на его поверхности. Широкое применение он получил при выполнении облицовочных работ.
- Нагартованный (маркировка Н). Этот сорт алюминия получается методом холодного уплотнения, когда готовый листовой алюминий дополнительно пропускают через валы специального станка.
 В результате материал приобретает повышенную прочность, выдерживая серьезные нагрузки без деформации поверхности. Может гнуться в пределах 90°.
В результате материал приобретает повышенную прочность, выдерживая серьезные нагрузки без деформации поверхности. Может гнуться в пределах 90°. - Закаленный или естественно состаренный (маркировка Т). Является наиболее твердым сортом листового алюминия. Обладает высокими прочностными характеристиками, но довольно сложен в обработке. Гибка листового алюминия марки Т на холодную под углом 90° может стать причиной появления трещин. Из этого сорта металла делают детали и узлы, на которые в процессе эксплуатации возлагается очень большая нагрузка.
Рекомендуем статьи по металлообработке
Сплавы алюминиевого листопроката принято классифицировать следующим образом:
- Технические сплавы с маркировкой 1105 и ВД1 – легко гнутся и обладают малым удельным весом листа.
- Алюминиево-магниевые сплавы с маркировкой АМГ – хорошо гнутся и устойчивы к воздействию кислот. Сделаны из легированного алюминия с добавлением магния и марганца. Основная сфера применения: баки и емкости, детали яхт и других плавательных средств.

- Пищевые сплавы с маркировкой А5 и АД – представляют собой нагартованный, полунагартованный или отожженный сорт металла.
- Сплавы повышенной пластичности с маркировкой АМЦ – материал, созданный для изготовления деталей сложной формы (автомобильные радиаторы и пр.).
- Дюралюминий с маркировкой Д – является высокопрочным сортом алюминия, способным выдержать значительную силу воздействия без изменения поверхности материала. Не способен гнуться. Чаще всего используют для изготовления изделий путем штамповки.
- Особо прочные авиационные сплавы с маркировкой В – разработаны специально для изготовления деталей авиастроительной и автомобильной промышленности, где на изделие ложится высокая степень нагрузки. Гибка листового алюминия марки В осуществляется при помощи специального метода прессования и штамповки.
В ГОСТе 21631-76 вы можете более подробно изучить особенности и технические характеристики существующих разновидностей алюминиевого листового проката.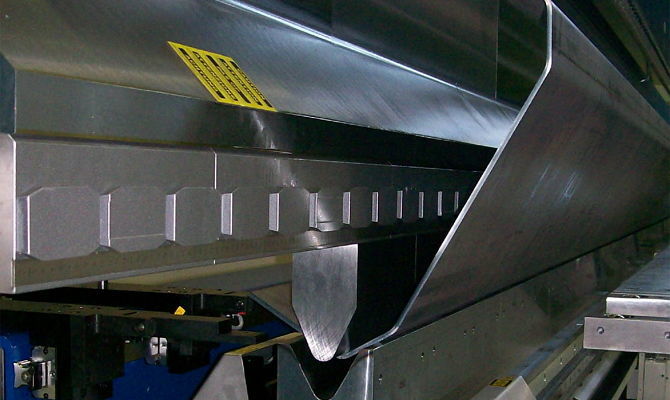
Стратегии гибки алюминия 6061-T6
Вопрос: У нас возникли проблемы с гибкой алюминия 6061-T6 без образования трещин, и я хотел бы узнать, не могли бы вы дать нам несколько советов?
Ответ: Алюминий 6061-T6 закален и известен тем, что его трудно согнуть. С точки зрения гибки всегда лучше сгибать эти детали в отожженном состоянии, а затем закалять их до нужного состояния. В любом случае это идеал, но реальность такова, что многие детали поступают на листогибочный пресс в далеко не идеальном состоянии. Увы, это жизнь оператора листогибочного пресса.
Алюминий T6 подвергается дисперсионному твердению, что представляет собой форму искусственного старения, при которой частицы внутри металла равномерно распределяются по всей структуре зерна металла. Как только частицы диспергируются, они препятствуют дальнейшему смещению зерна, тем самым упрочняя металл.
Для создания этих осадков алюминий нагревают с помощью обработки раствором при высоких температурах и в течение заданного времени, а затем закаливают для быстрого охлаждения. Этот тип закалки обычно проводят в вакууме инертной атмосферы при температуре от 900 и 1150 градусов по Фаренгейту. Процесс может занять до четырех часов, в зависимости от характеристик материала.
Этот тип закалки обычно проводят в вакууме инертной атмосферы при температуре от 900 и 1150 градусов по Фаренгейту. Процесс может занять до четырех часов, в зависимости от характеристик материала.
Общие рекомендации по алюминию
При гибке алюминия знайте, что чем меньше внутренний радиус изгиба, тем выше вероятность того, что в детали появится трещина. Также знайте, что для достижения наилучших результатов и уменьшения количества трещин на внешней стороне изгиба линия изгиба должна проходить поперек волокон материала или по диагонали, когда и где это возможно.
В идеале разработчики деталей должны знать, что когда речь идет об алюминиевых сплавах, 3003 и 5052 будут гнуться, а 6061 – нет. Это, конечно, обобщение, так как существуют способы формирования сплава 6061. Способность алюминиевой серии к изгибу имеет тенденцию к снижению по мере продвижения вниз по списку состояний, от отожженного до T4 и T6. Изгиб этих закаленных сплавов не является невозможным, но очень трудным и, скорее всего, потребует больших радиусов изгиба, чтобы избежать растрескивания на внешней стороне изгиба. Если вы не будете осторожны, вы можете полностью сломать линию сгиба.
Если вы не будете осторожны, вы можете полностью сломать линию сгиба.
Выбор правильного угла штампа
Как и при формовании воздухом любого другого материала, при формовании алюминия вы выбираете подходящую ширину штампа в зависимости от толщины материала и отношения радиуса к толщине.
Если вы просмотрите каталог инструментов, вы, вероятно, обнаружите, что количество вариантов ширины матрицы довольно велико: от 0 до 0,5 дюйма, и каждая из них обычно вырезается под углом от 88 до 90 градусов. Для ширины матрицы от 0,5 до 1 дюйма у вас меньше вариантов, и включенный угол матрицы увеличивается с 9от 0 до 88 и 85. Между 1 и 2 дюймами ваши варианты ширины снова уменьшаются, а включенный угол матрицы сокращается еще больше, с 78 до 73 и даже меньше (см. Рисунок 1 ).
Почему для гибки в воздухе используются разные углы штампа? Чем больше ширина матрицы, тем большую величину пружинения вы получите. Таким образом, включенный угол матрицы соответственно уменьшается, чтобы проталкивать материал вокруг носика пуансона, помогая уменьшить пружинение. Это перегибает материал. Когда давление сбрасывается, материал пружинит под нужным углом.
Это перегибает материал. Когда давление сбрасывается, материал пружинит под нужным углом.
В какой-то момент матрица становится слишком узкой, и пуансон не имеет необходимого зазора для изгиба. Допускание дна пуансона может быть вариантом, но не для вашего 6061-T6 толщиной 0,25 дюйма, который, как известно, трудно формовать.
Несмотря на это, для других материалов и толщин материала доведение пуансона до дна может быть способом «заставить его работать». Пуансон опускается в положение «меньше толщины материала» в матрице. Опустив таким образом пуансон и матрицу и применив дополнительный вес, вы сможете достичь желаемого угла плюс пружинение, хотя и с резко увеличенным усилием формования.
Другая (и, как правило, лучшая) стратегия заключается в воздушной гибке с помощью штампа с облегчением (см. Рисунок 2 ). Этот тип штампа обеспечивает зазор, необходимый для более глубокого проникновения пуансона в пространство штампа. Углы облегченной матрицы могут быть очень узкими, в некоторых случаях до 60 градусов.
Тем не менее, если вы хотите избежать растрескивания, соблюдайте минимальный радиус изгиба для 6061-T6 толщиной 0,25 дюйма, который довольно велик (см. рис. 3), и избегайте сгибания острых углов. Допустим, вы получили распечатку, в которой говорится, что вам нужно согнуть деталь под внешним углом 100 градусов, а внутренний угол составляет всего 80 градусов. Когда вы сгибаете 6061-T6 толщиной 0,25 дюйма, растрескивание может произойти при изгибе под внешним углом всего 86 градусов. Скорее всего, вы никогда не доживете до 90 градусов, а тем более до внешнего угла 100 градусов.
Нагревающийся алюминий
За 40 с лишним лет работы в торговле я согнул довольно много алюминия 6061-T6. Я избежал растрескивания благодаря большому радиусу относительно толщины материала. Иногда я выполнял сгибание в три шага: сгибание на 2 градуса перед центральной линией сгиба, сгибание на 2 градуса позади сгиба, а затем сгибание на 86 градусов в центре.
Деталь тоже нагрел. Раньше меня учили «грязному» способу размягчения алюминия, и это один из лучших трюков, которые я знаю. Он заключается в нагреве детали кислородно-ацетиленовой горелкой следующим образом:
Раньше меня учили «грязному» способу размягчения алюминия, и это один из лучших трюков, которые я знаю. Он заключается в нагреве детали кислородно-ацетиленовой горелкой следующим образом:
- Отрегулируйте ацетиленовую горелку и покройте место сгиба сажей.
- Переверните O2 и установите кончик бутона розы на обычное пламя.
- Равномерно нагревайте деталь, пока не исчезнет черный нагар.
Это должно отжечь 6061-T6 (или другой «T») в материал T-0. Это делает алюминий настолько гибким, насколько это возможно.
Обратите внимание, что алюминий не меняет цвет при нагревании, поэтому обжечься становится реальной проблемой. Кроме того, когда алюминий поступает с завода, он образует покрытие, оксид алюминия, при охлаждении. Завод оставляет это состояние поверхности в покое, потому что это естественное покрытие, которое защищает алюминий от элементов во время транспортировки и хранения.
Будучи защитным, это покрытие создает еще одну проблему для тех, кто занимается самоотжигом материала: оксид алюминия плавится при более высокой температуре, чем алюминий в оболочке. Вы должны быть предельно осторожны, так как алюминий расплавится изнутри. Вы можете проделать дыру в материале до того, как увидите какие-либо видимые признаки плавления.
Вы должны быть предельно осторожны, так как алюминий расплавится изнутри. Вы можете проделать дыру в материале до того, как увидите какие-либо видимые признаки плавления.
Обычная температура для формовки составляет около 500 градусов по Фаренгейту. Знайте, что если вы нагреваете материалы достаточно, чтобы согнуть их, вы можете изменить состояние основного материала, и в этом случае вам потребуется его повторный отпуск.
Сгибание Острый
Рассмотрим сложную работу. Допустим, вы сгибаете алюминий 6061-T6 толщиной 0,25 дюйма под внешним углом 100 градусов (внутренний угол 80 градусов). Чтобы упростить задачу, начните с материала 6061 в мягком состоянии T-0. Вы, вероятно, изогнули бы воздух, используя 3,0-дюймовый. отверстие штампа с рельефным профилем. Опять же, эта форма дает пуансону необходимый зазор и требует гораздо меньшего веса, чем потребовалось бы для дна.
Когда работа будет завершена, вы отправите детали на закалку, возможно, зафиксировав формованные компоненты, чтобы уменьшить вероятность их деформации в процессе закалки.
Подробнее 3003 … Пожалуйста,
Для получения дополнительной информации по этому вопросу введите «Применение правила 20 процентов к алюминию 6061» в строке поиска на сайте Fabricator.com.
Формование алюминия 6061 не невозможно, но разработчики деталей должны знать, что для оператора листогибочного пресса это не идеальный материал. Хорошие операторы пресса справятся со своей задачей, но они предпочли бы другой сорт алюминия. Когда оператор увидит алюминий 5052 или, что еще лучше, алюминий 3003 на отпечатках деталей, день, вероятно, будет намного лучше.
Стив Бенсон является членом и бывшим председателем Совета по технологиям обработки листового металла Международной ассоциации производителей и производителей. Он президент ASMA LLC, [email protected]. Бенсон также проводит программу сертификации прецизионных листогибочных прессов FMA, которая проводится по всей стране. Для получения дополнительной информации посетите сайт www. fmanet.org/training или позвоните по телефону 888-394-4362. Последняя книга автора «Основы сгибания» теперь доступна в книжном магазине FMA, www.fmanet.org/store.
fmanet.org/training или позвоните по телефону 888-394-4362. Последняя книга автора «Основы сгибания» теперь доступна в книжном магазине FMA, www.fmanet.org/store.
Gauge 3 | Minimum Bend Radius: Steel 0.239 | Minimum Bend Radius: Aluminum 0.229 | ||
Gauge 4 | Minimum Радиус изгиба: Сталь 0,224 | Минимальный радиус изгиба: Алюминий 0,204 | ||
Gauge 5 | Minimum Bend Radius: Steel 0.209 | Minimum Bend Radius: Aluminum 0.182 | ||
Gauge 6 | Minimum Bend Radius: Steel 0,194 | Минимальный радиус изгиба: Алюминий 0,162 | ||
| Радиус Калибр 7 Минимум: Bend 90d0008 0,179 | Минимальный радиус изгиба: алюминий 0,144 | |||
Калиб. | ||||
Калибр 9 | Минимальный радиус изгиба: Сталь 0,150 | Минимальный радиус изгиба0: Алюминий 0.114 | ||
Gauge 10 | Minimum Bend Radius: Steel 0.135 | Minimum Bend Radius: Aluminum 0.102 | ||
Gauge 11 | Минимальный радиус изгиба: Сталь 0,120 | Минимальный радиус изгиба: Алюминий 0,091 | ||
Калибр 080118 | Minimum Bend Radius: Steel 0.105 | Minimum Bend Radius: Aluminum 0.081 | ||
Gauge 13 | Minimum Bend Radius: Steel 0.090 | Minimum Радиус изгиба: Алюминий 0,072 | ||
Калибр 14 | Минимальный радиус изгиба: Сталь | 0,075 0,0750113 Минимальный радиус изгиба: алюминий 0,064 | ||
Калибр 15 | Минимальный сгибай: Сталь 0,067 | 9000 2 Минимальный сгиба Калибр 16 | Минимальный радиус изгиба: Сталь 0,060 | Минимальный радиус изгиба: Алюминий 0,051 | Gauge 17 | Minimum Bend Radius: Steel 0. | Minimum Bend Radius: Aluminum 0.045 |
Gauge 18 | Minimum Bend Radius: Steel 0,048 | Минимальный радиус изгиба: алюминий 0,040 | ||
Калиб0008 0,042 | Минимальный радиус изгиба: алюминий 0,036 | |||
20 | Минимальный сгиба | |||
Калибр 21 | Минимальный радиус изгиба: Сталь 0,033 | 9 Минимальный радиус изгиба0:80002 0.029 | ||
Gauge 22 | Minimum Bend Radius: Steel 0.030 | Minimum Bend Radius: Aluminum 0.025 | ||
Gauge 23 | Минимальный радиус изгиба: Сталь 0,027 | Минимальный радиус изгиба: Алюминий 0,023 | ||
Калибр 2 840118 | Minimum Bend Radius: Steel 0.  |

 054
054