Гнутый профиль это: Гнутый профиль
Содержание
Гнутый профиль
Лучшее предложение
Загрузите ваш запрос цен на товары в формате exel и получите 5 самых выгодных предложений от поставщиков по каждому товару.
14 марта 2017
Гнутые профили представляют собой профилированную металлическую заготовку. С помощью специальной профилегибочной техники этим заготовкам придается определенный вид формы. Это современный вид металлопродукции. Данному виду экономического металлопроката свойственно обладать самыми разнообразными формами поперечного сечения. Это может быть как замкнутая, так и полузамкнутая форма. В качестве исходного материала используются цветные металлы, а также разнообразные марки стали.
В процессе профилирования из гнутых профилей можно получить продукцию с разным типом сечения, с разнообразными гофрами, толщиной, видами покрытий и так далее. Они также могут быть сварные и закрученные в форме дуги.
С помощью профилегибочных станов производятся гнутые профиля из заготовки шириной около 600 мм имеющие толщину от 2 до 8 мм и из заготовки 1500 мм профиль толщиной от 1 до 4 мм.
Основные разновидности гнутого профиля
Не смотря на то, что существует большое количество холодногнутых профилей, все они разделяются всего на две категории, а именно:
• гофрированные;
• сортовые.
Типы гнутого профиля
Категорию гофрированных профилей не зависимо от того какое число гофров они имеют и каких их параметры, разделяют на профили:
• с открытыми гофрами;
• с гофрами, повторяющимися через некоторый интервал.
Профили последнего типа в свою очередь разделяются на несколько подгрупп. Разделение касается расположения гофр. Это:
• продольные;
• поперечные;
• смешанные, то есть продольные гофры с поперечными гофрами.
Сортовые холодногнутые профиля представляют собой следующие виды стали:
• равнобокая;
• неравнобокая;
• корытная;
• равнополочные, а также неравнополочные швеллеры;
• замкнутые, специальные и С – образные профиля.
Сортамент – это перечень профилей с указанием их размерных параметров, изготавливаемых путем профилирования на разнообразных профилегибочных станах. Сортамент данной металлопродукции регламентируется существующими ГОСТами, а также специальным каталогом. Согласно стандартам различают такие виды профилей;
• угловая равносторонняя сталь;
• угловая неравносторонняя сталь;
• разнополочные швеллеры;
• профили С – образной формы;
• равнополочная сталь;
• стальные профиля с гофром имеющем трапециевидной формы;
• профиля используемые в вагоностроении;
• профиля для разнообразных видов переплета;
• листовая сталь холодногнутого типа.
Профиля гофрированного типа
Гофрированные профиля активно используют в сфере народного хозяйства. Эти профиля различаются по форме, размерным параметрам и типу расположения относительно поперечного сечения. Существует три группы профилей:
• профиля, у которых площадь поперечного сечения гофрирована и при этом между гофрами полностью отсутствуют прямолинейные участки;
• профиля с разделенными гофрами прямолинейными участками;
• гофрированные сортовые профиля.
Все вышеуказанные профиля могут обладать самыми разнообразными формами, высотой, шириной, а также расстоянием между центрами.
Огромное количество разновидностей профилей используемых в данное время объясняется тем, что потребители изготавливали их исходя из своих потребностей. Изготовление осуществлялось на уже существующем оборудовании. Для того чтобы изготовить профиля отличающиеся между собой по форме и параметрам понадобились дополнительные виды специальных профильных валков. На производство таких валков затрачивалось огромное количество специальной стали, которая характеризуется высокой стоимостью. Решить проблему удалось с помощью унификации и стандартизации существующих видов профилей. Это позволило уменьшить количество размеров профилей и существенно снизить расходы на их изготовление.
Гнутый профиль
Собственное производство
В нашем распоряжении – 2 000 кв. м. рабочей площади, производственная мощность — 300 тонн в месяц.
Для выполнения заказов любой сложности имеется все необходимое оборудование.
Мы готовы выполнять крупные заказы в короткий срок. Наше производство – это возможность для Вас работать без посредников.
Территориально расположены недалеко от Москвы (8 км от МКАД), в г. Люберцы Московской области.
Работаем в Москве, Московской области и в других регионах.
Работаем по ГОСТ, СНиП, СП
У нас установлено современное, сертифицированное оборудование. Все сотрудники являются высококвалифицированными специалистами в своей сфере.
На рынке с 2008 года
За это время наша компания осуществила ряд значимых проектов, в том числе свыше 30 – для крупных компаний.
Мы накопили огромный опыт в своем деле. Наши работы проверены временем.
В числе партнеров:
ГНУТЫЙ ПРОФИЛЬ
Профиль гнутый – это один из видов металлического проката, широко используемый в строительстве.
В качестве материалов для изготовления профиля чаще всего используются различные виды стали (Ст3, Ст3пс, Ст3сп, холоднокатаная, оцинкованная, нержавеющая), а также другие металлы (алюминий и пр.).
Гнутый металлический профиль состоит из шейки и полки.
Шейка — часть гнутого профиля, окружённая с обеих сторон изгибами.
Полка — плоский край гнутого профиля, ограниченный изгибом с одной стороны. Полки могут находиться с одной стороны по отношению к стенке профиля (например, в швеллере) или с разных сторон (например, в гнутом Z-образном профиле). В отличие от полок, стенки ограничены изгибами с обеих сторон.
Производство металлических гнутых профилей регламентировано ГОСТ 11474-76.
Существует множество видов гнутых профилей, но наиболее распространенными являются:
- уголки (равно- и не равнополочные)
- П — образный
- С-образный
- Z — образный
- швеллеры
- сигма-профиль
- омега-профиль
Сфера применения гнутого профиля очень широка:
- Все виды строительства (промышленное, дорожное, бытовое и др.
 )
) - Машиностроение (авиа-судо-вагоно- и автомобилестроение)
- Изготовление мебели
- В быту (изготовление дверей, оград, поручней, каркасов, заборов и т.д.
В некоторых случаях применяется технология дополнительной защитной обработки поверхности материала. Это обеспечит защиту от негативных условий окружающей среды (например, повышенная влажность).
Относительно небольшой вес позволяет затрачивать минимальные усилия на транспортировку и монтаж профиля.
ООО «СТРОЙКОМПРОЕКТ» предлагает изготовление на заказ гнутого профиля, в том числе возможно изготовление профиля нестандартных размеров. Мы стремимся предложить каждому клиенту оптимальное решение. Вы можете быть уверены в соотношении «цена-качество»!
Благодаря наличию современного, оборудования и команде профессионалов своего дела, мы изготовим заказ в кратчайшие сроки, а наши цены Вас приятно удивят!
Стоимость рассчитывается индивидуально, в зависимости от требуемых параметров изделия, объема и срочности заказа.
Обратная связь
ЗАКАЗАТЬ ЗВОНОК ИЛИ ПОЛУЧИТЬ КП
Основы, процесс, 9 типов, преимущества, 12 приложений
(В процессе прокатки профилей профиль изгибается по принципу трех точек, образующих круг.) (иначе машина для гибки профилей), которая выполняется из самых разных металлов различными способами.
Что такое гибка сечения/гибка профиля?
Какие профили можно гнуть методом холодной гибки?
Гибка холодного профиля подходит для гибки металлических профилей
Профилегибочные станки (машины для прокатки профилей) используют технологию, называемую холодной прокаткой, также известную как прокатка колец, для производства качественных криволинейных профилей экономичным способом.
Большие кривые и кривые с переменным радиусом, такие как эллипсы, крутые изгибы, кольца и витки, могут быть получены для широкого диапазона сечений и типов материалов.
Процесс гибки 9 типов металлических профилей
- Тип 1# – гнутые трубчатые профили; Изогнутая труба используется во многих областях, от сельскохозяйственного оборудования до кровельных ферм.
 Секционная гибка позволяет гнуть круглые, квадратные или прямоугольные трубы всех размеров и материалов
Секционная гибка позволяет гнуть круглые, квадратные или прямоугольные трубы всех размеров и материалов - Тип 2# — Профили гнутых труб : Процесс гибки холодного сечения позволяет сгибать профили труб диаметром менее 20 дюймов, работать с большинством марок труб из углеродистой стали и алюминиевых труб, а также может создавать нестандартные профили как из полных, так и из половинчатых труб. трубка.
- Тип 3# — Профили гнутых стержней: Может создавать гнутые профили на заказ из стержней всех размеров и форм: круглые, полукруглые, квадратные, шестиугольные и прямоугольные. Процесс прокатки профилей позволяет изгибать металлические прутки по индивидуальному заказу «простым способом» (по оси y-y) и «сложным способом» (ось x-x) с одинаковой точностью.
- Тип 4# — Профили гнутых балок: Используя процесс прокатки профилей, можно производить нестандартные профили гнутых балок любого размера, создавая даже самые большие изогнутые балки с превосходной точностью и повторяемостью.
 Процессы прокатки профилей — это «сложный» и «простой» методы гибки.
Процессы прокатки профилей — это «сложный» и «простой» методы гибки. - Тип 5# — изогнутые профили каналов: процесс гибки профилей может изгибать каналы с фланцами наружу, фланцами внутрь или «жестким способом».
- Тип 6# — Профили изогнутого тройника: Изогнутые профили тройника «шток внутрь», «шток наружу» или «шток вверх» с минимальным искажением. Процесс прокатки его сечения аналогичен угловой прокатке кольца.
- Тип 7# — изогнутые угловые стальные профили: Процесс прокатки профилей может представлять собой прокатку колец в девяти ориентациях для получения угловых профилей, изогнутых по индивидуальному заказу, с минимальным искажением.
- Тип 8# — Профили гнутых стальных профилей: Комплексные услуги по гибке профилей, гибка профилей по индивидуальному заказу из стандартных профилей и многое другое.
- Тип 9# — Индивидуальные профили из листового проката: Точное прокатывание стальных и алюминиевых листов в полные цилиндры, полные конусы и сегменты конусов цилиндров, как того требует конструкция.

Способ гибки металлических профилей на профилегибочном станке
Гибка профильного профиля (профилегибка) профильной гибки применяется для непрерывной трехточечной гибки металлических профилей с целью пластической деформации профиля и достижения требуемой радиус изгиба.
Изгиб профилегибочного станка (также называемого секционно-гибочным станком, секционно-прокатным станком или профильно-гибочным станком) — уголки, стержни, балки, швеллеры, тройники, трубы и трубки — все это часть гибки профилей.
:: Подробнее: Глоссарий общих терминов по гибке и прокатке, взятый из Руководства по проектированию 33.
Как согнуть профиль с помощью уголка?
3-валковый станок для гибки профилей является основной силой металлического профиля, машина имеет два фиксированных ролика, а верхний вертикальный ролик расположен соответствующим образом, чтобы выполнить желаемый изгиб. За счет изменения взаимного положения и вращательного движения рабочего ролика достигается непрерывная пластическая деформация с целью получения заготовкой заданной формы.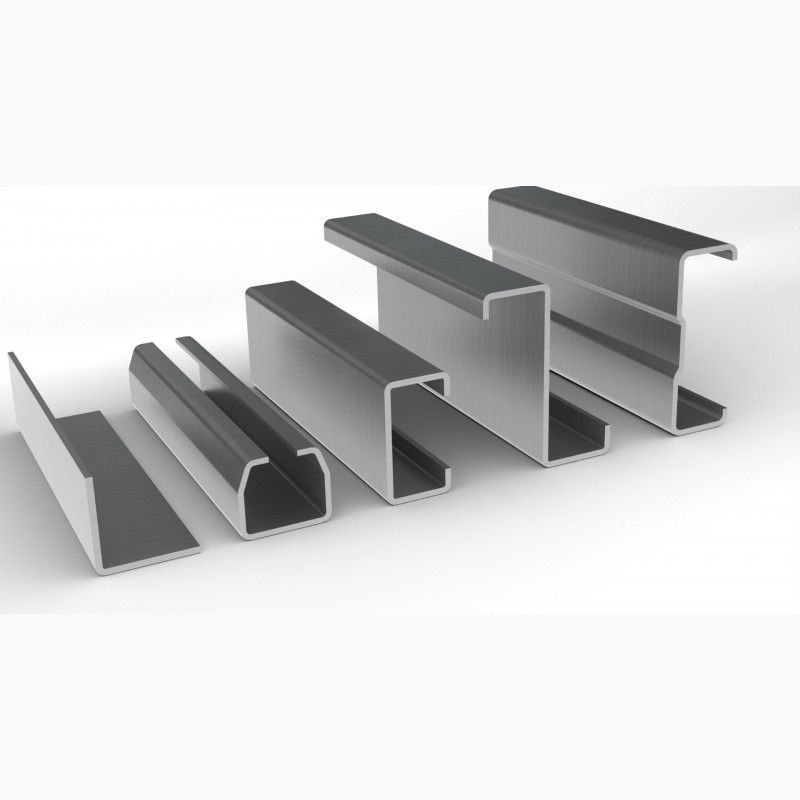
Важное чтение: Обновление 2021: Прочтите перед работой на профилегибочном станке
Гибка профилей на профилегибочном станке
При гибке профиля заготовка располагается между нижним и верхним валками профильной прокатки машина. После помещения металлического профиля (прутка, уголка, двутавровой балки, трубы и трубы, швеллера) между нижними валками верхний валок опускается для закрепления заготовки, и в то же время достигается достаточное давление на лист, создание пластического изгиба. При вращении ролика возникает трение между металлическим профилем и роликом, поэтому профиль перемещается в его продольном направлении. В то же время верхний ролик увеличивает давление на заготовку.
При пересечении валиком нижнего предела верхнего валика (зоны деформации валика) за один оборот и давлении, превышающем предел изгиба, происходит пластическая деформация и лист сгибается до заданных размеров по всей длине. Регулируя взаимное положение нижнего и верхнего валков, лист можно согнуть до диаметра, который не меньше диаметра верхнего валика.
На изображении выше показан принцип работы симметричного станка для гибки круглых профилей с 3 роликами.
Ролики 2 и 3 движутся в одном направлении и с одинаковой скоростью. Из-за трения между листовым металлом и роликами заготовка движется вперед. Регулируя положение верхнего ролика, можно добиться желаемого угла изгиба. Если заготовка не достигает должной кривизны после первого изгиба, ее можно отрегулировать и начать процесс в обратном направлении до достижения нужной формы.
Как уменьшить торцевую плоскую часть профилей холодной прокатки?
Что такое плоская часть холодной прокатки?
После гибки (прокатки профиля) положение роликов на заготовке неизбежно остается плоской частью на концах металлопрофиля. Эта плоская часть составляет примерно половину длины зазора между центрами нижних роликов.
Как уменьшить?
Хотя внешний вид прямой части считается недостатком симметричных роликов с 3 роликами, их простая конструкция, удобство использования и низкая цена по-прежнему делают их самой востребованной моделью профилегибочных станков.
Кроме того, есть методы, которые мы можем использовать, чтобы легко устранить эту проблему. Вы можете найти некоторые из них ниже:
Предварительная гибка
Это решение включает в себя гибку кромок заготовки на листогибочном прессе или вальцегибочном станке перед процессом вальцовки.
Если концы металлического профиля можно загнуть перед прокаткой, то дополнительный материал не требуется. Этот процесс называется «предварительное изгибание».
Предварительная гибка может быть выполнена с помощью радиусной матрицы на листогибочном прессе или на 3-х или 4-х валковой секционно-гибочной машине, листогибочном станке. То, насколько толстый лист вы можете предварительно согнуть, определяется максимальным давлением, которое может быть приложено верхним валком машины.
В частности, производительность уголкового станка определяется сочетанием максимальной толщины и минимального радиуса, которые можно предварительно согнуть для заданного профиля максимальной ширины.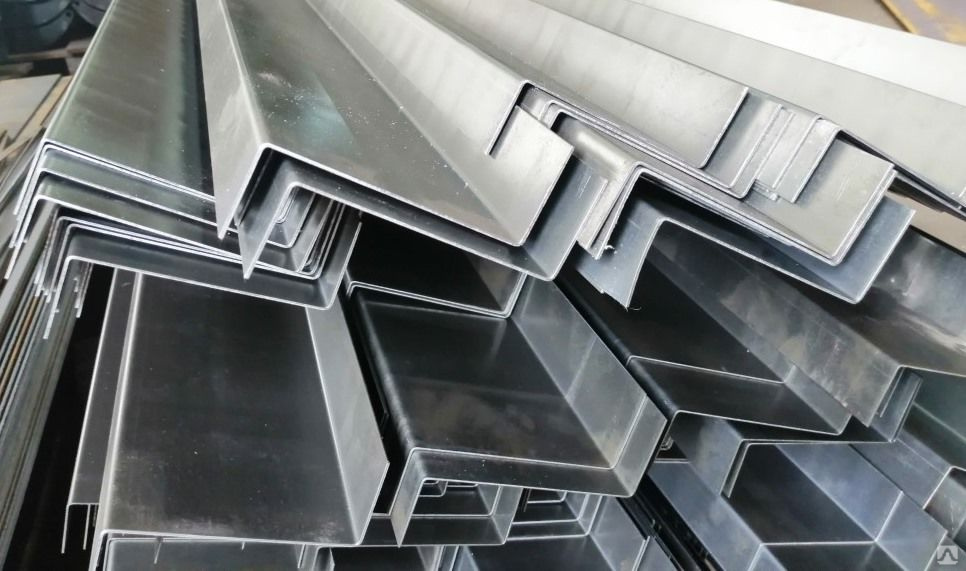 Предварительная гибка экономит время. Вам не нужно резать, а затем сворачивать, резать, а затем сворачивать и т. д. Предварительная гибка также устраняет плоские участки и отходы материала.
Предварительная гибка экономит время. Вам не нужно резать, а затем сворачивать, резать, а затем сворачивать и т. д. Предварительная гибка также устраняет плоские участки и отходы материала.
Добавление «базы» для заготовки при предварительной гибке
Этот способ предполагает установку «базы» вместе с заготовкой, предназначенной для гибки, и выполнение процесса предварительной гибки кромки на самом круглогибочном станке. Применение этого метода должно учитывать возможности круглогибочного станка и рассчитывать прочность приложенного усилия на «основание» и заготовку.
Припуск на концах – если вы добавите соответствующий припуск на концах листа перед гибкой, вы сможете после гибки отрезать эти части до желаемой формы гибки.
Асимметричная модель
Что касается асимметричных моделей вальцегибочных станков с 3 валками, то положение валков лучше приспособлено для устранения плоских краев листа, и в этом случае нижние валки также можно установить вертикально.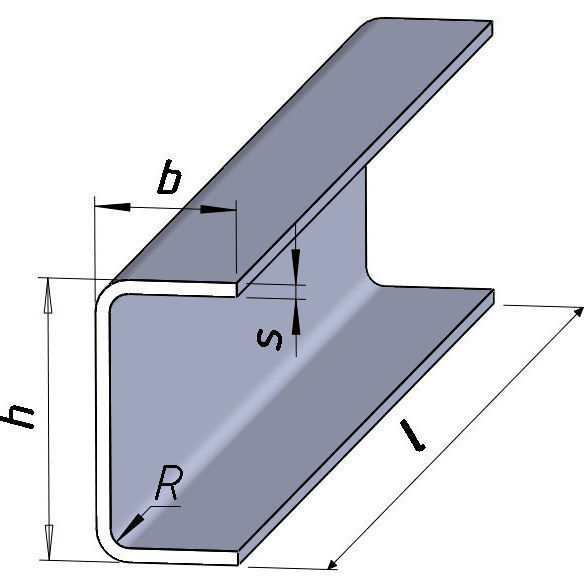
Таким образом, в модели с асимметричным расположением роликов нижний вращающийся ролик можно поднять до середины зазора между двумя роликами, а другой расположить в соответствующем положении так, чтобы начальная часть металлический профиль можно сложить, чтобы получился круг. Плоский край можно устранить с обеих сторон, повернув ролики на половине процесса гибки, загнув заднюю часть профиля. Кроме того, заготовку также можно перевернуть после завершения одного цикла гибки, и тогда задняя часть станет передней, а обе плоские кромки будут устранены.
5 важных моментов при гибке профиля
- В процессе гибки валком режим деформации металлического профиля эквивалентен свободному изгибу.
- Кривизна гибочной части валков зависит от взаимного расположения валков, толщины металлического профиля и механических свойств.
- Из-за наличия упругого восстановления при изгибе кривизна изгибаемой части валка не может быть равна кривизне верхнего валка.
- Наиболее важной характеристикой метода прокатки профилей является его высокая универсальность.

- Как правило, нет необходимости добавлять технологическое оборудование к профилегибочному станку, и для прокатной гибки профилей необходимы только ролики, подходящие для различных форм и размеров профиля.
Применение процесса прокатки профилей
Применение гнутых металлических профилей разнообразно. Охватить широкий спектр промышленности, в том числе; строительство, туннели, мосты, земляные работы, архитектурные элементы, трубы и механические работы для транспортировки и хранения материалов, машины и т. д.
- Столярные изделия из металла
- Строительные металлисты
- Металлическая конструкция
- Производство металлической мебели
- Оборудование для промышленных объектов (химическое, нефтехимическое, фармацевтическое, пищевое и др.)
- Производство сельскохозяйственных машин
- Оборудование для железнодорожного, морского, военного, атомного и энергетического секторов
- Детали оборудования для сельхозтехники,
- железнодорожный, военно-морской, военный, ядерный и энергетический секторы
- Производство деталей для ворот и заборов
- Производство деталей защитного снаряжения, таких как поручни, ограждения, поручни, бамперы и т.
 д. …
д. … - Производство деталей городской мебели
Профилегибочный станок (уголок) с 4 валками
Помимо станков для гибки валков с 3 валками, на рынке имеются станки для гибки валков с 4 валками. Они обеспечивают более быстрое и простое управление.
процесс гибки на четырехвалковой профилегибочной машине
Принцип
Принцип работы угловой валковой машины с 4 валками аналогичен машине с 3 угловыми валками, с основным отличием в том, что дополнительный вал используется для лучшей подачи материала и выполнения процесс предварительного изгиба.
Во время гибки верхний и нижний ролики неподвижны, материал прочно располагается между ними, а боковые ролики перемещаются и изгибают материал. Чтобы устранить плоские края материала, нижний ролик перемещается вверх, чтобы прочно удерживать материал, а боковой ролик перемещается и занимает положение для предварительного сгибания.
Чтобы устранить плоские края материала, нижний ролик перемещается вверх, чтобы прочно удерживать материал, а боковой ролик перемещается и занимает положение для предварительного сгибания.
В отличие от профилегибочного станка с 3 валками, где во время предварительного сгибания предполагается, что материал опускается при входе в станок, в прокатном станке с 4 валками материал располагается горизонтально, что позволяет использовать моторизованный горизонтальный держатели материалов при вставке материалов в определенные модели. Кроме того, ввод материалов может осуществляться с обеих сторон, поэтому станок можно разместить рядом со стеной и сэкономить место.
Преимущество
Преимуществом профильно-гибочного станка с 4 роликами является уникальный полный процесс гибки. Станок принимает материал одним ходом, выполняет предварительную гибку и продолжает гибку профиля. Эта система не требует, чтобы оператор удалял, поворачивал и затем выпрямлял материал после предварительного сгибания, как в случае с секционно-гибочными станками с 3 роликами.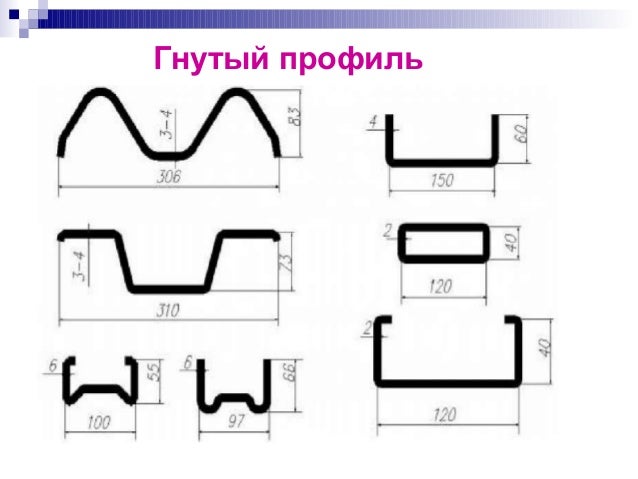
Материал, остающийся в машине, делает машину с 4 валками до 50% более эффективной по сравнению с моделями с 3 валками и позволяет изгибать материал до нужного диаметра сразу после предварительного изгиба. Изгиб плоской кромки начинается после изгиба материала в одном направлении.
Боковые ролики расположены слева и справа от нижнего ролика и имеют собственные оси. Независимая ось каждого ролика обеспечивает идеальный изгиб. «Задний» боковой ролик (расположенный с другой стороны загрузки материала) также имеет функцию заднего упора и выравнивает материал. Эта функция позволяет оператору работать без помощи других людей. Гибка в форме купе возможна и на станке с 4 роликами. Боковые ролики можно расположить в углу для соединения, а нижний ролик можно поднять, чтобы удерживать и позиционировать материал.
Каков принцип гибки холоднокатаного профиля?
Наиболее распространенным процессом гибки профильных валков является процесс гибки 3-х валковых валков:
Процесс гибки профилейГибка стальных секцийПрокатка профилей
Гибка происходит между тремя точками. Как показано на диаграмме, изгиб не происходит до тех пор, пока секция не коснется всех трех точек или роликов.
Как показано на диаграмме, изгиб не происходит до тех пор, пока секция не коснется всех трех точек или роликов.
Холодная гибка приводит к превышению предела текучести материала, в результате чего сталь в некоторой степени упрочняется. Придется использовать некоторые плато урожайности, поэтому в целом пластиковая конструкция не рекомендуется.
Прочность стали также может изменяться, особенно при малых радиусах. Стоит подчеркнуть, что для большинства радиусов, встречающихся в конструкционных приложениях, изменения незначительны.
Для обычной низкоуглеродистой стали, включая конструкционную сталь, деформация, возникающая в процессе гибки, не создает реальных проблем, поскольку материал проявляет такие же упругие характеристики в диапазоне упругости.
Кривая деформации
Как уже упоминалось, в процессе прокатки и гибки материал должен испытывать напряжение, превышающее его предел текучести или предел упругости.
Это максимальное напряжение, которому может подвергаться материал, сохраняя упругость или возвращаясь к своей первоначальной длине.
Предел текучести или пределы упругости показаны как точка «А» на рисунке ниже, типичная кривая напряжения-деформации. Напряжение меньше предела текучести не приведет к постоянному изгибу материала.
Величина напряжения, которое необходимо приложить к изгибаемому материалу, находится в области «С», которая является областью пластичности. Эти линии показывают, как при снятии напряжения материал возвращается на длину, несколько меньшую, чем при приложении напряжения.
Пластичность
Стальные профили упрочняются при использовании процесса холодной гибки.
Степень упрочнения зависит от требуемого радиуса и геометрии сечения.
В результате получается «сглаженная» кривая напряжения-деформации, как показано на диаграмме выше.
Испытание на растяжение образца стали, согнутой в холодном ролике, покажет небольшую потерю пластичности, но более высокий предел прочности при растяжении, что приведет к некоторой потере пластичности.
Несмотря на некоторую потерю пластичности, для обычных конструкций этот эффект минимален и им можно пренебречь.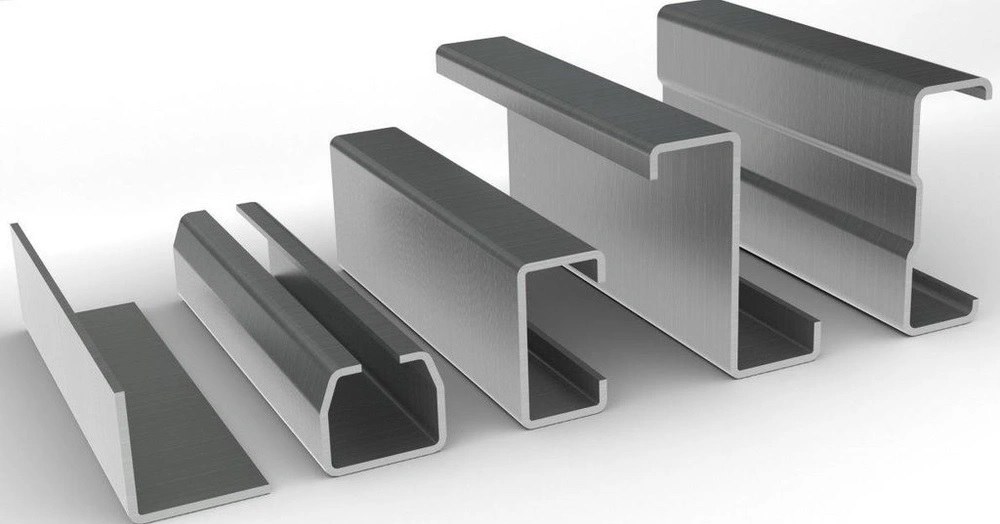
Видимая деформация
Обычно наиболее важным эффектом процесса гибки является эстетика, а не структура. Сталь на внешней стороне кривой имеет тенденцию к растяжению (и, следовательно, становится тоньше), в то время как сталь на внутренней стороне кривой имеет тенденцию становиться толще.
В процессе гибки секция может иметь некоторую видимую деформацию. Например, полое сечение тоньше, и процесс гибки вызовет видимую рябь на меньшем радиусе. Поэтому наша команда экспертов часто предлагает, когда лучше обеспечить более толстую толщину. Толщина снижает удар, вызванный процессом изгиба стеновой части.
Минимальный радиус и допуск
Минимальный радиус, до которого можно согнуть секцию без существенного искажения, зависит от свойств секции и используемых методов гибки.
С течением времени эти минимальные радиусы были уменьшены по мере разработки новых технологий, поэтому этот минимум продолжает уменьшаться. .
Перечень радиусов изгиба профилегибочного станка BIT
Нелегко предоставить точный и исчерпывающий список радиусов, до которых может быть изогнута каждая секция.
Существует большое количество стандартных секций (каждая с различными характеристиками изгиба), существуют различные методы гибки (горячая и холодная), а конечное использование сильно различается.
Кроме того, с постоянным техническим развитием изменяются и «минимальные радиусы». Минимальный радиус, который необходимо согнуть, лучше всего узнать перед покупкой.
См. страницу наших спецификаций
Радиусные кривые секций
Как правило, секции, трубы и полые секции могут быть изогнуты в кривые с одним радиусом, кривые с несколькими радиусами, параболические или эллиптические кривые или даже координаты.
Они также могут в определенных пределах изгибаться в двух местах или образовывать спирали.
Однако существует ряд физических ограничений, которые ограничивают степень, в которой трехмерная кривизна возможна на практике.
Просмотр страницы с информацией о допусках
Гибка горячей секции
Горячая гибка обычно относится к различным типам индукционной гибки. Горячая гибка очень эффективна при гибке труб, потому что она выполняется быстро, точно и допускает мало ошибок.
Горячая гибка очень эффективна при гибке труб, потому что она выполняется быстро, точно и допускает мало ошибок.
Индукционная гибка Двутавровая балка
В процессе индукционной гибки, также известном как высокочастотная гибка, поэтапная гибка или горячая гибка, используются индукторы для локального нагрева стали посредством индукции. В результате в изгибаемой форме образуется узкая полоса нагрева. Форма прочно удерживается зажимом на нужном радиусе, который крепится на свободно вращающемся рычаге. Форма проталкивается через индуктор с помощью точной системы привода, которая заставляет горячую секцию формировать индукционный изгиб с заданным радиусом. Лучшая часть затем охлаждается водой, принудительным или неподвижным воздухом, чтобы зафиксировать изогнутую форму.
Горячая гибка профиля
Горячая гибка обычно относится только к различным типам индукционной гибки.
Индукционная гибка является высокоэффективным способом гибки профилей, так как он быстрый, точный и с минимальным количеством ошибок. Процесс индукционной гибки осуществляется путем нагревания определенной точки сечения, где его затем можно согнуть без особых усилий. Он не требует какого-либо наполнителя, а результат изгиба сводит искажения к минимуму.
Процесс индукционной гибки осуществляется путем нагревания определенной точки сечения, где его затем можно согнуть без особых усилий. Он не требует какого-либо наполнителя, а результат изгиба сводит искажения к минимуму.
Многие индукционные гибочные станки также выбрали этот тип гибки из-за его энергозатратности. После того, как процесс нагрева завершен, гибка не занимает много времени.
Особенности процесса горячей гибки профилей
Индукционная гибка является очень эффективным методом гибки профилей, поскольку он быстрый, точный и почти безошибочный.
Процесс индукционной гибки осуществляется путем нагрева определенной точки металлических профилей, после чего их можно легко согнуть. Он не требует какого-либо наполнителя, а результат изгиба сводит деформацию к минимуму.
Многие индукционные гибочные станки также выбирают этот тип гибки из-за его достаточной энергии. Процесс нагрева – самый трудоемкий элемент процесса, после завершения процесса нагрева гибка вообще не требует много времени.
Преимущества процесса гибки в горячем состоянии
Процесс гибки в горячем состоянии обладает несравнимой технологичностью с холодной гибкой.
- Например, расстояние по прямой линии между двумя соседними отводами на трубе может быть небольшим, и даже непрерывный изгиб может выполняться без оставления прямых участков трубы;
- Может перерабатывать материалы с плохой пластичностью в холодном состоянии в отводы;
- Он может обрабатывать отводы, требующие большой механической энергии при холодной гибке, и может гнуть хрупкие материалы, которые легко сломать при холодной гибке. Горячая гибка может быть изогнута в колено малого радиуса на трубе.
- Для труб из углеродистой стали и большинства труб из легированной стали радиус изгиба при горячем изгибе намного меньше, чем при холодном изгибе, а радиус изгиба может составлять от 0,7 до 1,5 наружного диаметра трубы.
Недостатки гибки в горячем состоянии
- Недостатком гибки в горячем состоянии может быть то, что материал необходимо охлаждать позже, что увеличивает время, затрачиваемое на каждую трубу, и машины, как правило, дороже, чем машины для гибки в холодном состоянии.
- Негативными аспектами гибки горячих профилей может быть то, что материал после этого должен остывать, что увеличивает время, затрачиваемое на каждую трубу, и то, что машины, как правило, дороже, чем устройства для гибки холодных профилей.
- Оборудование сложное, стоимость обработки высокая, эффективность производства низкая, качество поверхности низкое.
- Для медных труб используется процесс гибки холодного участка, что исключает возможность «водородной болезни» за счет исключения высокотемпературного нагрева.
Индукционная гибка металлических профилей
Горячая гибка или индукционная гибка:
Хотя существуют небольшие различия в различных методах горячей гибки профилей, почти все они представляют собой форму индукционной гибки.
Этот метод точно нагревает металлические профили с помощью катушки индукционного нагрева перед тем, как применить давление, чтобы сделать предполагаемый изгиб.
Он требует гораздо меньше физической силы, чем методы холодной гибки, и позволяет производить гибки аналогичного или более высокого качества без наполнителей, оправок или других добавок, используемых для предотвращения деформации.
Что такое индукционная гибка?
Индукционная гибка — это точно контролируемый и эффективный метод гибки профилей. В процессе индукционной гибки применяется локальный нагрев с использованием индуцированной высокой частоты электроэнергии. Трубы, трубки и даже конструктивные элементы (швеллеры, W и H профили) можно эффективно сгибать на индукционном гибочном станке. Индукционная гибка также известна как горячая гибка, поэтапная гибка или высокочастотная гибка. Для больших диаметров труб, когда методы холодной гибки ограничены, наиболее предпочтительным вариантом является индукционная гибка. Вокруг изгибаемой трубы размещается индукционная катушка, которая нагревает окружность трубы в диапазоне 850 – 1100 градусов Цельсия.
Индукционная гибка металла
Технология индукционной гибки позволяет сгибать практически неограниченное количество материалов.
Единственным требованием является возможность индукционного нагрева.
Общие группы материалов:
УГЛЕРОДИСТАЯ СТАЛЬ
- Низколегированная сталь
- Высоколегированные стали
- Мелкозернистая сталь
НЕРЖАВЕЮЩИЕ СТАЛИ
- Аустенитная сталь
- Мартенситный
- Ферритный
- Дуплекс
ПРОЧЕЕ
- Специальные сплавы
- Плакированная труба
- Алюминий
- Титан
Посмотреть возможности обработки всех наших профильно-гибочных станков можно здесь
Основы гибки экструзией алюминия – проектирование профилей
Изучить основы гибки экструзией алюминия
Невероятное количество изящества и мастерства требуется в процессе гибки алюминия. Многие факторы влияют на то, что возможно и что вызовет проблемы. Сегодня мы решили разобрать несколько ключевых конструктивных особенностей, влияющих на процесс гибки. Есть еще много других факторов, которые не будут относиться к каждому проекту, но все же должны быть учтены.
Многие факторы влияют на то, что возможно и что вызовет проблемы. Сегодня мы решили разобрать несколько ключевых конструктивных особенностей, влияющих на процесс гибки. Есть еще много других факторов, которые не будут относиться к каждому проекту, но все же должны быть учтены.
Первым и, возможно, самым важным аспектом является конструкция алюминиевого профиля. Обычно это создается инженером-конструктором, с которым большинство компаний никогда не разговаривали. У дизайнера были бы причины для создания конкретных форм и опор. Однако эти дизайнеры редко будут учитывать, будет ли профиль изогнутым. Это означает, что некоторые профили спроектированы таким образом, что изгиб становится невероятно трудным. С другой стороны, некоторые профили сконструированы таким образом, что гибка выполняется просто и быстро.
Однако мы знаем, что вы не всегда можете выбрать, какой профиль использовать. Иногда клиенты настаивают на чем-то конкретном, или к сборке подходит только один дизайн. В этих случаях обычно все сводится к навыкам инженера по гибке алюминия. Как и техника, которая у них есть на руках.
В этих случаях обычно все сводится к навыкам инженера по гибке алюминия. Как и техника, которая у них есть на руках.
Существуют проекты, в которых должны использоваться изготовленные на заказ профили, и они предлагают большие возможности для улучшения. Сотрудничество с квалифицированной компанией по гибке алюминия позволит сделать вашу экструзию по индивидуальному заказу для достижения наилучших результатов гибки. Варианты дизайна, такие как создание симметричного профиля, могут уменьшить распространенные проблемы, такие как скручивание, и могут снизить общие затраты на инструменты.
Простая ошибка многих людей состоит в том, что они считают, что простые или несложные выдавливания всегда легче согнуть. Эти секции часто обманчиво сложны, когда подвергаются нагрузкам в процессе гибки, и часто более подвержены трудностям, вызванным их основной формой. Общие обманчивые разделы включают:
Гибка алюминиевых профилей
U-образные профильные профили являются одними из самых сложных для изгиба алюминиевых профилей. Они попадают в ряд дизайнерских ям, из-за которых их обманчиво сложно сгибать. Их асимметричный характер, отсутствие внутренней поддержки и открытые концы делают их невероятно склонными к деформации, независимо от того, как вы их сгибаете. Ранее мы подробно рассказывали о трудностях гибки секций швеллера, и вы можете подробнее о гибке алюминиевых U-образных профилей здесь.
Они попадают в ряд дизайнерских ям, из-за которых их обманчиво сложно сгибать. Их асимметричный характер, отсутствие внутренней поддержки и открытые концы делают их невероятно склонными к деформации, независимо от того, как вы их сгибаете. Ранее мы подробно рассказывали о трудностях гибки секций швеллера, и вы можете подробнее о гибке алюминиевых U-образных профилей здесь.
Полые квадраты и проклятие углов
Процесс гибки алюминиевых профилей означает, что поддержание идеальных внутренних углов 90˚ является очень сложной задачей. Острые углы приводят к растрескиванию и часто приводят к тому, что профиль изгибается и становится вогнутым. Эти проблемы означают, что дополнительные технические средства должны быть вложены в точные инструменты, которые могут обеспечить алюминиевому коробчатому сечению поддержку, необходимую для плавного, чистого и без искажений изгиба. Ряд методов заполнения, зажима и направления используется для сохранения формы экструзии при обеспечении плавных изгибов.
Двутавровые или двутавровые балки
Двутавровые балки являются одними из наиболее подверженных скручиванию профилей. В зависимости от направления изгиба «ножки» H будут пытаться выскочить из пряжки внутрь, часто скручивая при этом внутреннюю опору. Эти секции часто используются в конструктивных целях, а это означает, что эти деформации необходимо контролировать, чтобы обеспечить структурную стабильность детали. По этой причине многие компании, занимающиеся гибкой алюминия, не поддерживают гибку двутавровых профилей. Наши инженеры и технологии, специально разработанные для уменьшения скручивания и деформации при изгибе, сертифицированы по стандарту EN109.0-3 стандарта, что означает, что мы можем взяться за эту работу там, где другие не смогли.
Влияние длины профиля
Многие забывают, что чем длиннее непрерывный участок, тем сложнее становится каждый простой процесс. По этой причине у каждой компании будет разная длина экструзии, которую они могут поддерживать.
