Гнутый алюминиевый швеллер: цены в Москве, купить швеллер профиль из алюминия ГОСТ в розницу, оптом
Содержание
Швеллер алюминиевый АД31Т1 20х25х20х2х6000 гнутый > МЕТТЕХПРОМ
Швеллер алюминиевый АД31Т1 20х25х20х2х6000 гнутый > МЕТТЕХПРОМ
г. Москва, ул. Бибиревская д.2, корп.1, офис 22
Время работы офиса: Пн.- Пт. с 9.00 до 18.00
8-800-777-2904
+7(495) 109-39-77
+7(495) 740-20-60
Отправить заявку
Обратный звонок
₽0.00
Корзина
Швеллер алюминиевый АД31Т1 20х25х20х2х6000 гнутый
Швеллер алюминиевый гнутый
Толщина, мм: 2,0
Размеры швеллера, мм: 20х25х20
Длина, мм: 6 000
Вес шт/кг: 1,984
Сплав: АД31Т1
₽950. 40
40
Количество товара Швеллер алюминиевый АД31Т1 20х25х20х2х6000 гнутый
Доставка
Наша компания осуществляет оперативную доставку по Москве и Московской Области. Мы пользуемся собственным парком и привлекаем компании перевозчиков.
Использование собственного транспорта позволяет давать тарифы на доставку по ставкам ниже рыночных. Предоставляем услугу доставки «День-в-День».
Так же доставляем до терминалов удобных для Вас транспортных компаний.
Продукция
Помощь
Политика конфиденциальности
Договор-оферта
Как купить
Оплата
Статус заказа
Изменить заказ
Самовывоз
Доставка
Гарантия
Погрузка требования
Возврат товара
Отдел обслуживания
Вопрос – ответ
Алфавитный указатель
Реквизиты компании
ООО “МЕТТЕХПРОМ”
ИНН 9715417247
КПП 771501001
ОГРН 5167746455773
Юридический адрес:
127549, г. Москва,
Москва,
ул. Бибиревская, дом 2к1, пом. 22
ПАО СБЕРБАНК
Р/с 40702810938000303863
БИК 044525225
E-mail: [email protected]
Сайт: www.mettechprom.ru
Реквизиты компании
ООО “МЕТТЕХПРОМ”
ИНН 9715417247
КПП 771501001
ОГРН 5167746455773
Юридический адрес:
127549, г. Москва
ул. Бибиревская, дом 2к1, пом. 22
ПАО СБЕРБАНК
р/с 40702810938000303863
к/с 30101810400000000225
БИК 044525225
E-mail:
Услуги
Представьтесь*
Ваш e-mail (электронная почта)*
Номер телефона*
Комментарий
Прикрепите файл для расчёта
* необходимо заполнить.
Алюминиевый швеллер гнутый в Красноярске: 500-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Красноярск
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Здоровье и красота
Здоровье и красота
Текстиль и кожа
Текстиль и кожа
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Торговля и склад
Торговля и склад
Промышленность
Промышленность
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
112 200
Швеллер гнутый 40х40х2 ст. 3 Тип: швеллер, Номер двутавра: 40, Метод изготовления: гнутый
3 Тип: швеллер, Номер двутавра: 40, Метод изготовления: гнутый
ПОДРОБНЕЕ
112 200
Швеллер гнутый 55х50х4 Ст3 Тип: швеллер, Номер двутавра: 55, Метод изготовления: гнутый
ПОДРОБНЕЕ
112 200
Швеллер гнутый 90х80х50х4 ст.3 Тип: швеллер, Номер двутавра: 50, Метод изготовления: гнутый
ПОДРОБНЕЕ
Швеллер гнутый 200х80х4 Тип: швеллер, Номер двутавра: 12, Метод изготовления: гнутый
ПОДРОБНЕЕ
112 200
Швеллер гнутый 50х50х25х4 ст.3 Тип: швеллер, Номер двутавра: 50, Метод изготовления: гнутый
ПОДРОБНЕЕ
112 200
Швеллер гнутый 55х15х4 Ст3 Тип: швеллер, Номер двутавра: 55, Метод изготовления: гнутый
ПОДРОБНЕЕ
90 000
Швеллер гнутый 220х60х4 Тип: швеллер, Длина: 6 м, Номер двутавра: 60
ПОДРОБНЕЕ
90 000
Швеллер гнутый 200х100х4 Тип: швеллер, Метод изготовления: гнутый
ПОДРОБНЕЕ
82 850
Швеллер гнутый 200х200х5 Тип: швеллер, Номер швеллера: 5, Метод изготовления: гнутый
ПОДРОБНЕЕ
67 000
Швеллер гнутый 85х50х3 Тип: швеллер, Номер швеллера: 22, Номер двутавра: 50
ПОДРОБНЕЕ
65 300
Швеллер гнутый 220х80х5 Тип: швеллер, Номер швеллера: 5, Номер двутавра: 22
ПОДРОБНЕЕ
122 400
Швеллер гнутый 40х40х20х2 ст. 09Г2С Тип: швеллер, Номер швеллера: 20, Номер двутавра: 40
09Г2С Тип: швеллер, Номер швеллера: 20, Номер двутавра: 40
ПОДРОБНЕЕ
Мт-холдинг Алюминиевый швеллер 40×60х40х3,0 (3 метра) Тип: швеллер, Номер швеллера: 40, Номер
ПОДРОБНЕЕ
65 300
Швеллер гнутый 220х100х3 Тип: швеллер, Номер двутавра: 22, Метод изготовления: гнутый
ПОДРОБНЕЕ
82 850
Швеллер гнутый 200х120х5 Тип: швеллер, Ширина сечения: 120 мм, Толщина полки: 5 мм
ПОДРОБНЕЕ
112 200
Швеллер гнутый 50х15х2 Ст3 Тип: швеллер, Номер двутавра: 50, Метод изготовления: гнутый
ПОДРОБНЕЕ
122 400
Швеллер гнутый 50х40х4 Тип: швеллер, Номер швеллера: 40, Номер двутавра: 50
ПОДРОБНЕЕ
112 200
Швеллер гнутый 55х55х2 Ст3 Тип: швеллер, Номер двутавра: 55, Метод изготовления: гнутый
ПОДРОБНЕЕ
Алюминиевый швеллер 40×60х40х3,0 (3 метра) Тип: швеллер, Номер швеллера: 40, Номер двутавра: 60
ПОДРОБНЕЕ
112 200
Швеллер гнутый 55х25х4 Ст3 Тип: швеллер, Номер двутавра: 55, Метод изготовления: гнутый
ПОДРОБНЕЕ
120 000
Швеллер гнутый 220х60х2 Тип: швеллер, Длина: 6 м, Номер двутавра: 60
ПОДРОБНЕЕ
Швеллер гнутый 200х100х5 мм Тип: швеллер, Ширина сечения: 5 мм, Номер швеллера: 5
ПОДРОБНЕЕ
82 850
Швеллер гнутый 200х200х5 Тип: швеллер, Номер швеллера: 5, Метод изготовления: гнутый
ПОДРОБНЕЕ
50 000
Швеллер гнутый 200х50х4 Тип: швеллер, Номер швеллера: 12, Номер двутавра: 50
ПОДРОБНЕЕ
104 650
Швеллер гнутый 200х200х3 Тип: швеллер, Метод изготовления: гнутый
ПОДРОБНЕЕ
50 000
Швеллер гнутый 200х100х6 Тип: швеллер, Номер двутавра: 12, Метод изготовления: гнутый
ПОДРОБНЕЕ
82 850
Швеллер гнутый 200х150х4 Тип: швеллер, Толщина полки: 4 мм, Метод изготовления: гнутый
ПОДРОБНЕЕ
90 000
Швеллер гнутый 200х100х10 Тип: швеллер, Номер двутавра: 10, Метод изготовления: гнутый
ПОДРОБНЕЕ
2 страница из 18
Алюминиевый швеллер гнутый
Гибка и формовка алюминиевых профилей
Алюминий можно экструдировать и сгибать в соответствии с заданными допусками или стандартными размерными допусками.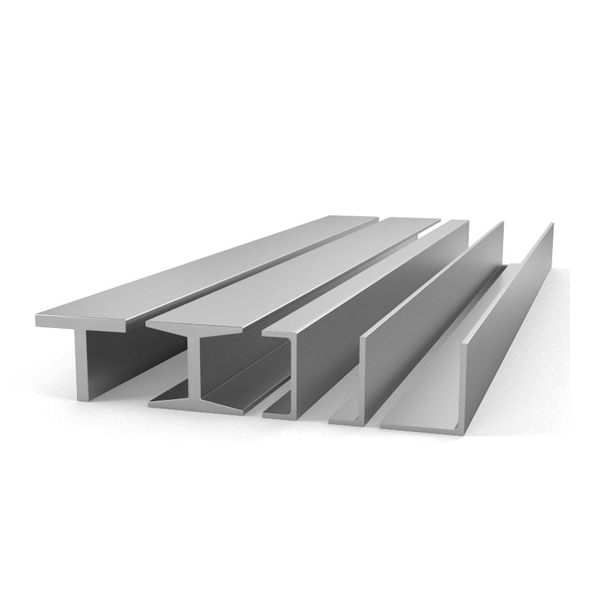 В то время как размеры изделия и углы изгиба могут быть методично измерены и повторно измерены, точность конечного продукта зависит от используемого оборудования или метода гибки.
В то время как размеры изделия и углы изгиба могут быть методично измерены и повторно измерены, точность конечного продукта зависит от используемого оборудования или метода гибки.
При выборе процесса гибки, подходящего для определенного продукта, следует учитывать несколько факторов. Инженеры по экструзии алюминия могут внести решающий вклад в гибку, формование и формование алюминия на этапе проектирования проекта. Деформация внутреннего или внешнего радиуса может быть проблемой проектирования, а также может определять, какой процесс формования использовать. Перед началом процесса проектирования рассмотрите следующие параметры:
- Какие допуски или отклонения ожидаются для внутреннего радиуса, радиуса внешнего размера и общей длины детали?
- Какие площади поверхности имеют решающее значение для внешнего вида?
- Какая требуется механическая прочность?
Сплав, состояние и поперечное сечение изделия также являются важными факторами.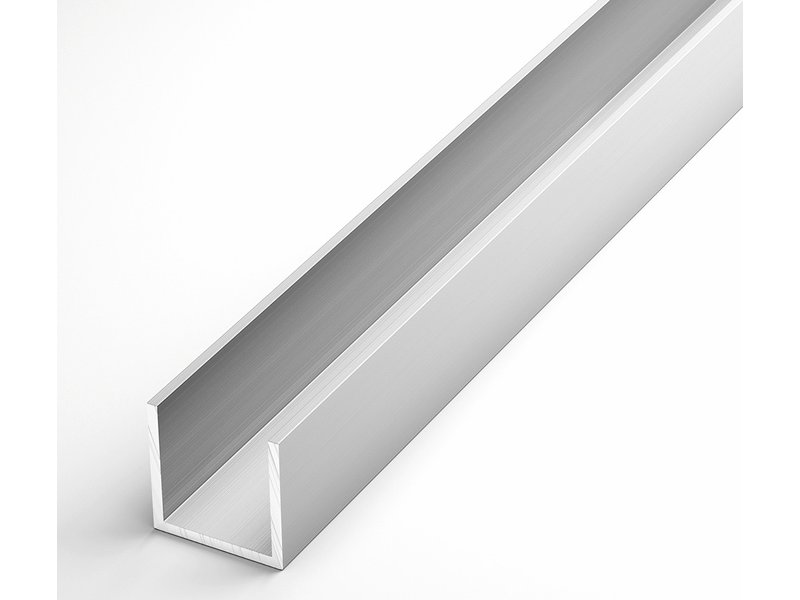 Как только эти факторы определены, производители алюминиевых профилей могут начать процесс гибки, используя один из следующих пяти распространенных методов гибки и формовки.
Как только эти факторы определены, производители алюминиевых профилей могут начать процесс гибки, используя один из следующих пяти распространенных методов гибки и формовки.
1. Изгиб с нажимом или с нажимом
Сгибание с нажимом или с нажимом, как следует из названия, использует ползун для прижатия экструдированного металлического элемента к гибочной матрице. Матрица проталкивает экструзию на пресс-формы, заставляя экструзию принимать желаемую изогнутую форму. Благодаря программируемым углам изгиба эта форма изгиба позволяет сблизить несколько плоских изгибов, хотя за один раз можно изгибать только один радиус. Гибка с помощью ползуна предлагает недорогие инструменты и хорошую точность гибки при низких затратах на гибку.
Изгибание под давлением или толканием идеально подходит для таких компонентов, как артиллерийские орудия лодок, опоры переносных конструкций, каркасы инвалидных колясок и медицинские кровати.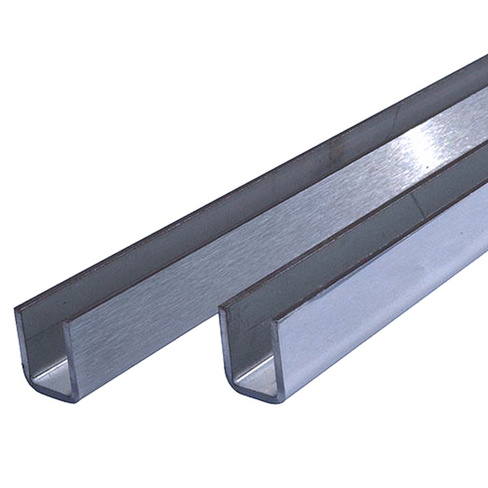
2. Гидравлическая ротационная гибка
В процессе гидравлической ротационной гибки производители помещают экструдированный алюминий на трубогиб и удерживают его на месте с помощью стационарной или скользящей пресс-формы и зажимного блока. Круглая гибочная головка, приводимая в действие гидравликой, поворачивается на угол до 90 градусов, изгибая профиль при вращении. С помощью этого метода экструзия может изгибаться только по одному радиусу за раз.
Включение оправки или другого компонента инструмента для захвата вращающегося штампа может предотвратить сминание или деформацию продукта, хотя его использование не является обязательным. Вращение, управляемое одной осью, может изгибаться в пределах одной десятой градуса для чрезвычайно точных углов изгиба.
Гидравлическая гибка часто используется при формовании круглых труб или труб для таких применений, как поручни, и идеально подходит для экструзии большого диаметра, например, для строительных вывесок.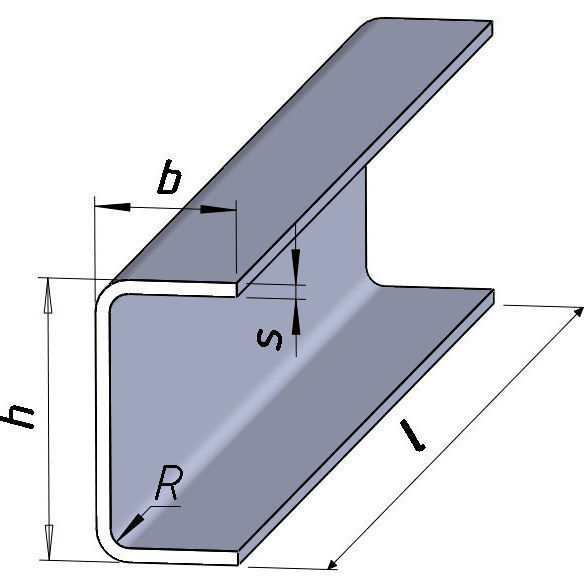
3. Электрический Ротационная гибка
Электрическая ротационная гибка использует тот же процесс, что и гидравлический метод, но обеспечивает более быструю настройку. Изгибы также более точны и легко повторяются, поскольку углы и повороты могут быть автоматизированы в программируемом логическом контроллере машины. Вращение экструдированного алюминия также может быть механизировано для различных плоскостных изгибов.
Метод электрического вращательного волочения лучше всего подходит для тех случаев, когда требуется несколько изгибов каждой детали в непосредственной близости друг от друга или изгибы с разными радиусами для каждой детали.
4. Трехвалковая гибка
Трехвалковая гибка проталкивает экструзию вокруг трех разных валков, расположенных треугольной формы. Валки регулируются для формирования точного угла, вплоть до поворота на 360 градусов, который может вращаться горизонтально или вертикально. По мере того, как экструзия медленно перемещается по роликам с механическим приводом, она начинает изгибаться и изгибаться.
По мере того, как экструзия медленно перемещается по роликам с механическим приводом, она начинает изгибаться и изгибаться.
Экструзия ограничена одним изгибом за цикл, что означает, что больший угол изгиба потребует больше времени для достижения желаемого угла. Хотя это может занять больше времени, максимальный радиус изгиба не ограничен. Симметричные профили предпочтительны для гибки вальцами.
5. Формование вытягиванием
Во время формования вытягиванием профиль размещается вдоль закругленной неподвижной гибочной матрицы и фиксируется на каждом конце. Машина начинает поворачивать зажатые концы вниз на угол до 180 градусов, а экструзия изгибается вокруг матрицы для достижения желаемой формы.
При использовании этого метода радиус изгиба не ограничен. Формовочная машина может одновременно сгибать, скручивать и поднимать экструзию для создания уникальных заданных форм и углов для деталей длиной до 25 футов. Этот метод также обеспечивает наиболее точный и последовательный изгиб за счет контроля удлинения. Из-за того, что закругленная фиксированная гибочная головка давит на экструзию, формование растяжением имеет наименьшее количество искажений поверхности и следов от движения на экструдированном изделии.
Этот метод также обеспечивает наиболее точный и последовательный изгиб за счет контроля удлинения. Из-за того, что закругленная фиксированная гибочная головка давит на экструзию, формование растяжением имеет наименьшее количество искажений поверхности и следов от движения на экструдированном изделии.
Формование растяжением обычно используется для деталей с большим радиусом изгиба, поскольку минимальный радиус изгиба обычно в два-три раза больше, чем у других методов формования/гибки.
Каждый из этих методов гибки имеет различные преимущества. Разработка для успеха и определение наилучшего метода в конечном итоге сводится к желаемой устойчивости, внешнему виду и прочности конечного продукта. Вклад инженеров-технологов по производству алюминиевых профилей на этапе проектирования проекта может помочь OEM-дизайнерам определить наилучший метод гибки, придания формы и формы экструдированному продукту, который наилучшим образом воплотит дизайн в жизнь.
Для получения дополнительной информации о гибке и вытяжке алюминиевых профилей свяжитесь со своим специалистом по продажам или напишите нам по электронной почте.
Демистификация гибки алюминиевого профиля
Рынок производства требует более низких затрат и меньшего веса, и алюминиевые профили, которые часто необходимо изогнуть, удовлетворяют эту потребность. Хорошо спроектированная экструзия, которая эффективно изогнута, может создать бесшовную связь в конструкции и, в конечном итоге, привести к меньшему количеству проблем для субподрядчика по гибке, производителя и конечного потребителя.
С технической точки зрения можно сгибать профили всех размеров, но небольшие гибочные цеха часто изготавливают максимум профилей высотой 10 дюймов или шириной 6 дюймов. Когда производитель ищет субподрядчика по гибке, он должен изучить опыт компании по гибке аналогичных профилей. Один специалист по гибке может сказать, что определенные качества работы приемлемы, а другой может сказать, что это не так.
Это восходит к конкретному опыту компании в области экструзионной гибки и, что не менее важно, к технологии, которой располагает цех гибки. Например, если в цехе говорят, что могут формовать большие конструкционные профили, ему нужен гибочный станок с широкими центрами валов.
Например, если в цехе говорят, что могут формовать большие конструкционные профили, ему нужен гибочный станок с широкими центрами валов.
Думая о привлечении субподрядчиков или выполнении работ собственными силами, производитель должен начать с двух основных вопросов: Какие конструктивные особенности позволяют легко сгибать профиль? и если все проектные приспособления не могут быть реализованы, какие есть варианты? Ответив на эти два вопроса заблаговременно — до начала проекта по гибке алюминиевого профиля — можно помочь производителю избежать огромного количества головной боли в будущем.
Сначала рассмотрим конструкцию
Когда дело доходит до формовки алюминиевых профилей, инженеру-конструктору приходится многое учитывать. Это выходит за рамки типичных факторов стоимости, включая вес и сплав, используемый при экструзии, которые являются естественными соображениями для любого крупномасштабного проекта.
Инженер-конструктор должен иметь общее представление о том, что делает профиль гибким. Толщина различных областей экструзии будет влиять на изгибаемость секции. То же самое касается симметрии. Довольно часто потребность в экономии денег делает экструзию негнущейся.
Толщина различных областей экструзии будет влиять на изгибаемость секции. То же самое касается симметрии. Довольно часто потребность в экономии денег делает экструзию негнущейся.
Сплав, который выберет дизайнер, будет определять не только прочность, коррозионную стойкость, вес и долговечность профиля, но и его гибкость. Как и в любой ситуации формовки, некоторые марки экструдированного алюминия более гибкие, чем другие.
В большинстве случаев экструзионная гибка алюминия включает сплавы серии 6000, поскольку эти алюминиевые сплавы обладают хорошей прочностью и формуемостью. Идеальный характер зависит от области применения. T6 обладает наибольшей прочностью, но его труднее всего сформировать (см. , рисунок 1 ). Для более узких радиусов, менее 10D (радиус менее чем в 10 раз больше диаметра), конструктор должен учитывать максимальный отпуск T4. T0 предлагает наилучшую формуемость, но имеет небольшую прочность и подвержен повреждениям во время установки и эксплуатации. Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает.
Специалист по гибке может отправить гнутый профиль на термообработку, искусственно состарив профиль до более высокого отпуска, но это, конечно, удорожает.
Обработка поверхности и требования к отделке также должны быть включены в уравнение. Например, рассмотрим анодированный профиль, распространенный способ защиты алюминия в неблагоприятных условиях. Изгиб секции по маленькому радиусу приведет к «трещинам» на поверхности, поскольку микротрещины распространяются по анодированному слою, которому не хватает пластичности. Растрескивание происходит в области нароста анодированного покрытия, а не в подложке. Чтобы избежать этого, операцию анодирования следует выполнять после гибки.
Окрашивание или порошковое покрытие, однако, не всегда должны выполняться после гибки ( Рисунок 2 ). Хорошо подготовленный участок, окрашенный или окрашенный порошковой краской, может быть сформирован без маркировки, если радиус не настолько мал, чтобы приближаться к пределу профиля, а участок относительно симметричен.
Рисунок 1
Способность к формованию экструдированных алюминиевых профилей серии 6000 зависит от состояния. 9 на 2,5 дюйма. заготовка со стенкой толщиной 1/16 дюйма слева выполнена из материала Т6, и даже малейший изгиб профиля образовывал рябь. Справа та же заготовка, хотя и в гибком состоянии, сформирована чисто до 34 дюймов. радиус. Этот профиль был успешно сформирован на станке с 44-дюймовым профилем. центры.
Также играет роль сложность выдавленной формы. Создание более сложной формы может снизить некоторые затраты, например, связанные со сборкой, но в то же время может увеличить другие затраты, включая затраты на гибку. Более того, если гибочная машина и ее инструменты не могут надежно контролировать движение профиля во время гибки, процесс становится менее стабильным, более дорогостоящим, а иногда непрактичным или просто невозможным.
Дизайнер также должен подумать о том, как будет использоваться экструзия. Если определенные поверхности экструдированных секций видны и имеют косметическое значение, проектировщик должен убедиться, что эти поверхности могут быть сформированы без маркировки.
Если определенные поверхности экструдированных секций видны и имеют косметическое значение, проектировщик должен убедиться, что эти поверхности могут быть сформированы без маркировки.
Конструкция для возможности сгибания
Довольно часто небольшое изменение конструкции секции может сделать ее сгибаемой или, по крайней мере, сгибаемой до необходимого радиуса. При создании профиля дизайнеры должны стараться сохранить как можно больше симметрии в соответствии с осью изгиба.
Когда сечение несимметрично, скручивающая (крутящая) сила реагирует на изгибающую силу. Чем меньше симметрия в сечении, тем больше становится скручивающая сила при изгибе. Это создает проблемы при изгибе, так как это часто менее предсказуемая сила. Управление им обычно означает приложение давления к другой оси, что может создать дополнительные проблемы.
На рис. 3 слева показаны исходные выдавленные секции из конструктора, а справа те же конструкции, модифицированные для гибки по меньшему радиусу. Обратите внимание, что ключевую роль играют симметрия и внутренняя опора, а также форма (например, достаточно глубокий фланец), которую инструмент для гибки может последовательно захватить. Конечно, не всегда возможно внести такие изменения в выдавленную форму. В таких случаях лучше обратиться к опытному специалисту.
Обратите внимание, что ключевую роль играют симметрия и внутренняя опора, а также форма (например, достаточно глубокий фланец), которую инструмент для гибки может последовательно захватить. Конечно, не всегда возможно внести такие изменения в выдавленную форму. В таких случаях лучше обратиться к опытному специалисту.
Полые профили
Квадратные полые профили могут вызывать проблемы при изгибе по двум основным причинам. Во-первых, конструкторы часто создают эти секции с прямыми внутренними углами, что может привести к растрескиванию и даже разрушению твердого материала. Добавляя очень небольшие затраты, дизайнер может просто скруглить углы и устранить эту точку напряжения.
Во-вторых, полый профиль может стать вогнутым с внутренней стороны, если толщина стенки недостаточна. Это указывает на то, что форма не может выдержать необходимые усилия изгиба. Это потому, что силы при изгибе действуют по направлению к центру и к нейтральной оси, которая находится в середине симметричного сечения.
Чтобы противодействовать этому, у дизайнеров есть несколько вариантов. Они могут увеличить толщину стенки, но часто это невозможно из-за слишком высокой стоимости. В качестве альтернативы они могут добавить элемент жесткости или ребро в плоскости изгиба, добавить радиус к внутренним углам или сделать и то, и другое (см. Рисунок 4 ). Добавление ребер жесткости и внутренних радиусов, естественно, увеличивает вес профиля, но это может быть приемлемо для улучшения качества.
Швеллерные секции
Асимметрия — враг легкого изгиба, поэтому швеллерные секции могут быть так трудно сформировать (см. Рисунок 5 ). Их резко асимметричная форма подвергается большой скручивающей силе при сгибании, а ноги пытаются двигаться к центральной оси. Изменение конструкции — на конструкцию с основанием, равным ногам или немного шире их, — поможет специалистам по сгибанию немного лучше контролировать скручивание.
Секции канала часто служат определенной цели, например, являются частью пути или транспортной системы. Большинство специалистов по гибке должны уметь их правильно формовать, если допуски указаны в нескольких ключевых областях. Если производитель отдает работу на субподряд, он должен отправить детали или фитинги специалисту по гибке, чтобы убедиться, что все подходит как надо.
Большинство специалистов по гибке должны уметь их правильно формовать, если допуски указаны в нескольких ключевых областях. Если производитель отдает работу на субподряд, он должен отправить детали или фитинги специалисту по гибке, чтобы убедиться, что все подходит как надо.
Рисунок 2
Этот предварительно окрашенный алюминиевый профиль был согнут без маркировки
В любом заказе для специалиста по формовке алюминия должны быть указаны требования, которые позволили бы секции вписаться в сборку или свободно перемещаться в ней в соответствии с проектом. В заказе также должен быть указан допуск на зазор (№ 1 в рис. 6 ) для тележки или направляющей, а также допуск на скручивание (№ 2 на рис. 6), который гарантирует, что тележка не заденет профиль.
Конструктивные формы
Рассмотрим алюминиевую конструкционную форму на рис. 7 , изогнутую в направлении, указанном черной стрелкой. Все опоры смещены к центру (как показано красными стрелками на рисунке) — тенденция, особенно заметная на несущих балках.
Все опоры смещены к центру (как показано красными стрелками на рисунке) — тенденция, особенно заметная на несущих балках.
Если бы это была обычная балка из углеродистой стали, то полки тянулись бы в противоположном направлении, вызывая натяжение стенки и, следовательно, сохраняя ее плоской. Однако этот метод обычно не подходит для алюминия, поэтому в игру вступают другие методы.
Когда модификация профиля невозможна
В идеале дизайнер изменяет форму профиля или добавляет элементы для облегчения формирования. Но в реальном мире, конечно, это не всегда возможно, часто потому, что желаемые функции в разделе просто не допускают каких-либо существенных изменений.
Компания по гибке может иметь станок для гибки оправки с большим радиусом, который может поддерживать секцию внутри во время гибки. Но это особый процесс, и немногие компании владеют такими машинами.
Другое решение — заполнить профиль; подходящие материалы включают легкоплавкие сплавы; водорастворимый наполнитель воскового типа; гибкий нейлон; и плотно утрамбованный песок, чтобы поддерживать форму. Каждый наполнительный материал имеет свои преимущества и недостатки. Некоторые из этих опций обычно предоставляются только более крупными специалистами по гибке на конкретном рынке.
Каждый наполнительный материал имеет свои преимущества и недостатки. Некоторые из этих опций обычно предоставляются только более крупными специалистами по гибке на конкретном рынке.
Специальные функции
Алюминиевые профили могут иметь специальные функции, которые могут значительно упростить последующее изготовление и сборку. Но при добавлении таких функций дизайнеры должны тщательно их размещать и учитывать, как эти функции повлияют на изгиб.
Резьбовые порты — отличная идея для экономии времени при креплении торцевых заглушек к профилям — яркий пример (см. Рисунок 8 ). Если дизайнер поместит их перпендикулярно радиусу изгиба, эти порты, скорее всего, переместятся к центральной линии, если они не поддерживаются изнутри. При размещении по радиусу порты способствуют изгибу, так как создают эффект ребра жесткости. Крайне важно передать саму заглушку специалисту по гибке, который может использовать ее в качестве контрольного инструмента.
Следы орехов — еще один хороший пример. Эти функции помогают скрепить экструдированные секции вместе. По сути, они представляют собой канал, предназначенный для плотной посадки головки гайки или болта между плоскими поверхностями, что предотвращает вращение головки гайки или болта.
Эти функции помогают скрепить экструдированные секции вместе. По сути, они представляют собой канал, предназначенный для плотной посадки головки гайки или болта между плоскими поверхностями, что предотвращает вращение головки гайки или болта.
Конструкторы должны следить за тем, чтобы направляющая гайки не находилась на линии изгиба, как показано слева на Рисунок 9 . При изгибе вокруг оси усилия должны легко передаваться поперек профиля. Если возможно, всегда лучше добавить резьбовое отверстие на одну сторону профиля, как показано справа на рис. 9..
Рисунок 3
Алюминиевые профили слева представляют собой оригинальные конструкции, а справа — конструкции, модифицированные для изгиба с меньшим радиусом.
Гибка профиля по всей длине
Если секция несколько симметрична, ее, вероятно, можно согнуть до самого конца профиля, что устраняет необходимость отрезания прямого остатка после гибки. Вопрос о том, можно ли это сделать эффективно и воспроизводимо, зависит от конструкции экструзии.
Вопрос о том, можно ли это сделать эффективно и воспроизводимо, зависит от конструкции экструзии.
Рассмотрим анализ методом конечных элементов (МКЭ) трех различных форм профиля на рисунке 10. Выдавливание слева представляет собой сечение Z-типа, а красные (напряженные) области показывают отчетливо неровные участки под действием изгибающих усилий. Средний профиль представляет собой угол, который также является асимметричным, но показывает меньшее напряжение с одной стороны и, следовательно, меньшее усилие скручивания. Крайний справа профиль симметричен оси изгиба и поэтому изгибается равномерно до самого конца сечения.
Меньше стресса, лучше гнуть
Выдавливание может не сформироваться так хорошо без хорошего планирования, и эти КЭЭ иллюстрируют важный момент: на самом деле все дело в управлении стрессом. Это относится при проектировании не только общей формы профиля, но и любых особенностей и покрытий. В конечном счете, чем меньшее напряжение выдерживает экструдированный алюминиевый профиль во время изгиба, тем лучше будут результаты.
