Гнутый профиль это: Гнутый профиль
Содержание
Гнутый профиль
Лучшее предложение
Загрузите ваш запрос цен на товары в формате exel и получите 5 самых выгодных предложений от поставщиков по каждому товару.
14 марта 2017
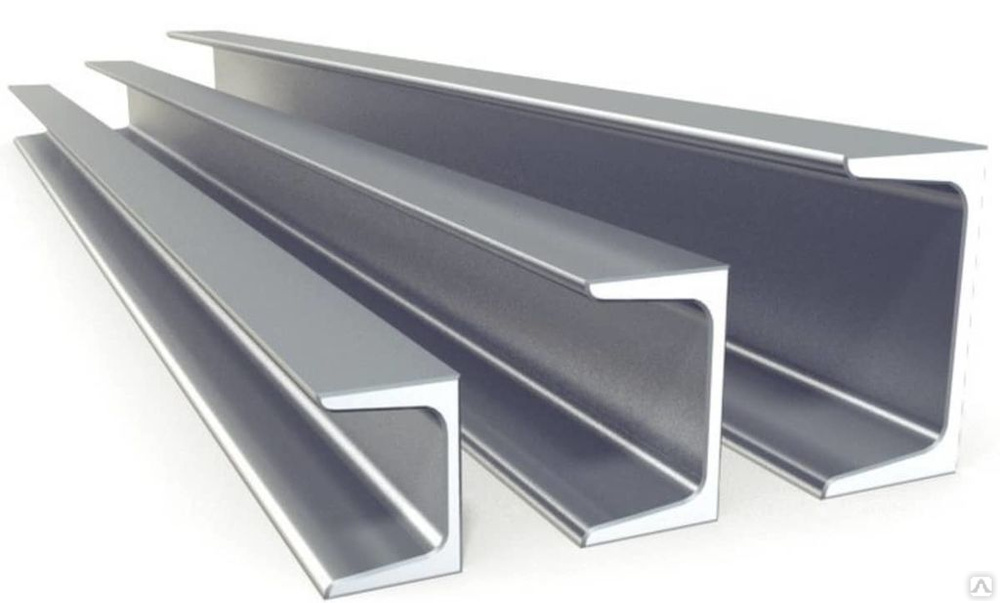
Гнутые профили представляют собой профилированную металлическую заготовку. С помощью специальной профилегибочной техники этим заготовкам придается определенный вид формы. Это современный вид металлопродукции. Данному виду экономического металлопроката свойственно обладать самыми разнообразными формами поперечного сечения. Это может быть как замкнутая, так и полузамкнутая форма. В качестве исходного материала используются цветные металлы, а также разнообразные марки стали.
В процессе профилирования из гнутых профилей можно получить продукцию с разным типом сечения, с разнообразными гофрами, толщиной, видами покрытий и так далее. Они также могут быть сварные и закрученные в форме дуги.
С помощью профилегибочных станов производятся гнутые профиля из заготовки шириной около 600 мм имеющие толщину от 2 до 8 мм и из заготовки 1500 мм профиль толщиной от 1 до 4 мм.
Основные разновидности гнутого профиля
Не смотря на то, что существует большое количество холодногнутых профилей, все они разделяются всего на две категории, а именно:
• гофрированные;
• сортовые.
Типы гнутого профиля
Категорию гофрированных профилей не зависимо от того какое число гофров они имеют и каких их параметры, разделяют на профили:
• с открытыми гофрами;
• с гофрами, повторяющимися через некоторый интервал.
Профили последнего типа в свою очередь разделяются на несколько подгрупп. Разделение касается расположения гофр. Это:
• продольные;
• поперечные;
• смешанные, то есть продольные гофры с поперечными гофрами.
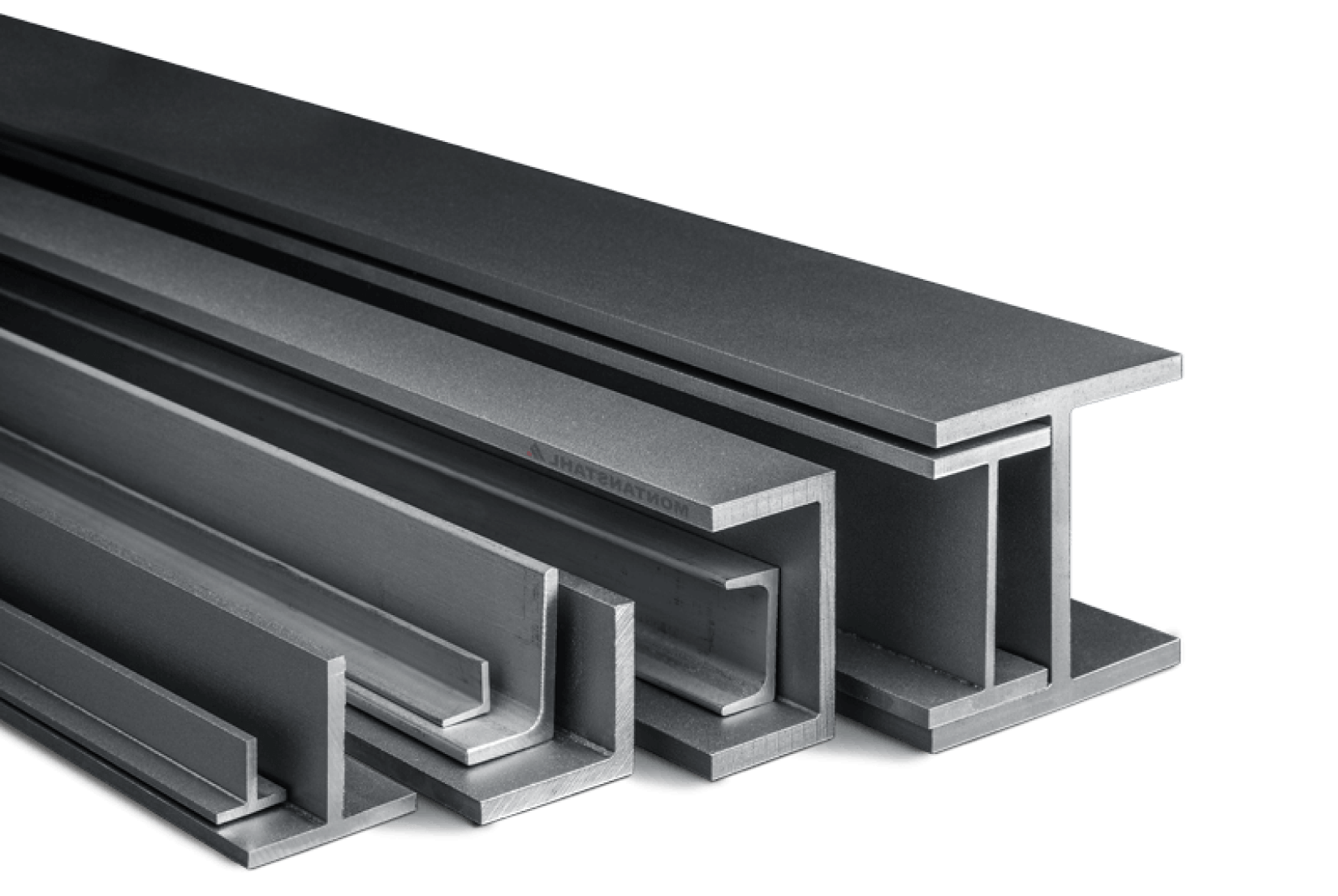
Сортовые холодногнутые профиля представляют собой следующие виды стали:
• равнобокая;
• неравнобокая;
• корытная;
• равнополочные, а также неравнополочные швеллеры;
• замкнутые, специальные и С – образные профиля.
Сортамент – это перечень профилей с указанием их размерных параметров, изготавливаемых путем профилирования на разнообразных профилегибочных станах. Сортамент данной металлопродукции регламентируется существующими ГОСТами, а также специальным каталогом. Согласно стандартам различают такие виды профилей;
• угловая равносторонняя сталь;
• угловая неравносторонняя сталь;
• разнополочные швеллеры;
• профили С – образной формы;
• равнополочная сталь;
• стальные профиля с гофром имеющем трапециевидной формы;
• профиля используемые в вагоностроении;
• профиля для разнообразных видов переплета;
• листовая сталь холодногнутого типа.
Профиля гофрированного типа
Гофрированные профиля активно используют в сфере народного хозяйства. Эти профиля различаются по форме, размерным параметрам и типу расположения относительно поперечного сечения. Существует три группы профилей:
• профиля, у которых площадь поперечного сечения гофрирована и при этом между гофрами полностью отсутствуют прямолинейные участки;
• профиля с разделенными гофрами прямолинейными участками;
• гофрированные сортовые профиля.
Все вышеуказанные профиля могут обладать самыми разнообразными формами, высотой, шириной, а также расстоянием между центрами.
Огромное количество разновидностей профилей используемых в данное время объясняется тем, что потребители изготавливали их исходя из своих потребностей. Изготовление осуществлялось на уже существующем оборудовании. Для того чтобы изготовить профиля отличающиеся между собой по форме и параметрам понадобились дополнительные виды специальных профильных валков. На производство таких валков затрачивалось огромное количество специальной стали, которая характеризуется высокой стоимостью. Решить проблему удалось с помощью унификации и стандартизации существующих видов профилей. Это позволило уменьшить количество размеров профилей и существенно снизить расходы на их изготовление.
Профиль гнутый корытный на заказ в Москве
 org/ListItem»>Главная
org/ListItem»>Главная- Продукты
- Профили из листового металла
- Гнутый корытный профиль
Корытный профиль гнутый (название по ГОСТу) — это разновидность металлоизделия характерной формы, его сечение похоже на греческую букву Ω (омега), поэтому он также носит название омега-профиль. Еще одно общераспространенное наименование — шляпный.
ООО «Перфосталь» выпускает гнутый профиль:
- омегообразный, имеющий одинаковые размеры полок — равнополочный;
- шляпный, имеющий неодинаковые размеры полок — неравнополочный.
Применение шляпного профиля
Шляпный профиль часто используют в строительстве ЛСТК как конструктивный элемент каркасных и быстровозводимых зданий, а также в качестве сборки обрешеток кровли и направляющих при обустройстве вентилируемых фасадов.
Он находит применение:
- при обустройстве систем так называемого «кровельного пирога» и кровельных каркасных конструкций;
- для обустройства ограждений, перегородок, металлических сооружений;
- как несущие прогоны (поперечные лаги) при сооружении заборов;
- как элементы и детали для каркасов дверей, ворот, теплиц;
- для отделочных внутренних работ и при монтаже наружных стен.
Производство ООО «Перфосталь»
ООО «Перфосталь» производит гнутый оцинкованный корытный профиль на заказ по размерам, заданным в чертежах заказчика.
Наличие у компании производственных мощностей дает возможность производства металлоизделий при уменьшенной толщине стенок, что влияет на уменьшение их веса, а расширенная настройка оборудования дает возможность оперативно производить малые партии. Есть возможность изготовления металлических элементов из материала, предоставленного клиентом.
Есть возможность изготовления металлических элементов из материала, предоставленного клиентом.
|
Ограничения | |
|---|---|
|
по длине |
от 200 мм до 3000 мм |
|
по толщине |
от 0,5 мм до 5 мм |
Стоимость изготовления оцинкованных металлоизделий рассчитывается индивидуально и в зависимости от типа, размеров материала и необходимого тиража продукции.
Потолочная панель
Нерж. сталь 8,0 мм
20
19
18
17
16
15
14
13
12
11
10
9
8
7
6
5
4
3
2
1
1
из
22
Цель нашей компании —
предложение широкого ассортимента товаров и услуг на постоянно высоком качестве обслуживания.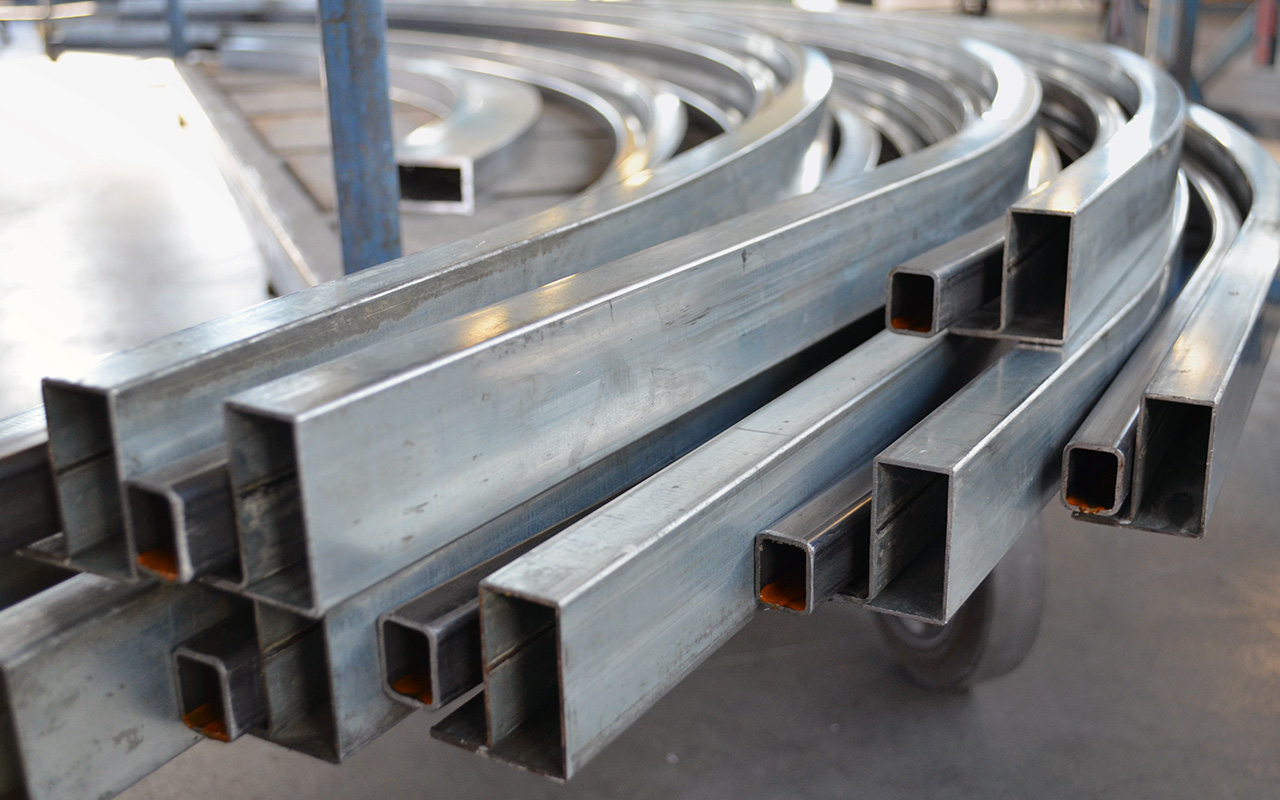
Гибка профилей с помощью Stierli Bieger
Гибка профилей и специальных профилей
Профили можно гнуть как на горизонтальной гибочной машине, так и на радиальной гибочной машине. Для гибки профилей обычно требуются специальные инструменты для достижения требуемого качества гибки.
Отправьте нам запрос с чертежом, чтобы мы могли проверить возможность гибки профиля.
Гибка C-профилей/U-профилей/T-профилей/I-профилей
Различают гибку поперечного сечения профиля (например, U-профиля) и гибку профиля в продольном направлении.
Если нужно согнуть профиль C, U или Z, мы можем сделать очень острые гибочные штампы, если необходимо, чтобы согнуть узкий профиль (как показано на рисунке)
Изгибание балок транспортных средств (балки шасси)
Профили, такие как С-образные профили, часто распиливаются и свариваются для получения смещений в профиле (что обычно требуется при производстве транспортных средств).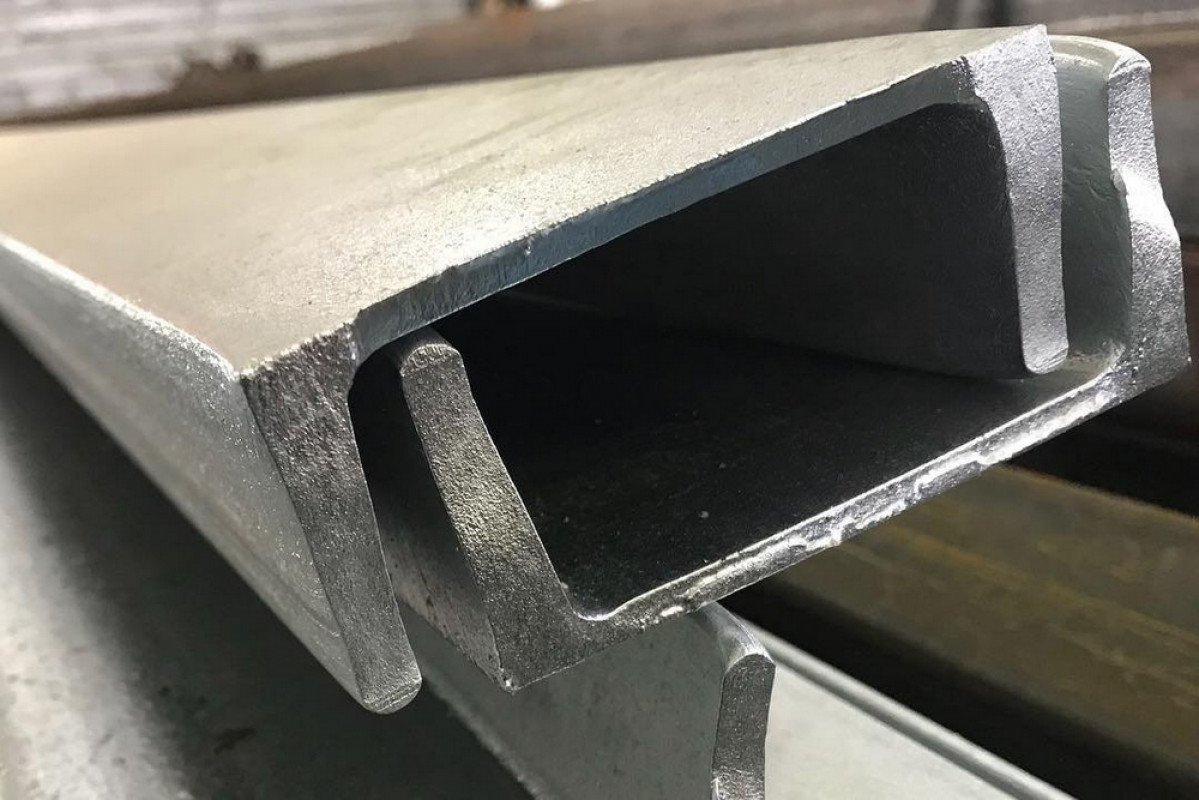 Мы предлагаем вам решение для гибки смещений по длинной стороне угловых профилей, L-, C- или U-образных профилей.
Мы предлагаем вам решение для гибки смещений по длинной стороне угловых профилей, L-, C- или U-образных профилей.
Отправьте нам свой чертеж, чтобы мы могли проверить возможность гибки профиля.
Гибка металлических кронштейнов для облицовки
Типовые кронштейны, профили и крепежные пластины для облицовки можно сгибать на гибочном станке Stierli. В зависимости от типа металлической облицовки может быть достаточно стандартных инструментов или может потребоваться специальный инструмент.
Гибка судовых иллюминаторов
Гибка закрытых угловых рам, U-образных или Z-образных рам, необходимых для изготовления судовых иллюминаторов или цистерн, может выполняться с помощью специальных инструментов Stierli.
Подходящие машины
8 Артикул
Добавлено сравнение продуктов
Добавлено сравнение продуктов
Перейти к сравнению продуктов
Товар уже добавлен
Товар уже добавлен. Пожалуйста, добавьте другой продукт или перейдите к
Сравнение продуктов
Добавлено сравнение продуктов
Товар добавлен в сравнение. Пожалуйста, добавьте хотя бы еще один продукт, чтобы начать сравнение продуктов.
Пожалуйста, добавьте хотя бы еще один продукт, чтобы начать сравнение продуктов.
120 HE
120 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | от 12 до / 120 кН |
|---|---|
| Высота инструмента | 130 мм / 5 «(дюйм) |
| Гибкость плоская | 130/12 мм |
| Устройство для выпрямления | легкие работы по выпрямлению |
| Гибка труб | 3/8″ — 1 ½» |
| Круглый стержень | ø 25 мм |
| Управление | Ручное управление |
сравнивать
вся информация
120 ЧПУ
120 ЧПУ горизонтальный гибочный и правильный станок
| Рабочая мощность | от 12 до / 120 кН |
|---|---|
| Высота инструмента | 130 мм / 5 «(дюйм) |
| Гибкость плоская | 130/12 мм |
| Устройство для выпрямления | легкие работы по выпрямлению |
| Гибка труб | 3/8″ — 1,5″ |
| Круглый стержень | ø 25 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
220 HE
220 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | 22 до / 220 кН |
|---|---|
| Высота инструмента | 130 мм / 5,11 «(дюйм) |
| Гибкость плоская | 130/16 мм |
| Устройство для выпрямления | ЕВР 100 |
| Гибка труб | 3/8″ — 1 ½» |
| Круглый стержень | ø 30-35 мм |
| Управление | ЧПУ |
сравнивать
вся информация
220 ЧПУ
220 ЧПУ горизонтальный гибочный станок для гибки и правки
| Рабочая мощность | 22 до / 220 кН |
|---|---|
| Высота инструмента | 130 мм / 4,72 дюйма (дюйм) |
| Гибкость плоская | 130 х 16 мм |
| Устройство для выпрямления | ЕВР 100 |
| Гибка труб | 3/8″ — 1 ½» |
| Круглый стержень | ø 35 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
420 HE
420 HE горизонтальная гибочная и правильная машина
| Рабочая мощность | 42 к / 420 кН |
|---|---|
| Высота инструмента | 200 мм / 7,87 «(дюйм) |
| Гибкость плоская | 200/20 мм |
| Устройство для выпрямления | НЕА 180 |
| Гибка труб | 3/8″ — 2″ (60,3 мм) |
| Круглый стержень | ø 40 мм |
| Управление | Ручное управление |
| Типичные области применения | Цех металлообработки / Металлоконструкции для гибки и правки |
сравнивать
вся информация
420 Гибочный пресс с ЧПУ
420 Гибочный станок с ЧПУ для гибки и правки
| Рабочая мощность | 42 к / 420 кН |
|---|---|
| Высота инструмента | 200 мм / 7,87 «(дюйм) |
| Гибкость плоская | 200/20 мм |
| Устройство для выпрямления | НЕА 180 |
| Гибка труб | 3/8″ — 1 ½» |
| Круглый стержень | ø 35 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
820 CNC
820 CNC горизонтальный гибочный станок для гибки и правки
| Рабочая мощность | 82 к / 820 кН |
|---|---|
| Высота инструмента | 300 мм / 11,81 дюйма (дюйм) |
| Гибкость плоская | 300/20 (30) мм |
| Устройство для выпрямления | НЕА 260 |
| Гибка труб | 3/8″ — 3″ |
| Круглый стержень | ø 60 мм |
| Управление | Управление ЧПУ |
сравнивать
вся информация
1300 ЧПУ
1300 ЧПУ горизонтальный гибочный станок для гибки и правки
| Рабочая мощность | 130 до / 1300 кН |
|---|---|
| Высота инструмента | 300 мм / 11,81 дюйма (дюйм) |
| Гибкость плоская | 300/30 (40) мм |
| Устройство для выпрямления | ЕВР 300 |
| Гибка труб | 3/8″ — 3″ |
| Управление | Управление ЧПУ |
сравнивать
вся информация
Быстрый запрос
Пожалуйста свяжись со мной
Спасибо за ваш запрос.
Особенности гибки труб геометрического профиля
Производители хотят, чтобы их продукция хорошо выглядела и отличалась от конкурентов, поэтому сейчас изготовители берутся за более сложную работу и ищут способы эффективной гибки геометрических профилей. Фото предоставлено БЛМ.
Изготовители часто сгибают круглые металлические трубы и трубы коробчатого сечения, но по мере того, как сложные и геометрические профили становятся все более популярными, а рынок — более требовательным, промышленное применение расширилось, включая более сложные конструкции профилей, которые требуют от производителей раздвигать границы традиционной гибки труб.
«Мы видим, что все больше производителей используют геометрические профили, — говорит Линдли Сирлз, региональный менеджер по продажам BLM GROUP USA, Нови, штат Мичиган. теперь также и для дверной коробки. Это скорее особая форма, которая должна быть изготовлена из одного куска материала. Дизайнеры действительно продвигают эту тенденцию, особенно в мебельной промышленности, где мы видим больший акцент на эстетике. Все хотят, чтобы их продукты хорошо выглядеть и действительно отличаться от конкурентов, поэтому производители теперь берутся за более сложную работу и находят способы эффективно сгибать эти профили».
Дизайнеры действительно продвигают эту тенденцию, особенно в мебельной промышленности, где мы видим больший акцент на эстетике. Все хотят, чтобы их продукты хорошо выглядеть и действительно отличаться от конкурентов, поэтому производители теперь берутся за более сложную работу и находят способы эффективно сгибать эти профили».
Проблемы
Стоимость специальных профилей выше из-за сложности процесса формования, что делает обеспечение эффективной гибки еще более важным. С этими приложениями связано много проблем, но одной из самых важных проблем является обеспечение необходимой поддержки во время гибки.
«Геометрические профили представляют собой особые проблемы по сравнению с круглой трубой или простой квадратной трубой, в частности, стабильность детали», — сказал Филипп Кноблох, директор по продажам Schwarze-Robitec, Кельн, Германия. «Круглая труба обладает высокой стабильностью благодаря своему симметричному поперечному сечению. Вот почему она ведет себя постоянно и повторяемо во время процесса гибки. Профили, особенно профили со специальной геометрией, ведут себя совершенно по-разному. Поскольку поперечное сечение несимметрично, процесс гибки может быть непредсказуемым, если деталь не стабилизирована должным образом».
Профили, особенно профили со специальной геометрией, ведут себя совершенно по-разному. Поскольку поперечное сечение несимметрично, процесс гибки может быть непредсказуемым, если деталь не стабилизирована должным образом».
Для эффективного изгиба профиля материал должен поддерживаться по всей длине, по крайней мере, снаружи материала, но часто и внутри профильной трубы. Внешняя поддержка может быть проблемой, но внутренняя поддержка представляет собой еще большую проблему для производителей.
«Коробка имеет четыре стороны, а круглая труба имеет одинаковую окружность», — сказал Сирлз. «С простым профилем, таким как D-образная труба, может потребоваться сочетание методов гибки как коробчатой, так и круглой формы. Однако любой сложный профиль нуждается в дополнительной поддержке, чтобы предотвратить растяжение и скручивание материала, что приведет к деформации. и вариации в пределах длины детали. В процессе гибки сложных профилей существует определенная степень неопределенности, которой просто нет в коробчатой или круглой трубе».
Кноблох отметил, что ключом к стабильности и правильному изгибу является разработка необходимых инструментов. Для любого процесса гибки цель состоит в том, чтобы покрыть и стабилизировать деталь, чтобы обеспечить наилучший изгиб, но это особенно верно для геометрических профилей. Специализированные инструменты для внутренней и внешней стабильности могут сделать это возможным.
Открытый или закрытый
Независимо от того, является ли профиль открытым или закрытым, зависит уровень его сложности.
«Это идет рука об руку с проблемой стабильности, — сказал Сирлз. «Для закрытой формы производителю действительно нужно беспокоиться только о поддержке снаружи. В некоторых случаях внутренняя часть нуждается в поддержке, но в основном внимание уделяется внешней стороне. Однако, когда производители переходят к изгибу открытых форм, важно обеспечить что отверстие остается открытым и не деформируется во время процесса. Но создание метода поддержки отверстия через изгиб может быть сложной задачей».
Закрытые профили имеют более естественную устойчивость, чем открытые профили. При открытом профиле больше вероятность деформации.
Любой сложный профиль нуждается в дополнительной опоре, чтобы предотвратить растяжение и скручивание материала, что приведет к деформации и отклонениям по длине детали. Фото предоставлено БЛМ.
«Для открытых профилей деталь должна поддерживаться более сложными способами, что означает более сложную и более дорогую оснастку», — добавил Кноблох.
Тип материала
Помимо открытых и закрытых профилей, тип материала может усложнить гибку профилей. «Задачи будут разные, будь то сталь или алюминий», — сказал Сирлз. «Алюминий обычно имеет более постоянную форму, потому что он экструдирован, тогда как сталь обычно имеет низкую форму, которая имеет гораздо больше вариаций».
Производство стальных профильных труб имеет ряд ограничений. Однако алюминиевая труба может иметь более сложные профили, поскольку ее можно выдавливать. И хотя можно изготовить много сложных форм, не все из них можно эффективно согнуть, так что в игру вступает и осуществимость.
И хотя можно изготовить много сложных форм, не все из них можно эффективно согнуть, так что в игру вступает и осуществимость.
«Тип материала, как и в любом процессе, определенно влияет на уровень пружинения, который могут ожидать производители», — сказал Кноблох. «Круглая труба, как правило, имеет довольно постоянную упругую отдачу, но это не относится к специальным профилям. Наличие большого количества информации и подробностей о полуфабрикатах и спецификациях материалов может помочь производителям принять более взвешенные решения, чтобы оптимизировать процесс и помочь разработать инструмент».
Инструменты
Для профилей необходимы специальные инструменты. Наличие хорошо спроектированных инструментов может быть разницей между хорошей деталью и бракованной деталью.
«Вы должны найти наилучший подход к поддержке материала, чтобы сохранить его в нужной форме», — сказал Сирлз. «Иногда это делается с помощью твердого инструмента, когда инструмент находится только на внешней поверхности, или вы используете оправку для его поддержки. В других случаях этого недостаточно. В некоторых случаях производителям может потребоваться использовать расходные материалы в зазорах. открытую форму, чтобы сохранить ее. После завершения гибки эти расходные материалы можно удалить. Это может быть дорогостоящим процессом, но необходимым для таких применений».
В других случаях этого недостаточно. В некоторых случаях производителям может потребоваться использовать расходные материалы в зазорах. открытую форму, чтобы сохранить ее. После завершения гибки эти расходные материалы можно удалить. Это может быть дорогостоящим процессом, но необходимым для таких применений».
Сирлз приводит пример оконной рамы. Поскольку форма рамы, которая обычно изготавливается из алюминия, согнута, необходимо сохранить открытый элемент, в котором будет проходить стекло, поэтому использование расходных материалов в этом зазоре сохранит его структуру через изгиб.
«Необходимы специальные инструменты», сказал Кноблох. «Приобретение хорошего инструмента с хорошей конструкцией повлияет на возможность гибки профилей. С круглыми трубами или квадратными трубами инструмент довольно легко обслуживать с помощью процесса токарной обработки. инструментов. Но для специальных профилей в цеху может потребоваться фрезерование, чтобы сохранить требуемый сложный инструмент. Важно учитывать, что это может быть более затратным и трудоемким».
Важно учитывать, что это может быть более затратным и трудоемким».
По словам Сирлза, инструменты для этих специальных профилей должны открываться и закрываться. Раздельная матрица даст изготовителям возможность открыть инструмент и вставить материал, чтобы он находился внутри инструмента, который закрывается вокруг него. Инструменту может потребоваться открыться более чем в одном месте в секции, в зависимости от конструкции профиля. Хорошей отправной точкой является сотрудничество с известными поставщиками инструментов для разработки наилучшего дизайна.
Процесс гибки
Лучший способ убедиться в осуществимости — это пробная гибка, метод проб и ошибок. Работа с экспертами по гибке и производителями оборудования может помочь производителям определить, будет ли проект возможным и рентабельным.
Пробный изгиб с использованием необходимых инструментов — один из лучших способов увидеть, как профиль ведет себя во время формовки и гибки. Фото предоставлено Schwarze-Robitec.
Фото предоставлено Schwarze-Robitec.
«Пробный изгиб с использованием необходимых инструментов — один из лучших способов увидеть, как профиль ведет себя во время формовки и гибки», — сказал Кноблох. «Мы используем чертежи детали с базовой информацией о параметрах детали, чтобы создать правильный инструмент для гибки детали. Программа CAD может иметь большую поддержку, которая предлагает оценки, но чтобы действительно увидеть, где этот профиль должен поддерживаться в особенным образом, пробная гибка — лучший вариант. Лучший вариант находится при совместной работе с клиентом и тестировании разных вариантов».
Основная информация о профильной трубе намного шире, чем о круглой трубе или коробчатом профиле, который обычно имеет только внешнюю форму, внешний диаметр, толщину стенки и радиус. Специальный профиль имеет множество дополнительных размеров, которые необходимо учитывать, особенно если радиус изменяется по всему поперечному сечению. Между поставщиком работ и заказчиком должна быть четкая связь о точных размерах и требуемых характеристиках.
«Чем больше вы сможете контролировать машину, тем лучше», — сказал Кноблох. «Чем лучше машина может контролировать и компенсировать эффект пружинения материалов, эффект скручивания материала при гибке, тем лучше получится деталь. Гибочная машина, которая может многократно контролировать множество осей, которые влияют на результат часть, будет более полезной, чем машина, которая может управлять только одной или двумя осями, которая не может препятствовать скручиванию материала во время процесса».
Вот почему метод проб и ошибок так важен. Получение представления о возможностях машины для этих приложений даст производителям лучшее понимание природы переменных в процессе гибки.
«Методы программного обеспечения и правильная последовательность в оборудовании позволят производителям контролировать скручивание и изменения в процессе гибки, управляя потоком материала», — сказал Сирлз. «Это особенно важно, если в одной и той же детали есть разные радиусы изгиба, как мы часто видим в индустрии транспортных средств для отдыха.